Спосіб виготовлення стільникового вуглепластикового заповнювача
Номер патенту: 74037
Опубліковано: 10.10.2012
Автори: Сливинський Михайло Володимирович, Слівінський Володимир Іванович, Харченко Максим Євгенович, Волконський Леонід Миколайович, Турунтаєв Ігорь Владіміровіч, Налівкін Михайло Олексійович, Алямовскій Андрєй Івановіч, Зуєв Дмитро Ігорович, Гайдачук Віталій Євгенович, Рєшетніков Володимир Федорович


Формула / Реферат
1. Спосіб виготовлення стільникового вуглепластикового заповнювача, чарунки якого мають гексагональну форму і який включає гофрування листів композиційного матеріалу в численних порожнинах матриці за допомогою інтенсифікатора тиску, робочі поверхні якого мають політетрафторетиленове покриття і комплементарні порожнинам матриці, виконаним у вигляді частини стільникової чарунки, отвердження і формування гофрованих листів в стільниковий блок шляхом адгезійного з'єднання їх дотичних поверхонь за допомогою притискного пристрою, що містить матрицю для гофрування та ідентичну їй верхню матрицю при симетричному розташуванні їх порожнин, який відрізняється тим, що спочатку опресовують при цеховій температурі листи препрегу, які формують із 2n (n³1) шарів односпрямованих вуглецевих волокон, просочених зв'язуючим, кожен шар викладають з орієнтацією волокон під кутом +45° або -45° щодо осі препрегу, та під кутом 90° щодо волокон суміжного шару, при цьому при парних значеннях n два серединних шари препрегу викладають з однаковою орієнтацією волокон, крім того, численні порожнини матриці мають закруглення ребер радіусом не менше 0,5 мм, а як інтенсифікатор тиску використовують клавішні пуансони з окремими спеціальними наконечниками, які дозволяють скласти загальну робочу поверхню, комплементарну поверхні матриці, а парну кількість гофрованих препрегів укладають в стільниковий блок за допомогою додаткових формуючих елементів у вигляді еластомерних камер або металевих стрижнів так, що на їх дотичних поверхнях орієнтація односпрямованих вуглецевих волокон співпадає, потім здійснюють при ступінчастому режимі підвищення температури адгезійне з'єднання та отвердження препрегів.
2. Спосіб за п. 1, який відрізняється тим, що листи препрегу опресовують протягом від 8 до 12 годин під тиском від 0,5 до 1 МПа.
3. Спосіб за пп. 1, 2, який відрізняється тим, що спеціальні наконечники клавішних пуансонів виготовляють із металу або формують з еластомерів у двох формах, як частину стільникової чарунки і як плоску клавішу, робоча поверхня якої ідентична грані стільникової чарунки, при цьому усі ребра робочих поверхонь наконечників мають закруглення радіусом не менше 0,5 мм.
4. Спосіб за п. 3, який відрізняється тим, що спеціальні наконечники у формі частини стільникової чарунки встановлюють на центральний клавішний пуансон і симетрично від нього через один, а наконечники у формі плоскої клавіші встановлюють симетрично біля нього і потім через один.
5. Спосіб за пп. 1, 2, 3, який відрізняється тим, що кожна еластомерна камера містить осьовий стрижень, який має шість радіально виступаючих ребер, розташованих відповідно ребрам стільникової чарунки, і герметичну еластомерну оболонку, поверхня якої охоплює стрижень і при поданні стисненого повітря інтенсифікує рівномірний тиск на усю поверхню стільникової чарунки, а після здування дозволяє легко видалити камеру.
6. Спосіб за пп. 1, 2, 3, який відрізняється тим, що металеві стрижні мають поперечний переріз у вигляді прямокутника, який вписаний в стільникову чарунку між її здвоєними гранями, та виконані з закругленням ребер радіусом не менше 0,5 мм, крім цього, окремі металеві стрижні з'єднані між собою за допомогою горизонтальних гребінок, відповідних окремим рядам стільникових чарунок.
7. Спосіб за пп. 1, 2, який відрізняється тим, що при ступінчастому режимі підвищення температури здійснюють підйом із заданою швидкістю від цехової температури до температури гелеутворення зв'язуючого, а потім до температури його ствердження з відповідною витримкою в часі при кожній з цих температур.
