Спосіб виготовлення деталей з прутка і пристрій для його здійснення
Номер патенту: 5614
Опубліковано: 28.12.1994
Автори: Жученко Олександр Миколайович, Сазонов Владімір Ніколаєвіч, Нестеров Дмитро Кузьмич, Стєпанов Владімір Андрєєвіч

Формула / Реферат
(57) 1. Способ изготовления деталей из прутка в штампе путем последовательной гибки с передачей предварительно изогнутой заготовки на позицию окончательной гибки при обратном ходе подвижной плиты штампа, отличающийся тем, что на позиции предварительной гибки сперва отгибают концевые участки заготовки, затем, освободив их, гнут в обратном направлении среднюю часть, после чего, при зафиксированной средней части, гнут промежуточные участки аналогично концевым, а окончательную гибку осуществляют в плоскости, перпендикулярной плоскости предварительной гибки.
2. Штамп для изготовления деталей из прутка, содержащий узлы предварительной и окончательной гибки, включающие соответствующие матрицы и оправки, а также шиберный механизм перемещения предварительно изогнутой заготовки, отличающийся тем, что он снабжен подпружиненным фиксатором заготовки, размещенным перед оправкой узла окончательной гибки, и двумя парами гибочных инструментов, размещенными по обе стороны оправки узла предварительной гибки, один из которых в каждой паре выполнен со сквозным направляющим пазом для заготовки и установлен с возможностью возвратно-поступательного перемещения в направления подачи, матрица узла предварительной гибки выполнена из внутренней части, установленной на упругом элементе, и наружной части, оправка узла предварительной гибки выполнена со сквозным пазом для размещения внутренней части матрицы, а съемник выполнен в виде встречно подпружиненных штырей, размещенных по обе стороны оправки окончательной гибки.
Текст
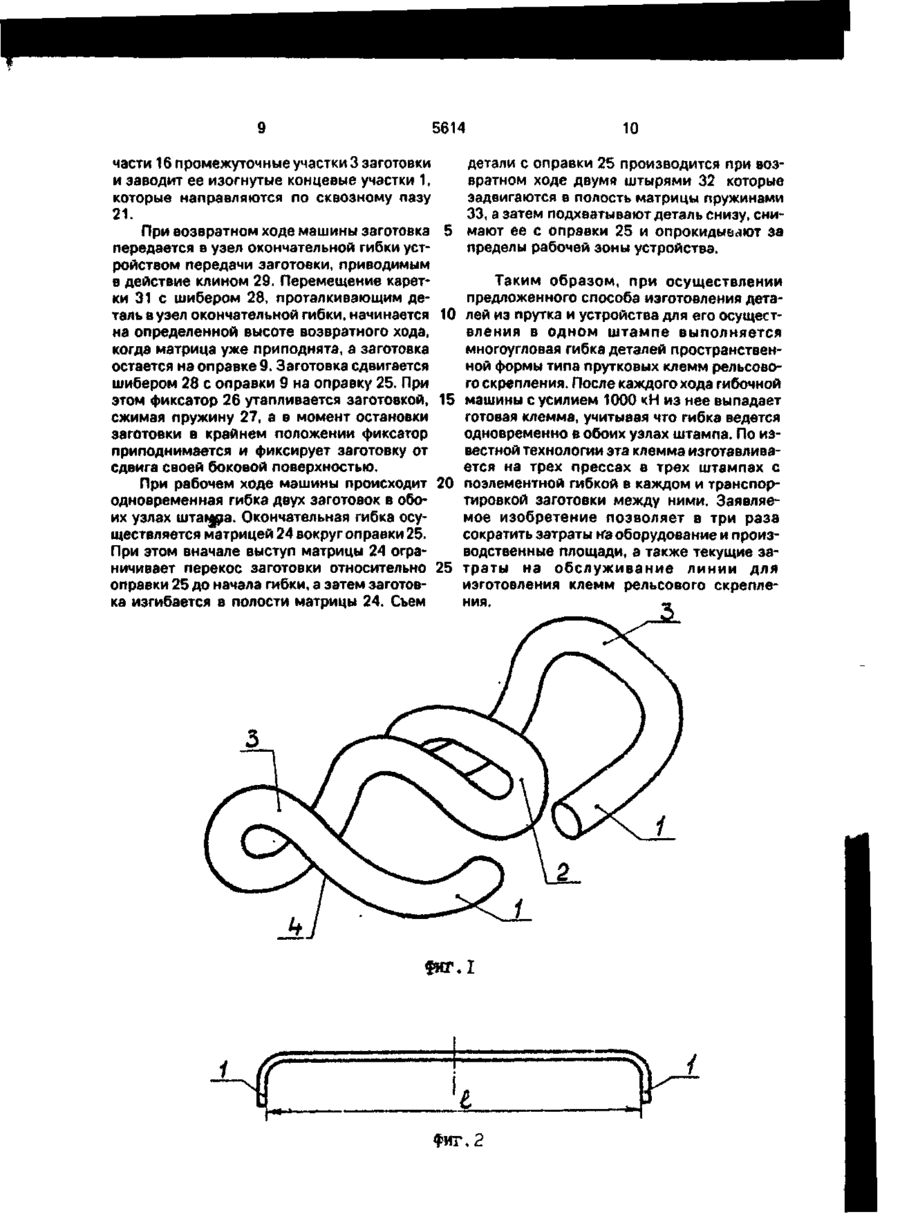
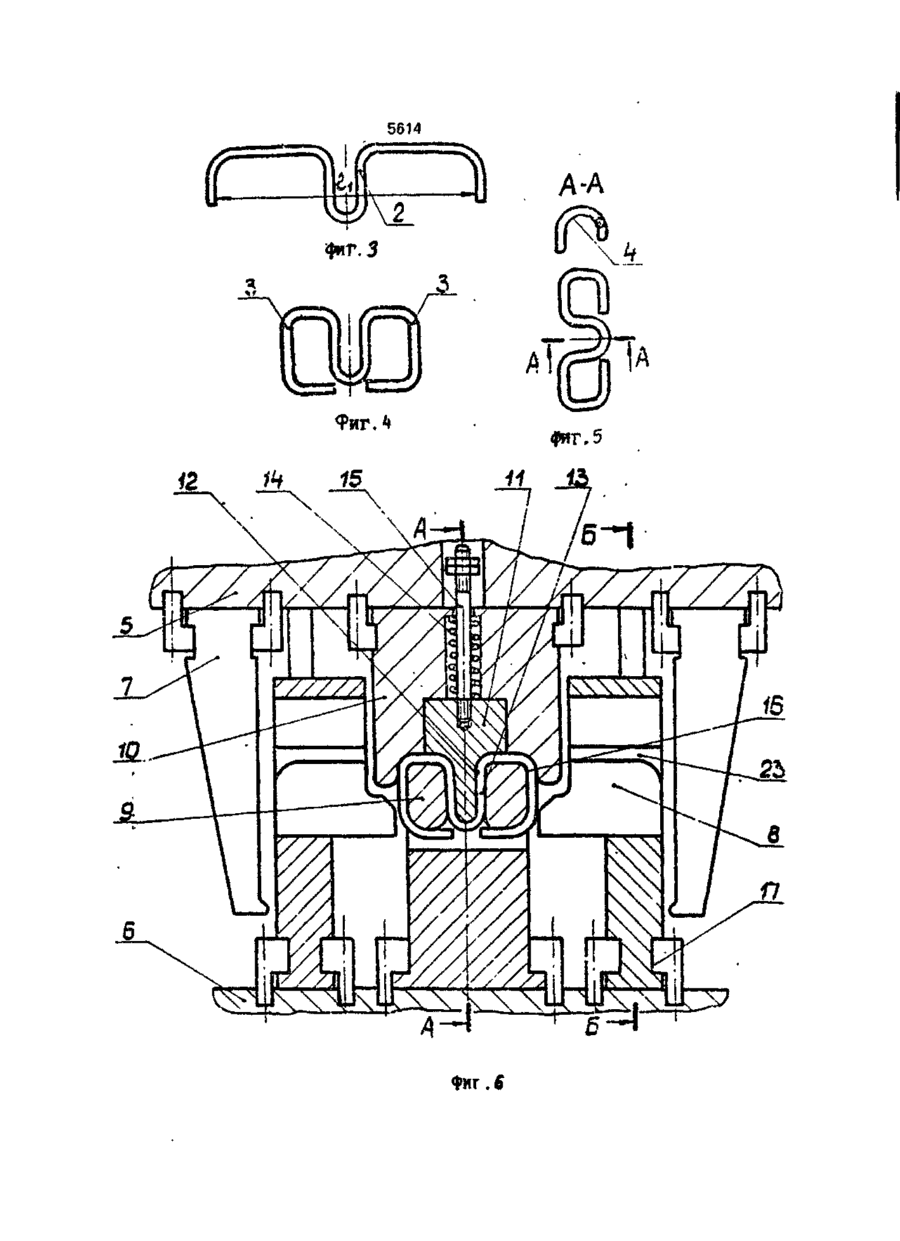
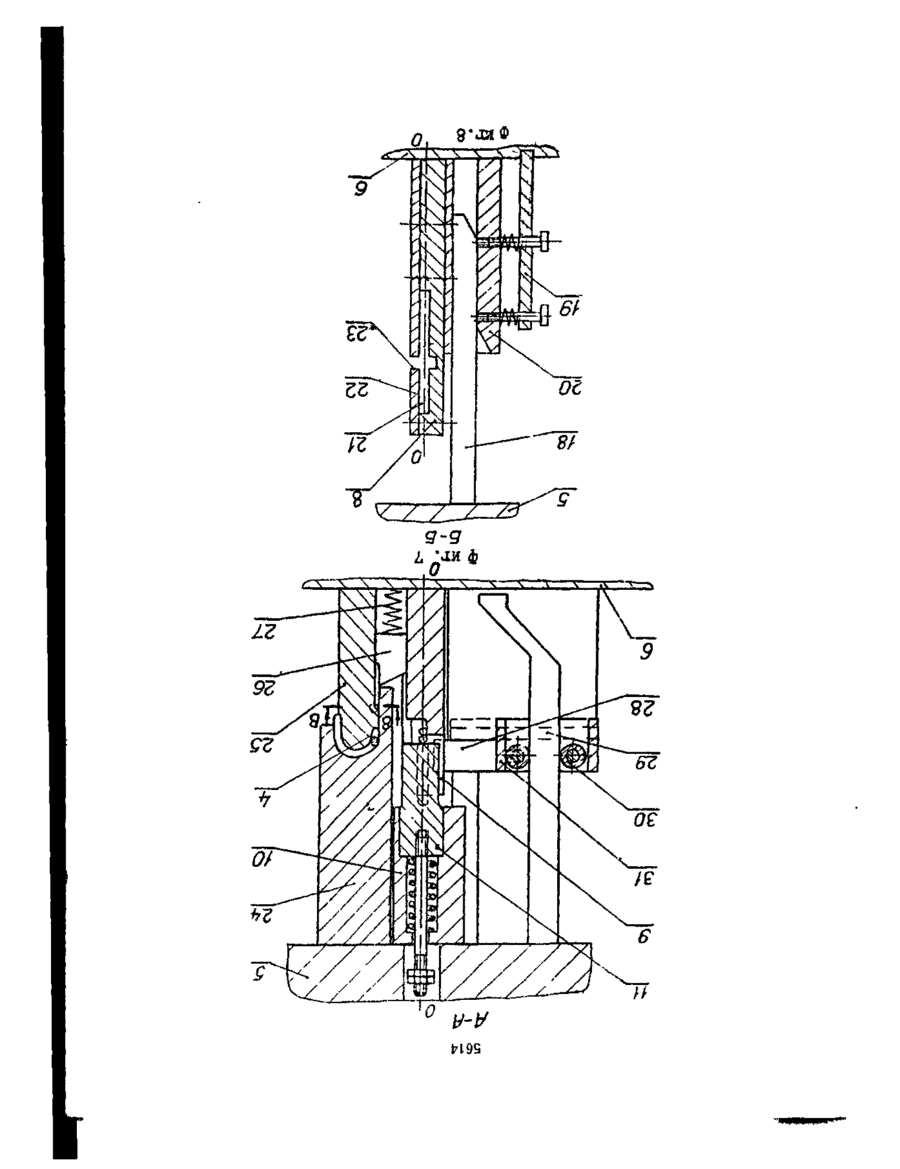
1. Способ изготовления деталей из прутка в штампе путем последовательной гибки с передачей предварительно изогнутой заготовки на позицию окончательной гибки при обратном ходе подвижной плиты штампа, о т л и ч а ю щ и й с я тем, что на позиции предварительной гибки сперва отгибают концевые участки заготовки, затем, освободив их, гнут в обратном направлении среднюю часть, после чего, при зафиксированной средней части, гнут промежуточные участки аналогично концевым, а окончательную гибку осуществляют в плоскости, перпендикулярной плоскости предварительной гибки. 2. Штамп для изготовления деталей из прутка, содержащий узлы предварительной и окончательной гибки, включающие соответствующие матрицы и оправки, а также шиберный механизм перемещения предварительно изогнутой заготовки, о т л и ч а ю щ и й с я тем, что он снабжен подпружиненным фиксатором заготовки, размещенным перед оправкой узла окончательной гибки, и двумя парами гибочных инструментов, размещенными по обе стороны оправки узла предварительной гибки, один из которых в каждой паре выполнен со сквозным направляющим пазом для заготовки и установлен с возможностью возвратно-поступательного перемещения в