Елемент гальмівного пристрою з композитного матеріалу с/с-sic і спосіб його одержання
Номер патенту: 54452
Опубліковано: 17.03.2003
Автори: Домерг Жан-Марк, Лаксаг Мішель, Джорджес Жан-Мішель
Формула / Реферат
1. Елемент гальмівного пристрою щонайменше з однією робочою поверхнею тертя, виготовлений з композитного матеріалу, що має в своєму складі основу з волокон вуглецю і матрицю щонайменше з однією фазою вуглецю і фазою з карбіду кремнію, який відрізняється тим, що принаймні поблизу цієї робочої поверхні або поблизу кожної робочої поверхні тертя матриця має в собі першу фазу, розташовану поблизу посилюючих волокон і містить піровуглець, отриманий шляхом хімічного осадження з газової фази, другу жароміцну фазу, отриману щонайменше частково за рахунок піролізу матеріалу-попередника в рідкому стані, і фазу карбіду кремнію.
2. Елемент гальмівного пристрою за п. 1, який відрізняється тим, що поблизу робочої поверхні або робочих поверхонь тертя композитний матеріал містить по об'єму 15-35 % волокон вуглецю, 10-55 % першої фази матриці, що містить піровуглець, отриманий шляхом хімічного осадження з газової фази, 2-30 % другої фази матриці жароміцного матеріалу, отриманої щонайменше частково з рідкого попередника і 10-35 % фази карбіду кремнію.
3. Елемент гальмівного пристрою за п. 1 або 2, який відрізняється тим, що перша фаза матриці включає в себе щонайменше один шар з матеріалу, що захищає від окислення.
4. Елемент гальмівного пристрою за будь-яким з пп. 1-3, який відрізняється тим, що друга жароміцна фаза складається з вуглецю.
5. Елемент гальмівного пристрою за будь-яким з пп. 1-3, який відрізняється тим, що друга жароміцна фаза складається з керамічного матеріалу.
6. Елемент гальмівного пристрою за будь-яким з пп. 1-5, який відрізняється тим, що присутня в матриці фаза з карбіду кремнію розповсюджується на обмежену глибину, починаючи від робочої або кожних робочих поверхонь тертя.
7. Гальмівний диск, що має серцевину і щонайменше одну частину з поверхнею тертя, що піддається зносу, який відрізняється тим, що вони виконані згідно з будь-яким із пп. 1-6.
8. Гальмівний диск за п. 7, який відрізняється тим, що його серцевина щонайменше частково виконана з композитного матеріалу, в якому до складу матриці не включена фаза карбіду кремнію.
9. Дискове гальмо, що призначене для використання в гальмівних пристроях на залізничному транспорті та в автомобілях, яке відрізняється тим, що містить щонайменше один диск, виконаний згідно з п. 7 або 8.
10. Дискове гальмо за п. 9, яке відрізняється тим, що його використовують в легкових, спортивних, вантажних автомобілях.
11. Спосіб виготовлення елемента гальмівного пристрою з композитного матеріалу щонайменше з однією робочою поверхнею тертя, що включає виготовлення заготовки з волокон вуглецю з розвиненою системою пор, її ущільнення матрицею, що містить щонайменше одну фазу вуглецю і одну фазу карбіду кремнію, який відрізняється тим, що процес ущільнення заготовки включає в себе перший етап хімічного осадження з газової фази для заповнення 10-55 % об'єму пор першою фазою матриці з піровуглецю, що покриває повністю волокна вуглецю, другий етап ущільнення за рахунок змочування частково ущільненої заготовки в суміші, що містить попередник жароміцного матеріалу в рідкому стані, і перетворення цього попередника шляхом термообробки, і третій етап формування фази матриці з карбіду кремнію щонайменше поблизу однієї робочої або кожної робочої поверхні.
12. Спосіб за п. 11, який відрізняється тим, що виготовляють заготовку, що має об'ємний коефіцієнт заповнення волокнами 15-35 %.
13. Спосіб за п. 11 або 12, який відрізняється тим, що в заготовку до проведення першого етапу ущільнення вводять твердотілий жароміцний наповнювач.
14. Спосіб за будь-яким з пп. 11-13, який відрізняється тим, що на першому етапі ущільнення за рахунок хімічного осадження з газової фази формують першу фазу матриці з піровуглецю і щонайменше один шар матеріалу, що захищає від окислення.
15. Спосіб за будь-яким з пп. 11-14, який відрізняється тим, що на другому етапі ущільнення заповнюють 4-40 % об'єму заготовки жароміцним матеріалом, що отримується з рідкої фази.
16. Спосіб за будь-яким з пп. 11-15, який відрізняється тим, що другий етап ущільнення включає в себе змочування вже частково ущільненої заготовки в суміші, що включає в себе попередник в рідкому стані і що містить щонайменше одну зі сполук, вибраних з ряду смол або дьогтів, які утворюють в результаті піролізу осад вуглецю, і смол, які утворюють в результаті піролізу осад кераміки.
17. Спосіб за п. 16, який відрізняється тим, що до складу речовини для змочування входить також твердотілий наповнювач у вигляді суспензії з порошку вуглецю, кераміки, а також речовина, що захищає від окислення.
18. Спосіб за будь-яким з пп. 11-17, який відрізняється тим, що після другого етапу ущільнення і перед третім етапом здійснюють термообробку при температурі 1800-2850 °С.
19. Спосіб за будь-яким з пп. 11-18, який відрізняється тим, що виконують третій етап ущільнення для заповнення 5-35 % об'єму заготовки карбідом кремнію щонайменше в зонах біля робочої поверхні тертя або біля кожної робочої поверхні.
20. Спосіб за будь-яким з пп. 11-19, який відрізняється тим, що третій етап ущільнення виконують таким чином, щоб довести залишковий об'єм пор у вже ущільненій заготовці до величини, меншої за 10 % об'єму щонайменше поблизу робочої поверхні тертя або біля кожної робочої поверхні.
21. Спосіб за будь-яким з пп. 11-20, який відрізняється тим, що третій етап формування фази матриці з карбіду кремнію включає силіціювання шляхом введення кремнію в розплавленому стані та його реакції з вуглецем, що входить до складу щонайменше однієї з перших двох фаз матриці.
22. Спосіб за п. 21, який відрізняється тим, що силіціювання здійснюють відразу для декількох ущільнених заготовок, розташовуючи їх по черзі з джерелами кремнію, що містять головну фазу на основі кремнію і допоміжну фазу для формування структури, призначеної для утримання розплавленого кремнію і забезпечення його подачі, причому вказані операції виконують за нагріву при температурі, вищій за температуру плавлення кремнію, так, що розплавлений кремній з кожного джерела здатний проникати в прилеглу ущільнену заготовку або кожну з сусідніх ущільнених заготовок.
23. Спосіб за п. 22, який відрізняється тим, що в джерелах кремнію використовують як головну фазу порошкоподібний кремній.
24. Спосіб за п. 22 або 23, який відрізняється тим, що в джерелах кремнію як допоміжну фазу використовують тримірну структуру, що охоплює все джерело кремнію.
25. Спосіб за п. 24, який відрізняється тим, що як тримірну структуру вибирають жорсткий матеріал з чарунками, решітку з волокон і нежорсткий матеріал з чарунками.
26. Спосіб за будь-яким з пп. 21-25, який відрізняється тим, що кількість кремнію, яка вводиться в ущільнену заготовку через робочу поверхню тертя або кожну робочу поверхню, залежить від заданої глибини проникнення при силіціюванні, щоб сформувати фазу матриці з карбіду кремнію на обмеженій глибині, починаючи від рівня робочої поверхні тертя або кожної робочої поверхні.
27. Спосіб за будь-яким з пп. 11-20, який відрізняється тим, що третій етап формування фази матриці з карбіду кремнію виконують шляхом хімічного осадження з газової фази.
28. Спосіб за будь-яким з пп. 11-20, який відрізняється тим, що третій етап формування фази матриці з карбіду кремнію виконують шляхом силіціювання за рахунок подачі при високій температурі газу, що містить кремній.
29. Спосіб за будь-яким з пп. 11-20, який відрізняється тим, що третій етап формування третьої фази матриці з карбіду кремнію виконують шляхом силіціювання при введенні порошку кремнію і термообробки.
30. Спосіб за будь-яким з пп. 11-20, який відрізняється тим, що третій етап формування третьої фази з карбіду кремнію виконують принаймні частково шляхом введення твердотілого наповнювача у вигляді суспензії порошку карбіду кремнію в рідині.