Текст
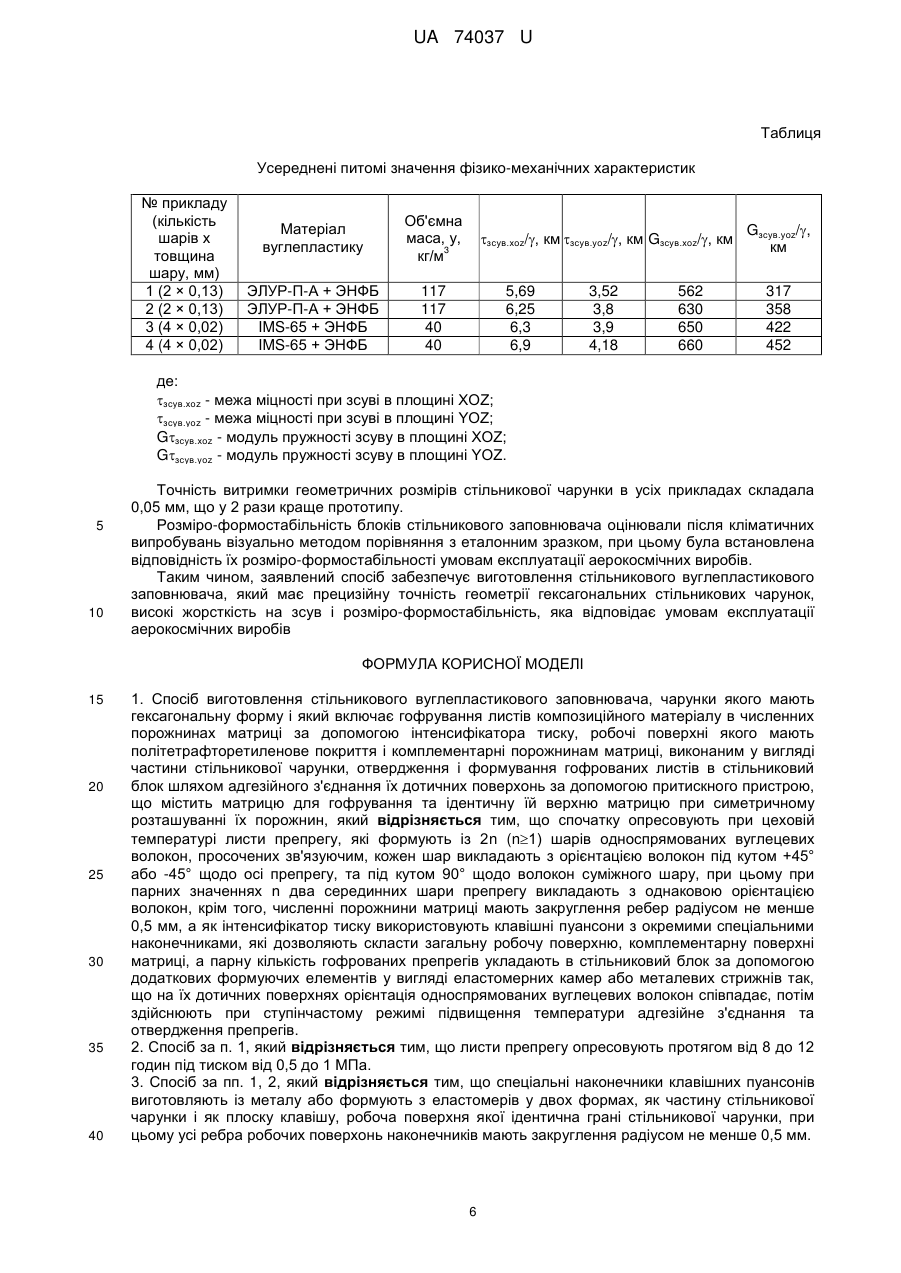
Реферат: Спосіб виготовлення стільникового вуглепластикового заповнювача, чарунки якого мають гексагональну форму і який включає гофрування листів композиційного матеріалу в численних порожнинах матриці за допомогою інтенсифікатора тиску, робочі поверхні якого мають політетрафторетиленове покриття і комплементарні порожнинам матриці, виконаним у вигляді частини стільникової чарунки, отвердження і формування гофрованих листів в стільниковий блок шляхом адгезійного з'єднання їх дотичних поверхонь за допомогою притискного пристрою, що містить матрицю для гофрування та ідентичну їй верхню матрицю при симетричному розташуванні їх порожнин, крім того, спочатку опресовують при цеховій температурі листи препрегу, які формують із 2n (n1) шарів односпрямованих вуглецевих волокон, просочених зв'язуючим, кожен шар викладають з орієнтацією волокон під кутом +45° або -45° щодо осі препрегу, та під кутом 90° щодо волокон суміжного шару, при цьому при парних значеннях n два серединних шари препрегу викладають з однаковою орієнтацією волокон, крім того, численні порожнини матриці мають закруглення ребер радіусом не менше 0,5 мм, а як інтенсифікатор тиску використовують клавішні пуансони з окремими спеціальними наконечниками, які дозволяють скласти загальну робочу поверхню, комплементарну поверхні матриці, а парну кількість гофрованих препрегів укладають в стільниковий блок за допомогою додаткових формуючих елементів у вигляді еластомерних камер або металевих стрижнів так, що на їх дотичних поверхнях орієнтація односпрямованих вуглецевих волокон співпадає, потім здійснюють при ступінчастому режимі підвищення температури адгезійне з'єднання та отвердження препрегів. UA 74037 U (12) UA 74037 U UA 74037 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі виробництва стільникових заповнювачів для панелей та оболонок, що застосовуються в різних галузях промисловості (авіаційної, ракетно-космічної, суднобудівної, радіотехнічної, вітроенергетичної, автомобільної та інших). Стільникові конструкції добре відомі і широко використовуються в багатьох випадках, коли потрібні висока міцність і мала вага матеріалу, особливо для авіаційних і космічних виробів. Основною тенденцією сучасного розвитку даного напрямку техніки є створення надміцних і розміро-формостабільних стільникових заповнювачів на основі вуглецевих волокон, які забезпечують переоснащення новими виробами провідних галузей промисловості. При цьому стільникові заповнювачі повинні мати оптимальні для умов експлуатації фізико-механічні параметри, високу жорсткість і розміро-формостабільність, а спосіб їх виготовлення має бути настільки технологічним, щоб забезпечити можливості виробництва нових стільникових заповнювачів на відомому обладнанні. Відомий спосіб виготовлення стільникового вуглепластикового заповнювача (патент США № 5730920, МПК В29С70/08, B29D99/00, 1998), який включає формування листів препрегу з шарів односпрямованих вуглецевих волокон, просочених зв'язуючим, потім перший лист препрегу поміщають на базову поверхню, що має огранювання у формі половини стільникової чарунки, і притискають до неї безліччю незв'язаних між собою сердечників, які в поперечному перерізі відповідні формі стільникових чарунок, потім покривають сердечники другим листом препрегу, формуючи перший ряд повних стільникових чарунок. Аналогічно формують наступні ряди стільникового блока, який отверджують під тиском і при підвищеній температурі. Недоліком відомого способу є обмежена область використання для багатошарових препрегів, що містять шари односпрямованих вуглепластикових волокон, внаслідок можливості їх пошкодження при згинанні препрегів. Відомий спосіб виробництва стільникового заповнювача (патент WO2010070413, МПК В29СЗЗ/76, В29С70/30, 2010), який включає виготовлення препрегів з композиційних матеріалів, укладання їх в стільниковий блок шляхом перекладання кожного між окремими формуючими елементами, при цьому кожен препрег огинає ряд формуючих елементів і контактує з сусідніми препрегами, утворюючи повні стільникові чарунки, потім проводять попереднє отвердження препрегів при першій температурі, коли відбувається злипання дотичних поверхонь препрегів, потім проводять остаточне отвердження препрегів при другій більш високій температурі, при якій відбувається усадка формуючих елементів, виконаних з матеріалів, що мають термоусадні властивості. Це дозволяє спростити процес видалення формуючих елементів. Недоліком відомого способу є обмежена область використання багатошарових препрегів, що містять шари односпрямованих вуглепластикових волокон, внаслідок можливості їх пошкодження при згинанні препрегів. Відомий, вибраний як прототип, спосіб виготовлення стільникового заповнювача (патент США № 2002098321, МПК В29СЗЗ/76, 2002), чарунки якого мають гексагональну форму і їх стінки виконані з композиційного матеріалу, який включає гофрування листів композиційного матеріалу в численних порожнинах матриці у вигляді частини стільникової чарунки за допомогою інтенсифікатора тиску, виготовленого із еластомерного матеріалу, робочі поверхні якого комплементарні