направления подачи, матрица узла предварительной гибки выполнена из внутренней части, установленной на упругом элементе, и наружной части, оправка узла предварительной гибки выполнена со сквозным пазом для размещения внутренней части матрицы, а съемник выполнен в виде встречно подпружиненных штырей, размещенных по обе стороны оправки окончательной гибки. С > с О Изобретение относится к обработке металлов давлением и предназначено для использования в металлургической промышленности при производстве деталей из прутка типа клемм рельсового скрепления, соединительных скоб и петель. Наиболее близким по технической сущности к заявляемому является выбранный в Відділ качестве прототипа способ изготовления деталей из прутка и штамп для его осуществления, при котором пруток последовательно изгибают в штампе в два перехода с передачей предварительно изогнутой заготовки на позицию окончательной гибки при обратном ходе подвижной плиты штампа. Устройство для осуществления этого способа содержит 5614 узлы предварительной и окончательной гибляют в плоскости, наклоненной к плоскости ки на соответствующих позициях с матрицапредварительной гибки. ми и оправками, а также шиберный Вышеизложенные общие, достаточные механизм перемещения предварительно во всех случаях существенные признаки заизог нутой заготовки. Эти признаки совпада- 5 являемого изобретения обеспечивают полют с существенными признаками заявляеучение технического результата, мого изобретения. заключающегося в гибке сложных деталей Недостатком этого способа и устройства пространственной формы в одном штампе для его осуществления является ограниченвместо гибки заготовки по известной техноная технологическая возможность гибки 10 логии по частям на трех машинах с транссложных деталей пространственной фофмы портировкой заготовки между ними. За счет в одном штампе. На первом переходе выэтого сокращается количество используемополняется всего один изгиб заготовки, а на го для гибки оборудования, затраты на его втором переходе - догибка одного конца обслуживание и производственная плозаготовки под углом к плоскости первого 15 щадь. изгиба и формоака другого конца заготовки, Причино-следственная связь между сочто позволяет изготавливать лишь простые вокупностью существенных признаков заявдетали узкой номенклатуры. Кроме того, пеляемого изобретения и достигаемым ремещение на втором переходе формируютехническим результатом состоит в следующих элементов в горизонтальном 20 щем. Изгиб на позиции предварительной направлении усложняет конструкцию штамгибки сперва концевых участков заготовки па и требует высокой прочности деталей, позволяет затем выполнить за один ход мапреобразующих вертикальное усилие пресшины гибку еще нескольких участков загоса в горизонтальные товки после освобождения концевых Для аналога и прототипа общей причи- 25 участков от контакта с инструментом, не нарушая конфигурации концевых участков. ной, препятствующей изготовлению сложГибка в обратном направлении средней чаных деталей пространственной формы в сти заготовки, а затем при фиксированной одном штампе, является несовершенная