Пакувальний контейнер для рідких продуктів (варіанти) та заготовка для пакувального контейнера для рідких продуктів (варіанти)
Номер патенту: 62928
Опубліковано: 15.01.2004
Автори: Анчор Девід, Моранді Мауро, Льюнгстрьом Томмі Бо Гьоран
Формула / Реферат
1. Пакувальний контейнер (4), що має множину бокових стінових панелей (16, 17), верхню частину (9) і нижню частину (10), причому бокові стінові панелі (16, 17) простягаються між верхньою частиною (9) та нижньою частиною (10) і включають допоміжні стінові панелі (17), при цьому кожна допоміжна стінова панель окреслена парою вертикальних ліній складок (14), кінці яких розташовані на відстані від верхньої частини (9) та нижньої частини відповідно (10), та парою діагональних ліній складок (15), що простягаються від кінців вертикальних ліній складок (14) і сходяться у напрямку верхньої частини та нижньої частини відповідно, який відрізняється тим, що верхня частина (22) пакувального контейнера має поперечне герметизуюче ребро (29), яке простягається над верхньою частиною (22), а трикутні кутові панелі (25) утворюють разом з підгорнутими панелями (26) трикутні сплощені кутові складки (31), які мають можливість бути загнутими вниз до основних стінових панелей (16) пакувального контейнера.
2. Контейнер за п. 1, який відрізняється тим, що вищезгадані діагональні лінії складок (15) перетинаються в точці (20), розташованій на верхній частині (9) та нижній частині (10) контейнера.
3. Контейнер за п. 1, який відрізняється тим, що верхня частина (9) та нижня частина (10) є прямокутними з парою вузьких бокових стінових панелей та парою широких бокових стінових панелей, причому ширина допоміжних бокових стінових панелей є такою ж самою, що й ширина вузьких основних стінових панелей.
4. Контейнер за п.1, який відрізняється тим, що кожна допоміжна бокова стінова панель включає видовжену прямокутну частину, утворену між відповідними парами вертикальних ліній складок, з трикутними частинами, з'єднаними з їхніми короткими сторонами.
5. Контейнер за п.4, який відрізняється тим, що трикутні частини мають ту ж саму висоту, що й загнуті донизу кутові складки.
6. Контейнер за п.5, який відрізняється тим, що прямокутна частина допоміжних бокових стінових панелей є плоскою.
7. Пакувальний контейнер (5), що має множину бокових стінових панелей (16, 17), верхню частину (9) і нижню частину (10), причому панелі бокових стінок (16, 17) простягаються між верхньою частиною (9) та нижньою частиною (10) і включають допоміжні стінові панелі (17), при цьому кожна допоміжна стінова панель окреслена парою вертикальних ліній складок (14), кінці яких розташовані на відстані від верхньої частини (9) та нижньої частини відповідно (10), та парою діагональних ліній складок (15), що простягаються від кінців вертикальних ліній складок і сходяться у напрямку верхньої частини та нижньої частини відповідно, який відрізняється тим, що вказана верхня частина (22) пакувального контейнера містить прямокутні торцеві панелі (24), виконані з можливістю складання одна відносно іншої, трикутні кутові панелі (25) та підгорнуті панелі (26), зігнуті усередину під торцевими панелями (24), при цьому панелі (24, 25, 26) верхньої частини (22) пакувального контейнера утворюють герметизуюче ребро (29).
8. Контейнер за пп.7, який відрізняється тим, що вищезгадані діагональні лінії складок (15) перетинаються в точці (20), розташованій на відстані від верхньої частини (9) та нижньої частини (10) контейнера.
9. Контейнер за п. 1 або 7, який відрізняється тим, що вертикальні лінії складок є паралельними.
10. Контейнер за п.9, який відрізняється тим, що має лінії складок, які простягаються у поперечному напрямку між вертикальними лініями складок допоміжних бокових стінових панелей.
11. Контейнер за п.9, який відрізняється тим, що верхня частина та нижня частина є квадратними, причому верхня частина має дахоподібну форму.
12. Заготовка (1) для пакувальних контейнерів (4), яка складається з пакувального шаруватого матеріалу, що має верхні та нижні горизонтальні лінії складок (6, 7), які відповідають верху та низу контейнера (4), основні бокові стінові панелі (16), множину допоміжних бокових стінових панелей (17), причому допоміжні бокові стінові панелі (17) окреслені парами паралельних вертикальних ліній складок (14), кінці яких розташовані на відстані від верхньої та нижньої горизонтальних ліній складок (6, 7), при цьому допоміжні бокові стінові панелі (17) розташовані між основними боковими стіновими панелями (16), яка відрізняється тим, що заготовка має верхню торцеву частину (9) з поперечною герметизуючою панеллю (27), призначеною для утворення герметизуючого ребра (29), та трикутними кутовими панелями (25), призначеними разом з підгорнутими панелями (26) утворювати трикутні сплощені кутові складки (31), які мають можливість бути загнутими вниз до основних стінових панелей (16).
13. Заготовка за п.12, яка відрізняється тим, що відстань між усіма чотирма прилеглими паралельними вертикальними лініями складок (14) є однаковою.
14. Заготовка (3) для пакувальних контейнерів (5), яка складається з пакувального шаруватого матеріалу, що має верхні та нижні горизонтальні лінії складок (6, 7), які відповідають верху та низу контейнера (5), основні бокові стінові панелі (16), множину допоміжних бокових стінових панелей (17), причому допоміжні бокові стінові панелі окреслені парами паралельних вертикальних ліній складок (14), кінці яких розташовані на відстані від верхньої та нижньої горизонтальних ліній складок (6, 7), при цьому допоміжні бокові стінові панелі (17) розташовані між основними боковими стіновими панелями (16), яка відрізняється тим, що заготовка має верхню торцеву частину (9) з прямокутними торцевими панелями (24), виконаними з можливістю складання одна відносно іншої, трикутними кутовими панелями (25) та підгорнутими панелями (26), виконаними з можливістю згинання усередину під торцевими панелями (24), при цьому панелі (24, 25, 26) верхньої частини (9) виконані з можливістю утворення герметизуючого ребра (29).
15. Заготовка за п.14, яка відрізняється тим, що відстань між допоміжними боковими стіновими панелями (17) є однаковою.
16. Заготовка за будь-яким з пп.12 або 14, яка відрізняється тим, що допоміжні стінові панелі (17) включають трикутні торцеві частини.
17. Заготовка за п.16, яка відрізняється тим, що трикутні торцеві частини окреслені діагональними лініями складок (15), що перетинаються в одній точці, причому вищезгадана точка (20) розташована на відстані від горизонтальних ліній складок (6, 7).
18. Заготовка за п.16, яка відрізняється тим, що трикутні торцеві частини окреслені діагональними лініями складок (15), що перетинаються в одній точці, причому вищезгадана точка (20) розташована на верхній та нижній горизонтальних лініях складок (6, 7).
19. Заготовка за п.16, яка відрізняється тим, що кожна допоміжна стінова панель (17) розділена на центральну прямокутну частину та трикутні торцеві частини за допомогою поперечних ліній складок, які зв'язують вертикальні лінії складок допоміжних бокових стінових панелей.
20. Заготовка за будь-яким з пп.12 або 14, яка відрізняється тим, що довжина вищезгаданих паралельних вертикальних ліній складок (14) перевищує більш ніж в 0,5 разу відстань між верхньою та нижньою горизонтальними лініями складок (6, 7).
21. Заготовка за будь-яким з пп.12 або 14, яка відрізняється тим, що лінії складок утворені за допомогою заглиблень у пакувальному шаруватому матеріалі.
