Спосіб виготовлення нагрівального елемента
Номер патенту: 10581
Опубліковано: 25.12.1996
Автори: Дудекевич Олександра Всеволодівна, Кисіль Лідія Володимирівна, Яворів Ігор Богданович, Левін Євген Михайлович, Калашник Ліна Дмитрівна
Формула / Реферат
Спосіб виготовлення нагрівального елемента за товстоплівковою технологією, що полягає в нанесенні на діелектричні підкладки електропровідної пасти методом трафаретного друку, відпалі її та кріпленні виводів, який відрізняється тим, що електропровідна паста включає:
скло 2-10 мас.% від провідної фази,
органічна зв'язка 25-30 мас.% від загальної маси,
провідна композиція слідуючого складу, мас.%:
Ni 82,0-61,0
В 1,8-17,0
Y або La 10,4-36,0
Текст
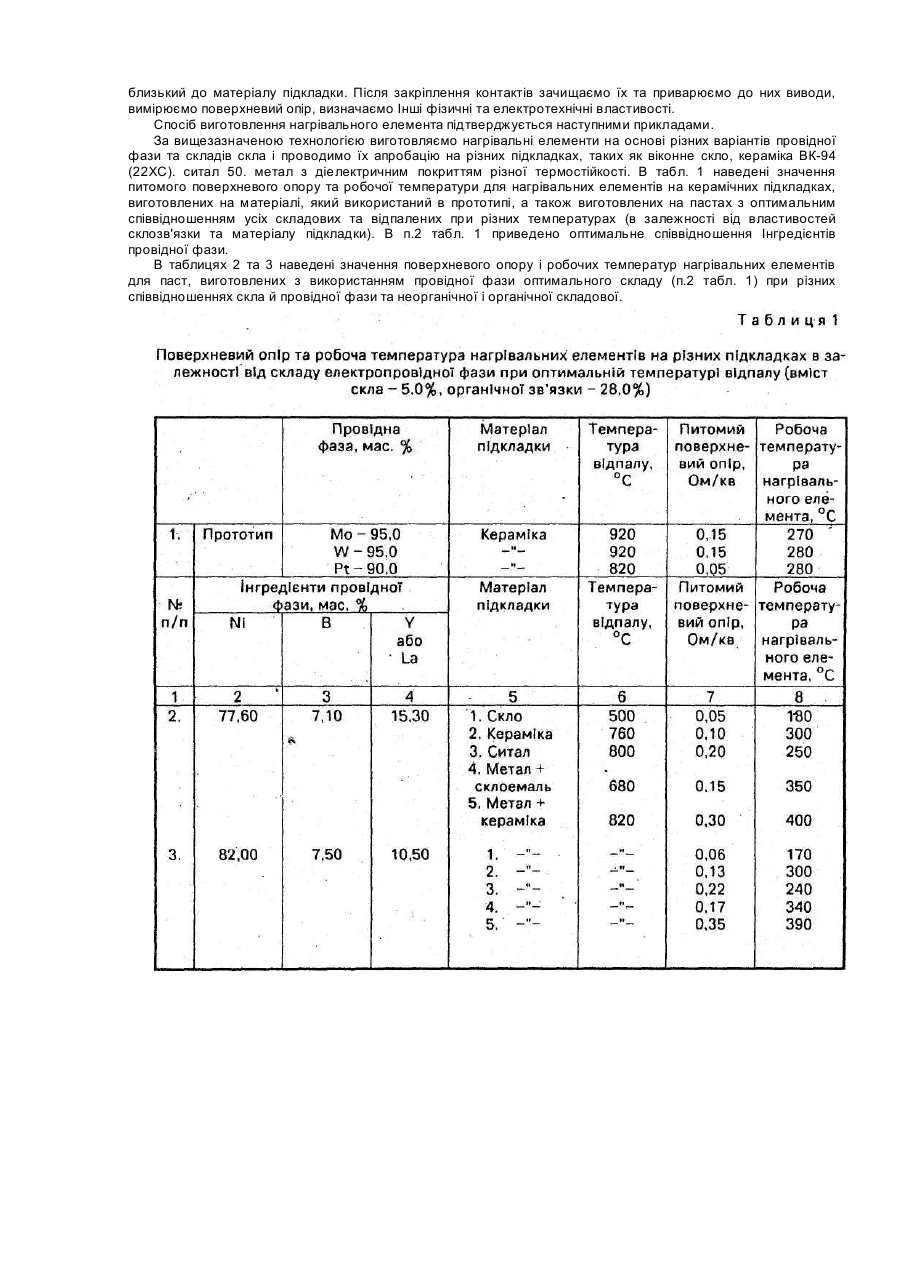
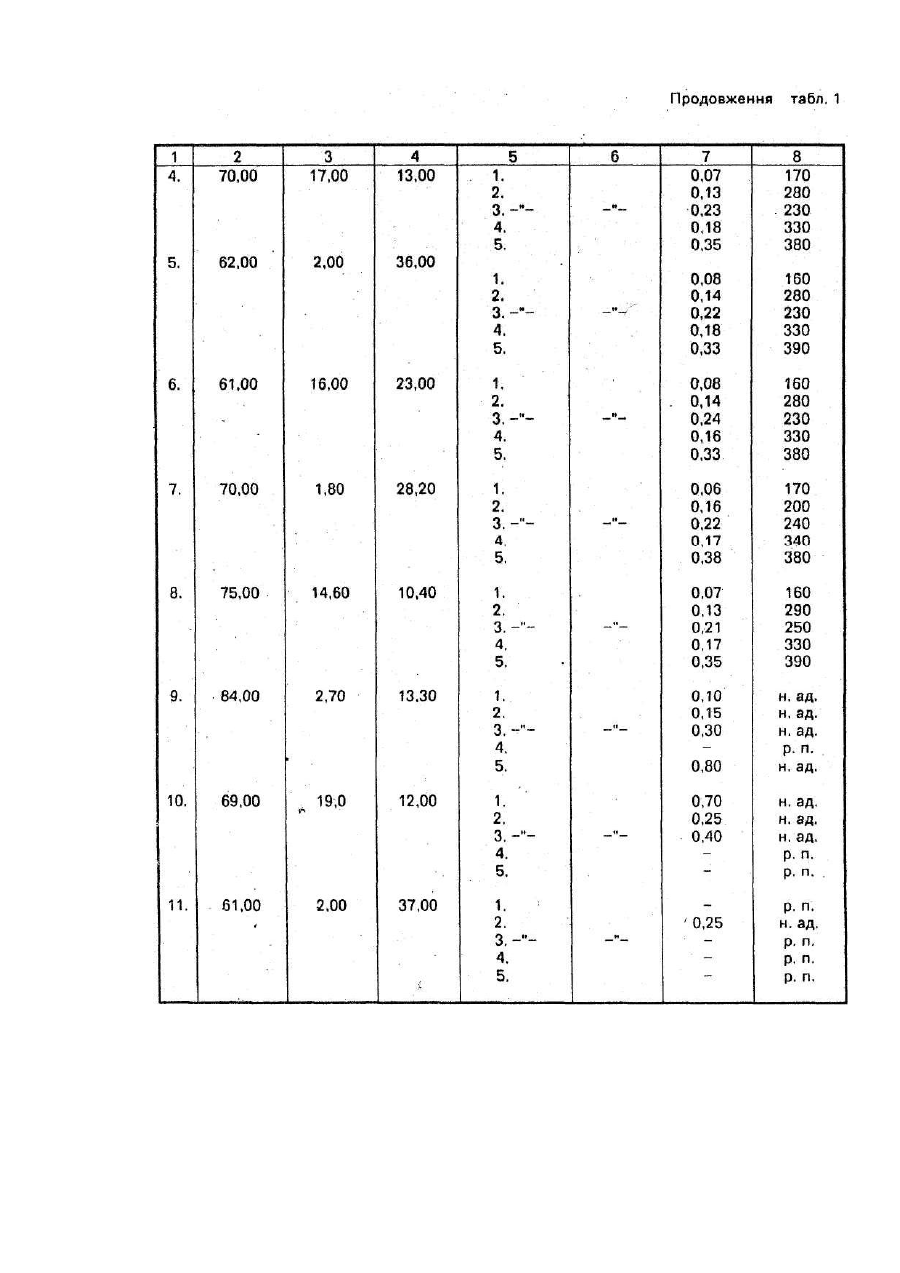
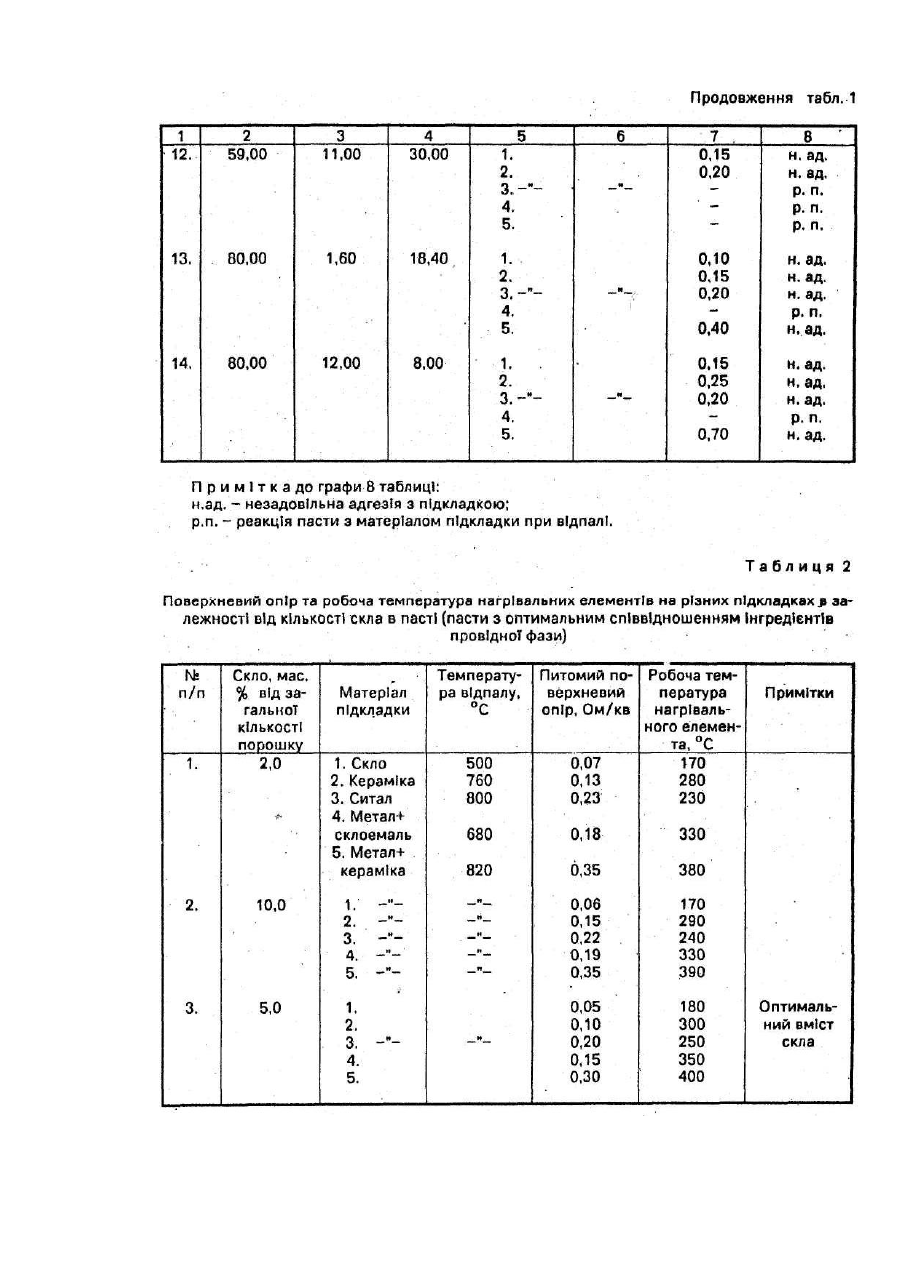
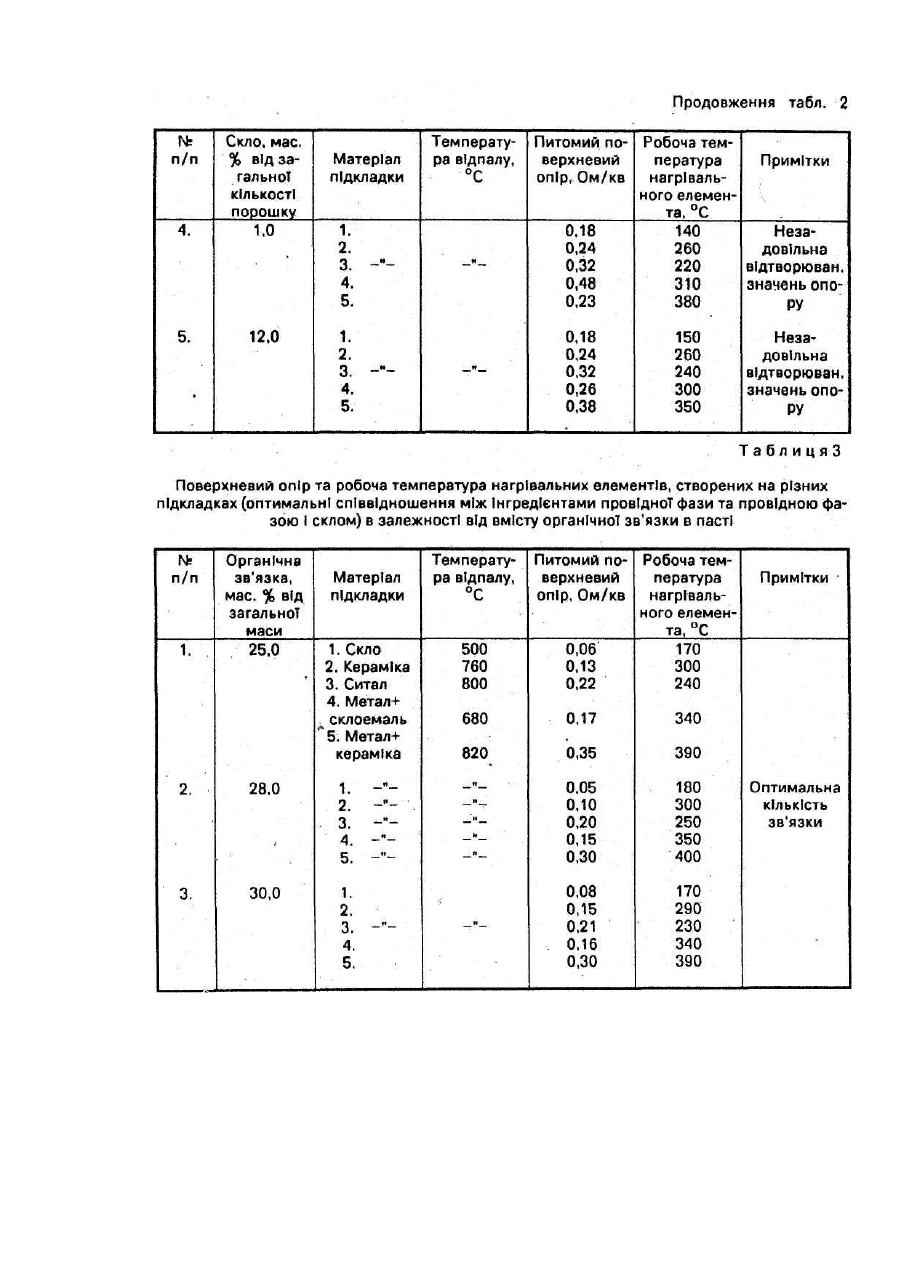
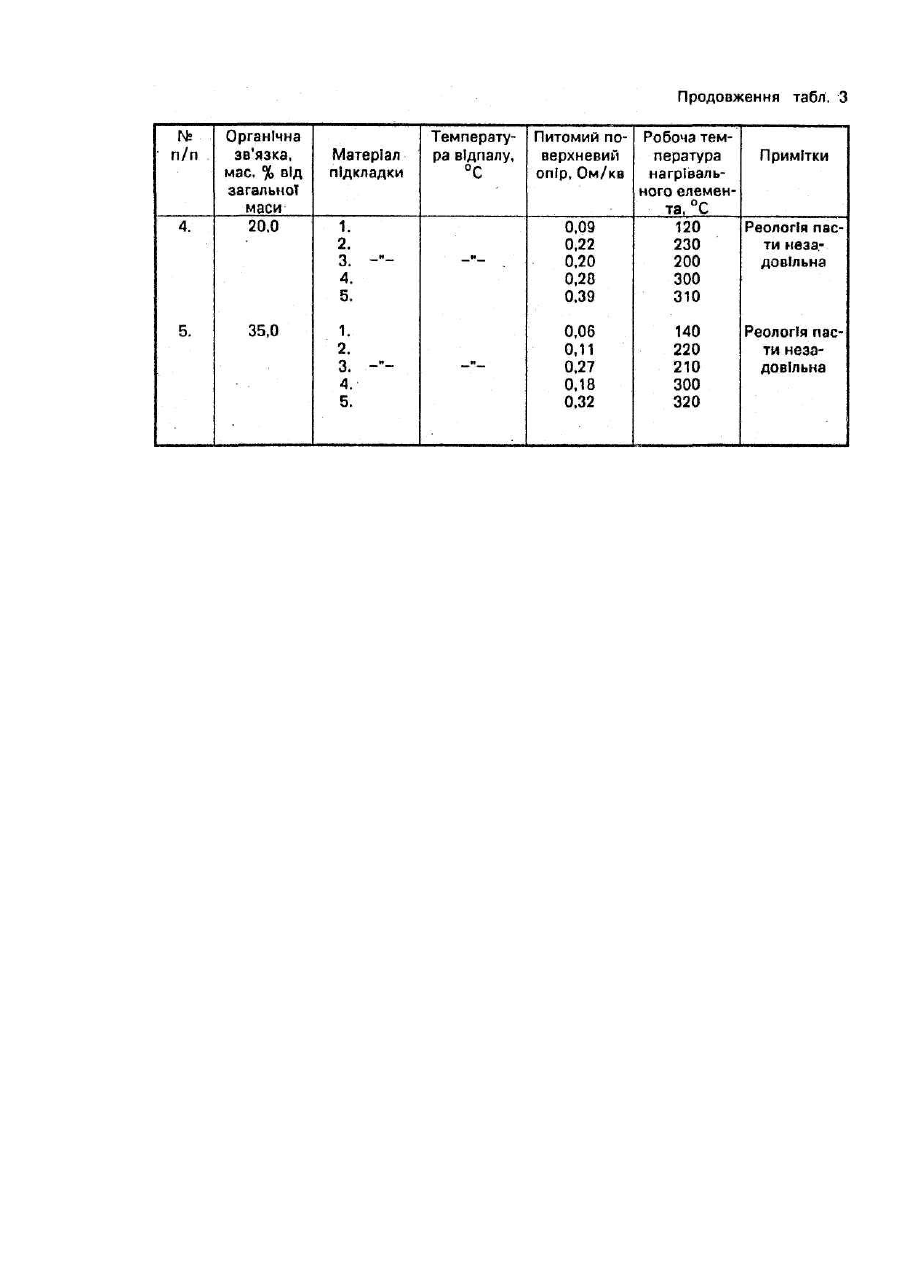
Винахід належить до області електротехніки, а саме до нагрівальних елементів; виготовлених за товстоплівковою технологією на підкладках з різних матеріалів. Пропонується для теплообмінних пристроїв різного призначення. Відомий електричний резистивний нагрівальний елемент, виготовлений за товстоплівковою технологією на металевій емальованій підкладці, на яку нанесена електропровідна композиція, що містить 20-90% електропровідної фази - одного або декількох з металів: Сu, Ag, Au, Zn, Cd, AI, ln, Тi, Sn, Pb, Sb, Bi, а також скло та органічну зв'язку. Після відпалу електропровідної композиції наноситься ізоляційний шар, що складається з різноманітних смол, лаків, клеїв та неорганічних пінистих матеріалів, які утворюють Ізоляційне покриття при температурах, близьких