Машина для виготовлення нагрівального стрижня і спосіб його виготовлення
Номер патенту: 88657
Опубліковано: 10.11.2009
Автори: Хосоя Нобуо, Янагі Тосіо, Охіната Хадзіме, Баба Ясуо
Формула / Реферат
1. Машина для виготовлення нагрівального стрижня, яка містить: лінію подачі полотна для подачі теплоізоляційного полотна, виконаного з теплоізоляційного волокна, скріпленого зв'язуючим; ділянку обгортання, розташовану нижче по потоку від згаданої лінії подачі полотна, для прийому теплоізоляційного полотна зі згаданої лінії подачі полотна і стрижнеподібного виробу, сформованого за допомогою екструзії, виконаного із займистого матеріалу, з множиною канавок, розташованих в осьовому напрямку, в його циліндричній поверхні на одній стороні прийнятого теплоізоляційного полотна, і безперервного обгортання виробу, сформованого за допомогою екструзії, теплоізоляційним полотном, для формування, таким чином, нагрівального стрижня під час проходження теплоізоляційного полотна і виробу, сформованого за допомогою екструзії, через згадану ділянку обгортання; і
пристрій для нанесення потоку розчинника для нанесення потоку розчинника на згадану сторону теплоізоляційного полотна для створення, таким чином, мокрої смуги розчинника на згаданій стороні теплоізоляційного полотна до подачі теплоізоляційного полотна на згадану ділянку обгортання, на якій мокра смуга має хвилеподібну форму, яка проходить неперервно вздовж поздовжнього напряму теплоізоляційного полотна.
2. Машина за п. 1, в якій згаданий пристрій для нанесення потоку розчинника містить: вібратор, який розташований над згаданою лінією подачі полотна і містить вібраційний елемент, якому надають вібрації у поперечному напрямку відносно згаданої лінії подачі полотна; сопло, прикріплене до вібраційного елемента, для нанесення потоку розчинника на теплоізоляційне полотно; і джерело подачі для подачі розчинника до сопла.
3. Машина за п. 2, в якій вібратор є пневматичним вібратором, виконаним з можливістю регулювання амплітуди і частоти коливань вібраційного елемента незалежно.
4. Машина за п. 2, в якій сопло є гнучким соплом, прикріпленим до вібраційного елемента таким чином, щоб воно проходило поперек вібраційного елемента, причому гнучке сопло містить кінець, який здійснює зворотно-поступальний рух у поперечному напрямку згаданої лінії подачі полотна внаслідок коливань вібраційного елемента.
5. Машина за п. 1, яка додатково містить лінію подачі для подачі паперового полотна на згадану ділянку обгортання, на якій паперовим полотном обгортають виріб, сформований за допомогою екструзії, разом з теплоізоляційним полотном.
6. Спосіб виготовлення нагрівального стрижня, який включає: перший етап подачі стрижнеподібного виробу, сформованого за допомогою екструзії, виконаного із займистого матеріалу, з множиною канавок, розташованих в осьовому напрямку, в його циліндричній поверхні, і теплоізоляційного полотна з теплоізоляційного волокна, скріпленого зв'язуючим, на ділянку обгортання і розміщення виробу, сформованого за допомогою екструзії, на одній стороні теплоізоляційного полотна; другий етап обгортання виробу, сформованого за допомогою екструзії, теплоізоляційним полотном для створення, таким чином, нагрівального стрижня, під час проходження теплоізоляційного полотна і виробу, сформованого за допомогою екструзії, через ділянку обгортання; і третій етап нанесення потоку розчинника для розчинення зв'язуючого на згаданій стороні теплоізоляційного полотна у процесі подачі теплоізоляційного полотна на ділянку обгортання для створення, таким чином, мокрої смуги розчинника на згаданій стороні теплоізоляційного полотна, причому мокра смуга має хвилеподібну форму, яка проходить неперервно вздовж поздовжнього напряму теплоізоляційного полотна.
7. Спосіб виготовлення за п. 6, в якому на згаданому третьому етапі використовують сопло для нанесення потоку розчинника на теплоізоляційне полотно, причому кінець сопла здійснює зворотно-поступальний рух у поперечному напрямку теплоізоляційного полотна при подачі теплоізоляційного полотна на ділянку обгортання.
8. Спосіб виготовлення за п. 7, в якому згаданий перший етап додатково включає подачу паперового полотна на ділянку обгортання, на якій паперовим полотном обгортають виріб, сформований за допомогою екструзії, разом з теплоізоляційним полотном.
Текст
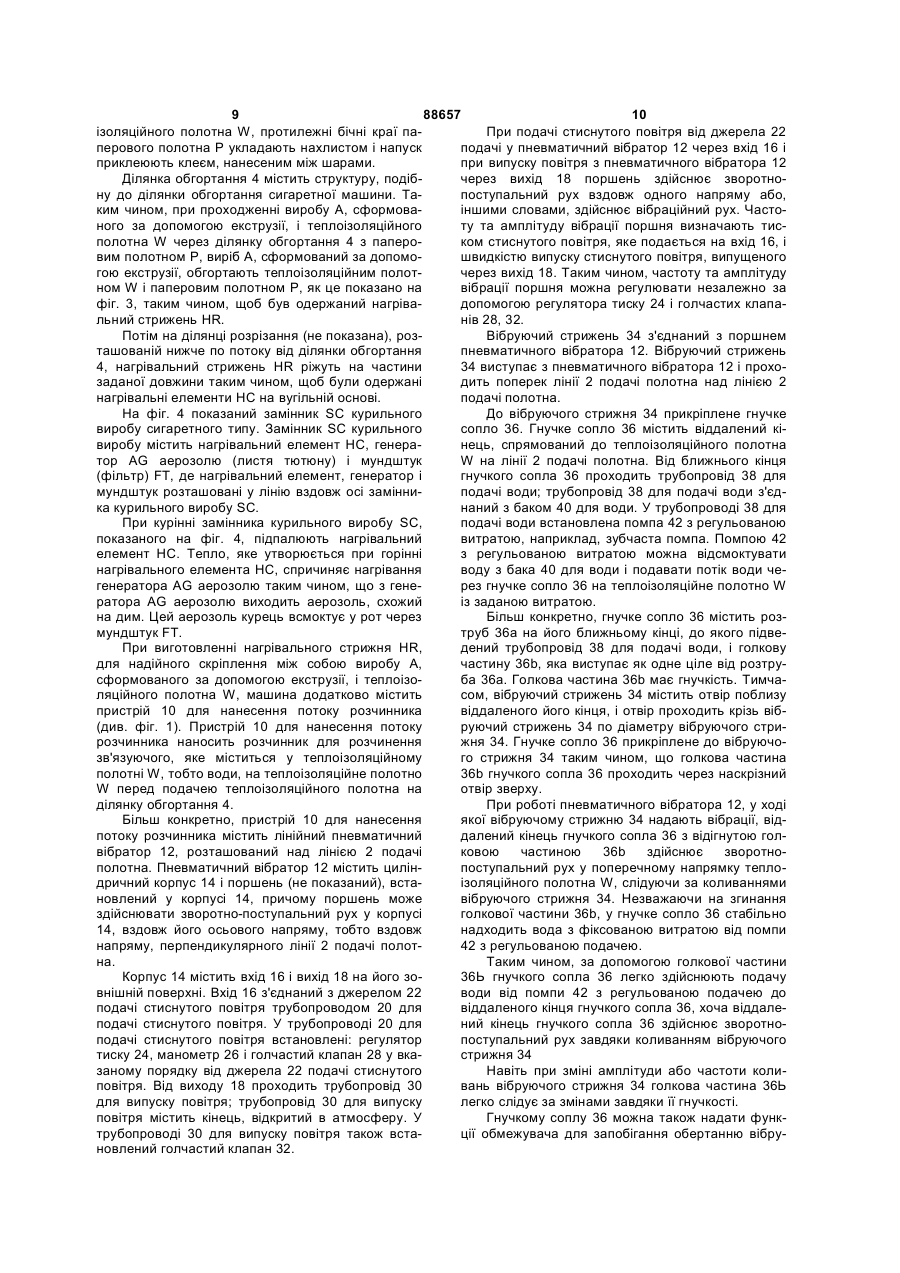
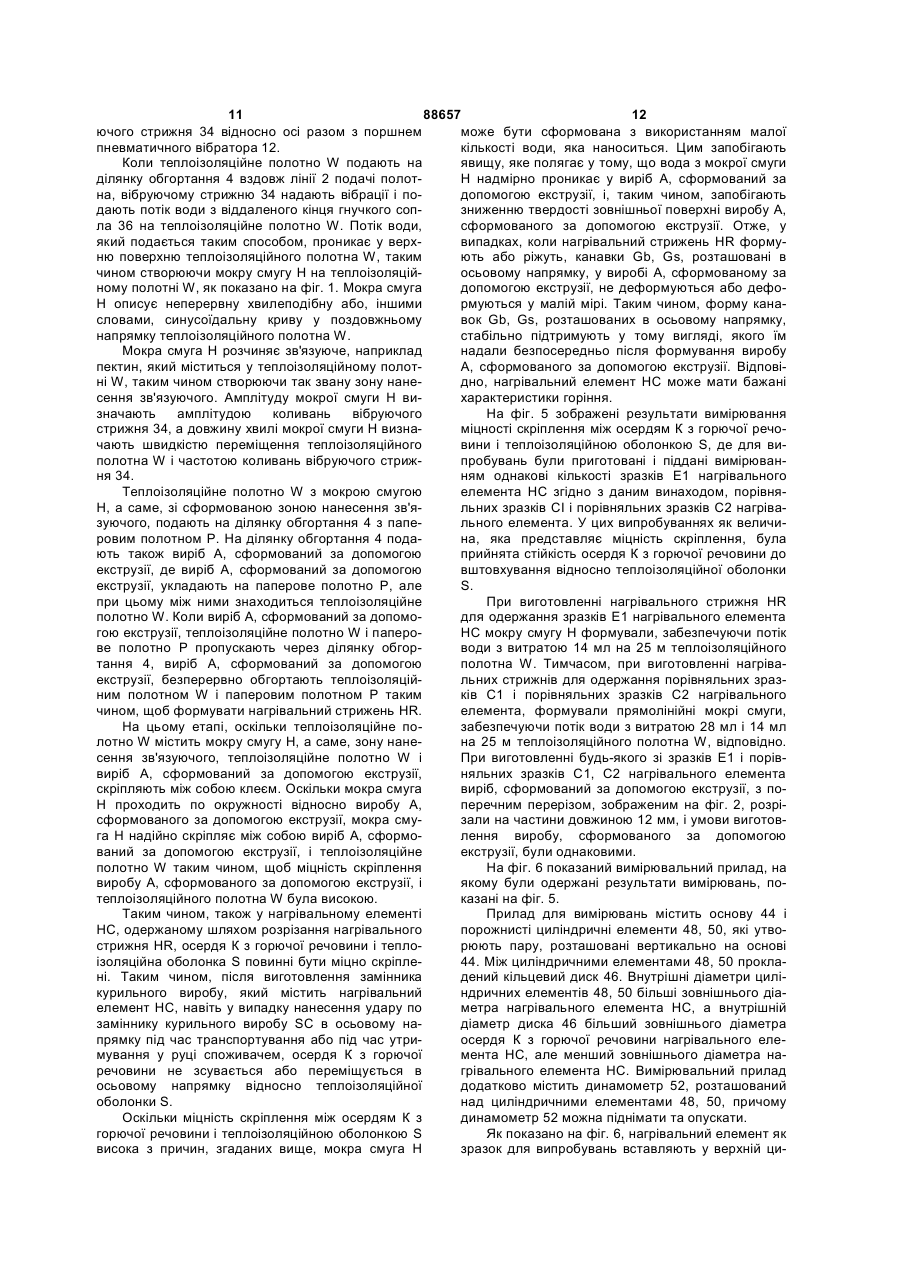
1. Машина для виготовлення нагрівального стрижня, яка містить: лінію подачі полотна для подачі теплоізоляційного полотна, виконаного з теплоізоляційного волокна, скріпленого зв'язуючим; ділянку обгортання, розташовану нижче по потоку від згаданої лінії подачі полотна, для прийому теплоізоляційного полотна зі згаданої лінії подачі полотна і стрижнеподібного виробу, сформованого за допомогою екструзії, виконаного із займистого матеріалу, з множиною канавок, розташованих в осьовому напрямку, в його циліндричній поверхні на одній стороні прийнятого теплоізоляційного полотна, і безперервного обгортання виробу, сформованого за допомогою екструзії, теплоізоляційним полотном, для формування, таким чином, нагрівального стрижня під час проходження теплоізоляційного полотна і виробу, сформованого за допомогою екструзії, через згадану ділянку обгортання; і пристрій для нанесення потоку розчинника для нанесення потоку розчинника на згадану сторону теплоізоляційного полотна для створення, таким чином, мокрої смуги розчинника на згаданій стороні теплоізоляційного полотна до подачі теплоізоляційного полотна на згадану ділянку обгортання, на якій мокра смуга має хвилеподібну форму, яка проходить неперервно вздовж поздовжнього напряму теплоізоляційного полотна. 