Спосіб укладки чавунних муфтових труб і установка для його здійснення
Формула / Реферат
1. Способ укладки чугунных муфтовых труб, включающий попарную укладку труб на первый конвейєр с образованием на нем группы труб с четным числом, перемещение данной группы труб первым конвейєром к второму конвейеру с шагом, равным удвоенному расстоянию между двумя трубами, передачу труб попарно с первого конвейера на второй и преобразование группы с четным числом труб в группы с нечетным числом труб, отличающийся тем, что, с целью повышения производительности, на первом конвейере формируют и изолируют двойные группы труб, число труб в которых равно удвоенному числу труб, находящихся в группе с нечетным числом труб, затем в каждой двойной группе перемещают первое четное число труб, превышающее на одну трубу группу с нечетным числом труб, оставляя последнюю трубу в этом первом четном числе труб над обоими конвейерами, поднимают последнюю трубу, а затем вновь укладывают на прежнее место между двумя конвейерами во главе следующей четной группы, содержащей на одну трубу меньше числа труб в группе с нечетным числом труб, после чего перемещают эту четную группу вместе с находящейся во главе ее трубой из первой группы и последовательно повторяют эти операции, приподнимая последнюю трубу четной группы, содержащей на одну трубу больше, чем в группе с нечетным числом труб, и добавляя эту трубу к следующей четной группе, содержащей на одну трубу меньше, чем в группе с нечетным числом труб.
2. Способ по п. 1, отличающийся тем, что сформированные двойные группы, число труб в которых равно удвоенному числу труб, находящихся в группе с нечетным числом труб, изолируют между собой за счет образования пустого промежутка, соответствующего месту, кратному двум последовательно располо-женым трубам на первом конвейере.
3. Установка для укладки чугунных муфтовых труб, включающая первый конвейер в виде параллельных бесконечных цепей с отдельными кронштейнами V-образной формы для труб, разнесенных на равные шаги или интервалы, привод пульсирующего перемещения цепей на расстояние в два шага за один ход, подъемное устройство для укладки пары труб на первый конвейер, поступающих от машины для их изготовления, установленный за первым конвейером второй конвейер, перекрывающий передним концом параллельных бесконечных цепей задний конец параллельных бесконечных цепей первого конвейера и выпол-
