Спосіб та ливарно-прокатна установка для виготовлення сталевої стрічки
Формула / Реферат
1. Спосіб виготовлення сталевої стрічки (1), зокрема стрічки з високолегованої сталі, за допомогою лиття з подальшою прокаткою у широкострічковому стані (4) гарячої прокатки, на вхід якого з підігрівальної печі (6), розташованої перед широкострічковим станом (4) гарячої прокатки, подають безперервнолиті товсті сляби (товщиною 120-400 мм), який відрізняється тим, що безперервнолиті тонкі сляби (товщиною 30-70 мм) і безперервнолиті середні сляби (товщиною 70-120 мм) подають на прокатні стани (3), призначені для безперервнолитих товстих слябів (товщиною 120-400 мм) у напрямку (3а) прокатки за підігрівальними печами (6), що включають печі (11) з крокуючими балками.
2. Спосіб за п.1, який відрізняється тим, що при надходженні тонкого сляба на чорновий (10а) і/або чистовий (10b) прокатний стан його температура дорівнює або помітно нижча, або вища температури середнього сляба при надходженні на чорновий (10а) і/або чистовий (10b) прокатний стан або товщина тонкого сляба дорівнює або нижча, або вища товщини середнього сляба при надходженні на чорновий (10а) і/або чистовий (10b) прокатний стан.
3. Ливарно-прокатна установка для виготовлення сталевої стрічки (1), зокрема стрічки з високолегованої сталі, яка містить пристрій (2) безперервного розливу і розрізаючий пристрій (5), за яким знаходиться широкострічковий стан (4) гарячої прокатки, перед входом якого для товстих слябів (товщиною 120-400 мм) передбачені нагрівальна піч (6), а далі на прокатному стані (3) - ролики для вирівнювання кромок, пристрої видалення окалини, намотувальні пристрої, яка відрізняється тим, що для забезпечення подачі безперервнолитих тонких слябів (товщиною 30-70 мм) і безперервнолитих середніх слябів (товщиною 70-120 мм) на призначені для безперервнолитих товстих слябів прокатні стани (3), що включають печі (11) з крокуючими балками, пристрій (2) безперервного розливу з'єднаний із стрічковим станом (4) гарячої прокатки за допомогою розрізаючого пристрою (5), розташованого на виході (2а) пристрою (2) безперервного розливу, підігрівальної печі (6), а також забезпечений паралельними або поворотними перевантажувачами (7а, 7b) або проміжним перемотувальним пристроєм (9).
4. Установка за п. 3, яка відрізняється тим, що всередині пристрою (2) безперервного розливу передбачено вмонтований прокатний пристрій (8), до якого примикають розрізаючий пристрій (5), тунельна піч (6), а до стрічкового стану (4) гарячої прокатки примикають проміжний перемотувальний пристрій (9) та маніпулятор (9а) рулонів.
5. Установка за одним з пп. 3 або 4, яка відрізняється тим, що два або більше пристроїв (2) безперервного розливу з паралельними рівчаками (2b) і відповідно подальшим розрізаючим пристроєм (5), і відповідно тунельною піччю (6) на виході (6а) тунельної печі за допомогою паралельного перевантажувача (7а) приєднані до прокатної лінії (3) чорнового (10а) та чистового (10b) прокатних станів.
6. Установка за п. 5, яка відрізняється тим, що між рівчаками (2b) з можливістю зворотно-поступального переміщення встановлений паралельний перевантажувач (7а) тунельної печі.
7. Установка за п. 6, яка відрізняється тим, що на прокатній лінії (3) слідом за паралельним перевантажувачем (7а) тунельної печі перед входом стрічки у чорновий (10а) та чистовий (10b) прокатні стани розташовані одна або декілька печей (11) з крокуючими балками.
8. Установка за п. 3, яка відрізняється тим, що при паралельному прокатній лінії (3) розташуванні рівчака (2b) пристрою (2) безперервного розливу на задній паралельній ділянці (12) розташовані щонайменше пристрій (2) безперервного розливу, розрізаючий пристрій (5), тунельна піч (6) і паралельний перевантажувач (7а), а на передній паралельній ділянці (13) - щонайменше одна або декілька печей (11) з крокуючими балками, чорновий прокатний стан (10а), паралельний перевантажувач (7а), чистовий прокатний стан (10b), обробна кліть (14) або прокатний стан Стекеля (15) та стрічкова моталка (16).
9. Установка за п. 3, яка відрізняється тим, що при паралельному прокатній лінії (3) розташуванні рівчака (2b) пристрою (2) безперервного розливу на задній паралельній ділянці (12) розташовані відповідно один за одним щонайменше печі (11) з крокуючими балками, паралельний перевантажувач (7а), чорновий (10а) та чистовий (10b) прокатні стани, обробна кліть (14) або прокатний стан Стекеля (15) та стрічкова моталка (16), при цьому на передній паралельній ділянці (13) передбачені щонайменше пристрій (2) безперервного розливу, тунельна піч (6) і паралельний перевантажувач (7а).
10. Установка за п. 3, яка відрізняється тим, що при паралельному прокатній лінії (3) розташуванні рівчака (2b) пристрою (2) безперервного розливу на задній паралельній ділянці (12) розташовані щонайменше пристрій (2) безперервного розливу із зустрічним або рівноспрямованим напрямку (3а) прокатки рівчаком (2b), тунельна піч (6) і паралельний перевантажувач (7а), при цьому на передній паралельній ділянці (13) розташовані щонайменше одна або декілька печей (11) з крокуючими балками, чорновий (10а) та чистовий (10b) прокатні стани, паралельний перевантажувач (7а), обробна кліть (14) або прокатний стан Стекеля (15) та стрічкова моталка (16).
11. Установка за п. 3, яка відрізняється тим, що при паралельних рівчаках (2b) двох розташованих на відстані один від одного пристроїв (2) безперервного розливу, за якими знаходяться відповідно розрізаючий пристрій (5) та тунельна піч (6), посередині між рівчаками (2b) розташована прокатна лінія (3), на якій один за одним розташовані щонайменше одна або декілька печей (11) з крокуючими балками, центральний поворотний перевантажувач (17), чорновий (10а) та чистовий (10b) прокатні стани, обробна кліть (14) або прокатний стан Стекеля (15) та стрічкова моталка (16).
12. Установка за п. 3, яка відрізняється тим, що при паралельних рівчаках (2b) двох розташованих на відстані один від одного пристроїв (2) безперервного розливу, за якими знаходяться відповідно розрізаючий пристрій (5) та тунельна піч (6), посередині між рівчаками (2b) розташована прокатна лінія (3), на якій один за одним розташовані щонайменше одна або декілька печей (11) з крокуючими балками, центральний паралельний перевантажувач (7а), чорновий (10а) та чистовий (10b) прокатні стани, обробна кліть (14) або прокатний стан Стекеля (15) та стрічкова моталка (16).
13. Установка за п. 3, яка відрізняється тим, що при паралельному направленому у тому самому напрямку або зустрічно прокатній лінії (3) розташуванні рівчака (2b) пристрою (2) безперервного розливу на задній паралельній ділянці (12) розташовані щонайменше пристрій (2) безперервного розливу, розрізаючий пристрій (5), тунельна піч (6), перший поворотний перевантажувач (7b), а на передній паралельній ділянці (13) - щонайменше одна або декілька печей (11) з крокуючими балками, другий поворотний перевантажувач (7b), встановлений з можливістю повороту до першого поворотного перевантажувача (7b), чорновий (10а) та чистовий (10b) прокатні стани, обробна кліть (14) або прокатний стан Стекеля (15) та стрічкова моталка (16).
14. Установка за п. 3, яка відрізняється тим, що при паралельному розташуванні рівчаків (2b) двох однаково або зустрічно спрямованих пристроїв (2) безперервного розливу, за якими йдуть відповідно розрізаючий пристрій (5), тунельна піч (6) і поворотний перевантажувач (7b), розташована прокатна лінія (3), на якій розташовані одна або декілька печей (11) з крокуючими балками, чорновий прокатний стан (10а), поворотний перевантажувач (7b), що вибірково приєднується до одного з поворотних перевантажувачів (7b) рівчаків (2b), чистовий прокатний стан (10b), обробна кліть (14) або прокатний стан Стекеля (15) та стрічкова моталка (16).
15. Установка за п. 3, яка відрізняється тим, що при паралельному прокатній лінії (3), яка проходить у тому самому або зустрічному напрямку (18), розташуванні рівчака (2b) пристрою (2) безперервного розливу на задній паралельній ділянці (12) розташовані щонайменше пристрій (2) безперервного розливу з вмонтованим прокатним пристроєм (8), розрізаючий пристрій (5), тунельна піч (6) і встановлений з можливістю поперечного переміщення проміжний перемотувальний пристрій (9), при цьому на передній паралельній ділянці (13) один за одним на прокатній лінії (3) розташовані щонайменше одна або декілька печей (11) з крокуючими балками, чорновий прокатний стан (10а), проміжний перемотувальний пристрій (9), чистовий прокатний стан (10b), обробна кліть (14) або прокатний стан Стекеля (15) та стрічкова моталка (16).
16. Установка за п. 3, яка відрізняється тим, що при паралельному прокатній лінії (3), яка проходить у тому самому або у зустрічному напрямку (19), розташуванні рівчака (2b) пристрою (2) безперервного розливу на задній паралельній ділянці (12) на прокатній лінії (3) розташовані щонайменше одна або декілька печей (11) з крокуючими балками, встановлений з можливістю поперечного переміщення проміжний перемотувальний пристрій (9), чорновий прокатний стан (10а), чистовий прокатний стан (10b), обробна кліть (14) або прокатний стан Стекеля (15) та стрічкова моталка (16), при цьому на передній паралельній ділянці (13) в рівчаку (2b) пристрою (2) безперервного розливу розташовані щонайменше один вмонтований прокатний пристрій (8), розрізаючий пристрій (5), тунельна піч (6) і встановлений з можливістю поперечного переміщення проміжний перемотувальний пристрій (9).
