Пристрій для виготовлення вуглецевого нагрівального елемента
Номер патенту: 80784
Опубліковано: 25.10.2007
Автори: Баба Ясуо, Охіната Хадзіме, Такахасі Казуей, Кобаясі Масаакі, Хосоя Нобуо
Формула / Реферат
1. Пристрій для виготовлення вуглецевого нагрівального елемента, який містить екструзійну формувальну машину для екструзійного вуглецевого нагрівального стрижня, який має канавки, що аксіально продовжуються на його периферичній поверхні, і пристрій для обгортання теплоізоляційним матеріалом, призначений для обгортання периферичної поверхні вуглецевого нагрівального стрижня, екструдованого з екструзійної формувальної машини, в теплоізоляційний матеріал, додатково містить порожнисту трубу, яка утворює щонайменше частину шляху переміщення для транспортування вуглецевого нагрівального стрижня, безперервно екструдованого екструзійною формувальною машиною від екструзійної формувальної машини до пристрою для обгортання теплоізоляційним матеріалом і щонайменше один засіб посилення повітряного потоку, що проходить через порожнисту трубу для транспортування вуглецевого нагрівального елемента при його одночасному сушінні повітряним потоком.
2. Пристрій за п. 1, в якому порожниста труба петлеподібно розташована між екструзійною формувальною машиною і пристроєм для обгортання теплоізоляційним матеріалом.
3. Пристрій за п. 1, забезпечений на шляху переміщення першим пневматичним конвеєром для подачі вуглецевого нагрівального стрижня, екструдованого з екструзійної формувальної машини до порожнистої труби і другим пневматичним конвеєром для подачі вуглецевого нагрівального стрижня від порожнистої труби до пристрою для обгортання теплоізоляційним матеріалом.
4. Пристрій за п. 3, в якому порожниста труба петлеподібно розташована між першим пневматичним конвеєром і другим пневматичним конвеєром.
5. Пристрій за п. 1, в якому щонайменше один засіб посилення повітряного потоку розташований на вході порожнистої труби.
6. Пристрій за п. 1, в якому щонайменше один засіб посилення повітряного потоку розташований всередині порожнистої труби.
7. Пристрій за п. 1, в якому засоби посилення повітряного потоку являють собою перший пневмопідсилювач, розташований на вході порожнистої труби для створення повітряного потоку всередині порожнистої труби, і другий пневмопідсилювач, розташований всередині порожнистої труби для посилення повітряного потоку через порожнисту трубу.
8. Пристрій за п. 1, в якому щонайменше один засіб посилення повітряного потоку має отвір для регулювання статичного тиску, призначений для випуску частини повітря для регулювання швидкості повітряного потоку у порожнистій трубі.
9. Пристрій за п. 1, в якому є відстань між екструзійною формувальною машиною і шляхом переміщення для утворення прогину у вуглецевому нагрівальному стрижні, що подається з екструзійної формувальної машини до шляху переміщення, і засіб керування для регулювання робочої швидкості обгортання у пристрої для обгортання теплоізоляційним матеріалом таким чином, щоб довжина прогину вуглецевого нагрівального стрижня відповідала заданому значенню.
10. Пристрій за п. 1, який додатково містить пневматичний конвеєр, рухомий між положенням з'єднання, в якому цей рухомий пневматичний конвеєр розташований між екструзійною формувальною машиною і шляхом переміщення, і положенням відводу, в якому цей рухомий пневматичний конвеєр відведений від місця між екструзійною формувальною машиною і шляхом переміщення, і різальний пристрій, розташований безпосередньо услід за екструзійною формувальною машиною так, що він повернений до шляху переміщення, при цьому рухомий пневматичний конвеєр розташований у положенні відводу до стабілізації вологості і швидкості екструзії вуглецевого нагрівального стрижня, безперервно екструдованого з екструзійної формувальної машини, а після стабілізації вологості і швидкості екструзії вуглецевого нагрівального стрижня і розрізання вуглецевого нагрівального стрижня різальним пристроєм рухомий пневматичний конвеєр розташований в положенні з'єднання для подачі вуглецевого нагрівального стрижня до пристрою для обгортання теплоізоляційним матеріалом.
Текст
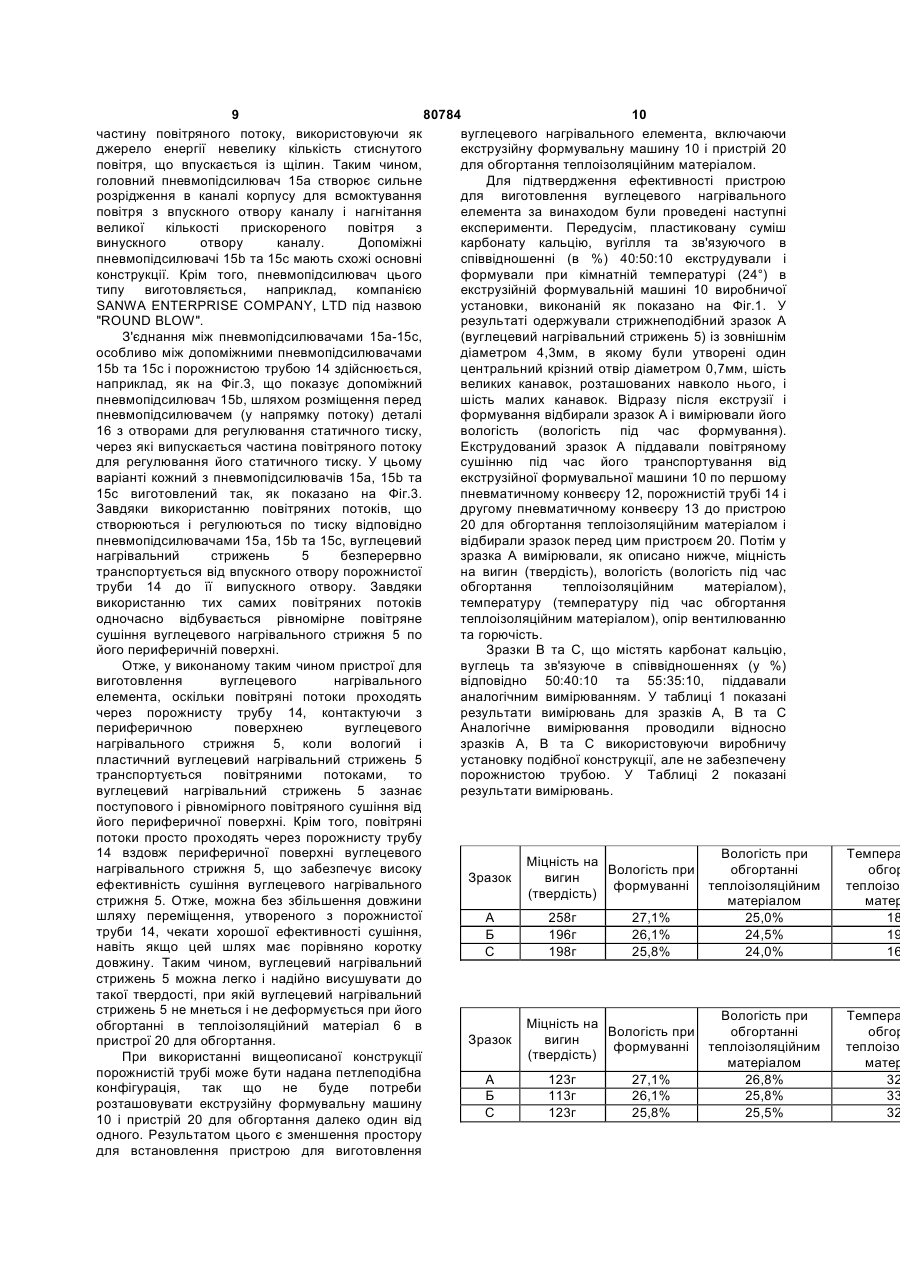
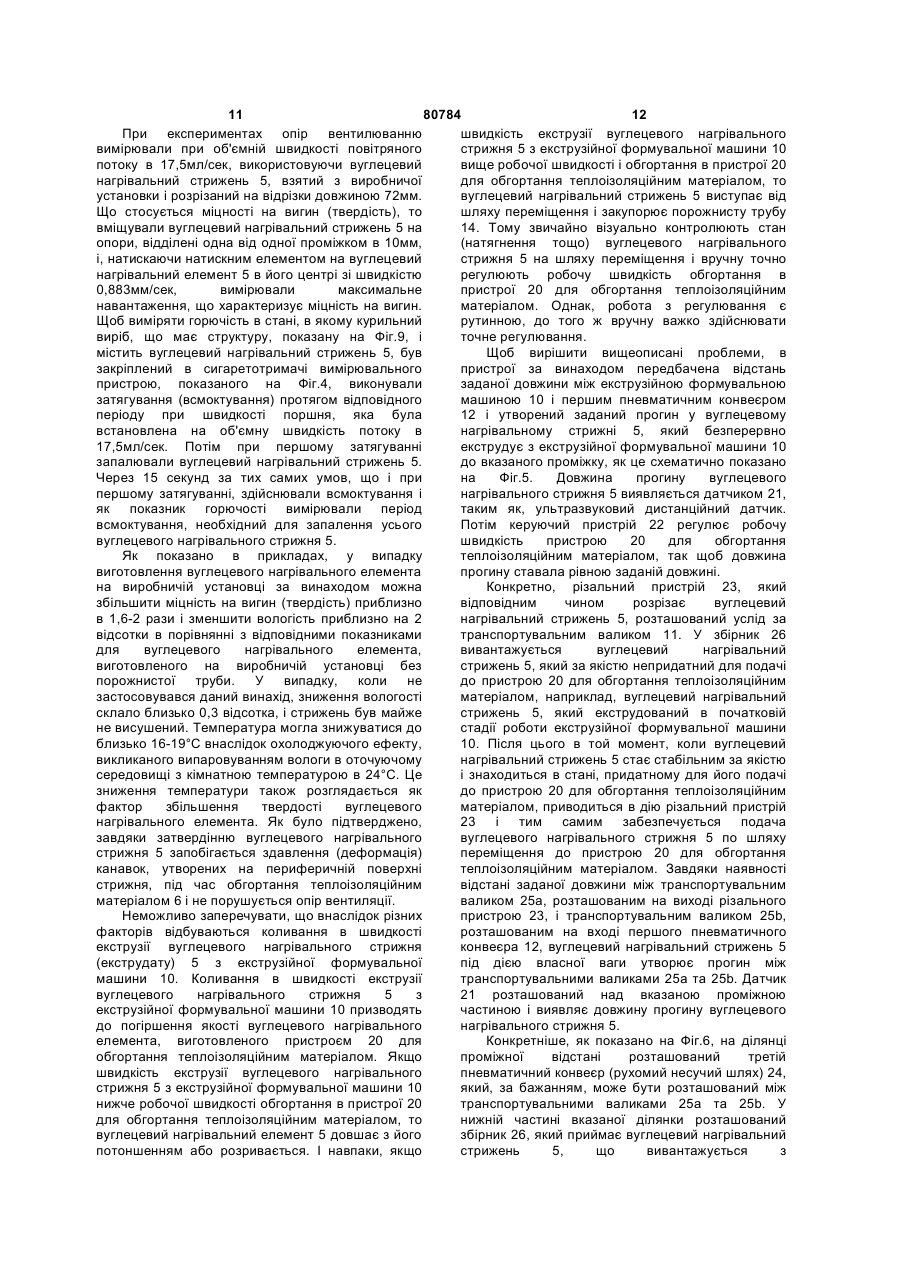
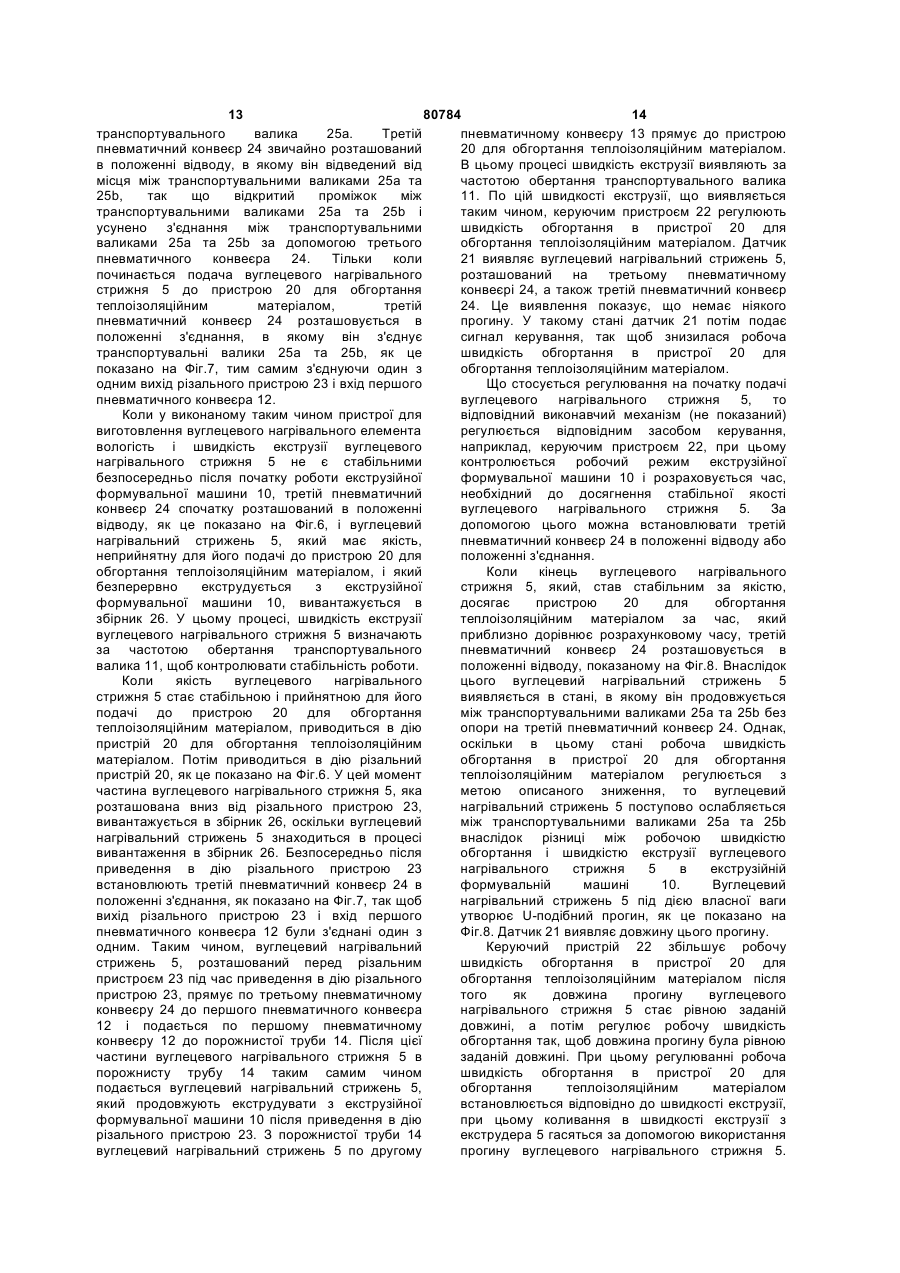
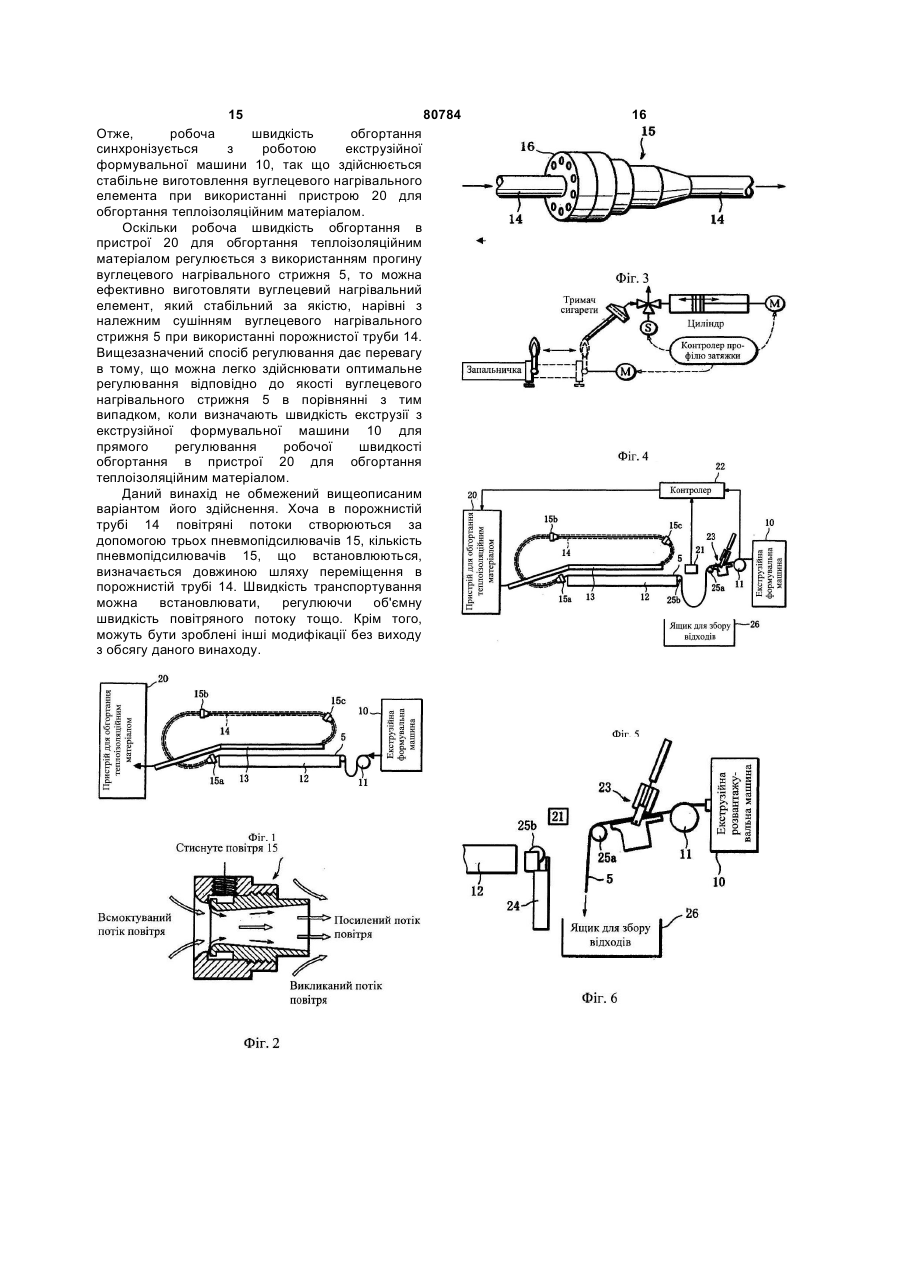
1. Пристрій для виготовлення вуглецевого нагрівального елемента, який містить екструзійну формувальну машину для екструзійного вуглецевого нагрівального стрижня, який має канавки, що аксіально продовжуються на його периферичній поверхні, і пристрій для обгортання теплоізоляційним матеріалом, призначений для обгортання периферичної поверхні вуглецевого нагрівального стрижня, екструдованого з екструзійної формувальної машини, в теплоізоляційний матеріал, додатково містить порожнисту трубу, яка утворює щонайменше частину шляху переміщення для транспортування вуглецевого нагрівального стрижня, безперервно екструдованого екструзійною формувальною машиною від екструзійної формувальної машини до пристрою для обгортання теплоізоляційним матеріалом і щонайменше один засіб посилення повітряного потоку, що проходить через порожнисту трубу для транспортування вуглецевого нагрівального елемента при його одночасному сушінні повітряним потоком. 2. Пристрій за п. 1, в якому порожниста труба петлеподібно розташована між екструзійною формувальною машиною і пристроєм для обгортання теплоізоляційним матеріалом. 