Спосіб і пристрій для відливання під тиском для виготовлення пакувальної ємності
Номер патенту: 99534
Опубліковано: 27.08.2012
Автори: Стіллеруд Леннарт, Монссон Патрік, Берг Хокан, Андерссон Пер
Формула / Реферат
1. Спосіб виготовлення в заповнюючій і пакувальній машині пакувальної ємності з рукава з пакувального багатошарового матеріалу (10) з щонайменше одним внутрішнім шаром з термопластику, при цьому пакувальна ємність, додатково до рукава пакувального багатошарового матеріалу, включає ділянку заплечика, з'єднану з рукавом з пакувального багатошарового матеріалу, і горловинну ділянку, яка з'єднана з ділянкою заплечика і має виливний отвір, який включає стадії:
- розміщення рукава з пакувального багатошарового матеріалу (10) в з'єднанні з внутрішнім формуючим інструментом,
- розміщення зовнішнього формуючого інструмента зовні внутрішнього формуючого інструмента для утворення порожнини між формуючими інструментами,
- розміщення горловинної ділянки пакувальної системи між вказаними внутрішніми і зовнішніми формуючими інструментами, в контакті з порожниною,
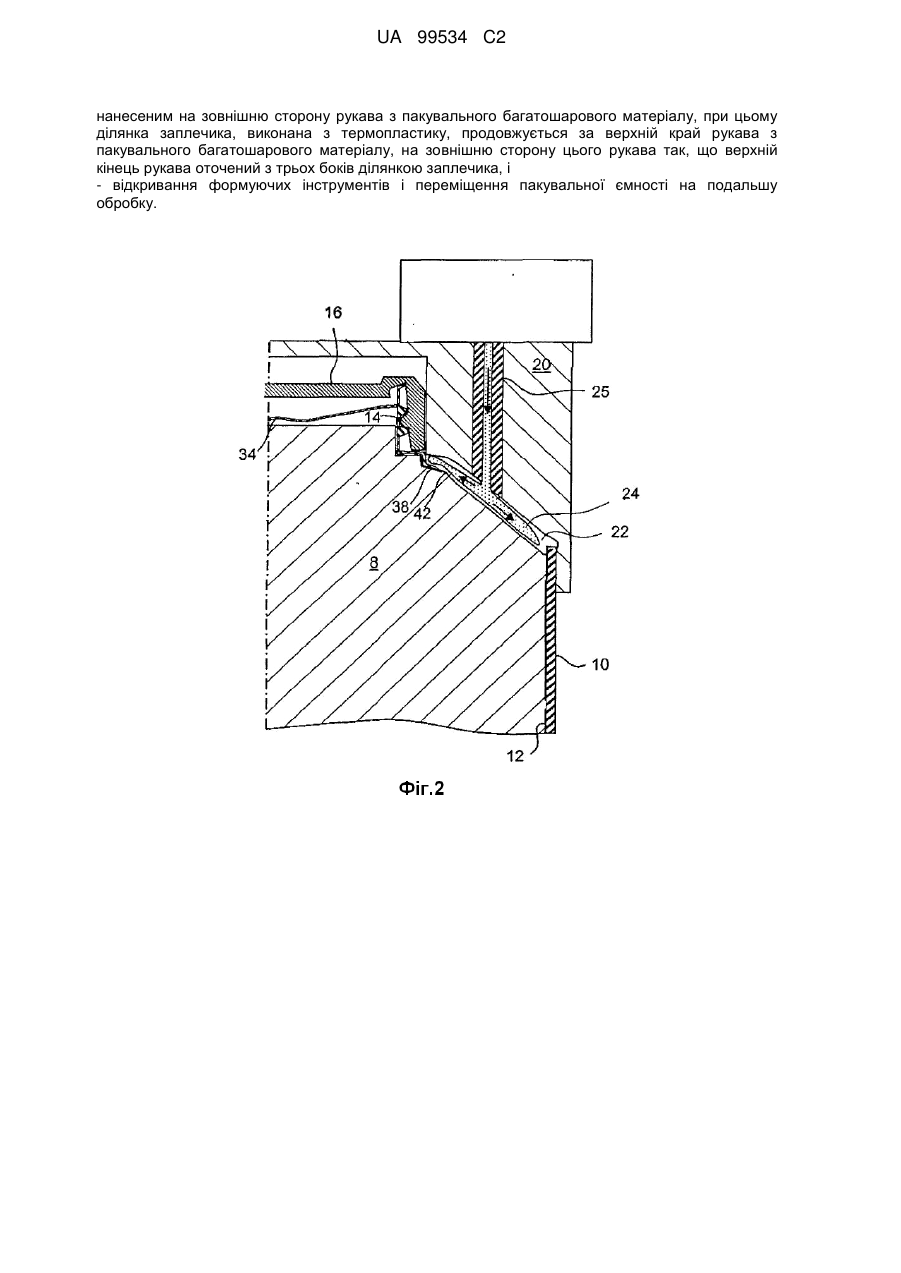
- подачі щонайменше одного розплаву першого матеріалу в порожнину для заповнення порожнини розплавом і сплавлення горловини з ділянкою внутрішнього шару з термопластику на кінці рукава з пакувального багатошарового матеріалу, а також із шаром термопластику, нанесеним на зовнішню сторону рукава з пакувального багатошарового матеріалу, при цьому ділянка заплечика, виконана з термопластику, продовжується за верхній край рукава з пакувального багатошарового матеріалу, на зовнішню сторону цього рукава так, що верхній кінець рукава оточений з трьох боків ділянкою заплечика, і
- відкривання формуючих інструментів і переміщення пакувальної ємності на подальшу обробку.