до кімнатної [Патент Великобританії №1463317, 1977. Электрический резистивный нагревательный элемент. Н 05 В 3/26, 5/08]. Недоліки нагрівальних елементів, виготовлених за вказаним у патенті способом, такі: - складність технологічного процесу подрібнення пластичних металів, що складають електропровідну фазу, до дисперсності, загальноприйнятої в товстоплівковій технології; - зростання вартості технології виготовлення нагрівального елемента через необхідність застосування ізоляційних покрить; - висока вартість деяких металів. Відома резистивна композиція для товстоплівкової технології на основі боридів нікелю та ситалу. Підкладкою служить кераміка 22ХС. В залежності від кількісного співвідношення між Ni, В та склозв'язкою питомий поверхневий опір становить 0,1, 0,59, 2,3 та 14,6 Ом/кв. Температура відпалу 850°С [Авторское свидетельство СССР №1061633, 1981. Резистивная композиция. Н 01 С 7/00]. Використання зазначеної композиції як матеріалу для нагрівального елемента є неефективним внаслідок необхідності використання високотемпературного відпалу (850°С) та жорстких вимог щодо термостійкості та теплопровідності підкладок. Найбільш близьким за технічним вирішенням до способу, що пропонується, є спосіб виготовлення нагрівального елемента на термостійкій плоскій керамічній підкладці методом трафаретного друку з застосуванням електропровідної пасти, з якої формують покриття, товщину, ширину та довжину котрого підбирають таким чином, щоб отримати при відпалі необхідне значення опору. За електропровідну фазу паст запропоновано Mo, W, Pt. Далі на поверхню керамічної підкладки зі сформованим електропровідним шаром наносять тонкий шар суспензії або