Текст
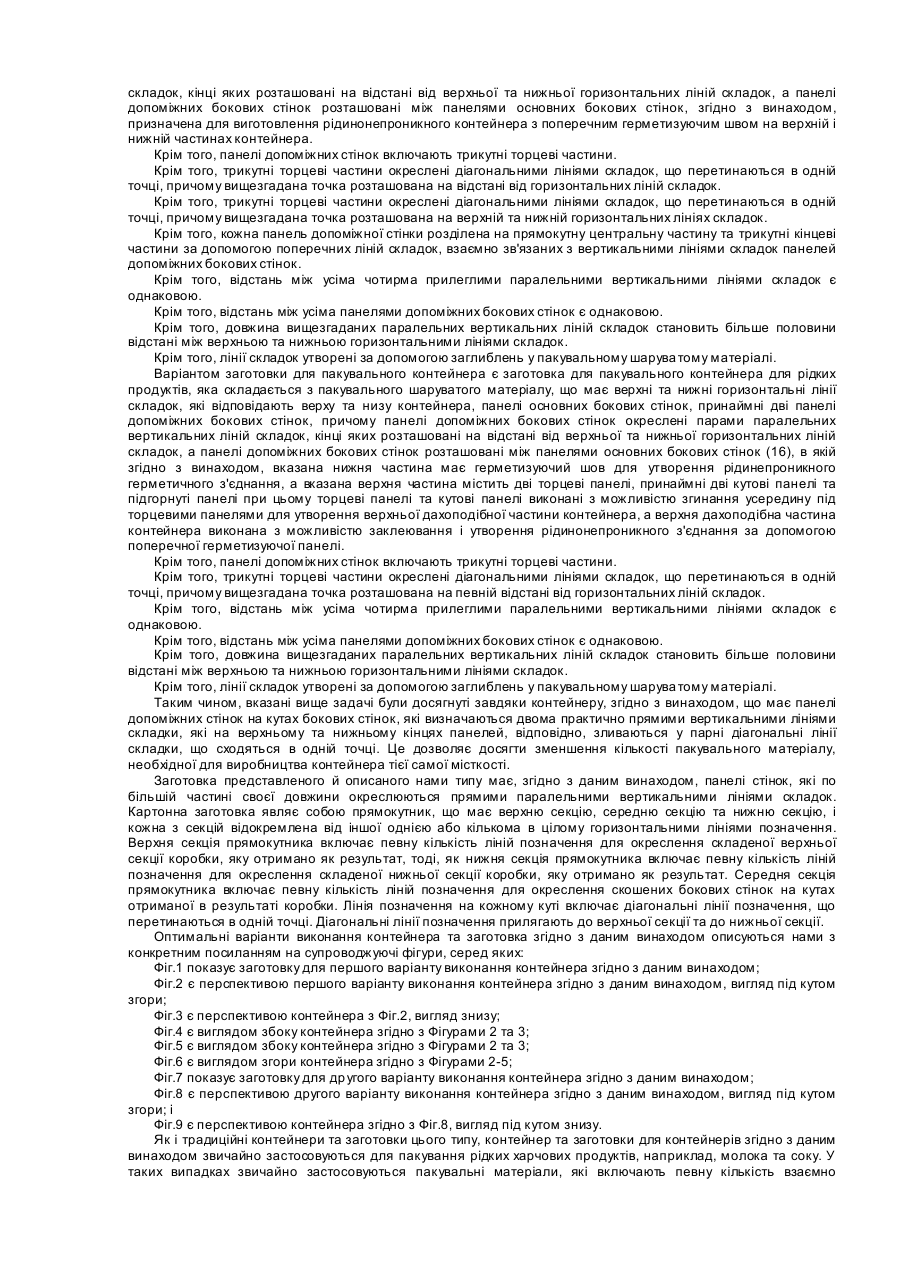
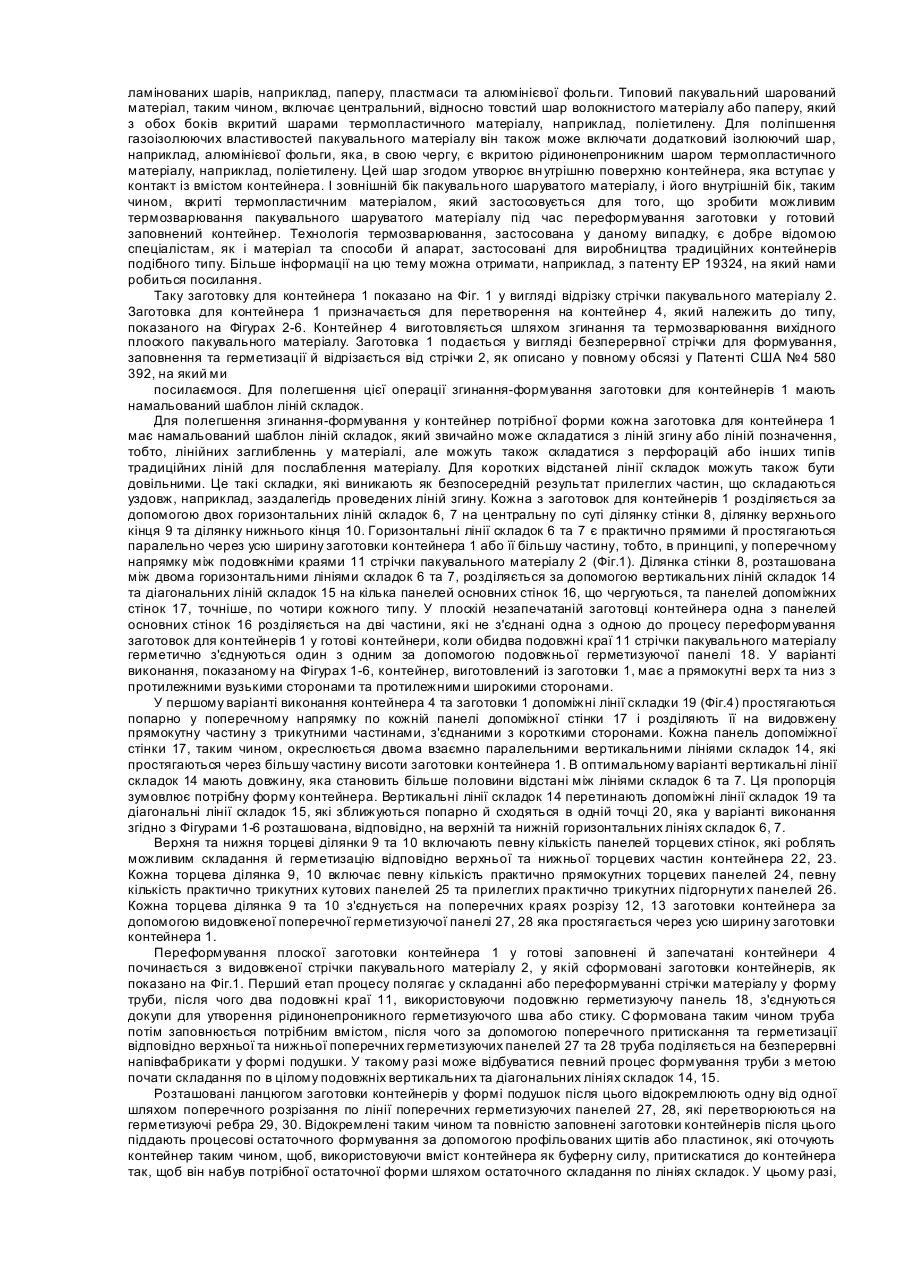
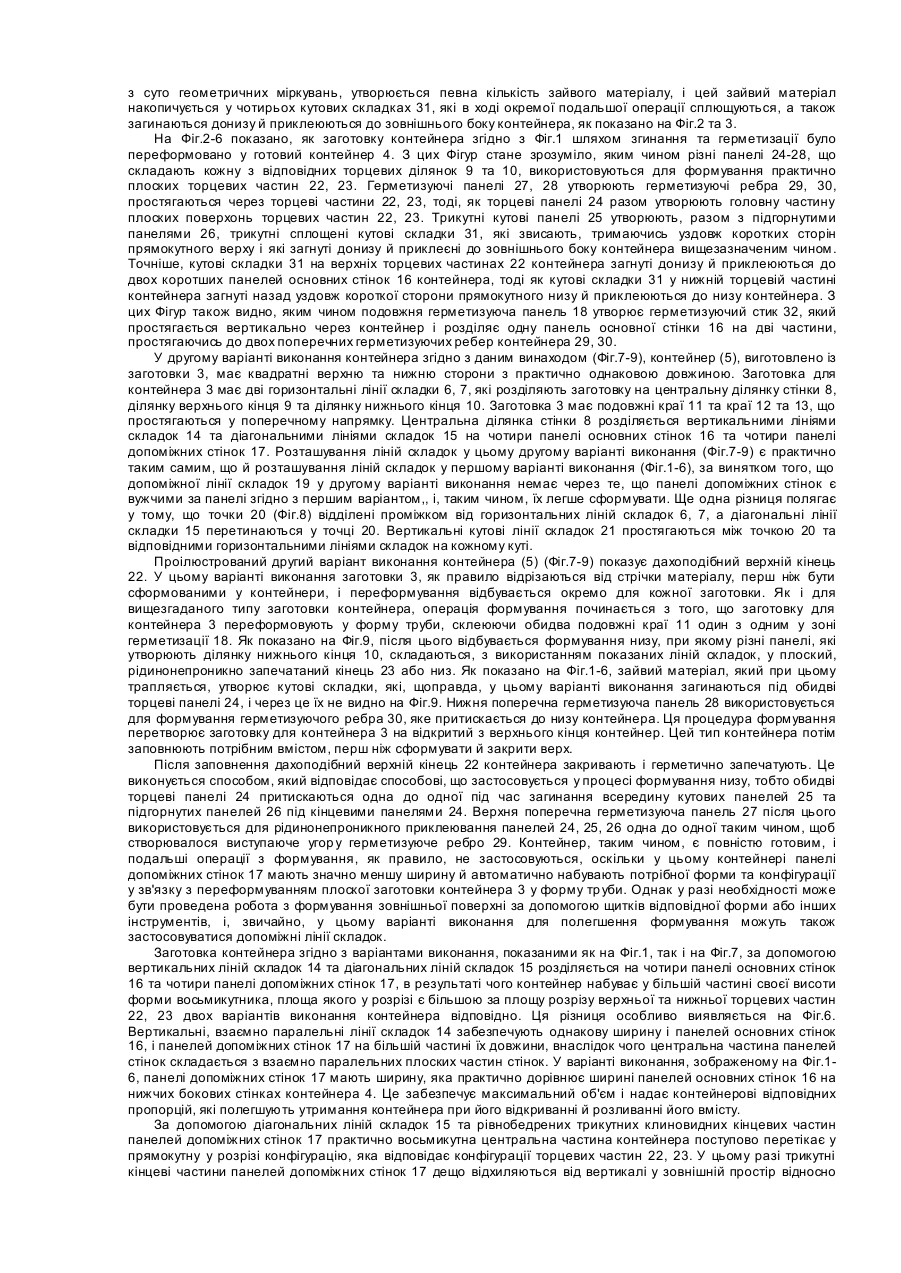
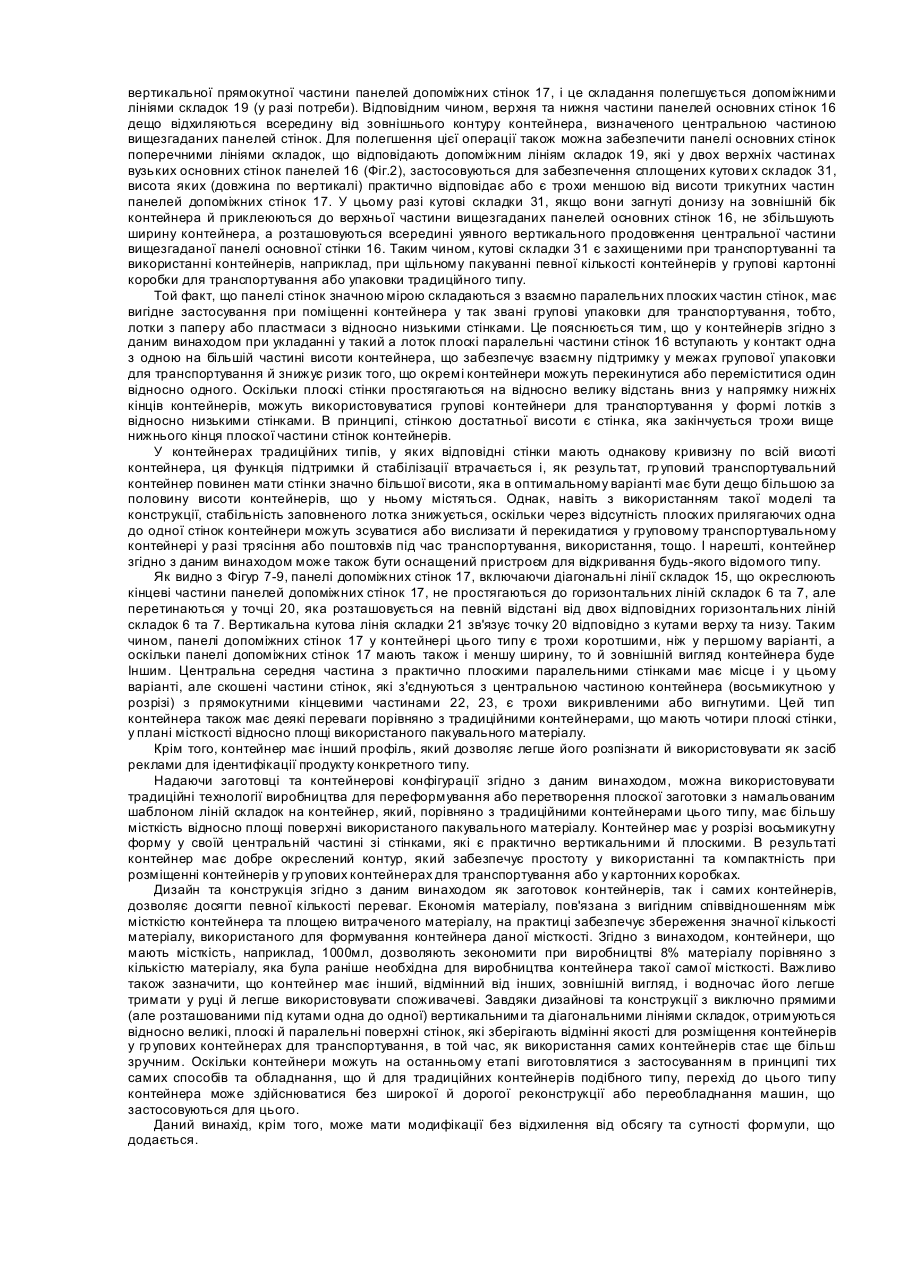
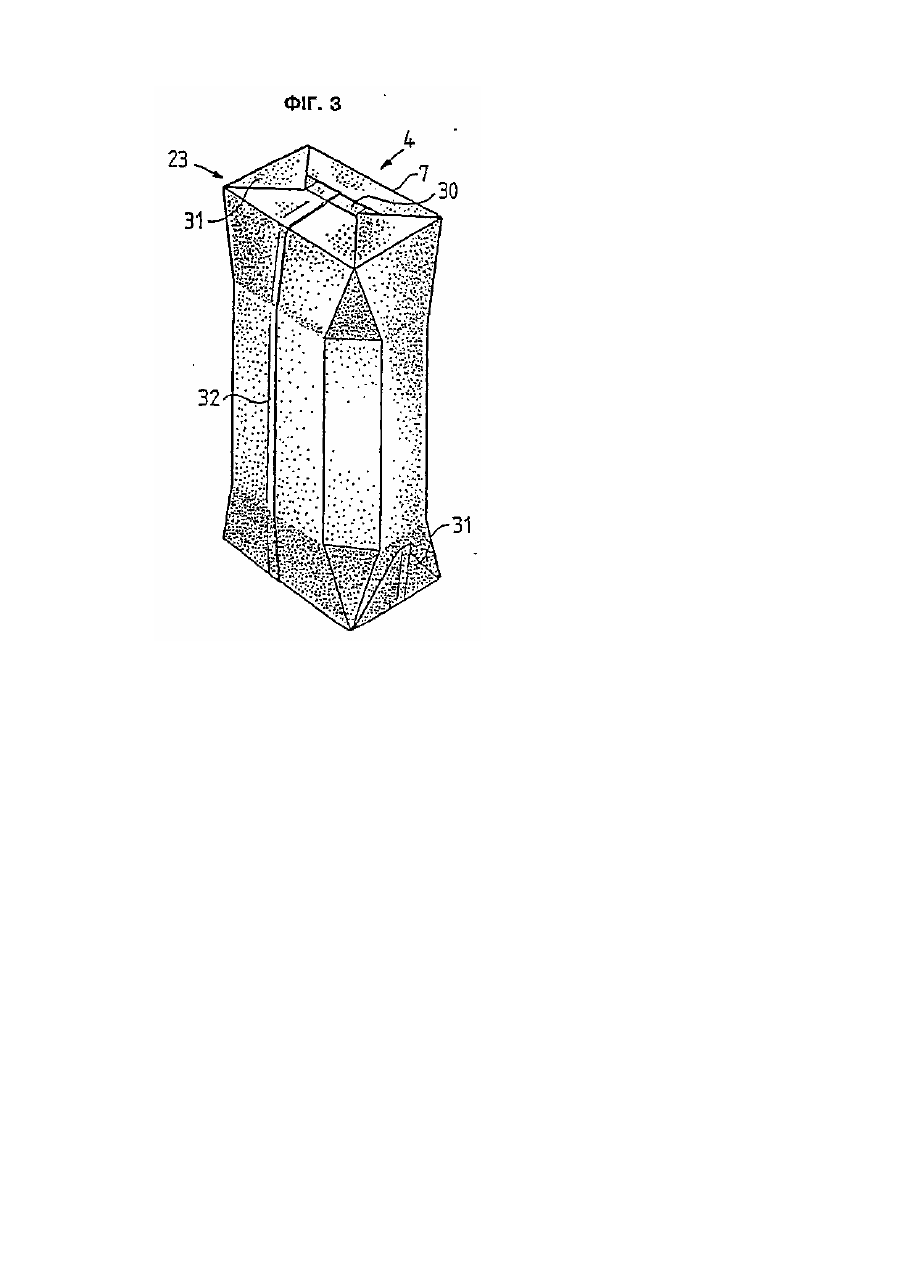
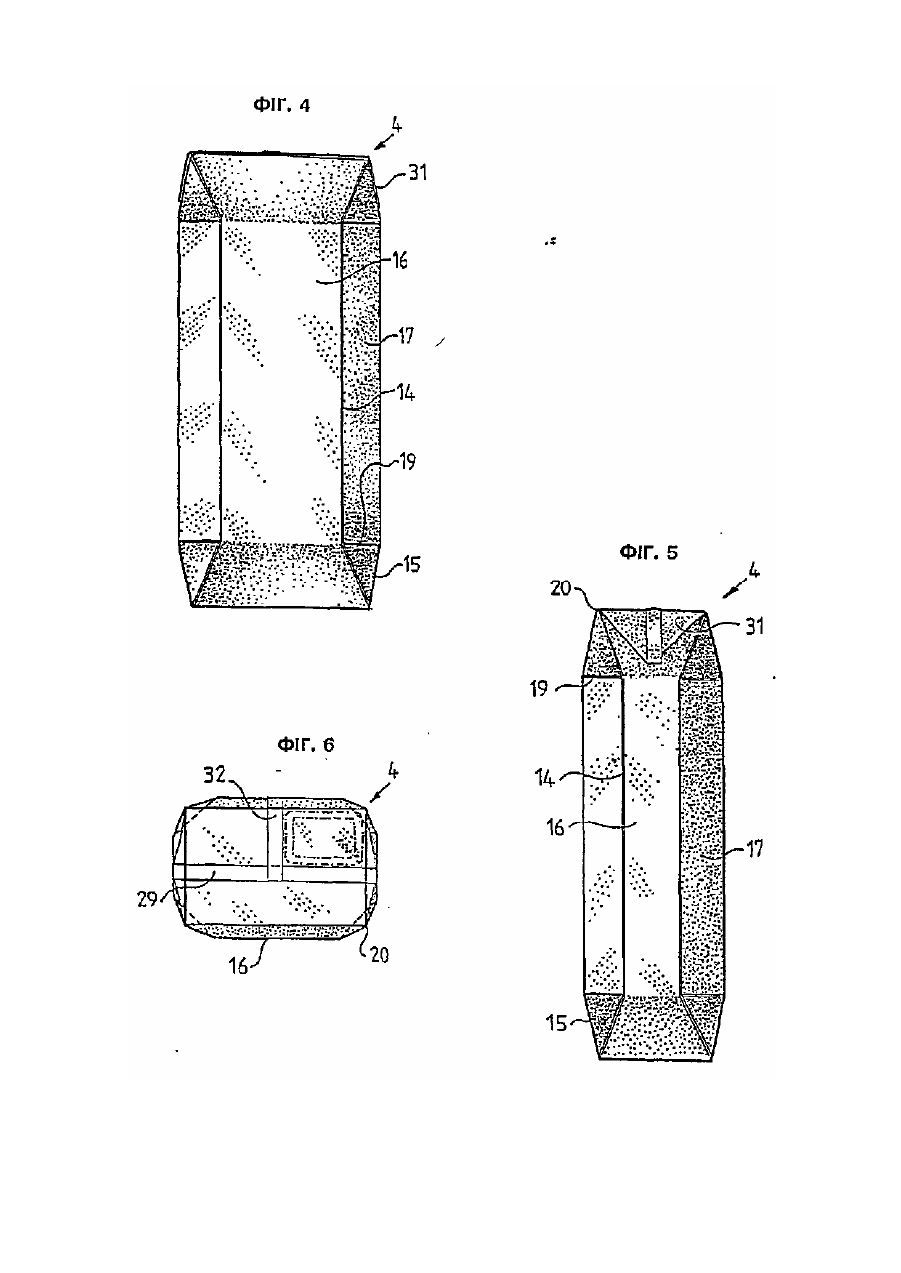
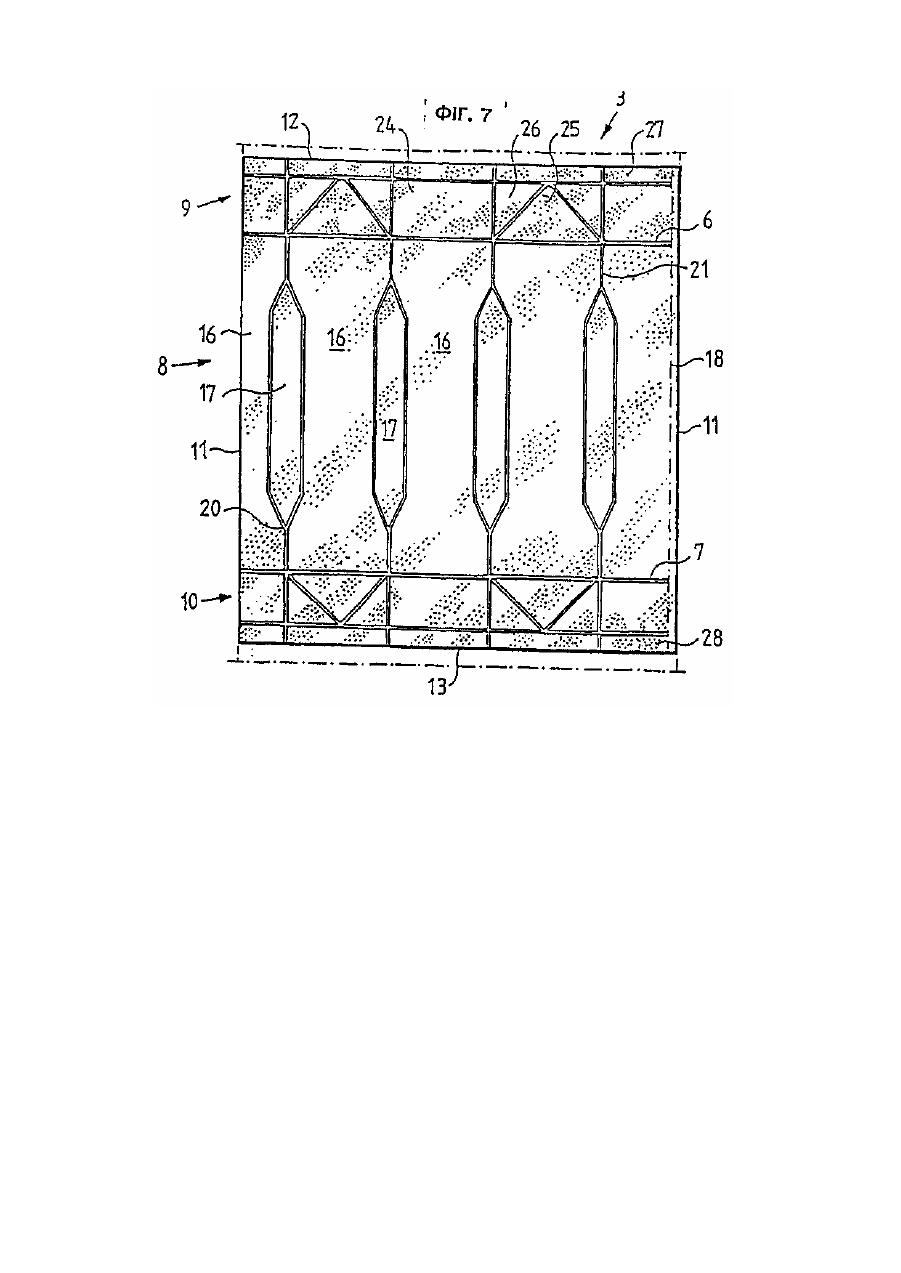
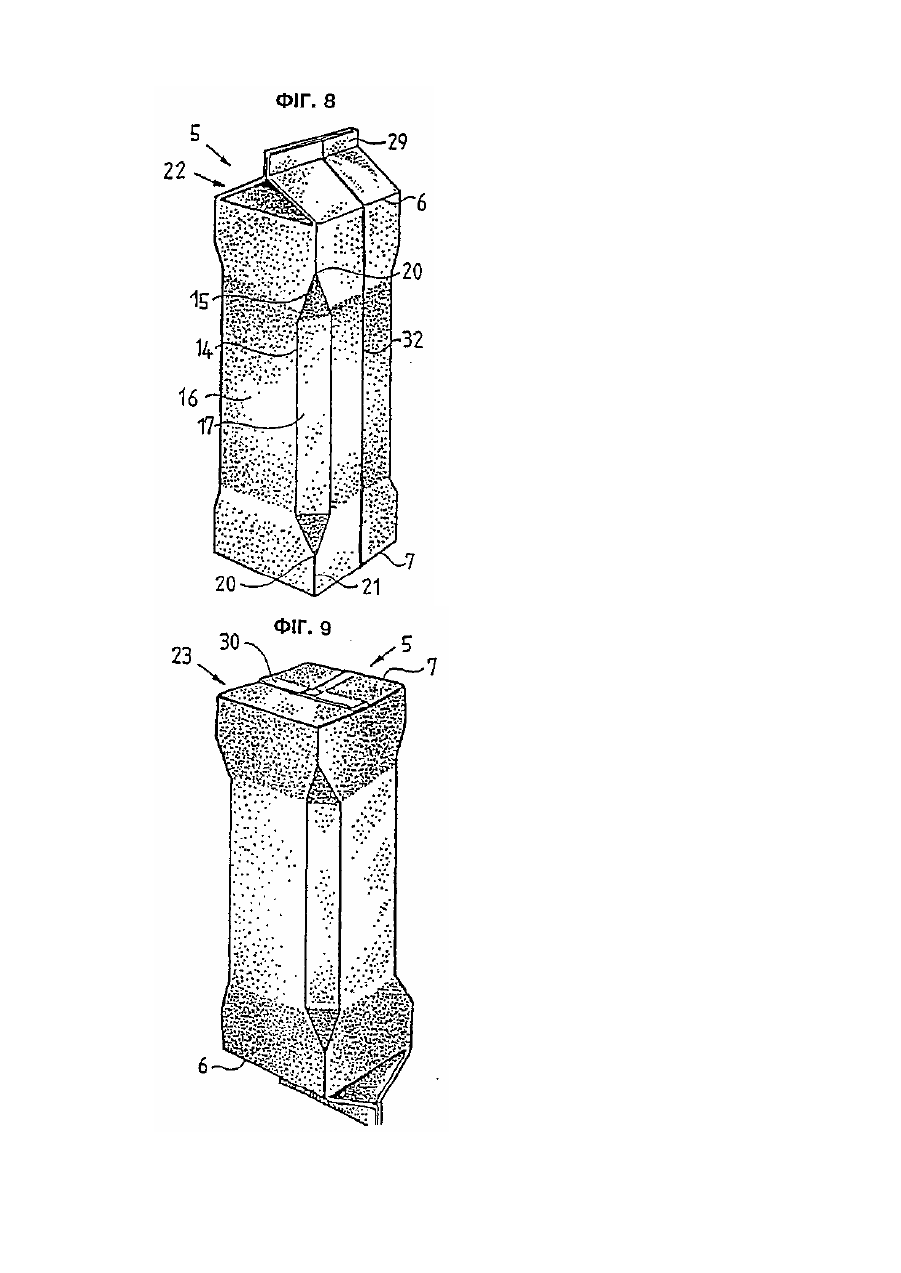
Даний винахід стосується пакувальних контейнерів, складених із ламінованого пакувального матеріалу, які мають складки або лінії згину для зручності перетворення пакувального матеріалу на окремі заповнені й запечатані контейнери та заготовки або пакувального матеріалу, з якого складаються контейнери. Упаковки одноразового використання для напоїв або інших споживчих продуктів зазвичай виготовляються з ламінованого пакувального матеріалу, що складається з шарів, наприклад, паперу, термопласту та алюмінієвої фольги. Матеріал є гнучким, але відносно жорстким, і має складки або лінії згину для зручності переформування або перетворення матеріалу на окремі заповнені й запечатані контейнери. Необхідні рідинонепроникні шви звичайно виконуються шляхом термосклеювання, при якому термопластові шари пакувального матеріалу виступають як склеюючий або сполучний агент. Відомі нині контейнери цього типу мають, як правило, або паралелепіпедну (Tetra Brik®), або так звану дахоподібну форму (Tetra Rex®), і описуються у патентах ЕР 19324 та ЕР 356831, відповідно, на які нами робиться посилання. Як паралелепіпедні, так і дахоподібні контейнери, як правило, включають чотири вертикальні панелі або бокові стінки з верхньою та нижньою панелями. У типовому варіанті паралелепіпедні контейнери мають дві протилежні вузькі бокові стінки, а дві інші бокові стінки є значно ширшими за перші бокові стінки. Дахоподібні контейнери в типовому варіанті мають бокові стінки практично однакової ширини. Паралелепіпедні або дахоподібні контейнери з чотирма боковими стінками, суміжні панелі яких утворюють між собою прямі кути, тривалий час є найпоширенішими контейнерами цього типу, які звичайно застосовуються для пакування, наприклад, молока, соку або інших рідких споживчих продуктів. Одним з важливих аргументів на користь такого стану речей є те, що симетричні контейнери, що мають у розрізі практично прямокутну конфігурацію, є зручними у використанні не лише для споживача, але й для роботів та машин при виробництві та класифікації або сортуванні різного типу. Упаковки для споживчих продуктів звичайно розміщують, наприклад, групами по 18 (3x6) контейнерів на піддонах або у картонних коробках, які потім накривають кришками або обгортають еластичною плівкою. Пристосовуючи розмір піддону до розміру відсортованих груп контейнерів, отримують одне ціле, що має стійку форму та розмір і є зручним у користуванні, бо завдяки формі контейнерів бокові стінки окремих контейнерів щільно прилягають одна до одної й забезпечують взаємну підтримку. Таким чином, хоча найпоширеніші в даний час конфігурації контейнерів мають важливі практичні переваги, вони не досягли оптимальної конструкції у плані витрати пакувального матеріалу відносно об'єму контейнера. З суто геометричної точки зору, ідеальною конфігурацією контейнера є сферична, але з практичних міркувань контейнер у формі кулі, зрозуміло, є менш придатним. Щоправда, робилися спроби мінімізувати витрати матеріалу на об'єм контейнера через надання контейнерові, який має практично паралелепіпедну форму, більш або менш випуклої конфігурації через забезпечення панелей допоміжних стінок з конічними звуженнями на обох кінцях між основними (первинними) панелями бокових стінок, як описано у патенті ЕР Patent 277,673. Така процедура дещо знижує витрати матеріалу, але контейнер з вигнутими назовні стінками, має функціонально неповноцінну конфігурацію, пов'язану з труднощами у використанні та розмщенні контейнерів у картонних коробках для транспортування та зберігання. Крім того, у вищезгаданих традиційних контейнерів паралелепіпедної конфігурації сплощені кутові складки, які утворюються у зв'язку зі згинанням та формуванням, мають бути загнуті донизу й закріплені з зовнішньої сторони контейнера таким чином, щоб вони не могли випадково відігнутися під час використання контейнера. Надійне закріплення кутови х складок вимагає, щоб вони були загнуті донизу й прикріплені до практично плоскої поверхні принаймні такої ж площі, що й площа сплощеної кутової складки. Аркоподібні, вигнуті поверхні або поверхні з кутами ускладнюють надійне приклеювання кутови х складок до площини. Виступаючі або погано приклеєні кутові складки при використанні контейнера скоро починають теліпатися й створюють певні проблеми зі складанням контейнерів у ящики або на піддони для транспортування, оскільки у подібних випадках повинна існувати можливість проштовхування контейнерів у відносно вузький і тісний простір. Так само і конструкція дахоподібних контейнерів є такою, що вони в типовому варіанті мають зазначену пакувальником стандартну місткість, яка вважається прийнятною на споживчому ринку для продуктів (тобто, пінта, кварта, півгалона, галон, півлітра, літр, то що). Пло ща поверхні картонної коробки, зокрема, площа чотирьох бокових стінок, більша частина площі поверхні, як правило, є стандартною для даної місткості контейнера. Зі зменшенням площі поверхні дахоподібного контейнера зменшується й кількість матеріалу, використовуваного для формування контейнерів, а отже, знижується й собівартість контейнерів, за умови, що контейнер зберігає потрібну місткість. Найбільш близьким по суті та досягаемому результату по об'єкту "пакувальний контейнер" є контейнер, описаний в US 2,050,894, НПК США 229-16, опубл. 