Спосіб прокатки смуг на двоклітьовому стані зі змотуванням в пічних моталках
Номер патенту: 85791
Опубліковано: 25.11.2013
Автори: Хохлов Олександр Сергійович, Коновалов Юрій В'ячеславович

Формула / Реферат
Спосіб прокатки смуг на двоклітьовому стані зі змотуванням в пічних моталках, що включає реверсивну прокатку смуги в двоклітьовій чистовій групі і змотування після кожного проходу смуги в рулон в пічний моталці при температурі її робочого простору вище температури смуги з розмотуванням перед подальшим проходом, який відрізняється тим, що процес прокатки однієї смуги ведуть із заданням іншої смуги в двоклітьову чистову групу, при цьому після другого проходу кожної прокатуваної смуги змотування її в рулон в пічній моталці ведуть повністю і залишають в ній на час першого проходу прокатки подальшої смуги і змотування її в рулон в пічній моталці повністю, після цього здійснюють останній прохід попередньої смуги, а потім здійснюють другий прохід і змотування в рулон в пічній моталці повністю подальшої смуги на час першого проходу чергової смуги.
Текст
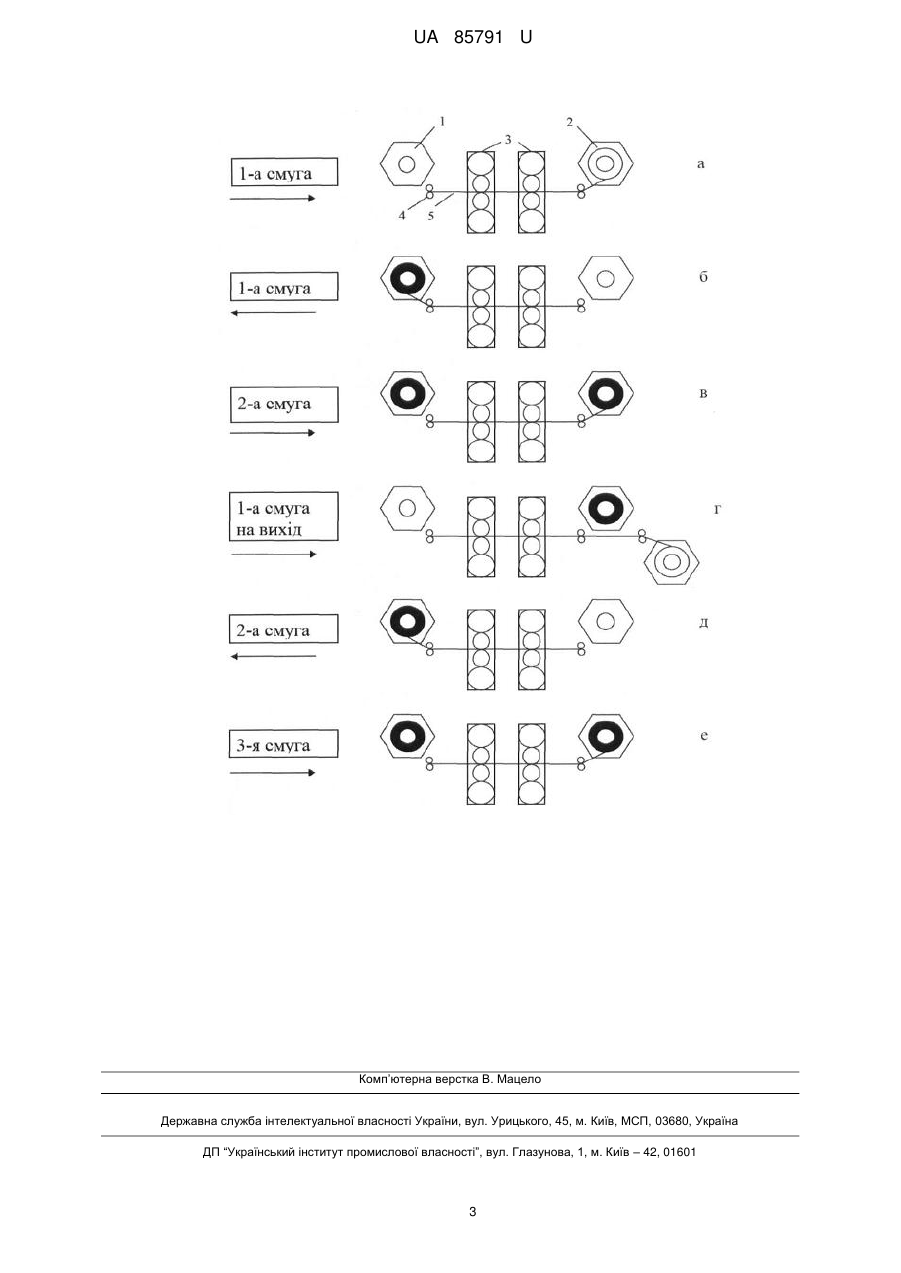
Реферат: UA 85791 U UA 85791 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до чорної металургії, а саме до прокатного виробництва смуг і може знайти застосування для прокатки смуг на двоклітьовому стані зі змотуванням в пічних моталках. Відомий спосіб прокатки смуг на одноклітьовому стані з пічними моталками (стан Стеккеля) смуг товщиною 1,2-20 мм, шириною до 2100 мм, що включає реверсивну прокатку заготовки в чорновій кліті, подальшу реверсивну прокатку в чистовій кліті кварто і змотування на барабан пічної моталки для підтримки заданої температури перед кожним проходом, подачу готової смуги після чистової прокатки на відвідний рольганг і змотування її в рулон при температурі 600650 °C (Остапенко А.Л., Бейгельзимер Э.Е., Деркач Д.А., Белобров Ю.Н. Компактные технологии на базе станов с печными моталками // Металл и литьё Украины. 1999. № 9-10. - С. 41-45.). Одним з основних недоліків відомого способу є те, що після кожного проходу і змотування смуги на барабан пічної моталки її задній кінець залишається в тягнуче-задаючих роликах для забезпечення після реверсу валків видачу смуги з пічної моталки. Далі смуга надходить у робочі валки кліті, прокатується і задній її кінець знову залишається в інших тягнуче-задаючих роликах. При цьому відбувається почергове охолодження кінців смуги, поява на них потовщень, зміна структури металу, що призводить до