пасти, виготовленої з використанням керамічного матеріалу, що служить як підкладка, та термостійкого керамічного матеріалу з близьким значенням коефіцієнта термічного розширення. Отриманий таким способом елемент відпалюють. Далі до електропровідного покриття відповідним чином кріплять виводи [Патент Японии №56-16953, 1981. Способ изготовления нагревательного элемента. Н 05 В 3/28]. Недоліки прототипу: - складність технологічного процесу подрібнення пластичних металів електропровідної фази до дисперсності, що застосовується в товстоплівковій технології; - подорожіння технології виготовлення нагрівального елемента внаслідок необхідності застосування ізоляційного покриття. В основу винаходу поставлена задача одержання нагрівального елемента з використанням товстоплівкової технології на підкладках з різною термостійкістю (при аналогічних характеристиках нагрівальних елементів), тобто розширення вибору матеріалів для підкладок при спрощенні технологічного процесу. В запропонованому нами способі виготовлення нагрівального елемента за товстоплівковою технологією, який полягає в нанесенні на діелектричні підкладки електропровідної пасти методом трафаретного друку, відпалі її та кріпленні виводів, порівняно з прототипом електропровідна паста включає: - скло, мас.% 2,0-10,0 від провідної фази; - органічну зв'язку, мас.% 25,0-30,0 від загальної маси; - провідну композицію слідуючого складу, мас.%: Електропровідна фаза пасти крихка, що дає змогу використовувати при її подрібненні найпростіше дешеве помельне обладнання. Використання електропровідної пасти вищезазначеного складу в даному способі дозволяє проводити відпал при температурах 500-850°С, тобто використовувати