Довгомірна обшивна панель із полімерних композиційних матеріалів

Формула / Реферат
1. Довгомірна підкріплена обшивна панель із полімерних композиційних матеріалів (ПМК) інтегрального конструктивно-технологічного типу, насамперед з вуглепластиків гарячого затвердіння, з плоскою або лінійчато-вигнутою поверхнею, наприклад, панель крила великого подовження багатонервюрної конструктивно-силової схеми, яка складається з платівчастої обшивки з армуючими та захисними шарами і виконаними разом з нею поздовжніми (стрингери і ребра) та поперечними (пояси нервюр і/або ребра) профільними елементами переважно канального чи кутового типу, які містять в собі приєднувану до обшивки підошву профілю, наприклад, у вигляді двох протилежно направлених полиць, та виступаючу частину профілю, в тому числі І-подібних та Т-подібних для стрингерів і І-подібних для поясів нервюр, при цьому ці профілі мають з'єднані між собою у стик "спинка до спинки" симетричні половини і заповнені компенсуючим матеріалом галтельні жолобки у стикових зонах, яка відрізняється тим, що інтегральна довгомірна панель (довжиною 10…15 м) виконана конструктивно двоярусною на базі подвійної обшивки, одна з яких зовнішня, наприклад, з аеродинамічним профілем, а друга внутрішня, з рознесенням по площинах ярусів відповідно повздовжнього та поперечного силових наборів, при цьому поздовжній набір утворений застосуванням густорозташованих та поелементно з'єднаних між собою трубчастих порожнистих заповнювачів або рукавів точного прямокутного перерізу, прямі вертикальні стінки або поздовжні ребра яких розташовані між вказаними двома обшивками, утворюючи в нижньому ярусі тришарову стрингерну панель, яка має поздовжні порожнисті точномірні канали, облицьовані вологозахисним шаром і заповнені матеріалом рукавів поздовжні галтельні жолобки, а поперечний набір сформований цілісними по всій ширині панелі І-подібними ребрами і/або поясами нервюр, з'єднаних з внутрішньою обшивкою, які разом з обкантувальними підсиленнями у місцях вирізів, наприклад, під люки, утворюють її верхній ярус.
2. Довгомірна двоярусна інтегральна панель за п. 1, яка відрізняється тим, що як вологозахисні внутрішньоканальні шари застосовують податливі при термосиловому формуванні панелі полімерні плівки вологозахисного функціонального спрямування.
3. Довгомірна двоярусна інтегральна панель за пп. 1, 2, яка відрізняється тим, що має узгоджену залежність температурного процесу формування ПКМ та термомеханічними властивостями плівки, а також її агрегатним станом, при цьому температура розм'якшення матеріалу вологозахисної полімерної плівки для переведення її при нагріванні в еластичний стан повинна бути нижчою за температуру гелеутворення термореактивного зв'язучого, а кінцева температура тверднення ПКМ не перевищує температуру плавлення полімерної плівки для запобігання переведення її в течний агрегатний стан.
4. Довгомірна двоярусна панель за пп. 1, 2, яка відрізняється тим, що прямокутні внутрішні канали калібровані по формі і геометричним параметрам для можливості установлення в них після формування по ковзній посадці чи з мінімальним проміжком, наприклад 0,1…0,15 мм на сторону, внутрішніх силових стрингерів кускової довжини, наприклад між нервюрами, а також коротких силових вкладишів, до яких через внутрішню обшивку можуть, як допоміжне з'єднання, приєднуватися, наприклад механічним кріпленням, значно навантажені кінцеві ділянки цілісних нервюр, виключаючи при цьому механічні кріплення з зовнішньою обшивкою панелі, насамперед крила.
5. Довгомірна двоярусна панель за пп. 1, 2, 4, яка відрізняється тим, що, у випадку збірного сформування ребристого заповнювача тришарової панелі першого ярусу з використанням для притягання комплекту внутрішніх оправок сили магнітного поля, чотиристоронні рукавні елементи цієї оболонки з позицій технологічного здійснення мають рекомендоване відношення середньої ширини b до висоти h приблизно на рівні b/h³2,5.
6. Довгомірна двоярусна панель за пп. 1, 4, 5, яка відрізняється тим, що прямокутні внутрішні канали можуть мати незначну конусність та малу висоту, що разом при потребі дозволяє одержувати і застосовувати панелі невеликої побудовної висоти, наприклад, при довжині 10 м та висоті каналу 6 мм і при його конусності на рівні 1' на сторону, мінімальна побудовна висота тришарової панелі може складати 9…10 мм.
7. Довгомірна двоярусна панель за п. 1, яка відрізняється тим, що поряд з порожнистими трубчастими елементами можуть бути вибірково розташовані по всій довжині тришарової панелі також і суцільні стрижні, які використовуються, наприклад, як силові стрингери.
8. Довгомірна двоярусна панель за пп. 1, 4, яка відрізняється тим, що внутрішні силові вкладиші виконані із ПКМ, в тому числі, із конструкційних волокнистих прес-матеріалів, наприклад марки АГ-4В по ГОСТ 20437-89, в тому числі, з металічною арматурою у вигляді різьбових втулок.
Текст
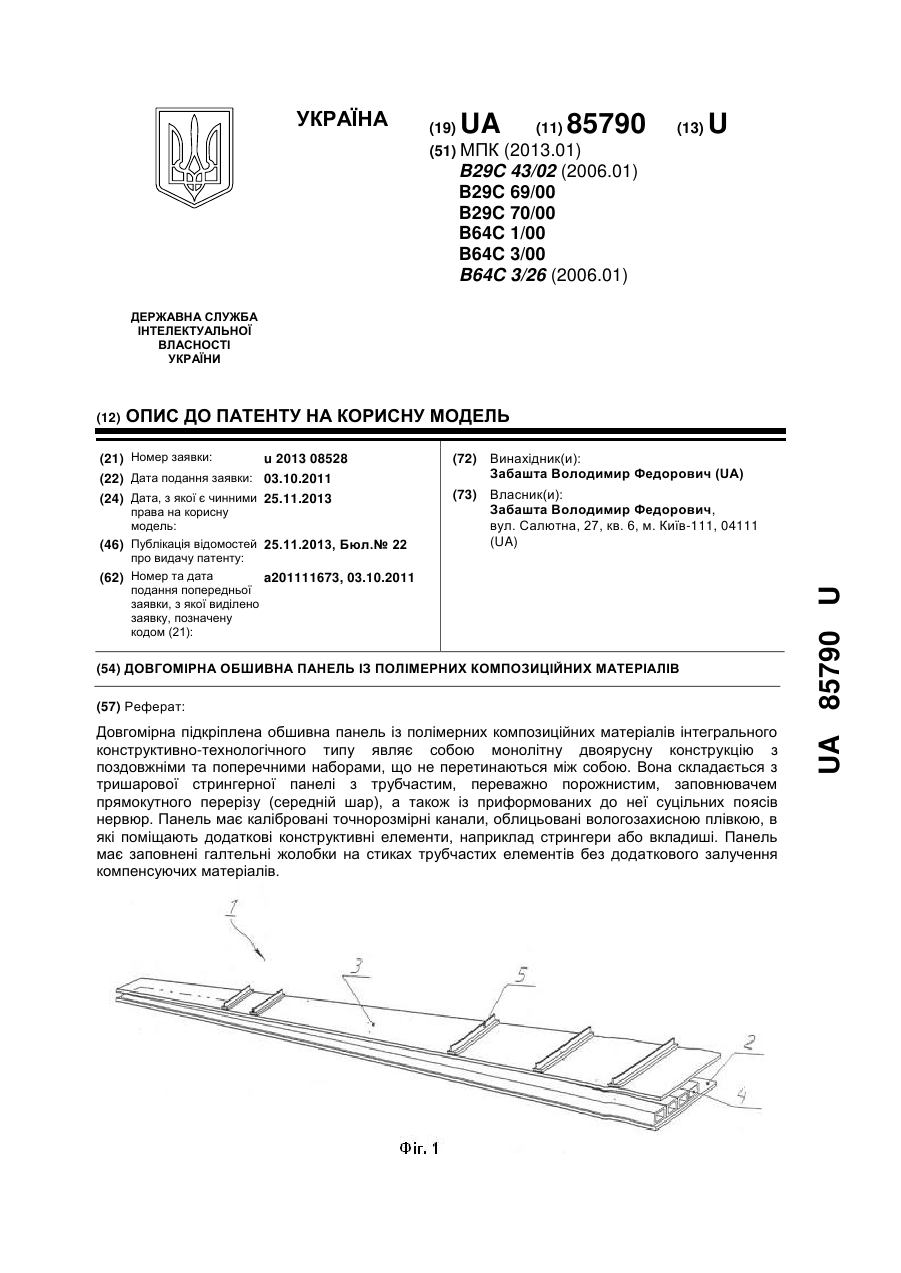
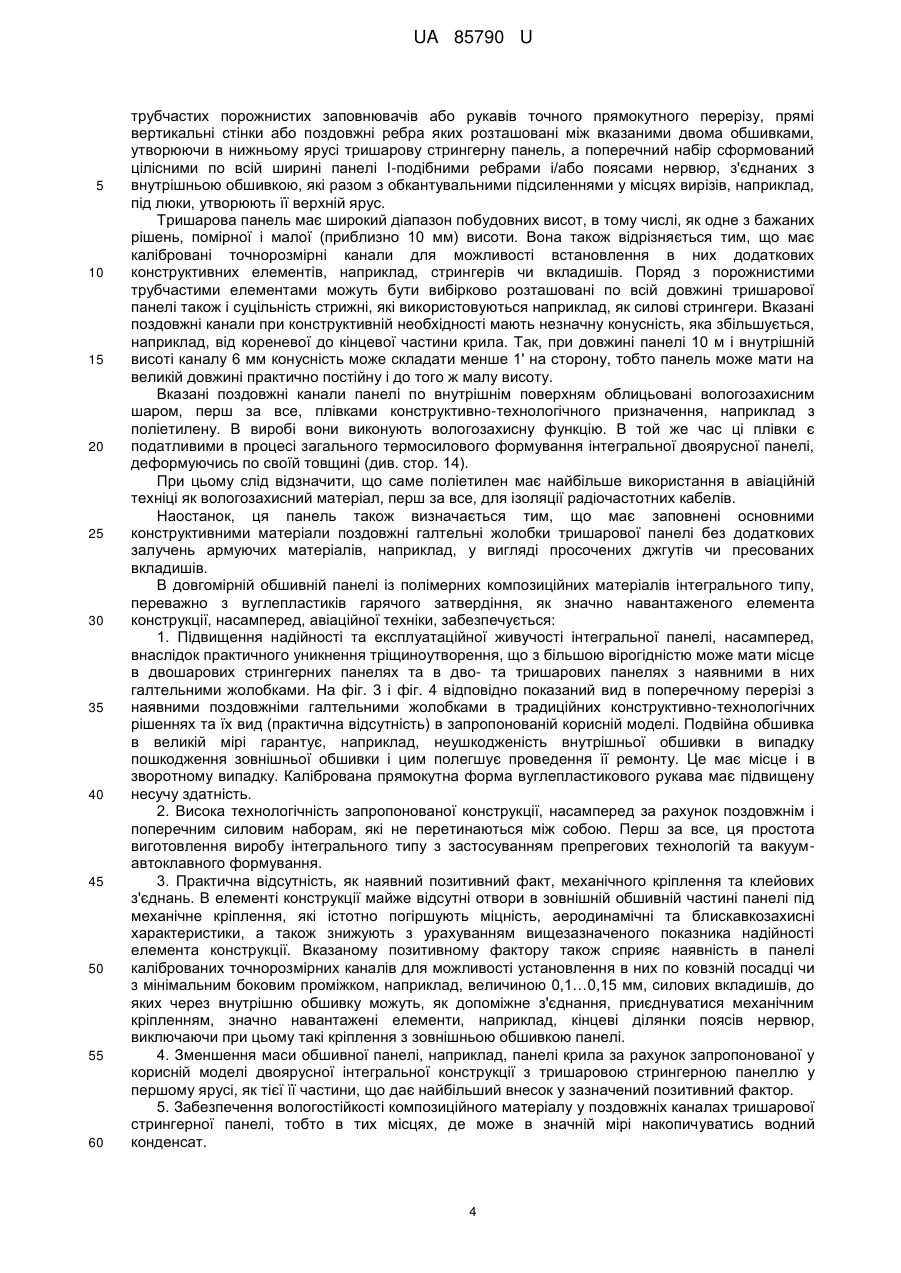
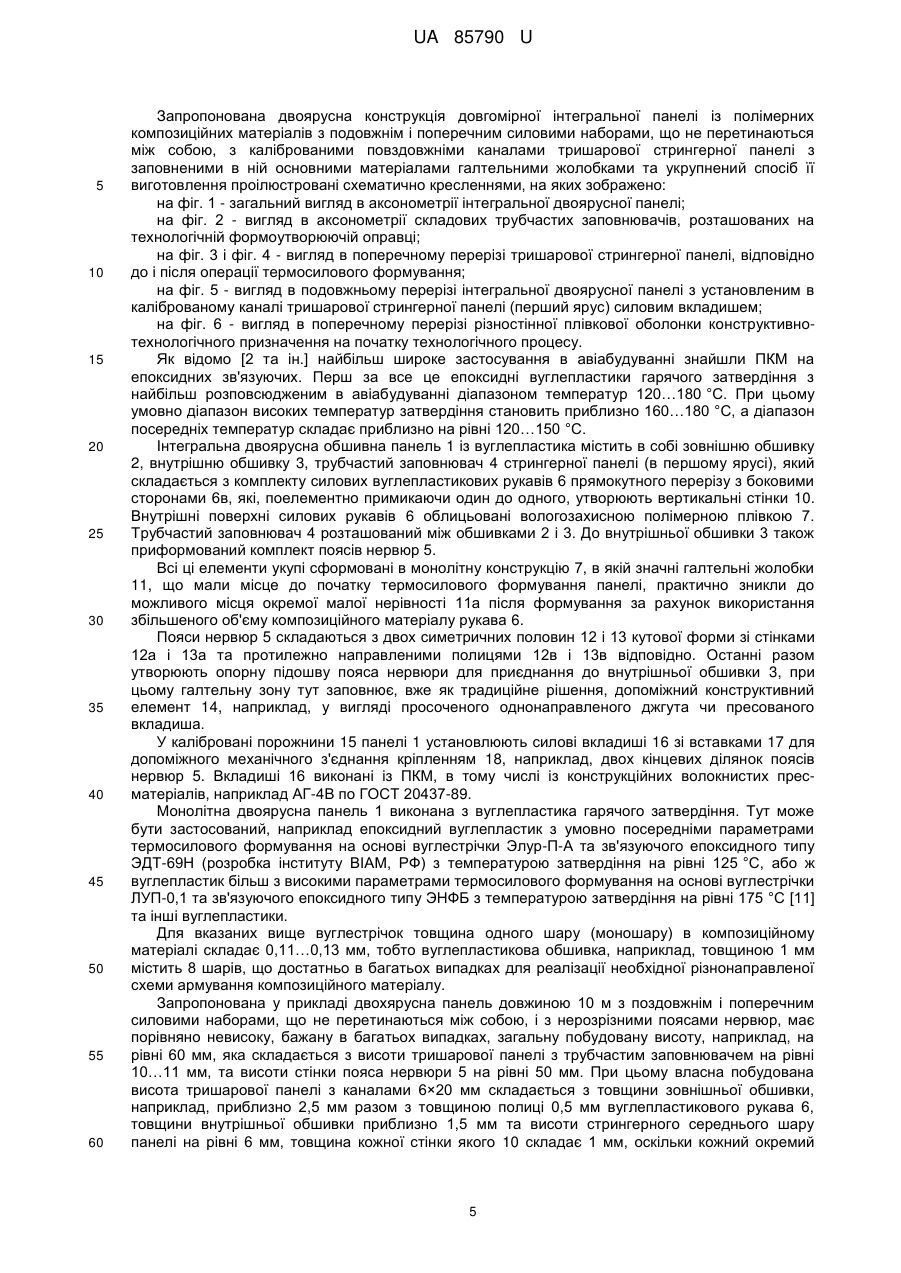
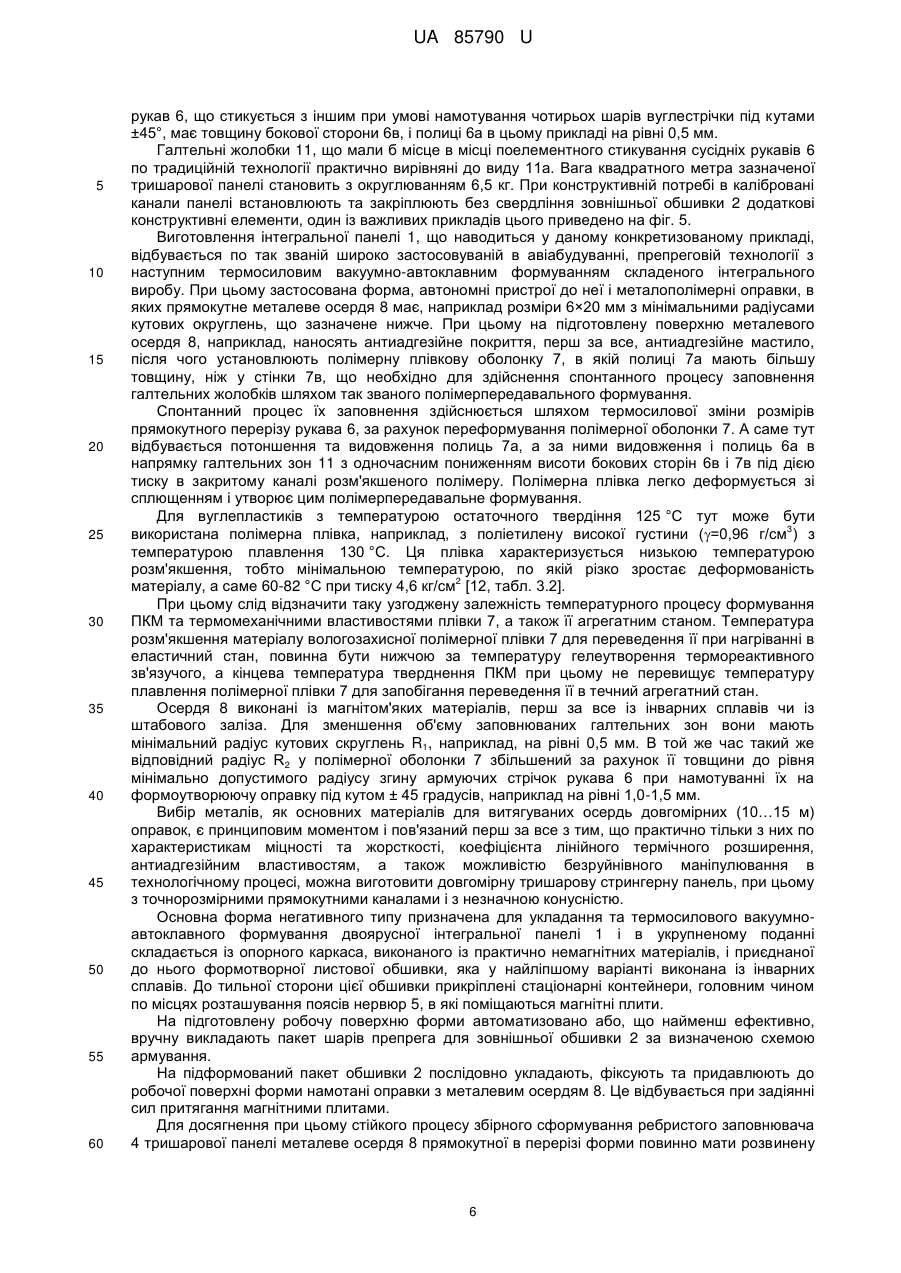