средней части изгиб промежуточных участсхема выполнения технологических переходов гибки участков заготовки и нерацио- 30 ков аналог ично концевым дает возможность выполнить по предложенной последованальная последовательность выполнения тельности в общей сложности семь перегиэтих переходов. бов заготовки в одном штампе. В основу изобретения поставлена задаОкончательная гибка детали в плоскости, начи расширить технологические возможности изготовления деталей сложной формы в 35 клоненной к плоскости предварительной гибки, позволяет экономно использовать раодном штампе путем создания рациональбочее пространство машины и точно сориенных схем выполнения и последовательности тировать заготовку в штампе, что приводит технологических переходов гибки участков к расширению технологических возможнозаготовки и за счет этого сократить количестей гибки деталей сложной пространственство используемого для гибки оборудования 40 ной формы в одном штампе и затраты на его обслуживание. Изобретение направлено также на сокращение вреШтамп для изготовления деталей из мени изготовления детали благодаря прутка, содержащий узлы предварительной отсутствию транспортировки ее между неи окончательной гибки, включающие соотсколькими гибочными машинами, что позво- 45 ветствующие матрицы и оправки, а также ляет использовать тепло нагретой исходной шиберный механизм перемещения*предварительно изогнутой заготовки, в отличие от заготовки для закалки ее после гибки. прототипа снабжен подпружиненным фикДля решения указанных задач в способе сатором заготовки, размещенным перед опизготовления деталей из прутка в штампе путем последовательной гибки с передачей 50 равкой узла окончательной гибки, и двумя парами гибочных инструментов, размещенпредварительно изогнутой заготовки на поными по обе стороны оправки узла предвазицию окончательной гибки при обратном рительной гибки, один из которых в каждой ходе подвижной плиты штампа в отличие от паре выполнен со сквозным направляющим прототипа на позиции предварительной гибки сперва отгибают концевые участки за- 55 пазом для заготовки и установлен с возможностью возвратно-поступательного перемеготовки, затем, освободив их, гнут в обратщения в направлении ширины сквозного ном направлении среднюю часть, после паза. Матрица узла предварительной гибки чего, при зафиксировайной средней части, выполнена из внутренней части установгнут промежуточные участки аналогично ленной на упругом элементе, и наружной концевым, а окончательную гибку осуществ 5614 части, оправка узла предварительной гибки пар гибочных инструментов. Затем, освобовыполнена с пазом для размещения внутдив концевые участки заготовки от контакта ренней части матрицы, а съемник выполнен с гибочным инструментом, гнут ее среднюю в виде встречно подпружиненных штырей, часть в обратном направлении. После этого, размещенных по обе стороны оправки окон- 5 при зафиксированной в положении после чательной гибки. гибки средней части с помощью пружины или гидравлики, гнут промежуточные участСнабжение штампа подпружиненным ки аналогично концевым, заводя изогнутые