Текст
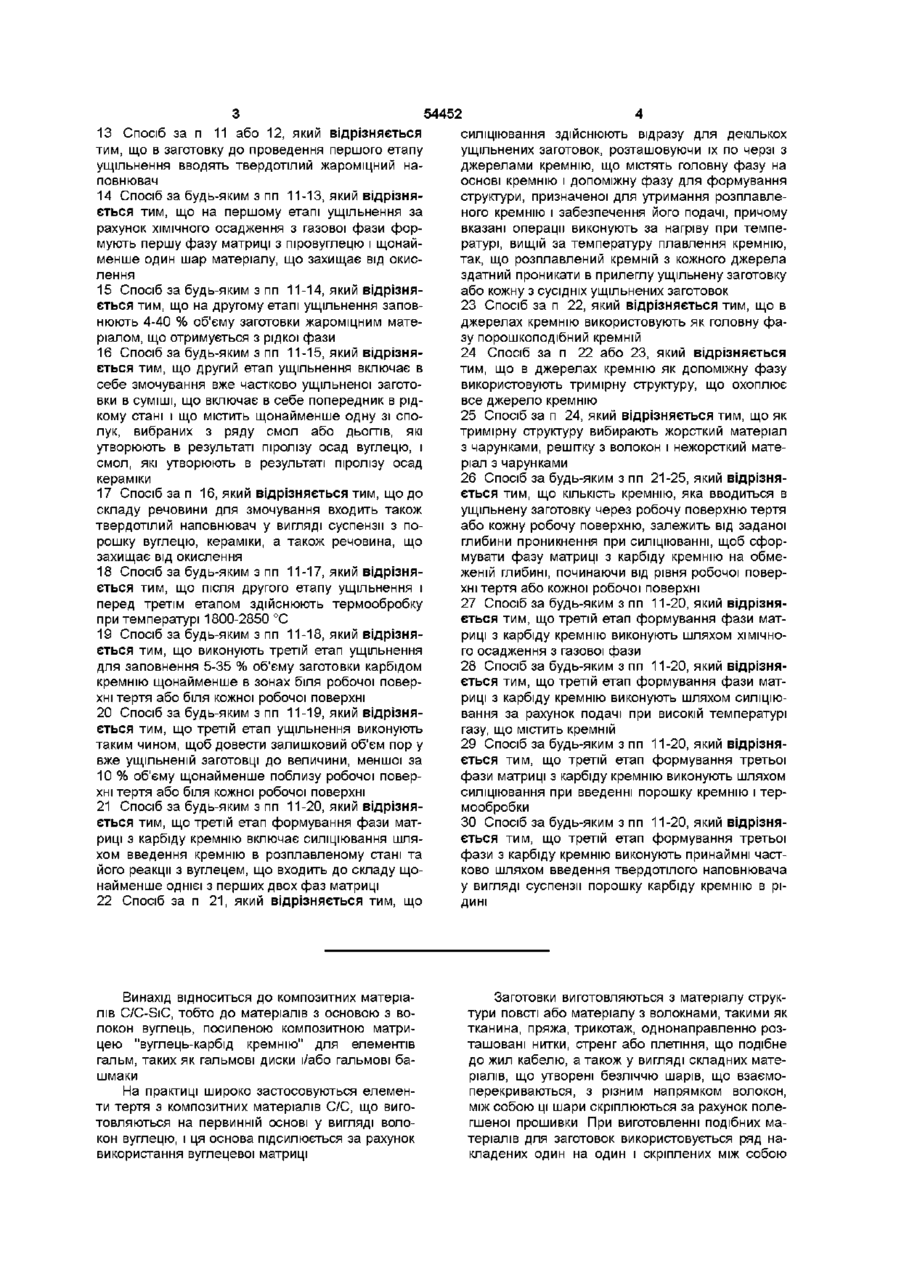
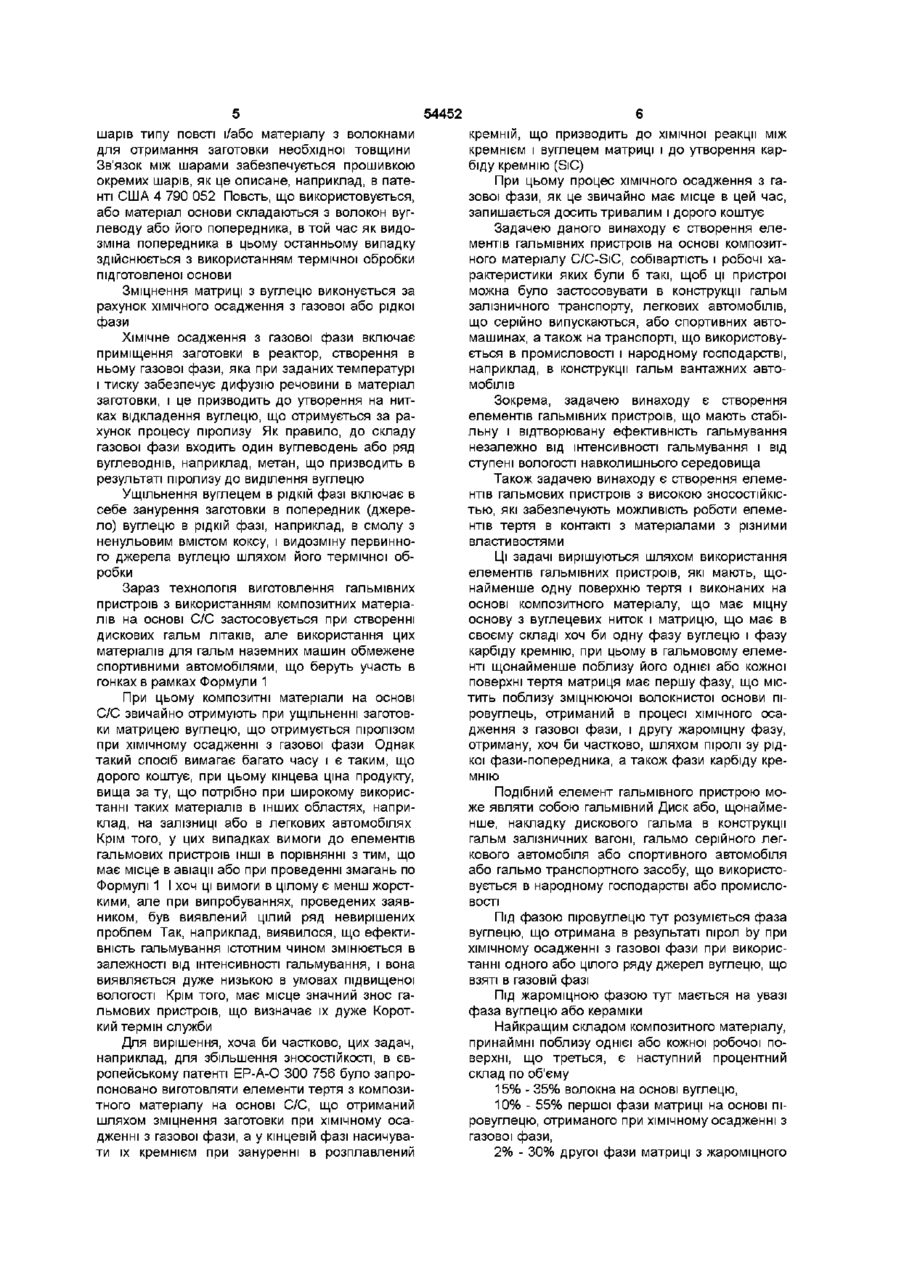
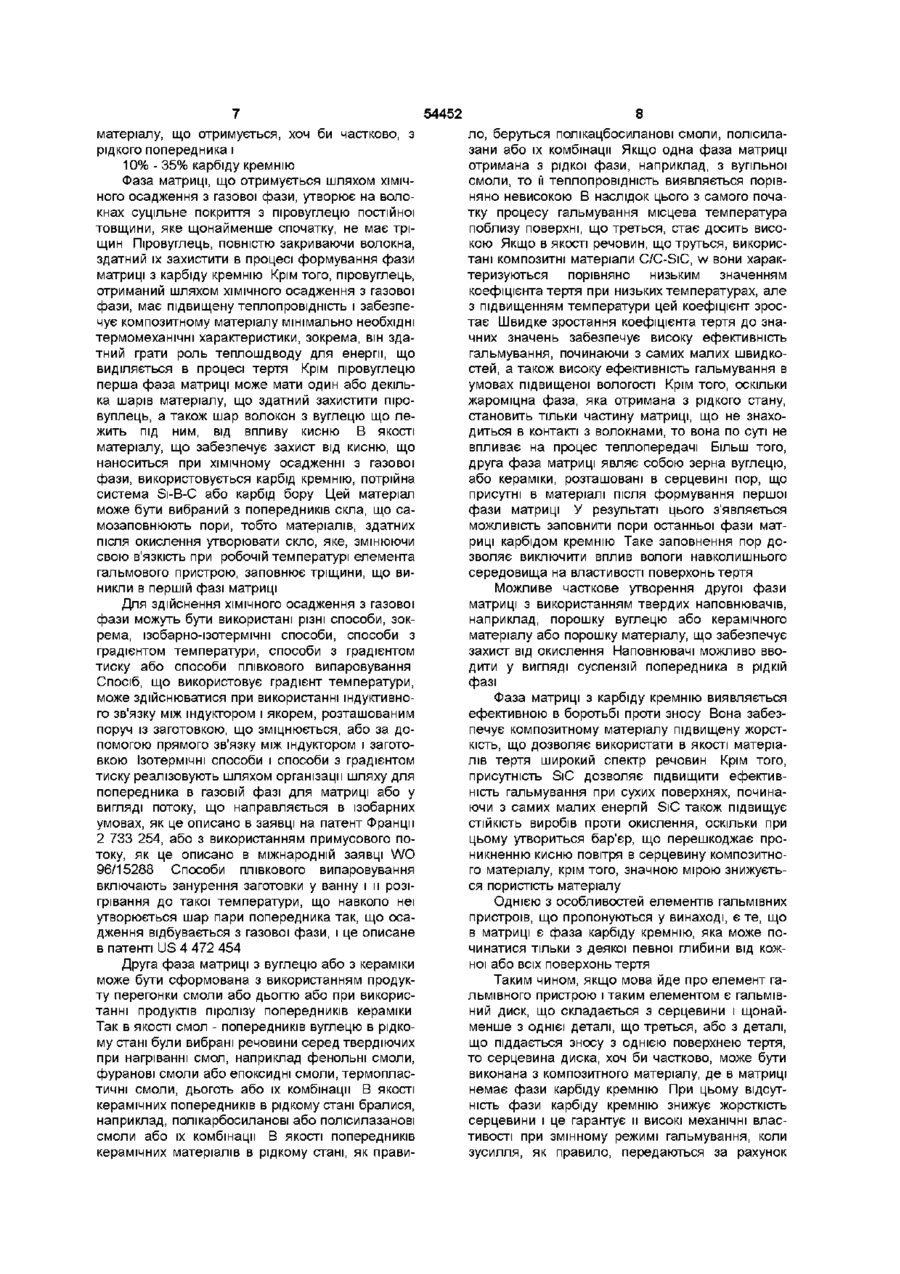
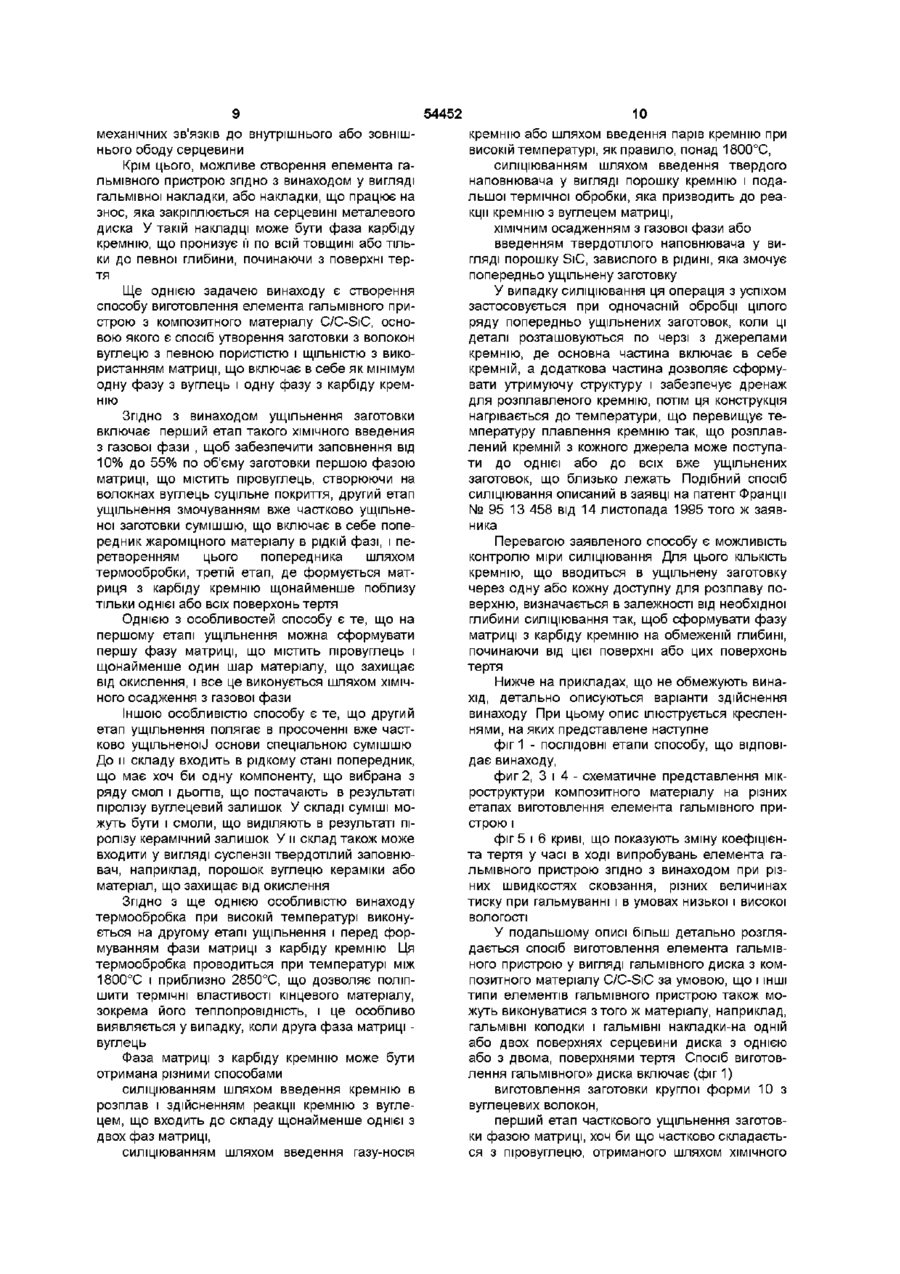
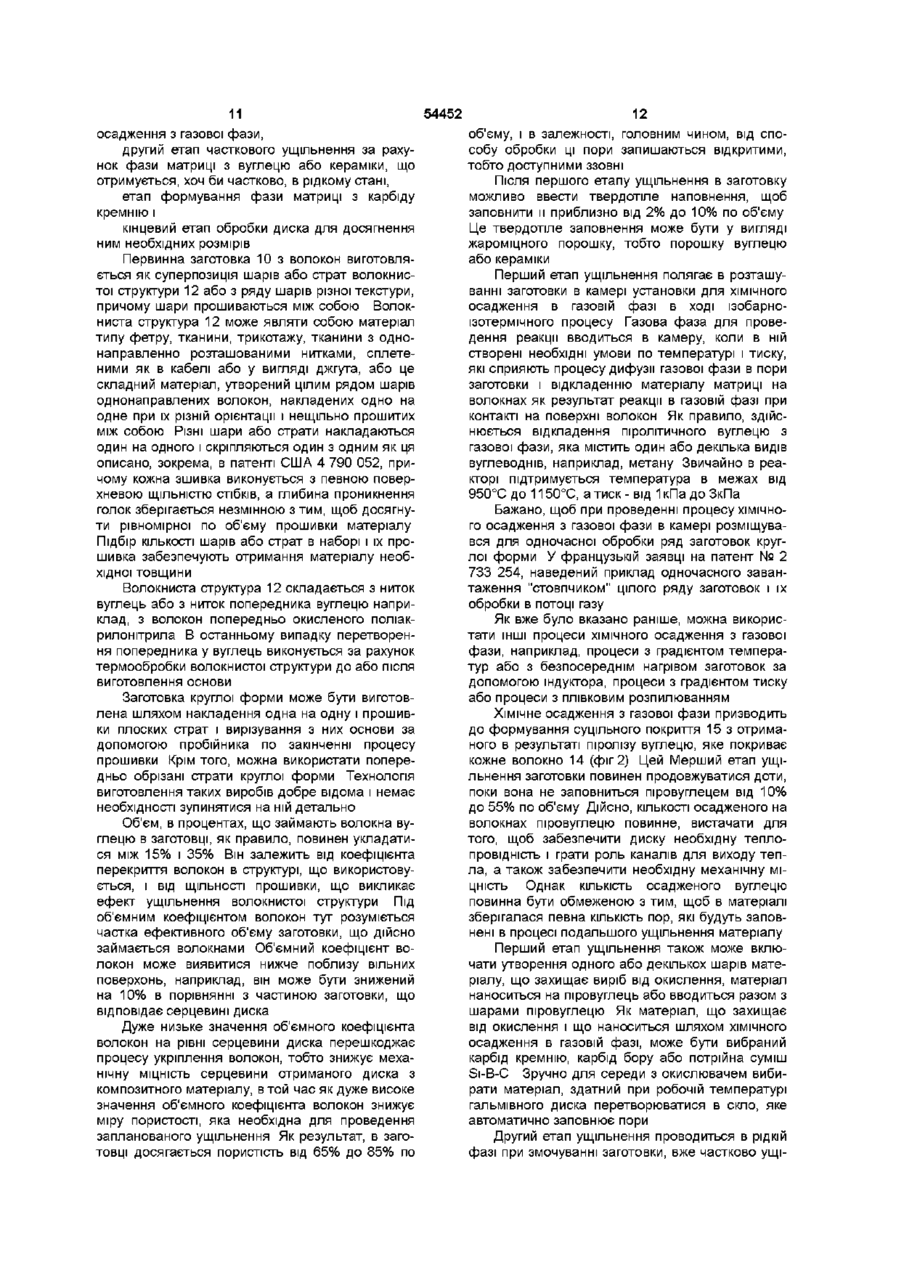
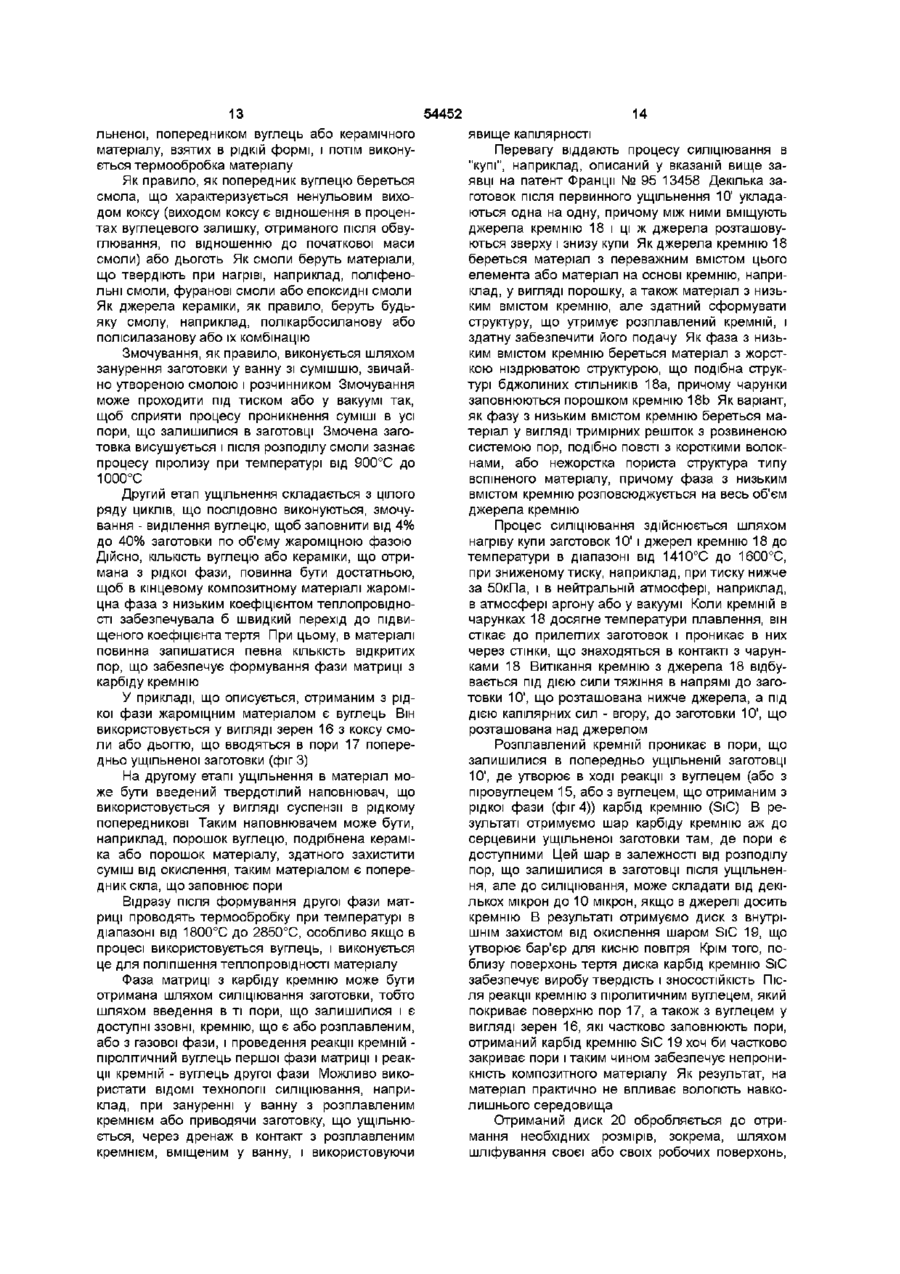
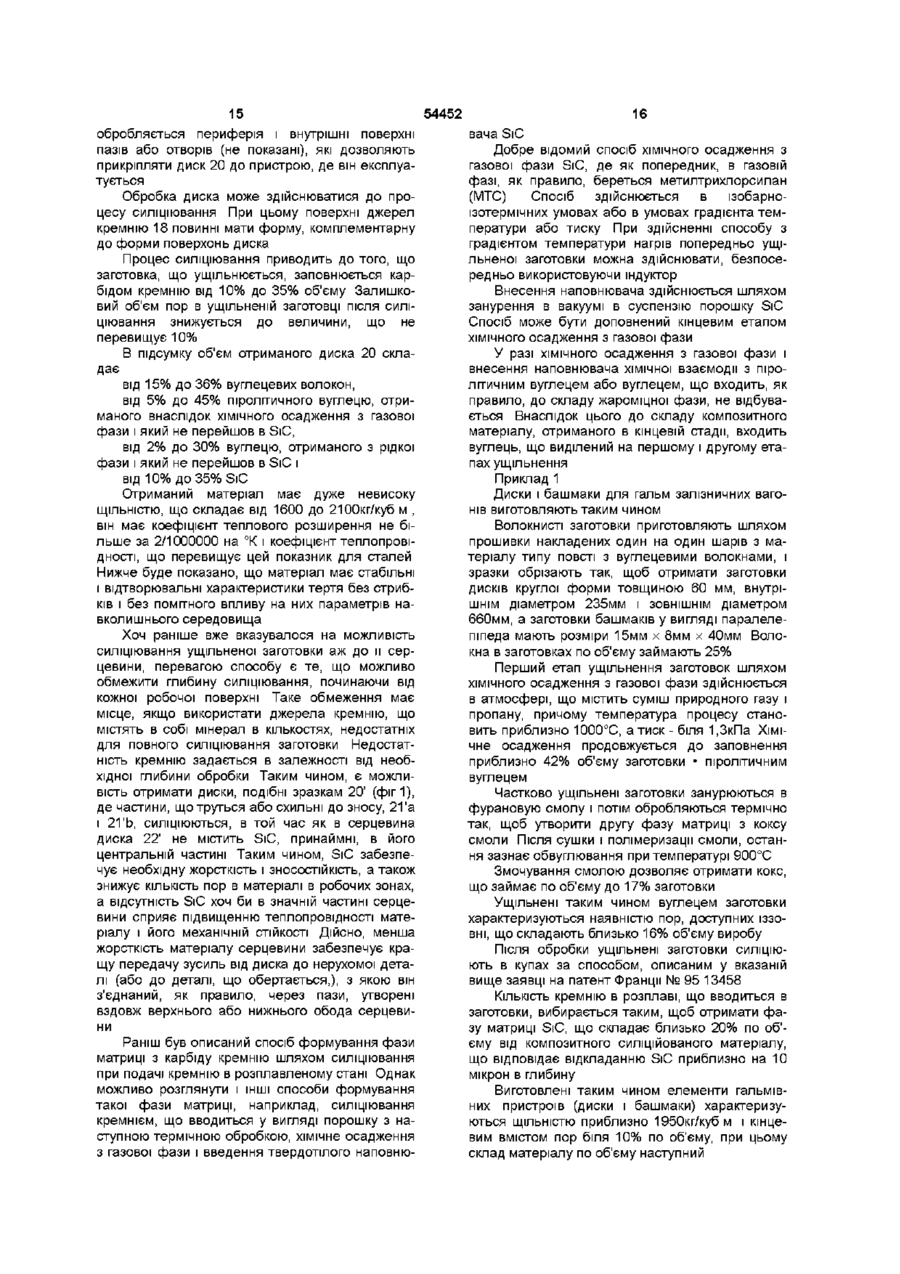
1 Елемент гальмівного пристрою щонайменше з однією робочою поверхнею тертя, виготовлений з композитного матеріалу, що має в своєму складі основу з волокон вуглецю і матрицю щонайменше з однією фазою вуглецю і фазою з карбіду кремнію, який відрізняється тим, що принаймні поблизу цієї робочої поверхні або поблизу кожної робочої поверхні тертя матриця має в собі першу фазу, розташовану поблизу посилюючих волокон і містить піровуглець, отриманий шляхом ХІМІЧНОГО осадження з газової фази, другу жароміцну фазу, отриману щонайменше частково за рахунок піролізу матеріалу-попередника в рідкому стані, і фазу карбіду кремнію 2 Елемент гальмівного пристрою за п 1, який відрізняється тим, що поблизу робочої поверхні або робочих поверхонь тертя композитний матеріал містить по об'єму 15-35 % волокон вуглецю, 1055 % першої фази матриці, що містить піровуглець, отриманий шляхом ХІМІЧНОГО осадження з газової фази, 2-30 % другої фази матриці жароміцного матеріалу, отриманої щонайменше частково 3 рідкого попередника і 10-35 % фази карбіду кремнію 3 Елемент гальмівного пристрою за п 1 або 2, який відрізняється тим, що перша фаза матриці включає в себе щонайменше один шар з матеріалу, що захищає від окислення 4 Елемент гальмівного пристрою за будь-яким з МАТЕРІАЛУ C/C-SIC І СПОСІБ ЙОГО пп 1-3, який відрізняється тим, що друга жароміцна фаза складається з вуглецю 5 Елемент гальмівного пристрою за будь-яким з пп 1-3, який відрізняється тим, що друга жароміцна фаза складається з керамічного матеріалу 6 Елемент гальмівного пристрою за будь-яким з пп 1-5, який відрізняється тим, що присутня в матриці фаза з карбіду кремнію розповсюджується на обмежену глибину, починаючи від робочої або кожних робочих поверхонь тертя 7 Гальмівний диск, що має серцевину і щонайменше одну частину з поверхнею тертя, що піддається зносу, який відрізняється тим, що вони виконані згідно з будь-яким із пп 1-6 8 Гальмівний диск за п 7, який відрізняється тим, що його серцевина щонайменше частково виконана з композитного матеріалу, в якому до складу матриці не включена фаза карбіду кремнію 9 Дискове гальмо, що призначене для використання в гальмівних пристроях на залізничному транспорті та в автомобілях, яке відрізняється тим, що містить щонайменше один диск, виконаний згідно з п 7 або 8 10 Дискове гальмо за п 9, яке відрізняється тим, що його використовують в легкових, спортивних, вантажних автомобілях 11 Спосіб виготовлення елемента гальмівного пристрою з композитного матеріалу щонайменше з однією робочою поверхнею тертя, що включає виготовлення заготовки з волокон вуглецю з розвиненою системою пор, її ущільнення матрицею, що містить щонайменше одну фазу вуглецю і одну фазу карбіду кремнію, який відрізняється тим, що процес ущільнення заготовки включає в себе перший етап ХІМІЧНОГО осадження з газової фази для заповнення 10-55 % об'єму пор першою фазою матриці з піровуглецю, що покриває повністю волокна вуглецю, другий етап ущільнення за рахунок змочування частково ущільненої заготовки в суміші, що містить попередник жароміцного матеріалу в рідкому стані, і перетворення цього попередника шляхом термообробки, і третій етап формування фази матриці з карбіду кремнію щонайменше поблизу однієї робочої або кожної робочої поверхні 12 Спосіб за п 11, який відрізняється тим, що виготовляють заготовку, що має об'ємний коефіцієнт заповнення волокнами 15-35% О ю ю 54452 13 Спосіб за п 11 або 12, який відрізняється тим, що в заготовку до проведення першого етапу ущільнення вводять твердотілий жароміцний наповнювач 14 Спосіб за будь-яким з пп 11-13, який відрізняється тим, що на першому етапі ущільнення за рахунок ХІМІЧНОГО осадження з газової фази формують першу фазу матриці з піровуглецю і щонайменше один шар матеріалу, що захищає від окислення 15 Спосіб за будь-яким з пп 11-14, який відрізняється тим, що на другому етапі ущільнення заповнюють 4-40 % об'єму заготовки жароміцним матеріалом, що отримується з рідкої фази 16 Спосіб за будь-яким з пп 11-15, який відрізняється тим, що другий етап ущільнення включає в себе змочування вже частково ущільненої заготовки в суміші, що включає в себе попередник в рідкому стані і що містить щонайменше одну зі сполук, вибраних з ряду смол або дьогтів, які утворюють в результаті піролізу осад вуглецю, і смол, які утворюють в результаті піролізу осад кераміки 17 Спосіб за п 16, який відрізняється тим, що до складу речовини для змочування входить також твердотілий наповнювач у вигляді суспензії з порошку вуглецю, кераміки, а також речовина, що захищає від окислення 18 Спосіб за будь-яким з пп 11-17, який відрізняється тим, що після другого етапу ущільнення і перед третім етапом здійснюють термообробку при температурі 1800-2850 °С 19 Спосіб за будь-яким з пп 11-18, який відрізняється тим, що виконують третій етап ущільнення для заповнення 5-35 % об'єму заготовки карбідом кремнію щонайменше в зонах біля робочої поверхні тертя або біля кожної робочої поверхні 20 Спосіб за будь-яким з пп 11-19, який відрізняється тим, що третій етап ущільнення виконують таким чином, щоб довести залишковий об'єм пор у вже ущільненій заготовці до величини, меншої за 10 % об'єму щонайменше поблизу робочої поверхні тертя або біля кожної робочої поверхні 21 Спосіб за будь-яким з пп 11-20, який відрізняється тим, що третій етап формування фази матриці з карбіду кремнію включає силіціювання шляхом введення кремнію в розплавленому стані та його реакції з вуглецем, що входить до складу щонайменше однієї з перших двох фаз матриці 22 Спосіб за п 21, який відрізняється тим, що силіціювання здійснюють відразу для декількох ущільнених заготовок, розташовуючи їх по черзі з джерелами кремнію, що містять головну фазу на основі кремнію і допоміжну фазу для формування структури, призначеної для утримання розплавленого кремнію і забезпечення його подачі, причому вказані операції виконують за нагріву при температурі, вищій за температуру плавлення кремнію, так, що розплавлений кремній з кожного джерела здатний проникати в прилеглу ущільнену заготовку або кожну з сусідніх ущільнених заготовок 23 Спосіб за п 22, який відрізняється тим, що в джерелах кремнію використовують як головну фазу порошкоподібний кремній 24 Спосіб за п 22 або 23, який відрізняється тим, що в джерелах кремнію як допоміжну фазу використовують тримірну структуру, що охоплює все джерело кремнію 25 Спосіб за п 24, який відрізняється тим, що як тримірну структуру вибирають жорсткий матеріал з чарунками, решітку з волокон і нежорсткий матеріал з чарунками 26 Спосіб за будь-яким з пп 21-25, який відрізняється тим, що КІЛЬКІСТЬ кремнію, яка вводиться в ущільнену заготовку через робочу поверхню тертя або кожну робочу поверхню, залежить від заданої глибини проникнення при силіціюванні, щоб сформувати фазу матриці з карбіду кремнію на обмеженій глибині, починаючи від рівня робочої поверхні тертя або кожної робочої поверхні 27 Спосіб за будь-яким з пп 11-20, який відрізняється тим, що третій етап формування фази матриці з карбіду кремнію виконують шляхом ХІМІЧНОГО осадження з газової фази 28 Спосіб за будь-яким з пп 11-20, який відрізняється тим, що третій етап формування фази матриці з карбіду кремнію виконують шляхом силіціювання за рахунок подачі при високій температурі газу, що містить кремній 29 Спосіб за будь-яким з пп 11-20, який відрізняється тим, що третій етап формування третьої фази матриці з карбіду кремнію виконують