Реферат: Довгомірна підкріплена обшивна панель із полімерних композиційних матеріалів інтегрального конструктивно-технологічного типу являє собою монолітну двоярусну конструкцію з поздовжніми та поперечними наборами, що не перетинаються між собою. Вона складається з тришарової стрингерної панелі з трубчастим, переважно порожнистим, заповнювачем прямокутного перерізу (середній шар), а також із приформованих до неї суцільних поясів нервюр. Панель має калібровані точнорозмірні канали, облицьовані вологозахисною плівкою, в які поміщають додаткові конструктивні елементи, наприклад стрингери або вкладиші. Панель має заповнені галтельні жолобки на стиках трубчастих елементів без додаткового залучення компенсуючих матеріалів. UA 85790 U (62) Номер та дата UA 85790 U UA 85790 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування, а саме до авіаційної техніки, насамперед, при створенні довгомірних (10…15 м) панельних конструкцій літальних апаратів із полімерних композиційних матеріалів (ПКМ), переважно вуглепластиків, з реалізацією концепції конструктивно-технологічної інтегральності, зокрема для розробки та виробництва багатошарових підкріплених панелей планера транспортних та пасажирських літаків, наприклад, панелей обшиття крила великого подовження (значення на рівні 8…10 і вище), а також панелей фюзеляжу та рулів напрямку і висоти. Крім того, ця модель може знайти застосування в суднобудуванні, а також в корпусних конструкціях рухомого складу в транспортному машинобудуванні. З метою виконання операцій складання та технічного контролю в процесі експлуатації кесон силового агрегату, наприклад крила літака, повинен мати хоча б одну змінну панель. В цьому відношенні багатонервюрна (або кесонна) схема крила в великій мірі зручна для панелювання і вельми доцільна для великих літаків зі стріловидними крилами значного подовження і з великим навантаженням на крило. Ефективне застосування полімерних композиційних матеріалів в літакобудуванні, зокрема вуглепластиків гарячого затвердіння, передбачає їх використання саме в силових конструкціях (крила, фюзеляжу, оперення). Як показують дослідження, найбільш перспективними серед них є конструкції інтегрального типу, які являють собою монолітні багатокомпонентні конструкції, які сформовані в єдине ціле за один технологічний цикл в єдиній базовій для всієї конструкції формі. В цих конструкціях відсутні механічні та клейові з'єднання. При цьому в структурі полімерних композиційних матеріалів зовнішніх поверхонь агрегатів авіаційної техніки входять поряд з армуючими також зносостійкі, блискавко- та вологозахисні шари, а також вібропоглинаючі матеріали. Для останніх застосовуються полімерні плівки, наприклад, поліетиленові, поліпропіленові, поліетилентерефталатні та ін. [1]. До таких конструкцій належать, зокрема із широким застосуванням в літакобудуванні, панелі зовнішньої поверхні крила, перш за все, це так звані двошарові панелі, до складу яких входить плоска обшивка, яка підкріплена поздовжнім набором у вигляді стрингерів, утворюючи монолітну стрингерну панель, або ж підкріплену поздовжньо-поперечним набором стрингерів та ребер, лінії перетину цих профільних елементів знаходяться в одній площині. Ця наявна обставина (перетин в одній площині), як показала практика, завжди ускладнює процес виготовлення подібних конструкцій. Крім того, до загальних конструктивних недоліків стрингерних панелей слід віднести значний перепад жорсткостей в з'єднанні "обшивкастрингер", що ініціює появу тріщин, а для їх гальмування треба вжити додаткових заходів. При цьому, як вказується в [2, стор. 35], якщо технологія виготовлення панелей допускає зменшення кроку стрингерів з одночасним невеликим зменшенням ширини полиць стрингера, то вага панелі може бути зменшена приблизно на 15 %. Як зазвичай, силові елементи поздовжньо-поперечного набору мають Т-подібний і/або Іподібний профіль (перший та другий тип профілів) [2, 5, 6]. Перші утворюються приєднанням впритул "спинка до спинки" двох симетричних С-подібних половин і виконуються сукупно з обшивкою, приєднуючись до нею поличною підошвою. При цьому між вказаними половинами в зонах радіусних кутових скруглень утворюються галтельні жолобки, наявність яких в конструкції знижує її несучу здатність. Вказані вище профілі другого типу також утворюються приєднанням впритул "спинка до спинки" двох симетричних Г-подібних половин і виконуються сукупно з обшивкою, приєднуючись до нею поличною підошвою. В результаті на поверхні обшивної панелі утворюються на приклад поперечні І-подібні ребра. При цьому також і тут між вказаними половинами в зонах радіусних кутових скруглень утворюються галтельні жолобки, наявність яких в конструкції знижує її несучу здатність. Тому до загальних недоліків подібних конструкцій саме належить неефективне вирішення конструктивно-технологічного питання повного заповнення перш за все багаточисельних поздовжніх галтельних жолобків, що утворюються, як було вказано вище, при виготовленні і приєднанні, наприклад, до обшивки підошов Т-подібних чи І-подібних в перерізі профілів. Вказані жолобки в перерізі мають вигляд, близький до трикутника (фіг. 5 поз. 14). При цьому близько до цих місць після формування панелі спостерігаються складки композиційного матеріалу, що не розпрямляються. Три варіанти сучасних рішень з заповненням жолобків наведені в [3, стор. 446] і всі вони на основі застосування окремих компенсаційних заповнювачів, наприклад в інтегральних конструкціях це джгут, насичений в'яжучим. Однак часто це питання вказаним повністю не вичерпується і в ряді випадків в малонавантажених конструкціях, особливо з склопластиків, просто дозволяється мати незаповнені жолобки на рівні до 20 % їх об'єму. Але навіть і практично повне заповнення жолобків із застосуванням джгутів із 1 UA 85790 U 5 10 15 20 25 30 35 40 45 50 55 високомодульних та високоміцних матеріалів не дозволяє уникнути можливого розшарування обшивки в зоні, що прилягає до стику обшивки і стінки [4, стор. 52]. Відоме технічне рішення для панелей рулів висоти та напрямку літаків В 727 та В 737 [5], відповідно до якого монолітна стрингерна панель із композиційного матеріалу, що виходить на теоретичний контур, містить в собі обшивку і Т-подібні стрингери, які підкріпляють її у поздовжньому напрямку. Нерозрізні нервюри в цій панелі установлюються за допомогою болтових з'єднань по полицях нервюр та обшивки. При цьому нервюри мають вирізи для можливості проходу через них стрингерного підкріплення. Це технічне рішення визначається відносно сучасних потенціальних можливостей як лише частково інтегральна конструкція, з застосуванням його дотепер, наприклад у літаку A 380. Недоліками даної конструкції є наявність отворів в обшивній частині панелей під механічне кріплення, що істотно погіршує міцність та