2. Спосіб за п. 1, в якому порожнина на стадії перед подачею розплаву має об'єм, який перевищує об'єм пакувальної частини, що підлягає виготовленню, і додатково включає, після подачі розплаву, стадію стиснення разом формуючих інструментів, доки розплав не заповнить порожнину і не сплавиться разом з горловиною і ділянкою внутрішнього шару з термопластику на кінці рукава з пакувального багатошарового матеріалу.
3. Спосіб за п. 1 або 2, в якому внутрішній формуючий інструмент має виступ для позиціонування горловинної ділянки.
4. Пристрій для здійснення способу за п. 1, який містить:
- засіб розміщення рукава з пакувального багатошарового матеріалу (10) у з'єднанні з внутрішнім формуючим інструментом (8),
- зовнішній формуючий інструмент (20), виконаний з можливістю розміщення зовні внутрішнього формуючого інструмента (8) для утворення порожнини (22) між формуючими інструментами (8, 20), причому порожнина (22) має об'єм, що перевищує об'єм тієї частини упаковки, яку формують відлиттям під тиском,
- засіб позиціонування горловинної ділянки (14) пакувальної ємності відносно формуючих інструментів (8, 20),
- засіб подачі розплаву першого матеріалу всередину вказаної порожнини, причому вказаний пристрій також включає стискаючий механізм для стиснення разом формуючих інструментів (8, 20),
який відрізняється тим, що формуючі інструменти (8, 20) виконані так, що після стиснення утворюють порожнину (22), яка на одному її кінці обмежена верхнім кінцем рукава (10) з пакувального багатошарового матеріалу, а на іншому її кінці - нижнім кінцем горловинної ділянки (14), причому ділянка заплечика виконана з термопластику, який сплавляє разом горловину, ділянку внутрішнього шару з термопластику на кінці рукава з пакувального багатошарового матеріалу, а також шар термопластику, нанесений на зовнішню сторону рукава з пакувального багатошарового матеріалу, так що ділянка заплечика, виконана з термопластику, продовжується за верхній край рукава з пакувального багатошарового матеріалу, на зовнішню сторону цього рукава, так що верхній кінець рукава оточений з трьох боків ділянкою заплечика.
5. Пристрій за п. 4, в якому порожнина (22) має таку форму, що виготовлена ділянка заплечика (26) пакувальної ємності продовжується за верхній край рукава з пакувального багатошарового матеріалу (10).
6. Пристрій за п. 4 або 5, що містить єдиний внутрішній формуючий інструмент (8) і єдиний зовнішній формуючий інструмент (20).
7. Пристрій за п. 4 або 5, в якому порожнина (22) після стиснення на вказаному другому кінці обмежена периферійним фланцем (38), що продовжується радіально назовні, на горловинній ділянці (14), причому периферійний фланець (38) переважно є звужуваним.
8. Пристрій за будь-яким з пп. 4-7, в якому горловинна ділянка включає мембрану, що закриває виливний отвір, і виконана як одне ціле з горловинною ділянкою.
9. Пристрій за будь-яким з пп. 4-8, в якому горловинна ділянка розміщена в закупорювальному пристрої.
10. Пристрій за п. 9, в якому горловинна ділянка має зовнішню різь, а закупорювальним пристроєм є нарізна кришка.
11. Пристрій за будь-яким з пп. 4-10, в якому одержана ділянка заплечика має товщину матеріалу 0,2-0,6 мм, більш переважно 0,3-0,5 мм.
12. Пристрій за будь-яким з пп. 4-11, в якому горловинна ділянка містить периферичний фланець на її нижньому кінці, що продовжується радіально назовні.
13. Пристрій за п. 12, в якому верхня поверхня фланця виконана шорсткою для кращого контакту з розплавленим матеріалом.
14. Пристрій за п. 12 або 13, в якому горловинна ділянка в зоні вище фланця має зону, що аксіально продовжується, забезпечену виступаючим назовні виступом для збільшення контакту із зовнішнім формуючим інструментом.
15. Пристрій за п. 4, в якому горловинна ділянка забезпечена байонетною кришкою, відкидною кришкою або кришкою для одноразового відкривання.
16. Пакувальний контейнер, що містить рукав (10) з багатошарового пакувального матеріалу, забезпечений щонайменше внутрішнім шаром (12) з термопластику і шар з термопластику, нанесений на зовнішню сторону рукава з багатошарового пакувального матеріалу, горловинну ділянку (14) з виливним отвором (32), і ділянку заплечика, з'єднану з рукавом (10) з багатошарового пакувального матеріалу і горловинною ділянкою (14), який відрізняється тим, що ділянка заплечика сплавлена з горловинною ділянкою (14) і ділянкою внутрішнього шару з термопластику, розташованого на кін ці рукава (10) з пакувального багатошарового матеріалу, так що ділянка заплечика, виконана з термопластику, продовжується за верхній край рукава з пакувального багатошарового матеріалу, на зовнішню сторону цього рукава, так що верхній кінець рукава оточений з трьох боків ділянкою заплечика.