її на різних підкладках, таких як скло, ситал, кераміка, метал з діелектричним покриттям. Застосування цієї композиції в даному способі дає можливість виготовляти нагрівальний елемент без спеціального захисного покриття, оскільки запропонована провідна фаза практично не змінює свої властивості при нагріванні. Це спрощує технологію промислового виробництва нагрівальних елементів. Технологія виготовлення нагрівального елемента включає підготовку підкладок, підготовку контактів та виводів, виготовлення паст, нанесення їх та впалення, приварювання виводів. За матеріал для підкладок беремо: кераміку, скло, ситал, метал з електроізоляційним покриттям. Приготування електропровідної пасти проводиться за стандартною технологією. Електропровідна фаза пасти складається з нікелю, бору та Ітрію або лантану. Отриману пасту наносимо на підкладки ріних матеріалів методом трафаретного друку через металеву або капронову сітку, розміри комірки якої залежать від необхідної товщини електропровідного шару. Після підсушування при температурах від 125 до 280 С (в залежності від складу органічної зв'язки) на шар пасти накладаємо металеві контакти і проводимо впалювання при температурах 500-850°С. Таким чином, нагрівальний елемент виготовляємо за один цикл високотемпературного відпалу. Контакти виготовляємо з листового металу, який за значенням коефіцієнта термічного розширення близький до матеріалу підкладки. Після закріплення контактів зачищаємо їх та приварюємо до них виводи, вимірюємо поверхневий опір, визначаємо Інші фізичні та електротехнічні властивості. Спосіб виготовлення нагрівального елемента підтверджується наступними прикладами. За вищезазначеною технологією