Спосіб та пристрій для виготовлення кільцеподібних деталей з композитного матеріалу та попередніх форм для цих деталей
Формула / Реферат
1. Спосіб виготовлення преформ для виготовлення кільцевих елементів з композиційного матеріалу, який відрізняється тим, що включає установку оправки \10\ еліптичного перерізу і намотку на оправку \10\ стрічки \1\ з волокнистого матеріалу, що укладають шарами один на другий, для виготовлення преформи у вигляді еліптичної муфти \9\.
2. Спосіб по п. 1, який відрізняється тим, що намотані один на другий шари сполучають між собою прошиванням.
3. Спосіб по п. 2, який відрізняється тим, що кожний новий шар прошивають водночас з намоткою за допомогою голкової дошки \5\, розташованої по ширині стрічки \1\.
4. Спосіб за п. 3, який відрізняється тим, що на стадії намотування й прошивання голкову дошку \5\ і оправку \10\ переміщують одну відносно одної таким чином, що в момент контакту між ними поверхня прошивання голкової дошки розташована у тангенціальній площині щодо шару, що знаходиться навпроти.
5. Спосіб по п. 4, який відрізняється тим, що на стадії намотування й прошивання оправку \10\ і голкову дошку \5\ переміщують одну відносно одної таким чином, що деяка частина намотаного шару є постійно тангенціальною площині прошивання \Т\ по контактній лінії \М\.
6. Спосіб по п. 5, який відрізняється тим, що на стадії намотування й прошивання оправку \10\ й голкову дошку \5\ переміщують відносно одну відносно одної таким чином, що положення контактної лінії \М\ в площині прошивання \Т\ зміщується відповідно до зворотно-поступального руху.
7. Спосіб по п. 5, який відрізняється тим, що на стадії намотування й прошивання положення контактної лінії \М\ в площині прошивання \Т\ зберігають незмінним, тоді як вісь \S\ оправки циклічно зміщується, описуючи шлях \Q\, що складається з двох напівеліпсів.
8. Спосіб по п. 4, який відрізняється тим, що на стадії намотування й прошивання оправку \10\ переміщують таким чином, що деяка частина намотаного зовнішнього шару постійно розташована у визначеному положенні прошивання \М\, а поверхня прошивання голкової дошки \5\ змінює напрямок для того, щоб залишатись тангенціальною щодо протилежної ділянки шару, що прошивається.
9. Спосіб по п. 6 або 8, який відрізняється тим, що на стадії намотування й прошивання оправку \10\ обертають навколо власної осі, і водночас вісь \S\ оправки здійснює зворотно-поступальний рух, наближаючись та віддаляючись щодо площини або положення прошивання.
10. Спосіб по будь-яких з пп. 2-9, який відрізняється тим, що на стадії намотування й прошивання голкова дошка \5\ ударяє з однаковою частотою.
11. Спосіб по будь-яких з пп. 2-10, який відрізняється тим, що на стадії намотування й прошивання середня відстань між оправкою \10\ та голковою дошкою \5\ збільшують зі збільшенням товщини пакета намотаних шарів.
12 . Спосіб по будь-яких з пп. 2-10, який відрізняється тим, що кінці оправки \10\ являють собою пласкі поверхні, паралельні між собою й похилі відносно прямого перерізу муфти, а на стадії намотування й прошивання має місце відносне зміщення між оправкою \10\ і стрічкою \1\ матеріалу, що намотується, яке виглядає як зворотно-поступальний рух у повздовжньому напрямку оправки.
13. Спосіб виготовлення кільцевого елемента з композитного матеріалу, який відрізняється тим, що включає вироблення преформи \2\ по будь-яких з попередніх пунктів й розрізування еліптичної муфти на кільця по площинах, не перпендикулярних осі муфти.
14. Спосіб по п. 13, який відрізняється тим, що кут розрізування муфти \a\ обирають таким чином, щоб відрізані кільця \4\ мали круглий переріз по зовнішній або внутрішній периферії, або щоб розрізування відбувалося у визначеному місці між внутрішньою та зовнішньою периферіями.
15. Спосіб по п. 14, який відрізняється тим, що кут розрізування \a\ обирають з таким розрахунком, щоб відрізані кільця \4\ були круглими у межах півширини.
16. Спосіб по пп. 13, 14 або 15, який відрізняється тим, що розрізування муфти \2\ здійснюють після принаймні одного етапу ущільнення.
17. Спосіб по п. 16, який відрізняється тим, що ущільнення муфти \2\ виконують методом хімічної інфільтрації з газової фази з градієнтом температури.
18. Спосіб виготовлення гальмівного диска, який відрізняється тим, що він включає виготовлення кільцевого елемента \4\ по будь-яких з пп. 13-17 й обробку внутрішньої та\або зовнішньої периферій кільцевого елемента.
19. Спосіб по п. 18, який відрізняється тим, що на стадії намотування стрічку \1\ безспрямованої текстури волокнистого матеріалу намотують на оправку \10\, де один з напрямків відповідає напрямку подачі на оправку.
20. Установка для виробництва преформ, призначених для виготовлення кільцевих елементів з композиційного матеріалу, яка відрізняється тим, що містить оправку \10\ еліптичного перерізу і обладнання для намотування \600\ стрічки \1\ з волокнистого матеріалу на оправку \10\ шарами один на одний для виготовлення преформи \2\ у вигляді еліптичної муфти.
21. Установка по п. 20, яка відрізняється тим, що містить також голкову дошку \5\ для пробивання намотаних шарів водночас з їх намоткою на еліптичну оправку \10\ та сполучення їх між собою прошиванням.
22. Установка по п. 21, яка відрізняється тим, що містить також обладнання \26, 28\ для переміщення голкової дошки \5\ та \або оправки \10\ таким чином, щоб поверхня прошивання голкової дошки \5\ була розташована у тангенціальній площині відносно розташованої навпроти ділянки намотаного зовнішнього шару преформи, який прошивається в момент їхнього контакту.
23. Установка по п. 22, яка відрізняється тим, що обладнання \26, 28\ для переміщення голкової дошки \5\ та \або оправки \10\ виготовлено так, що деяка частина намотаного зовнішнього шару преформи є постійно тангенціальною площині прошивання \Т\ по контактній лінії \М\.
24. Установка по п. 23, яка відрізняється тим, що обладнання для переміщення голкової дошки \5\ та \або оправки \10\ обрано таким чином, що положення контактної лінії \М\ в площині прошивання \Т\ зміщується зворотно-поступальним рухом, а голкова дошка \5\ переміщується за ним.
25. Установка по п. 23, яка відрізняється тим, що обладнання для зміщення голкової дошки \5\ та\або оправки \10\ виконано таким чином, щоб циклічно зміщувати вісь \S\ оправки по лінії \Q\, яка складається з двох напівеліпсів, у той час, як положення контактної лінії \М\ в площині прошивання \Т\ залишається незмінним.
26. Установка по п. 22, яка відрізняється тим, що обладнання для зміщення голкової дошки \5\ та \або оправки \10\ виконано таким чином, щоб при зміщенні оправки деяка частина намотаного зовнішнього шару постійно знаходилась у визначеному положенні прошивання \М\, а поверхня прошивання голкової дошки \5\ змінювала напрямок, щоб залишитись тангенціальною відносно розташованої навпроти ділянки намотаного зовнішнього шару преформи, що прошивається.
27. Установка по п. 23, яка відрізняється тим, що обладнання для зміщення голкової дошки \5\ та\або оправки \10\ виконано таким чином, щоб вісь оправки здійснювала зворотно-поступальний рух, наближаючись та віддаляючись від площини або положення прошивання.
28. Установка по будь-яких з пп. 20-27, яка відрізняється тим, що голкова дошка \5\ виконана так, щоб ударяти з постійною частотою.
29. Установка по будь-яких з пп. 20-28, яка відрізняється тим, що містить також обладнання \26\ для збільшення середньої відстані між оправкою \10\ та голковою дошкою \5\ по мірі збільшення товщини пакета намотаних шарів.
30. Установка по будь-яких з пп. 20-29, яка відрізняється тим, що кінці оправки \10\ мають пласкі поверхні, паралельні між собою й не перпендикулярні до осі муфти, й тим, що передбачено обладнання для управління відносним зміщенням між оправкою \10\ і стрічкою матеріалу, що намотується \1\, яке здійснюється зворотно-поступальним рухом у повздовжньому напрямку оправки.