3. Пристрій за п. 1, забезпечений на шляху переміщення першим пневматичним конвеєром для подачі вуглецевого нагрівального стрижня, екструдованого з екструзійної формувальної машини до порожнистої труби і другим пневматичним конвеєром для подачі вуглецевого 2 (19) 1 3 80784 4 безпосередньо услід за екструзійною вологості і швидкості екструзії вуглецевого формувальною машиною так, що він повернений нагрівального стрижня і розрізання вуглецевого до шляху переміщення, при цьому рухомий нагрівального стрижня різальним пристроєм пневматичний конвеєр розташований у положенні рухомий пневматичний конвеєр розташований в відводу до стабілізації вологості і швидкості положенні з'єднання для подачі вуглецевого екструзії вуглецевого нагрівального стрижня, нагрівального стрижня до пристрою для безперервно екструдованого з екструзійної обгортання теплоізоляційним матеріалом. формувальної машини, а після стабілізації Даний винахід відноситься до пристрою для виготовлення вуглецевого нагрівального елемента, що встановлюється на мундштучному кінці сигарети тощо разом з аерозольгенеруючим матеріалом та використовується для нагрівання аерозольгенеруючого матеріалу. Як альтернатива сигарети тощо був запропонований курильний виріб, утворений обгортанням вуглецевого нагрівального елемента 1, аерозольгенеруючого матеріалу 2, такого як тютюнове листя, і мундштука (фільтра) 3 в обгортковий папір 4 з наданням сигаретоподібної форми, як показано на Фіг.9 [див., наприклад, опубліковану заявку Японії №6-189733]. Курильний виріб виконаний таким чином, що аерозоль утворюється з аерозольгенеруючого матеріалу 2 під дією тепла, що виділяється вуглецевим нагрівальним елементом 1, і аерозоль втягується через мундштук 3. У даному виробі вуглецевий нагрівальний елемент 1 одержують змішуванням та перемішуванням вуглецевого порошку, що служить як паливо, і регулятора горіння (графіка, карбонату кальцію, карбонату натрію тощо) зі зв'язуючим (альгінатом амонію, метилцелюлозою, пектином тощо), екструзією цієї суміші з утворенням вуглецевого нагрівального стрижня 5 та обгортанням стрижня 5 в теплоізоляційний матеріал 6, такий як скловолокно [див., наприклад, опубліковану заявку Японії №6-7139]. Вуглецевий нагрівальний стрижень 5 має діаметр, наприклад, 3-5мм. Як показано в поперечному перерізі на Фіг.10, вуглецевий нагрівальний стрижень 5 має множину канавок 7, утворених у напрямку осі на його периферійній поверхні. Канавки 7 діють як повітропроводи, коли аерозольгенеруючий матеріал 2 нагрівається вуглецевим нагрівальним стрижнем 5, і служать для надання вуглецевому нагрівальному стрижню 5 бажаних характеристик горіння. Вуглецевий нагрівальний стрижень 5, екструдований з екструзійної формувальної машини, має вологість і пластичність, так що його звичайно на пневматичному конвеєрі направляють в пристрій для обгортання теплоізоляційним матеріалом без здавлення канавок 7 вуглецевого нагрівального стрижня 5. На пневматичному конвеєрі повітря вдувають від низу шляху переміщення (жолоба) навскоси в напрямку транспортування. При цьому на конвеєрі утворюється повітряний шар, який запобігає контакту між виробом та низом шляху переміщення і разом з тим забезпечує транспортування виробу за допомогою повітряного потоку. Однак, навіть якщо вуглецевий нагрівальний стрижень 5 транспортується на пневматичному конвеєрі до пристрою для обгортання теплоізоляційним матеріалом без здавлення вуглецевого нагрівального стрижня 5, особливо канавок 7, утворених на периферичній поверхні стрижня 5, канавки 7 зрідка здавлюються так, як показано на Фіг.11, коли периферичну поверхню вуглецевого нагрівального стрижня 5 обгортають теплоізоляційним матеріалом 6 в пристрої для обгортання цим матеріалом. У цьому випадку проблематично зберегти бажані характеристики горіння вуглецевого нагрівального стрижня 5, а саме, вуглецевого нагрівального елемента 1. Щоб запобігти такій проблемі, одним технічним рішенням є, наприклад, висушування вуглецевого нагрівального стрижня 5 до визначеної твердості, використовуючи повітряний потік від пневматичного конвеєра під час транспортування на пневматичному конвеєрі. Однак, на пневматичному конвеєрі повітря вдувають від низу жолоба, що утворює шлях переміщення. Тому існує проблема в тому, що вуглецевий нагрівальний стрижень 5 дуже сильно висихає на стороні стрижня 5, поверненій до шляху переміщення, і не висушується рівномірно. Інша концепція полягає в зміні складу вуглецевого нагрівального стрижня 5 або зниженні вологості вуглецевого нагрівального стрижня 5 під час його екструзійного формування. Однак, ці способи створюють нові проблеми в тому, що утруднюється сама екструзія, змінюються характеристики горіння та аромат тощо. Задачею даного винаходу є створення пристрою для виготовлення вуглецевого нагрівального елемента, здатного ефективно висушувати вуглецевий нагрівальний стрижень до такої прийнятної твердості, щоб він не деформувався, і подавати стрижень до пристрою для обгортання теплоізоляційним матеріалом при виготовленні вуглецевого нагрівального елемента шляхом обгортання екструдованого вуглецевого нагрівального стрижня в теплоізоляційний матеріал. Для вирішення вищезгаданої задачі, пристрій для виготовлення вуглецевого нагрівального елемента за винаходом містить екструдер для екструзії вуглецевого нагрівального стрижня, що має канавки, які аксіально продовжуються на його периферійній поверхні; пристрій для обгортання теплоізоляційним матеріалом, що служить для обгортання периферійної поверхні вуглецевого 5 80784 6 нагрівального стрижня, екструдованого з матеріалом може регулюватися керуючим екструзійної формувальної машини, в пристроєм, так щоб довжина прогину вуглецевого теплоізоляційний матеріал; порожнисту трубу, яка нагрівального стрижня набула заданого значення. утворює щонайменше частину шляху переміщення У цьому випадку вуглецевий