виготовляємо нагрівальні елементи на основі різних варіантів провідної фази та складів скла і проводимо їх апробацію на різних підкладках, таких як віконне скло, кераміка ВК-94 (22ХС). ситал 50. метал з діелектричним покриттям різної термостійкості. В табл. 1 наведені значення питомого поверхневого опору та робочої температури для нагрівальних елементів на керамічних підкладках, виготовлених на матеріалі, який використаний в прототипі, а також виготовлених на пастах з оптимальним співвідношенням усіх складових та відпалених при різних температурах (в залежності від властивостей склозв'язки та матеріалу підкладки). В п.2 табл. 1 приведено оптимальне співвідношення Інгредієнтів провідної фази. В таблицях 2 та 3 наведені значення поверхневого опору і робочих температур нагрівальних елементів для паст, виготовлених з використанням провідної фази оптимального складу (п.2 табл. 1) при різних співвідношеннях скла й провідної фази та неорганічної і органічної складової.
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for heating element
Автори англійськоюLevin Yevhen Mykhailovych, Kalashnyk Lina Dmytrivna, Yavoriv Ihor Bohdanovych, Dudekevych Oleksandr Vsevolodovych, Kysil Lidiia Volodymyrivna
Назва патенту російськоюСпособ изготовления нагревательного элемента
Автори російськоюЛевин Евгений Михайлович, Калашник Лина Дмитриевна, Яворив Игорь Богданович, Дудекевич Александр Всеволодович, Кисель Лидия Владимировна
МПК / Мітки
МПК: H05B 3/22
Мітки: елемента, виготовлення, нагрівального, спосіб
Код посилання
<a href="https://ua.patents.su/6-10581-sposib-vigotovlennya-nagrivalnogo-elementa.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення нагрівального елемента</a>