1936р. Відомий контейнер має принаймні дві панелі бокових стінок, верхню частину і нижню частину, причому панелі бокових стінок простягаються між верхньою частиною та нижньою частиною і включають панелі допоміжних стінок, при цьому кожна панель допоміжної бокової стінки окреслена парою вертикальних ліній складок, кінці яких розташовані на відстані від відповідних верхньої та нижньої частин, та парою діагональних ліній складок, що простягаються від кінців вертикальних ліній складок і сходяться у напрямку верхньої частини та нижньої частини. З попереднього обговорення випливає, що відомі контейнери характеризуються відносно невисоким свівідношенням їх місткості до площі витраченого матеріалу. Однак, необхідність збільшення теоретичної місткості контейнера відносно площі витраченого пакувального матеріалу частково протирічить двом іншим необхідним чинникам, а саме: необхідності збереження практично плоских панелей стінок для надання контейнерові стабільності та зручності у використанні, а по-друге, необхідності забезпечення можливості надійного закріплення для кутови х складок паралелепіпедних контейнерів. Так само і традиційне складання дахоподібного контейнера базується на тому, що він має чотири плоскі бокові стінки. Таким чином, одна з задач даного винаходу, таким чином, полягає в тому, щоб без дорогого технічного втр учання та реконструкції надати традиційним паралелепіпедним або дахоподібним контейнерам більшої місткості відносно площі витраченого матеріалу, щоб контейнери, набувши іншого профілю у плані зовнішнього вигляду, водночас зберігали свою придатну форму з точки зору використання та пакування, з переважно плоскими панелями стінок та доброю або навіть поліпшеною міцністю при використанні. Ще однією задачею даного винаходу є створення контейнера вищеописаного паралелепіпедного типу, у якому панелі стінок являють собою практично плоскі поверхні для закріплення сплощених кутови х складок. Ще однією задачею даного винаходу є створення вищезгаданого контейнера, в цілому паралелепіпедного типу, у якому кутові складки у сплощеному стані з'єднуються з зовнішньою стороною контейнера, заглиблені таким чином, що вони не виступають за зовнішній контур контейнера, і, як результат, не піддані ризикові відривання або відставання при використанні контейнера. Поставлена задача досягається тим, що в пакувальному контейнері для рідких продуктів, що має принаймні дві панелі бокових стінок, верхню частину і нижню частину, причому панелі бокових стінок простягаються між верхньою частиною та нижньою частиною і включають панелі допоміжних стінок, при цьому кожна панель допоміжної бокової стінки окреслена парою вертикальних ліній складок, кінці яких розташовані на відстані від відповідних верхньої та нижньої частин, та парою діагональних ліній складок, що простягаються від кінців вертикальних ліній складок і сходяться у напрямку верхньої частини та нижньої частини відповідно, згідно з винаходом, кожна вказана верхня частина і вказана нижня частина мають поперечне герметизуюче ребро для утворення рідинонепроникного герметизуючого шва на вказаних верхній і нижніх частинах. Крім того, вищезгадані діагональні лінії складок перетинаються в одній точці, розташованій на верхній частині та нижній частині контейнера. Крім того, вищезгадані діагональні лінії складок перетинаються в одній точці, розташованій на відстані від верхньої частини та нижньої частини контейнера. Крім того, вертикальні лінії складок є паралельними. Крім того, верхня частина та нижня частина є прямокутними, з парою вузьких панелей бокових стінок та парою широких панелей бокових стінок, причому ширина панелей допоміжних стінок є такою ж самою, що й ширина вузьких панелей основних стінок. Крім того, верхня частина включає загнуті донизу кутові складки на кожному кінці прямокутної верхньої частини, які перекривають вузьку панель основної бокової стінки. Крім того, кожна панель допоміжної стінки включає видовжену прямокутну частин у, утворену між відповідними парами вертикальних ліній складок, з трикутними частинами, з'єднаними з їхніми короткими сторонами. Крім того, трикутні частини мають ту ж саму висоту, що й загнуті донизу кутові складки. Крім того, контейнер має лінії складок, які простягаються у поперечному напрямку між вертикальними лініями складок панелей допоміжних стінок. Крім того, верхня частина та нижня частина є квадратними, причому верхня частина має форму даху. Крім того, прямокутна частина панелей допоміжних бокових стінок є плоскою. Також варіантом винаходу є пакувальний контейнер для рідких продуктів, що має принаймні дві панелі бокових стінок, верхню частин у і нижню частину, причому панелі бокових стінок простягаються між верхньою частиною та нижньою частиною і включають панелі допоміжних стінок, при цьому кожна панель допоміжної бокової стінки окреслена парою вертикальних ліній складок, кінці яких розташовані на відстані від відповідних верхньої та нижньої частин, та парою діагональних ліній складок, що простягаються від кінців вертикальних ліній складок і сходяться у напрямку верхньої частини та нижньої частини відповідно, в якому, згідно звинаходом, вазана нижня частина має герметизуючий шов для утворення рідинепроникного герметичного з'єднання, а вказана верхня частина містить дві торцеві панелі, виконані з можливістю складання одна відносно іншої, кутові панелі та підгорнуті панелі, зігнуті усередину під кутовими панелями, для утворення верхньої дахоподібної частини контейнера, при цьому верхня дахоподібна частина контейнера заклеєна з утворенням рідинонепроникного з'єднання за допомогою поперечної герметизуючої панелі. Крім того, вищезгадані діагональні лінії складок перетинаються в одній точці, розташованій на відстані від верхньої частини та нижньої частини контейнера. Крім того, вертикальні лінії складок є паралельними. Крім того, кожна панель допоміжної стінки включає видовжену прямокутну частин у, утворену між відповідними парами вертикальних ліній складок, з трикутними частинами, з'єднаними з їх короткими сторонами. Крім того, верхня частина та нижня частини є квадратними, причому верхня частина має форму даху. Крім того, прямокутна частина панелей допоміжних бокових стінок є плоскою. Найбільш близьким по суті та досягаемому результату по об'єкту "заготовка для пакувального контейнера" є заготовка, описана в US 4,313,556, МПК3 B65D 5/08, опубл. 