2 (19) 1 3 88657 4 подібну форму, яка проходить неперервно вздовж ізоляційного полотна при подачі теплоізоляційного поздовжнього напряму теплоізоляційного полотна. полотна на ділянку обгортання. 7. Спосіб виготовлення за п. 6, в якому на згада8. Спосіб виготовлення за п. 7, в якому згаданий ному третьому етапі використовують сопло для перший етап додатково включає подачу паперовонанесення потоку розчинника на теплоізоляційне го полотна на ділянку обгортання, на якій паперополотно, причому кінець сопла здійснює зворотновим полотном обгортають виріб, сформований за поступальний рух у поперечному напрямку теплодопомогою екструзії, разом з теплоізоляційним полотном. Даний винахід стосується машини для виготовлення нагрівального стрижня для одержання нагрівального елемента, тобто нагрівального стрижня для одержання нагрівального елемента для використання у курильному виробі, який заміняє сигарету, і способу виготовлення таких. Передумови для створення винаходу Нагрівальний елемент, згаданий вище, одержують шляхом розрізання неперервного нагрівального стрижня на частини заданої довжини. Як показано, наприклад, в описі до патенту Японії № 3472591, нагрівальний стрижень містить виріб, сформований за допомогою екструзії, одержаний шляхом формування екструзійним способом займистого горючого матеріалу у формі стрижня, обгорнутого теплоізоляційним полотном. Теплоізоляційне полотно виконане зі скловолокна. Більш конкретно, виріб, сформований за допомогою екструзії, подають безпосередньо після виготовлення на ділянку обгортання, і, таким чином, на ділянці обгортання цей стрижень, який все ще перебуває у мокрому або м'якому стані, безперервно обгортають теплоізоляційним полотном і таким чином формують нагрівальний стрижень. Потім нагрівальний стрижень подають на ділянку розрізання і на ділянці розрізання ріжуть на частини заданої довжини таким чином, щоб одержувати вищезгаданий нагрівальний елемент. Відповідно, нагрівальний елемент містить осердя з горючої речовини, одержане з частини виробу, сформованого за допомогою екструзії, та обгорнуте теплоізоляційною оболонкою, сформованою з частини теплоізоляційного полотна, яким обгорнуте осердя з горючої речовини. Нагрівальний елемент потім з'єднують з іншими складовими елементами таким чином, щоб з нагрівального елемента та інших складових елементів утворити замінник курильного виробу, подібного до сигарети. Нагрівальний елемент, або більш точно - виріб, сформований за допомогою екструзії, повинен мати характеристики горіння, придатні для заміни курильного виробу. З цією метою виріб, сформований за допомогою екструзії, виготовляють з наскрізним отвором, виконаним в його центрі, і з множиною канавок, виконаних в осьовому напрямку в його циліндричній поверхні. Канавки, виконані в осьовому напрямку, розташовані з однаковими інтервалами по периферії виробу, сформованого за допомогою екструзії. При цьому теплоізоляційна оболонка нагрівального елемента повинна бути надійно обгорнута навколо осердя джерела тепла, і з її допомогою слід запобігати можливості випадіння осердя джерела тепла із замінника курильного виробу. Таким чином, машина, розкрита у вищезгаданому патен тному документі, містить розподільний валик. Розподільний валик розташований вище по потоку від ділянки обгортання, і з його допомогою наносять воду на теплоізоляційне полотно, яка використовується як засіб, який спричиняє склеювання, до того, як теплоізоляційне полотно подають на ділянку обгортання. Нанесена вода розчиняє пектин, який використовується у теплоізоляційному полотні як зв'язуюче, і пектин, який розчинився, діє як клей для скріплення між собою виробу, сформованого за допомогою екструзії, і теплоізоляційного полотна. Більш конкретно, за допомогою розподільного валика наносять воду на теплоізоляційне полотно у вигляді смужки, яка проходить у поздовжньому напрямку теплоізоляційного полотна таким чином, щоб розчинений пектин утворював клейову доріжку на теплоізоляційному полотні. Як згадано вище, виріб, сформований за допомогою екструзії, містить множину канавок, розташованих в осьовому напрямку у циліндричній поверхні. Таким чином, при обгортанні виробу, сформованого за допомогою екструзії, теплоізоляційним полотном на ділянці обгортання клейова доріжка на теплоізоляційному полотні може збігатися з однією з канавок, розташованих в осьовому напрямку. У цьому випадку клейова доріжка не контактує з циліндричною поверхнею виробу, сформованого за допомогою екструзії, і, таким чином, не ефективно діє як клей для скріплення між собою виробу, сформованого за допомогою екструзії, і теплоізоляційного полотна. Якщо нагрівальний елемент одержаний з нагрівального стрижня, виготовленого таким способом, то нагрівальний елемент має недолік, який полягає у незадовільному скріпленні осердя з горючої речовини з теплоізоляційною оболонкою, і замінник курильного виробу з таким нагрівальним елементом також є дефектним. При нанесенні удару в осьовому напрямку по такому дефектному заміннику курильного виробу, під час транспортування або при утримуванні його у руці споживачем це може спричинити осьовий зсув осердя з горючої речовини нагрівального елемента. У результаті такого осьового зсуву осердя з горючої речовини виступає з кінця теплоізоляційної оболонки, тобто з кінця замінника курильного виробу, або заглиблюється у напрямку до складового елемента, розташованого поруч