нагрівальний для транспортування вуглецевого нагрівального стрижень може подаватися до пристрою для стрижня, екструдованого з екструзійної обгортання теплоізоляційним матеріалом, при формувальної машини, до пристрою для цьому стійко підтримуючи якість вуглецевого обгортання теплоізоляційним матеріалом; і нагрівального стрижня, незалежно від коливань в щонайменше один засіб посилення повітряного швидкості екструзії вуглецевого нагрівального потоку через порожнисту трубу. Пристрій стрижня з екструзійної формувальної машини. характеризується транспортуванням вуглецевого Пристрій за винаходом може містити несучий нагрівального стрижня при його одночасному шлях, рухомий між положенням з'єднання, в якому сушінні з використанням повітряного потоку. рухомий несучий шлях розташований між При використанні виконаного таким чином екструзійною формувальною машиною і шляхом пристрою для виготовлення вуглецевого переміщення, і положенням відводу, в якому нагрівального елемента вуглецевий нагрівальний рухомий несучий шлях відведений від місця між стрижень, екструдований з екструдера, екструзійною формувальною машиною і шляхом транспортується при одночасному сушінні переміщення, і різальний пристрій, розташований повітряним потоком, що проходить через безпосередньо услід за екструдером так, що він порожнисту трубу, і тому можна рівномірно та повернений до шляху переміщення. Таким чином, ефективно висушувати всю периферійну доки вологість і швидкість екструзії вуглецевого поверхню вуглецевого нагрівального стрижня. нагрівального стрижня є нестабільними, Отже, коли для виготовлення вуглецевого наприклад, відразу після приведення в дію нагрівального елемента вуглецевий нагрівальний екструзійної формувальної машини, рухомий стрижень обгортають в теплоізоляційний матеріал несучий шлях відведений в положення відводу, пристроєм для обгортання теплоізоляційним так що вуглецевий нагрівальний стрижень, матеріалом, канавки, утворені на периферійній безперервно екструдований з екструдера, поверхні вуглецевого нагрівального стрижня, не вивантажує, наприклад, в збірник замість того, здавлюються і не деформуються. Отже, можуть щоб надходити до шляху переміщення. Коли бути повністю гарантовані характеристики горіння вологість і швидкість екструзії вуглецевого вуглецевого нагрівального елемента. нагрівального стрижня стабілізуються, вуглецевий Згідно з даним винаходом може бути нагрівальний стрижень розрізається різальним порівняно вільно спроектований шлях пристроєм, розташованим поруч з екструдером, і переміщення, утворений з порожнистої труби. падає в збірник. Конкретно, порожниста труба може бути Після цього рухомий несучий шлях розташована в петлеподібній конфігурації між розташовується в положенні з'єднання, в якому екструдером і пристроєм для обгортання екструзійна формувальна машина і шлях теплоізоляційним матеріалом. Це зменшує переміщення з'єднані один з одним, а вуглецевий розміри всього пристрою для виготовлення нагрівальний стрижень, щойно екструдований з вуглецевого нагрівального елемента і, отже, екструдера, прямує до шляху переміщення. Таким зменшує простір, необхідний для встановлення чином, вуглецевий нагрівальний стрижень виробничого обладнання. починають подавати до пристрою для обгортання Засоби посилення повітряного потоку можуть теплоізоляційним матеріалом. Потім знову бути розташовані на вході порожнистої труби і в її відводять рухомий несучий шлях. Ще середині. Це дозволяє утворювати повітряний переважніше, робочу швидкість обгортання потік, що знаходиться під тиском, для плавного знижують в пристрої для обгортання транспортування вуглецевого нагрівального теплоізоляційним матеріалом. В результаті цього, стрижня по всій довжині порожнистої труби, вуглецевий нагрівальний стрижень під дією належним чином висушувати вуглецевий власної ваги утворює прогин, а робочу швидкість нагрівальний стрижень, використовуючи обгортання в пристрої для обгортання повітряний потік, і виготовляти вуглецевий теплоізоляційним матеріалом регулюють таким нагрівальний елемент, що має чудові чином, щоб довжина прогину набула заданого характеристики горіння. значення. Переважно, засіб посилення повітряного Фіг.1 - схематичний вигляд, що показує значну потоку забезпечений отвором для регулювання частину пристрою для виготовлення вуглецевого статичного тиску, призначеним для випуску нагрівального елемента згідно з одним варіантом частини повітря з метою регулювання швидкості винаходу. повітряного потоку в порожнистій трубі. Фіг.2 - вигляд в перерізі конструкції засобу Згідно з даним винаходом, може бути посилення повітряного потоку, що забезпечена відстань між екструзійною використовується у виробничій установці, формувальною машиною і шляхом переміщення показаній на фіг. 1. для утворення прогину (слабкого місця) у Фіг.3 - вигляд, що показує з'єднання засобу вуглецевому нагрівальному стрижні, що подається посилення повітряного потоку з порожнистою від екструдера до шляху переміщення, а робоча трубою, яка утворює шлях переміщення. швидкість обгортання (швидкість обгортання) в пристрої для обгортання теплоізоляційним 7 80784 8 Фіг.4 - схематичний вигляд конструкції повітря при одночасному транспортуванні цього вимірювального пристрою для вимірювання стрижня. Конкретно, порожниста труба 14 горючості вуглецевого нагрівального стрижня. розташована в петлеподібній конфігурації як шлях Фіг.5 - схематичний вигляд, що показує інший переміщення, який має задану довжину і який варіант винаходу. з'єднує перший та другий пневматичні конвеєри і Фіг.6 - вигляд, що показує процес викидання який з'єднує перший та другий пневматичні стрижня під час пускового регулювання подачі конвеєри 12 та 13, розташовані паралельно один вуглецевого нагрівального стрижня в пристрої для одному. виготовлення вуглецевого нагрівального елемента Засоби посилення повітряного потоку в за Фіг.5. порожнистій трубі 14 складаються з головного Фіг.7 - вигляд, що показує процес подачі пневмопідсилювача (першого пневмопідсилювача) стрижня при пусковому регулюванні подачі 15 а, розташованого на вході порожнистої труби вуглецевого нагрівального стрижня. 