Спосіб виготовлення стента (варіанти)
Формула / Реферат
1. Спосіб виготовлення стента, що розгортається, який включає вирізування шаблона стента і його деформування з утворенням стента, який відрізняється тим, що включає наступні етапи:
а) вирізування множини шаблонів стента в плоскому листі металу, при цьому кожний згаданий шаблон має першу довгу сторону і другу довгу сторону, де згадана перша довга сторона містить множину пар пазів для зачеплення, згадана друга довга сторона містить множину пар виступів для зачеплення, і згадана множина пар пазів для зачеплення розташована практично навпроти згаданої множини пар виступів для зачеплення, кожна із згаданої множини пар пазів для зачеплення містить перший паз для зачеплення і другий паз для зачеплення, згадані пази для зачеплення мають такі розміри і розташування, щоб входити в контакт із згаданими виступами для зачеплення при деформуванні згаданого шаблона і скручуванні його в трубчасту форму, кожна пара згаданих пазів для зачеплення містить перемичку, розташовану між згаданим першим пазом для зачеплення і згаданим другим пазом для зачеплення;
б) виготовлення в згаданому плоскому листі металу множини орієнтовних апертур;
в) деформування згаданого шаблона з наданням йому трубчастої форми, так що згадані пари пазів для зачеплення входять в контакт в згаданими парами виступів для зачеплення;
г) розрізання згаданої перемички і
д) скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення, що увійшов в нього для формування згаданого стента, який розгортається.
2. Спосіб по п. 1, який відрізняється тим, що етап розрізання згаданої перемички проводять з використанням лазера.
3. Спосіб по п. 1, який відрізняється тим, що етап скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення проводять з використанням зварювання.
4. Спосіб по п. 3, який відрізняється тим, що етап скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення проводять з виконанням зварювального шва, зміщеного відносно того місця, де здійснюється контакт згаданих пазів для зачеплення і згаданих виступів для зачеплення.
5. Спосіб по п. 4, який відрізняється тим, що згаданий зварювальний шов зміщений приблизно на 0,01мм відносно того місця, де здійснюється контакт згаданих пазів для зачеплення і згаданих виступів для зачеплення.
6. Спосіб по п. 3, який відрізняється тим, що згадане зварювання являє собою точкове зварювання.
7. Спосіб по п. 6, який відрізняється тим, що використовують множину точкових зварювань.
8. Спосіб по п. 7, який відрізняється тим, що використовують 5 точкових зварювань.
9. Спосіб по п. 1, який відрізняється тим, що етап скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення проводять з використанням склеювання.
10. Спосіб по п. 1, який відрізняється тим, що етап скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення проводять з використанням цвяхоподібного елемента.
11. Спосіб по п. 1, який відрізняється тим стент виготовляють з можливістю розширення, де стент має подовжній просвіт, при цьому практично жодна частина згаданого стента не виступає в згаданий подовжній просвіт після розгортання згаданого стента в напрямі до внутрішньої стінки судини.
12. Спосіб виготовлення стента, що розгортається, який включає вирізування шаблона стента і його деформування з утворенням стента, який відрізняється тим, що включає наступні етапи:
а) вирізування множини шаблонів стента в плоскому листі металу, при цьому кожний згаданий шаблон містить множину гнучких взаємопов’язаних ділянок, кожна із яких включає:
а) перший елемент, що має подовжній компонент з першим кінцем і другим кінцем,
б) другий елемент, що має подовжній компонент з першим кінцем і другим кінцем,
в) третій елемент, що має подовжній компонент з першим кінцем і другим кінцем,
г) четвертий елемент, що має подовжній компонент з першим кінцем і другим кінцем,
д) першу петлю, яка утворює перший кут, розташовану між згаданим першим кінцем згаданого першого елемента і згаданим першим кінцем згаданого другого елемента,
е) другу петлю, яка утворює другий кут, розташовану між згаданим другим кінцем згаданого третього елемента і згаданим другим кінцем згаданого четвертого елемента і розміщується практично навпроти першої петлі,
ж) перший гнучкий компенсаційний елемент або гнучкий зв'язок, що має перший кінець і другий кінець і розташований між згаданим першим елементом і згаданим третім елементом, при цьому згаданий перший кінець згаданого першого гнучкого компенсаційного елемента або гнучкого зв'язку сполучається із згаданим другим кінцем згаданого першого елемента, а згаданий другий кінець згаданого першого гнучкого компенсаційного елемента або гнучкого зв'язку сполучається із згаданим першим кінцем згаданого третього елемента, а згаданий перший і згаданий другий кінці розташовані на змінній відстані один від одного вздовж подовжньої осі,
з) другий гнучкий компенсаційний елемент або гнучкий зв'язок, що має перший кінець і другий кінець і розташований між згаданим другим елементом і згаданим четвертим елементом, при цьому згаданий перший кінець згаданого другого гнучкого компенсаційного елемента або гнучкого зв'язку сполучається із згаданим другим кінцем згаданого другого елемента, а згаданий другий кінець згаданого другого гнучкого компенсаційного елемента або гнучкого зв'язку сполучається із згаданим першим кінцем згаданого четвертого елемента, а згаданий перший і згаданий другий кінці розташовані на змінній відстані один від одного вздовж подовжньої осі, причому перший і другий гнучкі компенсаційні елементи або гнучкі зв'язки мають різну здатність розтягуватися або стискуватися, коли згаданий стент згинається по кривій лінії відносно подовжньої осі апертури, і
і) згаданий перший, згаданий другий, згаданий третій і згаданий четвертий елементи, згадана перша і згадана друга петлі, а також згадані перший і другий гнучкі компенсаційні елементи або гнучкі зв'язки розташовані таким чином, що при розгортанні згаданого стента відстань між згаданими першим і другим гнучкими компенсаційними елементами або гнучкими зв'язками збільшується, а подовжній компонент згаданих першого, другого, третього і четвертого елементів зменшується, в той час як згадані перша і друга петлі залишаються практично навпроти одна одної, кінці згаданих першого і другого гнучких компенсаційних елементів або гнучких зв'язків відкриті таким чином, щоб збільшити згадану змінну подовжню відстань між згаданим першим і згаданим другим кінцями згаданого першого гнучкого компенсаційного елемента або гнучкого зв'язку і таким чином, щоб збільшити згадану змінну подовжню відстань між згаданим першим і згаданим другим кінцями згаданого другого гнучкого компенсаційного елемента або гнучкого зв'язку для компенсації зменшення подовжнього компонента згаданих першого, другого, третього і четвертого елементів і значного зниження попереднього скорочення згаданого стента після його розгортання,
при цьому кожний згаданий шаблон має першу довгу сторону і другу довгу сторону, де згадана перша довга сторона містить множину пар пазів для зачеплення, згадана друга довга сторона містить множину пар виступів для зачеплення, і згадана множина пар пазів для зачеплення розташована практично навпроти згаданої множини пар виступів для зачеплення; кожна із згаданої множини пар пазів для зачеплення містить перший паз для зачеплення і другий паз для зачеплення; згадані пази для зачеплення мають такі розміри і розташування, щоб входити в контакт із згаданими виступами для зачеплення при деформуванні згаданого шаблона і скручуванні його в трубчасту форму; кожна пара згаданих пазів для зачеплення містить перемичку, розташовану між згаданим першим пазом для зачеплення і згаданим другим пазом для зачеплення;
б) деформування згаданого шаблона з наданням йому трубчастої форми, так що згадані пари пазів для зачеплення входять в контакт в згаданими парами виступів для зачеплення;
в) розрізання згаданої перемички, і
г) скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення, що увійшов в нього для формування згаданого стента, який розгортається.