фиксатором заготовки, размещенным перед концевые участки за оправку узла предвариоправкой узла окончательной гибки, позволяет передать заготовку на позицию оконча- 10 тельной гибки. Предварительно изогнутую заготовку при обратном ходе подвижной тельной гибки и зафиксировать ее в нужном плиты штампа передают шиберным мехаположении. низмом на позицию окончательной гибки. Снабжение штампа двумя парами гиПри рабочем ходе подвижной плиты штампа бочных инструментов, размещенными по обе стороны оправки узла предварительной 15 осуществляют окончательную гибку заготовки в плоскости, наклоненной к плоскости гибки, один из которых в каждой паре выполпредварительной гибки. Деталь снимают с нен со сквозным направляющим пазом для оправки узла окончательной гибки при обзаготовки и установлен с возможностью возратном ходе подвижной плиты. вратно-поступательного перемещения в направлении ширины сквозного паза, 20 П р и м е р . Исходную заготовку из прутпозволяет осуществить одновременную гибка диаметром 13 мм длиной 585 мм задают ку концевых участков заготовки, вывести их в горизонтально-гибочную машину И214 из контакта с гибочными инструментами и усилием 1000 кН для изготовления пружиннаправить по пазу в плоскости гибки в проной клеммы рельсового скрепления (фиг.1), цессе последующего изгиба других участков 25 выполненной в виде двух соединенных незаготовки. замкнутых колец пространственной формы. Заготовка поступает на позицию предвариВыполнение матрицы узла предварительной гибки двухпозиционного штампа тельной гибки из внутренней части, установперпендикулярно направлению перемещеленной на упругом элементе, и наружной части и выполнение оправки узла предвари- 30 ния подвижного инструмента и ориентируется симметрично относительно оси двух тельной гибки с пазом для размещения внутпар гибочных инструментов, предназначенренней части матрица дает возможность за ных для изгиба концевых участков 1 заготоводин ход машины последовательно изгибать ки. Расстояние между этими участками I вначале среднюю часть заготовки, а затем промежуточную и таким образом расширить 35 (фиг.2) принимается равным длине изогнутой линии детали с учетом последующей гибтехнологические возможности гибки сложки средней части заготовки 2 (фиг.З), ных деталей в одном штампе. состоящей из центрального перегиба и двух Выполнение съемника в виде встречно боковых перегибов, и промежуточной части подпружиненных штырей, размещенных по обе стороны оправки окончательной гибки 40 3 (фиг.4) заготовки и составляет 529 мм. позволяет снять деталь с оправки при возСимметричное расположение гибочных вратном ходе машины и подготовить штамп элементов позволяет одновременно изгидля следующего цикла работы. бать концевые участки 1 заготовки под пряСущность изобретения поясняется чермым углом и избежать перекосов и тежами, на которых изображено: на фиг.1 - 45 искажения формы заготовки. пример изготавливаемой детали клеммы; на Гибку средней части 2 заготовки ведут в фиг.2 - заготовка после гибки ее концевых обратном направлении в полости оправки участков; на фиг.З - заготовка после гибки шириной 50 мм и глубиной 95 мм (фиг.