17. Горловинна ділянка (14) для використання у способі за будь-яким з пп. 1-3, що містить по суті циліндричну ділянку (30) з отвором, що утворює виливний отвір (32), причому вказана горловинна ділянка (14) розташована в закупорювальному пристрої (16) і містить периферійний фланець (38), який розташований на нижньому кінці і продовжується радіально назовні, при цьому фланець (38) звужується радіально назовні для сплавлення з ділянкою заплечика пакувального контейнера.
Текст
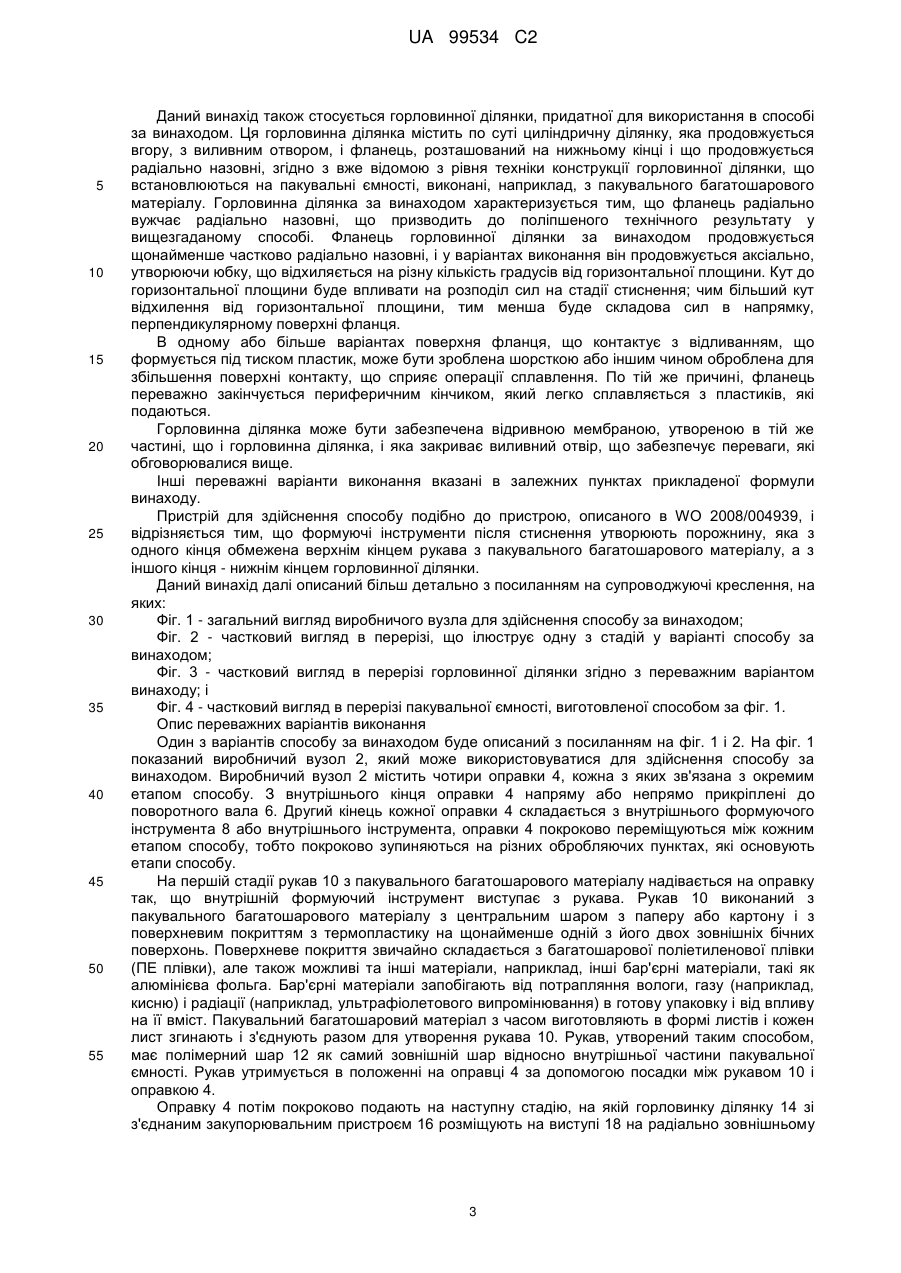
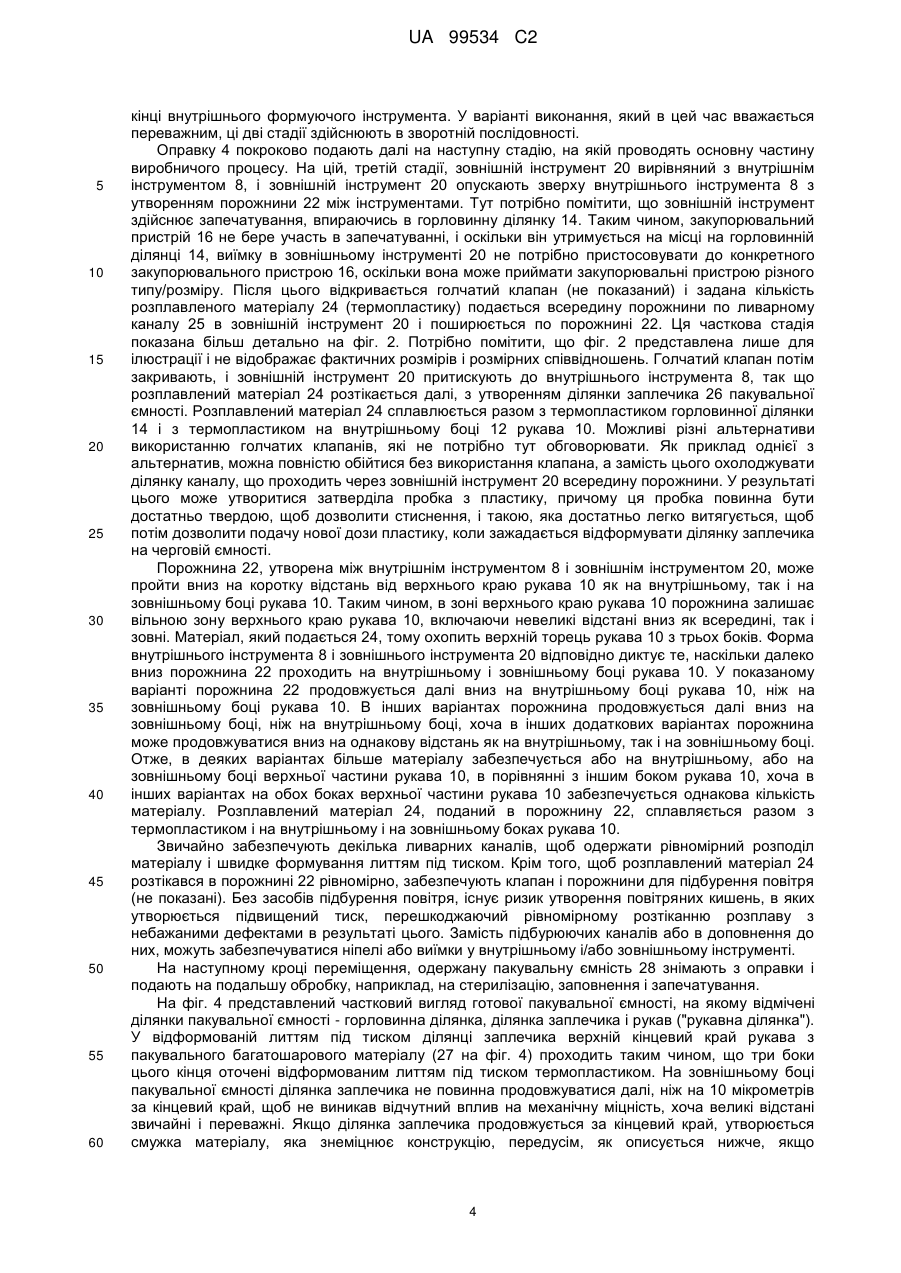
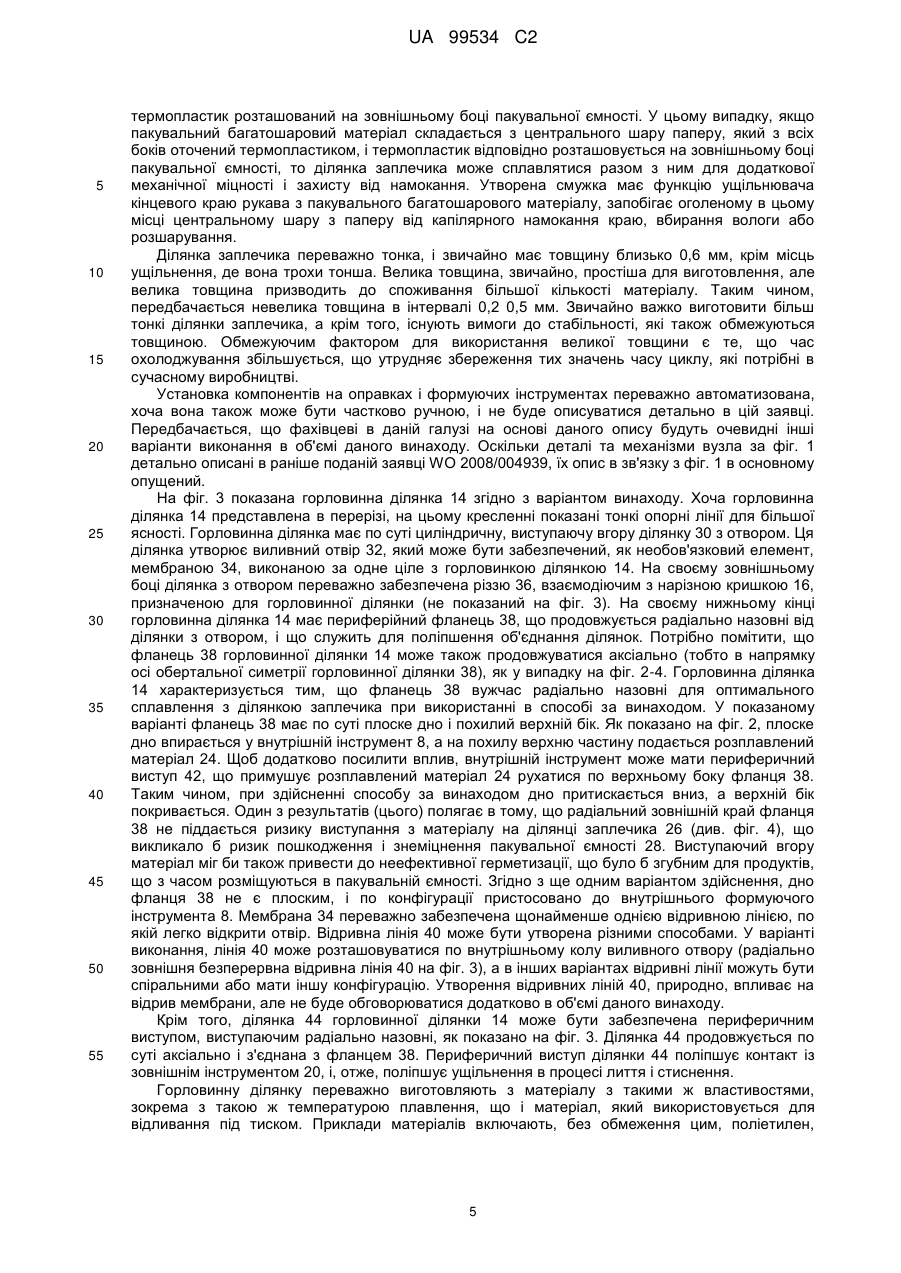
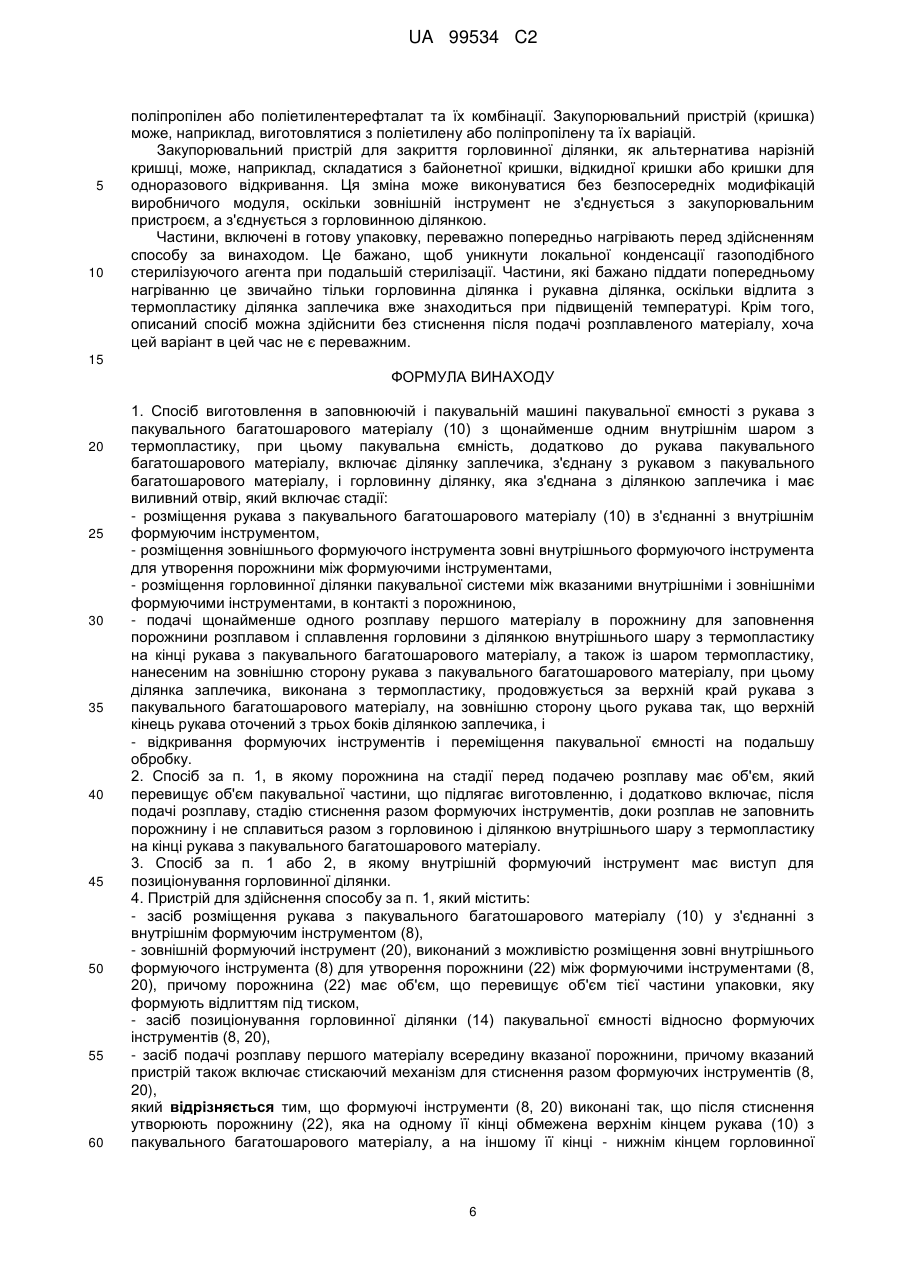
Реферат: Спосіб виготовлення в заповнюючій і пакувальній машині пакувальної ємності з рукава з пакувального багатошарового матеріалу (10) з щонайменше одним внутрішнім шаром з термопластику, при цьому пакувальна ємність, додатково до рукава пакувального багатошарового матеріалу, включає ділянку заплечика, з'єднану з рукавом з пакувального багатошарового матеріалу, і горловинну ділянку, яка з'єднана з ділянкою заплечика і має виливний отвір, включає стадії: - розміщення рукава з пакувального багатошарового матеріалу (10) в з'єднанні з внутрішнім формуючим інструментом, - розміщення зовнішнього формуючого інструмента зовні внутрішнього формуючого інструмента для утворення порожнини між формуючими інструментами, - розміщення горловинної ділянки пакувальної системи між вказаними внутрішніми і зовнішніми формуючими інструментами, в контакті з порожниною, - подачі щонайменше одного розплаву першого матеріалу в порожнину для заповнення порожнини розплавом і сплавлення горловини з ділянкою внутрішнього шару з термопластику на кінці рукава з пакувального багатошарового матеріалу, а також із шаром термопластику, UA 99534 C2 (12) UA 99534 C2 нанесеним на зовнішню сторону рукава з пакувального багатошарового матеріалу, при цьому ділянка заплечика, виконана з термопластику, продовжується за верхній край рукава з пакувального багатошарового матеріалу, на зовнішню сторону цього рукава так, що верхній кінець рукава оточений з трьох боків ділянкою заплечика, і - відкривання формуючих інструментів і переміщення пакувальної ємності на подальшу обробку. UA 99534 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід належить до способу виготовлення пакувальної ємності. У харчовій промисловості є звичайною практикою упаковування рідких і частково рідких харчових продуктів в пакувальні ємності, виготовлені з пакувального багатошарового матеріалу, що містить центральний шар з паперу або