нерівномірності механічних властивостей по довжині смуги, обумовлюючи значний обріз кінців смуги. Відомий спосіб, при якому здійснюють реверсивну прокатку з неповним змотуванням після кожного проходу, причому перед останнім проходом здійснюють повне змотування смуги в рулон в додатковій пічній моталці, потім останній прохід першої смуги здійснюють після змотування попередньої перед двома останніми проходами (Таллер Г., Джумлия Г., Грубер В. и др. Технология прокатки на стане Стеккеля фирмы VAI "Черные металлы", 2005.-№ 4. - С. 96100.). Недоліком відомого способу є те, що підігрів рулону в пічний моталці відбувається тільки один раз перед останнім проходом. Але одного підігріву перед останнім проходом недостатньо, тому що кінці смуги по товщині і за структурою металу вже змінилися відносно середньої частини смуги за перші проходи, що погіршує якість смуги. Найбільш близьким аналогом заявленої корисної моделі є спосіб прокатки смуг, при якому здійснюють технологічний процес прокатки в стані Стеккеля з об'єднаними в одну групу двома чистовими клітями кварто. Спосіб прокатки включає реверсивну прокатку смуги в двоклітьовій чистовій групі і змотування після кожного проходу смуги в рулон в пічній моталці при температурі її робочого простору вище температури смуги з розмотуванням перед наступним проходом (Белобров Ю.Н. Широкополосные станы горячей прокатки. Новые проектные решения / Ю.Н. Белобров, А.В. Барабаш, B.C. Стеч, Д.А. Марченко// Труды шестого конгресса прокатчиков. - М.: "Чермет информация", 2005. - Т.2. - С. 59-65.). Недоліком відомого способу є те, що після кожного проходу і змотування смуги на барабан пічної моталки її задній кінець залишається в тягнуче-задаючих роликах, при цьому відбувається почергове охолодження кінців смуги, поява на них потовщень, зміна структури металу, нерівномірність температури по довжині смуги, обумовлюючи значний обріз кінців смуги. Крім того, завдання іншої смуги в двоклітьову чистову групу для її проходів здійснюють після передачі першої смуги на відвідний рольганг, що обумовлює невисоку продуктивність прокатного стану. В основу корисної моделі поставлена задача удосконалення способу прокатки смуг на двоклітьовому стані зі змотуванням в пічних моталках, в якому за рахунок рівномірності температури по довжині двох прокатуваних смуг, забезпечується поліпшення їх якості за точністю розмірів і механічними властивостями металу при підвищенні продуктивності стану. Поставлену задачу вирішують тим, що в способі