14, і допоміжних пневмопідсилювачів (других Фіг.8 - вигляд, що показує процес регулювання пневмопідсилювачів) 15b та 15 с, розташованих в довжини прогину стрижня, здійснюваний після двох відповідних місцях всередині порожнистої пускового регулювання подачі вуглецевого труби 14. Головний пневмопідсилювач 15а нагрівального стрижня. служить для створення на вході порожнистої труби Фіг.9 - вигляд, що показує структуру 14 повітряного потоку, що має заданий натиск, і курильного виробу, в якому використовується подачі повітряного потоку через порожнисту трубу вуглецевий нагрівальний стрижень. 14 за допомогою стиснутого повітря. Допоміжні Фіг.10 - вигляд в перерізі структури пневмопідсилювачі 15b та 15с служать для вуглецевого нагрівального елемента, одержаного посилення швидкості (натиску) повітряного потоку обгортанням вуглецевого нагрівального стрижня в за допомогою використання стиснутого повітря, теплоізоляційний матеріал, і що вводиться ззовні. Завдяки повітряному потоку, Фіг.11 - вигляд в перерізі вуглецевого створеному в порожнистій трубі 14 нагрівального елемента в стані, в якому здавлені пневмопідсилювачами 15а, 15b та 15с, вуглецевий канавки, утворені на периферичній поверхні нагрівальний стрижень 5, що подається від вуглецевого нагрівального стрижня. першого пневматичного конвеєра 12, Нижче з посиланням на креслення буде транспортується і прямує до другого описаний пристрій для виготовлення вуглецевого пневматичного конвеєра 13. Крім того, завдяки нагрівального елемента згідно з одним варіантом використанню повітряного потоку вуглецевий винаходу. нагрівальний стрижень 5 висушується до Як показано на Фіг.1, пристрій для відповідної твердості під час транспортування виготовлення вуглецевого нагрівального елемента вуглецевого нагрівального стрижня 5 від першого має екструзійну формувальну машину 10, яка пневматичного конвеєра 12 до другого безперервно виробляє вуглецевий нагрівальний пневматичного конвеєра 13. стрижень 5, і пристрій 20 для обгортання Відповідна твердість вуглецевого теплоізоляційним матеріалом, який обгортає нагрівального стрижня 5 - це така твердість, при вуглецевий нагрівальний стрижень 5 в якій канавки 7, утворені на периферійній поверхні теплоізоляційний матеріал 6, що має задану вуглецевого нагрівального стрижня 5, не товщину і виготовлений зі скловолокна або здавлюються і не деформуються, коли в пристрої подібного матеріалу. Оскільки екструзійна 20 для обгортання теплоізоляційним матеріалом формувальна машина 10 і пристрій 20 для вуглецевий нагрівальний стрижень 5 обгортають в обгортання теплоізоляційним матеріалом є теплоізоляційний матеріал 6, виготовлений із загальновідомими, то їх докладний опис скловолокна або подібного матеріалу, і в той опускається. самий час така твердість не перешкоджає різанню, Пристрій для виготовлення вуглецевого коли виріб, одержаний обгортанням вуглецевого нагрівального елемента в основному виконаний нагрівального стрижня 5 в теплоізоляційний таким чином, що вологий вуглецевий нагрівальний матеріал 6, розрізають різальним пристроєм на стрижень 5, який безперервно екструдується відрізки заданої довжини, що служать як вуглецеві екструзійною формувальною машиною 10, нагрівальні елементи. Щоб бути конкретнішим, послідовно подається по транспортувальному вони в цьому варіанті винаходу мають міцність на валику 11 і першому та другому пневматичним вигин, яка дорівнює близько 200 грамам. конвеєрам 12 та 13 до пристрою 20 для Засіб посилення повітряного потоку в обгортання теплоізоляційним матеріалом. порожнистій трубі 14, наприклад, головний Пристрій для виготовлення вуглецевого пневмопідсилювач 15а, в основному містить нагрівального елемента за винаходом корпус, в якому канал конічної форми має діаметр, характеризується тим, що між першим зменшуваний від вихідної сторони до вхідної пневматичним конвеєром 12 і другим сторони каналу, і щілини, утворені вздовж пневматичним конвеєром 13 розташована, внутрішньої стінки корпусу, і має конструкцію, в наприклад, прозора та акрилова порожниста труба якій стиснуте повітря, яке вводиться з отвору для 14 як шлях переміщення вуглецевого подачі стиснутого повітря, утвореного в нагрівального стрижня 5, а засобами 15а, 15b та периферичній стінці корпусу, нагнітається через ці 15с посилюється повітряний потік, що проходить щілини в канал, наприклад, як це схематично через порожнисту трубу 14, для сушіння показано на Фіг.2. Головний пневмопідсилювач вуглецевого нагрівального стрижня 5 потоком 15а на своїй вихідній стороні нагнітає велику 9 80784 10 частину повітряного потоку, використовуючи як вуглецевого нагрівального елемента, включаючи джерело енергії невелику кількість стиснутого екструзійну формувальну машину 10 і пристрій 20 повітря, що впускається із щілин. Таким чином, для обгортання теплоізоляційним матеріалом. головний пневмопідсилювач 15а створює сильне Для підтвердження ефективності пристрою розрідження в каналі корпусу для всмоктування для виготовлення вуглецевого нагрівального повітря з впускного отвору каналу і нагнітання елемента за винаходом були проведені наступні великої кількості прискореного повітря