аеродинамічні характеристики, а також знижує показник надійності конструкції. До загальних недоліків цього аналога також належить неефективне вирішення конструктивно-технологічного питання повного заповнення поздовжніх галтельних жолобків, що утворюються при виготовленні і приєднанні до обшивки підошов Тподібних стрингерів. Найбільш близьким до корисної моделі за технічною суттю, призначенням та результатами, що досягаються, та вибраним за прототип є інтегральна панель кесона силового агрегату літального апарата [6]. Панель з високоефективного вуглепластика гарячого затвердіння містить в собі обшивку та виконані разом з нею поздовжньо розташовані цілісні стрингери Тподібного перерізу та поперечні І-подібні окремі ребра, в сукупності утворюючи розрізані пояси нервюр, які таким чином, складаються з окремих частин з розташуванням між стрингерами для уникнення перетину з ними. В галтельних жолобках інтегральної оребреної панелі застосовують компенсаційний заповнювач у вигляді однонаправленого джгута чи спеціального вкладиша. Формування панелі від теоретичного контуру вчиняють автоклавно-термокомпресійним методом, тобто з застосуванням еластичних вкладишів, за один технологічний цикл. Недоліком даної інтегральної конструкції крім загальних, про що йшлося раніше, є, перш за все, нецілісність поясів нервюр, її багатодетальність, містить в собі велику кількість ребер, і як наслідок, з багатьма місцями їх просторового стикування та приєднання. Все це є вельми нетехнологічним, а також знижує несучу здатність інтегральної панелі, а для подолання цього наслідку необхідно збільшувати її масу. Вказана складність конструкцій, її нетехнологічність, в свою чергу, викликає складність технологічного процесу, в тому числі, і процесу термосилового формування панелі. Як показала практика, вплив способу виготовлення панелі і складання кесона із композиційних матеріалів виявляється набагато складнішим, ніж в металевих конструкціях. Стосовно до даної корисної моделі, то йдеться про розробку технологічної для серійного виробництва довгомірної обшивної оребреної панелі інтегрального типу, в якій би подовжній і поперечний набори між собою не перетиналися і вона б мала підвищену вагову ефективність та експлуатаційну надійність. Так, в вищенаведеному прототипі [6] задіяний спосіб ручного укладання стрингерів і великої кількості поперечних ребер зі складним просторовим стикуванням і з'єднанням по полицям як між собою, так і з обшивкою. При цьому при укладанні і автоклавно-термокомпресійному методі формування використовуються еластичні вкладиші, які розширюються при нагріванні. Еластичні вкладиші мають ряд недоліків, оскільки разовість їх використання обмежена, і вони найбільш прийнятні для дослідного чи малосерійного виробництва, а їх дієздатна довжина при маломірному поперечному перерізі не перевищує лише кількох метрів. В основу корисної моделі поставлена задача істотного удосконалення довгомірної (10…15 м) обшивної панелі інтегрального типу із ПКМ, перш за все із вуглепластиків з зависоким термосиловим твердненням (гарячого затвердіння), що має підкріплюючі поздовжньо-поперечні набори, що не перетинаються між собою, шляхом застосування поліпшених конструктивнотехнологічних рішень, підвищення технологічності панелі та її експлуатаційної ефективності. Як відомо, по несучій здатності (при тій же вазі) та живучості, двошарові стрингерні конструкції, поступаються тришаровим. При цьому, згідно з роботами АНТК ім. O.K. Антонова [7 та ін.], тришарові панелі з щільниковим заповнювачем, в свою чергу, поступаються по несучій здатності тришаровим панелям з ребристим заповнювачем, наприклад, у вигляді рукавних чотиристоронніх профілів або так званих трубчастих заповнювачів. Технологія виготовлення цих панелей наведена в [8], де застосовуються суцільні еластомерні оправки та екструдовані трубки ПВХ, наприклад, 2 UA 85790 U 5 10 15 20 25 30 35 40 45 50 55 60 розміром 15×15 мм, на які намотується армуюча стрічка. Панелі формуються так званим методом внутрішнього роздуття трубок. Панелі з ребристим заповнювачем по значеннях рівномірного поверхневого навантаження, зсуву та інших характеристиках були кращі за панелі з щільниковим заповнювачем, який, як відомо, негативно характеризується за притаманну йому здатність значного накопичення вологи. В той же час тришарові панелі, які сформовані роздуттям трубок з ПВХ, мають суттєві недоліки, на що вказано нижче. В другому прикладі [9] панелі виконані тришаровими, включаючи дві обшивки та об'ємно безперервний заповнювач між ними. Безперервний заповнювач являє собою чотиригранні пінопластові стрижні, поміщені в вуглепластикові рукава (±45°, 0° - армуючі шари) і при поелементному з'єднанні між собою на стиках бокових сторін утворюють поздовжні несучі ребра. В термінах роботи [9] це так звані внутрішні стрингери, тобто мова йде про панелі стрингерного типу. В конструкції виробу пінопластовий заповнювач має відігравати захисну роль для зовнішньої обшивки від ударних діянь, наприклад, граду та зовнішнього впливу, утворюючи також і термоакустичний захист. Занижена вагова ефективність конструкції панелі також багато в чому пов'язана з запропонованим недостатньо ефективним для серійного виробництва способом її виготовлення, а також з широкомасштабним застосуванням пористого заповнювача пінопласту, в першу чергу, як формоутворюючого і силового елемента оснастки, який стає невиправдано великим ваговим баластом, залишаючись назавжди в конструкції панелі. Так, використання пінопластових вкладишів істотно обмежує застосування, а тим самим віддачу високоефективних композитних матеріалів, перш за все, вуглепластиків гарячого затвердіння, через низький опір тиску цих вкладишів при термоформуванні, всього лише на 2 рівні 0,2…0,4 кг/см навіть при невисоких температурах, в той час, як при формуванні вуглепластиків, наприклад, з зависоким термосиловим твердінням, тиск зазвичай може 2 складати на рівні 6,0 