картону і один або більше бар'єрних шарів, наприклад, з пластику або алюмінієвої фольги. Все більш звичний тип упаковки виготовляється на заповнюючій і пакувальній машині, в якій плоскі трубчасті заготовки з вищеописаного пакувального багатошарового матеріалу формують і запечатують на одному кінці, на якому литтям під тиском формується, безпосередньо на торцевій ділянці, кришка з термопластику. Іншою альтернативою є листи пакувального багатошарового матеріалу, які скручують в трубчасту форму, а потім запечатують згаданим чином. Листи пакувального багатошарового матеріалу можуть відрізатися від розмотуваного рулону цього матеріалу. Запечатування здійснюють за допомогою того, що пакувальні заготовки подають на оправку, причому один кінець упаковки впирається у внутрішній формуючий інструмент, далі, який називається внутрішнім інструментом. Після цього, зовні внутрішнього інструмента розміщують зовнішній формуючий інструмент, далі, який називається зовнішнім інструментом, і під тиском подають термопластик в порожнину, утворену між зовнішнім і внутрішнім інструментами. Коли необхідна кількість термопластику подана в порожнину, його подачу припиняють і голчаті клапани перекривають ливарні канали. На цій стадії порожнина не повністю закрита, і коли потім зовнішній і внутрішній інструменти притискують один до одного, термопластик заповнює всю порожнину і входить в контакт з кінцевою ділянкою рукава, утворюючи таким шляхом ділянку заплечика пакувальної ємності. Згаданий спосіб описаний в WO 2008/004932 (даного заявника) і хоча можливі альтернативні способи взаємного переміщення формуючих інструментів, вони не будуть додатково обговорюватися. В одному з способів, згідно з вищевказаною публікацією, зовнішній інструмент, крім того, включає тримач для нарізної кришки, яка використовується в готовій ємності для закривання і відкривання, а внутрішній інструмент включає виступ, завдяки якому порожнина виступає вгору під нарізною кришкою. В умовах лиття під тиском, яким можна озаглавити вищезгаданий спосіб, термопластик подається під нарізну кришку і спільно з внутрішньою різзю нарізної кришки формується горловина ємності, причому отвір горловини виконаний за одне ціле із заплечиком. В умовах лиття під тиском виникає сплавлення термопластику в місці з'єднання між заплечиком і пакувальною заготовкою і змочування пластику в місці з'єднання між нарізною кришкою і горловиною для забезпечення ємності, яка не протікає, з нарізною кришкою. Щоб здійснити таке надійне з'єднання, можуть забезпечуватися нагрівальні пристрої