ненный в виде непрерывно перемещающихся двух бесконечных цепей, параллельных между собой и бесконечным цепям первого конвейера, отличающаяся тем, что она снабжена подъемником одной трубы, расположенным между перекрывающимися концами параллельных бесконечных цепей первого конвейера и параллельных бесконечных цепей второго конвейера.
4. Установка по п.3, отличающаяся тем, что второй конвейер установлен относительно первого с перекрытием передним концом параллельных бесконечных цепей заднего конца параллельных бесконечных цепей первого конвейера на один шаг или интервал между двумя последовательно расположенными кронштейнами для труб первого конвейера.
5. Установка по п.3, отличающаяся тем, что расстояние между параллельными бесконечными цепями второго конвейера больше расстояния между параллельными бесконечными цепями первого конвейера.
6. Установка по п.3, отличающаяся тем, что второй конвейер расположен ниже уровня первого конвейера.
7. Установка по п.3, отличающаяся тем, что подъемное устройство выполнено в виде пары шарнирно укрепленных рычагов, имеющих синхронно работающие цилиндры и пару V-образных индивидуальных кронштейнов для трубы, причем пара V-образных индивидуальных кронштейнов расположена в зоне выходного конца первого конвейера и входного конца второго конвейера, а выемки кронштейнов расположены в зоне общей оси концов конвейеров.
Текст
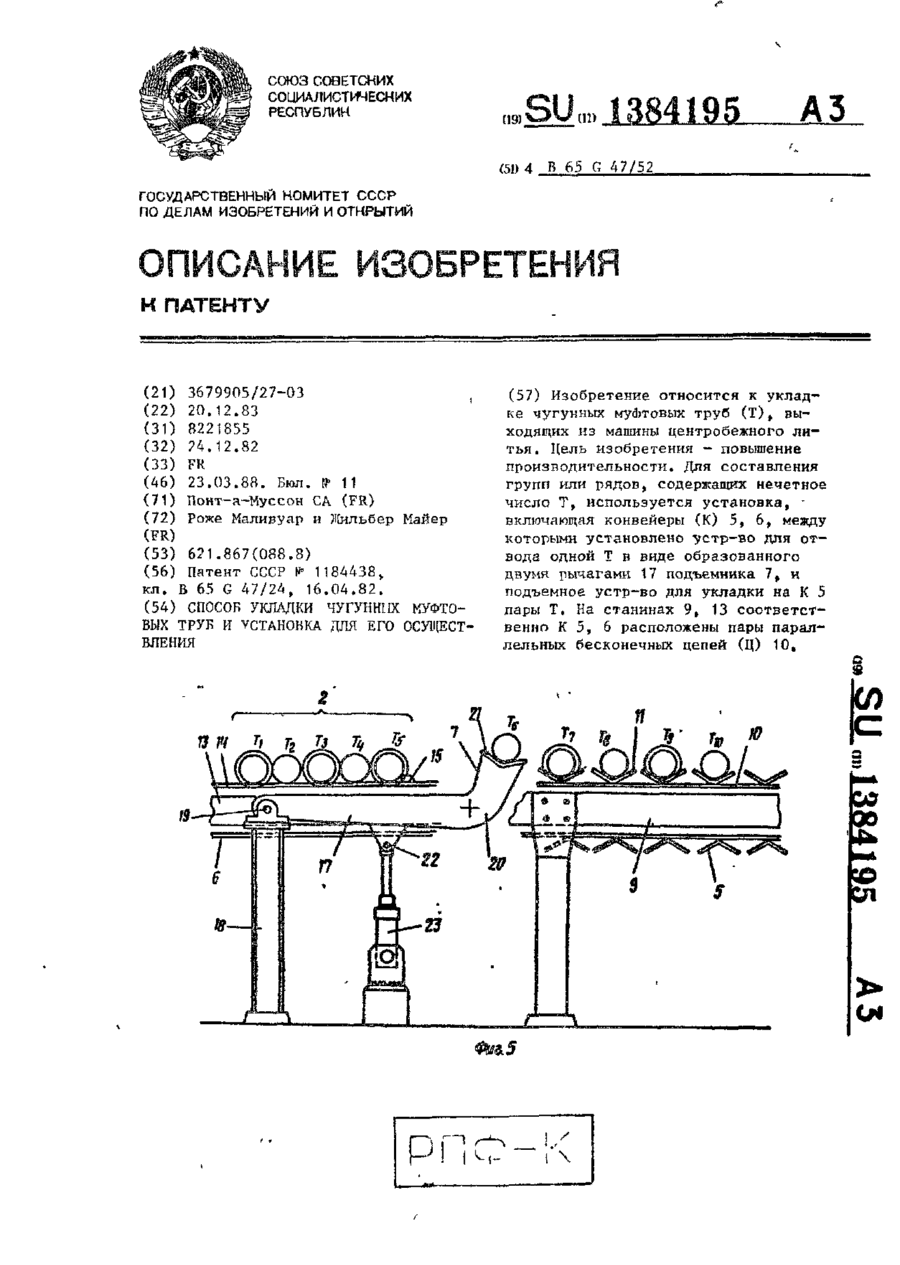
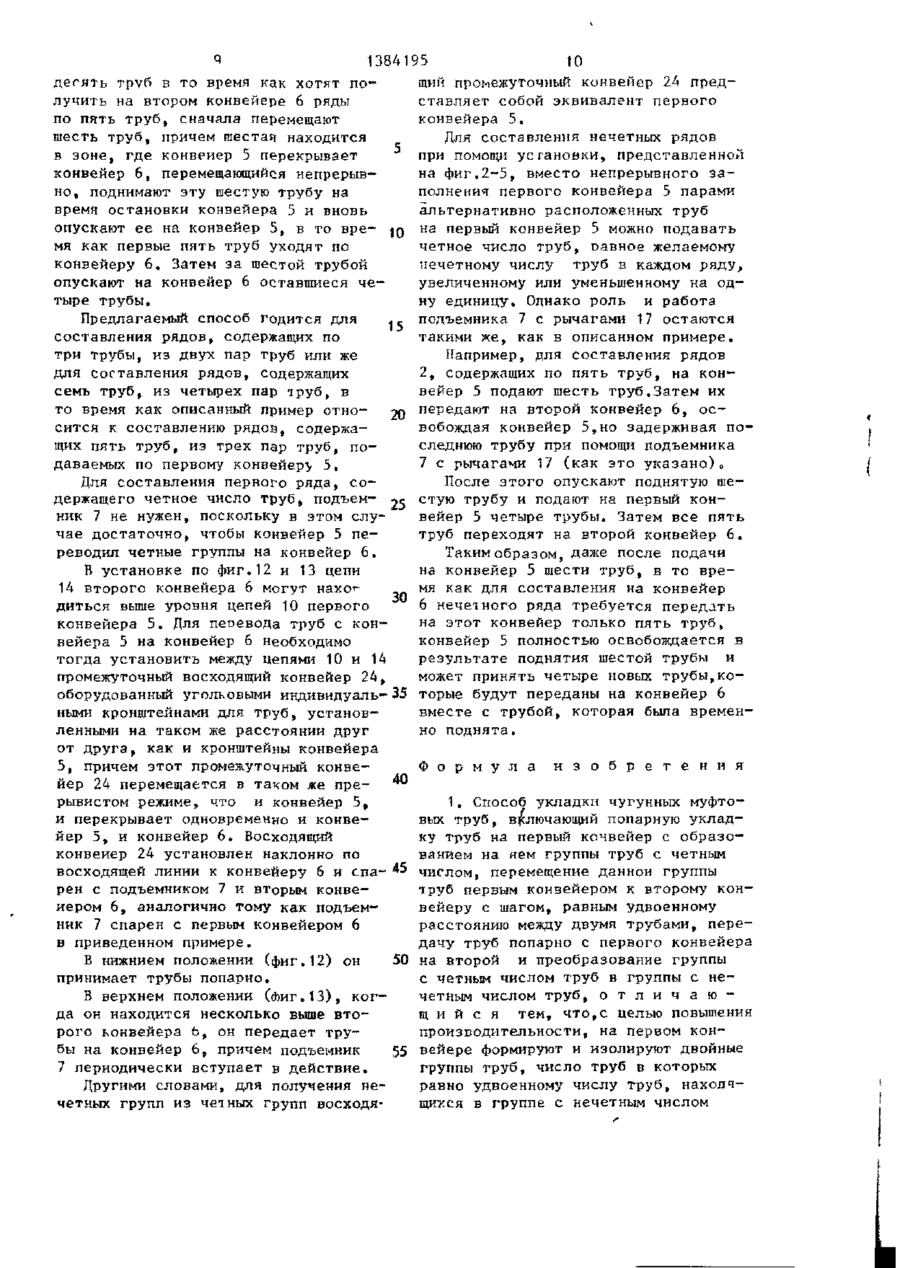
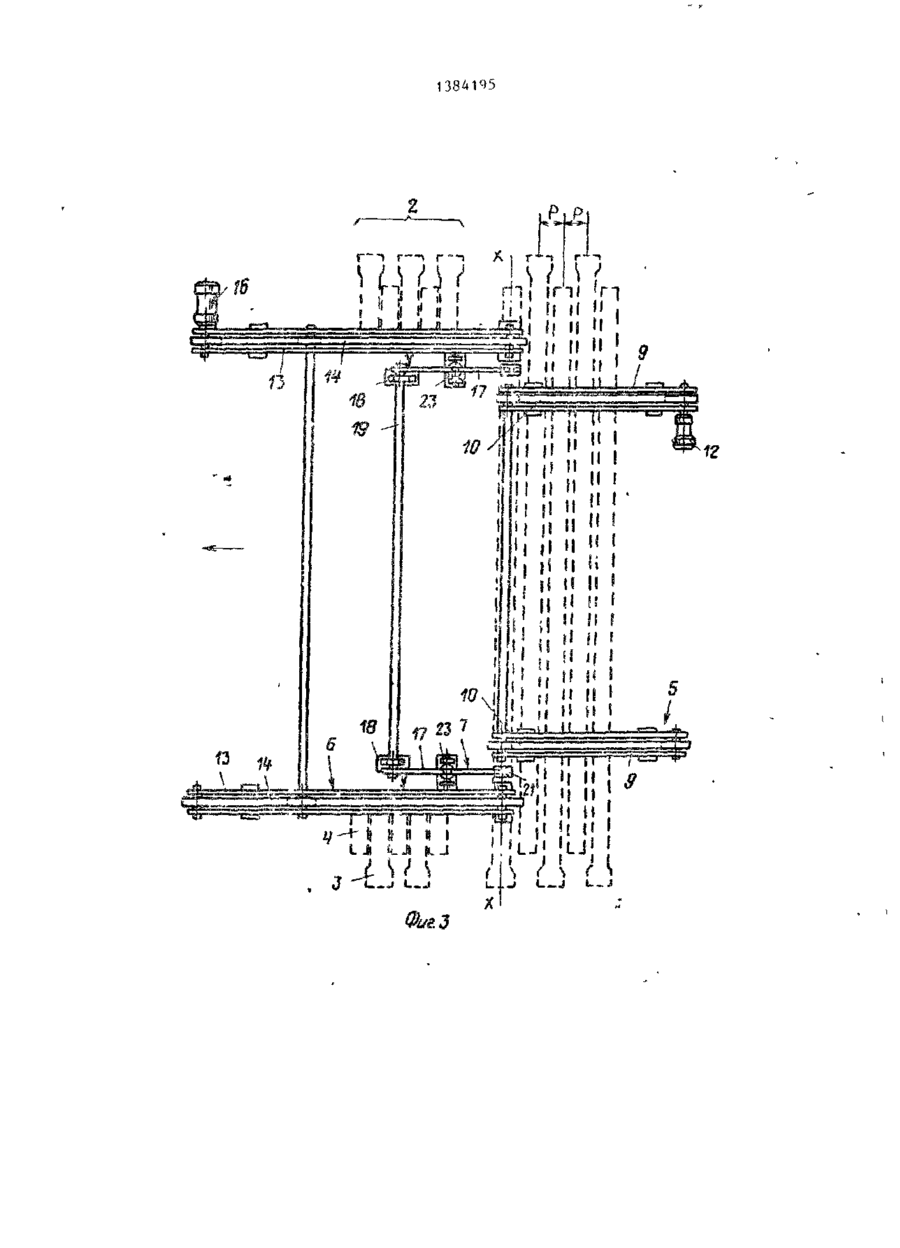
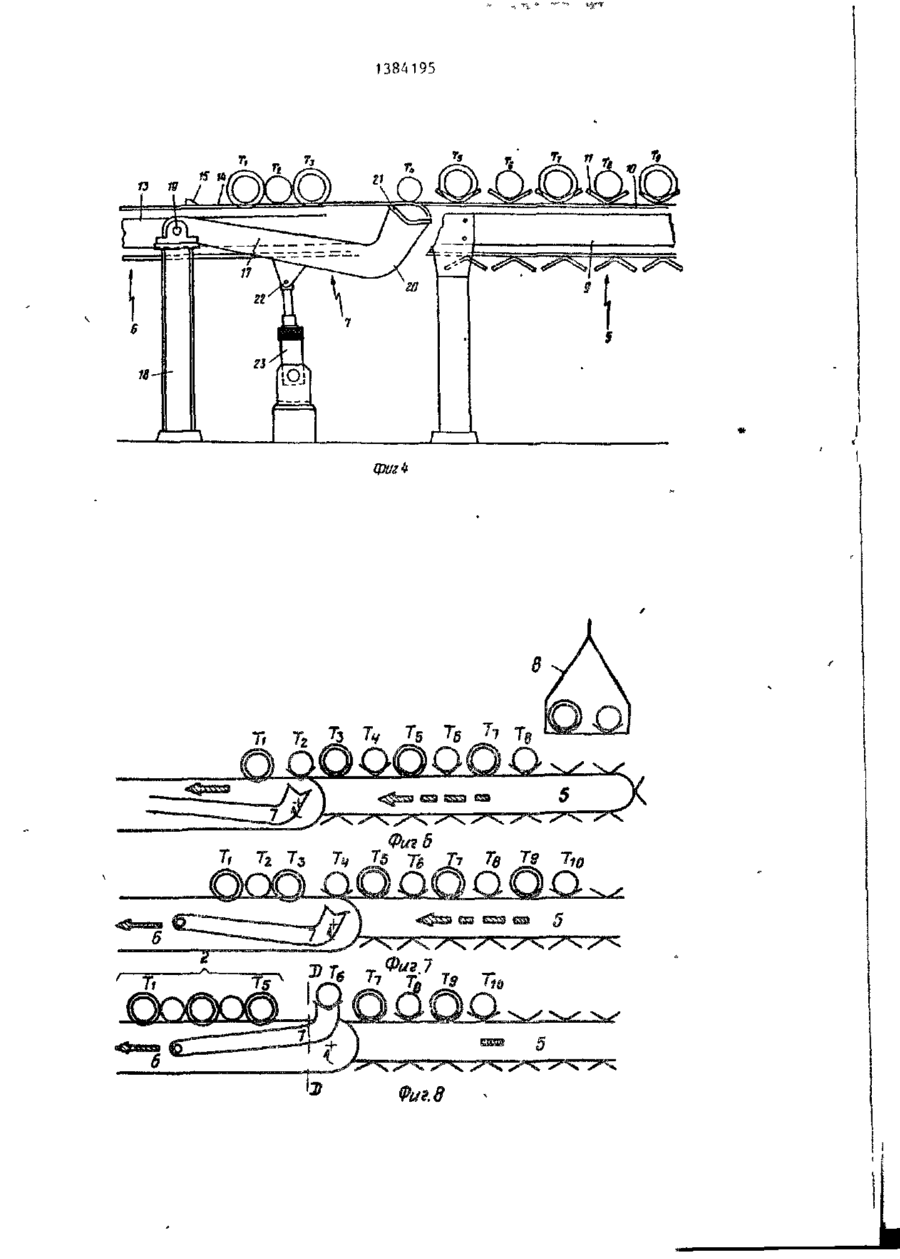
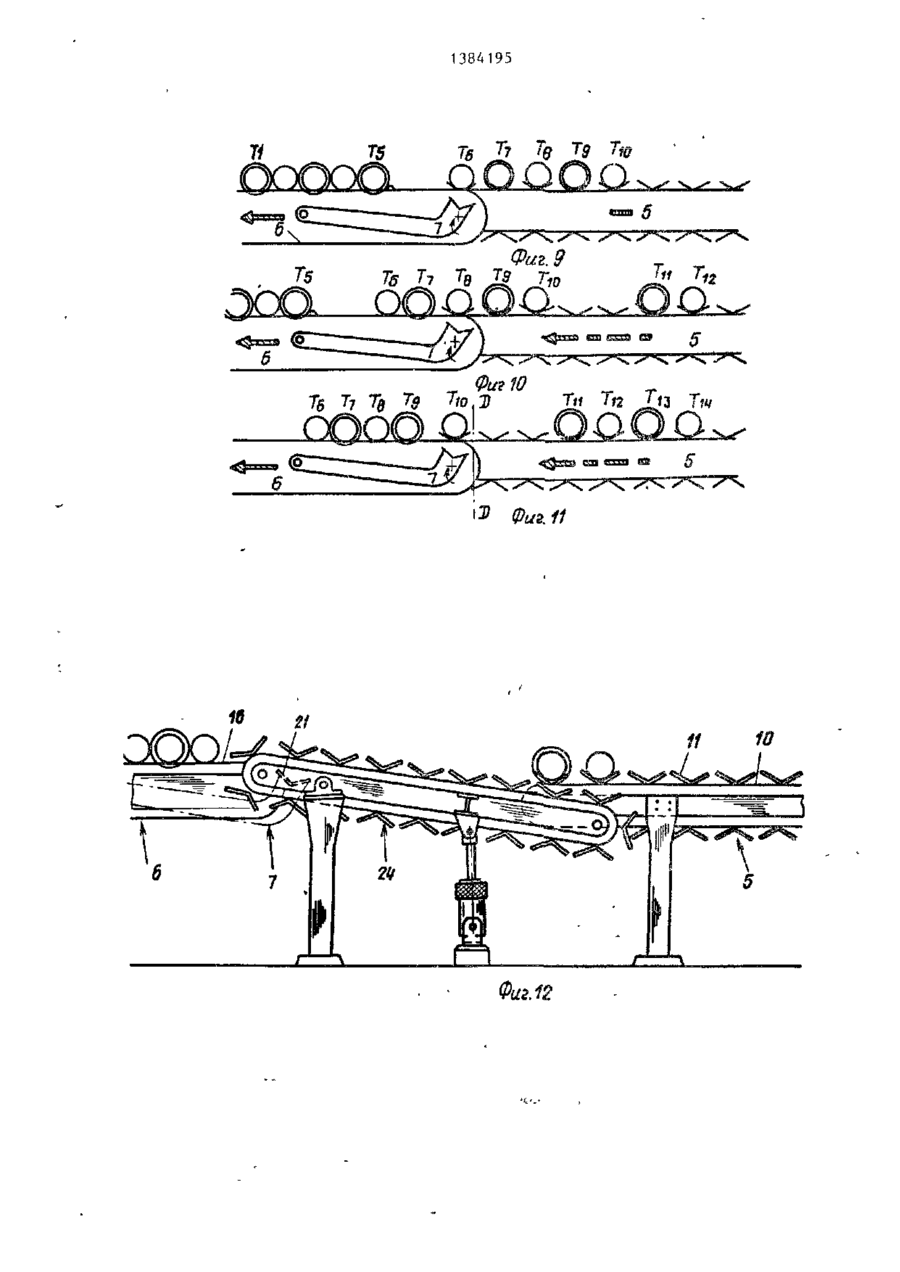
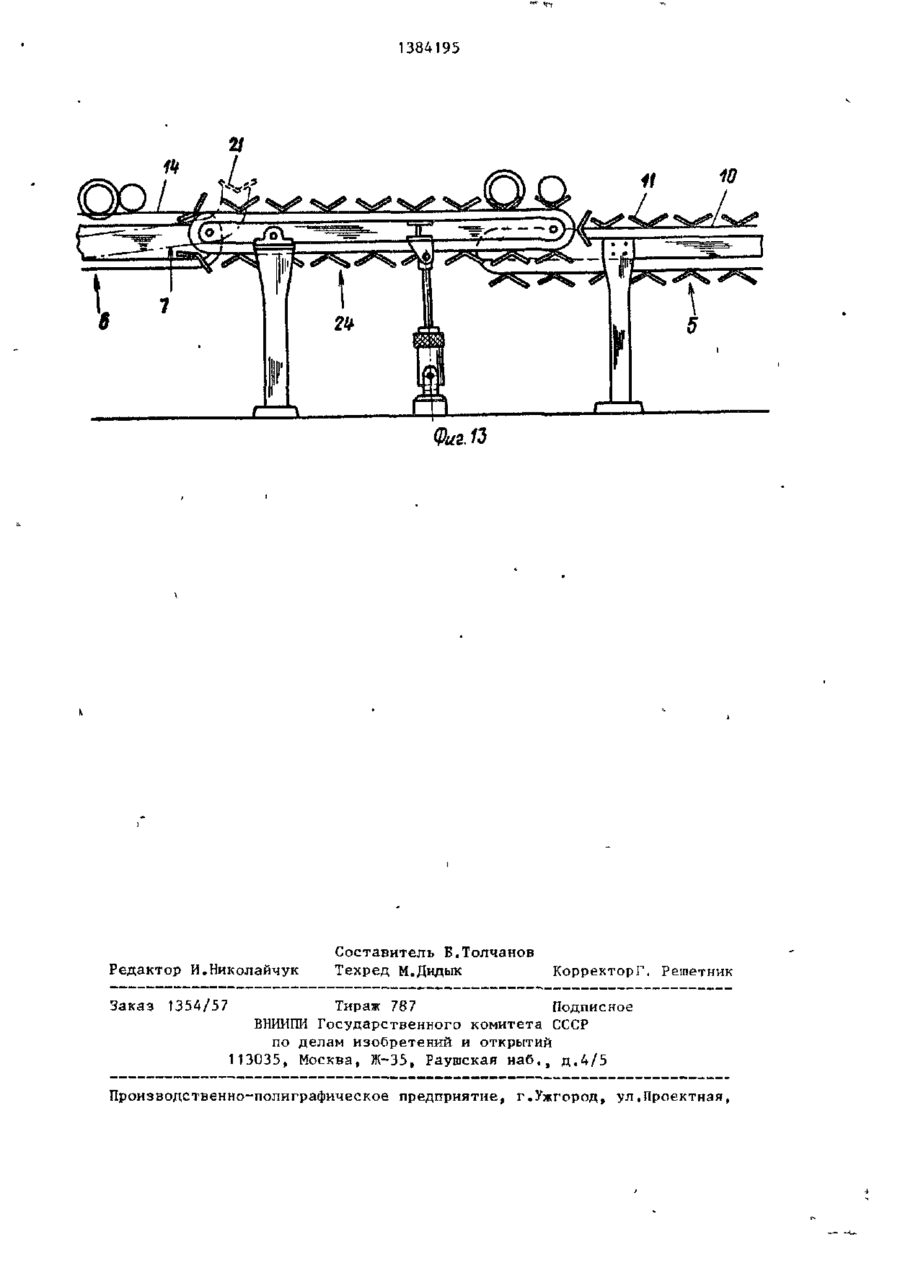