шляхом силіціювання при введенні порошку кремнію і термообробки 30 Спосіб за будь-яким з пп 11-20, який відрізняється тим, що третій етап формування третьої фази з карбіду кремнію виконують принаймні частково шляхом введення твердотілого наповнювача у вигляді суспензії порошку карбіду кремнію в рідині Винахід відноситься до композитних матеріалів C/C-SiC, тобто до матеріалів з основою з волокон вуглець, посиленою композитною матрицею "вуглець-карбід кремнію" для елементів гальм, таких як гальмові диски і/або гальмові башмаки На практиці широко застосовуються елементи тертя з композитних матеріалів С/С, що виготовляються на первинній основі у вигляді волокон вуглецю, і ця основа підсилюється за рахунок використання вуглецевої матриці Заготовки виготовляються з матеріалу структури повсті або матеріалу з волокнами, такими як тканина, пряжа, трикотаж, однонаправленно розташовані нитки, стренг або плетіння, що подібне до жил кабелю, а також у вигляді складних матеріалів, що утворені безліччю шарів, що взаємоперекриваються, з різним напрямком волокон, між собою ці шари скріплюються за рахунок полегшеної прошивки При виготовленні подібних матеріалів для заготовок використовується ряд накладених один на один і скріплених між собою 54452 шарів типу повсті і/або матеріалу з волокнами для отримання заготовки необхідної товщини Зв'язок між шарами забезпечується прошивкою окремих шарів, як це описане, наприклад, в патенті США 4 790 052 Повсть, що використовується, або матеріал основи складаються з волокон вуглеводу або його попередника, в той час як видозміна попередника в цьому останньому випадку здійснюється з використанням термічної обробки підготовленої основи Зміцнення матриці з вуглецю виконується за рахунок ХІМІЧНОГО осадження з газової або рідкої фази Хімічне осадження з газової фази включає приміщення заготовки в реактор, створення в ньому газової фази, яка при заданих температурі і тиску забезпечує дифузію речовини в матеріал заготовки, і це призводить до утворення на нитках відкладення вуглецю, що отримується за рахунок процесу піролизу Як правило, до складу газової фази входить один вуглеводень або ряд вуглеводнів, наприклад, метан, що призводить в результаті піролизу до виділення вуглецю Ущільнення вуглецем в рідкій фазі включає в себе занурення заготовки в попередник (джерело) вуглецю в рідкій фазі, наприклад, в смолу з ненульовим вмістом коксу, і видозміну первинного джерела вуглецю шляхом його термічної обробки Зараз технологія виготовлення гальмівних пристроїв з використанням композитних матеріалів на основі С/С застосовується при створенні дискових гальм літаків, але використання цих матеріалів для гальм наземних машин обмежене спортивними автомобілями, що беруть участь в гонках в рамках Формули 1 При цьому композитні матеріали на основі С/С звичайно отримують при ущільненні заготовки матрицею вуглецю, що отримується піролізом при хімічному осадженні з газової фази Однак такий спосіб вимагає багато часу і є таким, що дорого коштує, при цьому кінцева ціна продукту, вища за ту, що потрібно при широкому використанні таких матеріалів в інших областях, наприклад, на залізниці або в легкових автомобілях Крім того, у цих випадках вимоги до елементів гальмових пристроїв ІНШІ В порівнянні з тим, що має місце в авіації або при проведенні змагань по Формулі 1 І хоч ці вимоги в цілому є менш жорсткими, але при випробуваннях, проведених заявником, був виявлений цілий ряд невирішених проблем Так, наприклад, виявилося, що ефективність гальмування істотним чином змінюється в залежності від інтенсивності гальмування, і вона виявляється дуже низькою в умовах підвищеної вологості Крім того, має місце значний знос гальмових пристроїв, що визначає їх дуже Короткий термін служби Для вирішення, хоча би частково, цих задач, наприклад, для збільшення ЗНОСОСТІЙКОСТІ, В європейському патенті ЕР-А-0 300 756 було запропоновано виготовляти елементи тертя з композитного матеріалу на основі С/С, що отриманий шляхом зміцнення заготовки при хімічному осадженні з газової фази, а у кінцевій фазі насичувати їх кремнієм при зануренні в розплавлений кремній, що призводить до хімічної реакції між кремнієм і вуглецем матриці і до утворення карбіду кремнію (SiC) При цьому процес ХІМІЧНОГО осадження з газової фази, як це звичайно має місце в цей час, запишається досить тривалим і дорого коштує Задачею даного винаходу є створення елементів гальмівних пристроїв на основі композитного матеріалу C/C-SiC, собівартість і робочі характеристики яких були б такі, щоб ці пристрої можна було застосовувати в конструкції гальм залізничного транспорту, легкових автомобілів, що серійно випускаються, або спортивних автомашинах, а також на транспорті, що використовується в промисловості і народному господарстві, наприклад, в конструкції гальм вантажних автомобілів Зокрема, задачею винаходу є створення елементів гальмівних пристроїв, що мають стабільну і відтворювану ефективність гальмування незалежно від інтенсивності гальмування і від ступені вологості навколишнього середовища Також задачею винаходу є створення елементів гальмових пристроїв з високою ЗНОСОСТІЙКІСтью, які забезпечують можливість роботи елементів тертя в контакті з матеріалами з різними властивостями Ці задачі вирішуються шляхом використання елементів гальмівних пристроїв, які мають, щонайменше одну поверхню тертя і виконаних на основі композитного матеріалу, що має міцну основу з вуглецевих ниток і матрицю, що має в своєму складі хоч би одну фазу вуглецю і фазу карбіду кремнію, при цьому в гальмовому елементі щонайменше поблизу його однієї або кожної поверхні тертя матриця має першу фазу, що містить поблизу зміцнюючої волокнистої основи піровуглець, отриманий в процесі ХІМІЧНОГО осадження з газової фази, і другу жароміцну фазу, отриману, хоч би частково, шляхом піролі зу рідкої фази-попередника, а також фази карбіду кремнію Подібний елемент гальмівного пристрою може являти собою гальмівний Диск або, щонайменше, накладку дискового гальма в конструкції гальм залізничних вагоні, гальмо серійного легкового автомобіля або спортивного автомобіля або гальмо транспортного засобу, що використовується в народному господарстві або промисловості Під фазою піровуглецю тут розуміється фаза вуглецю, що отримана в результаті пірол by при хімічному осадженні з газової фази при використанні одного або цілого ряду джерел вуглецю, що взяті в газовій фазі Під жароміцною фазою тут мається на увазі фаза вуглецю або кераміки Найкращим складом композитного матеріалу, принаймні поблизу однієї або кожної робочої поверхні, що треться, є наступний процентний склад по об'єму 15% - 35% волокна на основі вуглецю, 10% - 55% першої фази матриці на основі піровуглецю, отриманого при хімічному осадженні з газової фази, 2% - 30% другої фази матриці з жароміцного 54452 матеріалу, що отримується, хоч би частково, з рідкого попередника і 10% - 35% карбіду кремнію Фаза матриці, що отримується шляхом ХІМІЧНОГО осадження з газової фази, утворює на волокнах суцільне покриття з піровуглецю постійної товщини, яке щонайменше спочатку, не має тріщин Піровуглець, повністю закриваючи волокна, здатний їх захистити в процесі формування фази матриці з карбіду кремнію Крім того, піровуглець, отриманий шляхом ХІМІЧНОГО осадження з газової фази, має підвищену теплопровідність і забезпечує композитному матеріалу мінімально необхідні термомеханічні характеристики, зокрема, він здатний грати роль теплошдводу для енергії, що виділяється в процесі тертя Крім піровуглецю перша фаза матриці може мати один або декілька шарів матеріалу, що здатний захистити піровуплець, а також шар волокон з вуглецю що лежить під ним, від впливу кисню В якості матеріалу, що