з експерименти. Передусім, пластиковану суміш винускного отвору каналу. Допоміжні карбонату кальцію, вугілля та зв'язуючого в пневмопідсилювачі 15b та 15с мають схожі основні співвідношенні (в %) 40:50:10 екструдували і конструкції. Крім того, пневмопідсилювач цього формували при кімнатній температурі (24°) в типу виготовляється, наприклад, компанією екструзійній формувальній машині 10 виробничої SANWA ENTERPRISE COMPANY, LTD під назвою установки, виконаній як показано на Фіг.1. У "ROUND BLOW". результаті одержували стрижнеподібний зразок А З'єднання між пневмопідсилювачами 15а-15с, (вуглецевий нагрівальний стрижень 5) із зовнішнім особливо між допоміжними пневмопідсилювачами діаметром 4,3мм, в якому були утворені один 15b та 15с і порожнистою трубою 14 здійснюється, центральний крізний отвір діаметром 0,7мм, шість наприклад, як на Фіг.3, що показує допоміжний великих канавок, розташованих навколо нього, і пневмопідсилювач 15b, шляхом розміщення перед шість малих канавок. Відразу після екструзії і пневмопідсилювачем (у напрямку потоку) деталі формування відбирали зразок А і вимірювали його 16 з отворами для регулювання статичного тиску, вологість (вологість під час формування). через які випускається частина повітряного потоку Екструдований зразок А піддавали повітряному для регулювання його статичного тиску. У цьому сушінню під час його транспортування від варіанті кожний з пневмопідсилювачів 15а, 15b та екструзійної формувальної машини 10 по першому 15с виготовлений так, як показано на Фіг.3. пневматичному конвеєру 12, порожнистій трубі 14 і Завдяки використанню повітряних потоків, що другому пневматичному конвеєру 13 до пристрою створюються і регулюються по тиску відповідно 20 для обгортання теплоізоляційним матеріалом і пневмопідсилювачами 15а, 15b та 15с, вуглецевий відбирали зразок перед цим пристроєм 20. Потім у нагрівальний стрижень 5 безперервно зразка А вимірювали, як описано нижче, міцність транспортується від впускного отвору порожнистої на вигин (твердість), вологість (вологість під час труби 14 до її випускного отвору. Завдяки обгортання теплоізоляційним матеріалом), використанню тих самих повітряних потоків температуру (температуру під час обгортання одночасно відбувається рівномірне повітряне теплоізоляційним матеріалом), опір вентилюванню сушіння вуглецевого нагрівального стрижня 5 по та горючість. його периферичній поверхні. Зразки В та С, що містять карбонат кальцію, Отже, у виконаному таким чином пристрої для вуглець та зв'язуюче в співвідношеннях (у %) виготовлення вуглецевого нагрівального відповідно 50:40:10 та 55:35:10, піддавали елемента, оскільки повітряні потоки проходять аналогічним вимірюванням. У таблиці 1 показані через порожнисту трубу 14, контактуючи з результати вимірювань для зразків А, В та С периферичною поверхнею вуглецевого Аналогічне вимірювання проводили відносно нагрівального стрижня 5, коли вологий і зразків А, В та С використовуючи виробничу пластичний вуглецевий нагрівальний стрижень 5 установку подібної конструкції, але не забезпечену транспортується повітряними потоками, то порожнистою трубою. У Таблиці 2 показані вуглецевий нагрівальний стрижень 5 зазнає результати вимірювань. поступового і рівномірного повітряного сушіння від його периферичної поверхні. Крім того, повітряні потоки просто проходять через порожнисту трубу 14 вздовж периферичної поверхні вуглецевого Вологість при Міцність на нагрівального стрижня 5, що забезпечує високу Вологість при обгортанні Зразок вигин ефективність сушіння вуглецевого нагрівального формуванні теплоізоляційним (твердість) стрижня 5. Отже, можна без збільшення довжини матеріалом шляху переміщення, утвореного з порожнистої А 258г 27,1% 25,0% труби 14, чекати хорошої ефективності сушіння, Б 196г 26,1% 24,5% навіть якщо цей шлях має порівняно коротку С 198г 25,8% 24,0% довжину. Таким чином, вуглецевий нагрівальний стрижень 5 можна легко і надійно висушувати до такої твердості, при якій вуглецевий нагрівальний стрижень 5 не мнеться і не деформується при його Вологість при Міцність на обгортанні в теплоізоляційний матеріал 6 в обгортанні Вологість при Зразок вигин пристрої 20 для обгортання. формуванні теплоізоляційним (твердість) При використанні вищеописаної конструкції матеріалом порожнистій трубі може бути надана петлеподібна А 123г 27,1% 26,8% конфігурація, так що не буде потреби Б 113г 26,1% 25,8% розташовувати екструзійну формувальну машину С 123г 25,8% 25,5% 10 і пристрій 20 для обгортання далеко один від одного. Результатом цього є зменшення простору для встановлення пристрою для виготовлення Темпера обгор теплоізол матер 18 19 16 Темпера обгор теплоізол матер 32 33 32 11 80784 12 При експериментах опір вентилюванню швидкість екструзії вуглецевого нагрівального вимірювали при об'ємній швидкості повітряного стрижня 5 з екструзійної формувальної машини 10 потоку в 17,5мл/сек, використовуючи вуглецевий вище робочої швидкості і обгортання в пристрої 20 нагрівальний стрижень 5, взятий з виробничої для обгортання теплоізоляційним матеріалом, то установки і розрізаний на відрізки довжиною 72мм. вуглецевий нагрівальний стрижень 5 виступає від Що стосується міцності на вигин (твердість), то шляху переміщення і закупорює порожнисту трубу вміщували вуглецевий нагрівальний стрижень 5 на 14. Тому звичайно візуально контролюють стан опори, відділені одна від одної проміжком в 10мм, (натягнення тощо) вуглецевого нагрівального і, натискаючи натискним елементом на вуглецевий стрижня 5 на шляху переміщення і вручну точно нагрівальний елемент 5 в його центрі зі швидкістю регулюють робочу швидкість обгортання в 