1982p. Відома заготовка для пакувального котейнера для рідких продуктів, яка складається з пакувального шарува того матеріалу, що має верхні та нижні горизонтальні лінії складок, які відповідають верху та низу контейнера, панелі основних бокових стінок, принаймні дві панелі допоміжних бокових стінок, причому панелі допоміжних бокових стінок окреслені парами паралельних вертикальних ліній складок, кінці яких розташовані на відстані від верхньої та нижньої горизонтальних ліній складок, а панелі допоміжних бокових стінок розташовані між панелями основних бокових стінок. Недоліком відомої заготовки для виготовлення пакувального контейнера є те, що вона не придатна для виготовлення контейнера більшої місткості відносно площі витраченого на його виготовлення матеріалу. Таким чином, ще однією задачею даного винаходу є розробка заготовки для виробництва вищеописаного контейнера. Поставлена задача досягається тим, що заготовка для пакувального контейнера для рідких продуктів, яка складається з пакувального шаруватого матеріалу, що має верхні та нижні горизонтальні лінії складок, які відповідають верху та низу контейнера, панелі основних бокових стінок, принаймні дві панелі допоміжних бокових стінок, причому панелі допоміжних бокових стінок окреслені парами паралельних вертикальних ліній складок, кінці яких розташовані на відстані від верхньої та нижньої горизонтальних ліній складок, а панелі допоміжних бокових стінок розташовані між панелями основних бокових стінок, згідно з винаходом, призначена для виготовлення рідинонепроникного контейнера з поперечним герметизуючим швом на верхній і нижній частинах контейнера. Крім того, панелі допоміжних стінок включають трикутні торцеві частини. Крім того, трикутні торцеві частини окреслені діагональними лініями складок, що перетинаються в одній точці, причому вищезгадана точка розташована на відстані від горизонтальних ліній складок. Крім того, трикутні торцеві частини окреслені діагональними лініями складок, що перетинаються в одній точці, причому вищезгадана точка розташована на верхній та нижній горизонтальних лініях складок. Крім того, кожна панель допоміжної стінки розділена на прямокутну центральну частину та трикутні кінцеві частини за допомогою поперечних ліній складок, взаємно зв'язаних з вертикальними лініями складок панелей допоміжних бокових стінок. Крім того, відстань між усіма чотирма прилеглими паралельними вертикальними лініями складок є однаковою. Крім того, відстань між усіма панелями допоміжних бокових стінок є однаковою. Крім того, довжина вищезгаданих паралельних вертикальних ліній складок становить більше половини відстані між верхньою та нижньою горизонтальними лініями складок. Крім того, лінії складок утворені за допомогою заглиблень у пакувальному шарува тому матеріалі. Варіантом заготовки для пакувального контейнера є заготовка для пакувального контейнера для рідких продуктів, яка складається з пакувального шаруватого матеріалу, що має верхні та нижні горизонтальні лінії складок, які відповідають верху та низу контейнера, панелі основних бокових стінок, принаймні дві панелі допоміжних бокових стінок, причому панелі допоміжних бокових стінок окреслені парами паралельних вертикальних ліній складок, кінці яких розташовані на відстані від верхньої та нижньої горизонтальних ліній складок, а панелі допоміжних бокових стінок розташовані між панелями основних бокових стінок (16), в якій згідно з винаходом, вказана нижня частина має герметизуючий шов для утворення рідинепроникного герметичного з'єднання, а вказана верхня частина містить дві торцеві панелі, принаймні дві кутові панелі та підгорнуті панелі при цьому торцеві панелі та кутові панелі виконані з можливістю згинання усередину під торцевими панелями для утворення верхньої дахоподібної частини контейнера, а верхня дахоподібна частина контейнера виконана з можливістю заклеювання і утворення рідинонепроникного з'єднання за допомогою поперечної герметизуючої панелі. Крім того, панелі допоміжних стінок включають трикутні торцеві частини. Крім того, трикутні торцеві частини окреслені діагональними лініями складок, що перетинаються в одній точці, причому вищезгадана точка розташована на певній відстані від горизонтальних ліній складок. Крім того, відстань між усіма чотирма прилеглими паралельними вертикальними лініями складок є однаковою. Крім того, відстань між усіма панелями допоміжних бокових стінок є однаковою. Крім того, довжина вищезгаданих паралельних вертикальних ліній складок становить більше половини відстані між верхньою та нижньою горизонтальними лініями складок. Крім того, лінії складок утворені за допомогою заглиблень у пакувальному шарува тому матеріалі. Таким чином, вказані вище задачі були досягнуті завдяки контейнеру, згідно з винаходом, що має панелі допоміжних стінок на кутах бокових стінок, які визначаються двома практично прямими вертикальними лініями складки, які на верхньому та нижньому кінцях панелей, відповідно, зливаються у парні діагональні лінії складки, що сходяться в одній точці. Це дозволяє досягти зменшення кількості пакувального матеріалу, необхідної для виробництва контейнера тієї самої місткості. Заготовка представленого й описаного нами типу має, згідно з даним винаходом, панелі стінок, які по більшій частині своєї довжини окреслюються прямими паралельними вертикальними лініями складок. Картонна заготовка являє собою прямокутник, що має верхню секцію, середню секцію та нижню секцію, і кожна з секцій відокремлена від іншої однією або кількома в цілому горизонтальними лініями позначення. Верхня секція прямокутника включає певну кількість ліній позначення для окреслення складеної верхньої секції коробки, яку отримано як результат, тоді, як нижня секція прямокутника включає певну кількість ліній позначення для окреслення складеної нижньої секції коробки, яку отримано як результат. Середня секція прямокутника включає певну кількість ліній позначення для окреслення скошених бокових стінок на кутах отриманої в результаті коробки. Лінія позначення на кожному куті включає діагональні лінії позначення, що перетинаються в одній точці. Діагональні лінії позначення прилягають до верхньої секції та до нижньої секції. Оптимальні варіанти виконання контейнера та заготовка згідно з даним винаходом описуються нами з конкретним посиланням на супроводжуючі фігури, серед яких: Фіг.1 показує заготовку для першого варіанту виконання контейнера згідно з даним винаходом; Фіг.2 є перспективою першого варіанту виконання контейнера згідно з даним винаходом, вигляд під кутом згори; Фіг.3 є перспективою контейнера з Фіг.2, вигляд знизу; Фіг.4 є виглядом збоку контейнера згідно з Фігурами 2 та 3; Фіг.5 є виглядом збоку контейнера згідно з Фігурами 2 та 3; Фіг.6 є виглядом згори контейнера згідно з Фігурами 2-5; Фіг.7 показує заготовку для др угого варіанту виконання контейнера згідно з даним винаходом; Фіг.8 є перспективою другого варіанту виконання контейнера згідно з даним винаходом, вигляд під кутом згори; і Фіг.9 є перспективою контейнера згідно з