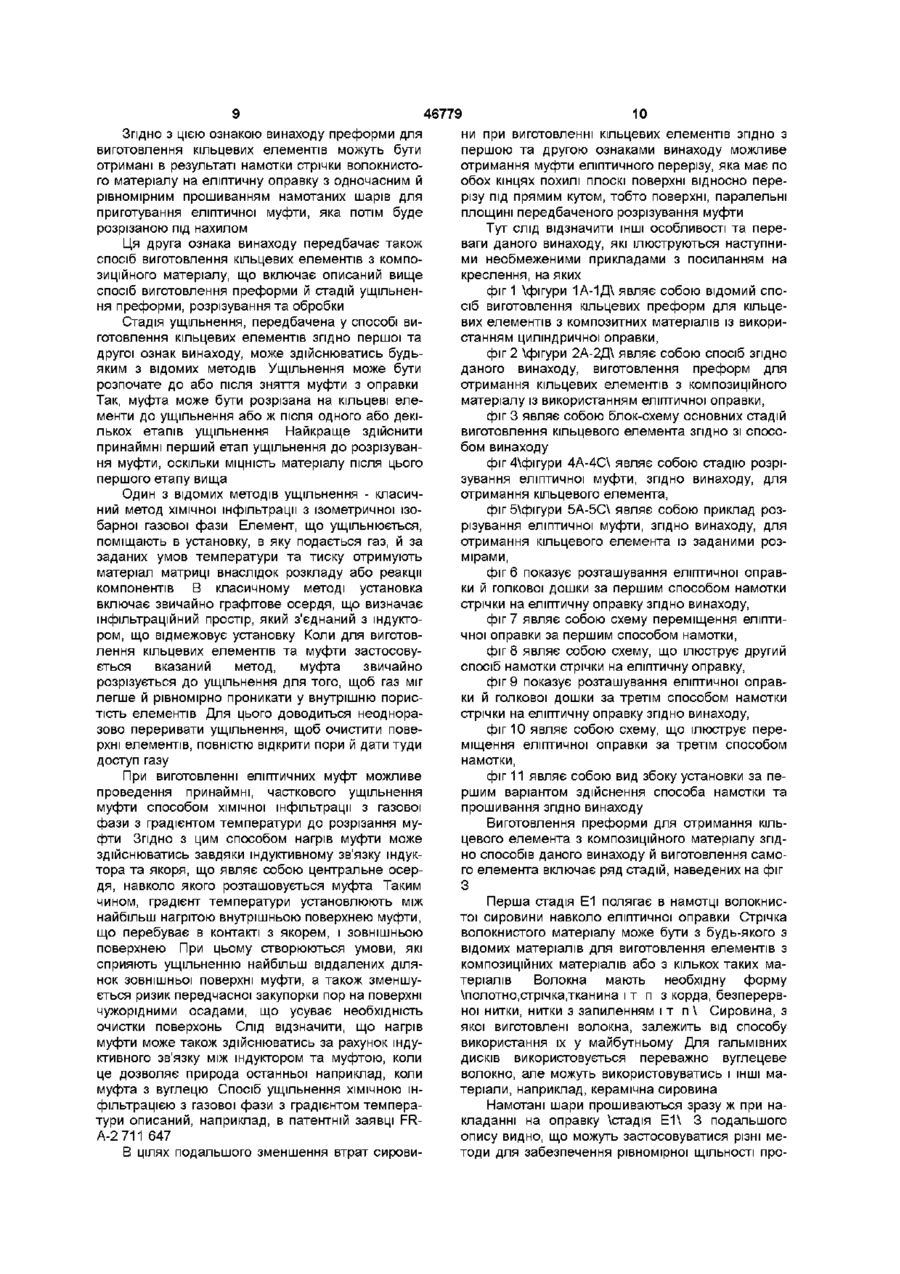
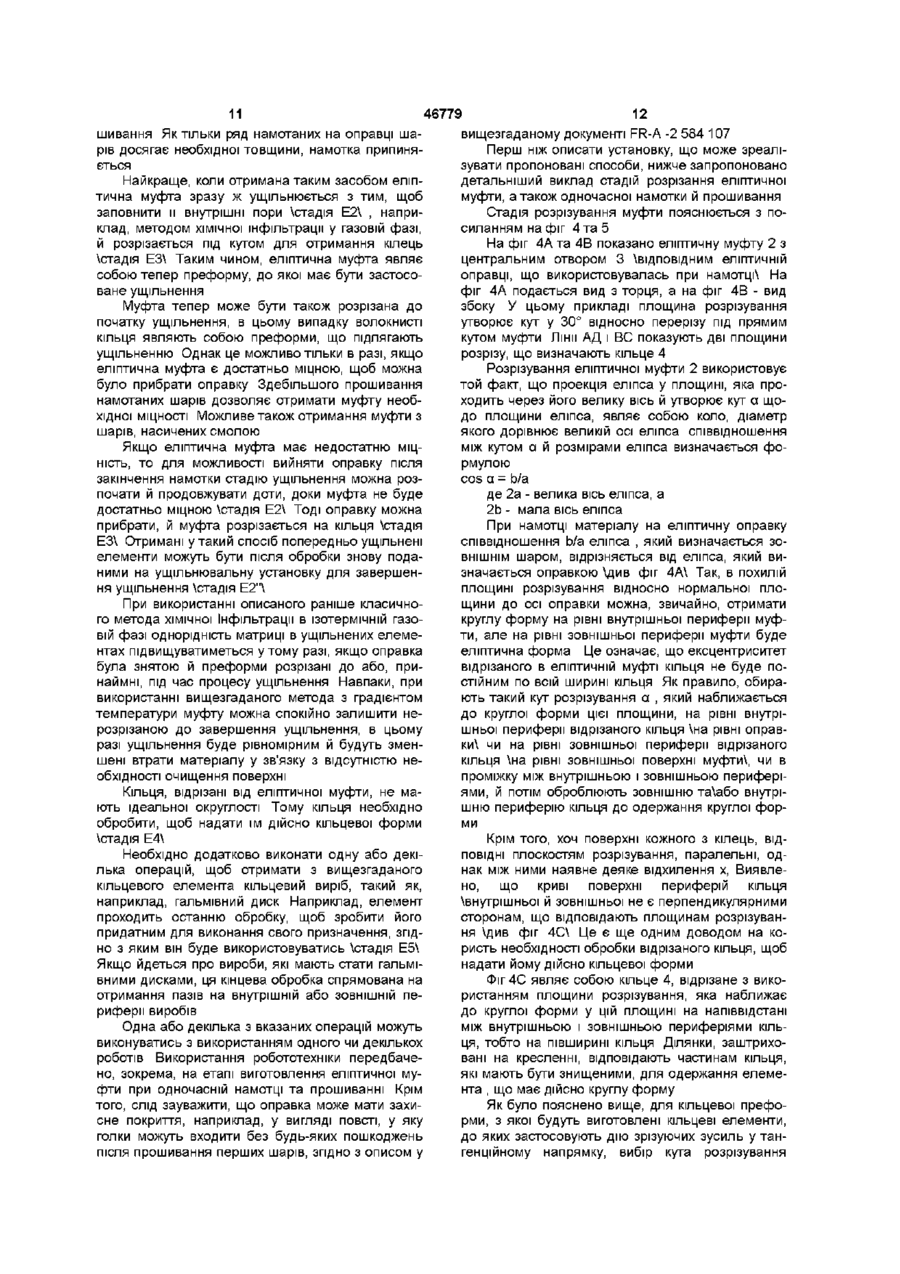
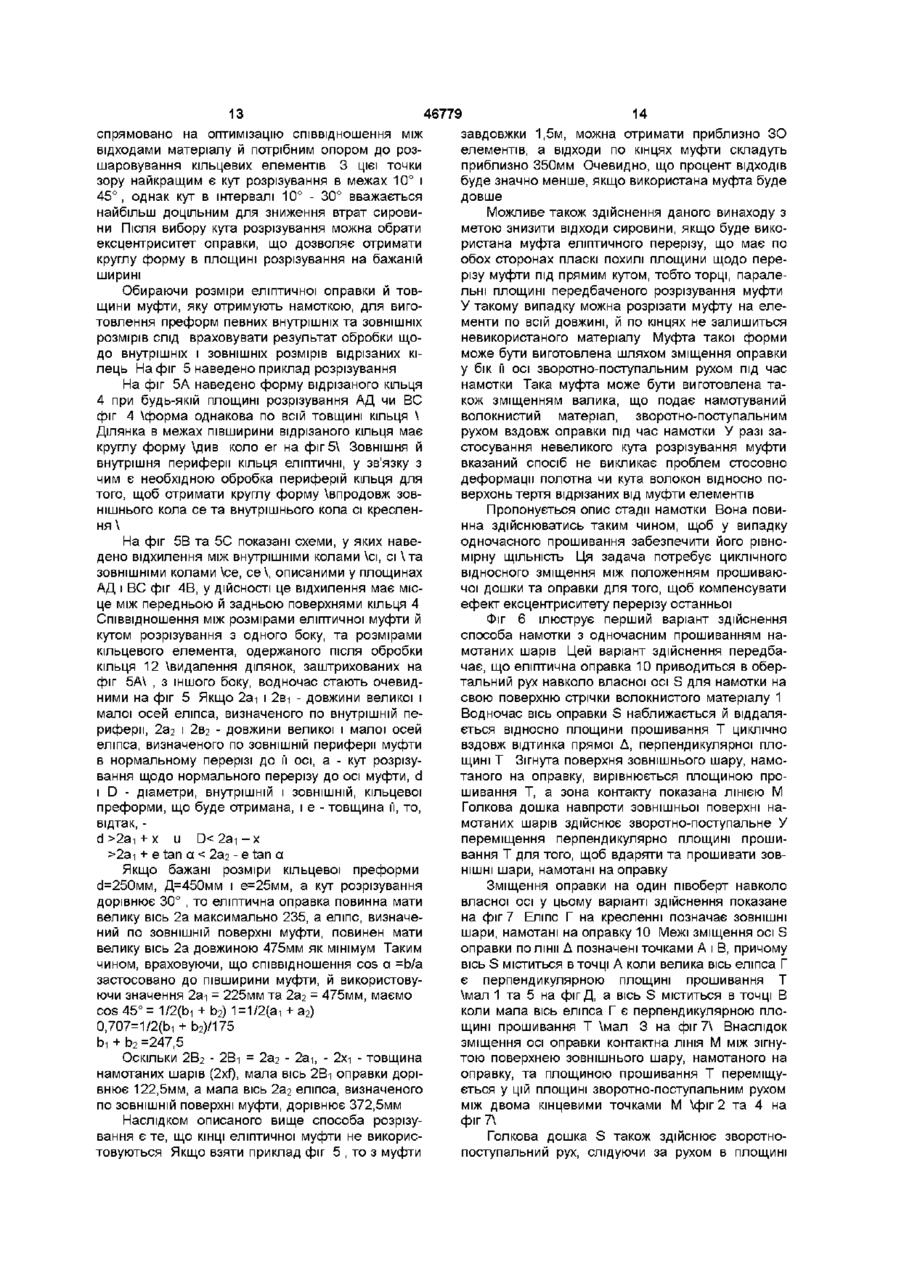
Текст
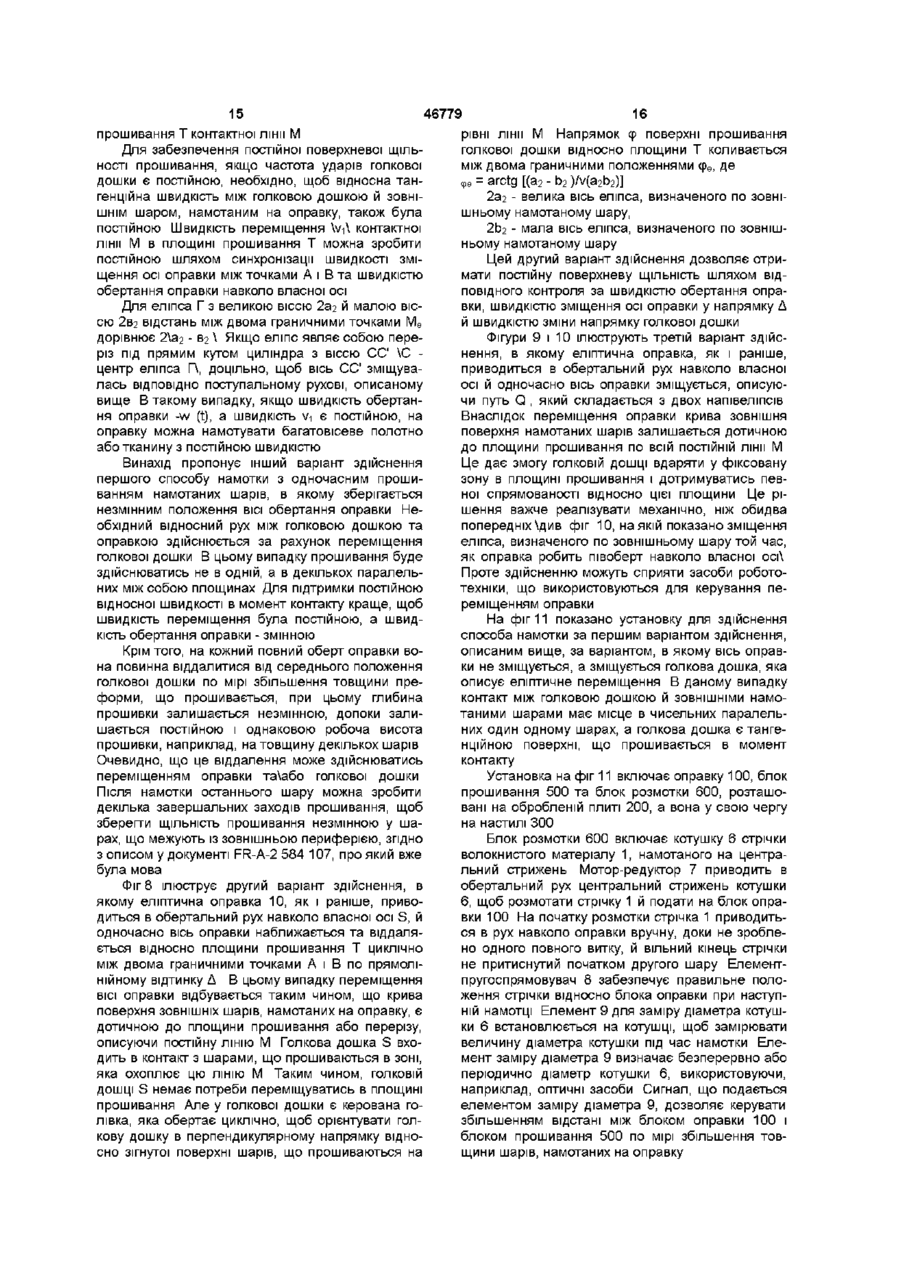
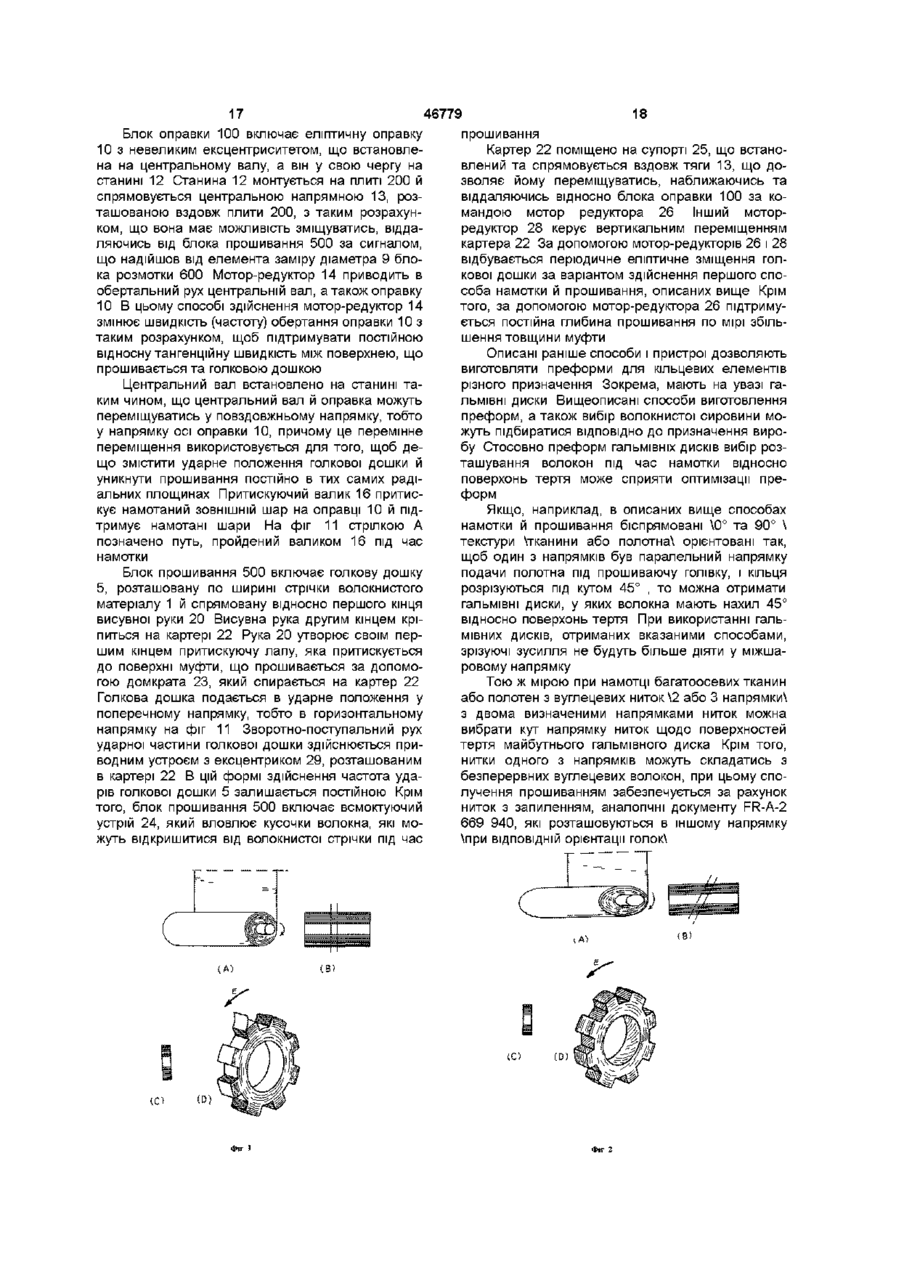
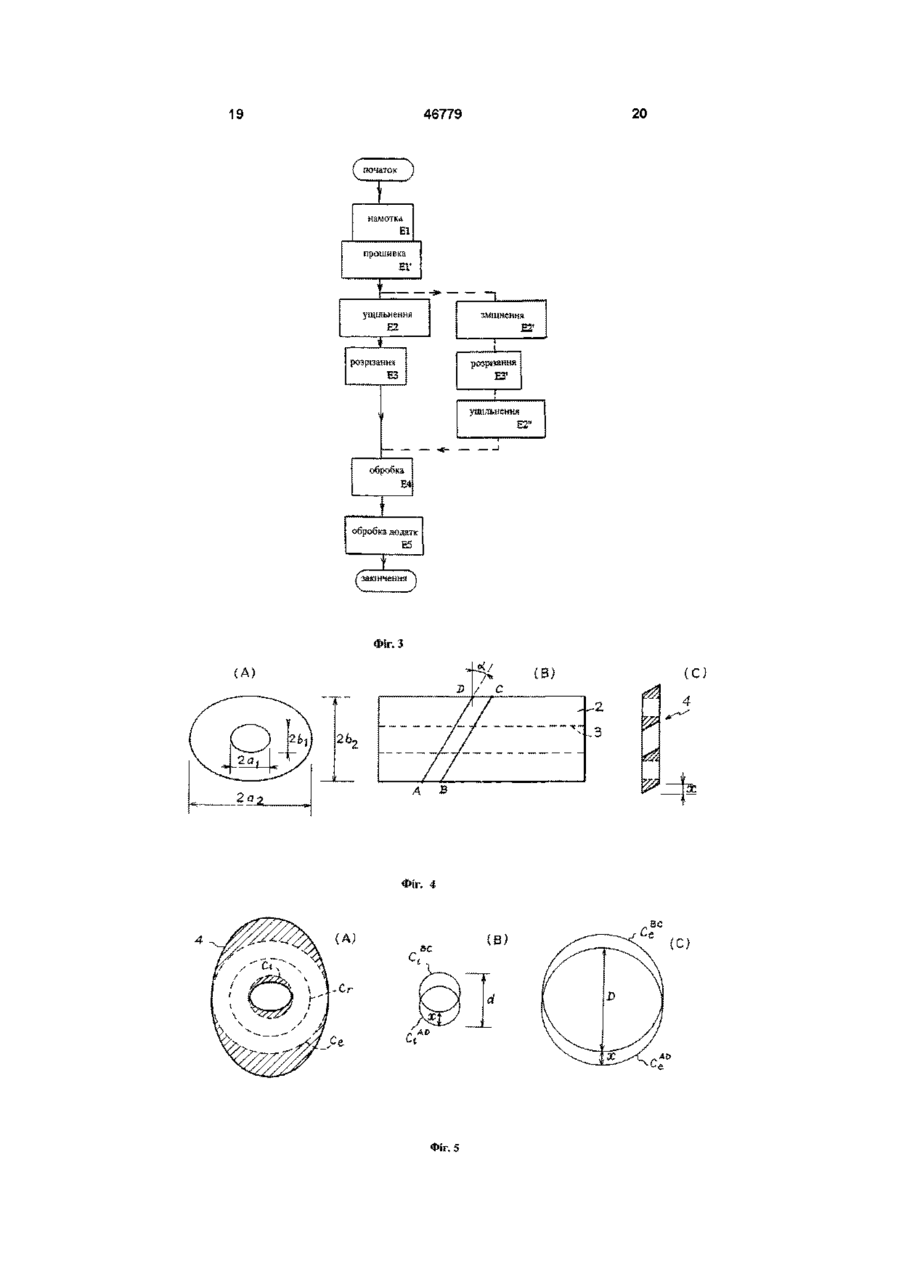
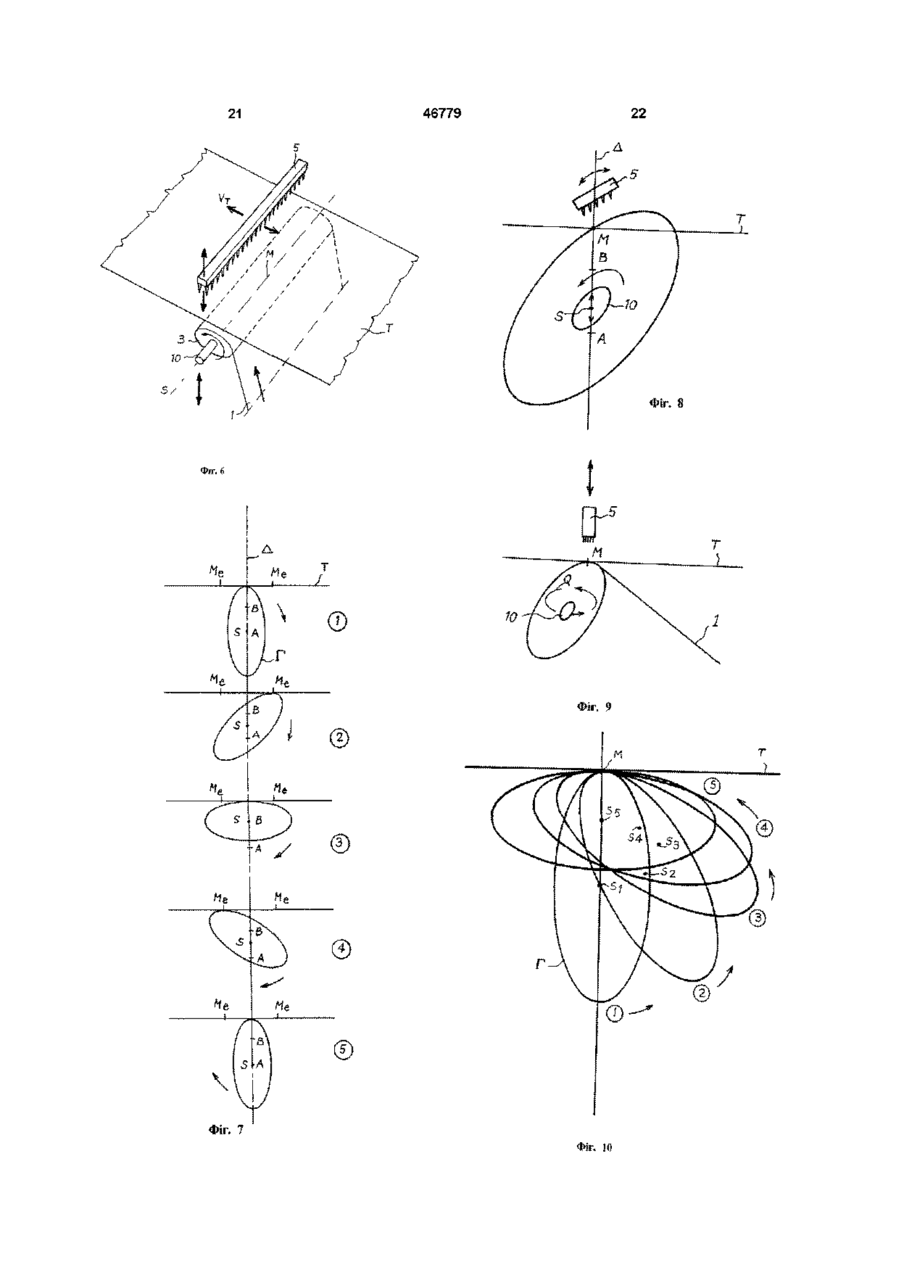
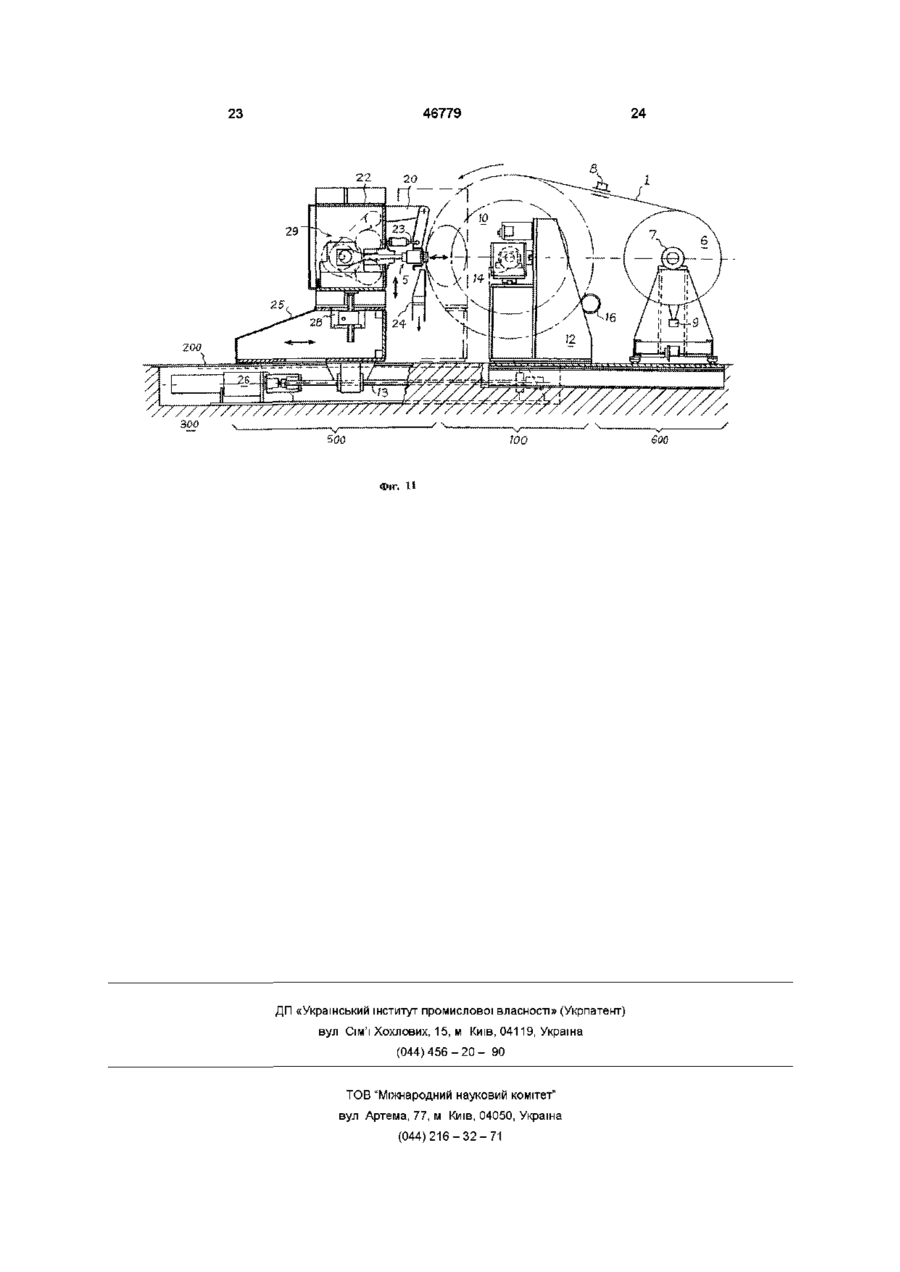
1 Спосіб виготовлення преформ для виготовлення кільцевих елементів з композиційного матеріалу, який відрізняється тим, що включає установку оправки \10\ еліптичного перерізу і намотку на оправку \10\ стрічки \1\ з волокнистого матеріалу, що укладають шарами один на другий, для виготовлення преформи у вигляді еліптичної муфти \9\ 2 Спосіб по п 1, який відрізняється тим, що намотані один на другий шари сполучають між собою прошиванням 3 Спосіб по п 2, який відрізняється тим, що кожний новий шар прошивають водночас з намоткою за допомогою голкової дошки \5\, розташованої по ширині стрічки \1\ 4 Спосіб за п 3, який відрізняється тим, що на стадії намотування й прошивання голкову дошку \5\ і оправку \10\ переміщують одну відносно одної таким чином, що в момент контакту між ними поверхня прошивання голкової дошки розташована у тангенціальній площині щодо шару, що знаходиться навпроти 5 Спосіб по п 4, який відрізняється тим, що на стадії намотування й прошивання оправку \10\ і голкову дошку \5\ переміщують одну відносно одної таким чином, що деяка частина намотаного шару є постійно тангенціальною площині прошивання \Т\ по контактній лінії \М\ 6 Спосіб по п 5, який відрізняється тим, що на стадії намотування й прошивання оправку \10\ й голкову дошку \5\ переміщують відносно одну відносно одної таким чином, що положення контакт ної лінії \М\ в площині прошивання \Т\ зміщується ВІДПОВІДНО до зворотно-поступального руху 7 Спосіб по п 5, який відрізняється тим, що на стадії намотування й прошивання положення контактної лінії \М\ в площині прошивання \Т\ зберігають незмінним, тоді як вісь \S\ оправки циклічно зміщується, описуючи шлях \Q\, що складається з двох напівеліпсів 8 Спосіб по п 4, який відрізняється тим, що на стадії намотування й прошивання оправку \10\ переміщують таким чином, що деяка частина намотаного зовнішнього шару постійно розташована у визначеному положенні прошивання \М\, а поверхня прошивання голкової дошки \5\ змінює напрямок для того, щоб залишатись тангенціальною щодо протилежної ділянки шару, що прошивається 9 Спосіб по п 6 або 8, який відрізняється тим, що на стадії намотування й прошивання оправку \10\ обертають навколо власної осі, і водночас вісь \S\ оправки здійснює зворотно-поступальний рух, наближаючись та віддаляючись щодо площини або положення прошивання 10 Спосіб по будь-яких з пп 2-9, який відрізняється тим, що на стадії намотування й прошивання голкова дошка \5\ ударяє з однаковою частотою 11 Спосіб по будь-яких з пп 2-10, який відрізняється тим, що на стадії намотування й прошивання середня відстань між оправкою \10\ та голковою дошкою \5\ збільшують зі збільшенням товщини пакета намотаних шарів 12 Спосіб по будь-яких з пп 2-10, який відрізняється тим, що КІНЦІ оправки \10\ являють собою пласкі поверхні, паралельні між собою й похилі відносно прямого перерізу муфти, а на стадії намотування й прошивання має місце відносне зміщення між оправкою \10\ і стрічкою \1\ матеріалу, що намотується, яке виглядає як зворотнопоступальний рух у повздовжньому напрямку оправки 13 Спосіб виготовлення кільцевого елемента з композитного матеріалу, який відрізняється тим, що включає вироблення преформи \2\ по будьяких з попередніх пунктів й розрізування еліптичної муфти на кільця по площинах, не перпендикулярних осі муфти q O> ^^ ^^ CD 46779 14 Спосіб по п 13, який відрізняється тим, що дошки \5\та \або оправки \10\ виготовлено так, що кут розрізування муфти \а\ обирають таким чином, деяка частина намотаного зовнішнього шару прещоб відрізані кільця \4\ мали круглий переріз по форми є постійно тангенціальною площині прошиЗОВНІШНІЙ або внутрішній периферії, або щоб розвання \Т\ по контактній лінії \М\ різування відбувалося у визначеному МІСЦІ МІЖ 24 Установка по п 23, яка відрізняється тим, що внутрішньою та зовнішньою периферіями обладнання для переміщення голкової дошки \5\ та \або оправки \10\ обрано таким чином, що по15 Спосіб по п 14, який відрізняється тим, що ложення контактної лінії \М\ в площині прошивання кут розрізування \а\ обирають з таким розрахун\Т\ зміщується зворотно-поступальним рухом, а ком, щоб відрізані кільця \4\ були круглими у меголкова дошка \5\ переміщується за ним жах півширини 25 Установка по п 23, яка відрізняється тим, що 16 Спосіб по пп 13, 14 або 15, який відрізняєтьобладнання для зміщення голкової дошки \5\ ся тим, що розрізування муфти \2\ здійснюють та\або оправки \10\ виконано таким чином, щоб після принаймні одного етапу ущільнення циклічно зміщувати вісь \S\ оправки по лінії \Q\, яка 17 Спосіб по п 16, який відрізняється тим, що складається з двох напівеліпсів, у той час, як поущільнення муфти \2\ виконують методом хімічної ложення контактної лінії \М\ в площині прошивання інфільтрації з газової фази з градієнтом темпера\Т\ залишається незмінним тури 26 Установка по п 22, яка відрізняється тим, що 18 Спосіб виготовлення гальмівного диска, який обладнання для зміщення голкової дошки \5\ та відрізняється тим, що він включає виготовлення \або оправки \10\ виконано таким чином, щоб при кільцевого елемента \4\ по будь-яких з пп 13-17 й зміщенні оправки деяка частина намотаного зовобробку внутрішньої та\або зовнішньої периферій нішнього шару постійно знаходилась у визначенокільцевого елемента му положенні прошивання \М\, а поверхня проши19 Спосіб по п 18, який відрізняється тим, що на вання голкової дошки \5\ змінювала напрямок, щоб стадії намотування стрічку \ 1 \ безспрямованої залишитись тангенціальною відносно розташоватекстури волокнистого матеріалу намотують на ної навпроти ділянки намотаного зовнішнього шаоправку \10\, де один з напрямків відповідає нару преформи, що прошивається прямку подачі на оправку 27 Установка по п 23, яка відрізняється тим, що 20 Установка для виробництва преформ, признаобладнання для зміщення голкової дошки \5\ чених для виготовлення кільцевих елементів з та\або оправки \10\ виконано таким чином, щоб композиційного матеріалу, яка відрізняється тим, вісь оправки здійснювала зворотно-поступальний що містить оправку \10\ еліптичного перерізу і обрух, наближаючись та віддаляючись від площини ладнання для намотування \600\ стрічки \1\ з волоабо положення прошивання книстого матеріалу на оправку \10\ шарами один на одний для виготовлення преформи \2\ у вигляді 28 Установка по будь-яких з пп 20-27, яка відрізеліптичної муфти няється тим, що голкова дошка \5\ виконана так, щоб ударяти з постійною частотою 21 Установка по п 20, яка відрізняється тим, що 29 Установка по будь-яких з пп 20-28, яка відрізмістить також голкову дошку \5\ для пробивання няється тим, що містить також обладнання \26\ намотаних шарів водночас з їх намоткою на еліпдля збільшення середньої відстані між оправкою тичну оправку \10\ та сполучення їх між собою \10\ та голковою дошкою \5\ по мірі збільшення прошиванням товщини пакета намотаних шарів 22 Установка по п 21, яка відрізняється тим, що 30 Установка по будь-яких з пп 20-29, яка відрізмістить також обладнання \26, 28\ для переміщенняється тим, що КІНЦІ оправки \10\ мають пласкі ня голкової дошки \5\ та \або оправки \10\ таким поверхні, паралельні між собою й не перпендикучином, щоб поверхня прошивання голкової дошки лярні до осі