кг/см в інтервалі температур полімеризації на рівні 130…180 °C, наприклад, для епоксидних та фенольних зв'язуючих, або теж саме - матриць (matrix). Низька жорсткість та крихкість пінопластових оправок, разом з вимушеним низьким тиском формування конструкції, призводить до утворення нерівних по висоті та хвилястих по довжині стінок внутрішнього стрингерного підкріплення і цим спричиняє зниження її несучої здатності. При використанні пінопластових вкладишів з установкою однієї обмотаної оправки впритул до іншої, внаслідок їх податливості та крихкості утворюються завеликі, порівняно з металевими оправками чи навіть з аналогічними теж податливими еластомерними вкладишами, галтельні жолобки, які в процесі формування лише частково заповнюються і то переважно за рахунок клейової маси. Далі, виходячи з практики, монолітні пінопластові вкладиші, як формоутворюючі і силові елементи оснастки, повинні мати значні в поперечному перерізі розміри (порівняно, наприклад, з металевими оправками, чи навіть з еластомерними вкладишами) для можливості застосування "сухого" процесу намотування препрегом на основі армуючих стрічок. В результаті це спричиняє збільшення товщини тришарової оболонки і, як наслідок, приводить до зменшення корисного внутрішнього робочого об'єму. Пінопластові вкладиші в своїй структурі мають закриті пори і внаслідок зміни висоти польоту в них відповідно змінюється внутрішній тиск. При сучасних календарних ресурсах пасажирських літаків 50-60 років, цілком реальна за цей час деструкція пінопластів, що супроводжується виділенням шкідливих газів. Ця деструкція може відбуватися нашаруванням багатьох факторів: природного старіння, теплових дій, вібрації конструкції, звукових навантажень та ін. Можливий також конструктивний варіант, коли довгомірна обшивна панель із ПКМ являє собою монолітну інтегрального типу двоярусну конструкцію, що складається з довгомірної тришарової стрингерної панелі з застосуванням трубчастого заповнювача прямокутного перерізу і з при формованими до неї по ширині панелі ребер чи поясів нервюр, наприклад, [10]. При цьому винахід [10] стосується суднових елементів конструкцій з склопластику з використанням, як і в [9] пінопластових осердь в склопластиковому рукаві, які потім не видаляються. Поставлена задача вирішується тим, що договірна обшивна панель із ПКМ, перш за все із вуглепластиків гарячого затвердіння являє собою монолітну інтегрального типу двоярусну конструкцію з рознесеними по площинах ярусів відповідно повздовжнього та поперечного силових наборів. Конструктивно ця двоярусна панель виконана на базі подвійної обшивки, одна з яких зовнішня, переважно з аеродинамічним профілем, а друга внутрішня, при цьому поздовжній набір сформований застосуванням густорозташованих та поелементно з'єднаних між собою 3 UA 85790 U 5 10 15 20 25 30 35 40 45 50 55 60 трубчастих порожнистих заповнювачів або рукавів точного прямокутного перерізу, прямі вертикальні стінки або поздовжні ребра яких розташовані між вказаними двома обшивками, утворюючи в нижньому ярусі тришарову стрингерну панель, а поперечний набір сформований цілісними по всій ширині панелі І-подібними ребрами і/або поясами нервюр, з'єднаних з внутрішньою обшивкою, які разом з обкантувальними підсиленнями у місцях вирізів, наприклад, під люки, утворюють її верхній ярус. Тришарова панель має широкий діапазон побудовних висот, в тому числі, як одне з бажаних рішень, помірної і малої (приблизно 10 мм) висоти. Вона також відрізняється тим, що має калібровані точнорозмірні канали для можливості встановлення в них додаткових конструктивних елементів, наприклад, стрингерів чи вкладишів. Поряд з порожнистими трубчастими елементами можуть бути вибірково розташовані по всій довжині тришарової панелі також і суцільність стрижні, які використовуються наприклад, як силові стрингери. Вказані поздовжні канали при конструктивній необхідності мають незначну конусність, яка збільшується, наприклад, від кореневої до кінцевої частини крила. Так, при довжині панелі 10 м і внутрішній висоті каналу 6 мм конусність може складати менше 1' на сторону, тобто панель може мати на великій довжині практично постійну і до того ж малу висоту. Вказані поздовжні канали панелі по внутрішнім поверхням облицьовані вологозахисним шаром, перш за все, плівками конструктивно-технологічного призначення, наприклад з поліетилену. В виробі вони виконують вологозахисну функцію. В той же час ці плівки є податливими в процесі загального термосилового формування інтегральної двоярусної панелі, деформуючись по своїй товщині (див. стор. 14). При цьому слід відзначити, що саме поліетилен має найбільше використання в авіаційній техніці як вологозахисний матеріал, перш за все, для ізоляції радіочастотних кабелів. Наостанок, ця панель також визначається тим, що має заповнені основними конструктивними матеріали поздовжні галтельні жолобки тришарової панелі без додаткових залучень армуючих матеріалів, наприклад, у вигляді просочених джгутів чи пресованих вкладишів. В довгомірній обшивній панелі із полімерних композиційних матеріалів інтегрального типу, переважно з вуглепластиків гарячого затвердіння, як значно навантаженого елемента конструкції, насамперед, авіаційної техніки, забезпечується: 1. Підвищення надійності та експлуатаційної живучості інтегральної панелі, насамперед, внаслідок практичного уникнення тріщиноутворення, що з більшою вірогідністю може мати місце в двошарових стрингерних панелях та в дво- та тришарових панелях з наявними в них галтельними жолобками. На фіг. 3 і фіг. 4 відповідно показаний вид в поперечному перерізі з наявними поздовжніми галтельними жолобками в традиційних конструктивно-технологічних рішеннях та їх вид (практична відсутність) в запропонованій корисній моделі. Подвійна обшивка в великій мірі гарантує, наприклад, неушкодженість внутрішньої обшивки в випадку пошкодження зовнішньої обшивки і цим полегшує проведення її ремонту. Це має місце і в зворотному випадку. Калібрована прямокутна форма вуглепластикового рукава має підвищену несучу здатність. 