з нагрівальним елементом всередині замінника курильного виробу. Таке висування або заглиблення осердя з горючої речовини робить куріння замінника курильного виробу складним. Для виключення цього недоліку доцільно збільшити кількість клейових доріжок, які формуються на теплоізоляційному полотні, або збільшити 5 88657 6 ширину клейової доріжки. У будь-якому випадку, неперервно проходить у поздовжньому напрямку однак, більшу кількість води наносять на теплоізотеплоізоляційного полотна. ляційне полотно для збільшення кількості води, Мокра смуга теплоізоляційного полотна розяка проникає у циліндричну поверхню виробу, чиняє зв'язуюче, яке міститься у теплоізоляційносформованого за допомогою екструзії, що призвому полотні, таким чином створюючи зв'язуюче для дить до зниження у великій мірі твердості зовнішсклеювання виробу, сформованого за допомогою ньої поверхні виробу, сформованого за допомогою екструзії, або, іншими словами, смугоподібну екструзії. клейку зону. При обгортанні виробу, сформованоПід час подачі на ділянку обгортання виріб, го за допомогою екструзії, теплоізоляційним полосформований за допомогою екструзії, все ще петном таким чином, щоб був одержаний стрижень з ребуває у мокрому і м'якому стані і, таким чином, горючої речовини, за допомогою смугоподібної містить велику кількість води. Якщо на додаток до клейкої зони склеюють один з одним виріб, сфоркількості води, яка вже міститься, у виріб, сформомований за допомогою екструзії, і теплоізоляційне ваний за допомогою екструзії, проникає велика полотно. Мокра смуга, а саме, смугоподібна клейкількість води з теплоізоляційного полотна, то вика зона, проходить навколо виробу, сформованого ріб, сформований за допомогою екструзії, не може за допомогою екструзії, перетинаючи канавки, розпідтримувати свою зовнішню форму. Таким чином, ташовані в осьовому напрямку виробу, сформовапри обгортанні виробу, сформованого за допомоного за допомогою екструзії, і таким чином надійно гою екструзії, теплоізоляційним полотном, або при скріпляючи між собою виріб, сформований за дорозрізанні нагрівального стрижня канавки, розтапомогою екструзії, і теплоізоляційне полотно і підшовані в осьовому напрямку виробу, сформовановищуючи міцність скріплення між ними. Такий спого за допомогою екструзії, можуть бути деформосіб дозволяє формувати мокру смугу при вані або зім'яті і заблоковані. Деформування або використанні малої кількості розчинника. Таким зім'яття канавок, розташованих в осьовому напрячином підтримують достатню твердість зовнішньої мку, подібним чином призводить до зменшення у поверхні виробу, сформованого за допомогою ексвеликій мірі площі поперечного перерізу канавок, трузії, чим забезпечують умови, за яких нагрівальрозташованих в осьовому напрямку, і до зменний елемент, одержаний з нагрівального стрижня, шення їх пропускної здатності, у результаті чого має необхідні характеристики горіння. нагрівальний елемент не може мати необхідних Більш конкретно, пристрій для нанесення похарактеристик горіння. току розчинника може містити вібратор, який розОсновною метою даного винаходу є створення ташований над лінією подачі полотна і містить способу виготовлення, при використанні якого мовібраційний елемент, якому надають коливань у жна забезпечувати достатню міцність скріплення поперечному напрямку лінії подачі полотна; сопло, між виробом, сформованим за допомогою екструприкріплене до вібраційного елемента, для нанезії, і теплоізоляційним полотном і надавати бажасення потоку розчинника на теплоізоляційне полоних характеристик горіння нагрівальному стрижню тно; і джерело подачі для подачі розчинника до і, отже, нагрівальному елементу, а також створенсопла. Бажано, щоб вібратор був пневматичним ня машини для здійснення даного способу. вібратором, за допомогою якого можна було б неРозкриття винаходу залежно регулювати амплітуду і частоту коливань Для досягнення даної мети машина для виговібраційного елемента. товлення нагрівального стрижня згідно з даним Крім того, сопло с гнучким соплом, прикріплевинаходом містить лінію подачі полотна для поданим до вібраційного елемента у поперечному його чі теплоізоляційного полотна, виконаного з теплонапрямку, і гнучке сопло містить кінець, який здійізоляційного волокна, скріпленого зв'язуючим; діснює зворотно-поступальний рух у поперечному лянку обгортання, розташовану нижче по потоку напрямку лінії подачі полотна за допомогою коливід лінії подачі полотна, для прийому теплоізолявань вібраційного елемента. ційного полотна з лінії подачі полотна і стрижнеПри подачі теплоізоляційного полотна вздовж подібного виробу, сформованого за допомогою лінії подачі полотна за допомогою сопла подають екструзії, виконаного із займистого матеріалу з потік розчинника на одну сторону теплоізоляційномножиною канавок, розташованих в осьовому наго полотна, переміщуючи сопло зворотнопрямку, виконаних в його циліндричній поверхні на поступально у поперечному напрямку теплоізоляодній стороні прийнятого теплоізоляційного полотційного полотна, завдяки коливанням вібраційного на, і яка безперервно обгортає виріб, сформоваелемента вібратора. При цьому формують вищений за допомогою екструзії, теплоізоляційним позгадану мокру смугу на теплоізоляційному полотні. лотном, з одержанням, таким чином, нагрівального Амплітуду і довжину хвилі мокрої смуги визначастрижня, при проходженні теплоізоляційного полоють частотою та амплітудою коливань вібраційнотна і виробу, сформованого за допомогою екструго елемента і швидкістю переміщення теплоізолязії, через ділянку обгортання; і пристрій для нанеційного полотна. сення потоку розчинника для нанесення потоку Мокру смугу хвилеподібної форми можна легрозчинника для розчинення зв'язуючого на згадако створювати, поєднуючи переміщення теплоізоній стороні теплоізоляційного полотна таким чиляційного полотна і коливання вібраційного еленом, щоб створювати мокру смугу розчинника на мента. Використання гнучкого сопла дозволяє згаданій стороні теплоізоляційного полотна до полегшити з'єднання трубопроводу, який прохоподачі теплоізоляційного полотна на ділянку обгодить від джерела подачі розчинника, і гнучкого ртання, де мокра смуга має хвилеподібну форму і сопла. 