Изобретение относится к укладке чугунных муфтовых труб (Т) t выходящих из машины центробежного литья. Цель изобретения - повышение производительности. Для составления групп или рядов, содержащих нечетное число Т, используется установка, включающая конвейеры (К) 5, 6, между которыми установлено устр-во для отвода одной Т п виде образованного двумя рычагами 17 подъемника 7, к подъемное устр-во для укладки на К 5 пары Т. На станинах 9, 13 соответственно К 5, 6 расположены пары параллельных бесконечных цепей (Ц) 10, 1384 145 14, приводимых в движение от моторовпрерывно движущийся К 6. R положении, редукторов. Передний конец К 5 соосен при котором шестая Т находится в зос задним концом К 6, расположенного не перекрывания К 5, 6, подъемник 7 ниже К 5. Равномерно на Ц 10 устаподнимает ее над К 5, 6, Одновременновлены отстоящие друг от друга уголно К 6 продолжает перемещать первые ковые V-образной формы кронштейны 11 пять Т к установленному на конце К 6 для Т, а на Ц 14 - упоры 15 для толсредству для штабелирования Т. Закания группы Т. При составлении тем подъемник 7 опускает шестую Т на двух последовательных рядов Т по пять прежнее место. Расположенные на К 5 Т подъемным устр-вом Т последовательоставшиеся пять Т перемещаются на но попарно укладывают на кронштейК 6. Следующую группу, состоящую из ны 1 1 К 5, формируя группу из десяти десяти Т, изолируют путем образоваТ. Одновременно К 5 перемещается с ния на К 5 промежутка,кратного удвоеншагом, равным удвоенному расстоянию ному расстоянию между двумя Т. 2 с , между двумя Т, и перемещает Т на неи 5 з.п. ф-лы, 13 кл, , 1 Изобретение касается укладки чугунных муфтовых труб, выходящих из машины центробежного литья, и установки для его осуществления, а именно перемещения труб между первым го'ризонтальным или почти горизонтальным конвейером, на котором трубы уложены в четном количестве, причем нечетные трубы обращены муфтами в одну сторону, а четные - в другую сторону, и вторым конвейером, на который трубы поступают рядами, предназначенными для последующего штабелирования для образования пакетов труб. Целью изобретения является повышение производительности. На фиг.1 показан пакет труб, образованный слоями или группами труб, содержащими нечетное число труб, уложенных одни муфтами в одну сторону, другие - муфтами в другую сторону; на фиг.2 - установка для осуществления способа по укладке чугунных муфтовых труб, вид сбоку; на фиг.