прокатки смуг на двоклітьовому стані зі змотуванням в пічних моталках, що включає реверсивну прокатку смуги в двоклітьовій чистовій групі і змотування після кожного проходу смуги в рулон в пічний моталці при температурі її робочого простору вище температури смуги з розмотуванням перед подальшим проходом, згідно корисної моделі, процес прокатки однієї смуги ведуть із заданням іншої смуги в двоклітьову чистову групу, при цьому після другого проходу кожної прокатуваної смуги змотування її в рулон в пічній моталці ведуть повністю і залишають в ній на час першого проходу прокатки подальшої смуги і змотування її в рулон в пічній моталці повністю, після чого здійснюють останній прохід попередньої смуги, а потім здійснюють другий прохід і змотування в рулон в пічній моталці повністю подальшої смуги на час першого проходу чергової смуги. Пропонований спосіб прокатки базується на застосуванні двоклітьової чистової групи стану Стеккеля при наявності двох пічних моталок для нагріву смуги, а також з одночасною участю двох смуг в процесі прокатки. 1 UA 85791 U 5 10 15 20 25 Суть пропонованого способу пояснюється кресленням, на якому представлена схема прокатки на двоклітьовому стані Стеккеля одночасно двох смуг, де 1 - передня пічна моталка; 2 - задня пічна моталка; 3 - двоклітьова чистова група, 4 - тягнуче-задаючі ролики; 5 - прокатувана смуга; а, б, в, г, д, е - етапи процесу прокатки. Спосіб здійснюють наступним чином. Першу смугу 5 подають у тягнуче-задаючі ролики 4 з передньої сторони двоклітьової чистової групи 3, прокатують в ній, задають в тягнуче-задаючі ролики 4 з заднього боку групи і по піднятій проводці направляють в задню пічну моталку 2 (а). Задній кінець смуги залишають у роликах, роблять реверс валків і прокатують першу смугу в зворотному напрямку з повним змотуванням в передню пічну моталку 1 і витримкою в ній (б). Поки першу смугу підігрівають в пічній моталці, до чистової групи подають другу смугу, виконують перший прохід, смугу повністю змотують в задній пічній моталці 2 і залишають в ній на підігрів (в). Далі першу смугу видають з передньої пічної моталки 1, роблять останній - третій прохід і по опущеній проводці передають на відвідний рольганг (г). Потім другу підігріту смугу видають на другий прохід, змотують повністю в передній пічній моталці 1 (д). Далі подають наступну смугу і черговість дій повторюється. Таким чином, першу смугу підігрівають в пічний моталці тільки один раз перед останнім проходом, всі інші смуги після кожного