7 88657 8 Вищеописана машина може додатково містити стійкістю осердя з горючої речовини до вштовхулінію подачі для подачі паперового полотна на вання; ділянку обгортання, де паперовим полотном обгоФіг. 10 - діаграма порівняння двох зразків нартають виріб, сформований за допомогою екстругрівальних елементів згідно з даним винаходом за зії, разом з теплоізоляційним полотном. опором просмоктуванню. Даний винахід також передбачає спосіб вигоНайкращий варіант здійснення винаходу товлення нагрівального стрижня, який включає Машина для виготовлення нагрівального перший етап подачі стрижнеподібного виробу, стрижня, показана на фіг. 1, містить лінію 2 подачі сформованого за допомогою екструзії, виконаного полотна. Лінія 2 подачі полотна проходить поблизу із займистого матеріалу, з множиною канавок, розділянки обгортання 4 для подачі теплоізоляційного ташованих в осьовому напрямку по його циліндриполотна W на ділянку обгортання 4. Теплоізолячній поверхні, і теплоізоляційного полотна, викоційне полотно W виконане з нетканого матеріалу зі наного з теплоізоляційного волокна, скріпленого скловолокна, що містить зв'язуюче, наприклад зв'язуючим, на ділянку обгортання і розміщення пектин, для скріплення скловолокна, теплоізолявиробу, сформованого за допомогою екструзії, на ційне полотно змотують з рулону полотна (не поодній стороні теплоізоляційного полотна; другий казаний) і подають вздовж лінії 2 подачі полотна. етап обгортання виробу, сформованого за допоНа ділянку обгортання 4, крім теплоізоляційномогою екструзії, теплоізоляційним полотном зі го полотна W, подають стрижнеподібний виріб А, створенням, таким чином, нагрівального стрижня, сформований за допомогою екструзії, і паперове при проходженні теплоізоляційного полотна і виполотно Р. На вході ділянки обгортання 4 теплоробу, сформованого за допомогою екструзії, через ізоляційне полотно W і виріб А, сформований за ділянку обгортання; і третій етап нанесення потоку допомогою екструзії, укладають на паперове полорозчинника для розчинення зв'язуючого на згадатно Ρ у вказаному порядку. ній стороні теплоізоляційного полотна, у процесі Виріб А, сформований за допомогою екструзії, подачі теплоізоляційного полотна на ділянку обговиготовляють із займистої суміші за допомогою ртання, для створення, таким чином, мокрої смуги екструдера 6 і подають на ділянку обгортання 4 розчинника на згаданій стороні теплоізоляційного вздовж попередньо визначеної напрямної лінії. полотна, де мокра смуга має хвилеподібну форму і Більш конкретно, суміш містить вугільний попроходить неперервно у поздовжньому напрямку рошок як горючу речовину, регулятор горіння, тютеплоізоляційного полотна. тюновий порошок, зв'язуюче, воду і т.д., і її одерНа третьому етапі можна використовувати сожують шляхом змішування цих матеріалів. пло для нанесення потоку розчинника на теплоРегулятор горіння містить будь-яку з речовин: ізоляційне полотно, де кінець сопла здійснює звографіт, карбонат кальцію, карбонат натрію і т.п. ротнопоступальний рух у поперечному напрямку або сполучення таких речовин. теплоізоляційного полотна при подачі теплоізоляЗв'язуюче містить будь-яку з речовин: альгінат ційного полотна на ділянку обгортання. Перший амонію, метилцелюлозу, гуарову смолу, пектин і етап може додатково включати подачу паперового т.п. або сполучення таких речовин. полотна на ділянку обгортання, де паперовим поНа фіг. 2 показаний поперечний переріз виролотном обгортають виріб, сформований за допобу А, сформованого за допомогою екструзії. Виріб могою екструзії, разом з теплоізоляційним полотА, сформований за допомогою екструзії, містить ном. наскрізний отвір В, виконаний в його центрі, 6 каКороткий опис креслень навок Gb, розташованих в осьовому напрямку, і 6 На Фіг. 1 зображена схематично частина маканавок Gs, розташованих в осьовому напрямку, шини згідно з варіантом виконання винаходу; виконаних в його циліндричній поверхні. Канавки Фіг. 2 - поперечний переріз виробу, сформоваGb, розташовані в осьовому напрямку, і канавки ного за допомогою екструзії, який використовуєтьGs, розташовані в осьовому напрямку, розміщені ся для утворення нагрівального стрижня; почергово з фіксованим інтервалом по окружності Фіг. 3 - вигляд з торця нагрівального стрижня виробу А, сформованого за допомогою екструзії. (нагрівального елемента); Як показано на фіг. 2, ширина канавок Gb, розтаФіг. 4 - поздовжній переріз замінника курильшованих в осьовому напрямку, більша ширини ного виробу, який містить нагрівальний елемент; канавок Gs, розташованих в осьовому напрямку, і Фіг. 5 - діаграма порівняння зразка нагрівальглибина канавок Gb, розташованих в осьовому ного елемента, виконаного згідно з даним винахонапрямку, більша глибини канавок Gs, розташовадом, і порівняльних зразків нагрівальних елементів них в осьовому напрямку. за стійкістю осердя з горючої речовини до вштовВиріб А, сформований за допомогою екструзії, хування; має діаметр, наприклад, 3-5 мм, а довжина окружФіг. 