0,883мм/сек, вимірювали максимальне пристрої 20 для обгортання теплоізоляційним навантаження, що характеризує міцність на вигин. матеріалом. Однак, робота з регулювання є Щоб виміряти горючість в стані, в якому курильний рутинною, до того ж вручну важко здійснювати виріб, що має структуру, показану на Фіг.9, і точне регулювання. містить вуглецевий нагрівальний стрижень 5, був Щоб вирішити вищеописані проблеми, в закріплений в сигаретотримачі вимірювального пристрої за винаходом передбачена відстань пристрою, показаного на Фіг.4, виконували заданої довжини між екструзійною формувальною затягування (всмоктування) протягом відповідного машиною 10 і першим пневматичним конвеєром періоду при швидкості поршня, яка була 12 і утворений заданий прогин у вуглецевому встановлена на об'ємну швидкість потоку в нагрівальному стрижні 5, який безперервно 17,5мл/сек. Потім при першому затягуванні екструдує з екструзійної формувальної машини 10 запалювали вуглецевий нагрівальний стрижень 5. до вказаного проміжку, як це схематично показано Через 15 секунд за тих самих умов, що і при на Фіг.5. Довжина прогину вуглецевого першому затягуванні, здійснювали всмоктування і нагрівального стрижня 5 виявляється датчиком 21, як показник горючості вимірювали період таким як, ультразвуковий дистанційний датчик. всмоктування, необхідний для запалення усього Потім керуючий пристрій 22 регулює робочу вуглецевого нагрівального стрижня 5. швидкість пристрою 20 для обгортання Як показано в прикладах, у випадку теплоізоляційним матеріалом, так щоб довжина виготовлення вуглецевого нагрівального елемента прогину ставала рівною заданій довжині. на виробничій установці за винаходом можна Конкретно, різальний пристрій 23, який збільшити міцність на вигин (твердість) приблизно відповідним чином розрізає вуглецевий в 1,6-2 рази і зменшити вологість приблизно на 2 нагрівальний стрижень 5, розташований услід за відсотки в порівнянні з відповідними показниками транспортувальним валиком 11. У збірник 26 для вуглецевого нагрівального елемента, вивантажується вуглецевий нагрівальний виготовленого на виробничій установці без стрижень 5, який за якістю непридатний для подачі порожнистої труби. У випадку, коли не до пристрою 20 для обгортання теплоізоляційним застосовувався даний винахід, зниження вологості матеріалом, наприклад, вуглецевий нагрівальний склало близько 0,3 відсотка, і стрижень був майже стрижень 5, який екструдований в початковій не висушений. Температура могла знижуватися до стадії роботи екструзійної формувальної машини близько 16-19°С внаслідок охолоджуючого ефекту, 10. Після цього в той момент, коли вуглецевий викликаного випаровуванням вологи в оточуючому нагрівальний стрижень 5 стає стабільним за якістю середовищі з кімнатною температурою в 24°С. Це і знаходиться в стані, придатному для його подачі зниження температури також розглядається як до пристрою 20 для обгортання теплоізоляційним фактор збільшення твердості вуглецевого матеріалом, приводиться в дію різальний пристрій нагрівального елемента. Як було підтверджено, 23 і тим самим забезпечується подача завдяки затвердінню вуглецевого нагрівального вуглецевого нагрівального стрижня 5 по шляху стрижня 5 запобігається здавлення (деформація) переміщення до пристрою 20 для обгортання канавок, утворених на периферичній поверхні теплоізоляційним матеріалом. Завдяки наявності стрижня, під час обгортання теплоізоляційним відстані заданої довжини між транспортувальним матеріалом 6 і не порушується опір вентиляції. валиком 25а, розташованим на виході різального Неможливо заперечувати, що внаслідок різних пристрою 23, і транспортувальним валиком 25b, факторів відбуваються коливання в швидкості розташованим на вході першого пневматичного екструзії вуглецевого нагрівального стрижня конвеєра 12, вуглецевий нагрівальний стрижень 5 (екструдату) 5 з екструзійної формувальної під дією власної ваги утворює прогин між машини 10. Коливання в швидкості екструзії транспортувальними валиками 25а та 25b. Датчик вуглецевого нагрівального стрижня 5 з 21 розташований над вказаною проміжною екструзійної формувальної машини 10 призводять частиною і виявляє довжину прогину вуглецевого до погіршення якості вуглецевого нагрівального нагрівального стрижня 5. елемента, виготовленого пристроєм 20 для Конкретніше, як показано на Фіг.6, на ділянці обгортання теплоізоляційним матеріалом. Якщо проміжної відстані розташований третій швидкість екструзії вуглецевого нагрівального пневматичний конвеєр (рухомий несучий шлях) 24, стрижня 5 з екструзійної формувальної машини 10 який, за бажанням, може бути розташований між нижче робочої швидкості обгортання в пристрої 20 транспортувальними валиками 25а та 25b. У для обгортання теплоізоляційним матеріалом, то нижній частині вказаної ділянки розташований вуглецевий нагрівальний елемент 5 довшає з його збірник 26, який приймає вуглецевий нагрівальний потоншенням або розривається. І навпаки, якщо стрижень 5, що вивантажується з 13 80784 14 транспортувального валика 25а. Третій пневматичному конвеєру 13 прямує до пристрою пневматичний конвеєр 24 звичайно розташований 20 для обгортання теплоізоляційним матеріалом. в положенні відводу, в якому він відведений від В цьому процесі швидкість екструзії виявляють за місця між транспортувальними валиками 25а та частотою обертання транспортувального валика 25b, так що відкритий проміжок між 11. По цій швидкості екструзії, що виявляється транспортувальними валиками 25а та 25b і таким чином, керуючим пристроєм 22 регулюють усунено з'єднання між транспортувальними швидкість обгортання в пристрої 20 для валиками 25а та 25b за