б,?). ее средней части; на фиг.4 - заготовка после При этом внутреннюю часть инструмента, гибки ее промежуточных участков; на фиг.5 50 изгибающего среднюю часть 2 заготовки, подпружинивают относительно инструмен- заготовка после окончательной гибки; на та, изгибающего промежуточную часть 3 фиг.6 - устройство для реализации способа; заготовки усилием, превышающим усилие на фиг.7 - разрез по А-А на фиг.б; на фиг.8 гибки средней части заготовки, равное - разрез по Б-Б на фиг.6; на фиг.9 - разрез по В-В на фиг.7. 55 27000 Н. Под внутреннюю часть инструмента устанавливается пружина, предвариПо способу изготовления деталей из тельно сжатая по усилия 35000 Н, что прутка целесообразно задать в штамп пруобеспечивает гибку промежуточных участток расчетной длины на позицию предвариков 3 заготовки только после окончания гибтельной гибки. Здесь сперва отгибают ки среднего участка. Концевые участки 1 концевые участки заготовки с помощью двух 5614 заготовки, контактирующие с гибочными инструментами, выводят из контакта с инструментами и сближают при нагружении средней части заготовки усилием гибки, направляя концевые участки в плоскости гибки 5 О-О. Выведение концевых участков 1 заготовки из контакта с инструментами достигают перемещением этих инструментов перпендикулярно плоскости гибки клиновым устройством (фиг. 8). 10 После окончания гибки средней части 2 заготовки ее оставляют прижатой к оправке усилием пружины, чтобы при последующей гибке не деформировались уже изогнутые участки 1 и 2. С помощью инструмента начи- 15 нают изгибать под прямым углом вокруг оправки промежуточные участки 3 заготовки, отстоящие друг от друга на расстоянии 170 мм. Одновременно изогнутые концевые участки 1 заводят за оправку. 20 При возвратном ходе машины изогнутую в одной плоскости заготовку передают шиберным механизмом на позицию окончательной гибки, где ее окончательно изгибают в центральной части 4 в плоскости, 25 наклоненной к плоскости предварительной гибки (фиг.5). Способ может быть реализован с помощью штампа для изготовления деталей из прутка, содержащего узел предварительной 30 гибки (на фиг.7 слева) и узел окончательной гибки (на фиг.7 справа), размещенные на подвижкой 5 и неподвижной 6 плитах гибочной машины. Узел предварительной гибки снабжен двумя парами гибочных подвиж- 35 ных 7 и неподвижных 8 инструментов, размещенными по обе стороны от оправки 9 узла предварительной гибки, установленной на неподвижной плите 6. На подвижной плите 5 установлена матрица 10 узла предвари- 40 тельной гибки, выполненная составной. Ее внутренняя часть 11 с рабочей поверхностью 12, размещенная в пазе 13 оправки 9, установлена на упругом элементе 14, предварительно сжатом болтом 15. Наружная 45 часть матрицы 10 огибает наружную рабочую часть 16 оправки 9. Гибочные инструменты 8 выполнены с возможностью возвратно-поступательного перемещения по направляющим 17. Перемещение инстру- 50 ментов 8 осуществляется клином 18 через подпружиненную к неподвижной стойке 19 каретку 20. Гибочные инструменты 8 в каждой паре выполнены со сквозными