Спосіб виготовлення стін робочої камери нагрівального колодязя
Номер патенту: 6642
Опубліковано: 29.12.1994
Автори: Карасик Володимир Львович, Динкін Борис Львович, Кузьміна Тетяна Миколаївна, Тільга Степан Сергійович, Валуєв Володимир Миколайович, Ротару Іон Теодорович, Петрічук Валентин Дмитрович
МПК: C21D 9/70
Мітки: робочої, камери, спосіб, нагрівального, колодязя, виготовлення, стін
Формула / Реферат:
(57) Способ изготовления стен рабочей камеры нагревательного колодца, включающий кладку рабочего огнеупорного слоя и теплоизоляционного слоя из бетона, отличающийся тем, что производят кладку огнеупорного слоя с расчетным зазором относительно кожуха колодца на высоту 0,5-0,7 м, затем зазор заливают жидкоподвижной бетонной массой, после чего этот цикл повторяют до выполнения необходимой высоты стены, затем производят упрочнение бетона путем...
Кришка нагрівального колодязя
Номер патенту: 409
Опубліковано: 30.04.1993
Автори: Бурлачко Микола Герасимович, Бондаренко Микола Андрійович, Соколова Елєонора Іванівна, Лузін Борис Михайлович, Локтіонов Петро Якович, Труфанов Олександр Петрович, Міронов Євген Костянтинович
МПК: C21D 9/70
Мітки: кришка, нагрівального, колодязя
Формула / Реферат:
Крышка нагревательного колодца, содержащая бортовые элементы и секции, заполненные огнеупорным материалом, отличающаяся тем, что секции образованы поперечными арками из огнеупорного кирпича и размещенными между арками распорными огнеупорными перемычками, причем огнеупорные кирпичи нижней части арок и распорных перемычек смещены друг относительно друга с образованием выступов, а пространство между арками и перемычками заполнено жароупорным...