17. Установка за п. 3, яка відрізняється тим, що при паралельному прокатній лінії (3), яка проходить у тому самому або у зустрічному напрямку (18), розташуванні рівчака (2b) пристрою (2) безперервного розливу на задній паралельній ділянці (12) в рівчаку (2b) пристрою (2) безперервного розливу розташовані щонайменше один вмонтований прокатний пристрій (8), розрізаючий пристрій (5), тунельна піч (6) та станція (20) для встановленого з можливістю поперечного переміщення проміжного перемотувального пристрою (9), при цьому на передній паралельній ділянці (13) прокатної лінії (3) розташовані одна або декілька печей (11) з крокуючими балками, чорновий (10а) та чистовий (10b) прокатні стани, станція (20) для встановленого з можливістю поперечного переміщення проміжного перемотувального пристрою (9), обробна кліть (14) або прокатний стан Стекеля (15) та стрічкова моталка (16).
18. Установка за п. 3, яка відрізняється тим, що на прокатній лінії (3) розташовані щонайменше одна або декілька печей (11) з крокуючими балками, чорновий (10а) та чистовий (10b) прокатні стани, одна або декілька станцій (20) для встановленого з можливістю поперечного переміщення проміжного перемотувального пристрою (9), обробна кліть (14) або прокатний стан Стекеля (15) та стрічкова моталка (16), при цьому перпендикулярно прокатній лінії (3) перед станцією або станціями (20) для встановленого з можливістю поперечного переміщення проміжного перемотувального пристрою (9) проходить щонайменше один або декілька рівчаків (2b) пристрою (2) безперервного розливу, в якому до станції (20) для встановленого з можливістю поперечного переміщення проміжного перемотувального пристрою (9) приєднані відповідно вмонтований прокатний пристрій (8), розрізаючий пристрій (5) та тунельна піч (6).
19. Установка за п. 3, яка відрізняється тим, що перпендикулярно прокатній лінії (3), на якій розташовані щонайменше одна або декілька печей (11) з крокуючими балками, чорновий прокатний стан (10а), одна або декілька станцій (20) для відповідно встановленого з можливістю поперечного переміщення проміжного перемотувального пристрою (9), чистовий прокатний стан (10b), обробна кліть (14) або прокатний стан Стекеля (15) та стрічкова моталка (16), розташовані однаково або зустрічно спрямовані рівчаки (2b) пристрою (2) безперервного розливу, в кожному з яких до відповідної станції (20) для встановленого з можливістю поперечного переміщення проміжного перемотувального пристрою (9) розташовані вмонтований прокатний пристрій (8), розрізаючий пристрій (5) та тунельна піч (6).
20. Установка за п. 3, яка відрізняється тим, що перпендикулярно прокатній лінії (3), на якій розташовані щонайменше одна або декілька печей (11) з крокуючими балками, чорновий прокатний стан (10а), одна або декілька станцій (20) для відповідно встановленого з можливістю поперечного переміщення, що проходить поперек прокатної лінії (3) проміжного перемотувального пристрою (9), чистовий прокатний стан (10b), обробна кліть (14) або прокатний стан Стекеля (15) та стрічкова моталка (16), розташовані рівчаки (2b), які проходять в двох однакових або зустрічних напрямках (18), пристрою (2) безперервного розливу, причому в рівчаку (2b) перед станцією (20) для відповідного встановленого з можливістю поперечного переміщення проміжного перемотувального пристрою (9) розташовані щонайменше відповідно розрізаючий пристрій (5), вмонтований прокатний пристрій (8) та тунельна піч (6).
21. Установка за п. 3, яка відрізняється тим, що на прокатній лінії (3) розташовані щонайменше декілька печей (11) з крокуючими балками, чорновий (10а) та чистовий (10b) прокатні стани, станція (20) для встановленого з можливістю поперечного переміщення проміжного перемотувального пристрою (9), обробна кліть (14) або прокатний стан Стекеля (15) та стрічкова моталка (16), при цьому відповідно на кінцевій станції (20а) для встановленого з можливістю поперечного переміщення проміжного перемотувального пристрою (9) передбачений рівчак (2b) пристрою (2) безперервного розливу, який проходить паралельно прокатній лінії (3) щонайменше з одним вмонтованим прокатним пристроєм (8), розрізаючим пристроєм (5) і приєднаною перед відповідною кінцевою станцією (20а) тунельною піччю (6).
22. Установка за п. 21, яка відрізняється тим, що два приєднані на своїх кінцевих станціях (20а) рівчаки (2b) розташовані зустрічно.
Текст
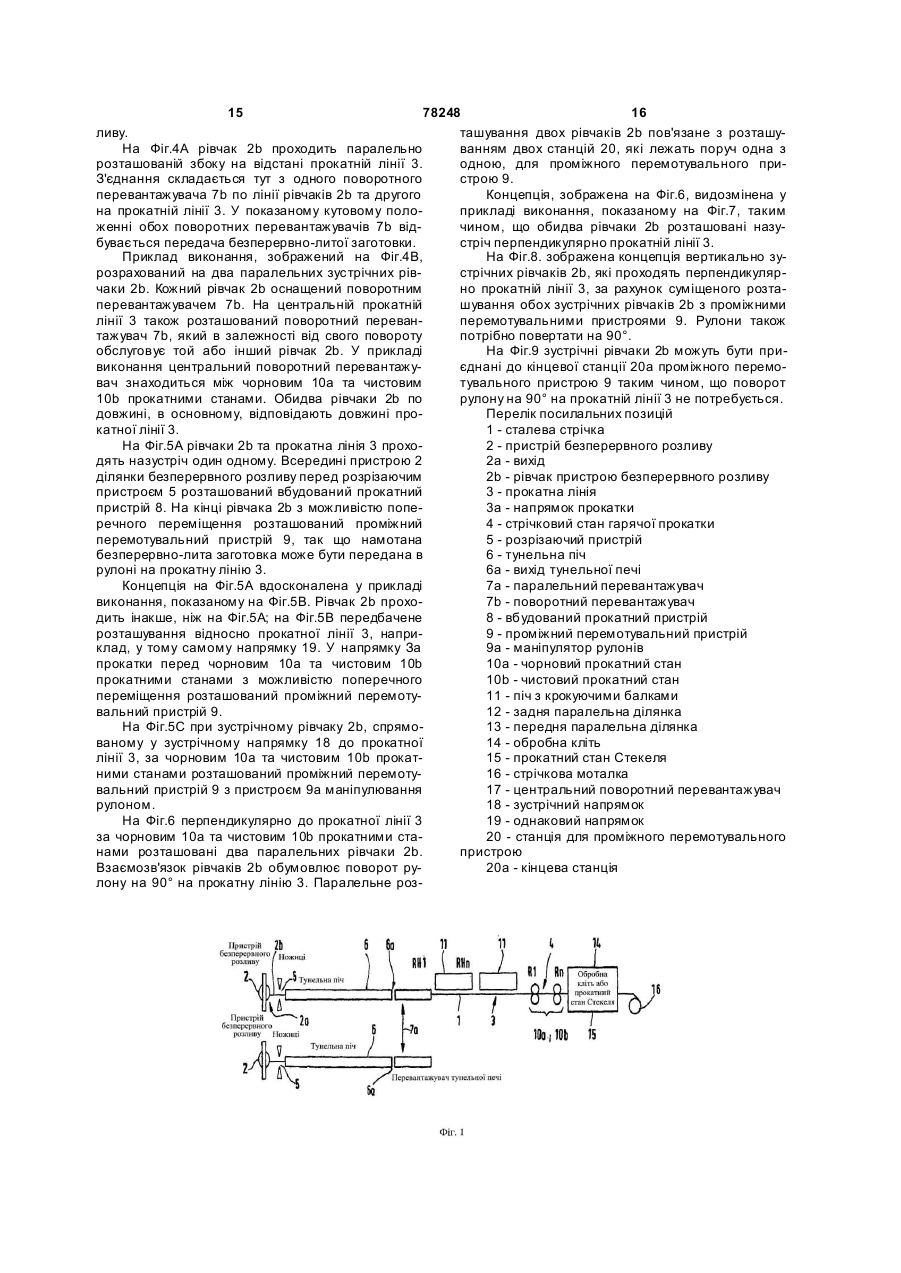
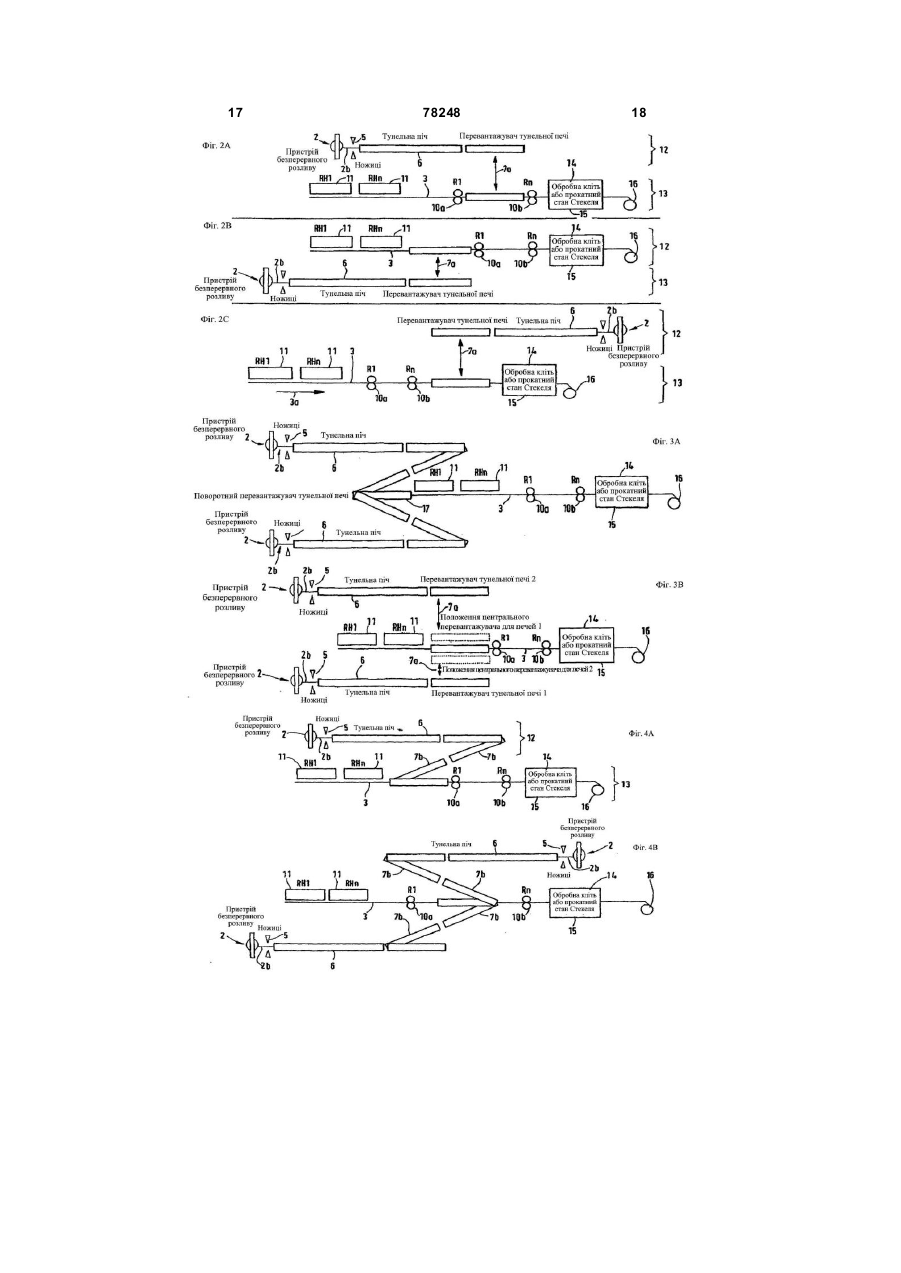
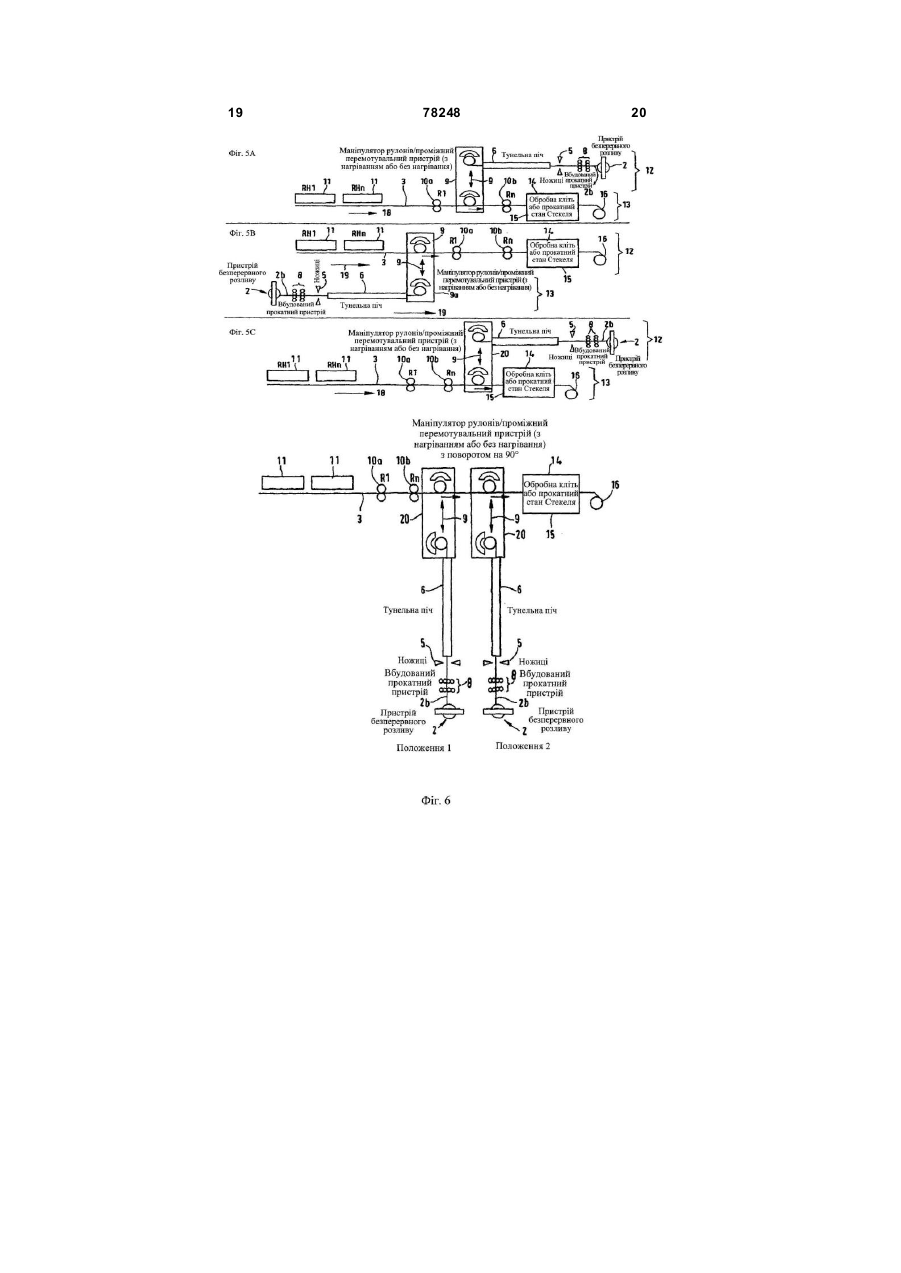
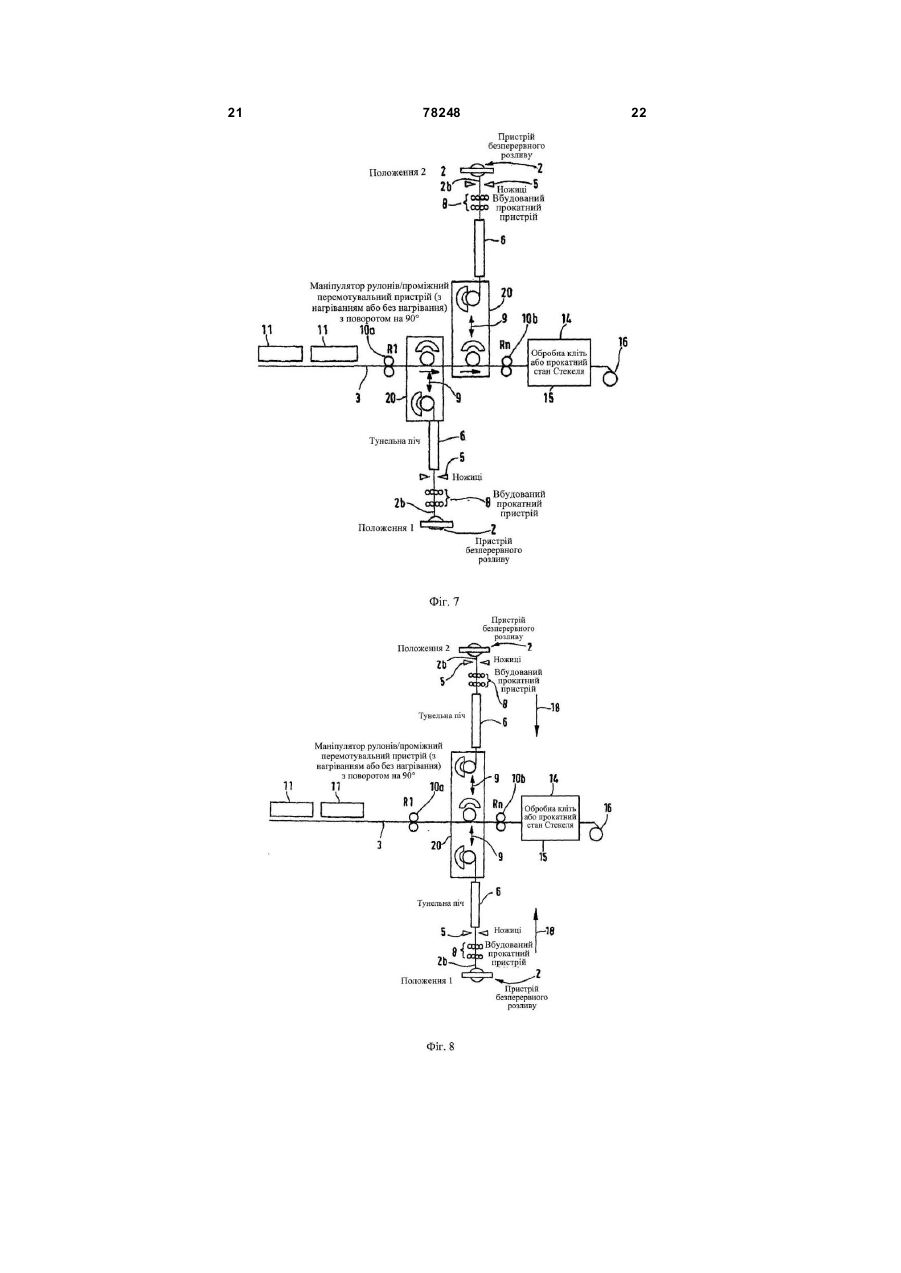
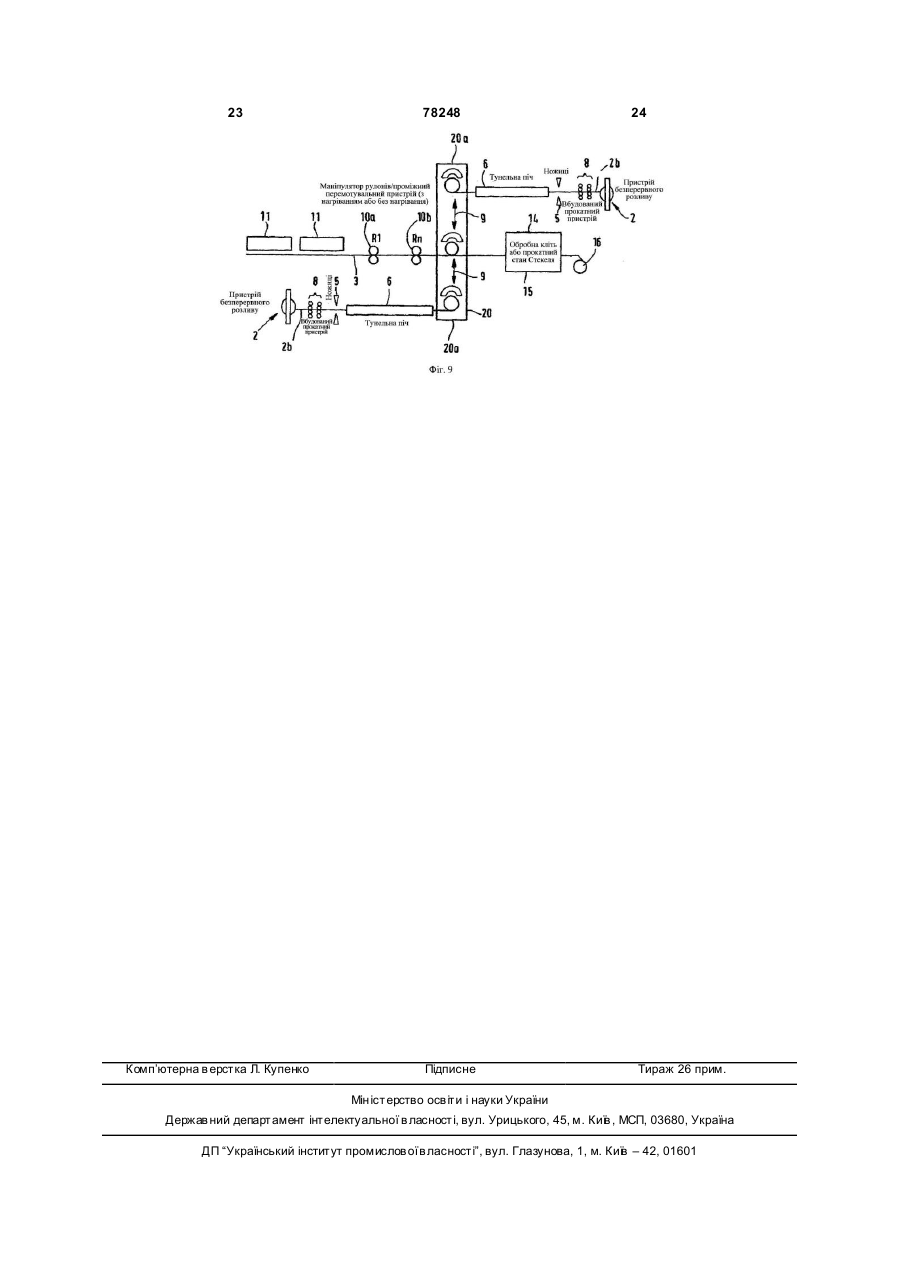
1. Спосіб виготовлення сталевої стрічки (1), зокрема стрічки з високолегованої сталі, за допомогою лиття з подальшою прокаткою у широкострічковому стані (4) гарячої прокатки, на вхід якого з підігрівальної печі (6), розташованої перед широкострічковим станом (4) гарячої прокатки, подають безперервнолиті товсті сляби (товщиною 120-400 мм), який відрізняється тим, що безперервнолиті тонкі сляби (товщиною 30-70 мм) і безперервнолиті середні сляби (товщиною 70-120 мм) подають на прокатні стани (3), призначені для безперервнолитих товсти х слябів (товщиною 120-400 мм) у напрямку (3а) прокатки за підігрівальними печами (6), що включають печі (11) з крокуючими балками. 2. Спосіб за п.1, який відрізняється тим, що при надходженні тонкого сляба на чорновий (10а) і/або чистовий (10b) прокатний стан його температура дорівнює або помітно нижча, або вища температури середнього сляба при надходженні на чорновий (10а) і/або чистовий (10b) прокатний стан або товщина тонкого сляба дорівнює або нижча, або вища товщини середнього сляба при надходженні на чорновий (10а) і/або чистовий (10b) прокатний стан. 3. Ливарно-прокатна установка для виготовлення сталевої стрічки (1), зокрема стрічки з високолегованої сталі, яка містить пристрій (2) безперервного розливу і розрізаючий пристрій (5), за яким знаходиться широкострічковий стан (4) гарячої прокатки, перед входом якого для товстих слябів (товщиною 120-400 мм) передбачені нагрівальна піч (6), а далі на прокатному стані (3) - ролики для вирівню 2 (19) 1 3 78248 4 лельній ділянці (13) - щонайменше одна або декіодна або декілька печей (11) з крокуючими балкалька печей (11) з крокуючими балками, чорновий ми, другий поворотний перевантажувач (7b), встапрокатний стан (10а), паралельний перевантажуновлений з можливістю повороту до першого повач (7а), чистовий прокатний стан (10b), обробна воротного перевантажувача (7b), чорновий (10а) кліть (14) або прокатний стан Стекеля (15) та стріта чистовий (10b) прокатні стани, обробна кліть чкова моталка (16). (14) або прокатний стан Стекеля (15) та стрічкова 9. Установка за п. 3, яка відрізняється тим, що моталка (16). при паралельному прокатній лінії (3) розташуванні 14. Установка за п. 3, яка відрізняється тим, що рівчака (2b) пристрою (2) безперервного розливу при паралельному розташуванні рівчаків (2b) двох на задній паралельній ділянці (12) розташовані однаково або зустрічно спрямованих пристроїв (2) відповідно один за одним щонайменше печі (11) з безперервного розливу, за якими йдуть відповідно крокуючими балками, паралельний перевантажурозрізаючий пристрій (5), тунельна піч (6) і поворовач (7а), чорновий (10а) та чистовий (10b) прокатні тний перевантажувач (7b), розташована прокатна стани, обробна кліть (14) або прокатний стан Стелінія (3), на якій розташовані одна або декілька келя (15) та стрічкова моталка (16), при цьому на печей (11) з крокуючими балками, чорновий прокапередній паралельній ділянці (13) передбачені тний стан (10а), поворотний перевантажувач (7b), щонайменше пристрій (2) безперервного розливу, що вибірково приєднується до одного з повороттунельна піч (6) і паралельний перевантажувач них перевантажувачів (7b) рівчаків (2b), чистовий (7а). прокатний стан (10b), обробна кліть (14) або про10. Установка за п. 3, яка відрізняється тим, що катний стан Стекеля (15) та стрічкова моталка при паралельному прокатній лінії (3) розташуванні (16). рівчака (2b) пристрою (2) безперервного розливу 15. Установка за п. 3, яка відрізняється тим, що на задній паралельній ділянці (12) розташовані при паралельному прокатній лінії (3), яка прохощонайменше пристрій (2) безперервного розливу дить у тому самому або зустрічному напрямку (18), із зустрічним або рівноспрямованим напрямку (3а) розташуванні рівчака (2b) пристрою (2) безперерпрокатки рівчаком (2b), тунельна піч (6) і паралевного розливу на задній паралельній ділянці (12) льний перевантажувач (7а), при цьому на передній розташовані щонайменше пристрій (2) безперервпаралельній ділянці (13) розташовані щонайменного розливу з вмонтованим прокатним пристроєм ше одна або декілька печей (11) з крокуючими (8), розрізаючий пристрій (5), тунельна піч (6) і балками, чорновий (10а) та чистовий (10b) прокатвстановлений з можливістю поперечного переміні стани, паралельний перевантажувач (7а), оброщення проміжний перемотувальний пристрій (9), бна кліть (14) або прокатний стан Стекеля (15) та при цьому на передній паралельній ділянці (13) стрічкова моталка (16). один за одним на прокатній лінії (3) розташовані 11. Установка за п. 3, яка відрізняється тим, що щонайменше одна або декілька печей (11) з кропри паралельних рівчаках (2b) двох розташованих куючими балками, чорновий прокатний стан (10а), на відстані один від одного пристроїв (2) безперепроміжний перемотувальний пристрій (9), чисторвного розливу, за якими знаходяться відповідно вий прокатний стан (10b), обробна кліть (14) або розрізаючий пристрій (5) та тунельна піч (6), посепрокатний стан Стекеля (15) та стрічкова моталка редині між рівчаками (2b) розташована прокатна (16). лінія (3), на якій один за одним розташовані що16. Установка за п. 3, яка відрізняється тим, що найменше одна або декілька печей (11) з крокуюпри паралельному прокатній лінії (3), яка прохочими балками, центральний поворотний перевандить у тому самому або у зустрічному напрямку тажувач (17), чорновий (10а) та чистовий (10b) (19), розташуванні рівчака (2b) пристрою (2) безпрокатні стани, обробна кліть (14) або прокатний перервного розливу на задній паралельній ділянці стан Стекеля (15) та стрічкова моталка (16). (12) на прокатній лінії (3) розташовані щонаймен12. Установка за п. 3, яка відрізняється тим, що ше одна або декілька печей (11) з крокуючими при паралельних рівчаках (2b) двох розташованих балками, встановлений з можливістю поперечного на відстані один від одного пристроїв (2) безперепереміщення проміжний перемотувальний прирвного розливу, за якими знаходяться відповідно стрій (9), чорновий прокатний стан (10а), чистовий розрізаючий пристрій (5) та тунельна піч (6), посепрокатний стан (10b), обробна кліть (14) або проредині між рівчаками (2b) розташована прокатна катний стан Стекеля (15) та стрічкова моталка лінія (3), на якій один за одним розташовані що(16), при цьому на передній паралельній ділянці найменше одна або декілька печей (11) з крокую(13) в рівчаку (2b) пристрою (2) безперервного чими балками, центральний паралельний переварозливу розташовані щонайменше один вмонтонтажувач (7а), чорновий (10а) та чистовий (10b) ваний прокатний пристрій (8), розрізаючий припрокатні стани, обробна кліть (14) або прокатний стрій (5), тунельна піч (6) і встановлений з можлистан Стекеля (15) та стрічкова моталка (16). вістю поперечного переміщення проміжний 13. Установка за п. 3, яка відрізняється тим, що перемотувальний пристрій (9). при паралельному направленому у тому самому 17. Установка за п. 3, яка відрізняється тим, що напрямку або зустрічно прокатній лінії (3) розтапри паралельному прокатній лінії (3), яка прохошуванні рівчака (2b) пристрою (2) безперервного дить у тому самому або у зустрічному напрямку розливу на задній паралельній ділянці (12) розта(18), розташуванні рівчака (2b) пристрою (2) безшовані щонайменше пристрій (2) безперервного перервного розливу на задній паралельній ділянці розливу, розрізаючий пристрій (5), тунельна піч (12) в рівчаку (2b) пристрою (2) безперервного (6), перший поворотний перевантажувач (7b), а на розливу розташовані щонайменше один вмонтопередній паралельній ділянці (13) - щонайменше ваний прокатний пристрій (8), розрізаючий при 5 78248 6 стрій (5), тунельна піч (6) та станція (20) для встастю поперечного переміщення проміжного переновленого з можливістю поперечного переміщення мотувального пристрою (9) розташовані проміжного перемотувального пристрою (9), при вмонтований прокатний пристрій (8), розрізаючий цьому на передній паралельній ділянці (13) прокапристрій (5) та тунельна піч (6). тної лінії (3) розташовані одна або декілька печей 20. Установка за п. 3, яка відрізняється тим, що (11) з крокуючими балками, чорновий (10а) та чисперпендикулярно прокатній лінії (3), на якій розтатовий (10b) прокатні стани, станція (20) для всташовані щонайменше одна або декілька печей (11) новленого з можливістю поперечного переміщення з крокуючими балками, чорновий прокатний стан проміжного перемотувального пристрою (9), обро(10а), одна або декілька станцій (20) для відповідбна кліть (14) або прокатний стан Стекеля (15) та но встановленого з можливістю поперечного пестрічкова моталка (16). реміщення, що проходить поперек прокатної лінії 18. Установка за п. 3, яка відрізняється тим, що (3) проміжного перемотувального пристрою (9), на прокатній лінії (3) розташовані щонайменше чистовий прокатний стан (10b), обробна кліть (14) одна або декілька печей (11) з крокуючими балкаабо прокатний стан Стекеля (15) та стрічкова моми, чорновий (10а) та чистовий (10b) прокатні статалка (16), розташовані рівчаки (2b), які проходять ни, одна або декілька станцій (20) для встановлев двох однакових або зустрічних напрямках (18), ного з можливістю поперечного переміщення пристрою (2) безперервного розливу, причому в проміжного перемотувального пристрою (9), оброрівчаку (2b) перед станцією (20) для відповідного бна кліть (14) або прокатний стан Стекеля (15) та встановленого з можливістю поперечного перемістрічкова моталка (16), при цьому перпендикулярщення проміжного перемотувального пристрою (9) но прокатній лінії (3) перед станцією або станціями розташовані щонайменше відповідно розрізаючий (20) для встановленого з можливістю поперечного пристрій (5), вмонтований прокатний пристрій (8) переміщення проміжного перемотувального прита тунельна піч (6). строю (9) проходить щонайменше один або декі21. Установка за п. 3, яка відрізняється