направляющими пазами 21, в направлении ширины 55 которых возможно возвратно-поступательное перемещение этих инструментов. Пазы 21 расположены между оправкой 9 и гибочными инструментами 7 в плоскости, параллельной плоскости 0-0 предварительной 8 гибки при верхнем положении клина 18 и совпадающей с плоскостью 0 - 0 при нижнем положении клина. В крышке 22, ограничивающей паз 21 с одной стороны, выполнено продолговатое отверстие 23 для установки исходной заготовки. Узел окончательной гибки снабжен матрицей 24, установленной на подвижной плите 5, и оправкой 25, размещенной на неподвижной плите 6. Между позициями предварительной и окончательной гибки перед оправкой 25 узла окончательной гибки размещен фиксатор 26, поджатый пружиной 27 в направлении, перпендикулярном перемещению шиберного механизма 28 перемещения предварительно изогнутой заготовки. Механизм содержит клин 29, ролики 30 и каретку 31, к которой прикреплен шибер 28. Съемник детали с оправки 25 выполнен в полости матрицы 24 окончательной гибки в виде встречно подпружиненных штырей 32, размещенных по обе стороны оправки 25 окончательной гибки и прижимаемых пружинами 33 в направлении полости матрицы. Устройство (штамп) работает следующим образом. Подвижная плита 5, закрепленная на ползуне гибочной машины, в исходном состоянии перед гибкой отведена от своего нижнего рабочего положения. В отверстие 23 устанавливается заготовка из прутка, которая укладывается на рабочие поверхности гибочных инструментов 8 и оправки 9. При рабочем ходе изгиб начинается с концевых участков 1 заготовки, которые поворачиваются на 90° подвижными элементами 7 вокруг скругленной части неподвижных элементов 8. После прохождения элементов 7 мимо скруглений элементов 8 клин 18 перемещает каретку 20 по направляющим 17 в направлении ширины сквозного паза 21 и она устанавливается так, что паз 21 находится в одной плоскости с изогнутой частью заготовки. Перемещающаяся вниз внутренняя часть матрицы 11 нажимает на среднюю часть 2 заготовки и начинает ее изгиб в пазе 13 оправки 9, поворачивая вверх и сближая изогнутые концевые участки 1 заготовки. С момента начала гибки средней части заготовки и до ее окончания внутренняя часть матрицы 11 отжата пружиной 14 относительно наружной части матрицы 10. Как только усилие гибки в момент ее окончания превысит усилие пружины 14, начинается перемещение наружной части матрицы 10 относительно ее внутренней части 11, которая прижимает в это время изогнутую среднюю часть 2 заготовки к оправке 9. Наружная часть матрицы 10 изгибает относительно оправки 9 на ее наружной рабочей 5614 части 16 промежуточные участки 3 заготовки и заводит ее изогнутые концевые участки 1, которые направляются по сквозному пазу 21. При возвратном ходе машины заготовка 5 передается в узел окончательной гибки устройством передачи заготовки, приводимым в действие клином 29. Перемещение каретки 31 с шибером 28, проталкивающим деталь в узел окончательной гибки, начинается 10 на определенной высоте возвратного хода, когда матрица уже приподнята, а заготовка остается на оправке 9. Заготовка сдвигается