на стику між ділянкою заплечика і верхнім кінцем пакувальної заготовки. Задача даного винаходу полягає в створенні більш простого способу. Спосіб за винаходом надає додаткові можливості для пакувальної ємності, утвореної відповідно до винаходу. Ця задача вирішується за допомогою способу виготовлення в заповнюючій і пакувальній машині пакувальної ємності з рукава з пакувального багатошарового матеріалу з щонайменше одним внутрішнім шаром з термопластику, причому пакувальна ємність включає, в доповнення до рукава з багатошарового пакувального матеріалу, ділянку заплечика, з'єднану з рукавом з багатошарового пакувального матеріалу і горловинною ділянкою і, що має виливний отвір, з'єднаний з ділянкою заплечика. Спосіб включає стадії: - розміщення рукава з пакувального багатошарового матеріалу в з'єднанні з внутрішнім формуючим інструментом; - розміщення зовнішнього формуючого інструмента зовні внутрішнього формуючого інструмента для утворення порожнини між формуючими інструментами; - подачі під тиском щонайменше одного розплаву першого матеріалу в порожнину; і характеризується тим, що включає стадії: - розміщення горловинної ділянки пакувальної ємності між внутрішнім і зовнішнім формуючими інструментами в контакті з порожниною, причому розплав заповнює порожнину і сплавляється з горловиною і ділянкою внутрішнього шару з термопластику на кінці рукава з пакувального багатошарового матеріалу; - відкривання формуючих інструментів і переміщення пакувальної ємності на подальшу обробку. Згідно з одним або більше варіантами винаходу, порожнина, що утворюється перед подачею розплаву, має об'єм, який перевищує об'єм пакувальної ділянки, який необхідно виготовити, і додатково включає після подачі розплаву стадію стиснення разом формуючих інструментів, що триває, доки розплав не заповнить порожнину і не сплавиться разом з 1 UA 99534 C2 5 10 15 20 25 30 35 40 45 50 55 60 горловиною і ділянкою внутрішнього шару з термопластику на кінці рукава з пакувального багатошарового матеріалу. Потрібно помітити, що вище приведена не вся послідовність стадій, оскільки, наприклад, очевидно, що горловина пакувальної ємності повинна бути розміщена в формуючих інструментах до того, як вони будуть зведені разом. Спосіб за винаходом створений для більш простого виготовлення пакувальних ємностей, зручних для асептичного застосування. При використанні по суті однакових умов, наприклад, температур розплаву, як при розплавленні між горловиною і заплечиком, так і між заплечиком і рукавом з пакувального багатошарового матеріалу, спосіб