13. Спосіб по п. 12, який відрізняється тим, що включає додатковий етап виготовлення в згаданому листі множини орієнтовних апертур.
14. Спосіб по п. 12, який відрізняється тим, що згадана перша петля, згадана друга петля, згаданий перший гнучкий компенсаційний елемент і згаданий другий гнучкий компенсаційний елемент ширше, ніж згадані перший, другий, третій і четвертий елементи.
15. Спосіб по п. 14, який відрізняється тим, що згаданий перший і згаданий другий компенсаційні елементи ширше, ніж згадані перший, другий, третій і четвертий елементи, а згадана перша і згадана друга петлі ширше, ніж згаданий перший і згаданий другий компенсаційні елементи.
16. Спосіб по п. 15, який відрізняється тим, що згадані перша і друга петлі мають ширину приблизно на 40% більше, ніж ширина згаданих першого, другого, третього і четвертого елементів, а ширина згаданого першого і другого компенсаційних елементів приблизно на 20% більше, ніж згаданих першого, другого, третього і четвертого елементів.
17. Спосіб по п. 12, який відрізняється тим, що етап розрізання згаданої перемички проводять з використанням лазера.
18. Спосіб по п. 12, який відрізняється тим, що етап скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення проводять з використанням зварювання.
19. Спосіб по п. 18, який відрізняється тим, що етап скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення проводять з виконанням зварювального шва, зміщеного відносно того місця, де здійснюється контакт згаданих пазів для зачеплення і згаданих виступів для зачеплення.
20. Спосіб по п. 19, який відрізняється тим, що згаданий зварювальний шов зміщений приблизно на 0,01мм відносно того місця, де здійснюється контакт згаданих пазів для зачеплення і згаданих виступів для зачеплення.
21. Спосіб по п. 18, який відрізняється тим, що згадане зварювання являє собою точкове зварювання.
22. Спосіб по п. 21, який відрізняється тим, що використовують множину точкових зварювань.
23. Спосіб по п. 22, який відрізняється тим, що використовують 5 точкових зварювань.
24. Спосіб по п. 12, який відрізняється тим, що етап скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення проводять з використанням склеювання.
25. Спосіб по п. 12, який відрізняється тим, що етап скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення проводять з використанням цвяхоподібного елемента.
26. Спосіб по п. 12, який відрізняється тим, що згаданий стент виготовляють з можливістю розширення, де стент має подовжній просвіт, при цьому практично жодна частина згаданого стента не виступає в згаданий подовжній просвіт після розгортання згаданого стента в напрямі до внутрішньої стінки судини.
Текст
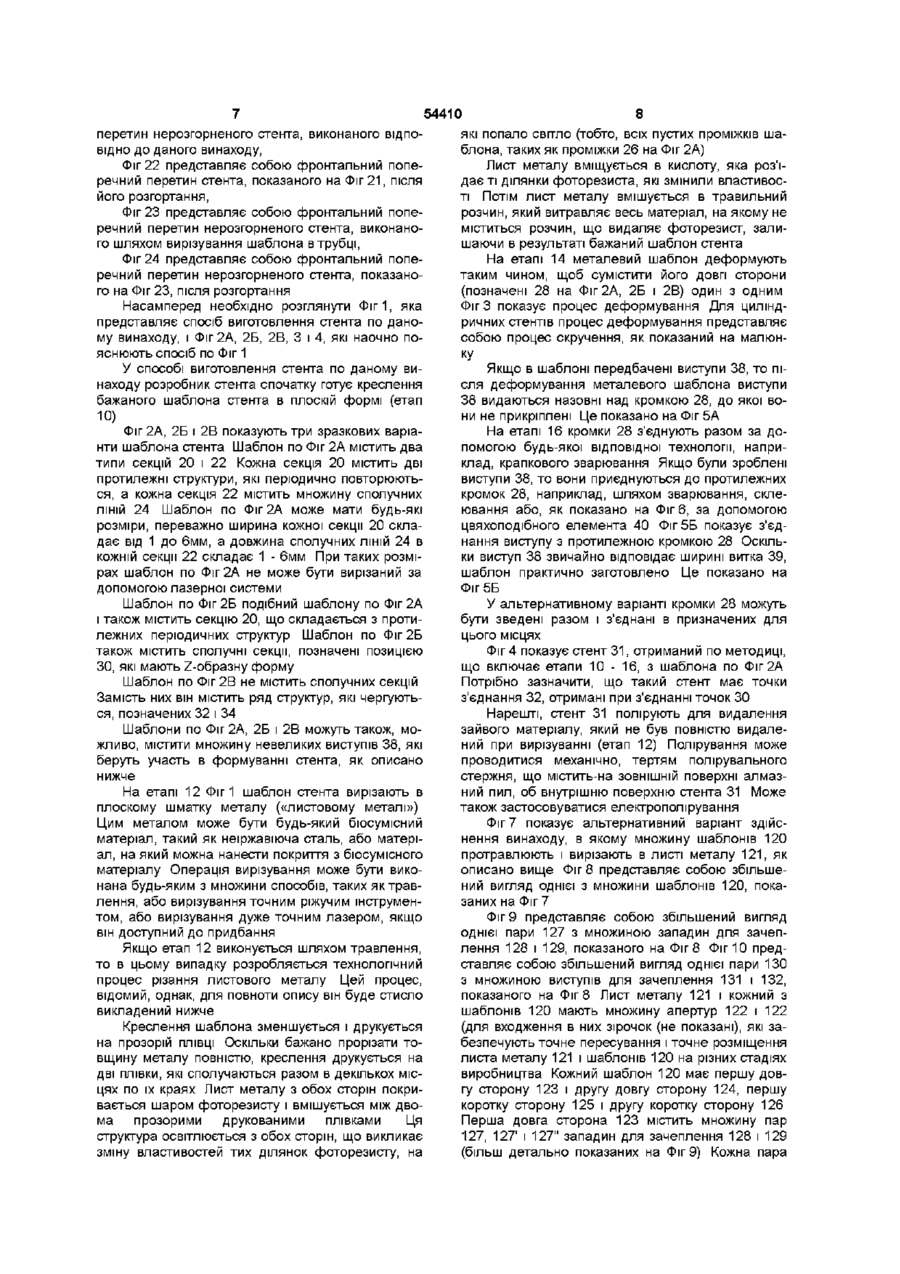
1 Спосіб виготовлення стента, що розгортається, який включає вирізування шаблона стента і його деформування з утворенням стента, який відрізняється тим, що включає наступні етапи а) вирізування множини шаблонів стента в плоскому листі металу, при цьому кожний згаданий шаблон має першу довгу сторону і другу довгу сторону, де згадана перша довга сторона містить множину пар пазів для зачеплення, згадана друга довга сторона містить множину пар виступів для зачеплення, і згадана множина пар пазів для зачеплення розташована практично навпроти згаданої множини пар виступів для зачеплення, кожна із згаданої множини пар пазів для зачеплення містить перший паз для зачеплення і другий паз для зачеплення, згадані пази для зачеплення мають такі розміри і розташування, щоб входити в контакт із згаданими виступами для зачеплення при деформуванні згаданого шаблона і скручуванні його в трубчасту форму, кожна пара згаданих пазів для зачеплення містить перемичку, розташовану між згаданим першим пазом для зачеплення і згаданим другим пазом для зачеплення, б) виготовлення в згаданому плоскому листі металу множини орієнтовних апертур, в) деформування згаданого шаблона з наданням йому трубчастої форми, так що згадані пари пазів для зачеплення входять в контакт в згаданими парами виступів для зачеплення, г) розрізання згаданої перемички і д) скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення, що увійшов в нього для формування згаданого стента, який розгортається 2 Спосіб по п 1, який відрізняється тим, що етап розрізання згаданої перемички проводять з використанням лазера 3 Спосіб по п 1, який відрізняється тим, що етап скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення проводять з використанням зварювання 4 Спосіб по п 3, який відрізняється тим, що етап скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення проводять з виконанням зварювального шва, зміщеного відносно того місця, де здійснюється контакт згаданих пазів для зачеплення і згаданих виступів для зачеплення 5 Спосіб по п 4, який відрізняється тим, що згаданий зварювальний шов зміщений приблизно на 0,01мм відносно того місця, де здійснюється контакт згаданих пазів для зачеплення і згаданих виступів для зачеплення 6 Спосіб по п 3, який відрізняється тим, що згадане зварювання являє собою точкове зварювання 7 Спосіб по п 6, який відрізняється тим, що використовують множину точкових зварювань 8 Спосіб по п 7, який відрізняється тим, що використовують 5 точкових зварювань 9 Спосіб по п 1, який відрізняється тим, що етап скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення проводять з використанням склеювання 10 Спосіб по п 1, який відрізняється тим, що етап скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення проводять з використанням цвяхоподібного елемента 11 Спосіб по п 1, який