забезпечує захист від кисню, що наноситься при хімічному осадженні з газової фази, використовується карбід кремнію, потрійна система Si-B-C або карбід бору Цей матеріал може бути вибраний з попередників скла, що самозаповнюють пори, тобто матеріалів, здатних після окислення утворювати скло, яке, змінюючи свою в'язкість при робочій температурі елемента гальмового пристрою, заповнює тріщини, що виникли в першій фазі матриці Для здійснення ХІМІЧНОГО осадження з газової фази можуть бути використані різні способи, зокрема, ізобарно-ізотермічні способи, способи з градієнтом температури, способи з градієнтом тиску або способи плівкового випаровування Спосіб, що використовує градієнт температури, може здійснюватися при використанні індуктивного зв'язку між індуктором і якорем, розташованим поруч із заготовкою, що зміцнюється, або за допомогою прямого зв'язку між індуктором і заготовкою Ізотермічні способи і способи з градієнтом тиску реалізовують шляхом організації шляху для попередника в газовій фазі для матриці або у вигляді потоку, що направляється в ізобарних умовах, як це описано в заявці на патент Франції 2 733 254, або з використанням примусового потоку, як це описано в міжнародній заявці WO 96/15288 Способи плівкового випаровування включають занурення заготовки у ванну і и розігрівання до такої температури, що навколо неї утворюється шар пари попередника так, що осадження відбувається з газової фази, і це описане в патенті US 4 472 454 Друга фаза матриці з вуглецю або з кераміки може бути сформована з використанням продукту перегонки смоли або дьогтю або при використанні продуктів піролізу попередників кераміки Так в якості смол - попередників вуглецю в рідкому стані були вибрані речовини серед твердіючих при нагріванні смол, наприклад фенольні смоли, фуранові смоли або епоксидні смоли, термопластичні смоли, дьоготь або їх комбінації В якості керамічних попередників в рідкому стані бралися, наприклад, полікарбосиланові або полісилазанові смоли або їх комбінації В якості попередників керамічних матеріалів в рідкому стані, як прави 8 ло, беруться полікацбосиланові смоли, полісилазани або їх комбінації Якщо одна фаза матриці отримана з рідкої фази, наприклад, з вугільної смоли, то її теплопровідність виявляється порівняно невисокою В наслідок цього з самого початку процесу гальмування місцева температура поблизу поверхні, що треться, стає досить високою Якщо в якості речовин, що труться, використані композитні матеріали C/C-SiC, w вони характеризуються порівняно низьким значенням коефіцієнта тертя при низьких температурах, але з підвищенням температури цей коефіцієнт зростає Швидке зростання коефіцієнта тертя до значних значень забезпечує високу ефективність гальмування, починаючи з самих малих швидкостей, а також високу ефективність гальмування в умовах підвищеної вологості Крім того, оскільки жароміцна фаза, яка отримана з рідкого стану, становить тільки частину матриці, що не знаходиться в контакті з волокнами, то вона по суті не впливає на процес теплопередачі Більш того, друга фаза матриці являє собою зерна вуглецю, або кераміки, розташовані в серцевині пор, що присутні в матеріалі після формування першої фази матриці У результаті цього з'являється можливість заповнити пори останньої фази матриці карбідом кремнію Таке заповнення пор дозволяє виключити вплив вологи навколишнього середовища на властивості поверхонь тертя Можливе часткове утворення другої фази матриці з використанням твердих наповнювачів, наприклад, порошку вуглецю або керамічного матеріалу або порошку матеріалу, що забезпечує захист від окислення Наповнювачі можливо вводити у вигляді суспензій попередника в рідкій фазі Фаза матриці з карбіду кремнію виявляється ефективною в боротьбі проти зносу Вона забезпечує композитному матеріалу підвищену жорсткість, що дозволяє використати в якості матеріалів тертя широкий спектр речовин Крім того, присутність SiC дозволяє підвищити ефективність гальмування при сухих поверхнях, починаючи з самих малих енергій SiC також підвищує СТІЙКІСТЬ виробів проти окислення, оскільки при цьому утвориться бар'єр, що перешкоджає проникненню кисню повітря в серцевину композитного матеріалу, крім того, значною мірою знижується пористість матеріалу Однією З особливостей елементів гальмівних пристроїв, що пропонуються у винаході, є те, що в матриці є фаза карбіду кремнію, яка може починатися тільки з деякої певної глибини від кожної або всіх поверхонь тертя Таким чином, якщо мова йде про елемент гальмівного пристрою і таким елементом є гальмівний диск, що складається з серцевини і щонайменше з однієї деталі, що треться, або з деталі, що піддається зносу з однією поверхнею тертя, то серцевина диска, хоч би частково, може бути виконана з композитного матеріалу, де в матриці немає фази карбіду кремнію При цьому відсутність фази карбіду кремнію знижує жорсткість серцевини і це гарантує и високі механічні властивості при змінному режимі гальмування, коли зусилля, як правило, передаються за рахунок 54452 механічних зв'язків ДО внутрішнього або зовнішнього ободу серцевини Крім цього, можливе створення елемента гальмівного пристрою згідно з винаходом у вигляді гальмівної накладки, або накладки, що працює на знос, яка закріплюється на серцевині металевого диска У такій накладці може бути фаза карбіду кремнію, що пронизує її по всій товщині або тільки до певної глибини, починаючи з поверхні тертя Ще однією задачею винаходу є створення способу виготовлення елемента гальмівного пристрою з композитного матеріалу C/C-SiC, основою якого є спосіб утворення заготовки з волокон вуглецю з певною пористістю і ЩІЛЬНІСТЮ з використанням матриці, що включає в себе як мінімум одну фазу з вуглець і одну фазу з карбіду кремнію Згідно З винаходом ущільнення заготовки включає перший етап такого ХІМІЧНОГО введения з газової фази , щоб забезпечити заповнення від 10% до 55% по об'єму заготовки першою фазою матриці, що містить піровуглець, створюючи на волокнах вуглець суцільне покриття, другий етап ущільнення змочуванням вже частково ущільненої заготовки сумішшю, що включає в себе попередник жароміцного матеріалу в рідкій фазі, і перетворенням цього попередника шляхом термообробки, третій етап, де формується матриця з карбіду кремнію щонайменше поблизу тільки однієї або всіх поверхонь тертя Однією З особливостей способу є те, що на першому етапі ущільнення можна сформувати першу фазу матриці, що містить піровуглець і щонайменше один шар матеріалу, що захищає від окислення, і все це виконується шляхом ХІМІЧНОГО осадження з газової фази Іншою особливістю способу є те, що другий етап ущільнення полягає в просоченні вже частково ущільненої основи спеціальною сумішшю До и складу входить в рідкому стані попередник, що має хоч би одну компоненту, що вибрана з ряду смол і дьогтів, що постачають в результаті піролізу вуглецевий залишок У складі суміші можуть бути і смоли, що виділяють в результаті піролізу керамічний залишок У и склад також може входити у вигляді суспензії твердотілий заповнювач, наприклад, порошок вуглецю кераміки або матеріал, що захищає від окислення Згідно З ще однією особливістю винаходу термообробка при високій температурі виконується на другому етапі ущільнення і перед формуванням фази матриці з карбіду кремнію Ця термообробка проводиться при температурі між 1800°С і приблизно 2850°С, що дозволяє поліпшити термічні властивості кінцевого матеріалу, зокрема його теплопровідність, і це особливо виявляється у випадку, коли друга фаза матриці вуглець Фаза матриці з карбіду кремнію може бути отримана різними способами силіціюванням шляхом введення кремнію в розплав і здійсненням реакції кремнію з вуглецем, що входить до складу