З - то же, вид в плане (пунктиром показаны трубы, уложенные альтернативно и образующие нечетный ряд на втором транспортере) ; на фиг.А - то ж е ; части первого и второго конвейеров и подъемного устройства в нижнем положении, вид сбоку; на фиг о 5 - то же, подъемное устройство в верхнем положении, вид сбоку; на фиг.6-11 - схемы перемеоіения труб и их перехода с одного конвейера на другой с превращением четных групп в нечетные;на фиг.12 15 20 25 30 установка для осуществления способа, вид сбоку, с поднимающимся промежуточным конвейером соответственно в нижнем положении -для случая, когда первый транспортер расположен ниже, чем второй; на фиг,13 - то же, промежуточный конвейер в верхнем положении. Изобретение применяется для составления пакетов чугунных муфтовых труб Т„ которые связываются при помощи металлических или пластиковых лент 1. Трубы укладываются накладываемыми один на другой рядами 2, образующими штабель или пакет. Горизонтально в каждом ряду 2 и вертикально между двумя уложенными друг на друге рядами они располагаются так, чтобы к муфте 3 одной трубы примыкает гладкий конец 4 соседней трубы с тем, чтобы уменьшить габариты каждого пакета (фиг.1). Изобретение может применяться для составления рядов труб, аналогичных представленному на фиг.З, где пять одинаковых труб Т1-15 (показаны пунктиром) ряда 2 смещены в продольном направлении относительно друг друга на расстояние, соответствующее по меньшей мере длине их муфт 3. Таким образом, изобретение применяется для составления рядов или груп 35 труб, содержащих нечетное число труб, тогда как трубы подаются из машины 1384195 центробежного литья в четном количестве . Установка для осуществления предлагаемого способа (фиг.2 и 3) содержит два трубных конвейера 5 и 6, перемешающихся в направлении, указанном стрелкой. На конвейер 5 поступают парами трубы Т, с конвейера 6 сходят трубы, собранные в нечетные ряды, 10 или группы между конвейєрами расположено устройство для отвода одной трубь/ Т, предетавл-яющее собой подъемник 7. Трубы Т парами подаются на конве- 15 йер 5 при помощи любых известных средств, например посредством подъемного устройства 8, на которое они укладываются параллельно, но альтернативно. 