Фіг.8, вигляд під кутом знизу. Як і традиційні контейнери та заготовки цього типу, контейнер та заготовки для контейнерів згідно з даним винаходом звичайно застосовуються для пакування рідких харчових продуктів, наприклад, молока та соку. У таких випадках звичайно застосовуються пакувальні матеріали, які включають певну кількість взаємно ламінованих шарів, наприклад, паперу, пластмаси та алюмінієвої фольги. Типовий пакувальний шарований матеріал, таким чином, включає центральний, відносно товстий шар волокнистого матеріалу або паперу, який з обох боків вкритий шарами термопластичного матеріалу, наприклад, поліетилену. Для поліпшення газоізолюючих властивостей пакувального матеріалу він також може включати додатковий ізолюючий шар, наприклад, алюмінієвої фольги, яка, в свою чергу, є вкритою рідинонепроникним шаром термопластичного матеріалу, наприклад, поліетилену. Цей шар згодом утворює вн утрішню поверхню контейнера, яка вступає у контакт із вмістом контейнера. І зовнішній бік пакувального шаруватого матеріалу, і його внутрішній бік, таким чином, вкриті термопластичним матеріалом, який застосовується для того, що зробити можливим термозварювання пакувального шаруватого матеріалу під час переформування заготовки у готовий заповнений контейнер. Технологія термозварювання, застосована у даному випадку, є добре відомою спеціалістам, як і матеріал та способи й апарат, застосовані для виробництва традиційних контейнерів подібного типу. Більше інформації на цю тему можна отримати, наприклад, з патенту ЕР 19324, на який нами робиться посилання. Таку заготовку для контейнера 1 показано на Фіг. 1 у вигляді відрізку стрічки пакувального матеріалу 2. Заготовка для контейнера 1 призначається для перетворення на контейнер 4, який належить до типу, показаного на Фігурах 2-6. Контейнер 4 виготовляється шляхом згинання та термозварювання вихідного плоского пакувального матеріалу. Заготовка 1 подається у вигляді безперервної стрічки для формування, заповнення та герметизації й відрізається від стрічки 2, як описано у повному обсязі у Патенті США №4 580 392, на який ми посилаємося. Для полегшення цієї операції згинання-формування заготовки для контейнерів 1 мають намальований шаблон ліній складок. Для полегшення згинання-формування у контейнер потрібної форми кожна заготовка для контейнера 1 має намальований шаблон ліній складок, який звичайно може складатися з ліній згину або ліній позначення, тобто, лінійних заглибленнь у матеріалі, але можуть також складатися з перфорацій або інших типів традиційних ліній для послаблення матеріалу. Для коротких відстаней лінії складок можуть також бути довільними. Це такі складки, які виникають як безпосередній результат прилеглих частин, що складаються уздовж, наприклад, заздалегідь проведених ліній згину. Кожна з заготовок для контейнерів 1 розділяється за допомогою двох горизонтальних ліній складок 6, 7 на центральну по суті ділянку стінки 8, ділянку верхнього кінця 9 та ділянку нижнього кінця 10. Горизонтальні лінії складок 6 та 7 є практично прямими й простягаються паралельно через усю ширину заготовки контейнера 1 або її більшу частину, тобто, в принципі, у поперечному напрямку між подовжніми краями 11 стрічки пакувального матеріалу 2 (Фіг.1). Ділянка стінки 8, розташована між двома горизонтальними лініями складок 6 та 7, розділяється за допомогою вертикальних ліній складок 14 та діагональних ліній складок 15 на кілька панелей основних стінок 16, що чергуються, та панелей допоміжних стінок 17, точніше, по чотири кожного типу. У плоскій незапечатаній заготовці контейнера одна з панелей основних стінок 16 розділяється на дві частини, які не з'єднані одна з одною до процесу переформування заготовок для контейнерів 1 у готові контейнери, коли обидва подовжні краї 11 стрічки пакувального матеріалу герметично з'єднуються один з одним за допомогою подовжньої герметизуючої панелі 18. У варіанті виконання, показаному на Фігурах 1-6, контейнер, виготовлений із заготовки 1, має а прямокутні верх та низ з протилежними вузькими сторонами та протилежними широкими сторонами. У першому варіанті виконання контейнера 4 та заготовки 1 допоміжні лінії складки 19 (Фіг.4) простягаються попарно у поперечному напрямку по кожній панелі допоміжної стінки 17 і розділяють її на видовжену прямокутну частину з трикутними частинами, з'єднаними з короткими сторонами. Кожна панель допоміжної стінки 17, таким чином, окреслюється двома взаємно паралельними вертикальними лініями складок 14, які простягаються через більшу частину висоти заготовки контейнера 1. В оптимальному варіанті вертикальні лінії складок 14 мають довжину, яка становить більше половини відстані між лініями складок 6 та 7. Ця пропорція зумовлює потрібну форму контейнера. Вертикальні лінії складок 14 перетинають допоміжні лінії складок 19 та діагональні лінії складок 15, які зближуються попарно й сходяться в одній точці 20, яка у варіанті виконання згідно з Фігурами 1-6 розташована, відповідно, на верхній та нижній горизонтальних лініях складок 6, 7. Верхня та нижня торцеві ділянки 9 та 10 включають певну кількість панелей торцевих стінок, які роблять можливим складання й герметизацію відповідно верхньої та нижньої торцевих частин контейнера 22, 23. Кожна торцева ділянка 9, 10 включає певну кількість практично прямокутних торцевих панелей 24, певну кількість практично трикутних кутових панелей 25 та прилеглих практично трикутних підгорнути х панелей 26. Кожна торцева ділянка 9 та 10 з'єднується на поперечних краях розрізу 12, 13 заготовки контейнера за допомогою видовженої поперечної герметизуючої панелі 27, 28 яка простягається через усю ширину заготовки контейнера 1. Переформування плоскої заготовки контейнера 1 у готові заповнені й запечатані контейнери 4 починається з видовженої стрічки пакувального матеріалу 2, у якій сформовані заготовки контейнерів, як показано на Фіг.1. Перший етап процесу полягає у складанні або переформуванні стрічки матеріалу у форму труби, після чого два подовжні краї 11, використовуючи подовжню герметизуючу панель 18, з'єднуються докупи для утворення рідинонепроникного герметизуючого шва або стику. С формована таким чином труба потім заповнюється потрібним вмістом, після чого за допомогою поперечного притискання та герметизації відповідно верхньої та нижньої поперечних герметизуючих панелей 27 та 28 труба