тим, що лька рівчаків (2b) пристрою (2) безперервного розна прокатній лінії (3) розташовані щонайменше ливу, в якому до станції (20) для встановленого з декілька печей (11) з крокуючими балками, чорноможливістю поперечного переміщення проміжного вий (10а) та чистовий (10b) прокатні стани, станція перемотувального пристрою (9) приєднані відпові(20) для встановленого з можливістю поперечного дно вмонтований прокатний пристрій (8), розрізапереміщення проміжного перемотувального приючий пристрій (5) та тунельна піч (6). строю (9), обробна кліть (14) або прокатний стан 19. Установка за п. 3, яка відрізняється тим, що Стекеля (15) та стрічкова моталка (16), при цьому перпендикулярно прокатній лінії (3), на якій розтавідповідно на кінцевій станції (20а) для встановлешовані щонайменше одна або декілька печей (11) ного з можливістю поперечного переміщення проз крокуючими балками, чорновий прокатний стан міжного перемотувального пристрою (9) передба(10а), одна або декілька станцій (20) для відповідчений рівчак (2b) пристрою (2) безперервного но встановленого з можливістю поперечного перозливу, який проходить паралельно прокатній реміщення проміжного перемотувального прилінії (3) щонайменше з одним вмонтованим прокастрою (9), чистовий прокатний стан (10b), обробна тним пристроєм (8), розрізаючим пристроєм (5) і кліть (14) або прокатний стан Стекеля (15) та стріприєднаною перед відповідною кінцевою станцією чкова моталка (16), розташовані однаково або (20а) тунельною піччю (6). зустрічно спрямовані рівчаки (2b) пристрою (2) 22. Установка за п. 21, яка відрізняється тим, що безперервного розливу, в кожному з яких до віддва приєднані на своїх кінцевих станціях (20а) рівповідної станції (20) для встановленого з можливічаки (2b) розташовані зустрічно. Винахід відноситься до способу та ливарнопрокатної установки для виготовлення сталевої стрічки, зокрема стрічки з високолегованої сталі, за допомогою лиття з подальшою прокаткою у широкострічковому стані гарячої прокатки, на вхід якого з підігрівальної печі, розташованої перед широкострічковим станом гарячої прокатки, подають товсті безперервно-литі сляби (товщиною 120400мм). Традиційні широкострічкові стани гарячої прокатки містять на вході піч з крокуючими балками, в яку вміщують товсті сляби (товщиною 120-400мм) і шляхом нагрівання доводять до необхідної для процесу прокатки температури. Безпосереднє здійснення ливарно-прокатного процесу досі вважається неможливим з технічних, те хнологічних і/або економічних причин. Однак за рахунок розташування CSP-пристрою безперервного розливу (compact strip production) перед традиційним широкострічковим станом гарячої прокатки був досягнутий прогрес, який робить ці розробки переважними та рентабельними в небувалій досі мірі. Відомо, що для компенсації порівняно короткочасного переривання процесу прокатки заготовку, що виготовляється внаслідок безперервного процесу розливу, вміщують у відповідно подовжену буферну зону печі для вирівнювання температур, причому більш довгі буферні зони нерентабельні [DE 4017928 А1]. Неузгодження між процесами безперервного розливу та прокатки можна мінімізувати за рахунок того, що безперервно-литу стрічку після розливу намотують і шля хом проміжного нагрівання доводять до необхідної після розмотування і перед надходженням у широкосмугову установку гарячої прокатки вхідної температури. При цьому, однак, 7 78248 8 потрібно вжити профілактичних заходів відносно дорівнює або помітно нижче або вище температувиникаючих теплових втрат [DE 3714432 С2]. ри середнього сляба при надходженні у чорновий Наближення швидкостей розливу пристрою і/або у чистовий прокатний стан або товщина тонбезперервного розливу до необхідних швидкостей кого сляба дорівнює або нижче або вище товщини прокатки у безперервно ливарно-прокатному просереднього сляба при надходженні у чорновий цесі здійснюється за рахунок послідовних операі/або у чистовий прокатний стан. Цей принцип відцій, в яких затверділа заготовка за допомогою носиться до найбільшої товщини тонкого сляба та розрізаючого пристрою (ножиці) розрізається на найменшої товщини товстого сляба, так що може визначені довжини стрічкової підкатки і після вимати місце узгодження товщини, а саме між середалення окалини з поверхні доводиться в печі для днім та товстим або тонким та середнім слябами. вирівнювання температур до температури прокатЗа рахунок цього гаряча стрічка набуває при надки [DE 19529049 С1]. Проте, і тут у високій мірі ходженні на чорновий та чистовий прокатні стани доводиться рахуватися з енерговтратами. порівнянну з товстим слябом вхідну товщину і теВже пропонувалося також розташува ти перед мпературу. При більш низькій температурі тонкого групою гарячої прокатки, щонайменше, дві устаносляба краща однорідність його по температурі вки безперервного розливу, надати кожній устаноможе компенсувати недолік, що полягає у перепавці безперервного розливу піч великої довжини, ді температур. Прокатні кліті можуть бути узгоджевиконати печі з можливістю поперечного переміні з підвищеною вхідною товщиною. щення та переміщувати їх у загальну лінію прокатЛиварно-прокатна установка для виготовленки. За рахунок цього підвищується кількість загоня сталевої стрічки, зокрема стрічки з високолеготовок, що мають температуру прокатки, однак, ваної сталі, обладнана пристроєм безперервного спосіб вимагає можливості переміщення всіх перозливу і розрізаючим пристроєм, за яким йде шичей [ЕР 0893167 А2]. рокострічковий стан гарячої прокатки, перед вхоДалі відомі спосіб та установка для виготовдом якого для товстих слябів (товщиною 120лення гарячекатаної широкої стрічки із, зокрема 400мм) передбачені підігрівальна піч, а далі на тонких слябів [DE 19839370 А1], при якому окремі прокатному стані - ролики для вирівнювання кротонкі сляби, гомогенізовані у печі для вирівнюванмок, пристрої видалення окалини, намотувальні ня температури, подають у чистовий прокатний пристрої і т.п. стан через піч-накопичувач та піч для витримки. Зв'язок пристрою безперервного розливу з При цьому сталеплавильний цех, доменна піч, прокатною установкою здійснений, згідно з винарозливна машина, піч для вирівнювання темпераходом, таким чином, що між пристроєм безперертури і стан гарячої прокатки повинні бути зв'язані вного розливу та широкострічковим станом гарячої між собою з точки зору логістики, для того, щоб прокатки розташовані: на виході пристрою безпевикористати максимальну продуктивність окремих рервного розливу - розрізаючий пристрій, тунелькомпонентів. При цьому печі з'єднують між собою на піч та паралельний або поворотний перевантаза допомогою поворотних перевантажувачів заджувач або замість нього проміжний нього ходу. перемотувальний пристрій. За рахунок цього, приЗагалом, усі зусилля спрямовані на те, щоб стрій безперервного розливу те хнологічно та екопристрій безперервного розливу узгодити зі станомічно вигідніше узгоджений зі стрічковим проканом гарячої прокатки за рахунок того, що стрічкотним станом. Може бути досягнута значною мірою вий напівфабрикат після затвердіння розділяють безперервна експлуатація від рідкої сталі до гаряна довжини стрічкової підкатки та стрічкову підкатчекатаної стрічки без проміжних рівнів, що