відрізняється тим стент виготовляють з можливістю розширення, де стент має подовжній просвіт, при цьому практично жодна частина згаданого стента не виступає в згаданий подовжній просвіт після розгортання згаданого стента в напрямі до внутрішньої стінки судини 12 Спосіб виготовлення стента, що розгортається, який включає вирізування шаблона стента і його деформування з утворенням стента, який відрізняється тим, що включає наступні етапи а) вирізування множини шаблонів стента в плоскому листі металу, при цьому кожний згаданий шаблон містить множину гнучких взаємопов'язаних ділянок, кожна із яких включає а) перший елемент, що має подовжній компонент з О Ю 54410 першим кінцем і другим кінцем, шити згадану змінну подовжню відстань між б) другий елемент, що має подовжній компонент з згаданим першим і згаданим другим кінцями згапершим кінцем і другим кінцем, даного другого гнучкого компенсаційного елемента в) третій елемент, що має подовжній компонент з або гнучкого зв'язку для компенсації зменшення першим кінцем і другим кінцем, подовжнього компонента згаданих першого, другог) четвертий елемент, що має подовжній компого, третього і четвертого елементів і значного знинент з першим кінцем і другим кінцем, ження попереднього скорочення згаданого стента д) першу петлю, яка утворює перший кут, розташопісля його розгортання, вану між згаданим першим кінцем згаданого першопри цьому кожний згаданий шаблон має першу го елемента і згаданим першим кінцем згаданого довгу сторону і другу довгу сторону, де згадана другого елемента, перша довга сторона містить множину пар пазів для зачеплення, згадана друга довга сторона місє) другу петлю, яка утворює другий кут, розташоватить множину пар виступів для зачеплення, і згану між згаданим другим кінцем згаданого третього дана множина пар пазів для зачеплення розташоелемента і згаданим другим кінцем згаданого четвана практично навпроти згаданої множини пар вертого елемента і розміщується практично навиступів для зачеплення, кожна із згаданої множивпроти першої петлі, ни пар пазів для зачеплення містить перший паз ж) перший гнучкий компенсаційний елемент або для зачеплення і другий паз для зачеплення, згагнучкий зв'язок, що має перший кінець і другий кідані пази для зачеплення мають такі розміри і рознець і розташований між згаданим першим елементашування, щоб входити в контакт із згаданими том і згаданим третім елементом, при цьому згадавиступами для зачеплення при деформуванні зганий перший кінець згаданого першого гнучкого даного шаблона і скручуванні його в трубчасту компенсаційного елемента або гнучкого зв'язку форму, кожна пара згаданих пазів для зачеплення сполучається із згаданим другим кінцем згаданого містить перемичку, розташовану між згаданим першого елемента, а згаданий другий кінець згадапершим пазом для зачеплення і згаданим другим ного першого гнучкого компенсаційного елемента пазом для зачеплення, або гнучкого зв'язку сполучається із згаданим першим кінцем згаданого третього елемента, а згадаб) деформування згаданого шаблона з наданням ний перший і згаданий другий КІНЦІ розташовані на йому трубчастої форми, так що згадані пари пазів ЗМІННІЙ відстані один від одного вздовж подовжньої для зачеплення входять в контакт в згаданими осі, парами виступів для зачеплення, з) другий гнучкий компенсаційний елемент або в) розрізання згаданої перемички, і гнучкий зв'язок, що має перший кінець і другий г) скріплення кожного із згаданих пазів для зачепкінець і розташований між згаданим другим елелення з виступом для зачеплення, що увійшов в ментом і згаданим четвертим елементом, при нього для формування згаданого стента, який розцьому згаданий перший кінець згаданого другого гортається гнучкого компенсаційного елемента або гнучкого 13 Спосіб по п 12, який відрізняється тим, що зв'язку сполучається із згаданим другим кінцем включає додатковий етап виготовлення в згадазгаданого другого елемента, а згаданий другий ному листі множини орієнтовних апертур кінець згаданого другого гнучкого компенсаційного 14 Спосіб по п 12, який відрізняється тим, що елемента або гнучкого зв'язку сполучається із згазгадана перша петля, згадана друга петля, згададаним першим кінцем згаданого четвертого елений перший гнучкий компенсаційний елемент і мента, а згаданий перший і згаданий другий КІНЦІ згаданий другий гнучкий компенсаційний елемент розташовані на ЗМІННІЙ відстані один від одного ширше, ніж згадані перший, другий, третій і четвевздовж подовжньої осі, причому перший і другий ртий елементи гнучкі компенсаційні елементи або гнучкі зв'язки 15 Спосіб по п 14, який відрізняється тим, що мають різну здатність розтягуватися або стискувазгаданий перший і згаданий другий компенсаційні тися, коли згаданий стент згинається по кривій елементи ширше, ніж згадані перший, другий, трелінії відносно подовжньої осі апертури, і тій і четвертий елементи, а згадана перша і згадана друга петлі ширше, ніж згаданий перший і згаі) згаданий перший, згаданий другий, згаданий даний другий компенсаційні елементи третій і згаданий четвертий елементи, згадана перша і згадана друга петлі, а також згадані пер16 Спосіб по п 15, який відрізняється тим, що ший і другий гнучкі компенсаційні елементи або згадані перша і друга петлі мають ширину приблигнучкі зв'язки розташовані таким чином, що при зно на 40% більше, ніж ширина згаданих першого, розгортанні згаданого стента відстань між згададругого, третього і четвертого елементів, а ширина ними першим і другим гнучкими компенсаційними згаданого першого і другого компенсаційних