20 Конвейер 5 включает в себя станину 9, на которой укреплена пара паграллельных между собой бесконечных цепей 10, несущих индивидуальные уголковые V-образной формы кронштейны или 25 люльки 11 для труб Т, равномерно отстоящие друг от друга на шаг р или интервалы и установленные так, что трубы Т располагаются перпендикулярно этим цепям 10. Бесконечные цепи 30 10 приводятся в прерывистое движение в направлении стрелки (фиг.2 и 3) при ПОМОРЩИ мотора-редуктора приводятся в непрерывное движение в направлении стрелки (фиг.2 и 3) при помощи мотора-редуктора 16. Конвейеры 5 и 6 расположены относительно друг друга следующим образом, чтобы обеспечить переход труб с конвейера 5 на конвейер 6. Передний конец конвейера 5, материализованный промежуточными колесами бесконечных цепей 10, соосен с задним (относительно стрелки перемещения) концом конвейера 6, материализованным промежуточными колесами бесконечных цепей 14, причем соосность двух этих концов отмечена поперечной осью XX, представляющей собой ось промежуточных колес цепей 10 и 14. Другими словами^ передний конец конвейера 5 и задний конец конвейера 6 перекрывают друг друга на один шаг р по оси XX. Кроме того, верхняя опорная поверхность цепей 14 конвейера 6 находится на уровне несколько ниже гнезд уголковых кронштейнов 11, смонтированных на цепях 10 конвейера 5. Таким образом, когда уголковые кронштейны 11 цепей 10 поворачиваются на промежуточных колесах с осью XX, они опускаются на уровень цепей 14, а потом уходят ниже этого уровня. J2. Пре рывистые перемещения вперед, между которыми следуют равномерные интер35 валы, имеют амплитуду, равную двум шагам (2р), с тем, чтобы перемещать одновременно две трубы. Трубы Т укладываются попарно на уголковые кронштейны !1 перпендикуг лярно цепям 10 и, следовательно, на- 40 правлению движения (стрелке). Конвейер 6 содержит станину 13, на которой укреплена пара бесконечных цепей 14, параллельных между со45 . бой и цепям 10 конвейера 5. Звенья цепей 14 образуют плоскую, почти непрерывную поверхность опоры труб Т, которые не имеют, следовательно, индивидуальных гнезд на конвейере 6 в отличие от конвейера 5, который