допомогою третього обгортання теплоізоляційним матеріалом. Датчик пневматичного конвеєра 24. Тільки коли 21 виявляє вуглецевий нагрівальний стрижень 5, починається подача вуглецевого нагрівального розташований на третьому пневматичному стрижня 5 до пристрою 20 для обгортання конвеєрі 24, а також третій пневматичний конвеєр теплоізоляційним матеріалом, третій 24. Це виявлення показує, що немає ніякого пневматичний конвеєр 24 розташовується в прогину. У такому стані датчик 21 потім подає положенні з'єднання, в якому він з'єднує сигнал керування, так щоб знизилася робоча транспортувальні валики 25а та 25b, як це швидкість обгортання в пристрої 20 для показано на Фіг.7, тим самим з'єднуючи один з обгортання теплоізоляційним матеріалом. одним вихід різального пристрою 23 і вхід першого Що стосується регулювання на початку подачі пневматичного конвеєра 12. вуглецевого нагрівального стрижня 5, то Коли у виконаному таким чином пристрої для відповідний виконавчий механізм (не показаний) виготовлення вуглецевого нагрівального елемента регулюється відповідним засобом керування, вологість і швидкість екструзії вуглецевого наприклад, керуючим пристроєм 22, при цьому нагрівального стрижня 5 не є стабільними контролюється робочий режим екструзійної безпосередньо після початку роботи екструзійної формувальної машини 10 і розраховується час, формувальної машини 10, третій пневматичний необхідний до досягнення стабільної якості конвеєр 24 спочатку розташований в положенні вуглецевого нагрівального стрижня 5. За відводу, як це показано на Фіг.6, і вуглецевий допомогою цього можна встановлювати третій нагрівальний стрижень 5, який має якість, пневматичний конвеєр 24 в положенні відводу або неприйнятну для його подачі до пристрою 20 для положенні з'єднання. обгортання теплоізоляційним матеріалом, і який Коли кінець вуглецевого нагрівального безперервно екструдується з екструзійної стрижня 5, який, став стабільним за якістю, формувальної машини 10, вивантажується в досягає пристрою 20 для обгортання збірник 26. У цьому процесі, швидкість екструзії теплоізоляційним матеріалом за час, який вуглецевого нагрівального стрижня 5 визначають приблизно дорівнює розрахунковому часу, третій за частотою обертання транспортувального пневматичний конвеєр 24 розташовується в валика 11, щоб контролювати стабільність роботи. положенні відводу, показаному на Фіг.8. Внаслідок Коли якість вуглецевого нагрівального цього вуглецевий нагрівальний стрижень 5 стрижня 5 стає стабільною і прийнятною для його виявляється в стані, в якому він продовжується подачі до пристрою 20 для обгортання між транспортувальними валиками 25а та 25b без теплоізоляційним матеріалом, приводиться в дію опори на третій пневматичний конвеєр 24. Однак, пристрій 20 для обгортання теплоізоляційним оскільки в цьому стані робоча швидкість матеріалом. Потім приводиться в дію різальний обгортання в пристрої 20 для обгортання пристрій 20, як це показано на Фіг.6. У цей момент теплоізоляційним матеріалом регулюється з частина вуглецевого нагрівального стрижня 5, яка метою описаного зниження, то вуглецевий розташована вниз від різального пристрою 23, нагрівальний стрижень 5 поступово ослабляється вивантажується в збірник 26, оскільки вуглецевий між транспортувальними валиками 25а та 25b нагрівальний стрижень 5 знаходиться в процесі внаслідок різниці між робочою швидкістю вивантаження в збірник 26. Безпосередньо після обгортання і швидкістю екструзії вуглецевого приведення в дію різального пристрою 23 нагрівального стрижня 5 в екструзійній встановлюють третій пневматичний конвеєр 24 в формувальній машині 10. Вуглецевий положенні з'єднання, як показано на Фіг.7, так щоб нагрівальний стрижень 5 під дією власної ваги вихід різального пристрою 23 і вхід першого утворює U-подібний прогин, як це показано на пневматичного конвеєра 12 були з'єднані один з Фіг.8. Датчик 21 виявляє довжину цього прогину. одним. Таким чином, вуглецевий нагрівальний Керуючий пристрій 22 збільшує робочу стрижень 5, розташований перед різальним швидкість обгортання в пристрої 20 для пристроєм 23 під час приведення в дію різального обгортання теплоізоляційним матеріалом після пристрою 23, прямує по третьому пневматичному того як довжина прогину вуглецевого конвеєру 24 до першого пневматичного конвеєра нагрівального стрижня 5 стає рівною заданій 12 і подається по першому пневматичному довжині, а потім регулює робочу швидкість конвеєру 12 до порожнистої труби 14. Після цієї обгортання так, щоб довжина прогину була рівною частини вуглецевого нагрівального стрижня 5 в заданій довжині. При цьому регулюванні робоча порожнисту трубу 14 таким самим чином швидкість обгортання в пристрої 20 для подається вуглецевий нагрівальний стрижень 5, обгортання теплоізоляційним матеріалом який продовжують екструдувати з екструзійної встановлюється відповідно до швидкості екструзії, формувальної машини 10 після приведення в дію при цьому коливання в швидкості екструзії з різального пристрою 23. З порожнистої труби 14 екструдера 5 гасяться за допомогою використання вуглецевий нагрівальний стрижень 5 по другому прогину вуглецевого нагрівального стрижня 5. 