елеелементами або гнучкими зв'язками збільшується, ментів приблизно на 20% більше, ніж згаданих а подовжній компонент згаданих першого, другого, першого, другого, третього і четвертого елементів третього і четвертого елементів зменшується, в 17 Спосіб по п 12, який відрізняється тим, що той час як згадані перша і друга петлі залишаютьетап розрізання згаданої перемички проводять з ся практично навпроти одна одної, КІНЦІ згаданих використанням лазера першого і другого гнучких компенсаційних елемен18 Спосіб по п 12, який відрізняється тим, що тів або гнучких зв'язків відкриті таким чином, щоб етап скріплення кожного із згаданих пазів для зазбільшити згадану змінну подовжню відстань між чеплення з виступом для зачеплення проводять з згаданим першим і згаданим другим кінцями згавикористанням зварювання даного першого гнучкого компенсаційного елемен19 Спосіб по п 18, який відрізняється тим, що та або гнучкого зв'язку і таким чином, щоб збільетап скріплення кожного із згаданих пазів для за 54410 чеплення з виступом для зачеплення проводять з виконанням зварювального шва, зміщеного відносно того місця, де здійснюється контакт згаданих пазів для зачеплення і згаданих виступів для зачеплення 20 Спосіб по п 19, який відрізняється тим, що згаданий зварювальний шов зміщений приблизно на 0,01мм відносно того місця, де здійснюється контакт згаданих пазів для зачеплення і згаданих виступів для зачеплення 21 Спосіб по п 18, який відрізняється тим, що згадане зварювання являє собою точкове зварювання 22 Спосіб по п 21, який відрізняється тим, що використовують множину точкових зварювань 23 Спосіб по п 22, який відрізняється тим, що Цей винахід відноситься взагалі до способів виготовлення стентів Стенти вже ВІДОМІ в даній області Звичайно вони складаються з циліндричної металевої сітки, яка може розгортатися під впливом внутрішнього тиску У альтернативному варіанті вони можуть складатися з дроту, згорненого у вигляді циліндра Як описано у патенті США 4,776,337, Palmaz, циліндричну форму металевих гратів отримують шляхом лазерного різання тонкостінної металевої трубки Лазер зрізає з трубки усе окрім прямих і кривих контурів сітки Спосіб по патенту США 4,776,337 застосовується для відносно великої різноманітності форм сітки і для сіток, контури яких відносно широкі Однак, для більш тонких та/або складних форм розмір променя лазера дуже великий Таким чином, завданням цього винаходу є створення способу виготовлення стента, за допомогою якого можна отримувати стенти відносно тонких та/або складних конструкцій Спосіб включає, по-перше, створення плоского варіанту бажаного шаблона стента з шматка тонкого листа металу Плоский шаблон може бути отриманий за допомогою будь-якої відповідної технологи, такою як витравлення контуру на листі металу або шляхом вирізування дуже тонким лазерним променем, якщо він доступний для придбання, або по будь-якій ІНШІЙ технології Після розрізання листа металу він деформується таким чином, щоб його краї співпали Для створення циліндричного стента з плоского, приблизно прямокутного металевого шаблона, плоский метал згортають таким чином, щоб його краї співпали Суміщені краї з'єднують, наприклад, крапковим зварюванням Після цього стент полірують механічним або електрохімічним способом Більш повне уявлення про даний винахід дає нижченаведений докладний опис в поєднанні з малюнками, на яких Фіг 1 зображує блок-схему способу виготовлення стента по даному винаходу, Фіг2А, 2Б і 2В представляють три різні шаблони стента для витравлення, у ВІДПОВІДНОСТІ З ФІГ 1, в плоскому листі металу, 6 використовують 5 точкових зварювань 24 Спосіб по п 12, який відрізняється тим, що етап скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення проводять з використанням склеювання 25 Спосіб по п 12, який відрізняється тим, що етап скріплення кожного із згаданих пазів для зачеплення з виступом для зачеплення проводять з використанням цвяхоподібного елемента 26 Спосіб по п 12, який відрізняється тим, що згаданий стент виготовляють з можливістю розширення, де стент має подовжній просвіт, при цьому практично жодна частина згаданого стента не виступає в згаданий подовжній просвіт після розгортання згаданого стента в напрямі до внутрішньої стінки судини Фіг 3 зображує ізометричний вигляд деформованого стента, пояснюючий спосіб по Фіг 1, Фіг 4 зображує ізометричний вигляд стента, отриманого способом по Фіг 1, Фіг5А і 5Б зображують вигляд збоку і вигляд зверху, ВІДПОВІДНО, розміщення з'єднань в стенті по Фіг 4, Фіг 6 зображує вигляд збоку розміщення одного з'єднання в стенті по Фіг 4, яке виконане подібно цвяховому з'єднанню Фіг 7 показує шматок листового металу з множиною шаблонів, виконаних ВІДПОВІДНО ДО винахоДУ, Фіг 8 показує деталізований вигляд одного з шаблонів по винаходу, показаних на Фіг 7, Фіг 9 показує деталізований вигляд пари западин для зачеплення, показаних на Фіг 8, Фіг 10 показує деталізований вигляд пари виступів для зачеплення, показаних на Фіг 8, Фіг 11 показує западини і виступи для зачеплення по Фіг 9 і 10, в положенні зачеплення, Фіг 12 показує зварювальний шов, що виготовляють у ВІДПОВІДНОСТІ з винаходом, Фіг 13 являє собою деталізований вигляд зварювального шва, показаного на Фіг 12, Фіг 14 являє собою деталізований вигляд чарунки стента, виконаної ВІДПОВІДНО ДО даного винаходу, Фіг 15 являє собою деталізований вигляд чарунки, виконаної ВІДПОВІДНО доданого винаходу, Фіг 16 являє собою деталізований вигляд чарунки стента, виконаної ВІДПОВІДНО ДО даного винаходу, Фіг 17 представляє