2. Висока технологічність запропонованої конструкції, насамперед за рахунок поздовжнім і поперечним силовим наборам, які не перетинаються між собою. Перш за все, ця простота виготовлення виробу інтегрального типу з застосуванням препрегових технологій та вакуумавтоклавного формування. 3. Практична відсутність, як наявний позитивний факт, механічного кріплення та клейових з'єднань. В елементі конструкції майже відсутні отвори в зовнішній обшивній частині панелі під механічне кріплення, які істотно погіршують міцність, аеродинамічні та блискавкозахисні характеристики, а також знижують з урахуванням вищезазначеного показника надійності елемента конструкції. Вказаному позитивному фактору також сприяє наявність в панелі каліброваних точнорозмірних каналів для можливості установлення в них по ковзній посадці чи з мінімальним боковим проміжком, наприклад, величиною 0,1…0,15 мм, силових вкладишів, до яких через внутрішню обшивку можуть, як допоміжне з'єднання, приєднуватися механічним кріпленням, значно навантажені елементи, наприклад, кінцеві ділянки поясів нервюр, виключаючи при цьому такі кріплення з зовнішньою обшивкою панелі. 4. Зменшення маси обшивної панелі, наприклад, панелі крила за рахунок запропонованої у корисній моделі двоярусної інтегральної конструкції з тришаровою стрингерною панеллю у першому ярусі, як тієї її частини, що дає найбільший внесок у зазначений позитивний фактор. 5. Забезпечення вологостійкості композиційного матеріалу у поздовжніх каналах тришарової стрингерної панелі, тобто в тих місцях, де може в значній мірі накопичуватись водний конденсат. 4 UA 85790 U 5 10 15 20 25 30 35 40 45 50 55 60 Запропонована двоярусна конструкція довгомірної інтегральної панелі із полімерних композиційних матеріалів з подовжнім і поперечним силовими наборами, що не перетинаються між собою, з каліброваними повздовжніми каналами тришарової стрингерної панелі з заповненими в ній основними матеріалами галтельними жолобками та укрупнений спосіб її виготовлення проілюстровані схематично кресленнями, на яких зображено: на фіг. 1 - загальний вигляд в аксонометрії інтегральної двоярусної панелі; на фіг. 2 - вигляд в аксонометрії складових трубчастих заповнювачів, розташованих на технологічній формоутворюючій оправці; на фіг. 3 і фіг. 4 - вигляд в поперечному перерізі тришарової стрингерної панелі, відповідно до і після операції термосилового формування; на фіг. 5 - вигляд в подовжньому перерізі інтегральної двоярусної панелі з установленим в каліброваному каналі тришарової стрингерної панелі (перший ярус) силовим вкладишем; на фіг. 6 - вигляд в поперечному перерізі різностінної плівкової оболонки конструктивнотехнологічного призначення на початку технологічного процесу. Як відомо [2 та ін.] найбільш широке застосування в авіабудуванні знайшли ПКМ на епоксидних зв'язуючих. Перш за все це епоксидні вуглепластики гарячого затвердіння з найбільш розповсюдженим в авіабудуванні діапазоном температур 120…180 °C. При цьому умовно діапазон високих температур затвердіння становить приблизно 160…180 °C, а діапазон посередніх температур складає приблизно на рівні 120…150 °C. Інтегральна двоярусна обшивна панель 1 із вуглепластика містить в собі зовнішню обшивку 2, внутрішню обшивку 3, трубчастий заповнювач 4 стрингерної панелі (в першому ярусі), який складається з комплекту силових вуглепластикових рукавів 6 прямокутного перерізу з боковими сторонами 6в, які, поелементно примикаючи один до одного, утворюють вертикальні стінки 10. Внутрішні поверхні силових рукавів 6 облицьовані вологозахисною полімерною плівкою 7. Трубчастий заповнювач 4 розташований між обшивками 2 і 3. До внутрішньої обшивки 3 також приформований комплект поясів нервюр 5. Всі ці елементи укупі сформовані в монолітну конструкцію 7, в якій значні галтельні жолобки 11, що мали місце до початку термосилового формування панелі, практично зникли до можливого місця окремої малої нерівності 11а після формування за рахунок використання збільшеного об'єму композиційного матеріалу рукава 6. Пояси нервюр 5 складаються з двох симетричних половин 12 і 13 кутової форми зі стінками 12а і 13а та протилежно направленими полицями 12в і 13в відповідно. Останні разом утворюють опорну підошву пояса нервюри для приєднання до внутрішньої обшивки 3, при цьому галтельну зону тут заповнює, вже як традиційне рішення, допоміжний конструктивний елемент 14, наприклад, у вигляді просоченого однонаправленого джгута чи пресованого вкладиша. У калібровані порожнини 15 панелі 1 установлюють силові вкладиші 16 зі вставками 17 для допоміжного механічного з'єднання кріпленням 18, наприклад, двох кінцевих ділянок поясів нервюр 5. Вкладиші 16 виконані із ПКМ, в тому числі із конструкційних волокнистих пресматеріалів, наприклад АГ-4В по ГОСТ 20437-89. Монолітна двоярусна панель 1 виконана з вуглепластика гарячого затвердіння. Тут може бути застосований, наприклад епоксидний вуглепластик з умовно посередніми параметрами термосилового формування на основі вуглестрічки Элур-П-А та зв'язуючого епоксидного типу ЭДТ-69Н (розробка інституту ВІАМ, РФ) з температурою затвердіння на рівні 125 °C, або ж вуглепластик більш з високими параметрами термосилового формування на основі вуглестрічки ЛУП-0,1 та зв'язуючого епоксидного типу ЭНФБ з температурою затвердіння на рівні 175 °C [11] та інші вуглепластики. Для вказаних вище вуглестрічок товщина одного шару (моношару) в композиційному матеріалі складає 0,11…0,13 мм, тобто вуглепластикова обшивка, наприклад, товщиною 1 мм містить 8 шарів, що достатньо в багатьох випадках для реалізації необхідної різнонаправленої схеми армування композиційного матеріалу. Запропонована у прикладі двохярусна панель довжиною 10 м з поздовжнім і поперечним силовими наборами, що не перетинаються між собою, і з нерозрізними поясами нервюр, має