6 - приклад вимірювального приладу для ності виробу А, сформованого за допомогою екствимірювання стійкості до вштовхування; рузії, фактично аналогічна ширині теплоізоляційФіг. 7 - діаграма порівняння зразка нагрівального полотна W. Таким чином, теплоізоляційним ного елемента згідно з даним винаходом і порівполотном W можна повністю обгортати виріб А, няльних зразків нагрівальних елементів за опором сформований за допомогою екструзії. Тимчасом, просмоктуванню; паперове полотно Ρ має ширину, більшу довжини Фіг. 8 - схема, яка пояснює процес вимірюванокружності теплоізоляційного полотна W, яким ня опору просмоктуванню; обгорнутий виріб А, сформований за допомогою Фіг. 9 - діаграма порівняння двох зразків нагріекструзії, у вигляді трубки. Коли паперове полотно вальних елементів згідно з даним винаходом за Ρ обгортають навколо згорнутого у трубку тепло 9 88657 10 ізоляційного полотна W, протилежні бічні краї паПри подачі стиснутого повітря від джерела 22 перового полотна Ρ укладають нахлистом і напуск подачі у пневматичний вібратор 12 через вхід 16 і приклеюють клеєм, нанесеним між шарами. при випуску повітря з пневматичного вібратора 12 Ділянка обгортання 4 містить структуру, подібчерез вихід 18 поршень здійснює зворотнону до ділянки обгортання сигаретної машини. Тапоступальний рух вздовж одного напряму або, ким чином, при проходженні виробу А, сформоваіншими словами, здійснює вібраційний рух. Частоного за допомогою екструзії, і теплоізоляційного ту та амплітуду вібрації поршня визначають тисполотна W через ділянку обгортання 4 з папероком стиснутого повітря, яке подається на вхід 16, і вим полотном Р, виріб А, сформований за допомошвидкістю випуску стиснутого повітря, випущеного гою екструзії, обгортають теплоізоляційним полотчерез вихід 18. Таким чином, частоту та амплітуду ном W і паперовим полотном Р, як це показано на вібрації поршня можна регулювати незалежно за фіг. 3, таким чином, щоб був одержаний нагрівадопомогою регулятора тиску 24 і голчастих клапальний стрижень HR. нів 28, 32. Потім на ділянці розрізання (не показана), розВібруючий стрижень 34 з'єднаний з поршнем ташованій нижче по потоку від ділянки обгортання пневматичного вібратора 12. Вібруючий стрижень 4, нагрівальний стрижень HR ріжуть на частини 34 виступає з пневматичного вібратора 12 і прохозаданої довжини таким чином, щоб були одержані дить поперек лінії 2 подачі полотна над лінією 2 нагрівальні елементи НС на вугільній основі. подачі полотна. На фіг. 4 показаний замінник SC курильного До вібруючого стрижня 34 прикріплене гнучке виробу сигаретного типу. Замінник SC курильного сопло 36. Гнучке сопло 36 містить віддалений ківиробу містить нагрівальний елемент НС, генеранець, спрямований до теплоізоляційного полотна тор AG аерозолю (листя тютюну) і мундштук W на лінії 2 подачі полотна. Від ближнього кінця (фільтр) FT, де нагрівальний елемент, генератор і гнучкого сопла 36 проходить трубопровід 38 для мундштук розташовані у лінію вздовж осі замінниподачі води; трубопровід 38 для подачі води з'єдка курильного виробу SC. наний з баком 40 для води. У трубопроводі 38 для При курінні замінника курильного виробу SC, подачі води встановлена помпа 42 з регульованою показаного на фіг. 4, підпалюють нагрівальний витратою, наприклад, зубчаста помпа. Помпою 42 елемент НС. Тепло, яке утворюється при горінні з регульованою витратою можна відсмоктувати нагрівального елемента НС, спричиняє нагрівання воду з бака 40 для води і подавати потік води чегенератора AG аерозолю таким чином, що з генерез гнучке сопло 36 на теплоізоляційне полотно W ратора AG аерозолю виходить аерозоль, схожий із заданою витратою. на дим. Цей аерозоль курець всмоктує у рот через Більш конкретно, гнучке сопло 36 містить розмундштук FT. труб 36а на його ближньому кінці, до якого підвеПри виготовленні нагрівального стрижня HR, дений трубопровід 38 для подачі води, і голкову для надійного скріплення між собою виробу А, частину 36b, яка виступає як одне ціле від розтрусформованого за допомогою екструзії, і теплоізоба 36а. Голкова частина 36b має гнучкість. Тимчаляційного полотна W, машина додатково містить сом, вібруючий стрижень 34 містить отвір поблизу пристрій 10 для нанесення потоку розчинника віддаленого його кінця, і отвір проходить крізь віб(див. фіг. 1). Пристрій 10 для нанесення потоку руючий стрижень 34 по діаметру вібруючого стрирозчинника наносить розчинник для розчинення жня 34. Гнучке сопло 36 прикріплене до вібруючозв'язуючого, яке міститься у теплоізоляційному го стрижня 34 таким чином, що голкова частина полотні W, тобто води, на теплоізоляційне полотно 36b гнучкого сопла 36 проходить через наскрізний W перед подачею теплоізоляційного полотна на отвір зверху. ділянку обгортання 4. При роботі пневматичного вібратора 12, у ході Більш конкретно, пристрій 10 для нанесення якої вібруючому стрижню 34 надають вібрації, відпотоку розчинника містить лінійний пневматичний далений кінець гнучкого сопла 36 з відігнутою голвібратор 12, розташований над лінією 2 подачі ковою частиною 36b здійснює зворотнополотна. Пневматичний вібратор 12 містить цилінпоступальний рух у поперечному напрямку теплодричний корпус 14 і поршень (не показаний), встаізоляційного полотна W, слідуючи за коливаннями новлений у корпусі 14, причому поршень може вібруючого стрижня 34. Незважаючи на згинання здійснювати зворотно-поступальний рух у корпусі голкової частини 36b, у гнучке сопло 36 стабільно 14, вздовж його