Спосіб підготовки поверхні алюмінієвої фольги для виготовлення стільникового заповнювача
Номер патенту: 70152
Опубліковано: 15.09.2004
Автори: Стрижак Михайло Георгійович, Слівінський Володимир Іванович, Семенов Лев Петрович, Борщов Геннадій Васильович, Лівшиц Абрам Борисович, Сливинський Михайло Володимирович
Формула / Реферат
1. Спосіб підготовки поверхні алюмінієвої фольги для виготовлення стільникового заповнювача, що включає оброблення фольги розчином, що містить знежирюючі і оксидуючі компоненти, промивання і сушіння її, який відрізняється тим, що як знежирюючі та оксидуючі компоненти використовують калій хромовокислий, кислоту ортофосфорну і додатково містить емульгатор синтанол при наступному співвідношенні компонентів, (г/л):
калій хромовокислий К2Сr4
4-6
кислота ортофосфорна Н3РO4
2-3
емульгатор синтанол ДС-10
1-2,
при цьому обробку фольги розчином здійснюють протягом 5 - 6 хв. при зміні щільності анодного струму в діапазоні від 2,0 - 3,0 А/дм2 до 0,2 -0,15 А/дм2 при температурі робочого розчину 50 - 60°С.
2. Спосіб за п. 1, який відрізняється тим, що здійснюють безупинну регенерацію робочого розчину.
Текст
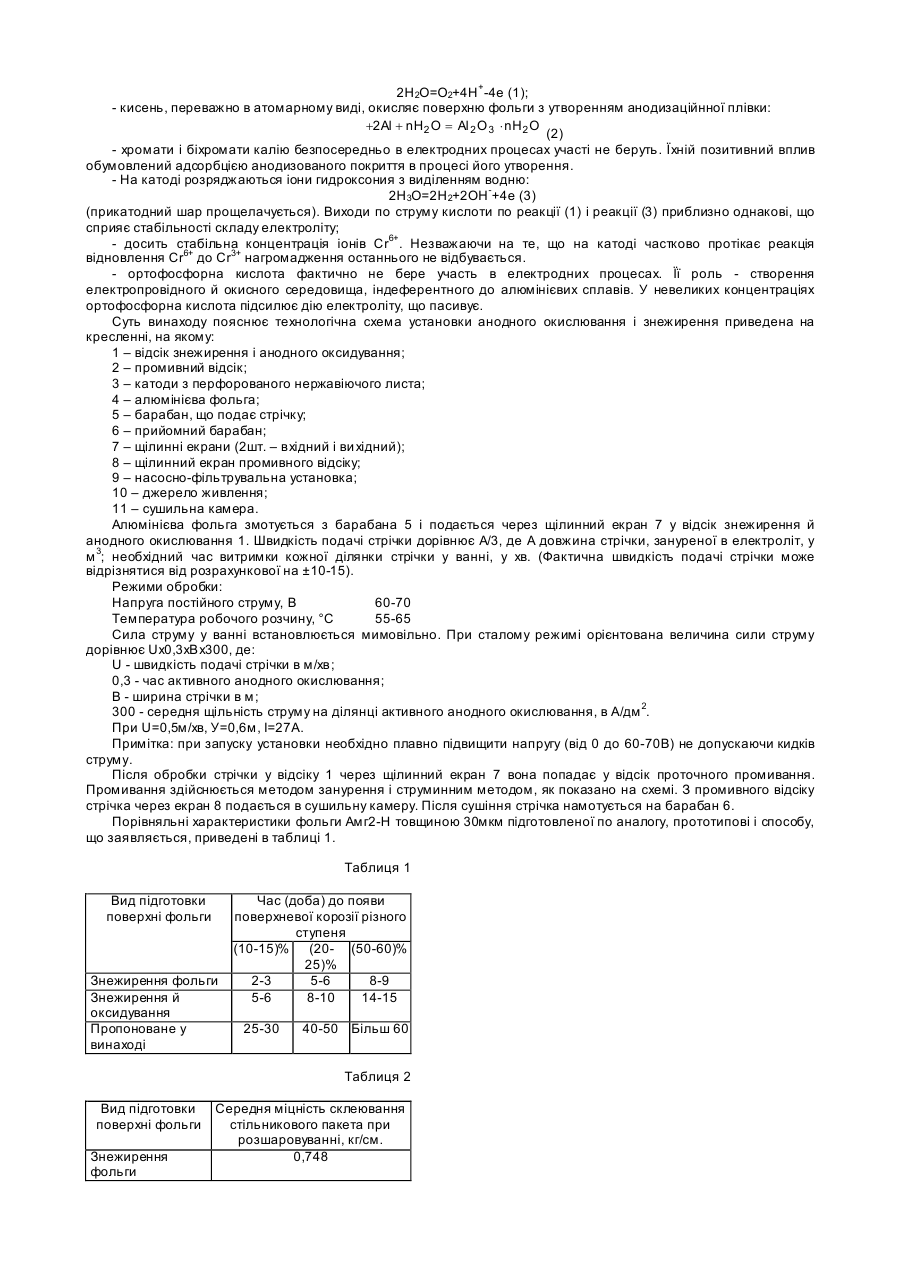
Винахід відноситься до технології виготовлення стільникових конструкцій і матеріалів і може бути використай в авіа-, машинобудуванні та інших областях народного господарства. При виготовленні стільникових заповнювачів однією з важливіших операцій є підготовка поверхні фольги. На поверхні фольги після прокатки знаходяться залишки технологічної змазуючо-охолоджуючої рідини, використаної при її прокатці. Перед нанесенням на фольгу смуг клея поверхню фольги підготовляють шляхом видалення змазуючоохолодної рідини з метою підвищення адгезійного зв'язку поверхні алюмінієвої фольги з клеєм, який наносять смугами для подальшого виготовлення стільникового заповнювача. Відомий спосіб підготовки поверхні алюмінієвої фольги [1], що складається в її знежиренні в спеціальних розчинах миючих засобів підігрітих до температури 70-80°С. Фольга знежирюється при проходженні через ванну з водяним розчином ОП-7 чи ОП-10 концентрації 1,5-2г/л підігрітим до температури 70-80°С, швидкість переміщення фольги 1,5-2м/хв. При вході у ванну і на виході встановлені поролонові щітки для очищення поверхні фольги. Після ванни знежирення фольга надходить у другу ванну, де вона промивається в теплій проточній воді. Потім промита фольга просушується при проходженні через сушильну шафу і змотується в рулон або надходить в автомат, де на фольгу наносяться і підсушуються смуги клея, пробиваються дренажні отвори і збираються пакети. Недоліком відомого способу є те, що фольга після очищення не має захисту від зовнішніх впливів. Найбільш близький по технічній суті і результатам, що досягаються є, спосіб підготовки поверхні фольги, що полягає в знежиренні фольги і наступному оксидуванні [2]. Знежирення виконується по вищеописаному способу [1]. Потім фольга надходить в установку оксидування, де проходить через ванну оксидування, ванну промивання фольги в теплій воді, сушильну ша фу і змотується в рулон. При оксидуванні на поверхню фольги впливають розчином утримуючим хромовий ангідрид и кремнефтористий натрій зі наступним змістом компонентів: Хромовий ангідрид СrО3 