порожнинам матриці і мають політетрафторетиленовое покриття, з'єднання першого гофрованого листа з другим за допомогою притискного пристрою, що містить дві ідентичні верхню та нижню матриці з симетричним розташуванням порожнин, за допомогою яких забезпечують прецизійне фіксування граней стільникових чарунок при адгезійному з'єднанні гофрованих листів в стільниковий блок. При необхідності ствердження гофрованих листів його здійснюють до їх складання в стільниковий блок. Спосіб дозволяє виготовляти стільникові заповнювачі з прецизійною геометрією чарунок заданої форми без обмежень за розміром і товщиною стільникового заповнювача. Точність витримки розмірів стільникових чарунок складає ± 0,1 мм. Недоліком відомого способу є висока працеємність внаслідок окремого адгезійного з'єднання кожного з гофрованих листів в стільниковий блок та обмежена область використання при формуванні стінок чарунок із багатошарових препрегів, що містять шари односпрямованих вуглепластикових волокон. В основу корисної моделі поставлено задачу удосконалення способу виготовлення стільникового вуглепластикового заповнювача шляхом формування стінок стільникових чарунок з препрегів композиційного матеріалу з оптимальною структурою шарів односпрямованих вуглецевих волокон, просочених зв'язуючим, і створення технологічних умов опресування, гофрування, формування в стільниковий блок та отвердження парної кількості гофрованих препрегів, що забезпечують прецизійну точність геометрії і монолітність стінок стільникових чарунок, та високу жорсткість на зсув і розміро- формостабільність заповнювача. 1 UA 74037 U 5 10 15 20 25 30 35 40 45 50 55 60 Поставлена задача вирішується тим, що у способі виготовлення стільникового вуглепластикового заповнювача, чарунки якого мають гексагональну форму, і який включає гофрування листів композиційного матеріалу в численних порожнинах матриці за допомогою інтенсифікатора тиску, робочі поверхні якого мають політетрафторетиленове покриття і комплементарні порожнинам матриці, виконаним у вигляді частини стільникової чарунки, отвердження і формування гофрованих листів в стільниковий блок шляхом адгезійного з'єднання їх дотичних поверхонь за допомогою притискного пристрою, що містить матрицю для гофрування та ідентичну їй верхню матрицю при симетричному розташуванні їх порожнин, згідно з корисною моделлю, спочатку опресовують при цеховій температурі листи препрегу, які формують із 2n (n1) шарів односпрямованих вуглецевих волокон, просочених зв'язуючим, кожен шар викладають з орієнтацією волокон під кутом +45° або -45° щодо осі препрегу, та під кутом 90° щодо волокон суміжного шару, при цьому при парних значеннях n два серединних шари препрегу викладають з однаковою орієнтацією волокон, крім того, численні порожнини матриці мають закруглення ребер радіусом не менше 0,5 мм, а як інтенсифікатор тиску використовують клавішні пуансони з окремими спеціальними наконечниками, які дозволяють скласти загальну робочу поверхню, комплементарну поверхні матриці, а парну кількість гофрованих препрегів укладають в стільниковий блок за допомогою додаткових формуючих елементів у вигляді еластомерних камер або металевих стрижнів так, що на їх дотичних поверхнях орієнтація односпрямованих вуглецевих волокон співпадає, потім здійснюють при ступінчастому режимі підвищення температури адгезійне з'єднання та отвердження препрегів. При цьому листи препрегу опресовують протягом від 8 до 12 годин під тиском від 0,5 до 1 МПа. Спеціальні наконечники клавішних пуансонів виготовляють із металу або формують з еластомерів у двох формах, як частину стільникової чарунки і як плоску клавішу, робоча поверхня якої ідентична грані стільникової чарунки, при цьому усі ребра робочих поверхонь наконечників мають закруглення радіусом не менше 0,5 мм. Спеціальні наконечники у формі частини стільникової чарунки встановлюють на центральний клавішний пуансон і симетрично від нього через один, а наконечники у формі плоскої клавіші встановлюють симетрично біля нього і потім через один. Кожна еластомерна камера містить осьовий стрижень, який має шість радіально виступаючих ребер, розташованих відповідно ребрам стільникової чарунки, і герметичну еластомерну оболонку, поверхня якої охоплює стрижень і при поданні стисненого повітря інтенсифікує рівномірний тиск на усю поверхню стільникової чарунки, а після здування дозволяє легко видалити камеру. Металеві стрижні мають поперечний переріз у вигляді прямокутника, який вписаний в стільникову чарунку між її здвоєними гранями, та виконані з закругленням ребер радіусом не менше 0,5 мм, крім цього, окремі металеві стрижні з'єднані між собою за допомогою горизонтальних гребінок, відповідних окремим рядам стільникових чарунок. Крім цього, при ступінчастому режимі підвищення температури здійснюють підйом із заданою швидкістю від цехової температури до температури гелеутворення зв'язуючого, а потім до температури його отвердження з відповідною витримкою в часі при кожній з цих температур. Заявлений спосіб забезпечує виготовлення стільникового вуглепластикового заповнювача з високою жорсткістю на зсув і розміро-формостабільністю, з прецизійною точністю геометрії і монолітністю стінок його стільникових чарунок, шляхом опресування, гофрування, формування в стільниковий блок та отвердження листів препрегу, який містить шари односпрямованих вуглепластикових волокон, просочені зв'язуючим та орієнтованих під заданим кутом щодо осі стільникової чарунки. Причинно-наслідковий зв'язок між суттєвими ознаками корисної моделі і отриманим технічним результатом, реалізується наступним чином. Стільникові наповнювачі на основі вуглецевих волокон мають максимальні показники міцності і жорсткості при зсуві [Сотовые заполнители в конструкциях авиационно-космического назначения. Сливинский В.