буде відносно легко здійснити із забезпеченням надійної герметизації відповідних стикових ділянок. Переміщення формуючих інструментів відносно один одного після того, як розплав був поданий в порожнину, сприяє швидкій подачі розплавленого матеріалу і чудовому його розподілу. Більш швидка подача стає можлива завдяки тому, що перепад тиску можна зробити меншим. При втіленні на практиці способу за винаходом формуючі інструменти не повинні контактувати один з одним, оскільки зовнішній формуючий інструмент може ущільнити частину периферії горловинної ділянки в місці з'єднання з ділянкою заплечика. Передбачається, що кожен відповідний формуючий інструмент буде контактувати тільки з матеріалом пакувальної ємності, Що, в свою чергу, сприяє тому, що знижується знос інструмента в порівнянні зі способами, де формуючі інструменти контактують один з одним. Передбачається збільшений термін служби формуючих інструментів. Спосіб за винаходом також дозволяє виготовити горловинну ділянку в процесі роздільного відливання під тиском, який може бути дискретним і розділеним у часі та відстані від більш раннього процесу. Згідно з одним або більше варіантом здійснення, горловинна ділянка включає мембрану, яка закриває виливний отвір, утворений за одне ціле з горловинною ділянкою. Використання мембрани, яка закриває виливний отвір, має декілька переваг. Як приклад, можна згадати про те, що використання мембрани робить більш простим створення пакувальної ємності, яка абсолютно герметична, для одержання асептичних умов всередині упаковки. Також, якщо ця можливість не використана, то наявність мембрани встановлює контроль за цілісністю, за допомогою якого стає просто визначити чи була пакувальна ємність відкрита і чи розкритий вміст. Мембрана виготовляється відливанням під тиском за одне ціле з горловинною ділянкою. Горловинна ділянка може бути додатково вміщена в закупорювальний пристрій, якщо він використовується в способі за винаходом. Наявність закупорювального пристрою, наприклад, такого, як нарізна кришка, розташована на горловині, забезпечує ряд переваг в способі за винаходом. Наприклад, різь, яка знаходиться на зовнішній поверхні горловини, захищена при маніпулюванні з горловинною ділянкою. Закупорювальний пристрій також захищає мембрану, яка закриває виливний отвір. Як ще один приклад, утворення зовнішнього формуючого інструмента спрощене, оскільки тепер його можна сконструювати так, щоб він охоплював закупорювальний пристрій, а не різь. Зовнішня поверхня закупорювального пристрою звичайно є відносно рівною в порівнянні