поділяється на безперервні напівфабрикати у формі подушки. У такому разі може відбуватися певний процес формування труби з метою почати складання по в цілому подовжніх вертикальних та діагональних лініях складок 14, 15. Розташовані ланцюгом заготовки контейнерів у формі подушок після цього відокремлюють одну від одної шляхом поперечного розрізання по лінії поперечних герметизуючих панелей 27, 28, які перетворюються на герметизуючі ребра 29, 30. Відокремлені таким чином та повністю заповнені заготовки контейнерів після цього піддають процесові остаточного формування за допомогою профільованих щитів або пластинок, які оточують контейнер таким чином, щоб, використовуючи вміст контейнера як буферну силу, притискатися до контейнера так, щоб він набув потрібної остаточної форми шляхом остаточного складання по лініях складок. У цьому разі, з суто геометричних міркувань, утворюється певна кількість зайвого матеріалу, і цей зайвий матеріал накопичується у чотирьох кутових складках 31, які в ході окремої подальшої операції сплющуються, а також загинаються донизу й приклеюються до зовнішнього боку контейнера, як показано на Фіг.2 та 3. На Фіг.2-6 показано, як заготовку контейнера згідно з Фіг.1 шляхом згинання та герметизації було переформовано у готовий контейнер 4. З цих Фігур стане зрозуміло, яким чином різні панелі 24-28, що складають кожну з відповідних торцевих ділянок 9 та 10, використовуються для формування практично плоских торцевих частин 22, 23. Герметизуючі панелі 27, 28 утворюють герметизуючі ребра 29, 30, простягаються через торцеві частини 22, 23, тоді, як торцеві панелі 24 разом утворюють головну частину плоских поверхонь торцевих частин 22, 23. Трикутні кутові панелі 25 утворюють, разом з підгорнутими панелями 26, трикутні сплощені кутові складки 31, які звисають, тримаючись уздовж коротких сторін прямокутного верхуі які загнуті донизу й приклеєні до зовнішнього боку контейнера вищезазначеним чином. Точніше, кутові складки 31 на верхніх торцевих частинах 22 контейнера загнуті донизу й приклеюються до двох коротших панелей основних стінок 16 контейнера, тоді як кутові складки 31 у нижній торцевій частині контейнера загнуті назад уздовж короткої сторони прямокутного низу й приклеюються до низу контейнера. З цих Фігур також видно, яким чином подовжня герметизуюча панель 18 утворює герметизуючий стик 32, який простягається вертикально через контейнер і розділяє одну панель основної стінки 16 на дві частини, простягаючись до двох поперечних герметизуючих ребер контейнера 29, 30. У другому варіанті виконання контейнера згідно з даним винаходом (Фіг.7-9), контейнер (5), виготовлено із заготовки 3, має квадратні верхню та нижню сторони з практично однаковою довжиною. Заготовка для контейнера 3 має дві горизонтальні лінії складки 6, 7, які розділяють заготовку на центральну ділянку стінки 8, ділянку верхнього кінця 9 та ділянку нижнього кінця 10. Заготовка 3 має подовжні краї 11 та краї 12 та 13, що простягаються у поперечному напрямку. Центральна ділянка стінки 8 розділяється вертикальними лініями складок 14 та діагональними лініями складок 15 на чотири панелі основних стінок 16 та чотири панелі допоміжних стінок 17. Розташування ліній складок у цьому другому варіанті виконання (Фіг.7-9) є практично таким самим, що й розташування ліній складок у першому варіанті виконання (Фіг.1-6), за винятком того, що допоміжної лінії складок 19 у другому варіанті виконання немає через те, що панелі допоміжних стінок є вужчими за панелі згідно з першим варіантом,, і, таким чином, їх легше сформувати. Ще одна різниця полягає у тому, що точки 20 (Фіг.8) відділені проміжком від горизонтальних ліній складок 6, 7, а діагональні лінії складки 15 перетинаються у точці 20. Вертикальні кутові лінії складок 21 простягаються між точкою 20 та відповідними горизонтальними лініями складок на кожному куті. Проілюстрований другий варіант виконання контейнера (5) (Фіг.7-9) показує дахоподібний верхній кінець 22. У цьому варіанті виконання заготовки 3, як правило відрізаються від стрічки матеріалу, перш ніж бути сформованими у контейнери, і переформування відбувається окремо для кожної заготовки. Як і для вищезгаданого типу заготовки контейнера, операція формування починається з того, що заготовку для контейнера 3 переформовують у форму труби, склеюючи обидва подовжні краї 11 один з одним у зоні герметизації 18. Як показано на Фіг.9, після цього відбувається формування низу, при якому різні панелі, які утворюють ділянку нижнього кінця 10, складаються, з використанням показаних ліній складок, у плоский, рідинонепроникно запечатаний кінець 23 або низ. Як показано на Фіг.1-6, зайвий матеріал, який при цьому трапляється, утворює кутові складки, які, щоправда, у цьому варіанті виконання загинаються під обидві торцеві панелі 24, і через це їх не видно на Фіг.9. Нижня поперечна герметизуюча панель 28 використовується для формування герметизуючого ребра 30, яке притискається до низу контейнера. Ця процедура формування перетворює заготовку для контейнера 3 на відкритий з верхнього кінця контейнер. Цей тип контейнера потім заповнюють потрібним вмістом, перш ніж сформувати й закрити верх. Після заповнення дахоподібний верхній кінець 22 контейнера закривають і герметично запечатують. Це виконується способом, який відповідає способові, що застосовується у процесі формування низу, тобто обидві торцеві панелі 24 притискаються одна до одної під час загинання всередину кутових панелей 25 та підгорнутих панелей 26 під кінцевими панелями 24. Верхня поперечна герметизуюча панель 27 після цього використовується для рідинонепроникного приклеювання панелей 24, 25, 26 одна до одної таким чином, щоб створювалося виступаюче угор у герметизуюче ребро 29. Контейнер, таким чином, є повністю готовим, і подальші операції з формування, як правило, не застосовуються, оскільки у цьому контейнері панелі допоміжних стінок 17 мають значно меншу ширину й автоматично набувають потрібної форми та конфігурації у зв'язку з переформуванням плоскої заготовки контейнера 3 у форму тр уби. Однак у разі необхідності може бути проведена робота з формування зовнішньої поверхні за допомогою щитків відповідної форми або інших інструментів, і, звичайно, у цьому варіанті виконання для полегшення формування можуть також застосовуватися допоміжні лінії складок. Заготовка контейнера