И., Зевако В.С., Ткаченко Г.В., Карпикова О.А.//Космічна наука і технологія.-2008. - Т.14 - №3. - С.101-102]. Експериментально було встановлено, що формування стінки стільникової чарунки з 2n (п>1) шарів односпрямованих вуглецевих волокон, орієнтованих під кутом ± 45° щодо її осі і під кутом 90° щодо волокон суміжних шарів, при однаковій орієнтації їх у серединних шарах здвоєних граней стільникових чарунок, дозволяє збільшити модуль пружності зсуву стільникового заповнювача, що характеризує підвищення його жорсткості на зсув і розміроформостабільності. При загальній кількості 2n шарів, відповідної парним значенням n, орієнтація в двох серединних шарах стінки стільникових чарунок односпрямованих вуглецевих волокон під однаковим кутом створює симетричне розташування шарів з однаковою орієнтацією волокон відносно серединній площині стінки, що збалансовує фізико-механічні 2 UA 74037 U 5 10 15 20 25 30 35 40 45 50 55 60 характеристики усіх чарунок і, як наслідок, дозволяє забезпечити додаткове підвищення розміро-формостабільності стільникового заповнювача у цілому. Формування стінки стільникової чарунки з багатошарового препрегу, отриманого опресовуванням протягом від 8 до 12 годин при цеховій температурі під тиском від 0,5 до 1 МПа із 2n (n>1) шарів односпрямованих вуглецевих волокон, просочених зв'язуючим, дозволяє забезпечити відповідність їх кількості заданим значенням товщини стінки та витримати заявлені кути орієнтації волокон у кожному шарі. При виході параметрів опресування за заявлені межі різко знижується технологічність препрегу. Гофрування препрегу за допомогою клавішних пуансонів, які створюють хвилеподібну інтенсифікацію тиску на його поверхні, дозволяє виключити можливість появи внутрішніх напружень у ньому і забезпечити збереження еластичності гофрованих препрегів, яка є необхідною для формування стільникового блока. Використання спеціальних наконечників у формі частини стільникової чарунки та плоскої клавіші, робоча поверхня якої ідентична грані стільникової чарунки, забезпечу рівномірний розподіл зовнішніх силових впливів на препрег в нормальному і тангенціальному напрямках у порожнинах матриці і поза ними. Такий режим гофрування забезпечує збереження еластичності гофрованих препрегів, яка необхідна для формування стільникового блока. Наконечники можуть бути виконані з металу або сформовані з еластомерів, тому що мають закруглення усіх ребер радіусом не менше 0,5 мм і політетрафторетиленове покриття на робочих поверхнях. Використання еластомерних камер, які при поданні стисненого повітря у внутрішню порожнину герметичної еластомерної оболонки інтенсифікують рівномірний тиск на усю поверхню окремої стільникової чарунки, дозволяє отримати монолітну непористу структуру стінок стільникових чарунок без ризику виникнення внутрішніх напружень. Закріплення еластомерної оболонки на осьовому стрижні, який позиціонований по осі стільникової чарунки та має шість радіально виступаючих ребер, розташованих відповідно її ребрам, забезпечує рівномірність розподілення тиску по поверхні стільникової чарунки. Здуття оболонок після закінчення отвердження дозволяє легко їх видалити. Використання як додаткових формуючих елементів металевих стрижнів з поперечним перерізом у вигляді прямокутника, вписаного в поперечний переріз стільникової чарунки між її здвоєними гранями, забезпечує рівномірний розподіл адгезиву на них при отвердженні. Виконання металевих стрижнів з заокругленням ребер радіусом не менше 0,5 мм виключає можливість пошкодження односпрямованих вуглецевих волокон на ребрах стільникової чарунки. З'єднання окремих металевих стрижнів за допомогою горизонтальних гребінок, дозволяє забезпечити їх центрівку по осях чарунок даного ряду, що підвищує точність витримки розмірів. Це дозволяє отримати монолітну непористу структуру стінок здвоєних стільникових чарунок без внутрішніх напружень при значному спрощенні технології і є достатнім для підвищення жорсткості на зсув стільникового заповнювача. Отвердження стільникового блока шляхом ступінчастого нагрівання з заданою швидкістю від цехової температури до температури гелеутворення зв'язуючого, а потім до температури його отвердження, з відповідною витримкою в часі при кожній з цих температур, дозволяє виключити появу пористості в структурі стінок стільникових осередків та забезпечує монолітність їх структури. Суть корисної моделі пояснюється кресленнями, де зображені: на фіг. 1 - загальний вигляд фрагмента стільникового вуглепластикового