забезку нагрівають у печі для вирівнювання температур печує зменшення витрат. Стає можливим розшидо температури прокатки. рення сортаменту продукції за рахунок В основі винаходу лежить задача створення геометричних та металургійних властивостей, які заходів по поліпшенню зв'язку установки безперене можуть бути досягнуті на традиційних широкорвного розливу з широкострічковим станом гарячої стрічкових станах гарячої прокатки. Можна також прокатки, які технологічно та економічно сприятпідвищити продуктивність існуючих конструкцій ливо позначалися б на способі лиття та прокатці. широкострічкових станів гарячої прокатки. Поставлена задача вирішується, згідно з виОдне виконання полягає у тому, що всередині находом, технологічно за рахунок того, що безпепристрою безперервного розливу передбачений рервно-литі тонкі сляби (товщиною 30-70мм) і безінтегрований прокатний пристрій, до якого примиперервно-литі середні сляби (товщиною 70-120мм) кають розрізаючий пристрій, тунельна піч, а до подають на прокатні стани, призначені для безпестрічкового стану примикають проміжний переморервно-литих товстих слябів (товщиною 120тувальний пристрій та маніпулятор рулонів. 400мм), в напрямку прокатки за підігрівальними Одне удосконалення передбачає, що два або печами, що складаються з печей з крокуючими більше пристроїв безперервного розливу з парабалками. За рахунок цього існуючі сьогодні і майлельними рівчаками і відповідно наступним розрібутні широкострічкові стани гарячої прокатки мозаючим пристроєм і відповідно тунельною піччю на жуть бути обладнані установками безперервного виході тунельна печі за допомогою паралельного розливу найвищого те хнологічного рівня або наперевантажувача приєднані до прокатної лінії чорвпаки. Тонкі та товсті сляби можуть бути, отже, нового та чистового прокатних станів. розкатані у так само виконаному стрічковому стані. Далі переважно, що між рівчаками пристрою Спосіб може бути здійснений виходячи з того, безперервного розливу з можливістю зворотнощо при надходженні тонкого сляба у чорновий поступального переміщення встановлений параі/або у чистовий прокатний стан його температура лельний перевантажувач тунельної печі. 9 78248 10 Нижче описані різні варіанти зв'язку широкостралельному однаково або зустрічно спрямованій річкового стану гарячої прокатки з високотехнолопрокатній лінії розташуванні рівчака пристрою гічним пристроєм безперервного розливу, що прибезперервного розливу на задній паралельній дізводять до бажаних ефектів. лянці розташовані, щонайменше, пристрій безпеПерший варіант передбачає, що на прокатній рервного розливу, розрізаючий пристрій, тунельна лінії слідом за паралельним перевантажувачем піч, перший поворотний перевантажувач, а на петунельної печі перед входом стрічки на чорновий редній паралельній ділянці - щонайменше, одна та чистовий прокатні стани розташована одна або або декілька печей з крокуючими балками, другий декілька печей з крокуючими балками. поворотний перевантажувач, встановлений з можДругий варіант передбачає, що при паралельливістю повороту до першого поворотного переному прокатній лінії рівчаку пристрою безперерввантажувача, чорновий та чистовий прокатні станого розливу на задній паралельній ділянці розтани, обробна кліть або прокатний стан Стекеля та шовані, щонайменше, пристрій безперервного стрічкова моталка. розливу, розрізаючий пристрій, тунельна піч і паНаступний восьмий приклад показує, що при ралельний перевантажувач, а на передній парапаралельному розташуванні рівчаків двох однаколельній ділянці - щонайменше, одна або декілька во або зустрічно спрямованих пристроїв безперепечей з крокуючими балками, чорновий прокатний рвного розливу, за якими йдуть відповідно розрістан, паралельний перевантажувач, чистовий прозаючий пристрій, тунельна піч та поворотний катний стан, обробна кліть або прокатний стан перевантажувач, розташована прокатна лінія, на Стекеля та стрічкова моталка. якій розташовані одна або декілька печей з крокуТретя можливість полягає у тому, що при паючими балками, чорновий прокатний стан, поворалельному прокатній лінії рівчаку пристрою безротний перевантажувач, що вибірково приєднуперервного розливу на задній паралельній ділянці ється до одного з поворотних перевантажувачів розташовані, відповідно слідуючи один за одним, рівчаків, чистовий прокатний стан, обробна кліть щонайменше, печі з крокуючими балками, паралеабо прокатний стан Стекеля та стрічкова моталка. льний перевантажувач, чорновий та чистовий проДев'ятий варіант передбачає, що при паралекатні стани, обробна кліть або прокатний стан Стельному розташуванні рівчака пристрою безпереркеля та стрічкова моталка, і що на передній вного розливу прокатній лінії, яка проходить в тому паралельній ділянці передбачені, щонайменше, самому або зустрічному напрямку, на задній парапристрій безперервного розливу, тунельна піч і лельній ділянці розташовані, щонайменше, припаралельний перевантажувач. стрій безперервного розливу з вбудованим прокаЧетвертий варіант полягає у тому, що при патним пристроєм, розрізаючий пристрій, тунельна ралельному прокатній лінії рівчаку пристрою безпіч та встановлений з можливістю поперечного перервного розливу на задній паралельній ділянці переміщення проміжний перемотувальний прирозташовані, щонайменше, пристрій безперервнострій, і що на передній паралельній ділянці один го розливу зі зустрічним або однаково спрямоваза одним на прокатній лінії розташовані, щонайним до напрямку прокатки рівчаком, тунельна піч і менше, одна або декілька печей з крокуючими паралельний перевантажувач, і що на передній балками, чорновий прокатний стан, проміжний паралельній ділянці розташовані, щонайменше, перемотувальний пристрій, чистовий прокатний одна або декілька печей з крокуючими балками, стан, обробна кліть або прокатний стан Стекеля та чорновий та чистовий прокатні стани, паралельстрічкова моталка. ний перевантажувач, обробна кліть або прокатний Десятий приклад показує, що при паралельстан Стекеля та стрічкова моталка. ному розташуванні рівчака пристрою безперервноП'ятий приклад передбачає, що при паралего розливу прокатній лінії, яка проходить в тому льних рівчаках двох розташованих на відстані самому або зустрічному напрямку, на задній параодин від одного пристроїв безперервного розливу, лельній ділянці на прокатній лінії розташовані, за якими йдуть відповідно розрізаючий пристрій та щонайменше, одна або декілька печей з крокуютунельна піч, посередині між рівчаками розташочими балками, чорновий прокатний стан, чистовий вана прокатна лінія, на якій, слідуючи один за одпрокатний стан, обробна кліть або прокатний стан ним, розташовані, щонайменше, одна або декілька Стекеля та стрічкова моталка, і що на передній печей з крокуючими балками, центральний повопаралельній ділянці в рівчаку пристрою безперерротний перевантажувач, чорновий та чистовий вного розливу розташовані, щонайменше, один прокатні стани, обробна кліть або прокатний стан вбудований прокатний пристрій, розрізаючий приСтекеля та стрічкова моталка. стрій, тунельна піч і встановлений з можливістю Шостий приклад передбачає, що при паралепоперечного переміщення проміжний перемотувальних рівчаках двох розташованих на відстані льний пристрій. один