муфти, й тим, що передбачено облад\5\ була розташована у тангенціальній площині нання для управління відносним зміщенням між відносно розташованої навпроти ділянки намотаоправкою \10\ і стрічкою матеріалу, що намотуєтьного зовнішнього шару преформи, який прошивася \1\, яке здійснюється зворотно-поступальним ється в момент їхнього контакту рухом у повздовжньому напрямку оправки 23 Установка по п 22, яка відрізняється тим, що обладнання \26, 28\ для переміщення голкової Винахід стосується способів і установок для виготовлення кільцевих елементів з композиційних матеріалів та преформ для цих елементів, а також самих елементів та преформ Зокрема, йдеться про способи та установку для виготовлення преформ шляхом намотки волокнистої стрічки на оправку й подальшим розрізуванням намотаних шарів на кільця до або після ущільнення матрицею Способи, які звичайно використовуються для виготовлення преформ для елементів з компози ційних матеріалів, полягають у намотці плоских шарів волокнистого матеріалу, розрізуванні й обробці ряда з метою отримання преформи бажаної конфігурації та ущільнення преформи Коли елемент, що виготовляється - гальмівний диск, або інший елемент,- приблизно половина матеріалу за вагою втрачається при виготовленні кільцевих преформ з ряду наакладених один на одне шарів Було запропоновано багато варіантів, спрямованих на зменшення ВІДХОДІВ ОДИН З НИХ полягає в збірці кільцевої преформи перед ущільненням з 46779 ло круглу форму у напрямку на півширини, але напластованих один на одне шарів волокнистого еліптичну по ЗОВНІШНІЙ та внутрішній периферіях матеріалу, кожен з яких у свою чергу складається Може бути вибрана також площина розрізування, з окремих прикладених одна до одної ділянок Цей яка дозволить отримати кільце кругле по ЗОВНІШНІЙ метод зменшує втрати, але не усуває їх в цілому або внутрішній периферії або ж на ІНШІЙ відстані Відоме також інше технічне рішення, розкрите від периферії кільця (Теоретично можливо вибрав заявці на патент FR-A-2 506 672, яке наводиться ти площину розрізування, яка дозволить отримати нижче з посиланнями на фіг 1А -1Д Воно полягає вирізане кільце повністю еліптичним по усій шириу виготовленні кільцевих або циліндричних елемені, але це збільшить втрати матеріалу при обробці нтів намоткою волокнистої стрічки на циліндричну для отримання круглої форми елемента ) оправку \фіг 1А\ для отримання циліндричної муфти \фіг 1В\ Під час намотки шари, що накладаПісля розрізування периферія кільця обробляються один на одне, з'єднуються між собою проється з внутрішньої та зовнішньої сторін для отришивкою Циліндрична муфта може бути розрізана мання в цілому круглого елемента \дивфіг2С\ для отримання кільцевих ущільнюваних преформ При використанні виробу, ви готовлен ного з такого \фіг 1С\ перпендикулярно осі муфти елемента, тангенційне зрізуюче зусилля Е не діє більше у напрямку, сприятливому для відлущуАналогічний спосіб описаний також в патентній вання шарів, з яких складається преформа елемезаявці FR-A2 584 107 нта \див фіг 2Д\ Цей метод дозволяє уникнути втрат матеріалу, але елементи, виготовлені з преформ, отриманих Згідно З ЦИМ пунктом винаходу, преформи для цим способом, мають вади, які стають очевидними виготовлення кільцевих елементів можуть бути під час їх використання Якщо йдеться про гальмізроблені способом з незначними відходами матевні диски, то вони при їх використанні зазнають ріалу, а самі преформи дозволять отримувати кізрізуючих зусиль в тангенційному напрямку Ці льцеві елементи з обмеженою тенденцією до роззусилля, зокрема, проявляються на рівні пазів, які шарування при експлуатації є на зовнішньому або внутрішньому ВІНЦІ \фіг 1Д\ Чим більше кут площини розрізання відносно для сполучення диска з ПІДВІСКОЮ або нерухомою прямого перерізу муфти наближається до 45°, тим частиною Ці зрізуючі зусилля Е можуть призвести більший опір до розшарування мають елементи, до відлущення елемента, тобто до руйнування вирізані з муфти під впливом зрізуючого ефекту в шару преформи шляхом розшаровування його тангенціальному напрямку відносно останніх Водночас із збільшенням кута (в подальшому він Згідно З ОДНИМ З аспектів винаходу, його задабуде називатись "кутом розрізування") збільшучею є створення способу й обладнання, що дозвоються й відходи матеріалу Таким чином, кут розлило б виготовити преформу для кільцевих елерізування повинен бути оптимальним для отриментів з композиційного матеріалу, яка б мала мання елементів з гарними механічними більшу МІЦНІСТЬ проти розшаровування, а також характеристиками, беручи при цьому до уваги дозменшити втрати матеріалу, пов'язані з викориспустимі втрати матеріалу Найкращий кут розрітанням даного способу зання лежить у межах 10-45° При куті розрізуванЦе досягається завдяки способу й установці, ня 45° мають місце дуже відчутні відходи які згідно з винаходом дозволяють виконувати наматеріалу, приблизно 35% Таким чином, слід відмотку стрічки з волокнистого матеріалу на еліптидавати перевагу значенням кута розрізування у чну оправку з метою отримання еліптичної муфти межах 10-30° Ця еліптична муфта може бути розрізана по похилій площині для отримання кільцевих преформ, Цей перший аспект винаходу передбачає таабо ж сама муфта може служити ущільнювальною кож спосіб виготовлення кільцевих елементів з преформою, а розрізування буде здійснене по композиційного матеріалу, який включає спосіб завершенні однієї або декількох стадій ущільненприготування описаної віще преформи, а також ня Площина розрізування є похилою відносно стадії ущільнення преформи, розрізування й обропрямого перерізу еліптичної муфти, тобто площибку Може виявитись необхідність додаткової обна розрізування не є перпендикулярною до осі робки елемента у зв'язку із спеціальним викорисмуфти Нижні та верхні частини розрізаних кілець танням елемента, наприклад як гальмівного диска обробляються для отримання круглих елементів Преформи гальмівних дисків виготовляються переважно шляхом прошивання текстур, що склаЗазначений вище спосіб й установка викорисдаються з попередньо оксидованого поліакрилніттовують той факт, що проекція еліпса в площині, рилового корда, вуглецевих ниток з запиленням яка проходить крізь його велику вісь й утворює кут \патентна заявка FR-A-2 669 940\ або ж гібридних а відносно площини еліпса, є окружністю з діаметволокон \патентна заявка на французький патент , ром,що дорівнює великій осі еліпса зареєстрована під номером 95 06 200\ При певКут а може бути підрахований за формулою ному рівні техніки двомірні текстури , наприклад, cos a = b/a кордна або волокниста тканина або полотно проде 2а - велика вісь еліпса, а 2Ь - мала вісь елішивались шарами між собою, утворюючи пластипса ну, з котрої потім вирізались кільцеві преформи Принцип цього аспекта винаходу ілюструється гальмівних дисків Тому у разі, коли така муфта з посиланням на фіг 2А-2Д виготовлена намоткою навколо еліптичної оправНа фіг2А показано намотку стрічки з волокники, при прошивці виникають труднощі стого матеріалу на еліптичну оправку, а на фіг 2В площину розрізування еліптичної муфти по всьому У відомому способі FR-A-2 584 107 при наморяду напластованих один на одне шарів В цьому туванні волокнистої стрічки на циліндричну оправприкладі кільце, відрізане від муфти, має досконаку кожний намотаний шар прошивається голковою 8 46779 \тобто у напрямку паралельному осі обертання дошкою одразу після накладення на оправку оправки\ Оправку приводять у обертання навколо своєї осі, Згідно З ЦІЄЮ ознакою винаходу, за першим при чому розташування осі залишається