обо- 50 рудован уголковыми индивидуальными V-образной формы кронштейнами 11, На цепях 14 на определенном расстоянии друг от др>га установлены упоры 15, служащие для толкания группы или ряда 55 труб Т. Эти упоры 15 крепятся с возможностью снятия на некоторых звеньях цепей 14. Бесконечные цепи 14 Для этого расстояние между параллельными цепями 14 больше расстояния между параллельными цепями 10, но остается значительно меньшим, чем длина трубы Т, муфта 3 и гладкий конец 4 которой выступают относитель*но цепей 14. Длина чугунной муфтовой трубы Т составляет по меньшей мере 6 м (однако изобретение применимо также и к муфтовым трубам длиной менее 6 м ) . За конвейером 6, т.е. в конце его, находятся средства штабелирования рядов труб, подаваемых конвейером 6. Между цепями 10 и 14 конвейеров 5 и 6 установлен подъемник 7, образованный парой подъемных рычагов 17, параллельных цепям 10 и 14 конвейеров 5 и 6 и шарнирно укрепленных одним концом на стойках 18 посредством вала 19 с осью УУ, параллельной оси XX, находящейся ниже последней относительно направления движения ПС стрелке на (фиг.2 и 3 ) . Расстояние между рычагами 17 является промежуточным между расстояниями между па 5 1384 раллельиыми пспямн И) и 14 конвейеров 5 и 6. На другом конце каждого, рычага, после изгиба 2 0 . выполненного побли- ( зости от оси XX, смонтированы уголковые индивидуальные кронштейны 21 для трубы Т в горизонтальном попоже'нии. Эти кронштейны аналогичны или идентичны кронштейнам 11 конвейера 5,,» Два уголковых кронштейна 21 расположены у заднего конца конвейера 5 и переднего конца конвейера 6 В при этом V-образные выемки (гнезда) угоикоаых кронштейнов 21 находятся поблизости от оси ХХ„ являющейся общей для о б о - 15 их указанных концов. Примерно посередине своей длины каждый из рычагов 17 шарнпрно крепится в точке 22 к концу штока цилиндра 23, приводимого в действие жидкостью под давлением. Два цилиндра 23 двойного действия идентичны и могут работать синхронно. Таким образом, пара рычагов 17 подъемника 7 может занимать два по-?* ложения: нижнее или нерабочее положение (фиг,4)у при котором уголковые кронштейны 21 находятся ниже уровня кронштейкор, смонтированных на цепях 10 конвейера 5 и верхнее или р а бочее ПОЛОжеНИе f ПрИ KOTOfOsyl УІ ОЧІ