3-3,5г/л Кремнефтористий натрій Na2SiF6 3-3,5г/л Температура розчину 30-40°С, швидкість переміщення фольги в розчині, що оксидує, 0,8-1,6м/хв. Такий спосіб підготовки поверхні фольги дозволяє не тільки очистити фольгу перед нанесенням смуг клея, але й одержати на поверхні фольги антикорозійний захисний шар, що збільшує ресурс експлуатації стільникових заповнювачів (СЗ) в агрегата х літальних апаратів і інших конструкцій. Недоліком відомого способу є використання громіздкого устаткування та екологічно небезпечних складів для знежирення й оксидування, а також антикорозійний захисний шар фольги, одержуваний цим способом не може забезпечити життєздатність стільникового заповнювача протягом усього життєвого циклу виробу. В основу винаходу поставлена задача удосконалення способу підготовки поверхні алюмінієвої фольги шляхом підбора компонентів розчин і режимів обробки ним поверхні фольги, що забезпечують одночасне знежирення і нанесення на неї тонкошарового бар'єрного анодизованого покриття, що зберігає свої властивості протягом тривалого часу. Поставлена задача вирішується таким чином, що в способі підготовки поверхні алюмінієвої фольги для виготовлення стільникового заповнювача при якому фольгу оброблюють розчином, що містить знежирюючі і оксидуючі компоненти, промивають і сушать її, згідно винаходу, в якості знежирюючих та оксидуючих компонентів використовують калій хромовокислий, кислоту ортофосфорну і додатково емульгатор синтанол, при наступному складі компонентів (г/л): Калій хромовокислий К2Сr4 4-6 Кислота ортофосфорна Н3РО4 2-3 Емульгатор синтанол ДС-10 1-2, при цьому обробку фольги розчином здійснюють протягом (5-6) хв при зміні щільності анодного струму в діапазоні (2,0-3,0) А/дм 2 до (0,2-0,15) А/дм 2 при температурі робочого розчину (50-60)°С. Крім того, здійснюється безупинна регенерація робочого розчину. Застосування способу, що заявляється дозволяє одержати якісне знежирення поверхні фольги і одночасне нанесення на неї тонкошарового бар'єрного анодизованого покриття, що зберігає свої властивості протягом тривалого часу, забезпечує високу адгезію клея та міцність з'єднання стільникових конструкцій при використанні екологічно чистого робочого розчину, володіє безперервною регенерацією. Між суттєвими ознаками винаходу та досягаємим технічним результатом є причинно-наслідковий зв'язок, який здійснюється таким чином. Очищення поверхні фольги від жирових і механічних забруднень відбувається за рахунок збільшення гідрофобності поверхні в процесі її окислювання, дії пухирців анодного газу і поверхнево-активних компонентів електроліту. Уже після 20-30сек обробки поверхня фольги практично цілком знежирюється. На відміну від звичайного анодного окислювання в розчинах різних кислот, при якому поряд з ростом окисної плівки відбувається її розчинення з помітною швидкістю, в електроліті, що рекомендується, окісна плівка не розчиняється. Утворюються безпористі суцільні покриття. У початковий період часу щільність струму максимальна - 2,0-3,0А/дм 2. Протягом 25-30сек обробки відбувається активний ріст анодизаційної плівки. У результаті поверхня фольги пасивується (анодизаційна плівка є ізолятором). При цьому щільність струму падає до 0,1-0,2А/дм 2. Надалі процес анодного окислювання