заповнювача; на фіг. 2, 3 - схема розташування шарів односпрямованих вуглецевих волокон в стінці стільникових чарунок при n=3, n=4, відповідно; на фіг. 4 - схема гофрування препрегу за допомогою системи клавішних пуансонів зі спеціальними наконечниками; на фіг. 5, 6 - схема формування гофрованих препрегів в стільниковий блок за допомогою еластомерних камер і металевих стрижнів, відповідно. Стільниковий вуглепластиковий заповнювач (фіг. 1), у якому стінки чарунок (фіг. 2,3) містять шари односпрямованих вуглецевих волокон 1, 2 з орієнтацією +45°,-45° щодо осі чарунки, виготовляють таким чином. Спочатку здійснюють формування листів препрегу з заданої кількості шарів односпрямованих вуглецевих волокон, які викладають відповідно заявленої орієнтації, потім препреги опресовують, гофрують та формують з них стільниковий блок шляхом адгезійного з'єднання та отвердження. Опресування препрегу здійснюють при цеховій температурі протягом від 8 до 12 годин під тиском від 0,5 до 1 МПа. Гофрування (фіг. 4) препрега 4 здійснюють в матриці 3 за допомогою спеціальних наконечників клавішних пуансонів 5 і 6, які виконані у формі частини стільникової чарунки і у формі плоскої клавіші, відповідно. При цьому на центральний клавішний пуансон і симетрично від нього через один встановлені наконечники 5, а симетрично біля нього і потім через один наконечники 6. 3 UA 74037 U 5 10 15 20 25 30 35 40 45 50 55 60 Формування парної кількості гофрованих препрегів в стільниковий блок здійснюють з використанням притискного пристрою (не показаний) та додаткових формуючих елементів у вигляді еластомерних камер (фіг. 5) або металевих стрижнів (фіг. 6). Спочатку на дотичні поверхні препрегів наносять адгезив та укладають їх так, що орієнтація односпрямованих вуглецевих волокон на них співпадає. При використанні еластомерних камер (фіг. 5) перший гофрований препрег 4 розміщують на матриці 3, потім позиціонують осьові стрижні 7 еластомерних камер по осі кожної порожнини матриці 3 за допомогою технологічних пазів в бокових стінках притискного пристрою (не показано). Зверху накладають другий гофрований препрег 4 так, щоб на його дотичних поверхнях з першим листом орієнтація односпрямованих вуглецевих волокон співпадала, і позиціонують осьові стрижні 7 по осі кожної чарунки із другого ряду. Після набору необхідної кількості рядів стільникових чарунок на верхній гофрований препрег 4 накладають верхню матрицю 3 і затискають стільниковий блок за допомогою зовнішнього притискного пристрою. При використанні як формуючих елементів металевих стрижнів (фіг. 6) перший гофрований препрег 4 розміщують на матриці 3, потім позиціонують металеві стрижні 9 по осі кожної порожнини матриці 3 за допомогою гребінки (не показано). Перший ряд стрижнів 9 покривають другим препрегом 4, який притискають другим рядом металевих стрижнів 9. Після набору необхідної кількості рядів стільникових чарунок затискають стільниковий блок за допомогою зовнішнього притискного пристрою. Сформований стільниковий блок встановлюють у піч. При використанні еластомерних камер додатково по повітропідвідним штуцерам підводять надлишковий тиск для роздування еластомерних оболонок 7 та створення рівномірного тиску на усю поверхню стільникових чарунок. Ствердження стільникового блока здійснюють при ступінчастому режимі зміни температури, який включає підйом із заданою швидкістю температури у печі спочатку до температури гелеутворення зв'язуючого, відповідну витримку, знову підйом до температури отвердження зв'язуючого та відповідну витримку. Після охолодження стільникового блока металеві стрижні 9 безпосередньо видаляють, а в еластомірних оболонках 7 спочатку зменшують тиск до створення вакууму і після їх здуття еластомерні камери легко видаляють. Нижче наведено приклади практичної реалізації заявленого способу. Приклад 1. Вуглепластиковий стільниковий заповнювач з гексагональною формою стільникової чарунки, стінка якої містить два шари (n=1) односпрямованих вуглецевих волокон у вигляді вуглецевої стрічки ЭЛУР-П-А товщиною 0,13 мм (ГОСТ 28006-88), яка просочена зв'язуючим ЭНФБ (ТУ 1-596-46-2009). Спочатку формували задану парну кількість листів препрегу шляхом укладення та накочування двох шарів вуглецевої стрічки з орієнтацією волокон під кутом +45°,-45° відносно осі препрегу. Зовнішні поверхні обох шарів вуглецевої стрічки ЭЛУР-П-А були дубльовані фторопластовою плівкою з товщиною 40 мкм. Опресування препрегу не виконували. Гофрування препрегу (фіг. 4) здійснювали на попередньо нагрітій до 150 °C матриці 3 під тиском 0,3 МПа з витримкою протягом 5-6 хвилин. Для цього були використані клавішні пуансони з металевими спеціальними наконечниками 5 і 6. Формування гофрованих препрегів в стільниковий блок та його отвердження проводили за допомогою металевих стрижнів (фіг. 6). При цьому спочатку на дотичні поверхні препрегів наносили клей ВК-25 та укладали їх так, щоб орієнтація односпрямованих вуглецевих волокон на них співпадала. Потім отверджували стільниковий блок у печі при підйомі температури зі швидкістю від 0,8 до 1,2 °C/хвил. спочатку до 130 °C, витримували протягом 30 хвилин, потім піднімали температуру