незмінваріантом здійснення еліптична оправка привоним, а голкову дошку, розташовану паралельно диться в обертальній рух навколо власної осі для твірній оправці, приводять до зворотнонамотки на свою поверхню стрічки волокнистого поступального руху у напрямку, перпендикулярматеріалу, й водночас вісь оправки наближається і ному осі оправки Амплітуда переміщення голкової віддаляється циклічно відносно площини прошидошки зберігається незмінною Щоб забезпечити вання по лінії, перпендикулярній площині прошиоднакову глибину прошивання напластованих шавання Зігнута поверхня зовнішнього шару, наморів протягом усього процесу, середня відстань між таного на оправку, вирівнюється площиною голковою дошкою і віссю оправки збільшується по прошивання, при цьому зона контакту утворює мірі збільшення товщини нашарування Такий споЛІНІЮ Переміщення осі оправки регулюється так, сіб не може бути безпосередньо використаний з щоб зігнута поверхня завжди зберігала таке полоеліптичною оправкою ження, коли площина прошивання є тангенційною Згідно ІНШОЇ ознаки винахід має на меті розроїй на рівні лінії контакту Це передбачає, що часбку способів й обладнання для виготовлення претина кривої поверхні, яка виправляється площиформ для вироблення кільцевих елементів, що ною прошивання, ковзає в цій площині зворотнозабезпечують намотку стрічки з волокнистого мапоступально Голкова дошка, розташована проти теріалу на еліптичну оправку, й рівномірне прошизігнутої поверхні оправки, наближається й віддавання напластованих шарів ляється відносно площини прошивання, ідучи, Поставленої мети досягнуто завдяки способу таким чином, за переміщенням лінії контакту повей установці, які згідно з винаходом забезпечують рхні намотаних шарів з площиною прошивання В намотку стрічки волокнистого матеріалу навколо момент контакту поверхня прошивання голкової еліптичної оправки та прошивання напластованих дошки є зорієнтованою у тангенційному напрямку шарів за допомогою голкової дошки, при цьому відносно розташованої навпроти поверхні, що одночасно здійснюється переміщення між оправпрошивається кою і середнім положенням голкової дошки, яке компенсує ексцентриситет перерізу оправки НайЦей перший варіант здійснення може також краще зміщення між голковою дошкою та оправвідбутися при збереженні незмінним положення кою здійснити таким чином, щоб голкова дошка осі оправки Необхідний відносний рух між голкознаходилась в контакті з шарами, що прошивавою дошкою і оправкою буде здійснюватись виються у незмінній площині \площина прошивання ключно за рахунок переміщення голкової дошки відносно середнього положення голкової дошки У другому варіанті здійснення еліптична оправка, як і раніше, приводиться в обертальний рух Керування голковою дошкою спрощується, конавколо власної осі й водночас вісь оправки нали частота прошивання залишається незмінною, ближається та віддаляється циклічно відносно що викликає необхідність підтримки незмінною площини прошивання по лінії, перпендикулярній відносної швидкості між голковою дошкою й повеплощині прошивання У другому варіанті здійсненрхнею, що прошивається для того, щоб забезпеня ділянка, в якій крива поверхня зовнішнього начити постійну ЩІЛЬНІСТЬ прошивання Таким чином, мотаного шару вирівнюється площиною прошинеобхідно, щоб в момент контакту поверхня провання, не зміщується у цій площині, втім, шивання голкової дошки знаходилась утангенційспрямованість кривої поверхні відносно площини ній площині відносно протилежної поверхні, яка прошивання змінюється циклічно по мірі обертанпрошивається, що дозволить отримати постійну ня оправки, Таким чином, голковій дошці немає поверхневу ЩІЛЬНІСТЬ прошивання Здійснення потреби переміщуватись у площині прошивання переміщення елементів, що має на меті забезпеДостатньо того, що циклічно змінюється спрямочення цих умов, досягається у разі підтримання ваність поверхні прошивання голкової дошки так, постійної швидкості переміщення голкової дошки й що вона опиниться у тангенційній площині відносзміни швидкості обертання оправки та\або швидно зовнішньої поверхні намотаних шарів в момент кості переміщення її осі контакту між голковою дошкою та шарами, що У наступному розділі наводимо переміщення прошиваються голкової дошки та\або осі оправки Зрозуміло, що будь-яке переміщення голкової дошки може бути У третьому варіанті здійснення еліптична заміненим ВІДПОВІДНИМ переміщенням оправки або оправку приводять до обертального руху навколо поєднанням переміщень голкової дошки та оправвласної осі й водночас вісь оправки переміщуєтьки і навпаки Важливо забезпечити відносний рух ся, описуючи путь з двох напівеліпсів Таким чиміж голковою дошкою та поверхнею, яка прошиваном, це переміщення дозволяє в будь-який моється, що дозволить виконувати рівномірне промент якійсь частині кривої поверхні зовнішнього шивання напластованих шарів намотаного шару перебувати в одному й тому ж МІСЦІ на площині прошивання, яка є дотичною до Також відомо, що при виготовленні прошитих цієї частини кривої поверхні Голкова дошка вдапреформ намагаються не допускати, щоб голки ряє у це постійне місце на площині прошивання , дошки вдаряли в одному й тому ж напрямку при при цьому напрямок поверхні прошивання може кожному повороті оправки, оскільки такий метод залишатись незмінним спричинить появу вразливих зон в готовій муфті Уникнути цього дозволить невеликий зсув, наприПеревагу має перший з трьох варіантів здійсклад, внаслідок зміщення голкової дошки \або нення у зв'язку з його відносною простотою застооправки\ у повздовжньому напрямку оправки сування 46779 10 ни при виготовленні кільцевих елементів згідно з першою та другою ознаками винаходу можливе отримання муфти еліптичного перерізу, яка має по обох кінцях похилі плоскі поверхні відносно перерізу під прямим кутом, тобто поверхні, паралельні площині передбаченого розрізування муфти Тут слід відзначити ІНШІ особливості та переваги даного винаходу, які ілюструються наступними необмеженими прикладами з посиланням на креслення, на яких фіг 1 \фігури 1А-1 Д\ являє собою відомий спосіб виготовлення кільцевих преформ для кільцевих елементів з композитних матеріалів із використанням циліндричної оправки, фіг 2 \фігури 2А-2Д\ являє собою спосіб згідно даного винаходу, виготовлення преформ для отримання кільцевих елементів з композиційного матеріалу із використанням еліптичної оправки, фіг 3 являє собою блок-схему основних стадій виготовлення кільцевого елемента згідно зі способом винаходу фіг 4\фігури 4А-4С\ являє собою стадію розрізування еліптичної муфти, згідно винаходу, для отримання кільцевого елемента, фіг 5\фігури 5А-5С\ являє собою приклад розрізування еліптичної муфти, згідно винаходу, для отримання кільцевого елемента із заданими розмірами, фіг 6 показує розташування еліптичної оправки й голкової дошки за першим способом намотки стрічки на еліптичну оправку згідно винаходу, фіг 7 являє собою схему переміщення еліптичної оправки за першим способом намотки, фіг 8 являє собою схему, що ілюструє другий спосіб намотки стрічки на еліптичну оправку, фіг 9 показує розташування еліптичної оправки й голкової дошки за третім способом намотки стрічки на еліптичну оправку згідно винаходу, фіг 10 являє собою схему, що ілюструє переміщення еліптичної оправки за третім способом намотки, При виготовленні еліптичних муфт можливе фіг 11 являє собою вид збоку установки за пепроведення принаймні, часткового ущільнення ршим варіантом здійснення способа намотки та муфти способом хімічної інфільтрації з газової прошивання згідно винаходу фази з