собою збільшений вигляд чарунки, показаної на Фіг 16, Фіг 18 представляє собою поперечний перетин подовжнього елемента стента, сконструйованого ВІДПОВІДНО до даного винаходу, Фіг 19 представляє собою поперечний перетин стента, сконструйованого ВІДПОВІДНО ДО даного винаходу, Фіг 20 представляє собою трьохмірний вигляд стента, сконструйованого ВІДПОВІДНО ДО даного винаходу, Фіг 21 являє собою фронтальний поперечний 54410 8 які попало світло (тобто, всіх пустих проміжків шаперетин нерозгорненого стента, виконаного ВІДПОблона, таких як проміжки 26 на Фіг 2А) ВІДНО до даного винаходу, Лист металу вміщується в кислоту, яка роз'їФіг 22 представляє собою фронтальний попедає ті ділянки фоторезиста, які змінили властивосречний перетин стента, показаного на Фіг 21, після ті Потім ЛИСТ металу вмішується в травильний його розгортання, розчин, який витравляє весь матеріал, на якому не Фіг 23 представляє собою фронтальний попеміститься розчин, що видаляє фоторезист, залиречний перетин нерозгорненого стента, виконаношаючи в результаті бажаний шаблон стента го шляхом вирізування шаблона в трубці, Фіг 24 представляє собою фронтальний попеНа етапі 14 металевий шаблон деформують речний перетин нерозгорненого стента, показанотаким чином, щоб сумістити його довгі сторони го на Фіг 23, після розгортання (позначені 28 на Фіг2А, 2Б і 2В) один з одним Фіг 3 показує процес деформування Для циліндНасамперед необхідно розглянути Ф і г 1 , яка ричних стентів процес деформування представляє представляє спосіб виготовлення стента по данособою процес скручення, як показаний на малюнму винаходу, і Фіг2А, 2Б, 2В, 3 і 4, які наочно поку яснюють спосіб по Фіг 1 У способі виготовлення стента по даному виЯкщо в шаблоні передбачені виступи 38, то пінаходу розробник стента спочатку готує креслення сля деформування металевого шаблона виступи бажаного шаблона стента в плоскій формі (етап 38 видаються назовні над кромкою 28, до якої во10) ни не прикріплені Це показано на Фіг 5А Фіг2А, 2Б і 2В показують три зразкових варіаНа етапі 16 кромки 28 з'єднують разом за донти шаблона стента Шаблон по Фіг 2А містить два помогою будь-якої відповідної технологи, напритипи секцій 20 і 22 Кожна секція 20 містить дві клад, крапкового зварювання Якщо були зроблені протилежні структури, які періодично повторюютьвиступи 38, то вони приєднуються до протилежних ся, а кожна секція 22 містить множину сполучних кромок 28, наприклад, шляхом зварювання, склеЛІНІЙ 24 Шаблон по Фіг2А може мати будь-які ювання або, як показано на Фіг 6, за допомогою розміри, переважно ширина кожної секції 20 склацвяхоподібного елемента 40 Фіг5Б показує з'єддає від 1 до 6мм, а довжина сполучних ЛІНІЙ 24 в нання виступу з протилежною кромкою 28 Оскількожній секції 22 складає 1 - 6мм При таких розміки виступ 38 звичайно відповідає ширині витка 39, рах шаблон по Фіг2А не може бути вирізаний за шаблон практично заготовлено Це показано на допомогою лазерної системи Фіг5Б Шаблон по Фіг2Б подібний шаблону по Фіг2А У альтернативному варіанті кромки 28 можуть і також містить секцію 20, що складається з протибути зведені разом і з'єднані в призначених для лежних періодичних структур Шаблон по Фіг2Б цього місцях також містить сполучні секції, позначені позицією Фіг 4 показує стент 31, отриманий по методиці, ЗО, які мають Z-образну форму що включає етапи 10 - 16, з шаблона по Фіг2А Потрібно зазначити, що такий стент має точки Шаблон по Фіг 2В не містить сполучних секцій з'єднання 32, отримані при з'єднанні точок ЗО Замість них він містить ряд структур, які чергуються, позначених 32 і 34 Нарешті, стент 31 полірують для видалення зайвого матеріалу, який не був повністю видалеШаблони по Фіг2А, 2Б і 2В можуть також, моний при вирізуванні (етап 12) Полірування може жливо, містити множину невеликих виступів 38, які проводитися механічно, тертям полірувального беруть участь в формуванні стента, як описано стержня, що містить-на ЗОВНІШНІЙ поверхні алмазнижче ний пил, об внутрішню поверхню стента 31 Може На етапі 12 Фіг 1 шаблон стента вирізають в також застосовуватися електрополірування плоскому шматку металу («листовому металі») Цим металом може бути будь-який бюсумісний Фіг 7 показує альтернативний варіант здійсматеріал, такий як неіржавіюча сталь, або матерінення винаходу, в якому множину шаблонів 120 ал, на який можна нанести покриття з бюсумісного протравлюють і вирізають в листі металу 121, як матеріалу Операція вирізування може бути викоописано вище Фіг 8 представляє собою збільшенана будь-яким з множини способів, таких як травний вигляд однієї з множини шаблонів 120, покалення, або вирізування точним ріжучим інструмензаних на Фіг 7 том, або вирізування дуже точним лазером, якщо Фіг 9 представляє собою збільшений вигляд він доступний до придбання однієї пари 127 з множиною западин для зачеплення 128 і 129, показаного на Фіг 8 Фіг 10 предЯкщо етап 12 виконується шляхом травлення, ставляє собою збільшений вигляд однієї пари 130 то в цьому випадку розробляється технологічний з множиною виступів для зачеплення 131 і 132, процес різання листового металу Цей процес, показаного на Фіг 8 Лист металу 121 і кожний з відомий, однак, для повноти опису він буде стисло шаблонів 120 мають множину апертур 122 і 122 викладений нижче (для входження в них зірочок (не показані), які заКреслення шаблона зменшується і друкується безпечують точне пересування і точне розміщення на прозорій ПЛІВЦІ Оскільки бажано прорізати толиста металу 121 і шаблонів 120 на різних стадіях вщину металу повністю, креслення друкується