порівняно невисоку, бажану в багатьох випадках, загальну побудовану висоту, наприклад, на рівні 60 мм, яка складається з висоти тришарової панелі з трубчастим заповнювачем на рівні 10…11 мм, та висоти стінки пояса нервюри 5 на рівні 50 мм. При цьому власна побудована висота тришарової панелі з каналами 6×20 мм складається з товщини зовнішньої обшивки, наприклад, приблизно 2,5 мм разом з товщиною полиці 0,5 мм вуглепластикового рукава 6, товщини внутрішньої обшивки приблизно 1,5 мм та висоти стрингерного середнього шару панелі на рівні 6 мм, товщина кожної стінки якого 10 складає 1 мм, оскільки кожний окремий 5 UA 85790 U 5 10 15 20 25 30 35 40 45 50 55 60 рукав 6, що стикується з іншим при умові намотування чотирьох шарів вуглестрічки під кутами ±45°, має товщину бокової сторони 6в, і полиці 6а в цьому прикладі на рівні 0,5 мм. Галтельні жолобки 11, що мали б місце в місці поелементного стикування сусідніх рукавів 6 по традиційній технології практично вирівняні до виду 11а. Вага квадратного метра зазначеної тришарової панелі становить з округлюванням 6,5 кг. При конструктивній потребі в калібровані канали панелі встановлюють та закріплюють без свердління зовнішньої обшивки 2 додаткові конструктивні елементи, один із важливих прикладів цього приведено на фіг. 5. Виготовлення інтегральної панелі 1, що наводиться у даному конкретизованому прикладі, відбувається по так званій широко застосовуваній в авіабудуванні, препреговій технології з наступним термосиловим вакуумно-автоклавним формуванням складеного інтегрального виробу. При цьому застосована форма, автономні пристрої до неї і металополімерні оправки, в яких прямокутне металеве осердя 8 має, наприклад розміри 6×20 мм з мінімальними радіусами кутових округлень, що зазначене нижче. При цьому на підготовлену поверхню металевого осердя 8, наприклад, наносять антиадгезійне покриття, перш за все, антиадгезійне мастило, після чого установлюють полімерну плівкову оболонку 7, в якій полиці 7а мають більшу товщину, ніж у стінки 7в, що необхідно для здійснення спонтанного процесу заповнення галтельних жолобків шляхом так званого полімерпередавального формування. Спонтанний процес їх заповнення здійснюється шляхом термосилової зміни розмірів прямокутного перерізу рукава 6, за рахунок переформування полімерної оболонки 7. А саме тут відбувається потоншення та видовження полиць 7а, а за ними видовження і полиць 6а в напрямку галтельних зон 11 з одночасним пониженням висоти бокових сторін 6в і 7в під дією тиску в закритому каналі розм'якшеного полімеру. Полімерна плівка легко деформується зі сплющенням і утворює цим полімерпередавальне формування. Для вуглепластиків з температурою остаточного твердіння 125 °C тут може бути 3 використана полімерна плівка, наприклад, з поліетилену високої густини (=0,96 г/см ) з температурою плавлення 130 °C. Ця плівка характеризується низькою температурою розм'якшення, тобто мінімальною температурою, по якій різко зростає деформованість 2 матеріалу, а саме 60-82 °C при тиску 4,6 кг/см [12, табл. 3.2]. При цьому слід відзначити таку узгоджену залежність температурного процесу формування ПКМ та термомеханічними властивостями плівки 7, а також її агрегатним станом. Температура розм'якшення матеріалу вологозахисної полімерної плівки 7 для переведення її при нагріванні в еластичний стан, повинна бути нижчою за температуру гелеутворення термореактивного зв'язучого, а кінцева температура тверднення ПКМ при цьому не перевищує температуру плавлення полімерної плівки 7 для запобігання переведення її в течний агрегатний стан. Осердя 8 виконані із магнітом'яких матеріалів, перш за все із інварних сплавів чи із штабового заліза. Для зменшення об'єму заповнюваних галтельних зон вони мають мінімальний радіус кутових скруглень R1, наприклад, на рівні 0,5 мм. В той же час такий же відповідний радіус R2 у полімерної оболонки 7 збільшений за рахунок її товщини до рівня мінімально допустимого радіусу згину армуючих стрічок рукава 6 при намотуванні їх на формоутворюючу оправку під кутом ± 45 градусів, наприклад на рівні 1,0-1,5 мм. Вибір металів, як основних матеріалів для витягуваних осердь довгомірних (10…15 м) оправок, є принциповим моментом і пов'язаний перш за все з тим, що практично тільки з них по характеристикам міцності та жорсткості, коефіцієнта лінійного термічного розширення, антиадгезійним властивостям, а також можливістю безруйнівного маніпулювання в технологічному процесі, можна виготовити довгомірну тришарову стрингерну панель, при цьому з точнорозмірними прямокутними каналами і з незначною конусністю. Основна форма негативного типу призначена для укладання та термосилового вакуумноавтоклавного формування двоярусної інтегральної панелі 1 і в укрупненому поданні складається із опорного каркаса, виконаного із практично немагнітних матеріалів, і приєднаної до нього формотворної листової обшивки, яка у найліпшому варіанті виконана із інварних сплавів. До тильної сторони цієї обшивки прикріплені стаціонарні контейнери, головним чином по місцях розташування поясів нервюр 5, в які поміщаються магнітні плити. На підготовлену робочу поверхню форми автоматизовано або, що найменш ефективно, вручну викладають пакет шарів препрега для зовнішньої обшивки 2 за визначеною схемою армування. На підформований пакет обшивки 2 послідовно укладають, фіксують та придавлюють до робочої поверхні форми намотані оправки з металевим осердям 8. Це відбувається при задіянні сил притягання магнітними плитами. Для досягнення при цьому стійкого процесу збірного сформування ребристого заповнювача 4 тришарової панелі металеве осердя 8 прямокутної в перерізі форми повинно мати розвинену 6 UA 85790 U 5 10 15 20 25 30 35 40 ширину b відносно своєї товщини t, наприклад, це відношення може бути приблизно на рівні b/t2,5. В той же час, як наслідок, також відповідне відношення зберігається і для ширини b сформованого на осерді 8 пустотілого каналу панелі до