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for laying cast iron collar pipes
Автори англійськоюRoger Malivoir, Gilbert Mayer
Назва патенту російськоюСпособ укладки чугунных муфтовых труб и установка для его осуществления
Автори російськоюРоже Маливуар, Жильбер Майер
МПК / Мітки
МПК: B65G 47/52
Мітки: здійснення, спосіб, чавунних, муфтових, укладки, труб, установка
Код посилання
<a href="https://ua.patents.su/12-6009-sposib-ukladki-chavunnikh-muftovikh-trub-i-ustanovka-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб укладки чавунних муфтових труб і установка для його здійснення</a>
Транспортуючий пристрій для чавунних муфтових труб

Номер патенту: 6079
Опубліковано: 29.12.1994
Автори: Жільбер Мейєр, Роже Малівуар
МПК: B65G 47/24
Мітки: муфтових, транспортуючий, пристрій, чавунних, труб
Формула / Реферат:
1. Транспортирующее устройство для чугунных муфтовых труб, включающее установленные на основании горизонтальные подающий и принимающий конвейеры, на бесконечно замкнутых тяговых органах которых смонтированы с определенным шагом V-образные опоры, и кантователь на 180° с подьемно-опускным механизмом, имеющим шарнирно-рычажное приспособление в виде параллельных рычагов, шарнирно связанных с платформой, привод подъема и размещенное на...
Спосіб непреривного лиття чугуних тінкостінних труб і установка для його здійснення
Номер патенту: 6315
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ріо Беллосі
МПК: B22D 11/14, B22D 11/112, B22D 11/04, B22D 11/117, B22D 11/06
Мітки: тінкостінних, здійснення, непреривного, лиття, чугуних, спосіб, труб, установка
Формула / Реферат:
1. Способ непрерывного литья чугунных тонкостенных труб, включающий подачу жидкого чугуна в охлаждаемый кристаллизатор с дорном, нагрев дорна и вытягивание трубы, отличающийся тем, что, с целью повышения надежности процесса литья, в его начале нагревают верхний конец дорна, а затем в кристаллизатор подают жидкометаллический охладитель, не прекращая нагрева дорна. 2. Установка для непрерывного литья чугунных тонкостенных труб,...