до 175 °С зі швидкістю від 1,8 до 2,2 °C/хвил. та витримували протягом 3 годин. Отриманий стільниковий заповнювач, стінки якого були сформовані з препрегу, що не був опресований, мав підвищену жорсткість здвоєних граней стільникової чарунки, внаслідок однакової орієнтації односпрямованих вуглецевих волокон в їх серединних шарах та високої якості їх отвердження, яка була забезпечена за допомогою формуючих металевих стрижнів. Приклад 2. Стільниковий вуглепластиковий заповнювач з гексагональною формою стільникової чарунки, стінка якої містить два шари (n=1) односпрямованих вуглецевих волокон у вигляді, вуглецевої стрічки ЭЛУР-П-А товщиною 0,13 мм (ГОСТ 28006-88), яка просочена зв'язуючим ЭНФБ (ТУ 1-596-46-2009). Згідно з прикладом 1 формували парну кількість листів препрегу, потім їх опресували під тиском 0,5 МПа впродовж 10 годин при цеховій температурі. Гофрування препрегів, нанесення на їх дотичні поверхні клею ВК-25 та формування їх в стільниковий блок та його отвердження проводили згідно з прикладом 1. Отриманий стільниковий заповнювач мав підвищену жорсткість стільникових чарунок, стінки яких були сформовані з опресованого препрегу, при забезпеченні однакової орієнтації односпрямованих вуглецевих волокон у серединних шарах здвоєних граней чарунок і підвищеної якості їх отвердження за допомогою формуючих металевих стрижнів. 4 UA 74037 U 5 10 15 20 25 30 35 40 45 Приклад 3. Стільниковий вуглепластиковий заповнювач з гексагональною формою стільникових чарунок, стінка яких містить чотири шари (n=2) односпрямованих вуглецевих волокон у вигляді вуглецевої нетканої стрічки, яка виготовлена зі джгута IMS-65, має товщину 20 мкм і просочена зв'язуючим ЭНФБ (ТУ 1-596-46-2009). Формування препрегу здійснювали накочуванням шарів вуглецевої стрічки, один на один з орієнтацією волокон у шарах під кутом +45°,-45°,-45°, +45° щодо осі препрегу. Опресування препрегу виконано аналогічно прикладу 2, гофрування препрегу, нанесення клею ВК-25. формування та отвердження стільникового блока аналогічно прикладу 1. Отриманий стільниковий заповнювач мав підвищену жорсткість стінки стільникової чарунки та її здвоєних граней, яка була забезпечена однаковою орієнтацією односпрямованих вуглецевих волокон у їх серединних шарах, а також підвищену якість отвердження здвоєних граней стільникової чарунки, яка була забезпечена використанням формуючих металевих стрижнів. Приклад 4. Стільниковий вуглепластиковий заповнювач з гексагональною формою стільникових чарунок, стінка яких містить чотири шари (n=2) односпрямованих вуглецевих волокон у вигляді вуглецевої нетканої стрічки, яка виготовлена зі джгута IMS-65, має товщину 20 мкм, просочена зв'язуючим ЭНФБ (ТУ 1-596-46-2009). Формування, опресування, гофрування препрегів та нанесення на них клею ВК-25 здійснювали аналогічно прикладу 3. Формування гофрованих препрегів в стільниковий блок проводили за допомогою силіконових камер (фіг. 5). Після набору необхідної кількості рядів стільникових чарунок на верхній гофрований препрег 4 накладали верхню матрицю 3 і затискали стільниковий блок за допомогою зовнішнього притискного пристрою. Встановлювали стільниковий блок у піч і по повітропідвідних штуцерах підводили надлишковий тиск (0,7 МПа) для роздування силіконових оболонок 7 до розмірів стільникових чарунок. Потім здійснювали отвердження стільникового блока аналогічно прикладу 1. Після охолодження зменшували тиск у силіконових оболонках 7 до створення вакууму (0,8 атм) і здуті силіконові камери легко видаляли. Отриманий стільниковий заповнювач мав підвищену жорсткість стінки стільникової чарунки та її здвоєних граней, яка була забезпечена однаковою орієнтацією односпрямованих вуглецевих волокон у їх серединних шарах, а також підвищену якість отвердження усіх граней стільникової чарунки, яка була забезпечена використанням формуючих силіконових камер. Результати експериментальних досліджень у вигляді усереднених значень питомих фізикомеханічних параметрів чотирьох серій дослідно-промислових зразків стільникових вуглепластикових заповнювачів наведені в таблиці. При цьому міцнісні характеристики заповнювача оцінювали по значеннях міцності при зсуві (зсув), а жорсткість по значеннях модулів пружності зсуву (Gзсув). Аналіз отриманих даних (приклади 1.2) показав, що опресування препрегів дозволяє збільшити міцність стільникового заповнювача при зсуві в площинах XOZ і YOZ до 10 %, при цьому значення модулів пружності зсуву в площинах XOZ і YOZ також збільшувались до 13 %. Використання більшої кількості більш тонких шарів односпрямованих вуглецевих волокон (приклад 3) забезпечило зменшення об'ємної маси стільникового заповнювача в 2,7 разу при збереженні значень його міцності та жорсткості. При однаковій об'ємній масі стільникового заповнювача (приклад 4), але при підвищеній якості отвердження гофрованих препрегів, яка була забезпечена використанням формуючих еластомерних камер, міцність стільникового заповнювача при зсуві в площинах XOZ і YOZ збільшилась на 7-9 %, а значення модулів пружності зсуву в площинах XOZ і YOZ на 7 %. 