із зовнішньою поверхнею горловинної ділянки, яка забезпечена різзю. Це робить інструмент менш дорогим і сприяє можливості наявності єдиного зовнішнього формуючого інструмента, який під час здійснення способу на практиці переміщується лише в одному напрямку, наприклад, в подовжньому напрямку майбутньої ємності. Вищевказане також призводить до спрощення процесу виготовлення, оскільки різь, якщо вона є, звичайно, повинна захоплюватися з обережністю і при певному положенні для того, щоб захистити різь, однак горловинною ділянкою, захищеною закупорювальним пристроєм, можна маніпулювати з меншою обережністю і вона має однорідну периферію. Переважно, щоб ділянка заплечика, виготовлена з термопластику, продовжувалася за верхній край рукава з пакувального багатошарового матеріалу на зовнішній бік рукава, так щоб верхній торець рукава був охоплений з трьох боків ділянкою заплечика. Ця багатошарова конструкція містить прилив матеріалу (виступ) вздовж верхньої периферії рукава з пакувального багатошарового матеріалу, який підвищує міцність з'єднання між рукавом і заплечиком. Кінцева ділянка пакувального багатошарового матеріалу, яка вважається найбільш чутливою ділянкою до механічного пошкодження і впливу вологи, також захищається надійним чином. У цьому контексті, є переважним, якщо зовнішній бік рукава з пакувального багатошарового матеріалу також покритий шаром з термопластику, який також сплавляється разом з ділянкою заплечика, в результаті чого зростає стійкість до намокання і механічна міцність. В одному або більше варіантах внутрішній формуючий інструмент має виступ для позиціонування горловинної ділянки, що дозволяє простим чином мати в своєму розпорядженні горловинну ділянку, а де це застосовно, горловинна ділянка розміщена в закупорювальному пристрої зверху внутрішнього формуючого інструмента, що в свою чергу спрощує спосіб виготовлення. 2 UA 99534 C2 5 10 15 20 25 30 35 40 45 50 55 Даний винахід також стосується горловинної ділянки, придатної для використання в способі за винаходом. Ця горловинна ділянка містить по суті циліндричну ділянку, яка продовжується вгору, з виливним отвором, і фланець, розташований на нижньому кінці і що продовжується радіально назовні, згідно з вже відомою з рівня техніки конструкції горловинної ділянки, що встановлюються на пакувальні ємності, виконані, наприклад, з пакувального багатошарового матеріалу. Горловинна ділянка за винаходом характеризується тим, що фланець радіально вужчає радіально назовні, що призводить до поліпшеного технічного результату у вищезгаданому