шибером 28 с оправки 9 на оправку 25. При этом фиксатор 26 утапливается заготовкой, 15 сжимая пружину 27, а в момент остановки заготовки в крайнем положении фиксатор приподнимается и фиксирует заготовку от сдвига своей боковой поверхностью. При рабочем ходе машины происходит 20 одновременная гибка двух заготовок в обоих узлах шта*|ра. Окончательная гибка осуществляется матрицей 24 вокруг оправки 25. При этом вначале выступ матрицы 24 ограничивает перекос заготовки относительно 25 оправки 25 до начала гибки, а затем заготовка изгибается в полости матрицы 24. Съем 10 детали с оправки 25 производится при возвратном ходе двумя штырями 32 которые задвигаются в полость матрицы пружинами 33, а затем подхватывают деталь снизу, снимают ее с оправки 25 и опрокидывают за пределы рабочей зоны устройства. Таким образом, при осуществлении предложенного способа изготовления деталей из прутка и устройства для его осуществления в одном штампе выполняется многоугловая гибка деталей пространственной формы типа прутковых клемм рельсового скрепления. После каждого хода гибочной машины с усилием 1000 кН из нее выпадает готовая клемма, учитывая что гибка ведется одновременно в обоих узлах штампа. По известной технологии эта клемма изготавливается на трех прессах в трех штампах с поэлементной гибкой в каждом и транспортировкой заготовки между ними. Заявляемое изобретение позволяет в три раза сократить затраты на оборудование и производственные площади, а также текущие затраты на обслуживание линии для изготовления клемм рельсового скрепления. ФИГ. 2 5614 A-A ФИГ . 6 8'лФ v / / z / r 5614 Фиг.9 Упорядник А.Жученко Замовлення 614 Техред М Моргентал Коректор А Обручар Тираж Підписне Державне патентне відомство України, 254655 ГСП, Київ-53, Львівська пл., 8 Виробничо-видавнимий комбінат "Патент", м Ужгород вул Гагаріна 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of manufacturing of parts from a bar
Автори англійськоюStiepanov Vladimir Andrieievich, Zhuchenko Oleksandr Mykolaiovych
Назва патенту російськоюСпособ изготовления деталей из прутка и устройство для его осуществления
Автори російськоюСтепанов Владимир Андреевич, Жученко Александр Николаевич
МПК / Мітки
МПК: B21D 22/02, B21D 35/00
Мітки: деталей, прутка, здійснення, пристрій, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/8-5614-sposib-vigotovlennya-detalejj-z-prutka-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталей з прутка і пристрій для його здійснення</a>
Спосіб виготовлення деталей
Номер патенту: 1234
Опубліковано: 30.12.1993
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: B21D 7/00
Мітки: виготовлення, деталей, спосіб
Формула / Реферат:
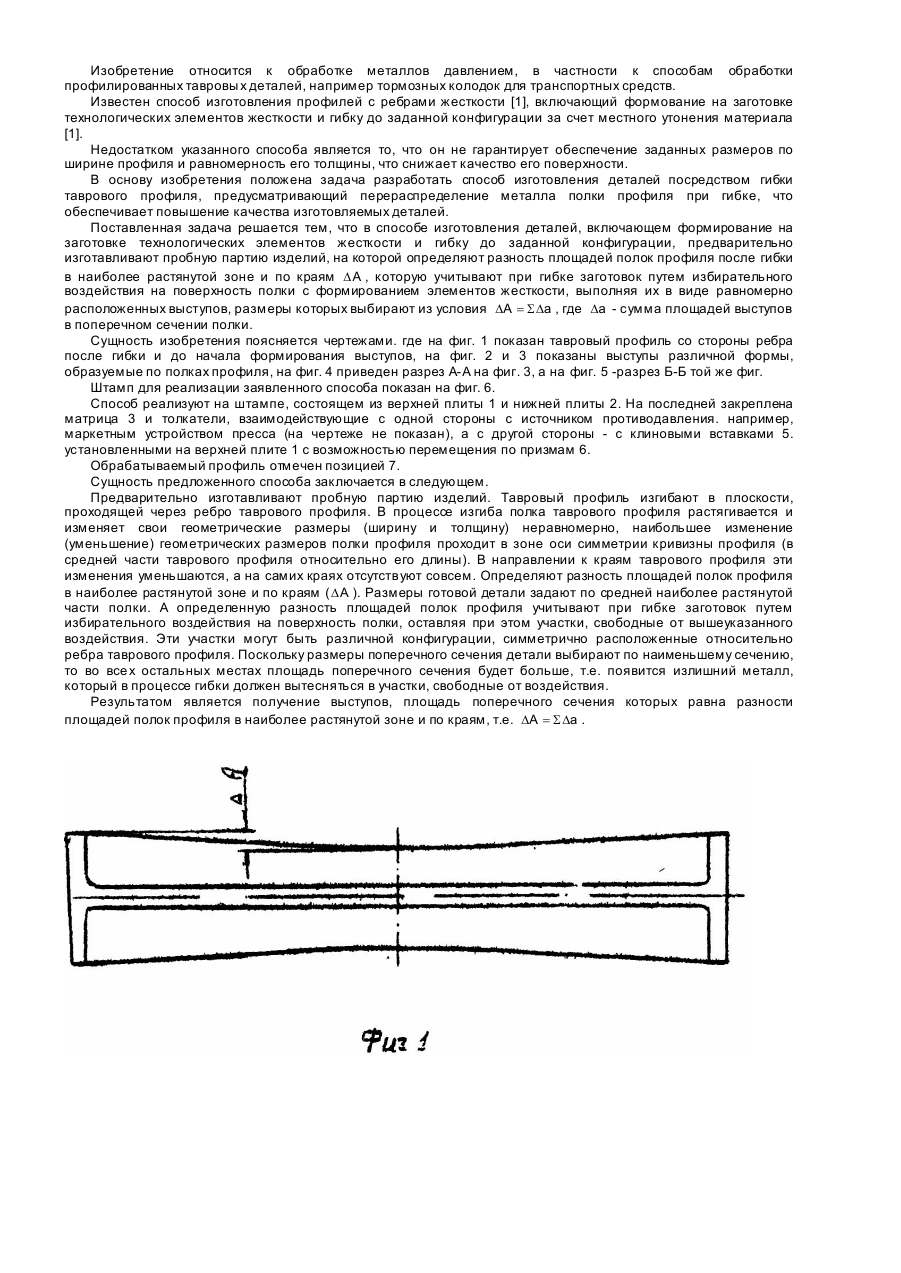
Способ изготовления деталей, включающий формирование на заготовке технологических элементов жесткости и гибку до заданной конфигурации, отличающийся тем, что вначале определяют разность площадей полок профиля после гибки в наиболее растянутой зоне и по краям , а элементы жесткости формуют в процессе гибки, выполняя их в виде равномерно расположенных выступов, размеры которых...