5 UA 74037 U Таблиця Усереднені питомі значення фізико-механічних характеристик № прикладу (кількість шарів х товщина шару, мм) 1 (2 × 0,13) 2 (2 × 0,13) 3 (4 × 0,02) 4 (4 × 0,02) Матеріал вуглепластику Об'ємна маса, у, 3 кг/м ЭЛУР-П-А + ЭНФБ ЭЛУР-П-А + ЭНФБ IMS-65 + ЭНФБ IMS-65 + ЭНФБ 117 117 40 40 зсув.xoz/, км зсув.yoz/, км Gзсув.xoz/, км 5,69 6,25 6,3 6,9 3,52 3,8 3,9 4,18 562 630 650 660 Gзсув.yoz/, км 317 358 422 452 де: зсув.xoz - межа міцності при зсуві в площині XOZ; зсув.yoz - межа міцності при зсуві в площині YOZ; Gзсув.xoz - модуль пружності зсуву в площині XOZ; Gзсув.yoz - модуль пружності зсуву в площині YOZ. 5 10 Точність витримки геометричних розмірів стільникової чарунки в усіх прикладах складала 0,05 мм, що у 2 рази краще прототипу. Розміро-формостабільність блоків стільникового заповнювача оцінювали після кліматичних випробувань візуально методом порівняння з еталонним зразком, при цьому була встановлена відповідність їх розміро-формостабільності умовам експлуатації аерокосмічних виробів. Таким чином, заявлений спосіб забезпечує виготовлення стільникового вуглепластикового заповнювача, який має прецизійну точність геометрії гексагональних стільникових чарунок, високі жорсткість на зсув і розміро-формостабільність, яка відповідає умовам експлуатації аерокосмічних виробів ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 30 35 40 1. Спосіб виготовлення стільникового вуглепластикового заповнювача, чарунки якого мають гексагональну форму і який включає гофрування листів композиційного матеріалу в численних порожнинах матриці за допомогою інтенсифікатора тиску, робочі поверхні якого мають політетрафторетиленове покриття і комплементарні порожнинам матриці, виконаним у вигляді частини стільникової чарунки, отвердження і формування гофрованих листів в стільниковий блок шляхом адгезійного з'єднання їх дотичних поверхонь за допомогою притискного пристрою, що містить матрицю для гофрування та ідентичну їй верхню матрицю при симетричному розташуванні їх порожнин, який відрізняється тим, що спочатку опресовують при цеховій температурі листи препрегу, які формують із 2n (n1) шарів односпрямованих вуглецевих волокон, просочених зв'язуючим, кожен шар викладають з орієнтацією волокон під кутом +45° або -45° щодо осі препрегу, та під кутом 90° щодо волокон суміжного шару, при цьому при парних значеннях n два серединних шари препрегу викладають з однаковою орієнтацією волокон, крім того, численні порожнини матриці мають закруглення ребер радіусом не менше 0,5 мм, а як інтенсифікатор тиску використовують клавішні пуансони з окремими спеціальними наконечниками, які дозволяють скласти загальну робочу поверхню, комплементарну поверхні матриці, а парну кількість гофрованих препрегів укладають в стільниковий блок за допомогою додаткових формуючих елементів у вигляді еластомерних камер або металевих стрижнів так, що на їх дотичних поверхнях орієнтація односпрямованих вуглецевих волокон співпадає, потім здійснюють при ступінчастому режимі підвищення температури адгезійне з'єднання та отвердження препрегів. 2. Спосіб за п. 1, який відрізняється тим, що листи препрегу опресовують протягом від 8 до 12 годин під тиском від 0,5 до 1 МПа. 3. Спосіб за пп. 1, 2, який відрізняється тим, що спеціальні наконечники клавішних пуансонів виготовляють із металу або формують з еластомерів у двох формах, як частину стільникової чарунки і як плоску клавішу, робоча поверхня якої ідентична грані стільникової чарунки, при цьому усі ребра робочих поверхонь наконечників мають закруглення радіусом не менше 0,5 мм. 6 UA 74037 U 5 10 15 4. Спосіб за п. 3, який відрізняється тим, що спеціальні наконечники у формі частини стільникової чарунки встановлюють на центральний клавішний пуансон і симетрично від нього через один, а наконечники у формі плоскої клавіші встановлюють симетрично біля нього і потім через один. 5. Спосіб за пп. 1, 2, 3, який відрізняється тим, що кожна еластомерна камера містить осьовий стрижень, який має шість радіально виступаючих ребер, розташованих відповідно ребрам стільникової чарунки, і герметичну еластомерну оболонку, поверхня якої охоплює стрижень і при поданні стисненого повітря інтенсифікує рівномірний тиск на усю поверхню стільникової чарунки, а після здування дозволяє легко видалити камеру. 6. Спосіб за пп. 1, 2, 3, який відрізняється тим, що металеві стрижні мають поперечний переріз у вигляді прямокутника, який вписаний в стільникову чарунку між її здвоєними гранями, та виконані з закругленням ребер радіусом не менше 0,5 мм, крім цього, окремі металеві стрижні з'єднані між собою за допомогою горизонтальних гребінок, відповідних окремим рядам стільникових чарунок. 7. Спосіб за пп. 1, 2, який відрізняється тим, що при ступінчастому режимі підвищення температури здійснюють підйом із заданою швидкістю від цехової температури до температури гелеутворення зв'язуючого, а потім до температури його ствердження з відповідною витримкою в часі при кожній з цих температур. 7 UA 74037 U 8 UA 74037 U 9 UA 74037 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing carbon-fiber honeycomb filler