градієнтом температури до розрізання муВиготовлення преформи для отримання кільфти Згідно З ЦИМ способом нагрів муфти може цевого елемента з композиційного матеріалу згідздійснюватись завдяки індуктивному зв'язку індукно способів даного винаходу й виготовлення самотора та якоря, що являє собою центральне осерго елемента включає ряд стадій, наведених на фіг дя, навколо якого розташовується муфта Таким З чином, градієнт температури установлюють між Перша стадія Е1 полягає в намотці волокниснайбільш нагрітою внутрішньою поверхнею муфти, тої сировини навколо еліптичної оправки Стрічка що перебуває в контакті з якорем, і зовнішньою волокнистого матеріалу може бути з будь-якого з поверхнею При цьому створюються умови, які відомих матеріалів для виготовлення елементів з сприяють ущільненню найбільш віддалених ділякомпозиційних матеріалів або з кількох таких манок зовнішньої поверхні муфти, а також зменшутеріалів Волокна мають необхідну форму ється ризик передчасної закупорки пор на поверхні \полотно,стрічка,тканина і т п з корда, безперервчужорідними осадами, що усуває необхідність ної нитки, нитки з запиленням і т п \ Сировина, з очистки поверхонь Слід відзначити, що нагрів якої виготовлені волокна, залежить від способу муфти може також здійснюватись за рахунок індувикористання їх у майбутньому Для гальмівних ктивного зв'язку між індуктором та муфтою, коли дисків використовується переважно вуглецеве це дозволяє природа останньої наприклад, коли волокно, але можуть використовуватись і ІНШІ мамуфта з вуглецю Спосіб ущільнення ХІМІЧНОЮ інтеріали, наприклад, керамічна сировина фільтрацією з газової фази з градієнтом темпераНамотані шари прошиваються зразу ж при натури описаний, наприклад, в патентній заявці FRкладанні на оправку \стадія Е1\ 3 подальшого А-2 711 647 опису видно, що можуть застосовуватися різні методи для забезпечення рівномірної ЩІЛЬНОСТІ проВ цілях подальшого зменшення втрат сировиЗгідно З ЦІЄЮ ознакою винаходу преформи для виготовлення кільцевих елементів можуть бути отримані в результаті намотки стрічки волокнистого матеріалу на еліптичну оправку з одночасним й рівномірним прошиванням намотаних шарів для приготування еліптичної муфти, яка потім буде розрізаною під нахилом Ця друга ознака винаходу передбачає також спосіб виготовлення кільцевих елементів з композиційного матеріалу, що включає описаний вище спосіб виготовлення преформи й стадій ущільнення преформи, розрізування та обробки Стадія ущільнення, передбачена у способі виготовлення кільцевих елементів згідно першої та другої ознак винаходу, може здійснюватись будьяким з відомих методів Ущільнення може бути розпочате до або після зняття муфти з оправки Так, муфта може бути розрізана на кільцеві елементи до ущільнення або ж після одного або декількох етапів ущільнення Найкраще здійснити принаймні перший етап ущільнення до розрізування муфти, оскільки МІЦНІСТЬ матеріалу після цього першого етапу вища Один з відомих методів ущільнення - класичний метод хімічної інфільтрації з ізометричної ізобарної газової фази Елемент, що ущільнюється, поміщають в установку, в яку подається газ, й за заданих умов температури та тиску отримують матеріал матриці внаслідок розкладу або реакції компонентів В класичному методі установка включає звичайно графітове осердя, що визначає інфільтраційний простір, який з'єднаний з індуктором, що відмежовує установку Коли для виготовлення кільцевих елементів та муфти застосовується вказаний метод, муфта звичайно розрізується до ущільнення для того, щоб газ міг легше й рівномірно проникати у внутрішню пористість елементів Для цього доводиться неодноразово переривати ущільнення, щоб очистити поверхні елементів, повністю відкрити пори й дати туди доступ газу 11 46779 12 шивання Як тільки ряд намотаних на оправці шавищезгаданому документі FR-A -2 584 107 рів досягає необхідної товщини, намотка припиняПерш ніж описати установку, що може зреаліється зувати пропоновані способи, нижче запропоновано детальніший виклад стадій розрізання еліптичної Найкраще, коли отримана таким засобом еліпмуфти, а також одночасної намотки й прошивання тична муфта зразу ж ущільнюється з тим, щоб заповнити и внутрішні пори \стадія Е2\ , наприСтадія розрізування муфти пояснюється з поклад, методом хімічної інфільтрації у газовій фазі, силанням на фіг 4 та 5 й розрізається під кутом для отримання кілець На фіг 4А та 4В показано еліптичну муфту 2 з \стадія Е3\ Таким чином, еліптична муфта являє центральним отвором 3 \ВІДПОВІДНИМ еліптичній собою тепер преформу, до якої має бути застосооправці, що використовувалась при намотці\ На ване ущільнення фіг 4А подається вид з торця, а на фіг 4В - вид збоку У цьому прикладі площина розрізування Муфта тепер може бути також розрізана до утворює кут у 30° відносно перерізу під прямим початку ущільнення, в цьому випадку волокнисті кутом муфти Ліни АД І ВС показують дві площини кільця являють собою преформи, що підлягають розрізу, що визначають кільце 4 ущільненню Однак це можливо тільки в разі, якщо еліптична муфта є достатньо міцною, щоб можна Розрізування еліптичної муфти 2 використовує було прибрати оправку Здебільшого прошивання той факт, що проекція еліпса у площині, яка пронамотаних шарів дозволяє отримати муфту необходить через його велику вісь й утворює кут а щохідної МІЦНОСТІ Можливе також отримання муфти з до площини еліпса, являє собою коло, діаметр шарів, насичених смолою якого дорівнює великій осі еліпса співвідношення між кутом а й розмірами еліпса визначається фоЯкщо еліптична муфта має недостатню МІЦрмулою НІСТЬ, то для можливості вийняти оправку після cos a = b/a закінчення намотки стадію ущільнення можна розпочати й продовжувати доти, доки муфта не буде де 2а - велика вісь еліпса, а достатньо міцною \стадія Е2\ Тоді оправку можна 2Ь - мала вісь еліпса прибрати, й муфта розрізається на кільця \стадія При намотці матеріалу на еліптичну оправку Е3\ Отримані у такий спосіб попередньо ущільнені співвідношення Ь/а еліпса , який визначається ЗОелементи можуть бути після обробки знову подаВНІШНІМ шаром, відрізняється від еліпса, який виними на ущільнювальну установку для завершензначається оправкою \див фіг 4А\ Так, в похилій ня ущільнення \стадія Е2"\ площині розрізування відносно нормальної площини до осі оправки можна, звичайно, отримати При використанні описаного раніше класичнокруглу форму на рівні внутрішньої периферії муфго метода хімічної Інфільтрації в ізотермічній газоти, але на рівні зовнішньої периферії муфти буде вій фазі однорідність матриці в ущільнених елемееліптична форма Це означає, що ексцентриситет нтах підвищуватиметься утому разі, якщо оправка відрізаного в еліптичній муфті кільця не буде побула знятою й преформи розрізані до або, пристійним по всій ширині кільця Як правило, обиранаймні, під час процесу ущільнення Навпаки, при ють такий кут розрізування а , який наближається використанні вищезгаданого метода з градієнтом до круглої форми цієї площини, на рівні внутрітемператури муфту можна спокійно залишити нешньої периферії відрізаного кільця \на рівні оправрозрізаною до завершення ущільнення, в цьому ки\ чи на рівні зовнішньої периферії відрізаного разі ущільнення буде рівномірним й будуть зменкільця \на рівні зовнішньої поверхні муфти\, чи в шені втрати матеріалу у зв'язку з відсутністю непроміжку між внутрішньою і зовнішньою периферіобхідності очищення поверхні ями, й потім оброблюють зовнішню та\або внутріКільця, відрізані від еліптичної муфти, не машню периферію кільця до одержання круглої форють ідеальної округлості