Спосіб виготовлення тришарових стінових панелей і пристрій для його здійснення
Номер патенту: 4096
Опубліковано: 27.12.1994
Автори: Гірштіль Генріх Борисович, Ластик Володимир Аркадійович, Шаршунов Борис Анатолійович, Семенець Віліам Костянтинович, Бугаєнко Григорій Юхимович
МПК: B32B 13/00, B28B 7/00
Мітки: стінових, тришарових, спосіб, здійснення, пристрій, панелей, виготовлення
Формула / Реферат:
Формула изобретения1. Способ изготовления трехслойных стеновых панелей в кассетных формах с тепловыми отсеками, включающий установку арматурных каркасов со связями наружного и внутреннего слоев на опалубочный щит в горизонтальном положении, формование слоев путем укладки бетонной смеси и виброуплотнения, укладку среднего слоя утеплители, соединение и фиксацию слоев с установкой опалубочного щита в вертикальное положение и термообработку...
Спосіб виготовлення деталей
Номер патенту: 3032
Опубліковано: 26.12.1994
Автори: Сізьов Анатолій Миколаєвич, Старков Миколай Володимирович, Цветков Арнольд Васильович
МПК: B21D 22/12
Мітки: виготовлення, деталей, спосіб
Формула / Реферат:
Способ изготовления деталей путем гибки, вытяжки с торцевым подпором и распрямления изогнутого участка с калибровкой, отличающийся тем, что гибку осуществляют на 180°, вытяжку производят давлением жидкости, а торцевой подпор прикладывают а зоне изгиба.
Спосіб виготовлення шин та прес-форма для його здійснення
Номер патенту: 5381
Опубліковано: 28.12.1994
Автори: Науменко Олександр Петрович, Дзюра Євген Антонович, Коваленко Олексій Андрійович, Столяр Ігор Анатолійович
МПК: B29L 30/00, B29D 30/00, B29C 35/02
Мітки: виготовлення, спосіб, здійснення, прес-форма, шин
Формула / Реферат:
1. Способ изготовления шин, при котором в пресс-форму концентрично устанавливают предварительно изготовленные кольцевые заготовки, выполненные из одинаковых или различных резиновых смесей, и при смыкании пресс-формы производят формование шин с последующей вулканизацией, отличающийся тем, что перед формованием шины осуществляют одновременную фиксацию кольцевых заготовок, причем образующую посадочную часть шины заготовку фиксируют по...
Спосіб виготовлення первинної багаторазової форми для одержання гальваностереотипів для металографії і пристрій для його здійснення
Номер патенту: 5125
Опубліковано: 28.12.1994
Автор: Антоніо Колуцці
МПК: B41N 1/00
Мітки: виготовлення, металографії, первинної, пристрій, багаторазової, форми, спосіб, гальваностереотипів, здійснення, одержання
Формула / Реферат:
1. Способ изготовления первичной многократной формы для получения гальваностереотипов для металлографии, заключающийся в многократно повторяющейся установке пластмассовой пластины в котировочное положение между оригинальной формой и нагревательной плитой для получения на этой пластине повторяющихся рельефных изображений, отличающийся тем, что пластмассовую пластину устанавливают между оригинальной формой и плоским электродом, установленным на...
Попередній патент: Пристрій для навивки боковин і протектора покришок вузькою стрічкою
Наступний патент: Пристрій управління запобіжним гальмом підіймальної машини
Випадковий патент: Спосіб отримання масляного концентрату каротиноїдів