на виробництва Кожний шаблон 120 має першу довдві плівки, які сполучаються разом в декількох місгу сторону 123 і другу довгу сторону 124, першу цях по їх краях Лист металу з обох сторін покрикоротку сторону 125 і другу коротку сторону 126 вається шаром фоторезисту і вмішується між двоПерша довга сторона 123 містить множину пар ма прозорими друкованими плівками Ця 127, 127' і 127" западин для зачеплення 128 і 129 структура освітлюється з обох сторін, що викликає (більш детально показаних на Фіг 9) Кожна пара зміну властивостей тих ділянок фоторезисту, на 54410 10 яких має перший осьовий кінець 77 і другий осьовий кінець 78 Кожний осередок 50 також має першу осьову вершину 100, розташовану у першого осьового кінця 77, і другу осьову вершину 104, розташовану у другого осьового кінця 78 Кожний осередок 50 також включає перший елемент 51, що має подовжній компонент з першим кінцем 52 і другим кінцем 53, другий елемент 54, що має подовжній компонент з першим кінцем 55 і другим кінцем 56, третій елемент 57 який має подовжній компонент з першим кінцем 58 і другим кінцем 59, і четвертий елемент 60, який має подовжній компонент з першим кінцем 61 і другим кінцем 62 Стент також включає першу петлю 63, створюючу перший кут 64, яка розташована між першим кінцем 52 першого елемента 51 і першим кінцем 55 другого елемента 54 Друга петля 65, яка створює другий кут 66, розташована між другим кінцем 59 третього елемента 57 і другим кінцем 62 четвертого елемента 60 і розміщується практично навпроти першої петлі 63 Перший гнучкий компенсаційний елемент або гнучкий зв'язок 67, який має перший кінець 68 і другий кінець 69, розташовано між першим елементом 51 і третім елементом 57, при цьому перший кінець 68 першого гнучкого компенсаційного елементу або гнучкого зв'язку 67 з'єднується з другим кінцем 53 першого елемента 51, а другий кінець 69 першого гнучкого компенсаційного елемента або гнучкого зв'язку 67 з'єднується з першим кінцем 58 третього елемента 57 Перший кінець 68 і другий кінець 69 розташовані на ЗМІННІЙ відстані 70 один від одного вздовж подовжньої осі Другий гнучкий компенсаційний елемент 71, що має перший кінець 72 і другий кінець 73, розташований між другим елементом 54 і четвертим елементом 60 Перший кінець 72 другого гнучкого компенсаційного елемента або гнучкого зв'язку 71 з'єднується з другим кінцем 56 другого елемента 54, а другий кінець 73 другого гнучкого компенсаційного елемента або гнучкого зв'язку 71 з'єднується з першим кінцем 61 четвертого елемента 60 Перший кінець 72 і другий кінець 73 розташовані на ЗМІННІЙ відстані 74 один від одного вздовж подовжньої осі У переважному варіанті здійснення перший і другий гнучкі компенсаційні елементи або гнучкі зв'язки 67 і 71 дугоподібні Перший і другий гнучкі компенсаційні елементи або гнучкі зв'язки 67 і 71 володіють різною здатністю розтягуватися або стискуватися, коли стент згинається по кривій лінії відносно подовжньої осі 79 апертури 80 (Показано на Фіг 20) Перший елемент 51, другий елемент 54, третій елемент 57 і четвертий елемент 60, перша петля 63 і друга петля 65, а також перший гнучкий компенсаційний елемент або гнучкий зв'яФіг 13 представляє собою збільшений вигляд зок 67 і другий гнучкий компенсаційний елемент області зварювання,, показаної на Фіг 12 У переабо гнучкий зв'язок 71 розташовані таким чином, важному варіанті здійснення зварювальний шов що при розгортанні стента відстань між першим зміщений відносно точки контакту западини для гнучким компенсаційним елементом або гнучким зачеплення і виступу для зачеплення У найбільш зв'язком 67 і другим гнучким компенсаційним елепереважному варіанті зварювальний шов зміщементом або гнучким зв'язком 71 збільшується, а ний приблизно на 0,01 мм подовжній компонент першого елемента 51, другоФіг 14 являє собою деталізований вигляд шаго елемента 54, третього елемента 57 і четвертого блона, показаного на Фіг 8 Як показано на Фіг 14 і елемента 60 зменшується, в той час як перша 20, винахід може бути також описаний як розгорпетля 63 і друга петля 65 залишаються практично таємий стент який обкреслює подовжню апертуру навпроти один одного, КІНЦІ 68 і 69 першого гнучко80, яка має подовжню вісь або протяжність 79 і го компенсаційного елемента або гнучкого зв'язку вісь кола або протяжність 105, який включає множину гнучких сполучених осередків 50, кожна з 127, 127' і 127" западин для зачеплення містить першу западину 128 і другу западину 129 Друга довга сторона 124 містить множину пар 130, 130' і 130" виступів для зачеплення (більш детально показаних на Фіг 10) Кожна пара 130, 130' і 130" виступів для зачеплення має перший виступ 131 і другий виступ 132 Пари виступів для зачеплення 130, 130' і 130" розташовуються практично навпроти пар западин для зачеплення 127, 127' і 127" Западини для зачеплення 128 і 129 мають таку конфігурацію і розташування, щоб приймати і входити в зачеплення з виступами 131 і 132 таким чином, щоб підтримувати поєднання пругів стента при деформуванні шаблона 120 і скрученні листового металу, тобто, щоб перша довга сторона 123 і друга довга сторона 124 співпадали один з одним з утворенням трубки, як показано на Фіг 19 і 20 Між КОЖНОЮ парою 127, 127' і 127" западин для зачеплення 128 і 129 розташований місток 133 з матеріалу Цей місток 133 додає додаткову стабільність і полегшує поєднання пругів при виробництві стента, а також додає додаткову МІЦНІСТЬ зварювальним швам готового стента, як це описано нижче Після скручення листа в трубчастий стент і поєднання западин 128 і 129 з