від одного пристроїв безперервного розливу, Одинадцятий приклад показує, що при параза якими йдуть відповідно розрізаючий пристрій та лельному розташуванні рівчака пристрою безпетунельна піч, посередині між рівчаками розташорервного розливу прокатній лінії, яка проходить в вана прокатна лінія, на якій, слідуючи один за одтому самому або зустрічному напрямку, на задній ним, розташовані, щонайменше, одна або декілька паралельній ділянці в рівчаку пристрою безперерпечей з крокуючими балками, центральний паравного розливу розташовані, щонайменше, один лельний перевантажувач, чорновий та чистовий вбудований прокатний пристрій, розрізаючий припрокатні стани, обробна кліть або прокатний стан стрій, тунельна піч та станція для встановленого з Стекеля та стрічкова моталка. можливістю поперечного переміщення проміжного У сьомому виконанні передбачено, що при паперемотувального пристрою, і що на передній па 11 78248 12 ралельній ділянці прокатної лінії розташовані одна можливістю поперечного переміщення проміжного або декілька печей з крокуючими балками, чорноперемотувального пристрою передбачений рівчак вий та чистовий прокатні стани, станція для встапристрою безперервного розливу, який проходить новленого з можливістю поперечного переміщення паралельно прокатній лінії, щонайменше, з одним проміжного перемотувального пристрою, обробна вбудованим прокатним пристроєм, розрізаючим кліть або прокатний стан Стекеля та стрічкова мопристроєм та приєднаною перед відповідною кінталка. цевою станцією тунельною піччю. Дванадцятий варіант полягає у тому, що на При цьому одне виконання полягає у тому, що прокатній лінії розташовані, щонайменше, одна два приєднаних на своїх кінцевих станціях рівчака або декілька печей з крокуючими балками, чорнорозташовані назустріч один одному. вий та чистовий прокатні стани, одна або декілька На кресленні зображені декілька прикладів вистанцій для встановленого з можливістю поперечконання винаходу, описані нижче більш детально. ного переміщення проміжного перемотувального Показані пристрою, обробна кліть або прокатний стан Сте- на Фіг.1: блок-схема ливарно-прокатної устакеля та стрічкова моталка, і що перпендикулярно новки з двома рівчаками пристрою безперервного прокатній лінії перед станцією або станціями для розливу та вбудованим стрічковим прокатним ставстановленого з можливістю поперечного переміном; щення проміжного перемотувального пристрою - Фіг.2А: рівчак пристрою безперервного розпроходить, щонайменше, один або декілька рівчаливу з прокатною лінією, яка проходить паралельків пристрою безперервного розливу, в якому до но, і паралельним перевантажувачем між чорностанції для встановленого з можливістю поперечвим та чистовим прокатними станами; ного переміщення проміжного перемотувального - Фіг.2В: рівчак пристрою безперервного розпристрою приєднані відповідно вбудований прокаливу з прокатною лінією, яка проходить паралельтний пристрій, розрізаючий пристрій та тунельна но, і паралельним перевантажувачем перед чорпіч. новим та чистовим прокатними станами; Тринадцятий приклад полягає у тому, що пер- Фіг.2С: те саме паралельне розташування з пендикулярно прокатній лінії, на якій розташовані, паралельним перевантажувачем у напрямку прощонайменше, одна або декілька печей з крокуюкатки за чорновим та чистовим прокатними станачими балками, чорновий прокатний стан, одна або ми; декілька станцій для відповідно встановленого з - Фіг.3А: блок-схема двох розташованих збоку можливістю поперечного переміщення проміжного на відстані один від одного рівчаків пристрою безперемотувального пристрою, чистовий прокатний перервного розливу та прокатної лінії, яка лежить стан, обробна кліть або прокатний стан Стекеля та між ними, що з'єднана з рівчаками за допомогою стрічкова моталка, передбачені розташовані однацентральних поворотних перевантажувачів; ково спрямовані або зустрічні один одному рівчаки - Фіг.3В: ливарно-прокатна установка з розтапристрою безперервного розливу, в кожному з шованими збоку на відстані один від одного рівчаяких до відповідної станції для встановленого з ками пристрою безперервного розливу, між якими можливістю поперечного переміщення проміжного паралельно проходить прокатна лінія, з'єднана з перемотувального пристрою розташовані вбудорівчаками за допомогою паралельного перевантаваний прокатний пристрій, розрізаючий пристрій та жувача; тунельна піч. - Фіг.4А: рівчак пристрою безперервного розЧотирнадцяте виконання полягає у тому, що ливу, який проходить паралельно прокатній лінії, перпендикулярно прокатній лінії, на якій розташоз'єднаний за допомогою поворотних перевантажувані, щонайменше, одна або декілька печей з кровачів; куючими балками, чорновий прокатний стан, стан- Фіг.4В: два спрямованих назустріч рівчака ція для проміжного перемотувального пристрою, пристрою безперервного розливу і центральна встановленого з можливістю поперечного переміпрокатна лінія, зв'язані між собою за допомогою щення, що проходить упоперек прокатній лінії, поворотних перевантажувачів; чистовий прокатний стан, обробна кліть або про- Фіг.5А: рівчаки пристрою безперервного розкатний стан Стекеля та стрічкова моталка, передливу і прокатна лінія, які проходять паралельно, бачені рівчаки пристрою безперервного розливу, з'єднані поперечно працюючим проміжним перещо проходять в дво х однакових або зустрічних мотувальним пристроєм, причому він проходить напрямках, причому в рівчаку перед станцією для між чорновим та чистовим прокатними станами; відповідного, встановленого з можливістю попе- Фіг.5В: те саме розташування, що і на Фіг.5А, речного переміщення проміжного перемотувальпричому проміжний перемотувальний пристрій ного пристрою розташовані, щонайменше, відпопроходить у напрямку прокатки перед чорновим та відно розрізаючий пристрій, вбудований прокатний чистовим прокатними станами; пристрій та тунельна піч. - Фіг.5С: те саме розташування, що і на Фіг.5А П'ятнадцятий варіант передбачає, що на прота 5В, причому проміжний перемотувальний прикатній лінії розташовані, щонайменше, декілька стрій розташований після чорнових та чистових печей з крокуючими балками, чорновий та чистопрокатних станів; вий прокатні стани, станція для встановленого з - Фіг.6: два рівчаки пристрою безперервного можливістю поперечного переміщення проміжного розливу, які проходять паралельно, з проміжними перемотувального пристрою, обробна кліть або перемотувальними пристроями, виконаними з мопрокатний стан Стекеля та стрічкова моталка і що жливістю повороту на 90° до прокатної лінії, яка відповідно на кінцевій станції для встановленого з проходить перпендикулярно рівчакам; 13 78248 14 - Фіг.7: з устрічні та працюючі з боковим зміМіж рівчаками 2b зворотно-поступально переміщенням рівчаки пристрою безперервного розливу, щається паралельний перевантажувач 7а тунельвзаємодіючі також за допомогою проміжних перених печей. На прокатній лінії 3 після паралельного мотувальних пристроїв з прокатною лінією, яка перевантажувача 7а тунельних печей перед надпроходить перпендикулярно; ходженням стрічки на чорновий 10а та чистовий - Фіг.8: зустрічно працюючі на лінії рівчаки при10b прокатні стани розташована одна або декілька строю безперервного розливу, працюючі на