згідно з варіантами виконання, показаними як на Фіг.1, так і на Фіг.7, за допомогою вертикальних ліній складок 14 та діагональних ліній складок 15 розділяється на чотири панелі основних стінок 16 та чотири панелі допоміжних стінок 17, в результаті чого контейнер набуває у більшій частині своєї висоти форми восьмикутника, площа якого у розрізі є більшою за площу розрізу верхньої та нижньої торцевих частин 22, 23 двох варіантів виконання контейнера відповідно. Ця різниця особливо виявляється на Фіг.6. Вертикальні, взаємно паралельні лінії складок 14 забезпечують однакову ширину і панелей основних стінок 16, і панелей допоміжних стінок 17 на більшій частині їх довжини, внаслідок чого центральна частина панелей стінок складається з взаємно паралельних плоских частин стінок. У варіанті виконання, зображеному на Фіг.16, панелі допоміжних стінок 17 мають ширину, яка практично дорівнює ширині панелей основних стінок 16 на нижчих бокових стінках контейнера 4. Це забезпечує максимальний об'єм і надає контейнерові відповідних пропорцій, які полегшують утримання контейнера при його відкриванні й розливанні його вмісту. За допомогою діагональних ліній складок 15 та рівнобедрених трикутних клиновидних кінцевих частин панелей допоміжних стінок 17 практично восьмикутна центральна частина контейнера поступово перетікає у прямокутну у розрізі конфігурацію, яка відповідає конфігурації торцевих частин 22, 23. У цьому разі трикутні кінцеві частини панелей допоміжних стінок 17 дещо відхиляються від вертикалі у зовнішній простір відносно вертикальної прямокутної частини панелей допоміжних стінок 17, і це складання полегшується допоміжними лініями складок 19 (у разі потреби). Відповідним чином, верхня та нижня частини панелей основних стінок 16 дещо відхиляються всередину від зовнішнього контуру контейнера, визначеного центральною частиною вищезгаданих панелей стінок. Для полегшення цієї операції також можна забезпечити панелі основних стінок поперечними лініями складок, що відповідають допоміжним лініям складок 19, які у двох верхніх частинах вузьких основних стінок панелей 16 (Фіг.2), застосовуються для забезпечення сплощених кутови х складок 31, висота яких (довжина по вертикалі) практично відповідає або є трохи меншою від висоти трикутних частин панелей допоміжних стінок 17. У цьому разі кутові складки 31, якщо вони загнуті донизу на зовнішній бік контейнера й приклеюються до верхньої частини вищезгаданих панелей основних стінок 16, не збільшують ширину контейнера, а розташовуються всередині уявного вертикального продовження центральної частини вищезгаданої панелі основної стінки 16. Таким чином, кутові складки 31 є захищеними при транспортуванні та використанні контейнерів, наприклад, при щільному пакуванні певної кількості контейнерів у групові картонні коробки для транспортування або упаковки традиційного типу. Той факт, що панелі стінок значною мірою складаються з взаємно паралельних плоских частин стінок, має вигідне застосування при поміщенні контейнера у так звані групові упаковки для транспортування, тобто, лотки з паперу або пластмаси з відносно низькими стінками. Це пояснюється тим, що у контейнерів згідно з даним винаходом при укладанні у такий а лоток плоскі паралельні частини стінок 16 вступають у контакт одна з одною на більшій частині висоти контейнера, що забезпечує взаємну підтримку у межах групової упаковки для транспортування й знижує ризик того, що окремі контейнери можуть перекинутися або переміститися один відносно одного. Оскільки плоскі стінки простягаються на відносно велику відстань вниз у напрямку нижніх кінців контейнерів, можуть використовуватися групові контейнери для транспортування у формі лотків з відносно низькими стінками. В принципі, стінкою достатньої висоти є стінка, яка закінчується трохи вище нижнього кінця плоскої частини стінок контейнерів. У контейнерах традиційних типів, у яких відповідні стінки мають однакову кривизну по всій висоті контейнера, ця функція підтримки й стабілізації втрачається і, як результат, гр уповий транспортувальний контейнер повинен мати стінки значно більшої висоти, яка в оптимальному варіанті має бути дещо більшою за половину висоти контейнерів, що у ньому містяться. Однак, навіть з використанням такої моделі та конструкції, стабільність заповненого лотка знижується, оскільки через відсутність плоских прилягаючих одна до одної стінок контейнери можуть зсуватися або вислизати й перекидатися у груповому транспортувальному контейнері у разі трясіння або поштовхів під час транспортування, використання, тощо. І нарешті, контейнер згідно з даним винаходом може також бути оснащений пристроєм для відкривання будь-якого відомого типу. Як видно з Фігур 7-9, панелі допоміжних стінок 17, включаючи діагональні лінії складок 15, що окреслюють кінцеві частини панелей допоміжних стінок 17, не простягаються до горизонтальних ліній складок 6 та 7, але перетинаються у точці 20, яка розташовується на певній відстані від двох відповідних горизонтальних ліній складок 6 та 7. Вертикальна кутова лінія складки 21 зв'язує точку 20 відповідно з кутами верху та низу. Таким чином, панелі допоміжних стінок 17 у контейнері цього типу є трохи коротшими, ніж у першому варіанті, а оскільки панелі допоміжних стінок 17 мають також і меншу ширину, то й зовнішній вигляд контейнера буде Іншим. Центральна середня частина з практично плоскими паралельними стінками має місце і у цьому варіанті, але скошені частини стінок, які з'єднуються з центральною частиною контейнера (восьмикутною у розрізі) з прямокутними кінцевими частинами 22, 23, є трохи викривленими або вигнутими. Цей тип контейнера також має деякі переваги порівняно з традиційними контейнерами, що мають чотири плоскі стінки, у плані місткості відносно площі використаного пакувального матеріалу. Крім того, контейнер має інший профіль, який дозволяє легше його розпізнати й використовувати як засіб реклами для ідентифікації продукту конкретного типу. Надаючи заготовці та контейнерові конфігурації згідно з даним винаходом, можна використовувати традиційні технології виробництва для переформування або перетворення плоскої заготовки з намальованим шаблоном ліній складок на контейнер, який, порівняно з традиційними контейнерами цього типу, має більшу місткість відносно площі поверхні використаного пакувального матеріалу. Контейнер