проходу (тобто два рази у процесі прокатки) підігрівають в пічних моталках. Це створює сприятливі температурні умови прокатки і дозволяє підтримувати температуру смуги в заданому інтервалі, що забезпечує рівномірність температури по всій довжині смуги. При цьому зводяться до мінімуму коливання сили прокатки, забезпечується постійна структура металу по всій довжині смуги, що призводить до поліпшення якості. Крім того, використання запропонованого способу призводить до збільшення обжимної здатності стана, зменшення угару металу, зниження втрат металу, зменшення числа можливих аварійних ситуацій завдяки меншому числу проходів і захоплень кінців смуг в пічних моталках, а також до збільшення продуктивності стану. Таким чином, використання запропонованого способу забезпечує поліпшення якості смуг по точності розмірів і механічних властивостях металу при підвищенні продуктивності стану. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Спосіб прокатки смуг на двоклітьовому стані зі змотуванням в пічних моталках, що включає реверсивну прокатку смуги в двоклітьовій чистовій групі і змотування після кожного проходу смуги в рулон в пічний моталці при температурі її робочого простору вище температури смуги з розмотуванням перед подальшим проходом, який відрізняється тим, що процес прокатки однієї смуги ведуть із заданням іншої смуги в двоклітьову чистову групу, при цьому після другого проходу кожної прокатуваної смуги змотування її в рулон в пічній моталці ведуть повністю і залишають в ній на час першого проходу прокатки подальшої смуги і змотування її в рулон в пічній моталці повністю, після цього здійснюють останній прохід попередньої смуги, а потім здійснюють другий прохід і змотування в рулон в пічній моталці повністю подальшої смуги на час першого проходу чергової смуги. 2 UA 85791 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюKonovalov Yurii Viacheslavovych
Автори російськоюКоновалов Юрий Вячеславович
МПК / Мітки
МПК: B21B 41/00
Мітки: стані, смуг, прокатки, моталках, двоклітьовому, спосіб, пічних, змотуванням
Код посилання
<a href="https://ua.patents.su/5-85791-sposib-prokatki-smug-na-dvoklitovomu-stani-zi-zmotuvannyam-v-pichnikh-motalkakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки смуг на двоклітьовому стані зі змотуванням в пічних моталках</a>
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях
Номер патенту: 58259
Опубліковано: 11.04.2011
Автори: Бочаров Володимир Віталійович, Бочаров Віталій Федорович, Утьомова Юлія Віталійовна