Тому кільця необхідно ми обробити, щоб надати їм дійсно кільцевої форми \стадія Е4\ Крім того, хоч поверхні кожного з кілець, ВІДПОВІДНІ плоскостям розрізування, паралельні, одНеобхідно додатково виконати одну або декінак між ними наявне деяке відхилення х, Виявлелька операцій, щоб отримати з вищезгаданого но, що криві поверхні периферій кільця кільцевого елемента кільцевий виріб, такий як, \внутрішньоі й зовнішньої не є перпендикулярними наприклад, гальмівний диск Наприклад, елемент сторонам, що відповідають площинам розрізуванпроходить останню обробку, щоб зробити його ня \див фіг 4С\ Це є ще одним доводом на копридатним для виконання свого призначення, згідристь необхідності обробки відрізаного кільця, щоб но з яким він буде використовуватись \стадія Е5\ надати йому дійсно кільцевої форми Якщо йдеться про вироби, які мають стати гальмівними дисками, ця кінцева обробка спрямована на Фіг4С являє собою кільце 4, відрізане з викоотримання пазів на внутрішній або ЗОВНІШНІЙ перистанням площини розрізування, яка наближає риферії виробів до круглої форми у цій площині на напіввідстані між внутрішньою і зовнішньою периферіями кільОдна або декілька з вказаних операцій можуть ця, тобто на півширині кільця Ділянки, заштриховиконуватись з використанням одного чи декількох вані на кресленні, відповідають частинам кільця, роботів Використання робототехніки передбачеякі мають бути знищеними, для одержання елемено, зокрема, на етапі виготовлення еліптичної мунта , що має дійсно круглу форму фти при одночасній намотці та прошиванні Крім того, слід зауважити, що оправка може мати захиЯк було пояснено вище, для кільцевої префосне покриття, наприклад, у вигляді повсті, у яку рми, з якої будуть виготовлені кільцеві елементи, голки можуть входити без будь-яких пошкоджень до яких застосовують дію зрізуючих зусиль у танпісля прошивання перших шарів, згідно з описом у генційному напрямку, вибір кута розрізування 13 46779 14 спрямовано на оптимізацію співвідношення між завдовжки 1,5м, можна отримати приблизно ЗО відходами матеріалу й потрібним опором до розелементів, а відходи по кінцях муфти складуть шаровування кільцевих елементів 3 цієї точки приблизно 350мм Очевидно, що процент ВІДХОДІВ зору найкращим є кут розрізування в межах 10° і буде значно менше, якщо використана муфта буде 45°, однак кут в інтервалі 10° - 30° вважається довше найбільш доцільним для зниження втрат сировиМожливе також здійснення даного винаходу з ни Після вибору кута розрізування можна обрати метою знизити відходи сировини, якщо буде викоексцентриситет оправки, що дозволяє отримати ристана муфта еліптичного перерізу, що має по круглу форму в площині розрізування на бажаній обох сторонах пласкі похилі площини щодо переширині різу муфти під прямим кутом, тобто торці, паралельні площині передбаченого розрізування муфти Обираючи розміри еліптичної оправки й товУ такому випадку можна розрізати муфту на елещини муфти, яку отримують намоткою, для вигоменти по всій довжині, й по кінцях не залишиться товлення преформ певних внутрішніх та ЗОВНІШНІХ невикористаного матеріалу Муфта такої форми розмірів слід враховувати результат обробки щоможе бути виготовлена шляхом зміщення оправки до внутрішніх і ЗОВНІШНІХ розмірів відрізаних кіу бік її осі зворотно-поступальним рухом під час лець На фіг 5 наведено приклад розрізування намотки Така муфта може бути виготовлена таНа фіг 5А наведено форму відрізаного кільця кож зміщенням валика, що подає намотуваний 4 при будь-якій площині розрізування АД чи ВС волокнистий матеріал, зворотно-поступальним фіг 4 \форма однакова по всій товщині кільця \ рухом вздовж оправки під час намотки У разі заДілянка в межах півширини відрізаного кільця має стосування невеликого кута розрізування муфти круглу форму \див коло ег на фіг5\ Зовнішня й вказаний спосіб не викликає проблем стосовно внутрішня периферії кільця еліптичні, у зв'язку з деформації полотна чи кута волокон відносно почим є необхідною обробка периферій кільця для верхонь тертя відрізаних від муфти елементів того, щоб отримати круглу форму \впродовж зовнішнього кола се та внутрішнього кола сі кресленПропонується опис стадії намотки Вона повиня \ нна здійснюватись таким чином, щоб у випадку одночасного прошивання забезпечити його рівноНа фіг 5В та 5С показані схеми, у яких навемірну ЩІЛЬНІСТЬ Ця задача потребує циклічного дено відхилення між внутрішніми колами \сі, сі \та відносного зміщення між положенням прошиваюЗОВНІШНІМИ колами \се, се \, описаними у площинах чої дошки та оправки для того, щоб компенсувати АД і ВС фіг 4В, у ДІЙСНОСТІ це відхилення має місефект ексцентриситету перерізу останньої це між передньою й задньою поверхнями кільця 4 Співвідношення між розмірами еліптичної муфти й Фіг 6 ілюструє перший варіант здійснення кутом розрізування з одного боку, та розмірами способа намотки з одночасним прошиванням накільцевого елемента, одержаного після обробки мотаних шарів Цей варіант здійснення передбакільця 12 \видалення ділянок, заштрихованих на чає, що еліптична оправка 10 приводиться в оберфіг 5А\ , з іншого боку, водночас стають очевидтальний рух навколо власної осі S для намотки на ними на фіг 5 Якщо 2аі і 2ві - довжини великої і свою поверхню стрічки волокнистого матеріалу 1 малої осей еліпса, визначеного по внутрішній пеВодночас вісь оправки S наближається й віддаляриферії, 2а2 і 2в2 - довжини великої і малої осей ється відносно площини прошивання Т циклічно еліпса, визначеного по ЗОВНІШНІЙ периферії муфти вздовж відтинка прямої Д, перпендикулярної плов нормальному перерізі до її осі, а - кут розрізущині Т Зігнута поверхня зовнішнього шару, намовання щодо нормального перерізу до осі муфти, d таного на оправку, вирівнюється площиною проі D - діаметри, внутрішній і ЗОВНІШНІЙ, кільцевої шивання Т, а зона контакту показана ЛІНІЄЮ М преформи, що буде отримана, і є - товщина її, то, Голкова дошка навпроти зовнішньої поверхні навідтак, мотаних шарів здійснює зворотно-поступальне У переміщення перпендикулярно площині прошиd >2ai + х u D2аі + є tan а < 2аг - є tan а НІШНІ шари, намотані на оправку Якщо бажані розміри кільцевої преформи d=250MM, Д=450мм і е=25мм, а кут розрізування дорівнює 30° , то еліптична оправка повинна мати велику вісь 2а максимально 235, а еліпс, визначений по ЗОВНІШНІЙ поверхні муфти, повинен мати велику вісь 2а довжиною 475мм як мінімум Таким чином, враховуючи, що співвідношення cos a =b/a застосовано до півширини муфти, й використовуючи значення 2аі = 225мм та 2аг = 475мм, маємо cos 45°= 1/2(bi + b2) 1=1/2(ai + а2) 0,707=1/2(bi + Ь2)/175 bi + b2 =247,5 Оскільки 2Вг - 2Ві = 2аг - 2а-і, - 2хі - товщина намотаних шарів (2xf), мала вісь 2Ві оправки дорівнює 122,5мм, а мала вісь 2аг еліпса, визначеного по ЗОВНІШНІЙ поверхні муфти, дорівнює 372,5мм Наслідком описаного вище способа розрізування є те, що КІНЦІ еліптичної муфти не використовуються Якщо взяти приклад фіг 5 , то з муфти Зміщення оправки на один півоберт навколо власної осі у цьому варіанті здійснення показане на фіг 7 Еліпс Г на кресленні позначає ЗОВНІШНІ шари, намотані на оправку 10 Межі зміщення осі S оправки по лінії Д позначені точками А і В, причому вісь S міститься в точці А коли велика вісь еліпса Г є перпендикулярною площині прошивання Т \мал 1 та 5 на фігД, а вісь S міститься в точці В коли мала вісь еліпса Г є перпендикулярною площині прошивання Т \мал 3 на фіг 7\ Внаслідок зміщення осі оправки контактна ЛІНІЯ М МІЖ зігнутою поверхнею зовнішнього шару, намотаного на оправку, та площиною прошивання Т переміщується у цій