виступами 131 і 132 вводять в дію спеціальний пристрій (не показано) для підтримки поєднання, і місток 133 розрізається на дві практично рівні частини Місток 133 може бути розрізаний різними способами, добре відомими фахівцям в даній області, однак, в переважному варіанті використовується лазер Западина для зачеплення 128 зварюється з виступом для зачеплення 131, а западина для зачеплення 129 зварюється з виступом для зачеплення 132, як показано на Фіг 12 і 13 Це можна здійснити різними способами, добре відомими фахівцям в даній області, однак, в переважному варіанті використовується множина крапкових зварок У найбільш переважному варіанті кожний зварювальний шов включає біля п'яти крапкових зварок, як показано на Фіг 12 І 13 Тепло, що продуцується при зварюванні, розплавляє матеріал розрізаного містка 133, і цей розплавлений матеріал всмоктується в напрямі западини для зачеплення 128 або 129, до якої матеріал прикріплений, і затікає в область, що зварюється, між западиною і виступом для зачеплення, де матеріал додаткового містка стає частиною зварювального шва і додає йому додаткову МІЦНІСТЬ Потім стент може бути відполірований, як описаний раніше 12 11 54410 67 і КІНЦІ 72 і 73 другого гнучкого компенсаційного Фіг 21 являє собою фронтальний поперечний елемента або гнучкого зв'язку 71 відкриті таким перетин по лінії А-А нерозгорненого стента, викочином, щоб збільшити змінну подовжню відстань наного по винаходу і показаного на Фіг 20 Нероз70 між першим кінцем 68 і другим кінцем 69 пергорнений стент 200 на Фіг 21 показаний розміщешого гнучкого компенсаційного елемента або гнучним всередині просвіту 202 кровоносної судини кого зв'язку 67 і таким чином, щоб збільшити змін201 перед розгортанням Як згадувалося вище, ну подовжню відстань 74 між першим кінцем 72 і цей стент виготовлений шляхом вирізування шабдругим кінцем 73 другого гнучкого компенсаційного лона в плоскому шматку листового металу і потім елемента або гнучкого зв'язку 71 Це компенсує скручення листа металу в трубку з утворенням зменшення подовжнього компонента першого трубчастого стента Як показано на Фіг 21, після елемента 51, другого елемента 54, третього елескручення перший і другий гнучкі компенсаційні мента 57 і четвертого елемента 60 і значно знижує елементи 67 і 71 нерозгорненого стента мають попереднє скорочення стента після його розгортенденцію до «розширення назовні» відносно потання Після розгортання перший гнучкий компендовжньої осі або просвіту стента Таким чином, саційний елемент або гнучкий зв'язок 67 і другий гнучкі компенсаційні елементи 67 і 71 визначають гнучкий компенсаційний елемент або гнучкий зв'яЗОВНІШНІ діаметри, які більше ЗОВНІШНІХ діаметрів, зок 71 додають опору трубчастому органу, що що визначаються іншими ділянками стента Фіг 22 оперується показує стент по Фіг 21 після його розгортання в просвіті, проти внутрішньої стінки кровоносної суФіг 15 показує розміри найбільш переважного дини Як показано на Фіг 22, після розгортання варіанту здійснення даного винаходу Місця пронерозгорненого стента у напрямі до стінки кровогину, тобто перша і друга петлі 63 і 65 і перший і носної судини стінки судини чинять механічний другий компенсаційні елементи 67 і 71, робляться тиск на перший і другий гнучкі компенсаційні елеширшими, ніж перший, другий, третій і четвертий менти 67 і 71, і компенсаційні елементи переміелементи 51, 54, 57 і 60, так що зусилля прогину щаються до подовжньої осі або просвіту стента після розгортання стента розподіляється по роздоти, поки не станеться їх вирівнювання з іншими ширеній площі Місця прогину можуть бути зробділянками стента Таким чином, просвіт розгорнелені ширшим, ніж перший, другий, третій і четверного стента має практично круглу форму поперечтий елементи, на різні величини, так що прогин ного перетину, без яких небудь виступів всередину буде відбуватися на більш вузьких ділянках, напросвіту або у напрямі до подовжньої осі розгорсамперед, із-за зниженого опору У переважному неного стента варіанті перший і другий компенсаційні елементи ширше, ніж перший, другий, третій і четвертий Фіг 23 подібна Фіг 21, за винятком того, що елементи, а перша і друга петлі ширше, ніж першаблон в даному випадку вирізаний в трубчастому ший і другий компенсаційні елементи Одна з пеелементі з використанням звичайних способів виреваг таких розмірів першої і другої петель, коли готовлення стентів Як показано на Фіг 23, гнучкі вони ширше, ніж перший і другий компенсаційні компенсаційні елементи не розширяються назовні елементи, полягає в тому, стент буде значною від подовжньої осі нерозгорненого стента 203 Пімірою компенсувати попереднє скорочення по мірі сля розгортання стента, показаного на Фіг 23, в його розгортання У варіанті виконання, показанонапрямі до стінок кровоносної судини 201 перший і му на Фіг 15, перший, другий, третій і четвертий другий гнучкі компенсаційні елементи 67' і 71' праелементи 51, 54, 57 і 60 мають ширину біля 0,1мм гнуть до «розширення всередину» відносно проПерша і друга петлі 63 і 65 мають ширину біля світу 204 розгорненого стента 203 і виступають в 0,14мм Перший і другий компенсаційні елементи цей просвіт 67 і 71 мають потовщені ділянки 75 і 76 з шириною Фіг 24 показує стент 203 по Фіг 23 після його біля 0,12мм Таким чином, в цьому найбільш перозгортання в просвіті 204, кровоносної судини реважному варіанті перша і друга петлі мають ши201 Гнучкі компенсаційні елементи 67' і 71' не вирину, яка приблизно на 40% більше ширини перрівнюються з іншими ділянками стента і утворять