протікає головним чином в окремих порах - і відбувається ущільнення анодизаційного покриття. Також відбувається деякий ріст товщини анодизаційного покриття. Тому технологічний час обробки повинен включати не тільки час активного росту анодизаційного покриття, але і час, необхідний для ущільнення плівки. Основні процеси, що відбуваються на електродах: - на алюмінієвій фользі, зарядженої позитивно, розряджаються молекули води з виділенням кисню по реакції: 2H2О=О2+4H+-4e (1); - кисень, переважно в атомарному виді, окисляє поверхню фольги з утворенням анодизаційнної плівки: +2Al + nH2 O = Al 2 O 3 × nH2 O (2) - хромати і біхромати калію безпосередньо в електродних процесах участі не беруть. Їхній позитивний вплив обумовлений адсорбцією анодизованого покриття в процесі його утворення. - На катоді розряджаються іони гидроксония з виділенням водню: 2Н3О=2Н2+2ОН-+4е (3) (прикатодний шар прощелачується). Виходи по струму кислоти по реакції (1) і реакції (3) приблизно однакові, що сприяє стабільності складу електроліту; - досить стабільна концентрація іонів Сr6+. Незважаючи на те, що на катоді частково протікає реакція відновлення Сr6+ до Сr3+ нагромадження останнього не відбувається. - ортофосфорна кислота фактично не бере участь в електродних процесах. Її роль - створення електропровідного й окисного середовища, індеферентного до алюмінієвих сплавів. У невеликих концентраціях ортофосфорна кислота підсилює дію електроліту, що пасивує. Суть винаходу пояснює технологічна схема установки анодного окислювання і знежирення приведена на кресленні, на якому: 1 – відсік знежирення і анодного оксидування; 2 – промивний відсік; 3 – катоди з перфорованого нержавіючого листа; 4 – алюмінієва фольга; 5 – барабан, що подає стрічку; 6 – прийомний барабан; 7 – щілинні екрани (2шт. – вхідний і ви хідний); 8 – щілинний екран промивного відсіку; 9 – насосно-фільтрувальна установка; 10 – джерело живлення; 11 – сушильна камера. Алюмінієва фольга змотується з барабана 5 і подається через щілинний екран 7 у відсік знежирення й анодного окислювання 1. Швидкість подачі стрічки дорівнює А/3, де А довжина стрічки, зануреної в електроліт, у м 3; необхідний час витримки кожної ділянки стрічки у ванні, у хв. (Фактична швидкість подачі стрічки може відрізнятися від розрахункової на ±10-15). Режими обробки: Напруга постійного струму, В 60-70 Температура робочого розчину, °С 55-65 Сила струму у ванні встановлюється мимовільно. При сталому режимі орієнтована величина сили струму дорівнює Uх0,3хВх300, де: U - швидкість подачі стрічки в м/хв; 0,3 - час активного анодного окислювання; В - ширина стрічки в м; 300 - середня щільність струму на ділянці активного анодного окислювання, в А/дм 2. При U=0,5м/хв, У=0,6м, I=27A. Примітка: при запуску установки необхідно плавно підвищити напругу (від 0 до 60-70В) не допускаючи кидків струму. Після обробки стрічки у відсіку 1 через щілинний екран 7 вона попадає у відсік проточного промивання. Промивання здійснюється методом занурення і струминним методом, як показано на схемі. З промивного відсіку стрічка через екран 8 подається в сушильну камеру. Після сушіння стрічка намотується на барабан 6. Порівняльні характеристики фольги Амг2-Н товщиною 30мкм підготовленої по аналогу, прототипові