осьового напряму, тобто вздовж надходить вода з фіксованою витратою від помпи напряму, перпендикулярного лінії 2 подачі полот42 з регульованою подачею. на. Таким чином, за допомогою голкової частини Корпус 14 містить вхід 16 і вихід 18 на його зо36Ь гнучкого сопла 36 легко здійснюють подачу внішній поверхні. Вхід 16 з'єднаний з джерелом 22 води від помпи 42 з регульованою подачею до подачі стиснутого повітря трубопроводом 20 для віддаленого кінця гнучкого сопла 36, хоча віддалеподачі стиснутого повітря. У трубопроводі 20 для ний кінець гнучкого сопла 36 здійснює зворотноподачі стиснутого повітря встановлені: регулятор поступальний рух завдяки коливанням вібруючого тиску 24, манометр 26 і голчастий клапан 28 у вкастрижня 34 заному порядку від джерела 22 подачі стиснутого Навіть при зміні амплітуди або частоти колиповітря. Від виходу 18 проходить трубопровід 30 вань вібруючого стрижня 34 голкова частина 36Ь для випуску повітря; трубопровід 30 для випуску легко слідує за змінами завдяки її гнучкості. повітря містить кінець, відкритий в атмосферу. У Гнучкому соплу 36 можна також надати функтрубопроводі 30 для випуску повітря також встації обмежувача для запобігання обертанню вібруновлений голчастий клапан 32. 11 88657 12 ючого стрижня 34 відносно осі разом з поршнем може бути сформована з використанням малої пневматичного вібратора 12. кількості води, яка наноситься. Цим запобігають Коли теплоізоляційне полотно W подають на явищу, яке полягає у тому, що вода з мокрої смуги ділянку обгортання 4 вздовж лінії 2 подачі полотΗ надмірно проникає у виріб А, сформований за на, вібруючому стрижню 34 надають вібрації і подопомогою екструзії, і, таким чином, запобігають дають потік води з віддаленого кінця гнучкого сопзниженню твердості зовнішньої поверхні виробу А, ла 36 на теплоізоляційне полотно W. Потік води, сформованого за допомогою екструзії. Отже, у який подається таким способом, проникає у верхвипадках, коли нагрівальний стрижень HR формуню поверхню теплоізоляційного полотна W, таким ють або ріжуть, канавки Gb, Gs, розташовані в чином створюючи мокру смугу Η на теплоізоляційосьовому напрямку, у виробі А, сформованому за ному полотні W, як показано на фіг. 1. Мокра смуга допомогою екструзії, не деформуються або дефоΗ описує неперервну хвилеподібну або, іншими рмуються у малій мірі. Таким чином, форму канасловами, синусоїдальну криву у поздовжньому вок Gb, Gs, розташованих в осьовому напрямку, напрямку теплоізоляційного полотна W. стабільно підтримують у тому вигляді, якого їм Мокра смуга Η розчиняє зв'язуюче, наприклад надали безпосередньо після формування виробу пектин, який міститься у теплоізоляційному полотА, сформованого за допомогою екструзії. Відповіні W, таким чином створюючи так звану зону нанедно, нагрівальний елемент НС може мати бажані сення зв'язуючого. Амплітуду мокрої смуги Η вихарактеристики горіння. значають амплітудою коливань вібруючого На фіг. 5 зображені результати вимірювання стрижня 34, а довжину хвилі мокрої смуги Η визнаміцності скріплення між осердям К з горючої речочають швидкістю переміщення теплоізоляційного вини і теплоізоляційною оболонкою S, де для виполотна W і частотою коливань вібруючого стрижпробувань були приготовані і піддані вимірювання 34. ням однакові кількості зразків Е1 нагрівального Теплоізоляційне полотно W з мокрою смугою елемента НС згідно з даним винаходом, порівняН, а саме, зі сформованою зоною нанесення зв'яльних зразків СІ і порівняльних зразків С2 нагрівазуючого, подають на ділянку обгортання 4 з папельного елемента. У цих випробуваннях як величировим полотном Р. На ділянку обгортання 4 подана, яка представляє міцність скріплення, була ють також виріб А, сформований за допомогою прийнята стійкістьосердя К з горючої речовини до екструзії, де виріб А, сформований за допомогою вштовхування відносно теплоізоляційної оболонки екструзії, укладають на паперове полотно Р, але S. при цьому між ними знаходиться теплоізоляційне При виготовленні нагрівального стрижня HR полотно W. Коли виріб А, сформований за допомодля одержання зразків Е1 нагрівального елемента гою екструзії, теплоізоляційне полотно W і папероНС мокру смугу Η формували, забезпечуючи потік ве полотно Ρ пропускають через ділянку обгорводи з витратою 14 мл на 25 м теплоізоляційного тання 4, виріб А, сформований за допомогою полотна W. Тимчасом, при виготовленні нагріваекструзії, безперервно обгортають теплоізоляційльних стрижнів для одержання порівняльних зразним полотном W і паперовим полотном Ρ таким ків С1 і порівняльних зразків С2 нагрівального чином, щоб формувати нагрівальний стрижень HR. елемента, формували прямолінійні мокрі смуги, На цьому етапі, оскільки теплоізоляційне позабезпечуючи потік води з витратою 28 мл і 14 мл лотно W містить мокру смугу Н, а саме, зону нанена 25 м теплоізоляційного полотна W, відповідно. сення зв'язуючого, теплоізоляційне полотно W і При виготовленні будь-якого зі зразків Е1 і поріввиріб А, сформований за допомогою екструзії, няльних зразків С1, С2 нагрівального елемента скріпляють між собою клеєм. Оскільки мокра смуга виріб, сформований за допомогою екструзії, з поΗ проходить по окружності відносно виробу А, перечним перерізом, зображеним на фіг. 2, розрісформованого за допомогою екструзії, мокра смузали на частини довжиною 12 мм, і умови виготовга Η надійно скріпляє між собою виріб А, сформолення виробу, сформованого за допомогою ваний за допомогою екструзії, і теплоізоляційне екструзії, були однаковими. полотно W таким чином, щоб міцність скріплення