Автори англійськоюSlyvynskyi Volodymyr Ivanovych, Volkonskyi Leonid Mykolaiovych, Slyvynskyi Mykhailo Volodymyrovych, Kharchenko Maksym Yevhenovych, Aliamovskii Andriei Ivanovich, Turuntaiev Ihor Vladimirovich, Haidachuk Vitalii Yevhenovych, Zuiev Dmytro Ihorovych, Nalivkin Mykhailo Oleksiiovych, Rieshetnikov Volodymyr Fedorovych
Назва патенту російськоюСпособ изготовления сотового углепластикового наполнителя
Автори російськоюСливинский Владимир Иванович, Волконский Леонид Николаевич, Сливинский Михаил Владимирович, Харченко Максим Евгеньевич, Алямовский Андрей Иванович, Турунтаев Игорь Владимирович, Гайдачук Виталий Евгеньевич, Зуев Дмитрий Игоревич, Наливкин Михаил Алексеевич, Решетников Владимир Федорович
МПК / Мітки
МПК: B29D 99/00, B32B 3/12
Мітки: стільникового, заповнювача, вуглепластикового, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/12-74037-sposib-vigotovlennya-stilnikovogo-vugleplastikovogo-zapovnyuvacha.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення стільникового вуглепластикового заповнювача</a>
Спосіб підготовки поверхні алюмінієвої фольги для виготовлення стільникового заповнювача
Номер патенту: 70152
Опубліковано: 15.09.2004
Автори: Сливинський Михайло Володимирович, Борщов Геннадій Васильович, Стрижак Михайло Георгійович, Семенов Лев Петрович, Слівінський Володимир Іванович, Лівшиц Абрам Борисович
МПК: C23F 11/00
Мітки: алюмінієвої, фольги, виготовлення, поверхні, спосіб, стільникового, підготовки, заповнювача
Формула / Реферат:
1. Спосіб підготовки поверхні алюмінієвої фольги для виготовлення стільникового заповнювача, що включає оброблення фольги розчином, що містить знежирюючі і оксидуючі компоненти, промивання і сушіння її, який відрізняється тим, що як знежирюючі та оксидуючі компоненти використовують калій хромовокислий, кислоту ортофосфорну і додатково містить емульгатор синтанол при наступному співвідношенні компонентів, (г/л): калій...
Спосіб одержання деформівного стільникового заповнювача
Номер патенту: 3821
Опубліковано: 27.12.1994
Автори: Федоров Віктор Савелійович, Петров Олександр Олександрович, Слівінський Володимир Іванович, Пєсошніков Євген Михайлович
МПК: B31D 5/00
Мітки: спосіб, стільникового, заповнювача, одержання, деформівного
Формула / Реферат:
1. Способ получения деформируемого сотового заполнителя, включа ющий изготовление плоских заготовок, нанесение лент клея для соединения заготовок в пакет и растяжение пакета в поперечном направлении, отличающийся тем, что, с целью повышения деформируемости и качества заполнителя, перед нанесением лент клея заготовкам придают жесткость путем нанесения на них полос связующего с последующим отверждением, а ленты клея наносят поверх...
Спосіб виготовлення безвипалювального заповнювача
Номер патенту: 11074
Опубліковано: 25.12.1996
Автори: Якобус Йоханнес Спанйер, Пітер Дірк Радемаркер
МПК: C04B 18/04
Мітки: безвипалювального, спосіб, заповнювача, виготовлення
Формула / Реферат:
1. Способ изготовления безобжигового заполнителя, преимущественно из золы отсжигания угля или лигнита с добавкой связующего и воды, путем формования гранул и последующего твердения в вертикальных тепловых камерах непрерывного действия в среде водяного пара при температуре 29,4-100°С, отличающийся тем, что сформованные зольные гранулы предварительно смешивают с зольной пылью с водопоглощением не менее 10% при их объемном соотношении 1:(0.2-1),...
Спосіб виготовлення заповнювача будівельних матеріалів у вигляді мікрокульок
Номер патенту: 97065
Опубліковано: 26.12.2011
Автори: Роман Сергій Миколайович, Хвастухін Юрій Іванович, Костогриз Кирило Петрович
МПК: B01J 8/18, B01J 2/00, C03B 19/00, C04B 14/22, C04B 14/14
Мітки: вигляді, мікрокульок, матеріалів, будівельних, спосіб, заповнювача, виготовлення
Формула / Реферат:
Спосіб виготовлення заповнювача будівельних матеріалів у вигляді мікрокульок, що включає класифікацію та одночасний підігрів матеріалу, його подачу у транспортуючий потік, транспортування у піч термообробки через газорозподільну насадку у псевдозріджений шар інертного носія, термообробку матеріалу у псевдозрідженому шарі носія з формуванням мікрокульок, охолодження та осадження готових мікрокульок, який відрізняється тим, що класифікацію з...
Спосіб безперервного виготовлення стільникового матеріалу
Номер патенту: 3820
Опубліковано: 27.12.1994
Автори: Слівінський Володимир Іванович, Петров Олександр Олександрович, Борщов Генадій Васильович, Федоров Віктор Савелійович
МПК: B31D 3/00
Мітки: спосіб, матеріалу, виготовлення, безперервного, стільникового
Формула / Реферат:
Способ непрерывного изготовления сотового материала, включающий разрезку рулонного материала на ленты, ширина которых равна высоте сотового заполнителя, ориентирование лент перпендикулярно плоскости рулонного материала, соединение лент в шахматном порядке и формирование сотовой структуры, отличающийся тем, что, с целью повышения качества сотового материала, после ориентирования ленты разделяют на половину ширины ячейки, а соединение лент...
Попередній патент: Спосіб отримання керамічних евтектичних полікристалічних матеріалів методом електророзрядного спікання
Наступний патент: Футерівка торцевої кришки барабанного млина
Випадковий патент: Пристрій для регулювання змінної напруги