щонайменше однієї з двох фаз матриці, силіціюванням шляхом введення газу-носія 10 кремнію або шляхом введення парів кремнію при високій температурі, як правило, понад 1800°С, силіціюванням шляхом введення твердого наповнювача у вигляді порошку кремнію і подальшої термічної обробки, яка призводить до реакції кремнію з вуглецем матриці, ХІМІЧНИМ осадженням з газової фази або введенням твердотілого наповнювача у вигляді порошку SiC, завислого в рідині, яка змочує попередньо ущільнену заготовку У випадку силіціювання ця операція з успіхом застосовується при одночасній обробці цілого ряду попередньо ущільнених заготовок, коли ці деталі розташовуються по черзі з джерелами кремнію, де основна частина включає в себе кремній, а додаткова частина дозволяє сформувати утримуючу структуру і забезпечує дренаж для розплавленого кремнію, потім ця конструкція нагрівається до температури, що перевищує температуру плавлення кремнію так, що розплавлений кремній з кожного джерела може поступати до однієї або до всіх вже ущільнених заготовок, що близько лежать Подібний спосіб силіціювання описаний в заявці на патент Франції № 95 13 458 від 14 листопада 1995 того ж заявника Перевагою заявленого способу є можливість контролю міри силіціювання Для цього КІЛЬКІСТЬ кремнію, що вводиться в ущільнену заготовку через одну або кожну доступну для розплаву поверхню, визначається в залежності від необхідної глибини силіціювання так, щоб сформувати фазу матриці з карбіду кремнію на обмеженій глибині, починаючи від цієї поверхні або цих поверхонь тертя Нижче на прикладах, що не обмежують винахід, детально описуються варіанти здійснення винаходу При цьому опис ілюструється кресленнями, на яких представлене наступне фіг 1 - ПОСЛІДОВНІ етапи способу, що відповідає винаходу, фиг 2, 3 і 4 - схематичне представлення мікроструктури композитного матеріалу на різних етапах виготовлення елемента гальмівного пристрою і фіг 5 і 6 криві, що показують зміну коефіцієнта тертя у часі в ході випробувань елемента гальмівного пристрою згідно з винаходом при різних швидкостях сковзання, різних величинах тиску при гальмуванні і в умовах низької і високої вологості У подальшому описі більш детально розглядається спосіб виготовлення елемента гальмівного пристрою у вигляді гальмівного диска з композитного матеріалу C/C-SiC за умовою, що і ІНШІ типи елементів гальмівного пристрою також можуть виконуватися з того ж матеріалу, наприклад, гальмівні колодки і гальмівні накладки-на одній або двох поверхнях серцевини диска з однією або з двома, поверхнями тертя Спосіб виготовлення гальмівного» диска включає (фіг 1) виготовлення заготовки круглої форми 10 з вуглецевих волокон, перший етап часткового ущільнення заготовки фазою матриці, хоч би що частково складається з піровуглецю, отриманого шляхом ХІМІЧНОГО 54452 12 11 осадження з газової фази, об'єму, і в залежності, головним чином, від способу обробки ці пори запишаються відкритими, другий етап часткового ущільнення за рахутобто доступними ззовні нок фази матриці з вуглецю або кераміки, що отримується, хоч би частково, в рідкому стані, Після першого етапу ущільнення в заготовку можливо ввести твердотіле наповнення, щоб етап формування фази матриці з карбіду заповнити и приблизно від 2% до 10% по об'єму кремнію і Це твердотіле заповнення може бути у вигляді кінцевий етап обробки диска для досягнення жароміцного порошку, тобто порошку вуглецю ним необхідних розмірів або кераміки Первинна заготовка 10 з волокон виготовляється як суперпозиція шарів або страт волокнисПерший етап ущільнення полягає в розташутої структури 12 або з ряду шарів різної текстури, ванні заготовки в камері установки для ХІМІЧНОГО причому шари прошиваються між собою Волокосадження в газовій фазі в ході ізобарнониста структура 12 може являти собою матеріал ізотермічного процесу Газова фаза для проветипу фетру, тканини, трикотажу, тканини з однодення реакції вводиться в камеру, коли в ній направленно розташованими нитками, сплетестворені необхідні умови по температурі і тиску, ними як в кабелі або у вигляді джгута, або це які сприяють процесу дифузії газової фази в пори складний матеріал, утворений цілим рядом шарів заготовки і відкладенню матеріалу матриці на однонаправлених волокон, накладених одно на волокнах як результат реакції в газовій фазі при одне при їх різній орієнтації і нещільно прошитих контакті на поверхні волокон Як правило, здійсміж собою РІЗНІ шари або страти накладаються нюється відкладення піролітичного вуглецю з один на одного і скріпляються один з одним як ця газової фази, яка містить один або декілька видів описано, зокрема, в патенті США 4 790 052, привуглеводнів, наприклад, метану Звичайно в реачому кожна зшивка виконується з певною поверкторі підтримується температура в межах від хневою ЩІЛЬНІСТЮ стібків, а глибина проникнення 950°С до 1150°С, а тиск - від 1 кПа до ЗкПа голок зберігається незмінною з тим, щоб досягнуБажано, щоб при проведенні процесу ХІМІЧНОти рівномірної по об'єму прошивки матеріалу ГО осадження з газової фази в камері розміщуваПідбір КІЛЬКОСТІ шарів або страт в наборі і їх провся для одночасної обробки ряд заготовок кругшивка забезпечують отримання матеріалу необлої форми У французькій заявці на патент № 2 хідної товщини 733 254, наведений приклад одночасного завантаження "стовпчиком" цілого ряду заготовок і їх Волокниста структура 12 складається з ниток обробки в потоці газу вуглець або з ниток попередника вуглецю наприклад, з волокон попередньо окисленого поліакЯк вже було вказано раніше, можна викорисрилонітрила В останньому випадку перетворентати ІНШІ процеси ХІМІЧНОГО осадження з газової ня попередника у вуглець виконується за рахунок фази, наприклад, процеси з градієнтом температермообробки волокнистої структури до або після тур або з безпосереднім нагрівом заготовок за виготовлення основи допомогою індуктора, процеси з градієнтом тиску або процеси з плівковим розпилюванням Заготовка круглої форми може бути виготовлена шляхом накладення одна на одну і прошивХімічне осадження з газової фази призводить ки плоских страт і вирізування з них основи за до формування суцільного покриття 15 з отримадопомогою пробійника по закінченні процесу ного в результаті піролізу вуглецю, яке покриває прошивки Крім того, можна використати поперекожне волокно 14 (фіг 2) Цей Мерший етап ущідньо обрізані страти круглої форми Технологія льнення заготовки повинен продовжуватися доти, виготовлення таких виробів добре відома і немає поки вона не заповниться піровуглецем від 10% необхідності зупинятися на ній детально до 55% по об'єму Дійсно, КІЛЬКОСТІ осадженого на волокнах піровуглецю повинне, вистачати для Об'єм, в процентах, що займають волокна вутого, щоб забезпечити диску необхідну теплоглецю в заготовці, як правило, повинен укладатипровідність і грати роль каналів для виходу тепся між 15% і 35% Він залежить від коефіцієнта ла, а також забезпечити необхідну механічну МІперекриття волокон в структурі, що використовуЦНІСТЬ Однак КІЛЬКІСТЬ осадженого вуглецю ється, і від ЩІЛЬНОСТІ прошивки, що викликає повинна бути обмеженою з тим, щоб в матеріалі ефект ущільнення волокнистої структури Під зберігалася певна КІЛЬКІСТЬ пор, які будуть заповоб'ємним коефіцієнтом волокон тут розуміється нені в процесі подальшого ущільнення матеріалу частка ефективного об'єму заготовки, що дійсно займається волокнами Об'ємний коефіцієнт воПерший етап ущільнення також може вклюлокон може виявитися нижче поблизу вільних чати утворення одного або декількох шарів матеповерхонь, наприклад, він може бути знижений ріалу, що захищає виріб від окислення, матеріал на 10% в порівнянні з частиною заготовки, що наноситься на піровуглець або вводиться разом з