Спосіб отримання матеріалу для дренажу мембранного газороздільного елемента
Номер патенту: 470
Опубліковано: 30.04.1993
Автори: Петровська Любов Олексіївна, Глубіш Петро Андрійович, Козлякова Ніна Іванівна, Крюкова Валентина Василівна
МПК: D06M 15/37, B01D 39/08
Мітки: спосіб, дренажу, газороздільного, мембранного, матеріалу, елемента, отримання
Формула / Реферат:
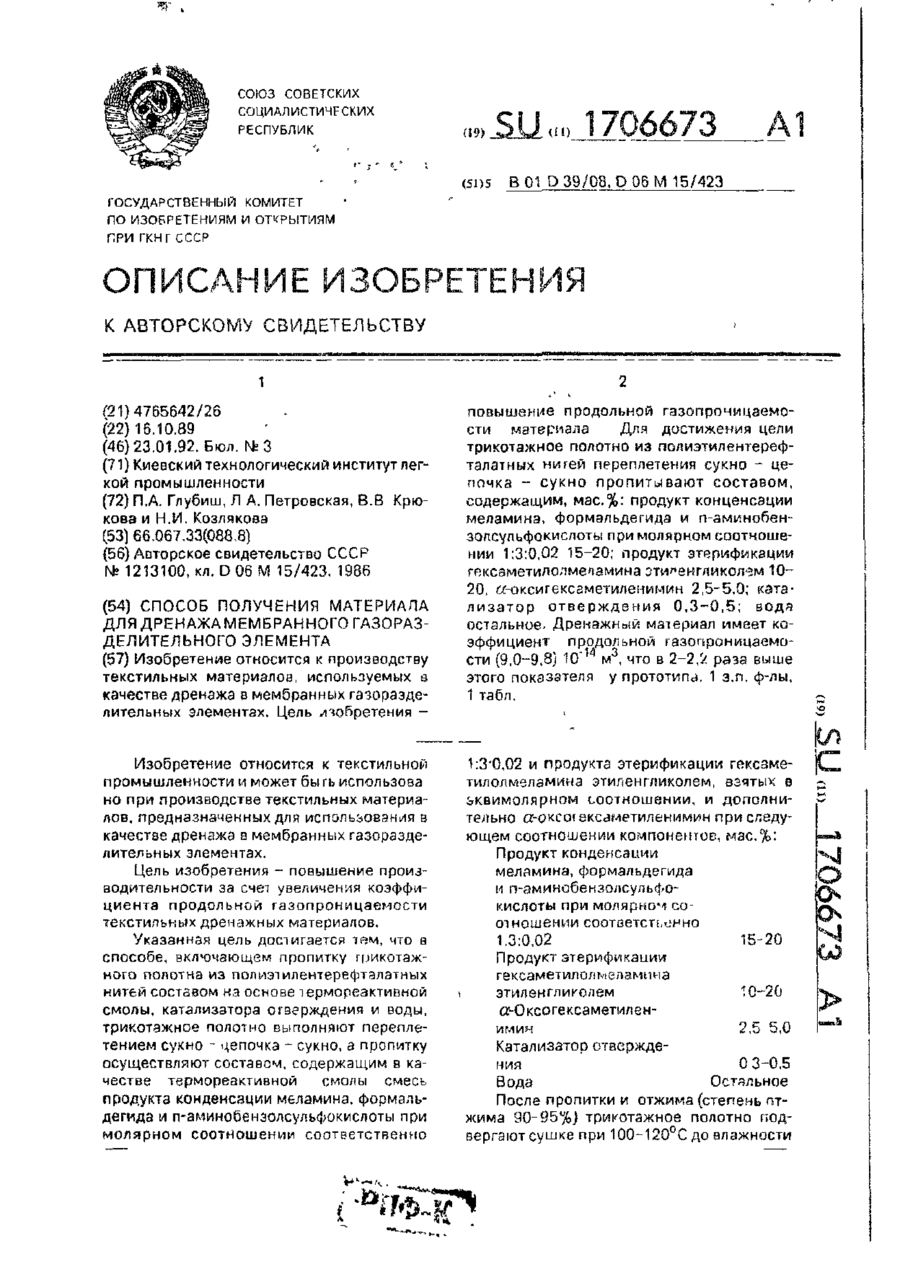
Формула изобретения1. Способ получения материала для дренажа мембранного газоразделительного элемента путем пропитки трикотажного полотна из полтэтелентерефталатных нитей составом на основе термореактивной смолы, катализатора отверждения и воды, отличающийся тем, что, с целью повышения его производительности за счет увеличения коэффициента продольной газопроницаемости, трикотажное полотно выполняют переплетением сукно-цепочка-сукно, а...