його висоти h, тобто b/h2,5. У подальшому на вільну, перед цим ущільнену та вирівняну, формотворну поверхню установленого трубчастого заповнювача 4 викладають шари композиційного матеріалу внутрішньої обшивки 3, тобто йде послідовне нарощування складання інтегральної конструкції панелі. Поверх викладеного пакету шарів внутрішньої обшивки 3 установлюють і закріплюють пристрій, в якому розташовані заготовки поясів нервюр 5. Формування інтегральної двохярусної панелі 1 проводять в автоклаві по стандартному режиму формування для конкретного полімерного композиційного матеріалу. Після автоклавування з панелі витягають на спеціальному обладнанні металеві осердя 8. Детально процес виготовлення вказаної довгомірної панелі 1 наведений в матеріалах заявки № а201111673 "Спосіб виготовлення довгомірної обшивної панелі із полімерних композиційних матеріалів". Джерела інформації: 1. Патент РФ №2393095, кл. В32В27/12, В64С1/40, опубл. 27.06.2010, бюл. № 18. 2. Гришин А.И. и др. Проектирование конструкции крыла из композиционных материалов // ТВФ, №1, 2010. - С. 20-40. 3. Baker A., Dutton S., Kelly D. Composite materials for aircraft structures. AIAA education series. 2004.-597 p. 4. Митрофанов О.В. К вопросу о проектировании многозамкнутых конструкций из композитних материалов с учетом особенностей закритического поведения обшивки // Техника воздушного флота, 2001.75, №1, с. 52-58. 5. Руль высоты и стабилизатор из перспективных КМ для самолетов В-727 и В-737 / ВЦП. № П-17721. - М.: Пер. статьи из материалов конф.: 23-th National SAMPE Symposium and Exibstion.-1978. - Vol.23. - P. 1131-1149. 6. Патент РФ №2112697 кл. В64сЗ/26, опубл. 10.06.1998. 7. Кива Д. С. и др. Исследование влияния трубчатого заполнителя на прочность трехслойных панелей из КМ // В сб. "Композиционные материалы в промышленности": Материалы 29 международной конференции. 1-5 июля 2009. - г. Ялта. - С. 64-66. 8. Забашта В.Ф. и др. Полимерные композиционные материалы конструкционного назначения. - К.: Техніка, 1993.-157 с. 9. Колесников Б. и др. Конструктивно-силовая схема и технология изготовления фюзеляжа пассажирского самолета из углепластика // Труды международной конференции "Теория и практика технологий производства из композитных материалов и новых металлических сплавов". 27-30 августа 2003. - г. Москва: Знание, 2007. - С. 736-741. 10. Патент РФ №2250824, кл. В29С69/00, опубл. 27.04.2005, бюл. № 12. 11. Патент РФ №2286253, кл. В29С43/20, опубл. 27.10.2006, бюл. № 30. 12. Такахаси Г. Плёнки из полимеров. - Л.: Химия, 1971. - 151 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 55 60 1. Довгомірна підкріплена обшивна панель із полімерних композиційних матеріалів (ПМК) інтегрального конструктивно-технологічного типу, насамперед з вуглепластиків гарячого затвердіння, з плоскою або лінійчато-вигнутою поверхнею, наприклад, панель крила великого подовження багатонервюрної конструктивно-силової схеми, яка складається з платівчастої обшивки з армуючими та захисними шарами і виконаними разом з нею поздовжніми (стрингери і ребра) та поперечними (пояси нервюр і/або ребра) профільними елементами переважно канального чи кутового типу, які містять в собі приєднувану до обшивки підошву профілю, наприклад, у вигляді двох протилежно направлених полиць, та виступаючу частину профілю, в тому числі І-подібних та Т-подібних для стрингерів і І-подібних для поясів нервюр, при цьому ці профілі мають з'єднані між собою у стик "спинка до спинки" симетричні половини і заповнені компенсуючим матеріалом галтельні жолобки у стикових зонах, яка відрізняється тим, що інтегральна довгомірна панель (довжиною 10…15 м) виконана конструктивно двоярусною на базі подвійної обшивки, одна з яких зовнішня, наприклад, з аеродинамічним профілем, а друга внутрішня, з рознесенням по площинах ярусів відповідно повздовжнього та поперечного силових наборів, при цьому поздовжній набір утворений застосуванням густорозташованих та поелементно з'єднаних між собою трубчастих порожнистих заповнювачів або рукавів точного прямокутного перерізу, прямі вертикальні стінки або поздовжні ребра яких розташовані між 7 UA 85790 U 5 10 15 20 25 30 35 40 вказаними двома обшивками, утворюючи в нижньому ярусі тришарову стрингерну панель, яка має поздовжні порожнисті точномірні канали, облицьовані вологозахисним шаром і заповнені матеріалом рукавів поздовжні галтельні жолобки, а поперечний набір сформований цілісними по всій ширині панелі І-подібними ребрами і/або поясами нервюр, з'єднаних з внутрішньою обшивкою, які разом з обкантувальними підсиленнями у місцях вирізів, наприклад, під люки, утворюють її верхній ярус. 2. Довгомірна двоярусна інтегральна панель за п. 1, яка відрізняється тим, що як вологозахисні внутрішньоканальні шари застосовують податливі при термосиловому формуванні панелі полімерні плівки вологозахисного функціонального спрямування. 3. Довгомірна двоярусна інтегральна панель за пп. 1, 2, яка відрізняється тим, що має узгоджену залежність температурного процесу формування ПКМ та термомеханічними властивостями плівки, а також її агрегатним станом, при цьому температура розм'якшення матеріалу вологозахисної полімерної плівки для переведення її при нагріванні в еластичний стан повинна бути нижчою за температуру гелеутворення термореактивного зв'язучого, а кінцева температура тверднення ПКМ не перевищує температуру плавлення полімерної плівки для запобігання переведення її в течний агрегатний стан. 4. Довгомірна двоярусна панель за пп. 1, 2, яка відрізняється тим, що прямокутні внутрішні канали калібровані по формі і геометричним параметрам для можливості установлення в них після формування по ковзній посадці чи з мінімальним проміжком, наприклад 0,1…0,15 мм на сторону, внутрішніх силових стрингерів кускової довжини, наприклад між нервюрами, а також коротких силових вкладишів, до яких через внутрішню обшивку можуть, як допоміжне з'єднання, приєднуватися, наприклад механічним кріпленням, значно навантажені кінцеві ділянки цілісних нервюр, виключаючи при цьому механічні кріплення з зовнішньою обшивкою панелі, насамперед крила. 