відповідає серцевині диска шарами піровуглецю Як матеріал, що захищає від окислення і що наноситься шляхом ХІМІЧНОГО Дуже низьке значення об'ємного коефіцієнта осадження в газовій фазі, може бути вибраний волокон на рівні серцевини диска перешкоджає карбід кремнію, карбід бору або потрійна суміш процесу укріплення волокон, тобто знижує мехаSi-B-C Зручно для середи з окислювачем вибинічну МІЦНІСТЬ серцевини отриманого диска з рати матеріал, здатний при робочій температурі композитного матеріалу, в той час як дуже високе гальмівного диска перетворюватися в скло, яке значення об'ємного коефіцієнта волокон знижує автоматично заповнює пори міру пористості, яка необхідна для проведення запланованого ущільнення Як результат, в загоДругий етап ущільнення проводиться в рідкій товці досягається пористість від 65% до 85% по фазі при змочуванні заготовки, вже частково ущі 54452 14 13 льненої, попередником вуглець або керамічного явище капілярності матеріалу, взятих в рідкій формі, і потім виконуПеревагу віддають процесу силіціювання в ється термообробка матеріалу "купі", наприклад, описаний у вказаній вище заявці на патент Франції № 95 13458 Декілька заЯк правило, як попередник вуглецю береться готовок після первинного ущільнення 10' укладасмола, що характеризується ненульовим вихоються одна на одну, причому між ними вміщують дом коксу (виходом коксу є відношення в проценджерела кремнію 18 і ці ж джерела розташовутах вуглецевого залишку, отриманого після обвуються зверху і знизу купи Як джерела кремнію 18 глювання, по відношенню до початкової маси береться матеріал з переважним вмістом цього смоли) або дьоготь Як смоли беруть матеріали, елемента або матеріал на основі кремнію, наприщо твердіють при нагріві, наприклад, поліфеноклад, у вигляді порошку, а також матеріал з низьльні смоли, фуранові смоли або епоксидні смоли ким вмістом кремнію, але здатний сформувати Як джерела кераміки, як правило, беруть будьструктуру, що утримує розплавлений кремній, і яку смолу, наприклад, полікарбосиланову або здатну забезпечити його подачу Як фаза з низьполісилазанову або їх комбінацію ким вмістом кремнію береться матеріал з жорстЗмочування, як правило, виконується шляхом кою ніздрюватою структурою, що подібна струкзанурення заготовки у ванну зі сумішшю, звичайтурі бджолиних СТІЛЬНИКІВ 18а, причому чарунки но утвореною смолою і розчинником Змочування заповнюються порошком кремнію 18Ь Як варіант, може проходити під тиском або у вакуумі так, як фазу з низьким вмістом кремнію береться мащоб сприяти процесу проникнення суміші в усі теріал у вигляді тримірних решіток з розвиненою пори, що залишилися в заготовці Змочена загосистемою пор, подібно повсті з короткими волоктовка висушується і після розподілу смоли зазнає нами, або нежорстка пориста структура типу процесу піролизу при температурі від 900°С до вспіненого матеріалу, причому фаза з низьким 1000°С вмістом кремнію розповсюджується на весь об'єм Другий етап ущільнення складається з цілого джерела кремнію ряду циклів, що послідовно виконуються, змочування - виділення вуглецю, щоб заповнити від 4% Процес силіціювання здійснюється шляхом до 40% заготовки по об'єму жароміцною фазою нагріву купи заготовок 10' і джерел кремнію 18 до Дійсно, КІЛЬКІСТЬ вуглецю або кераміки, що отритемператури в діапазоні від 1410°С до 1600°С, мана з рідкої фази, повинна бути достатньою, при зниженому тиску, наприклад, при тиску нижче щоб в кінцевому композитному матеріалі жароміза 50кПа, і в нейтральній атмосфері, наприклад, цна фаза з низьким коефіцієнтом теплопровіднов атмосфері аргону або у вакуумі Коли кремній в сті забезпечувала б швидкий перехід до підвичарунках 18 досягне температури плавлення, він щеного коефіцієнта тертя При цьому, в матеріалі стікає до прилеглих заготовок і проникає в них повинна запишатися певна КІЛЬКІСТЬ відкритих через стінки, що знаходяться в контакті з чарунпор, що забезпечує формування фази матриці з ками 18 Витікання кремнію з джерела 18 відбукарбіду кремнію вається під дією сили тяжіння в напрямі до заготовки 10', що розташована нижче джерела, а під У прикладі, що описується, отриманим з ріддією капілярних сил - вгору, до заготовки 10', що кої фази жароміцним матеріалом є вуглець Він розташована над джерелом використовується у вигляді зерен 16 з коксу смоли або дьогтю, що вводяться в пори 17 попереРозплавлений кремній проникає в пори, що дньо ущільненої заготовки (фіг 3) залишилися в попередньо ущільненій заготовці 10', де утворює в ході реакції з вуглецем (або з На другому етапі ущільнення в матеріал мопіровуглецем 15, або з вуглецем, що отриманим з же бути введений твердотілий наповнювач, що рідкої фази (фіг 4)) карбід кремнію (SiC) В ревикористовується у вигляді суспензії в рідкому зультаті отримуємо шар карбіду кремнію аж до попередникові Таким наповнювачем може бути, серцевини ущільненої заготовки там, де пори є наприклад, порошок вуглецю, подрібнена керамідоступними Цей шар в залежності від розподілу ка або порошок матеріалу, здатного захистити пор, що залишилися в заготовці після ущільненсуміш від окислення, таким матеріалом є попереня, але до силіціювання, може складати від декідник скла, що заповнює пори лькох мікрон до 10 мікрон, якщо в джерелі досить Відразу після формування другої фази маткремнію В результаті отримуємо диск з внутріриці проводять термообробку при температурі в шнім захистом від окислення шаром SiC 19, що діапазоні від 1800°С до 2850°С, особливо якщо в утворює бар'єр для кисню повітря Крім того, попроцесі використовується вуглець, і виконується близу поверхонь тертя диска карбід кремнію SiC це для поліпшення теплопровідності матеріалу забезпечує виробу твердість і ЗНОСОСТІЙКІСТЬ ПІСФаза матриці з карбіду кремнію може бути ЛЯ реакції кремнію з піролитичним вуглецем, який отримана шляхом силіціювання заготовки, тобто покриває поверхню пор 17, а також з вуглецем у шляхом введення в ті пори, що залишилися і є вигляді зерен 16, які частково заповнюють пори, доступні ззовні, кремнію, що є або розплавленим, отриманий карбід кремнію SiC 19 хоч би частково або з газової фази, і проведення реакції кремній закриває пори і таким чином забезпечує непронипіролітичний вуглець першої фази матриці і реаккність композитного матеріалу Як результат, на ції кремній - вуглець другої фази Можливо викоматеріал практично не впливає вологість навкористати ВІДОМІ технології силіціювання, наприлишнього середовища клад, при зануренні у ванну з розплавленим кремнієм або приводячи заготовку, що ущільнюється, через дренаж в контакт з розплавленим кремнієм, вміщеним у ванну, і використовуючи Отриманий диск 20 обробляється до отримання необхідних розмірів, зокрема, шляхом шліфування своєї або своїх робочих поверхонь, 54452 15 обробляється периферія і внутрішні поверхні пазів або отворів (не показані), які дозволяють прикріпляти диск 20 до пристрою, де він експлуатується Обробка диска може здійснюватися до процесу силіціювання При цьому поверхні джерел кремнію 18 повинні мати форму, комплементарну до форми поверхонь диска Процес силіціювання приводить до того, що заготовка, що ущільнюється, заповнюється карбідом кремнію від 10% до 35% об'єму Залишковий об'єм пор в ущільненій заготовці після силіціювання знижується до величини, що не перевищує 10% В підсумку об'єм отриманого диска 20 складає від 15% до 36% вуглецевих волокон, від 5% до 45% піролітичного вуглецю, отриманого внаслідок ХІМІЧНОГО осадження з газової фази і який не перейшов в SiC, від 2% до 30% вуглецю, отриманого з рідкої фази і який не перейшов в SiC і від 10% flo35%SiC Отриманий матеріал має дуже невисоку ЩІЛЬНІСТЮ, що складає від 1600 до 2100кг/куб м , він має коефіцієнт теплового розширення не більше за 2/1000000 