і способу, що заявляється, приведені в таблиці 1. Таблиця 1 Вид підготовки поверхні фольги Знежирення фольги Знежирення й оксидування Пропоноване у винаході Час (доба) до появи поверхневої корозії різного ступеня (10-15)% (20- (50-60)% 25)% 2-3 5-6 8-9 5-6 8-10 14-15 25-30 40-50 Більш 60 Таблиця 2 Вид підготовки поверхні фольги Знежирення фольги Середня міцність склеювання стільникового пакета при розшаровуванні, кг/см. 0,748 Знежирення й оксидування Пропоноване у винаході 0,949 1,74 Іспити виконувалися в камері сольового тумана за стандартною методикою. Оцінена також і міцність склейки при розшаровуванні зразків фольги Амг2-Н товщиною 30мкм поверхня, яких підготовлена по різних варіантах з наступним нанесення на фольгу смуг клеячи ВК-25 і склейкою цих зразків. Результати іспитів міцності стільникового пакета при розшаровуванні по ОСТ 1 90153-74 приведені в таблиці 2. Регенерація робочих розчинів робить їх практично "вічними" з урахуванням їх коректування. Приведений приклад підтверджує досягнення технічного результату при здійсненні заявленого способу. Таким чином, заявлений спосіб дозволяє одержати якісне знежирення поверхні алюмінієвої фольги і одночасне нанесення на неї тонкошарового бар'єрного анодизованого покриття, що зберігає свої властивості протягом тривалого часу, забезпечує високу адгезію и міцність стільникових конструкцій, а також їх антикорозійний захист в процесі їх збереження та експлуатації. Джерела інформації: 1. В.Е. Берсудский и др. «Технология изготовления сотовых авиационных конструкций». М «Машиностроение», 1975, стр.139, 148, 155. 2. Техпроцесс №В2730-110-160 «Обезжиривание фольги». Ростовский вертолетный завод. 1979г.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the preparation of surface of aluminium foil for manufacturing honeycomb filler
Автори англійськоюSlyvynskyi Volodymyr Ivanovych, Semenov Lev Petrovych
Назва патенту російськоюСпособ подготовки поверхности алюминиевой фольги для изготовления сотового заполнителя
Автори російськоюСливинский Владимир Иванович, Семенов Лев Петрович
МПК / Мітки
МПК: C23F 11/00
Мітки: поверхні, підготовки, заповнювача, спосіб, алюмінієвої, виготовлення, фольги, стільникового
Код посилання
<a href="https://ua.patents.su/3-70152-sposib-pidgotovki-poverkhni-alyuminiehvo-folgi-dlya-vigotovlennya-stilnikovogo-zapovnyuvacha.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки поверхні алюмінієвої фольги для виготовлення стільникового заповнювача</a>
Спосіб одержання деформівного стільникового заповнювача
Номер патенту: 3821
Опубліковано: 27.12.1994
Автори: Слівінський Володимир Іванович, Федоров Віктор Савелійович, Пєсошніков Євген Михайлович, Петров Олександр Олександрович
МПК: B31D 5/00
Мітки: деформівного, стільникового, одержання, спосіб, заповнювача
Формула / Реферат:
1. Способ получения деформируемого сотового заполнителя, включа ющий изготовление плоских заготовок, нанесение лент клея для соединения заготовок в пакет и растяжение пакета в поперечном направлении, отличающийся тем, что, с целью повышения деформируемости и качества заполнителя, перед нанесением лент клея заготовкам придают жесткость путем нанесения на них полос связующего с последующим отверждением, а ленты клея наносят поверх...