Пристрій для укладання у пакет чавунних труб з розтрубами
Номер патенту: 6085
Опубліковано: 29.12.1994
Автори: Роже Малівуар, Жільбер Майєр
МПК: B65G 57/02
Мітки: укладання, розтрубами, чавунних, труб, пристрій, пакет
Формула / Реферат:
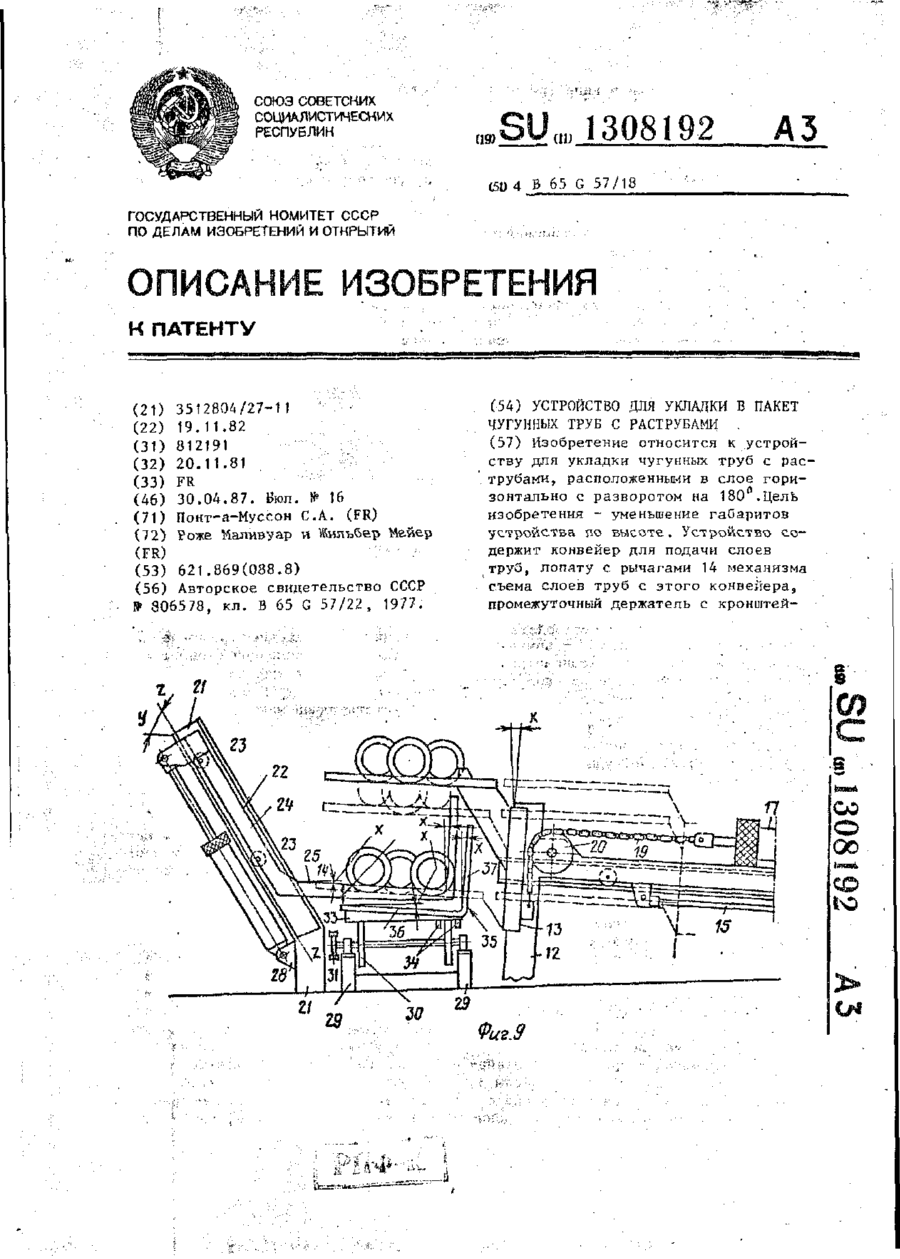
1. Устройство для укладки в пакет чугунных труб с раструбами, расположенными в слое горизонтально с ра зворотом относительно друг друга на 180°, содержащее горизонтально расположенный конвейєр для подачи слоев труб, тележку для отвода готового пакета, включающую в себя приемный карман, образованный жестко закрепленными под прямым углом друг к другу основанием и боковой стенкой, и установленную с возможностью перемещения по направляющим,...
Установка для обробки зовнішньої поверхні труб
Номер патенту: 267
Опубліковано: 30.04.1993
Автори: Івченко Лариса Василівна, Дрягін Дмитро Прокопович, Третяков Клавдій Федорович
МПК: B08B 9/02
Мітки: обробки, установка, труб, поверхні, зовнішньої
Формула / Реферат:
Установка для обработки наружной поверхности труб, включающая механизм перемещения изделия, содержащий два параллельных ряда опорных роликов, установленных под углом к направлению перемещения изделия, и приводные ролики и последовательно расположенные узел очистки, включающий щетку, и механизм для сбрасывания обработанных изделий, отличающаяся тем, что она снабжена узлом изоляции, расположенным после узла очистки, Включающим закрепленное на...
Спосіб виділення білка зі стічних вод, що мають жиробілкові домішки та установка для його здійснення
Номер патенту: 3509
Опубліковано: 27.12.1994
Автори: Бела Сабо, Ласло Чебе, Дьюла Бошітш, Петер Рудольф, Ендре Верецкеі, Золтан Банаш, Дьордь Керей, Янош Іллєш, Іштван Такач
Мітки: жиробілкові, стічних, установка, здійснення, спосіб, білка, вод, виділення, мають, домішки
Формула / Реферат:
1. Способ выделения белка из сточных вод, содержащих жиробелковые примеси, предусматривающий обработку вод веществом для осаждения белков, нагревание, отделение осадка и высушивание, отличающийся тем, что, с целью интенсификации процесса, нагревание проводят в две стадии, первую из которых ведут в течение 12 мин при 50-125 °С, а вторую —7-15 мин при 50-125 °С, а отделение осадка осуществляют фильтрованием в насыщенной паром камере при этой...
Попередній патент: Установка для сухої підготовки до помолу зернообразного продовольчого та кормового продукту
Наступний патент: Пристрій для поперечної різки трубчатих деталей
Випадковий патент: Спосіб діагностики розвитку атеросклерозу