площині зворотно-поступальним рухом між двома кінцевими точками М \фіг2 та 4 на фіг7\ Голкова дошка S також здійснює зворотнопоступальний рух, слідуючи за рухом в площині 15 46779 16 прошивання Т контактної лінії М рівні лінії М Напрямок е поверхні прошивання р голкової дошки відносно площини Т коливається Для забезпечення постійної поверхневої ЩІЛЬміж двома граничними положеннями сре, де НОСТІ прошивання, якщо частота ударів голкової дошки є постійною, необхідно, щоб відносна танфе = arctg [(a2 - b2 )/v(a2b2)] генційна швидкість між голковою дошкою й ЗОВНІ2а2 - велика вісь еліпса, визначеного по зовніШНІМ шаром, намотаним на оправку, також була шньому намотаному шару, постійною Швидкість переміщення \v-A контактної 2Ьг - мала вісь еліпса, визначеного по зовнішлінії М в площині прошивання Т можна зробити ньому намотаному шару постійною шляхом синхронізації швидкості зміЦей другий варіант здійснення дозволяє отрищення осі оправки між точками А і В та швидкістю мати постійну поверхневу ЩІЛЬНІСТЬ шляхом ВІДобертання оправки навколо власної осі ПОВІДНОГО контроля за швидкістю обертання оправки, швидкістю зміщення осі оправки у напрямку Д Для еліпса Г з великою віссю 2аг й малою вісй швидкістю зміни напрямку голкової дошки сю 2в2 відстань між двома граничними точками М е дорівнює 2\а2 - В2 \ Якщо еліпс являє собою переФігури 9 і 10 ілюструють третій варіант здійсріз під прямим кутом циліндра з віссю СС \С нення, в якому еліптична оправка, як і раніше, центр еліпса Г\, доцільно, щоб вісь СС зміщуваприводиться в обертальний рух навколо власної лась ВІДПОВІДНО поступальному рухові, описаному осі й одночасно вісь оправки зміщується, описуювище В такому випадку, якщо швидкість обертанчи путь Q , який складається з двох напівеліпсів ня оправки -w (t), а швидкість vi є постійною, на Внаслідок переміщення оправки крива зовнішня оправку можна намотувати багатовісеве полотно поверхня намотаних шарів залишається дотичною або тканину з постійною швидкістю до площини прошивання по всій ПОСТІЙНІЙ ЛІНІЇ М Це дає змогу голковій дошці вдаряти у фіксовану Винахід пропонує інший варіант здійснення зону в площині прошивання і дотримуватись певпершого способу намотки з одночасним прошиної спрямованості відносно цієї площини Це ріванням намотаних шарів, в якому зберігається шення важче реалізувати механічно, ніж обидва незмінним положення ВІСІ обертання оправки Непопередніх\див фіг 10, наякій показано зміщення обхідний відносний рух між голковою дошкою та еліпса, визначеного по зовнішньому шару той час, оправкою здійснюється за рахунок переміщення як оправка робить півоберт навколо власної осі\ голкової дошки В цьому випадку прошивання буде Проте здійсненню можуть сприяти засоби роботоздійснюватись не в одній, а в декількох паралельтехніки, що використовуються для керування пених між собою площинах Для підтримки постійною реміщенням оправки відносної швидкості в момент контакту краще, щоб швидкість переміщення була постійною, а швидНа фіг 11 показано установку для здійснення кість обертання оправки - змінною способа намотки за першим варіантом здійснення, описаним вище, за варіантом, в якому вісь оправКрім того, на кожний повний оберт оправки воки не зміщується, а зміщується голкова дошка, яка на повинна віддалитися від середнього положення описує еліптичне переміщення В даному випадку голкової дошки по мірі збільшення товщини преконтакт між голковою дошкою й ЗОВНІШНІМИ намоформи, що прошивається, при цьому глибина таними шарами має місце в чисельних паралельпрошивки залишається незмінною, допоки залиних один одному шарах, а голкова дошка є тангешається постійною і однаковою робоча висота нційною поверхні, що прошивається в момент прошивки, наприклад, на товщину декількох шарів контакту Очевидно, що це віддалення може здійснюватись переміщенням оправки та\або голкової дошки Установка на фіг 11 включає оправку 100, блок Після намотки останнього шару можна зробити прошивання 500 та блок розмотки 600, розташодекілька завершальних заходів прошивання, щоб вані на обробленій плиті 200, а вона у свою чергу зберегти ЩІЛЬНІСТЬ прошивання незмінною у шана настилі 300 рах, що межують із зовнішньою периферією, згідно Блок розмотки 600 включає котушку 6 стрічки з описом у документі FR-A-2 584 107, про який вже волокнистого матеріалу 1, намотаного на центрабула мова льний стрижень Мотор-редуктор 7 приводить в обертальний рух центральний стрижень котушки Фіг 8 ілюструє другий варіант здійснення, в 6, щоб розмотати стрічку 1 й подати на блок опраякому еліптична оправка 10, як і раніше, привовки 100 На початку розмотки стрічка 1 приводитьдиться в обертальний рух навколо власної осі S, й ся в рух навколо оправки вручну, доки не зроблеодночасно вісь оправки наближається та віддаляно одного повного витку, й вільний кінець стрічки ється відносно площини прошивання Т циклічно не притиснутий початком другого шару Елементміж двома граничними точками А і В по прямоліпругоспрямовувач 8 забезпечує правильне полонійному відтинку Д В цьому випадку переміщення ження стрічки відносно блока оправки при наступВІСІ оправки відбувається таким чином, що крива ній намотці Елемент 9 для заміру діаметра котушповерхня ЗОВНІШНІХ шарів, намотаних на оправку, є ки 6 встановлюється на котушці, щоб замірювати дотичною до площини прошивання або перерізу, величину діаметра котушки під час намотки Елеописуючи постійну ЛІНІЮ М Голкова дошка S вхомент заміру діаметра 9 визначає безперервно або дить в контакт з шарами, що прошиваються в зоні, періодично діаметр котушки 6, використовуючи, яка охоплює цю ЛІНІЮ М Таким чином, голковій наприклад, оптичні засоби Сигнал, що подається дошці S немає потреби переміщуватись в площині елементом заміру діаметра 9, дозволяє керувати прошивання Але у голкової дошки є керована гозбільшенням відстані між блоком оправки 100 і лівка, яка обертає циклічно, щоб орієнтувати голблоком прошивання 500 по мірі збільшення товкову дошку в перпендикулярному напрямку віднощини шарів, намотаних на оправку сно зігнутої поверхні шарів, що прошиваються на 18 17 46779 Блок оправки 100 включає еліптичну оправку прошивання 10 з невеликим ексцентриситетом, що встановлеКартер 22 поміщено на супорті 25, що встанона на центральному валу, а він у свою чергу на влений та спрямовується вздовж тяги 13, що достанині 12 Станина 12 монтується на плиті 200 й зволяє йому переміщуватись, наближаючись та спрямовується центральною напрямною 13, розвіддаляючись відносно блока оправки 100 за коташованою вздовж плити 200, з таким розрахунмандою мотор редуктора 26 Інший моторком, що вона має можливість зміщуватись, віддаредуктор 28 керує вертикальним переміщенням ляючись від блока прошивання 500 за сигналом, картера 22 За допомогою мотор-редукторів 26 і 28 що надійшов від елемента заміру діаметра 9 бловідбувається періодичне еліптичне зміщення голка розмотки 600 Мотор-редуктор 14 приводить в кової дошки за варіантом здійснення першого спообертальний рух центральній вал, а також оправку соба намотки й прошивання, описаних вище Крім 10 В цьому способі здійснення мотор-редуктор 14 того, за допомогою мотор-редуктора 26 підтримузмінює швидкість (частоту) обертання оправки 10 з ється постійна глибина прошивання по мірі збільтаким розрахунком, щоб підтримувати постійною шення товщини муфти відносну тангенційну швидкість між поверхнею, що Описані раніше способи і пристрої дозволяють прошивається та голковою дошкою виготовляти преформи для кільцевих елементів різного призначення Зокрема, мають на увазі гаЦентральний вал встановлено на