МПК: B21B 1/04
Мітки: використанням, безперервної, особливої, клітях, смуг, прокатки, робочих, спосіб, тонких, деформації, поверхневої, останніх, пластичної, станах, ефекту
Формула / Реферат:
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях, який відрізняється тим, що за рахунок зміни схеми установлення робочих валків в останніх робочих клітях стана безперервної прокатки використовуються комбінації робочих валків, бочки яких текстуровані у вигляді безлічі мікровиступів і робочих валків із гладкою бочкою, що забезпечує...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: прокатки, широкоштабовому, спосіб, стані, штаб, гарячої
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки
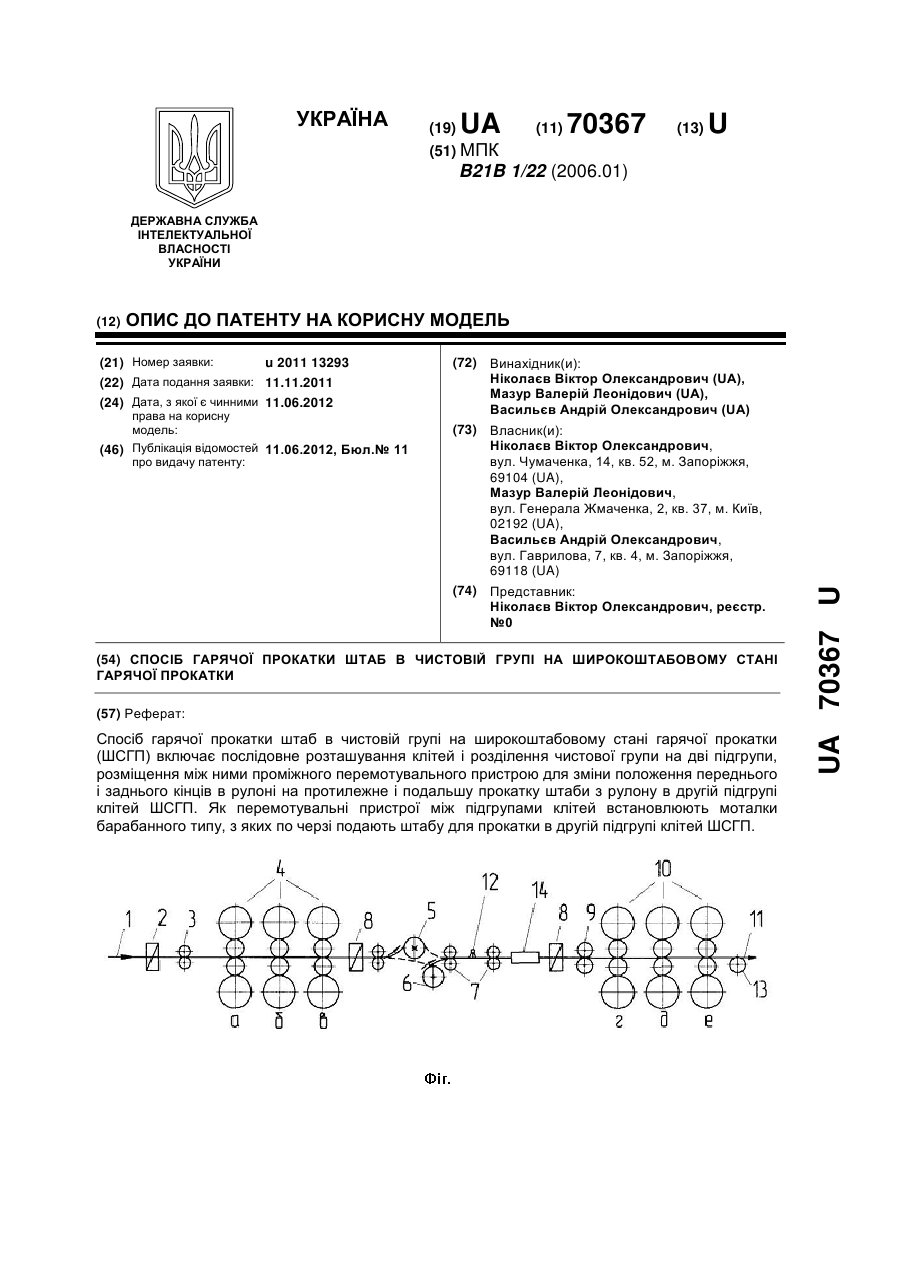
Номер патенту: 70367
Опубліковано: 11.06.2012
Автори: Васильєв Андрій Олександрович, Мазур Валерій Леонідович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: прокатки, стані, чистовий, групи, широкоштабовому, штаб, гарячої, спосіб
Формула / Реферат:
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП), що включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, який відрізняється тим, що як перемотувальні пристрої між...
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Байков Євген Вікторович, Мітьєв Анатолій Петрович, Феофілактов Андрій Вікторович, Горелік Вадім Семенович, Кліменко Ігор Валентинович
МПК: B21B 1/22
Мітки: смуг, спосіб, листів, прокатки
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Спосіб прокатки смуг
Номер патенту: 7897
Опубліковано: 26.12.1995
Автори: Маншилін Олександр Гейнійович, Байков Євген Вікторович, Закарлюка Сергій Володимирович, Нікітенко Євген Миколайович, Ємченко Андрій Валентинович, Лабецький Андрій Володимирович, Савіцкий Сергій Георгійович
МПК: B21B 37/78
Формула / Реферат:
Способ прокатки полос, включающий определение сопротивления деформации металла перед прокаткой по усилию реза полосы и корректировку режимов прокатки по результатам этого измерения, отличающийся тем, что, с целью повышения точности прокатываемых полос, а также стабилизации процесса прокатки, проводят обрезку боковых кромок полосы перед чистовой прокаткой, а корректировку режимов прокатки осуществляют непрерывно по текущему усилию реза...
Попередній патент: Довгомірна обшивна панель із полімерних композиційних матеріалів
Наступний патент: Спосіб визначення коефіцієнта теплопровідності матеріалу
Випадковий патент: Спосіб нанесення струмопровідного шара на керамічну підкладку