шого, другого, третього і четвертого елементів, а діаметр, який менше діаметра інших ділянок стенперший і другий гнучкі компенсаційні елементи та Виступи, що утворюються всередину просвіту мають ширину приблизно на 20% більше ширини стента створюють завихрення в рідині, поточній першого, другого, третього і четвертого елементів вздовж осі розгорненого стента, і можуть викликати виникнення тромбу Фіг 1 6 - 2 0 показують деталі стента, сконструйованого по винаходу Фахівцям повинне бути ясно, що даний винахід не обмежується описаними і показаними вище Ще одна перевага даного винаходу показана варіантами Область, що охоплюється винаходом, на Фіг 21 - 24 Для простоти розміри і міри зміщенвизначається тільки пунктами формули винаходу ня компонентів стентів, показаних на Фіг 21 - 24, навмисно перебільшені 13 14 54410 Розробка конструкції плоского шаблона Вирізування шаблона плоскому листі металу Деформування листа поєднання країв в для, З'єднання країв як мінімум в . одній точці Полірування стента ФІГ.1 3d 38 ФІГ.2А ФІГ.2Б 54410 15 ЗІ 16 т ЗІ 28 3§ ФІГ.2С 28. 38. 38 38 ФІГ.З Фіг.4 38 г -38 54410 17 18 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for fabricating expanding stent
Назва патенту російськоюСпособ изготовления стента
МПК / Мітки
МПК: A61M 29/00
Мітки: варіанти, виготовлення, стента, спосіб
Код посилання
<a href="https://ua.patents.su/12-54410-sposib-vigotovlennya-stenta-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення стента (варіанти)</a>
Стент, який розгортається (варіанти), і лист для виготовлення стента
Номер патенту: 52599
Опубліковано: 15.01.2003
Автори: Ріхтер Якоб, Йарон Іра
МПК: A61M 29/00
Мітки: варіанти, лист, розгортається, виготовлення, стента, стент
Формула / Реферат:
1. Лист для виготовлення стента, що має подовжній просвіт з подовжньою віссю, який відрізняється тим, що він містить множину шаблонів стента, при цьому кожний із згаданих шаблонів містить множину гнучких взаємопов'язаних ділянок, кожна з яких включає:а) перший елемент, що має подовжній компонент з першим кінцем і другим кінцем;б) другий елемент, що має подовжній компонент з першим кінцем і другим кінцем;в) третій елемент,...
Установка для виготовлення стента(варіанти)
Номер патенту: 43923
Опубліковано: 15.01.2002
Автор: Ріхтер Якоб
МПК: A61F 2/00, B23K 26/00
Мітки: установка, стента(варіанти, виготовлення
Формула / Реферат:
1. Установка для виготовлення стента, що включає засоби для розміщення плоского листа металу, сердечник, що має у цілому циліндричну зовнішню поверхню, пристрій для встановлення сердечника перед основною поверхнею плоского листа металу і засоби для деформування листа металу, яка відрізняється тим, що засоби для розміщення плоского листа металу, включають платформу, пристосовану для. розміщення плоского листа металу для формування стента, при...
Спосіб установлення стента в стовбурі лівої коронарної артерії в зоні відходження від основної артерії бічної судини
Номер патенту: 41222
Опубліковано: 15.08.2001
Автори: Соколов Максим Юрьйович, Костенко Леонид Миколайович, Соколов Юрий Миколайович
МПК: A61F 2/06, A61M 25/10
Мітки: спосіб, стента, відходження, зони, судині, установлення, коронарної, артерії, лівої, основної, бічної, стовбурі
Формула / Реферат:
Спосіб установлення стента в стовбурі лівої коронарної артерії в зоні відходження від основної артерії бічної судини, що передбачає установлення інтрадюсора, уведення провідникового катетера, використовуючи коронарний провідник, проведення через провідниковий катетер до устя артерії заздалегідь підготовленої системи стент на балоні і проведення її через просвіт артерії в зону ураження до місця імплантації, позиціонування стента, роздування...
Металева деталь (варіанти), спосіб її виготовлення (варіанти)та матеріал для термобар’єрного покриття металевої деталі
Номер патенту: 44780
Опубліковано: 15.03.2002
Автор: Мелоні Майкл Дж.
МПК: C23C 4/10, C23C 14/28, C23C 14/08, C23C 4/12
Мітки: покриття, металева, спосіб, матеріал, металевої, варіанти)та, деталі, деталь, термобар'єрного, виготовлення, варіанти
Формула / Реферат:
1. Металева деталь, що містить металеву основу і термобар'єрне керамічне покриття, яка відрізняється тим, що термобар'єрне керамічне покриття має структуру кубічного пірохлору.2. Металева деталь за п. 1, яка відрізняється тим, що основу виготовлено з металу, який вибрано з групи, що складається з сталі, жароміцних сплавів, сплавів титану та сплавів міді.3. Металева деталь за п. 1 або п. 2, яка відрізняється тим, що термобар’єрне...
Спосіб виготовлення джгута з ацетату целюлози (варіанти), сигаретний фільтр (варіанти)
Номер патенту: 27822
Опубліковано: 16.10.2000
Автори: Клус Хуберт, Хайн Гюнтер
МПК: A24D 3/10
Мітки: варіанти, целюлози, фільтр, сигаретний, джгута, ацетату, виготовлення, спосіб
Текст:
...фильтр, согласно изобретению, выполнен из жгута на основе целлюлозы-(2,5)-ацетата, который содержит разрушающие фильтр добавки, растворимые в воде и трудно растворимые в прядильном растворе. Известный способ можно было бы пояснить следующим сравнительным примером. Сравнительный пример. Был изготовлен целлюлозноацетатный прядильный раствор с содержанием твердого вещества, равного 28 мае. % целлюлозоацетата и 0,5 мае. % двуокиси титана...
Попередній патент: Камера для зберігання стерильних виробів “панмед-2″
Наступний патент: Кристалічна форма n-(4-трифторметилфеніл)-5-метилізоксазол-4-карбоксаміду та спосіб одержання кристалічних форм
Випадковий патент: Кривошипні ножиці з двома ножовими парами для різання катаної штаби