Спосіб обробки поверхні берилієвої фольги
Номер патенту: 12888
Опубліковано: 28.02.1997
Автори: Ковтун Костянтин Васильович, Тихинський Генадій Пилипович, Корнієнко Леонід Антонович, Волокита Генадій Іванович
МПК: C23C 16/00
Мітки: фольги, берилієвої, поверхні, обробки, спосіб
Формула / Реферат:
(57) Способ обработки поверхности бериллиевой фольги, включающий очистку поверхности и создание защитной оксидной пленки, отличающийся тем, что создание защитной оксидной пленки осуществляют путем многократно повторяющихся не менее 5 циклов нагрева до температуры 250~750°С и выдержки при этой температуре 5-120 мини деформации за цикл на 0.3-10%.
Спосіб виготовлення тонкої берилієвої фольги
Номер патенту: 12891
Опубліковано: 28.02.1997
Автори: Волокита Генадій Іванович, Папіров Ігор Ісакович, Шокуров Володимир Сергійович, Карпов Євген Семенович
МПК: C23C 14/22
Мітки: фольги, берилієвої, виготовлення, тонкої, спосіб
Формула / Реферат:
Способ изготовления тонкой бериллиевой фольги, включающий многостадийное осаждение паров бериллия на подложку, Отделение конденсата и последующую термообработку, отличающееся тем, что после осаждения паров бериллия толщиной 0,5-5 мкм проводят осаждение слоя окиси бериллия толщиной 2-10 нм, причем цикл осаждения слоев бериллия и окиси бериллия повторяют многократно, при этом осаждают не менее пяти слоев бериллия.
Спосіб і пристрій для виготовлення пакетів із фольги
Номер патенту: 57603
Опубліковано: 16.06.2003
Автори: Вілд Ханс-Петер, Крафт Еберхард
МПК: B31B 29/00, B31B 37/00
Мітки: спосіб, пакетів, фольги, пристрій, виготовлення
Формула / Реферат:
1. Спосіб виготовлення пакетів із фольги, при якому подають першу і другу фольгу для формування бокових стінок пакета із фольги, подають фольгу для дна пакета, причому під час подачі принаймні у фользі для дна пробивають отвори, рознесені у напрямку переміщення цієї фольги на інтервал (х), який відповідає ширині пакета з фольги, і складають фольгу для дна по її осьовій лінії, яка проходить паралельно напряму руху цієї фольги, причому отвори...
Спосіб виготовлення катодної фольги електролітичних конденсаторів
Номер патенту: 10121
Опубліковано: 30.09.1996
Автори: Гордієнко Григорій Федорович, РЯЗАНЦЕВ Сергій Миколайович, Скоморохов Володимир Костянтинович
МПК: H01G 9/04
Мітки: спосіб, електролітичних, конденсаторів, фольги, катодної, виготовлення
Формула / Реферат:
Способ изготовления катодной фольги электролитических конденсаторов, предусматривающий вакуумное напыление пористого слоя титана толщиной 0,2-3 мкм на непрерывно перемещающуюся алюминиевую фольгу, отличающийся тем, что напыление пористого слоя титана осуществляют в присутствии азота или аммиака при давлени 1•10-2 - 5•10-1 Па.
Попередній патент: Спосіб лікування тяжкообпечених
Наступний патент: Спосіб одержання виноградного пігменту мелавинолу
Випадковий патент: Силовий модулятор