Спосіб отримання матеріалу для дренажу мембранного елемента
Номер патенту: 377
Опубліковано: 30.04.1993
Автори: Січкарук Галина Володимирівна, Глубіш Петро Андрійович, Михайлов Валерій Петрович, Солодихін Микола Іванович
МПК: B01D 61/00
Мітки: дренажу, отримання, спосіб, елемента, матеріалу, мембранного
Формула / Реферат:
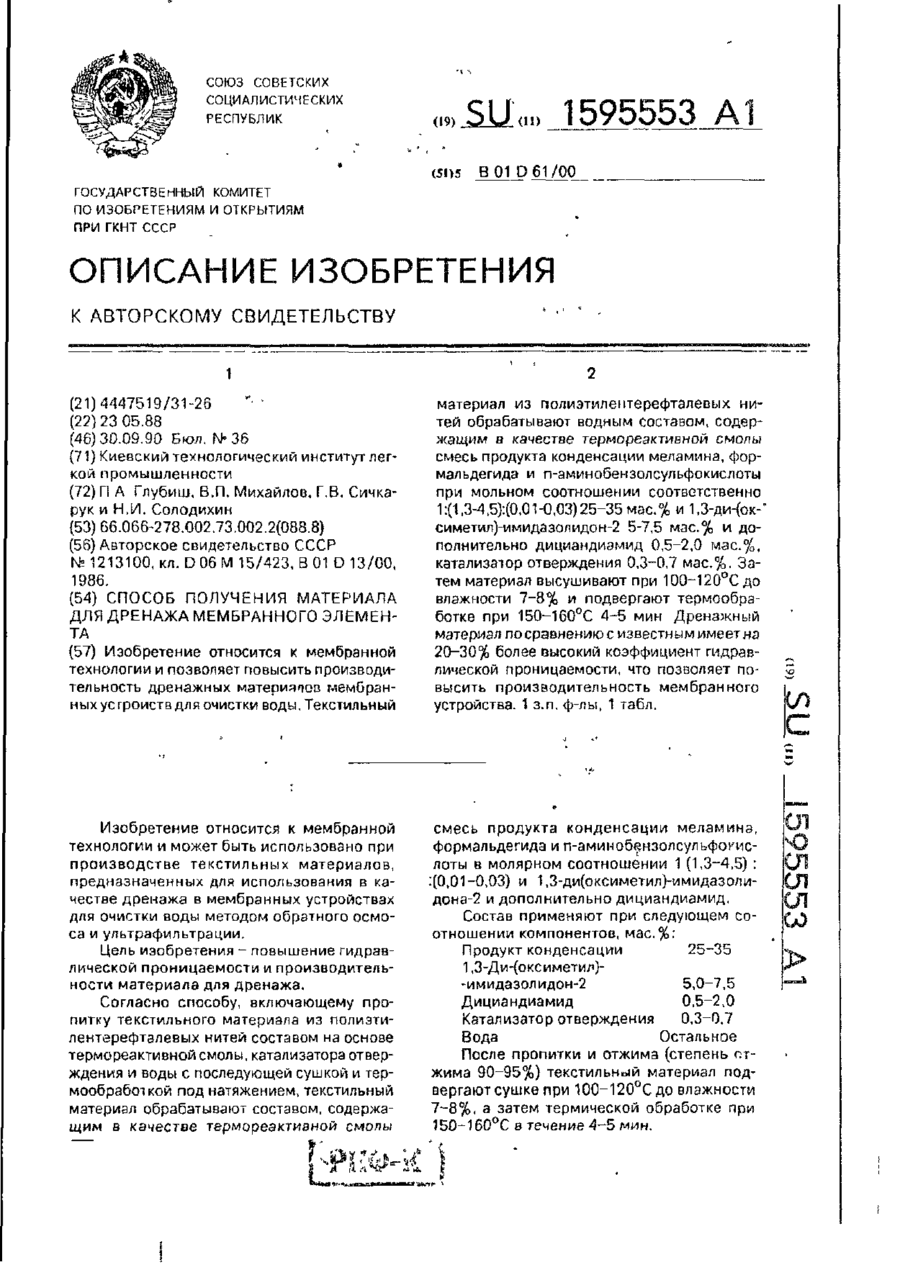
1. Способ получения материала для дренажа мембранного элемента путем пропитки текстильного материала из полиэтилентерефталевых нитей составом на основе термореактивной смолы, катализатора отверждения и воды с последующей сушкой и термообработкой под натяжением, отличающийся тем, что, с целью повышения гидравлической проницаемости материала для дренажа и повышения его производительности, пропитку осуществляют составом, содержащим в качестве...
Пристрій для контролю стану комутаційного елемента
Номер патенту: 1297
Опубліковано: 25.03.1994
Автори: Картман Юхим Борисович, Вайсбурд Павло Мусійович
МПК: H02H 7/12
Мітки: стану, пристрій, елемента, комутаційного, контролю
Формула / Реферат:
Устройство для контроля .состояния коммутационного элемента, включенного последовательно с источником питания и нагрузкой, содержащее индикатор-, первый вывод которого предназначен для подключения к первому выводу коммутационного элемента, соединенному с первым выводом источника питания, и резистор, первый вывод которого предназначен для подключения к первому выводу нагрузки. соединенному со вторым выводом источника питания, отличающееся тем....
Попередній патент: Вимірювач азоту польовий для бездеградаційного визначення вмісту загального азоту в рослинах
Наступний патент: Циліндро-плунжерна пара плунжерного насосу
Випадковий патент: Протипиловий респіратор "дельта"