На фіг. 6 показаний вимірювальний прилад, на виробу А, сформованого за допомогою екструзії, і якому були одержані результати вимірювань, потеплоізоляційного полотна W була високою. казані на фіг. 5. Таким чином, також у нагрівальному елементі Прилад для вимірювань містить основу 44 і НС, одержаному шляхом розрізання нагрівального порожнисті циліндричні елементи 48, 50, які утвострижня HR, осердя К з горючої речовини і теплорюють пару, розташовані вертикально на основі ізоляційна оболонка S повинні бути міцно скріпле44. Між циліндричними елементами 48, 50 проклані. Таким чином, після виготовлення замінника дений кільцевий диск 46. Внутрішні діаметри цилікурильного виробу, який містить нагрівальний ндричних елементів 48, 50 більші зовнішнього діаелемент НС, навіть у випадку нанесення удару по метра нагрівального елемента НС, а внутрішній заміннику курильного виробу SC в осьовому надіаметр диска 46 більший зовнішнього діаметра прямку під час транспортування або під час утриосердя К з горючої речовини нагрівального елемування у руці споживачем, осердя К з горючої мента НС, але менший зовнішнього діаметра наречовини не зсувається або переміщується в грівального елемента НС. Вимірювальний прилад осьовому напрямку відносно теплоізоляційної додатково містить динамометр 52, розташований оболонки S. над циліндричними елементами 48, 50, причому Оскільки міцність скріплення між осердям К з динамометр 52 можна піднімати та опускати. горючої речовини і теплоізоляційною оболонкою S Як показано на фіг. 6, нагрівальний елемент як висока з причин, згаданих вище, мокра смуга Η зразок для випробувань вставляють у верхній ци 13 88657 14 ліндричний елемент 48 і поміщають на диск 46. У даним винаходом канавки, розташовані в осьовоцьому стані динамометром 52 тиснуть у напрямку му напрямку, осердя К з горючої речовини добре вниз на осердя К з горючої речовини нагрівального зберігають форму, надану під час формування за елемента НС зі швидкістю 1,5 мм/с, і при цьому допомогою екструзії. Таким чином, зразки Е1 намаксимальні показники на динамометрі 52 ознагрівального елемента згідно з даним винаходом чають стійкість осердя К з горючої речовини до можуть мати бажані характеристики горіння, що вштовхування (міцність скріплення між осердям К призводить до істотного підвищення якості замінз горючої речовини і теплоізоляційною оболонкою ника курильного виробу SC. S). На фіг. 9 і 10 показані результати порівняння Як видно з діаграми на фіг. 5, зразки Е1 (14 зразків Е1 і Е2 нагрівального елемента згідно з мл) нагрівального елемента згідно з даним винаданим винаходом за стійкістю осердя К з горючої ходом мають більшу стійкість до вштовхування речовини до вштовхування і за ступенем дефорпорівняно з порівняльними зразками С2 (14 мл) мації канавок, розташованих в осьовому напрямку нагрівального елемента, і стійкість до вштовху(за опором просмоктуванню). вання зразків Е1 знаходиться на аналогічному Нагрівальні стрижні для одержання зразків Е1 рівні у відношенні до стійкості до вштовхування і Е2 нагрівального елемента виготовляли, викорипорівняльних зразків С1 (28 мл) нагрівального стовуючи різні гнучкі сопла. Більш конкретно, гнучелемента. Це означає, що при виготовленні нагріке сопло 36, яке використали при виготовленні вального стрижня для одержання зразків Е1 нагрінагрівального стрижня для зразків Е1, мало внутвального елемента може бути забезпечена така ж рішній діаметр 0,61 мм, тоді як гнучке сопло 36, стійкість до вштовхування при меншій кількості яке використали при виготовленні нагрівального води, яка наноситься на теплоізоляційне полотно стрижня для зразків Е2, мало внутрішній діаметр W, порівняно з виготовленням нагрівального еле0,25 мм. Таким чином, ширина мокрої смуги у зрамента для одержання порівняльних зразків С1 зках Е1 була більшою ширини мокрої смуги у зразнагрівального елемента. ках Е2. Додатково визначали опір просмоктуванню, Як видно з діаграми на фіг. 9, зразки Е1 нагрівикористовуючи однакові кількості зразків Е1 і повального елемента мали відносно більшу стійкість рівняльних зразків С1 нагрівального елемента, як до вштовхування порівняно зі зразками Е2. Тимчавеличину, яка представляє ступінь деформації сом, як це показано на фіг. 10, за опором просмокканавок, розташованих в осьовому напрямку, натуванню майже не спостерігалося відмінності між грівального елемента. Результати вимірювань зразками Е1 і зразками Е2 нагрівального елеменпоказані на фіг. 7 у величинах накопиченої частота. Це означає, що при забезпеченні умов, за яких ти. кількість води, яка наноситься, була однаковою, на Результати вимірювань, показані на фіг. 7, бустійкість до вштовхування зразків E1, E2 впливав ли одержані з використанням приладу 54 для вивнутрішній діаметр гнучкого сопла 36 або, іншими мірювання опору просмоктуванню, зображеного на словами, ширина мокрої смуги Н, тоді як у віднофіг. 