5. Довгомірна двоярусна панель за пп. 1, 2, 4, яка відрізняється тим, що, у випадку збірного сформування ребристого заповнювача тришарової панелі першого ярусу з використанням для притягання комплекту внутрішніх оправок сили магнітного поля, чотиристоронні рукавні елементи цієї оболонки з позицій технологічного здійснення мають рекомендоване відношення середньої ширини b до висоти h приблизно на рівні b/h2,5. 6. Довгомірна двоярусна панель за пп. 1, 4, 5, яка відрізняється тим, що прямокутні внутрішні канали можуть мати незначну конусність та малу висоту, що разом при потребі дозволяє одержувати і застосовувати панелі невеликої побудовної висоти, наприклад, при довжині 10 м та висоті каналу 6 мм і при його конусності на рівні 1' на сторону, мінімальна побудовна висота тришарової панелі може складати 9…10 мм. 7. Довгомірна двоярусна панель за п. 1, яка відрізняється тим, що поряд з порожнистими трубчастими елементами можуть бути вибірково розташовані по всій довжині тришарової панелі також і суцільні стрижні, які використовуються, наприклад, як силові стрингери. 8. Довгомірна двоярусна панель за пп. 1, 4, яка відрізняється тим, що внутрішні силові вкладиші виконані із ПКМ, в тому числі, із конструкційних волокнистих прес-матеріалів, наприклад марки АГ-4В по ГОСТ 20437-89, в тому числі, з металічною арматурою у вигляді різьбових втулок. 8 UA 85790 U 9 UA 85790 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 69/00, B64C 1/00, B64C 3/00, B29C 70/00, B64C 3/26, B29C 43/02
Мітки: довгомірна, полімерних, панель, матеріалів, композиційних, обшивна
Код посилання
<a href="https://ua.patents.su/12-85790-dovgomirna-obshivna-panel-iz-polimernikh-kompozicijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Довгомірна обшивна панель із полімерних композиційних матеріалів</a>
Оснащення для формування виробів із полімерних композиційних матеріалів
Номер патенту: 93601
Опубліковано: 25.02.2011
Автори: Шевцова Марина Анатоліївна, Пургіна Світлана Михайлівна
МПК: B29C 51/26, B29C 43/20, H05B 3/02
Мітки: полімерних, виробів, композиційних, матеріалів, оснащення, формування
Формула / Реферат:
1. Оснащення для формування виробів із композиційних матеріалів, яке містить каркас, прикріплену до нього формотвірну поверхню та має резистивний шар, яке відрізняється тим, що резистивний шар встановленний у каркасі або над ним та з'єднаний з частинами каркаса та формотвірної поверхні із забезпеченням можливості його вилучення.2. Оснащення за п. 1, яке відрізняється тим, що резистивний шар виконаний суцільним або складений з окремих...
Спосіб виготовлення довгомірної обшивної панелі із полімерних композиційних матеріалів
Номер патенту: 84347
Опубліковано: 25.10.2013
Автор: Забашта Володимир Федорович
МПК: B64C 3/00, B64C 3/26, B29C 70/00, B64C 1/00, B29C 43/02, B29C 69/00
Мітки: матеріалів, довгомірної, спосіб, обшивної, виготовлення, композиційних, панелі, полімерних
Формула / Реферат:
1. Спосіб виготовлення із полімерних композиційних матеріалів, насамперед, з вуглепластиків гарячого затвердіння, довгомірної (довжиною 10-15 м) обшивної панелі інтегрального типу з поздовжньо-поперечними наборами профільних елементів, яка в загальному випадку виконана конструктивно двоярусною на базі подвійної обшивки, одна з яких зовнішня, наприклад, з аеродинамічним профілем, а друга внутрішня, з рознесенням по площинах ярусів відповідно...
Оснащення для формування виробів з полімерних композиційних матеріалів
Номер патенту: 38875
Опубліковано: 26.01.2009
Автори: Чубченко Світлана Михайлівна, Шевцова Марина Анатоліївна
МПК: B29C 51/26, B29C 43/20
Мітки: оснащення, полімерних, формування, матеріалів, композиційних, виробів
Формула / Реферат:
1. Оснащення для формування виробів з полімерних композиційних матеріалів, яке має каркас і прикріплену до нього композиційну формотвірну поверхню, яке відрізняється тим, що в формотвірній поверхні розташоване внутрішнє джерело нагріву, яке складається з резистивного шару, зануреного в ізоляційну структуру на глибину h:, де λ - коефіцієнт...
Спосіб виготовлення виробу з полімерних композиційних матеріалів
Номер патенту: 86703
Опубліковано: 12.05.2009
Автори: Заворітько Іван Євсійович, Желтов Павло Миколайович, Луговський Віктор Володимирович, Малий Микола Андрійович
МПК: B32B 27/00
Мітки: виготовлення, композиційних, матеріалів, спосіб, виробу, полімерних
Формула / Реферат:
Спосіб виготовлення виробу з полімерних композиційних матеріалів, що включає просочування рулонного довгомірного волокнистого матеріалу полімерним сполучним, нанесення модифікуючого порошкового компонента на одну з його поверхонь, прокатування матеріалу з нанесеним порошковим шаром і формування з нього виробу, який відрізняється тим, що нанесення порошкового компонента здійснюють безпосередньо під час формування виробу, яке виконують шляхом...
Спосіб твердіння виробів з полімерних композиційних матеріалів
Номер патенту: 84926
Опубліковано: 10.12.2008
Автори: Манько Тамара Антонівна, Рибалко Андрій Віталійович, Єрмолаев Іван Михайлович, Задоя Наталя Олександрівна
МПК: B29C 35/00
Мітки: спосіб, композиційних, полімерних, виробів, твердіння, матеріалів
Формула / Реферат:
Спосіб твердіння виробів з полімерних композиційних матеріалів, який включає нагрівання, витримку при температурі твердіння та охолодження, який відрізняється тим, що проводять попереднє інфрачервоне опромінювання до температури 370-410 К протягом 13-17 хвилин та доотвердіння прискореними електронами при температурі 390-433 К протягом 0,8-3 хвилин.
Попередній патент: Модернізована автономна репродукційна установка “ель-м”
Наступний патент: Спосіб прокатки смуг на двоклітьовому стані зі змотуванням в пічних моталках
Випадковий патент: Спосіб визначення міцності фіксуючих швів ендопротеза в експерименті