основі печей 11 з крокуючими балками, в яких точно проміжних перемотувальних пристроїв, що повервстановлюють вхідну температуру для стрічкового таються на 90°, причому прокатна лінія проходить стану 4. Сталеву стрічку 1 прокатують в обробній перпендикулярно рівчакам і посередині; кліті 14 або у прокатному стані 15 Стекеля до ос- Фіг.9: зустрічні, паралельно працюючі рівчаки таточної товщини і/або площинності і намотують пристрою безперервного розливу, які подають на стрічковій моталці 16 у рулон. стрічковий матеріал до проміжних перемотувальНа Фіг.2А передбачаються паралельні прокатних пристроїв прокатної лінії, яка проходить посеній лінії 3 рівчаки 2b пристрою 2 безперервного редині і паралельно. розливу. На задній паралельній ділянці 12 знахоСпосіб виготовлення сталевої стрічки 1, зокдяться, щонайменше, пристрій 2 безперервного рема стрічки з високолегованої сталі, за рахунок розливу, розрізаючий пристрій 5, тунельна піч 6 і лиття з подальшою прокаткою у широкострічковопаралельний перевантажувач 7а. На передній му стані гарячої прокатки, на вхід якого з підігрівапаралельній ділянці 13 розташовані одна або дельної печі, розташованої перед широкострічковим кілька печей 11 з крокуючими балками, чорновий станом 4 гарячої прокатки подають безперервнопрокатний стан 10а, паралельний перевантажувач литі товсті сляби (товщиною 120-400мм), здійсню7а, чистовий прокатний стан 10b, обробна кліть 14 ється таким чином, що безперервно-литі тонкі або прокатний стан 15 Стекеля та стрічкова мотасляби (товщиною 30-70мм) та безперервно-литі лка 16. За рахунок цього паралельний перевантасередні сляби (товщиною 70-120мм) подають на жувач 7а лежить між чорновим 10а та чистовим прокатні стани, призначені для безперервно-литих 10b прокатними станами. Транспортери проходять товсти х слябів (товщиною 120-400мм) у напрямку паралельно. За прокатки після нагрівальних печей, які складаНа Фіг.2В збережене паралельне прокатній ліються з печей 11 з крокуючими балками. нії 3 розташування рівчаків 2b. Однак паралельний При цьому спосіб може бути здійснений ще таперевантажувач 7а зміщений у напрямку За проким чином, що при надходженні тонкого сляба на катки і розташований перед чорновим 10а та чисчорновий і/або чистовий прокатний стан його темтовим 10b прокатними станами. Відповідно до цьопература дорівнює або помітно нижче або вище го печі 11 з крокуючими балками зміщені на температури середнього сляба при надходженні довжину паралельного перевантажувача 7а. на чорновий 10а і/або чистовий 10b прокатний На Фіг.2С концепція видозмінена за рахунок стан або товщина тонкого сляба дорівнює або нитого, що при паралельному прокатній лінії 3 рівчажче або вище товщини середнього сляба при надку 2Ь пристрою 2 безперервного розливу на задній ходженні на чорновий 10а і/або чистовий 10b пропаралельній ділянці 12 розташовані пристрій 2 катний стан. безперервного розливу зі зустрічним напрямку За Ливарно-прокатна установка для виготовленпрокатки рівчаком 2b, розрізаючий пристрій 5, туня сталевої стрічки 1, зокрема стрічки з високоленельна піч 6 і паралельний перевантажувач 7а, а у гованої сталі, в якій вихід 2а пристрою 2 безперернапрямку За прокатки паралельний перевантажувного розливу співпадає або зміщений відносно вач 7а розташований за чорновим 10а та чистопрокатної лінії 3 до печі для вирівнювання темпевим 10b прокатними станами. Відповідно до цього ратури широкострічкового стану 4 гарячої прокатпаралельний перевантажувач 7а лежить на прокаки, послідовно містить розрізаючий пристрій 5, тній лінії 3 перед обробною кліттю 14 або прокаттунельну піч 6, у напрямку За прокатки за піччю ним станом 15 Стекеля. для вирівнювання температури, щонайменше, На Фіг.3А рівчаки 2b двох розташованих на прокатні кліті чорнового та чистового прокатного боковій відстані один від одного пристроїв 2 безстанів, ролики для вирівнювання кромок, пристрої перервного розливу проходять паралельно. Потім видалення окалини, стрічкові моталки 16 і т.п. йдуть відповідно розрізаючий пристрій 5 та тунеВсередині пристрою 2 безперервного розливу льна піч 6. Прокатна лінія 3 розташована посереможуть бути передбачені вбудований прокатний дині між рівчаками 2b. З'єднання складається на пристрій 8 і розрізаючий пристрій 5 і тунельна піч початку прокатної лінії 3 з центрального поворот6, які примикають до нього, а у широкострічковому ного перевантажувача 17, який навперемінно від стані 4 гарячої прокатки - проміжний перемотуваобох пристроїв 2 безперервного розливу передає льний пристрій 9 та пристрій 9а для маніпулюванпрокатувальний матеріал на прокатну лінію 3. ня рулонами. На Фіг.3В при паралельних рівчаках 2b двох На Фіг.1 два або більше пристроїв 2 безпереррозташованих на відстані один від одного пристровного розливу з паралельними рівчаками 2b і відїв 2 безперервного розливу передбачена прокатна повідно з наступним розрізаючим пристроєм 5 лінія 3, яка проходить посередині між рівчаками (наприклад, поперечним розрізаючим пристроєм) і 2b. Перед чорновим 10а та чистовим 10b прокатвідповідно з тунельною піччю 6, а на виході 6а ними станами є центральний паралельний двопотунельних печей за допомогою паралельного пезиційний перевантажувач 7а, для того, щоб подаревантажувача 7а приєднані до прокатної лінії 3 вати до прокатної лінії 3 безперервно-литі чорнового 10а та чистового 10b прокатних станів. заготовки з обох пристроїв 2 безперервного роз 15 78248 16 ливу. ташування двох рівчаків 2b пов'язане з розташуНа Фіг.4А рівчак 2b проходить паралельно ванням двох станцій 20, які лежать поруч одна з розташованій збоку на відстані прокатній лінії 3. одною, для проміжного перемотувального приЗ'єднання складається тут з одного поворотного строю 9. перевантажувача 7b по лінії рівчаків 2b та другого Концепція, зображена на Фіг.6, видозмінена у на прокатній лінії 3. У показаному кутовому полоприкладі виконання, показаному на Фіг.7, таким женні обох поворотних перевантажувачів 7b відчином, що обидва рівчаки 2b розташовані назубувається передача безперервно-литої заготовки. стріч перпендикулярно прокатній лінії 3. Приклад виконання, зображений на Фіг.4В, На Фіг.8. зображена концепція вертикально зурозрахований на два паралельних зустрічних рівстрічних рівчаків 2b, які проходять перпендикулярчаки 2b. Кожний рівчак 2b оснащений поворотним но прокатній лінії 3, за рахунок суміщеного розтаперевантажувачем 7b. На центральній прокатній шування обох зустрічних рівчаків 2b з проміжними лінії 3 також розташований поворотний переванперемотувальними пристроями 9. Рулони також тажувач 7b, який в залежності від свого повороту потрібно повертати на 90°. обслуговує той або інший рівчак 2b. У прикладі На Фіг.9 зустрічні рівчаки 2b можуть бути привиконання центральний поворотний перевантажуєднані до кінцевої станції 20а проміжного перемовач знаходиться між чорновим 10а та чистовим тувального пристрою 9 таким чином, що поворот 10b прокатними станами. Обидва рівчаки 2b по рулону на 90° на прокатній лінії 3 не потребується. довжині, в основному, відповідають довжині проПерелік посилальних позицій катної лінії 3. 