15 80784 Отже, робоча швидкість обгортання синхронізується з роботою екструзійної формувальної машини 10, так що здійснюється стабільне виготовлення вуглецевого нагрівального елемента при використанні пристрою 20 для обгортання теплоізоляційним матеріалом. Оскільки робоча швидкість обгортання в пристрої 20 для обгортання теплоізоляційним матеріалом регулюється з використанням прогину вуглецевого нагрівального стрижня 5, то можна ефективно виготовляти вуглецевий нагрівальний елемент, який стабільний за якістю, нарівні з належним сушінням вуглецевого нагрівального стрижня 5 при використанні порожнистої труби 14. Вищезазначений спосіб регулювання дає перевагу в тому, що можна легко здійснювати оптимальне регулювання відповідно до якості вуглецевого нагрівального стрижня 5 в порівнянні з тим випадком, коли визначають швидкість екструзії з екструзійної формувальної машини 10 для прямого регулювання робочої швидкості обгортання в пристрої 20 для обгортання теплоізоляційним матеріалом. Даний винахід не обмежений вищеописаним варіантом його здійснення. Хоча в порожнистій трубі 14 повітряні потоки створюються за допомогою трьох пневмопідсилювачів 15, кількість пневмопідсилювачів 15, що встановлюються, визначається довжиною шляху переміщення в порожнистій трубі 14. Швидкість транспортування можна встановлювати, регулюючи об'ємну швидкість повітряного потоку тощо. Крім того, можуть бути зроблені інші модифікації без виходу з обсягу даного винаходу. 16 17 80784 18
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for producing carbonic heating element
Автори англійськоюHosoya Nobuo, Ohinata Hajime, Baba Yasuo, Kobayasi Masaaki, Takahashi Kazuei
Назва патенту російськоюУстройство для изготовления углеродного нагревательного элемента
Автори російськоюХосоя Нобуо, Охината Хадзиме, Баба Ясуо, Кобаяси Масааки, Такахаси Казуей
МПК / Мітки
МПК: A24D 1/00, A24F 47/00, A24B 15/00
Мітки: вуглецевого, пристрій, виготовлення, елемента, нагрівального
Код посилання
<a href="https://ua.patents.su/9-80784-pristrijj-dlya-vigotovlennya-vuglecevogo-nagrivalnogo-elementa.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення вуглецевого нагрівального елемента</a>
Електроосмотичний спосіб виготовлення нагрівального елемента
Номер патенту: 71514
Опубліковано: 15.11.2004
Автор: Северин Олексій Анатолійович
МПК: H05B 3/14
Мітки: елемента, спосіб, нагрівального, електроосмотичний, виготовлення
Формула / Реферат:
Спосіб виготовлення нагрівального елемента з бетелу, що включає перемішування піску, води, цементу і здрібненого до фракційності цементу, до однорідної маси, запеченого коксу, встановлення на дно форми пластинчастого електрода, укладання маси у форму, укладання поверх маси другого пластинчастого електрода і підключення електродів до джерела струму, який відрізняється тим, що з метою зменшення енергоємності джерела струму і виключення...
Спосіб виготовлення нагрівального елемента
Номер патенту: 10581
Опубліковано: 25.12.1996
Автори: Калашник Ліна Дмитрівна, Кисіль Лідія Володимирівна, Дудекевич Олександра Всеволодівна, Левін Євген Михайлович, Яворів Ігор Богданович
МПК: H05B 3/22
Мітки: виготовлення, нагрівального, елемента, спосіб
Формула / Реферат:
Спосіб виготовлення нагрівального елемента за товстоплівковою технологією, що полягає в нанесенні на діелектричні підкладки електропровідної пасти методом трафаретного друку, відпалі її та кріпленні виводів, який відрізняється тим, що електропровідна паста включає:скло 2-10 мас.% від провідної фази,органічна зв'язка 25-30 мас.% від загальної маси,провідна композиція слідуючого складу,...
Ізоляційна захисна оболонка для резистивного нагрівального елемента
Номер патенту: 51678
Опубліковано: 16.12.2002
Автори: Томін Микола Миколайович, Шеремет Володимир Іванович, Попов Олександр Григорович
МПК: H01B 3/02
Мітки: захисна, елемента, резистивного, оболонка, нагрівального, ізоляційна
Формула / Реферат:
1. Ізоляційна захисна оболонка для резистивного нагрівального елемента, виконана із скловолокна, частина якого розм'якшується при експлуатації резистивного нагрівального елемента, яка відрізняється тим, що вона додатково містить волокна, що не розм'якшуються при температурі експлуатації резистивного нагрівального елемента.2. Ізоляційна захисна оболонка за п.1, яка відрізняється тим, що розм'якшувані і нерозм'якшувані волокна утворюють...
Регенератор нагрівального колодязя
Номер патенту: 40479
Опубліковано: 15.09.2003
Автори: Кияшко Микола Антонович, Сапов Володимир Федорович, Лук'янов Юрій Васильович, Цкітішвілі Енвер Омарєвич
МПК: F28D 17/00, C21D 9/70
Мітки: колодязя, нагрівального, регенератор
Формула / Реферат:
Регенератор нагрівального колодязя, який містить насадку із кульової вогнетривкої цегли, який відрізняється тим, що кульова цегла виконана з наскрізним каналом, при цьому кульова цегла в горизонтальних або вертикальних рядах насадки з'єднана жароміцними стрижнями, уведеними в канали цегли, причому діаметр кульової цегли складає 0,014-0,024 загальної висоти насадки регенератора.
Спосіб виготовлення стін робочої камери нагрівального колодязя
Номер патенту: 6642
Опубліковано: 29.12.1994
Автори: Кузьміна Тетяна Миколаївна, Петрічук Валентин Дмитрович, Динкін Борис Львович, Карасик Володимир Львович, Тільга Степан Сергійович, Валуєв Володимир Миколайович, Ротару Іон Теодорович
МПК: C21D 9/70
Мітки: нагрівального, камери, колодязя, стін, робочої, виготовлення, спосіб
Формула / Реферат:
(57) Способ изготовления стен рабочей камеры нагревательного колодца, включающий кладку рабочего огнеупорного слоя и теплоизоляционного слоя из бетона, отличающийся тем, что производят кладку огнеупорного слоя с расчетным зазором относительно кожуха колодца на высоту 0,5-0,7 м, затем зазор заливают жидкоподвижной бетонной массой, после чего этот цикл повторяют до выполнения необходимой высоты стены, затем производят упрочнение бетона путем...
Попередній патент: Спосіб одержання метал-фулеритових електролітичних покриттів
Наступний патент: Спосіб переробки головної фракції сирого бензолу
Випадковий патент: Спосіб постановки реакції дифузної преципітації