8. Прилад 54 для вимірювання опору просмокшенні до опору просмоктуванню (тобто за ступетуванню містить відсмоктувальну трубу 56, причонем деформації канавок, розташованих в осьовому відсмоктувальна труба 56 містить вхід, в який му напрямку) не спостерігалося відмінностей між може бути вставлена трубка 58 для зразка. У трузразками Е1 і Е2. бку 58 для зразка герметично щільно вставляють Даний винахід не обмежений вищеописаними осердя К з горючої речовини, яке піддається виваріантами виконання. У варіантах виконання мопробуванням. Після встановлення трубки 58 для жуть бути зроблені різні модифікації. зразка у вході відсмоктувальної труби 56, вимірюНаприклад, у пристрої 10 для нанесення потовальним приладом 54 для вимірювання опору ку розчинника можна використовувати різні типи просмоктуванню відсмоктують повітря через трубвібраторів, відмінних від пневматичного вібратора ку 58 для зразка з витратою 17,5 мл/с і вимірюють 12; пристрій може містити жорстке сопло замість опір просмоктуванню осердя К з горючої речовини гнучкого сопла 36; може бути використане гнучке (нагрівального елемента НС). зчленування жорсткого сопла з трубопроводом Як видно з діаграми на фіг. 7, кількість зразків для подачі води. Е1 (14 мл) нагрівального елемента згідно з даним Крім того, розчинник, який наноситься на тепвинаходом, які мають малий опір просмоктуванню, лоізоляційне полотно, не обмежений водою, а йобільша порівняно з порівняльними зразками С1 го можна вибирати відповідно до типу зв'язуючого, (28 мл) нагрівального елемента. Це вказує на те, яке міститься у теплоізоляційному полотні. що у зразках Е1 нагрівального елемента згідно з 15 88657 16 17 88657 18 19 88657 20 21 88657 22 23 Комп’ютерна верстка І. Скворцова 88657 Підписне 24 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing machine for manufacturing heat-source rod and method of manufacturing same
Автори англійськоюBaba Yasuo, Ohinata Hajime, Hosoya Nobuo, Yanagi Toshio
Назва патенту російськоюМашина для изготовления нагревательного стержня и способ его изготовления
Автори російськоюБаба Ясуо, Охината Хадзиме, Хосоя Нобуо, Янаги Тосио
МПК / Мітки
МПК: A24B 15/00
Мітки: спосіб, стрижня, машина, нагрівального, виготовлення
Код посилання
<a href="https://ua.patents.su/12-88657-mashina-dlya-vigotovlennya-nagrivalnogo-strizhnya-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Машина для виготовлення нагрівального стрижня і спосіб його виготовлення</a>
Машина для виготовлення фільтруючого стрижня
Номер патенту: 82950
Опубліковано: 26.05.2008
Автор: Като Кацуо
МПК: A24D 3/00
Мітки: виготовлення, машина, фільтруючого, стрижня
Формула / Реферат:
1. Машина для виготовлення фільтруючого стрижня, яка містить: ділянку обробки волокнистого матеріалу для формування плоского полотна фільтра з волокнистого матеріалу, при цьому ділянка обробки волокнистого матеріалу має вихідний отвір, через який подається сформоване фільтруюче полотно; формувальну ділянку для формування полотна фільтра в стрижнеподібний матеріал, при цьому формувальна ділянка містить лійкоподібну напрямну, через яку...
Електроосмотичний спосіб виготовлення нагрівального елемента
Номер патенту: 71514
Опубліковано: 15.11.2004
Автор: Северин Олексій Анатолійович
МПК: H05B 3/14
Мітки: виготовлення, елемента, нагрівального, електроосмотичний, спосіб
Формула / Реферат:
Спосіб виготовлення нагрівального елемента з бетелу, що включає перемішування піску, води, цементу і здрібненого до фракційності цементу, до однорідної маси, запеченого коксу, встановлення на дно форми пластинчастого електрода, укладання маси у форму, укладання поверх маси другого пластинчастого електрода і підключення електродів до джерела струму, який відрізняється тим, що з метою зменшення енергоємності джерела струму і виключення...
Пристрій для виготовлення вуглецевого нагрівального елемента
Номер патенту: 80784
Опубліковано: 25.10.2007
Автори: Охіната Хадзіме, Хосоя Нобуо, Кобаясі Масаакі, Такахасі Казуей, Баба Ясуо
МПК: A24D 1/00, A24B 15/00, A24F 47/00
Мітки: пристрій, виготовлення, нагрівального, вуглецевого, елемента
Формула / Реферат:
1. Пристрій для виготовлення вуглецевого нагрівального елемента, який містить екструзійну формувальну машину для екструзійного вуглецевого нагрівального стрижня, який має канавки, що аксіально продовжуються на його периферичній поверхні, і пристрій для обгортання теплоізоляційним матеріалом, призначений для обгортання периферичної поверхні вуглецевого нагрівального стрижня, екструдованого з екструзійної формувальної машини, в теплоізоляційний...
Спосіб виготовлення нагрівального елемента
Номер патенту: 10581
Опубліковано: 25.12.1996
Автори: Яворів Ігор Богданович, Калашник Ліна Дмитрівна, Левін Євген Михайлович, Кисіль Лідія Володимирівна, Дудекевич Олександра Всеволодівна
МПК: H05B 3/22
Мітки: елемента, виготовлення, нагрівального, спосіб
Формула / Реферат:
Спосіб виготовлення нагрівального елемента за товстоплівковою технологією, що полягає в нанесенні на діелектричні підкладки електропровідної пасти методом трафаретного друку, відпалі її та кріпленні виводів, який відрізняється тим, що електропровідна паста включає:скло 2-10 мас.% від провідної фази,органічна зв'язка 25-30 мас.% від загальної маси,провідна композиція слідуючого складу,...
Машина для обв’язування арматурного стрижня, барабан для дроту

Номер патенту: 88637
Опубліковано: 10.11.2009
Автори: Нагаока Такахіро, Кусакарі Ітіро
МПК: B65B 13/18, E04G 21/12
Мітки: обв'язування, машина, арматурного, стрижня, барабан, дроту
Формула / Реферат:
1. Машина для обв'язування арматурного стрижня, яка містить механізм виявлення інформації ідентифікації дроту, забезпеченого на бічній поверхні фланця барабана в барабані для дроту, під час обертання барабана для дроту, при цьому машина для обв'язування арматурного стрижня виконана з можливістю керування крутним моментом або величиною подачі дроту на основі виявленої інформації ідентифікації дроту, а механізм виявлення...
Попередній патент: Водовмісна рідина для наповнення вибухової речовини
Наступний патент: Пачка для тютюнових виробів
Випадковий патент: Спосіб комплексного лікування епілептичних синдромів та епілепсій у дітей раннього віку