1 - сталева стрічка На Фіг.5А рівчаки 2b та прокатна лінія 3 прохо2 - пристрій безперервного розливу дять назустріч один одному. Всередині пристрою 2 2а - вихід ділянки безперервного розливу перед розрізаючим 2b - рівчак пристрою безперервного розливу пристроєм 5 розташований вбудований прокатний 3 - прокатна лінія пристрій 8. На кінці рівчака 2b з можливістю попе3а - напрямок прокатки речного переміщення розташований проміжний 4 - стрічковий стан гарячої прокатки перемотувальний пристрій 9, так що намотана 5 - розрізаючий пристрій безперервно-лита заготовка може бути передана в 6 - тунельна піч рулоні на прокатну лінію 3. 6а - вихід тунельної печі Концепція на Фіг.5А вдосконалена у прикладі 7а - паралельний перевантажувач виконання, показаному на Фіг.5В. Рівчак 2b прохо7b - поворотний перевантажувач дить інакше, ніж на Фіг.5А; на Фіг.5В передбачене 8 - вбудований прокатний пристрій розташування відносно прокатної лінії 3, напри9 - проміжний перемотувальний пристрій клад, у тому самому напрямку 19. У напрямку За 9а - маніпулятор рулонів прокатки перед чорновим 10а та чистовим 10b 10а - чорновий прокатний стан прокатними станами з можливістю поперечного 10b - чистовий прокатний стан переміщення розташований проміжний перемоту11 - піч з крокуючими балками вальний пристрій 9. 12 - задня паралельна ділянка На Фіг.5С при зустрічному рівчаку 2b, спрямо13 - передня паралельна ділянка ваному у зустрічному напрямку 18 до прокатної 14 - обробна кліть лінії 3, за чорновим 10а та чистовим 10b прокат15 - прокатний стан Стекеля ними станами розташований проміжний перемоту16 - стрічкова моталка вальний пристрій 9 з пристроєм 9а маніпулювання 17 - центральний поворотний перевантажувач рулоном. 18 - зустрічний напрямок На Фіг.6 перпендикулярно до прокатної лінії 3 19 - однаковий напрямок за чорновим 10а та чистовим 10b прокатними ста20 - станція для проміжного перемотувального нами розташовані два паралельних рівчаки 2b. пристрою Взаємозв'язок рівчаків 2b обумовлює поворот ру20а - кінцева станція лону на 90° на прокатну лінію 3. Паралельне роз 17 78248 18 19 78248 20 21 78248 22 23 Комп’ютерна в ерстка Л. Купенко 78248 Підписне 24 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and casting/rolling mill for producing steel strip
Автори англійськоюThomanek Erik
Назва патенту російськоюСпособ и литейно-прокатная установка для изготовления стальной ленты
Автори російськоюТоманек Эрик
МПК / Мітки
МПК: B21B 1/46
Мітки: стрічки, ливарно-прокатна, виготовлення, установка, сталевої, спосіб
Код посилання
<a href="https://ua.patents.su/12-78248-sposib-ta-livarno-prokatna-ustanovka-dlya-vigotovlennya-stalevo-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб та ливарно-прокатна установка для виготовлення сталевої стрічки</a>
Спосіб виготовлення сталі двофазної структури та оцинкування двофазної сталевої стрічки
Номер патенту: 77352
Опубліковано: 15.11.2006
Автор: Гойдік Дейвід П.
МПК: C21D 9/46, C21D 6/00, C23C 2/06
Мітки: структури, сталевої, сталі, стрічки, виготовлення, спосіб, оцинкування, двофазної
Формула / Реферат:
1. Спосіб виготовлення листа сталі у початковій двофазній мікроструктурній стадії, що містить, мас. %: карбон - 0,02-0,20, алюміній - 0,010-0,150, титан - максимально 0,01, кремній - максимально 0,5, фосфор - максимально 0,060, сульфур - максимально 0,030, манган - 1,5-2,40, хром - 0,030-1,50, молібден - 0,03-1,50, за умови, що кількість мангану, хрому і молібдену знаходиться у співвідношенні: Mn+6Cr+10Мо= щонайменше 3,5%,який включає...
Ливарно-прокатний агрегат
Номер патенту: 72257
Опубліковано: 15.02.2005
Автори: Каушанський Ігор Борисович, Білобров Юрій Миколайович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Остапенко Арнольд Леонтійович
МПК: B21B 1/46, B22D 11/12
Мітки: ливарно-прокатний, агрегат
Формула / Реферат:
Ливарно-прокатний агрегат, до складу якого входять дві паралельно розташовані технологічні лінії одержання слябів, кожна з яких складається із співвісно встановлених машини безупинного лиття слябів, підігрівальної печі, поворотної термостатуючої печі з віссю повороту, розміщеною з боку, протилежного вікну завантаження, і встановлена поміж технологічними лініями одержання слябів технологічна лінія передачі і нагромадження слябів з поворотною...
Прокатна лінія для прокатки матеріалу у формі стрічки і спосіб її експлуатації
Номер патенту: 76143
Опубліковано: 17.07.2006
Автор: Зайдель Юрген
МПК: B21B 37/68, B21B 37/72
Мітки: форми, прокатна, прокатки, експлуатації, стрічки, спосіб, лінія, матеріалу
Формула / Реферат:
1. Спосіб експлуатації прокатної лінії (1) для прокатки матеріалу (10), що прокатується, у формі стрічки з обтискною кліттю, а також з декількома розміщеними одна за одною у напрямку (х) прокатки прокатними клітями (2), що включає використання декількох виконавчих блоків для впливу на контур кінця (30) стрічки, який відрізняється тим, що задають встановлювальну величину (S) повороту клітей для одного або кожного виконавчого блока (20),...
Спосіб керування механізмом центрування сталевої стрічки на агрегаті безперервного гарячого цинкування та система для його реалізації
Номер патенту: 51960
Опубліковано: 16.12.2002
Автори: Зеленський Віктор Євгенович, Любченко Іван Веніаминович, Саркіц Ігор Генадійович, Луковка Петро Володимирович, Норка Сергій Петрович, Гладковський Савелій Петрович, Доренський Володимир Миколайович, Будніков Володимир Іванович, Кравцов Олексій Вадимович, Ощепков Анатолій Миколайович, Шинкаренко Сергій Іванович, Безлюдько Геннадій Яковлевич, Дубинський Борис Євгенович
МПК: B23D 25/00
Мітки: система, гарячого, реалізації, сталевої, механізмом, центрування, спосіб, безперервного, стрічки, керування, агрегаті, цинкування
Формула / Реферат:
1. Спосіб керування механізмом центрування сталевої стрічки на агрегаті безперервного гарячого цинкування, що включає визначення розміру зміщення стрічки відносно поздовжньої осі агрегату, формування заданого кута розгортання поворотної рами центруючого барабана відносно її середнього положення, формування керуючого сигналу на гідропривід поворотної рами центруючого барабана, розгортання центруючого барабана, який відрізняється тим, що з...
Спосіб виробництва гарячекатаної сталевої пакувальної стрічки
Номер патенту: 17868
Опубліковано: 16.10.2006
Автори: Мурашкін Олександр Вікторович, Гапонов Борис Петрович, Мінаєв Андрій Євгеньйович, Пасько Тетяна Григорівна, Пожидаєв Віталій Іванович, Уланова Олександра Лук'янівна, Пасько Іван Олександрович, Вагін Анатолій Миколайович, Норка Сергій Петрович
МПК: B21B 1/22
Мітки: стрічки, гарячекатаної, сталевої, спосіб, пакувальної, виробництва
Формула / Реферат:
Спосіб виробництва гарячекатаної сталевої пакувальної стрічки, що включає гарячу прокатку, травлення прокату в безупинно травильних агрегатах, обрізання крайок і змотування травлених штаб у двоштабові рулони, дресирування, порізку заготівки, порізку сталевої пакувальної стрічки, який відрізняється тим, що як заготовку використовують сталь марки 08 кп, прокатку здійснюють на стані гарячої прокатки з температурними режимами прокатки й...
Попередній патент: Спосіб лікування хворих на хронічний алкогольний панкреатит на тлі ішемічної хвороби серця
Наступний патент: Безконтактний двигун постійного струму з дисковим ротором
Випадковий патент: Сталь для робочих валків прокатних станів