на °К і коефіцієнт теплопровідності, що перевищує цей показник для сталей Нижче буде показано, що матеріал має стабільні і відтворювальні характеристики тертя без стрибків і без помітного впливу на них параметрів навколишнього середовища Хоч раніше вже вказувалося на можливість силіціювання ущільненої заготовки аж до и серцевини, перевагою способу є те, що можливо обмежити глибину силіціювання, починаючи від кожної робочої поверхні Таке обмеження має місце, якщо використати джерела кремнію, що містять в собі мінерал в кількостях, недостатніх для повного силіціювання заготовки Недостатність кремнію задається в залежності від необхідної глибини обробки Таким чином, є можливість отримати диски, подібні зразкам 20' (фіг1), де частини, що труться або схильні до зносу, 21 'а і 21'Ь, СИЛІЦІЮЮТЬСЯ, в той час як в серцевина диска 22' не містить SiC, принаймні, в його центральній частині Таким чином, SiC забезпечує необхідну жорсткість і ЗНОСОСТІЙКІСТЬ, а також знижує КІЛЬКІСТЬ пор в матеріалі в робочих зонах, а відсутність SiC хоч би в значній частині серцевини сприяє підвищенню теплопровідності матеріалу і його механічній СТІЙКОСТІ ДІЙСНО, менша жорсткість матеріалу серцевини забезпечує кращу передачу зусиль від диска до нерухомої деталі (або до деталі, що обертається,), з якою він з'єднаний, як правило, через пази, утворені вздовж верхнього або нижнього обода серцевини Раніш був описаний спосіб формування фази матриці з карбіду кремнію шляхом силіціювання при подачі кремнію в розплавленому стані Однак можливо розглянути і ІНШІ способи формування такої фази матриці, наприклад, силіціювання кремнієм, що вводиться у вигляді порошку з наступною термічною обробкою, хімічне осадження з газової фази і введення твердотілого наповню 16 вача SiC Добре відомий спосіб ХІМІЧНОГО осадження з газової фази SiC, де як попередник, в газовій фазі, як правило, береться метилтрихлорсилан (МТС) Спосіб здійснюється в ізобарноізотермічних умовах або в умовах градієнта температури або тиску При здійсненні способу з градієнтом температури нагрів попередньо ущільненої заготовки можна здійснювати, безпосередньо використовуючи індуктор Внесення наповнювача здійснюється шляхом занурення в вакуумі в суспензію порошку SiC Спосіб може бути доповнений кінцевим етапом ХІМІЧНОГО осадження з газової фази У разі ХІМІЧНОГО осадження з газової фази і внесення наповнювача хімічної взаємодії з піролітичним вуглецем або вуглецем, що входить, як правило, до складу жароміцної фази, не відбувається Внаслідок цього до складу композитного матеріалу, отриманого в кінцевій стадії, входить вуглець, що виділений на першому і другому етапах ущільнення Приклад 1 Диски і башмаки для гальм залізничних вагонів виготовляють таким чином Волокнисті заготовки приготовляють шляхом прошивки накладених один на один шарів з матеріалу типу повсті з вуглецевими волокнами, і зразки обрізають так, щоб отримати заготовки дисків круглої форми товщиною 60 мм, внутрішнім діаметром 235мм і ЗОВНІШНІМ діаметром 660мм, а заготовки башмаків у вигляді паралелепіпеда мають розміри 15мм х 8мм х 40мм Волокна в заготовках по об'єму займають 25% Перший етап ущільнення заготовок шляхом ХІМІЧНОГО осадження з газової фази здійснюється в атмосфері, що містить суміш природного газу і пропану, причому температура процесу становить приблизно 1000°С, а тиск - біля 1,ЗкПа Хімічне осадження продовжується до заповнення приблизно 42% об'єму заготовки • піролітичним вуглецем Частково ущільнені заготовки занурюються в фурановую смолу і потім обробляються термічно так, щоб утворити другу фазу матриці з коксу смоли Після сушки і полімеризації смоли, остання зазнає обвуглювання при температурі 900°С Змочування смолою дозволяє отримати кокс, що займає по об'єму до 17% заготовки Ущільнені таким чином вуглецем заготовки характеризуються наявністю пор, доступних ІЗЗОВНІ, що складають близько 16% об'єму виробу Після обробки ущільнені заготовки СИЛІЦІЮють в купах за способом, описаним у вказаній вище заявці на патент Франції № 95 13458 КІЛЬКІСТЬ кремнію в розплаві, що вводиться в заготовки, вибирається таким, щоб отримати фазу матриці SiC, що складає близько 20% по об'єму від композитного силіційованого матеріалу, що відповідає відкладанню SiC приблизно на 10 мікрон в глибину Виготовлені таким чином елементи гальмівних пристроїв (диски і башмаки) характеризуються ЩІЛЬНІСТЮ приблизно 1950кг/кубм і кінцевим вмістом пор біля 10% по об'єму, при цьому склад матеріалу по об'єму наступний 54452 18 17 біля 25% волокон вуглецю, починаючи від кожної робочої поверхні, тут використовувалося джерело кремнію, спеціально забіля 37% піролгтичного вуглецю, отриманого повнене так, щоб кремнію було б недостатньо внаслідок ХІМІЧНОГО осадження з газової фази, для силіціювання заготовки на всю и глибину біля 8% вуглецю з коксу смол і Отримані диски мали змінний склад біля 20% SiC Виготовлені таким способом диск і башмаки на перших 10см, починаючи від кожної робобули перевірені на стенді для перевірки гальмівчої поверхні, склад по об'єму був наступним 22% них пристроїв при низькій вологості і при швидковолокон вуглецю, 25% піровуглецю / В4С, 5% коксті ковзання в межах від 5 до 100м/с Коефіцієнт су смоли і приблизно 33% SiC, об'єм пор, що затертя вимірювався для різних швидкостей ковлишилися в матеріалі, був приблизно 7%, зання і в різні робочі моменти На фіг 5 заштрив решті диска, особливо в центральній зоні, хована ділянка є зоною, де знаходяться всі вимісклад по об'єму був наступним 22% волокон, ряні значення Таким чином, можна бачити, що 40% піровуглецю / В4С, 18% коксу смоли і сліди ефективність тертя в широких межах, зміни карбіду кремнію, об'єм незаповнених пор -10% швидкості ковзання запишається незмінною Отримані диски мають більш низьку ЩІЛЬТакий же гальмівний пристрій був перевіреНІСТЬ, біля 1700кг/куб м , а також знижену жорстний в умовах сухого гальмування при ПОСТІЙНІЙ кість, однак характеристики тертя зон, що піддаШВИДКОСТІ ковзання в 20м/с Після притирання ються в дисках зносу, близькі до параметрів, протягом Зхв під тиском гальмування 0,55МПа приведених в прикладі 1 був виміряний коефіцієнт тертя при прикладенні Приклад З тиску гальмування ВІДПОВІДНО 0,25МПа, 0,55МПа і Диски для автомобільних гальм виготовляли 1МПа протягом 3 хвилин Крива А на фіг 6 покатаким чином зує зміну коефіцієнта гальмування в залежності Заготовки з волокнами отримували шляхом від часу прошивки накладених один на один шарів з волокнами з вуглецю і їх обрізали так, щоб отримати Подібний гальмівний пристрій був перевірезаготовки круглої форми у вигляді дисків товщиний в таких же умовах за винятком того, що була ною 32мм, з внутрішнім діаметром 180мм і ЗОВНІпідвищена вологість, коли гальмовий пристрій ШНІМ діаметром 320мм Волокна займали в загопостійно обприскувався водою Крива В на фіг 6 товках 30% по об'єму показує - зміни коефіцієнта гальмування в залежності від часу Перший етап ХІМІЧНОГО осадження в газовій фазі проводився з тим, щоб сформувати першу Криві А і В свідчать про добру роботу гальміфазу матриці з піролітичного вуглецю, що займає вних пристроїв з використанням композитного 30% об'єму заготовки матеріалу на основі С-С з силіціюванням, що отриманий за способом, описаним у винаході Частково ущільнені заготовки занурювали в Коефіцієнт тертя залишається надзвичайно стаполікарбосиланову смолу і потім піддавали тербільним в умовах зміни тиску гальмування і, з мообробці так, щоб сформувати другу фазу матіншого боку, можна бачити, що виміряні величини риці з SiC, що утворюється з продуктів піролізу і практично не міняються при ЗМІНІ ВОЛОГОСТІ сірки займає 12% об'єму заготовки Таким чином, можна сказати, що досягнута поУщільнені таким способом