станині тальмівні диски Вищеописані способи виготовлення ким чином, що центральний вал й оправка можуть преформ, а також вибір волокнистої сировини мопереміщуватись у повздовжньому напрямку, тобто жуть підбиратися ВІДПОВІДНО до призначення вироу напрямку осі оправки 10, причому це перемінне бу Стосовно преформ гальмівніх дисків вибір розпереміщення використовується для того, щоб деташування волокон під час намотки відносно що змістити ударне положення голкової дошки й поверхонь тертя може сприяти оптимізацм преуникнути прошивання постійно в тих самих радіформ альних площинах Притискуючий валик 16 притискує намотаний ЗОВНІШНІЙ шар на оправці 10 й підЯкщо, наприклад, в описаних вище способах тримує намотані шари На фіг 11 стрілкою А намотки й прошивання біспрямовані ° та 90° \ позначено путь, пройдений валиком 16 під час текстури \тканини або полотна\ орієнтовані так, намотки щоб один з напрямків був паралельний напрямку подачи полотна під прошиваючу голівку, і кільця Блок прошивання 500 включає голкову дошку розрізуються під кутом 45° , то можна отримати 5, розташовану по ширині стрічки волокнистого гальмівні диски, у яких волокна мають нахил 45° матеріалу 1 й спрямовану відносно першого кінця відносно поверхонь тертя При використанні гальвисувної руки 20 Висувна рука другим кінцем крімівних дисків, отриманих вказаними способами, питься на картері 22 Рука 20 утворює своїм перзрізуючі зусилля не будуть більше діяти у міжшашим кінцем притискуючу лапу, яка притискується ровому напрямку до поверхні муфти, що прошивається за допомогою домкрата 23, який спирається на картер 22 Тою ж мірою при намотці багатоосевих тканин Голкова дошка подається в ударне положення у або полотен з вуглецевих ниток \2 або 3 напрямки\ поперечному напрямку, тобто в горизонтальному з двома визначеними напрямками ниток можна напрямку на фіг 11 Зворотно-поступальний рух вибрати кут напрямку ниток щодо поверхностей ударної частини голкової дошки здійснюється притертя майбутнього гальмівного диска Крім того, водним устроєм з ексцентриком 29, розташованим нитки одного з напрямків можуть складатись з в картері 22 В цій формі здійснення частота удабезперервних вуглецевих волокон, при цьому спорів голкової дошки 5 залишається постійною Крім лучення прошиванням забезпечується за рахунок того, блок прошивання 500 включає всмоктуючий ниток з запиленням, аналогічні документу FR-A-2 устрій 24, який вловлює кусочки волокна, які мо669 940, які розташовуються в іншому напрямку жуть відкришитися від волокнистої стрічки під час \при ВІДПОВІДНІЙ орієнтації голок\ .А1 (С) СО) (8) 19 20 46779 намотк.і El прошивка El' зміцнення Е21 ущільнення Е2 і розрізання НЗ розрізання ЕЗ' і ущільнення Е2" обробка Е4 • обробка додатк Е5 Фіг. З (А) (В) f (С) гає Фіг. 4 Фіг. 5 22 46779 21 т 5/ Фіг. б /(З Фіг. 9 ® © Фіг. 7 Фіг. 10 23 24 46779 500 100 Фіг. 11 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюCoupe Dominique
Автори російськоюКупе Доминик
МПК / Мітки
МПК: D04H 1/00, B32B 37/00
Мітки: композитного, деталей, кільцеподібних, попередніх, цих, матеріалу, спосіб, пристрій, виготовлення, форм
Код посилання
<a href="https://ua.patents.su/12-46779-sposib-ta-pristrijj-dlya-vigotovlennya-kilcepodibnikh-detalejj-z-kompozitnogo-materialu-ta-poperednikh-form-dlya-cikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для виготовлення кільцеподібних деталей з композитного матеріалу та попередніх форм для цих деталей</a>
Спосіб виготовлення листа композитного матеріалу
Номер патенту: 19870
Опубліковано: 25.12.1997
Автор: Жоель К'єрель
МПК: B29C 47/00, B29L 9/00
Мітки: спосіб, матеріалу, листа, виготовлення, композитного
Формула / Реферат:
1. Способ изготовления листа композитного материала, заключающийся в предварительном формовании методом литья пластин из полиметилметакрилата, составляющих наружный слой композитного материала, и соединении пластин со слоем-подложкой из термопластичного материала типа полиакрилонитрилбутадиенстирола, отличающийся тем, что слой-подложку из термопластичного материала формуют в виде сплошного экструдированного листа посредством зкструдера,...
Спосіб виготовлення деталей з прутка і пристрій для його здійснення
Номер патенту: 5614
Опубліковано: 28.12.1994
Автори: Стєпанов Владімір Андрєєвіч, Нестеров Дмитро Кузьмич, Жученко Олександр Миколайович, Сазонов Владімір Ніколаєвіч
МПК: B21D 35/00, B21D 22/02
Мітки: здійснення, виготовлення, прутка, спосіб, деталей, пристрій
Формула / Реферат:
(57) 1. Способ изготовления деталей из прутка в штампе путем последовательной гибки с передачей предварительно изогнутой заготовки на позицию окончательной гибки при обратном ходе подвижной плиты штампа, отличающийся тем, что на позиции предварительной гибки сперва отгибают концевые участки заготовки, затем, освободив их, гнут в обратном направлении среднюю часть, после чего, при зафиксированной средней части, гнут промежуточные участки...
Установка для виготовлення та вибивки форм із сипучого матеріалу при литті по моделям, що газифікуються
Номер патенту: 1402
Опубліковано: 25.03.1994
Автори: Шульга Василь Тимофійович, Валігура Анатолій Іванович, Черненко Надія Георгієвна, Сінчугов Олександр Юр'євич, Хотян Владімір Ільіч, Шинський Олег Йосипович, Лозенко Віктор Іванович
МПК: B22D 29/00, B22C 7/00, B22C 9/04
Мітки: установка, матеріалу, моделям, виготовлення, газифікуються, литті, вибивки, форм, сипучого
Формула / Реферат:
Установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям, содержащая от крытый с торца контейнер, бункер для песка, в днище которого выполнены отверстия, установленный над контейнером с возможностью вертикального перемещения, и зажим для модельного блока, отличающаяся тем, что она снабжена механизмом стыковки контейнера с бункером, представляющим собой направляющие, захватные органы и герметизирующий...
Спосіб виготовлення пружинних деталей
Номер патенту: 7452
Опубліковано: 29.09.1995
Автор: Корак Анатолій Вікторович
МПК: B21F 35/00
Мітки: спосіб, пружинних, виготовлення, деталей
Формула / Реферат:
Способ изготовления пружинных деталей путем навивки на оправку и последующей формовки с помощью фасонных многорадиусных матриц и пуансонов, отличающийся тем, что, с целью расширения технологических возможностей путем получения пружинного блока, состоящего по меньшей мере из двух однотипных пружинных элементов, формовку осуществляют в три этапа, на первом из которых формуют наружные боковые поверхности заготовки, затем производят разделение...
Спосіб одержання шаруватого композитного матеріалу для захисту від динамічних навантажень
Номер патенту: 27583
Опубліковано: 15.09.2000
Автори: Пап Петро Аркадійович, Патон Борис Євгенович, Жук Генадій Віліорович, ДЕРЕЧА Олександр Якович, ТРИГУБ Микола Петрович
МПК: B22D 23/00, B22F 7/00, B22F 7/02
Мітки: матеріалу, одержання, навантажень, динамічних, шаруватого, захисту, спосіб, композитного
Формула / Реферат:
1. Способ получения композиционного материала для защиты от динамических нагрузок, включающий подачу предварительно нагретой первой составляющей композиционного материала, нанесение на нее слоя последующей составляющей путем осаждения потока диспергированного расплава и проплавление последующей составляющей на всю толщину нанесенного слоя, отличающийся тем, что подают на поверхность первой составляющей перед нанесением последующей...
Попередній патент: Спосіб лікування струсу головного мозку
Наступний патент: Спосіб індукування електрорушійної сили постійного струму і пристрої для його виконання
Випадковий патент: Водонапірний тунель