має у розрізі восьмикутну форму у своїй центральній частині зі стінками, які є практично вертикальними й плоскими. В результаті контейнер має добре окреслений контур, який забезпечує простоту у використанні та компактність при розміщенні контейнерів у гр упових контейнерах для транспортування або у картонних коробках. Дизайн та конструкція згідно з даним винаходом як заготовок контейнерів, так і самих контейнерів, дозволяє досягти певної кількості переваг. Економія матеріалу, пов'язана з вигідним співвідношенням між місткістю контейнера та площею витраченого матеріалу, на практиці забезпечує збереження значної кількості матеріалу, використаного для формування контейнера даної місткості. Згідно з винаходом, контейнери, що мають місткість, наприклад, 1000мл, дозволяють зекономити при виробництві 8% матеріалу порівняно з кількістю матеріалу, яка була раніше необхідна для виробництва контейнера такої самої місткості. Важливо також зазначити, що контейнер має інший, відмінний від інших, зовнішній вигляд, і водночас його легше тримати у руці й легше використовувати споживачеві. Завдяки дизайнові та конструкції з виключно прямими (але розташованими під кутами одна до одної) вертикальними та діагональними лініями складок, отримуються відносно великі, плоскі й паралельні поверхні стінок, які зберігають відмінні якості для розміщення контейнерів у гр упових контейнерах для транспортування, в той час, як використання самих контейнерів стає ще більш зручним. Оскільки контейнери можуть на останньому етапі виготовлятися з застосуванням в принципі тих самих способів та обладнання, що й для традиційних контейнерів подібного типу, перехід до цього типу контейнера може здійснюватися без широкої й дорогої реконструкції або переобладнання машин, що застосовуються для цього. Даний винахід, крім того, може мати модифікації без відхилення від обсягу та сутності формули, що додається.
ДивитисяДодаткова інформація
Назва патенту англійськоюPackaging container for liquid products (variants) and blank for packaging container for liquid products (variants)
Назва патенту російськоюУпаковочный контейнер для жидких продуктов (варианты) и заготовка для упаковочного контейнера для жидких продуктов (варианты)
МПК / Мітки
МПК: B65D 85/72, B65D 5/42
Мітки: пакувальний, пакувального, контейнер, контейнера, продуктів, рідких, варіанти, заготовка
Код посилання
<a href="https://ua.patents.su/12-62928-pakuvalnijj-kontejjner-dlya-ridkikh-produktiv-varianti-ta-zagotovka-dlya-pakuvalnogo-kontejjnera-dlya-ridkikh-produktiv-varianti.html" target="_blank" rel="follow" title="База патентів України">Пакувальний контейнер для рідких продуктів (варіанти) та заготовка для пакувального контейнера для рідких продуктів (варіанти)</a>
Пакувальний контейнер для рідких продуктів

Номер патенту: 13453
Опубліковано: 28.02.1997
Автори: Петер Фріск, Торб'йорн Андерсон
МПК: B65D 5/54
Мітки: пакувальний, продуктів, рідких, контейнер
Формула / Реферат:
Спосіб запобігання псуванню харчових продуктів, переважно рідких, при їх зберіганні в упаковці та упаковка або заготовка для упаковки для зберігання харчових продуктів, переважно рідких
Номер патенту: 55660
Опубліковано: 15.04.2003
Автори: Сичевський Микола Петрович, Фалендиш Ніна Феодосіївна, Мисан Григорій Федорович, Темник Оксана Євгенівна
МПК: B65B 55/00, A23L 3/3463, B65D 81/28, B65D 85/72
Мітки: запобігання, рідких, спосіб, упаковки, заготовка, упаковка, псуванню, продуктів, упаковці, зберіганні, зберігання, харчових, переважно
Формула / Реферат:
1. Спосіб обробки упаковки або заготовки упаковки для зберігання харчових продуктів, переважно рідких, який відрізняється тим, що внутрішню поверхню упаковки або заготовки упаковки перед її застосуванням обробляють розбавленим водним розчином щонайменше одного біоцидного полімеру з концентрацією 20-1000 мг/л.2. Спосіб за п. 1, який відрізняється тим, що як біоцидний полімер використовують гуанідиновмісний полімер.3. Спосіб за п....
Гнучкий шаруватий пакувальний матеріал та пакувальний контейнер

Номер патенту: 26383
Опубліковано: 30.08.1999
Автор: Оке Росен
МПК: B65D 65/40
Мітки: шаруватий, контейнер, пакувальний, гнучкий, матеріал
Формула / Реферат:
1. Гибкий слоистый упаковочный материал в виде листа или ленты, имеющий несущий слой из пластмассы и наполнителя, смешанного с пластмассой, и защитный слой из пластмассы того же типа, что и пластмасса в несущем слое, в смеси с пластмассой другого типа, нежели в несущем слое, отличающийся тем, что защитный слой содержит электропроводящий материал в мелкозернистой форме.2. Материал по п.1, отличающийся тем, что мелкозернистый...
Спосіб формування або калібровки пакувального контейнера та формуючий пристрій для його здійснення
Номер патенту: 52626
Опубліковано: 15.01.2003
Автор: Палм Ларс-Ерік
МПК: B65B 61/00
Мітки: здійснення, спосіб, формуючий, калібровки, формування, контейнера, пакувального, пристрій
Формула / Реферат:
1. Спосіб формування або калібровки пакувального контейнера (1), що герметично закривається, виконаного з гнучкого пакувального матеріалу (5) і вміщуючого податливий нестисливий вміст, у якому застосовують формуючий пристрій (11), яким оточують пакувальний контейнер (1), при цьому формуючий пристрій пристосовують до бажаної остаточної конфігурації пакувального контейнера, причому формуючі частини (12, 13) формуючого пристрою переміщують...
Пакувальний контейнер

Номер патенту: 11086
Опубліковано: 25.12.1996
Автори: Ніклас Рідх, Горбйєрн Андерссон
МПК: B65D 5/74
Мітки: контейнер, пакувальний
Формула / Реферат:
(57) 1. Упаковочный контейнер, выполненные из сгибаемого материала, и имеющего по меньшей мере на внутренней поверхности термопластичный слой и содержащий дно, боковые стенки и открываемую крышку, которая включает две примыкающие к противоположным боковым стенкам, основные секции, припаиваемые одна к другой и две примыкающим к другим противоположным боковым стенкам изогнутые секции, каждая из которых имеет центральный треугольный участок и...
Попередній патент: Фармацевтична композиція для імуномодуляції на основі пептидів і ад’ювантів
Наступний патент: Швидкорозчинна таблетка, яка вміщує галантамінову сіль бромоводневої кислоти та спосіб її виготовлення
Випадковий патент: Прилад для визначення оптимального місця закріплення приєднувального пристрою до рами асиметричної дискової борони