заготовки обробстійна ефективність гальмування, що не залеляли і в них ХІМІЧНО осаджували з газової фази жить від ЗОВНІШНІЙ умов в ході випробувань карбід кремнію в ході ізотермічно-ізобарного процесу аж до заповнення 20% об'єму заготовки SiC Приклад 2 Диски для дискових гальм легкових автомоУ виготовленому диску зберігалося по об'єму білів, самих дорогих в серії, були виготовлені до 8% пор наступним чином Отримані диски мали знижену ЩІЛЬНІСТЬ, але характеристики тертя робочих зон були близькі Заготовки виготовляли з накладених один на до даних, отриманих для дисків у прикладі 1 один шарів волокнистого матеріалу і прошитих шаром з волокон вуглецю, потім їх обрізали так, Приклад 4 щоб отримати заготовки круглої форми у вигляді Диски для гальм отримували наступним сподисків товщиною 35мм, внутрішнім діаметром собом 160мм і ЗОВНІШНІМ діаметром 360мм Волокна в Заготовки з волокнами отримували шляхом заготовках по об'єму займали 22% прошивки накладених один на одного шарів матеріалу з волокнами з вуглецю і їх обрізали так, Перший етап ХІМІЧНОГО осадження з газового щоб отримати заготовки круглої форми, в яких середовища проводився так, щоб чергувати шари волокна займали 23% загального об'єму з піролітичним вуглецем і тонкі шари (товщиною приблизно 0,5мк) з карбіду бору В4С, при цьому На першому етапі ХІМІЧНОГО осадження з газаповнювалося 40% початкового об'єму заготовзової фази отримували фазу матриці з піровуглеки цю що займає 45% об'єму заготовки Попередньо ущільнені заготовки занурювали Частково ущільнені заготовки змочували фев фенольну смолу і потім піддавали термообробнольною смолою, а потім піддавали термообробці при 900°С, щоб сформувати другу фазу матриці при 900°С з тим, щоб сформувати другу фазу ці з коксу смоли Змочування дозволяло заповниматриці з коксу смоли, яка займає 10% об'єму ти приблизно 18% об'єму заготовок так, що заготовки кінцевий об'єм пор в них був приблизно 10% Ущільнені по такій технології заготовки піддавали термообробці при 2800°С з тим, щоб підПісля обробки проводили силіціювання, так вищити теплопровідність вуглецевої фази матрисамо як і в прикладі 1, але на обмежену глибину, 19 54452 20 товки Отримані диски мали високі характеристики тертя Ці На третьому етапі проводили хімічне осадження з газової фази для утворення фази карбіду кремнію (SiC) яка займає 15% об'єму заго ПЕРШИЙ ЕТАП УЩІЛЬНЕННЯ ПІРОВУГЛЕЦК* шляхом ХІМІЧНОГО ОСАДЖЕННЯ З ГАЗОВО! ФАЗИ ДРУГИЙ ЕТАП УЩІЛЬНЕННЯ В РІДКОМУ СТАНІ Фіг 1 21 54452 22 Фіг.2 19 Коефіцієнт тертя f 1 од 04 .о.з0.20,1 Швидкість ковзання 100 Фіг.5 м/с 23 54452 24 Коефіцієнт тертя (гальмування) Швидкість 700 ФІГ.6 Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24 800
ДивитисяДодаткова інформація
Назва патенту англійськоюA braking device element from the composite material and с/с-sic and a process for making thereof
Назва патенту російськоюЭлемент тормозного устройства из композитного материала с/с-sic и способ его получения
МПК / Мітки
МПК: F16D 69/00, C04B 41/45, F16D 65/12, C04B 41/85, C04B 41/89, F16D 69/02, C04B 35/80
Мітки: елемент, композитного, матеріалу, спосіб, пристрою, одержання, гальмівного
Код посилання
<a href="https://ua.patents.su/12-54452-element-galmivnogo-pristroyu-z-kompozitnogo-materialu-s-s-sic-i-sposib-jjogo-oderzhannya.html" target="_blank" rel="follow" title="База патентів України">Елемент гальмівного пристрою з композитного матеріалу с/с-sic і спосіб його одержання</a>
Спосіб одержання шаруватого композитного матеріалу для захисту від динамічних навантажень
Номер патенту: 27583
Опубліковано: 15.09.2000
Автори: ДЕРЕЧА Олександр Якович, Патон Борис Євгенович, Пап Петро Аркадійович, Жук Генадій Віліорович, ТРИГУБ Микола Петрович
МПК: B22F 7/02, B22D 23/00, B22F 7/00
Мітки: навантажень, спосіб, одержання, динамічних, захисту, матеріалу, шаруватого, композитного
Формула / Реферат:
1. Способ получения композиционного материала для защиты от динамических нагрузок, включающий подачу предварительно нагретой первой составляющей композиционного материала, нанесение на нее слоя последующей составляющей путем осаждения потока диспергированного расплава и проплавление последующей составляющей на всю толщину нанесенного слоя, отличающийся тем, что подают на поверхность первой составляющей перед нанесением последующей...
Спосіб виготовлення кільцевого волокнистого каркаса, зокрема для одержання виробів із композитного матеріалу
Номер патенту: 54502
Опубліковано: 17.03.2003
Автори: Куп Домінік, Олрі П'єр, Лесерф Бернар, Гурман Жан-Мішель
МПК: D04H 3/02, F16D 69/02
Мітки: каркаса, композитного, волокнистого, зокрема, кільцевого, матеріалу, спосіб, одержання, виготовлення, виробів
Формула / Реферат:
1. Спосіб виготовлення кільцевого волокнистого каркаса шляхом закручування у гвинтову спіраль з плоскими витками волокнистого полотна у вигляді піддатливої до деформації стрічки, який відрізняється тим, що він включає такі операції, як утворення стрічки двома накладеними одна на одну основами, що мають один напрям волокнистих елементів, кожна з яких складається із паралельних один одному волокнистих елементів, причому напрям орієнтації двох...
Спосіб одержання композитного матеріалу із зміцнювальних волокон і матриці, волокна якого мають шарувате покриття , та матеріал, отриманий таким способом
Номер патенту: 40631
Опубліковано: 15.08.2001
Автори: Пайє Рене, Ертевен Фабріс, Гужар Стефан, Дюпель Паскаль
МПК: C04B 35/80, C04B 35/565
Мітки: волокон, якого, зміцнювальних, способом, отриманий, матриці, матеріалу, волокна, матеріал, мають, покриття, таким, спосіб, композитного, шарувате, одержання
Формула / Реферат:
1. Способ получения композитного материала, включающий образование упрочняющего волокнистого материала, покрытия слоистой текстуры на указанном материале, образующего поверхность раздела, состоящего из нескольких слоев, и уплотнение указанного упрочняющего материала, имеющего покрытие поверхности раздела, с помощью матрицы, отличающийся тем, что образование поверхности раздела предусматривает повторение последовательности, путем нанесения...
Антифрикційний матеріал “романіт-с”, спосіб його отримання і елемент вузла тертя, виконаного з антифрикційного матеріалу
Номер патенту: 52478
Опубліковано: 16.12.2002
Автори: Романов Дмитро Сергійович, Романов Сергій Михайлович
Мітки: тертя, отримання, матеріал, матеріалу, антифрикційний, виконаного, елемент, спосіб, романіт-с, вузла, антифрикційного
Формула / Реферат:
1. Препарат, що містить йод, йодид калію, високополімер і воду, який відрізняється тим, що він додатково містить нікотинову і янтарну кислоти, а компоненти взяті в таких співвідношеннях (кг на 1 м3 готовій продукції): високополімер 4,5-18,0 йодид калію 1,5-6,0 йод 0,5-2,0 нікотинова кислота 0,1-0,4 ...
Зносостійка деталь із композитного матеріалу (варіанти)
Номер патенту: 46124
Опубліковано: 15.05.2002
Автор: Франсуа Убер
МПК: B22D 19/02, B22D 19/06
Мітки: варіанти, композитного, зносостійка, матеріалу, деталь
Формула / Реферат:
1. Зносостійка деталь із композитного матеріалу, яка одержана традиційним або відцентровим литтям і яка представляє собою металеву матрицю, зношувальна(і) поверхня(і) якої оснащена(і) вставками з високою зносостійкістю, яка відрізняється тим, що вставки виконані у вигляді керамічної галети, що просочена рідким металом у процесі лиття, причому керамічний матеріал цієї галети являє собою гомогенний твердий розчин 20-80 % АІ2О3 і 80-20 % ZrO2,...
Попередній патент: Спосіб стереоспецифічного синтезу хіральних 1-арил- і 1-гетероарил-2-заміщених етил-2-амінів, самі сполуки та їх літієва сіль
Наступний патент: Пристрій для дослідження больової й тактильної чутливості
Випадковий патент: Рекламно-інформаційний блок