способі. Фланець горловинної ділянки за винаходом продовжується щонайменше частково радіально назовні, і у варіантах виконання він продовжується аксіально, утворюючи юбку, що відхиляється на різну кількість градусів від горизонтальної площини. Кут до горизонтальної площини буде впливати на розподіл сил на стадії стиснення; чим більший кут відхилення від горизонтальної площини, тим менша буде складова сил в напрямку, перпендикулярному поверхні фланця. В одному або більше варіантах поверхня фланця, що контактує з відливанням, що формується під тиском пластик, може бути зроблена шорсткою або іншим чином оброблена для збільшення поверхні контакту, що сприяє операції сплавлення. По тій же причині, фланець переважно закінчується периферичним кінчиком, який легко сплавляється з пластиків, які подаються. Горловинна ділянка може бути забезпечена відривною мембраною, утвореною в тій же частині, що і горловинна ділянка, і яка закриває виливний отвір, що забезпечує переваги, які обговорювалися вище. Інші переважні варіанти виконання вказані в залежних пунктах прикладеної формули винаходу. Пристрій для здійснення способу подібно до пристрою, описаного в WO 2008/004939, і відрізняється тим, що формуючі інструменти після стиснення утворюють порожнину, яказ одного кінця обмежена верхнім кінцем рукава з пакувального багатошарового матеріалу, а з іншого кінця - нижнім кінцем горловинної ділянки. Даний винахід далі описаний більш детально з посиланням на супроводжуючі креслення, на яких: Фіг. 1 - загальний вигляд виробничого вузла для здійснення способу за винаходом; Фіг. 2 - частковий вигляд в перерізі, що ілюструє одну з стадій у варіанті способу за винаходом; Фіг. 3 - частковий вигляд в перерізі горловинної ділянки згідно з переважним варіантом винаходу; і Фіг. 4 - частковий вигляд в перерізі пакувальної ємності, виготовленої способом за фіг. 1. Опис переважних варіантів виконання Один з варіантів способу за винаходом буде описаний з посиланням на фіг. 1 і 2. На фіг. 1 показаний виробничий вузол 2, який може використовуватися для здійснення способу за винаходом. Виробничий вузол 2 містить чотири оправки 4, кожна з яких зв'язана з окремим етапом способу. З внутрішнього кінця оправки 4 напряму або непрямо прикріплені до поворотного вала 6. Другий кінець кожної оправки 4 складається з внутрішнього формуючого інструмента 8 або внутрішнього інструмента, оправки 4 покроково переміщуються між кожним етапом способу, тобто покроково зупиняються на різних обробляючих пунктах, які основують етапи способу. На першій стадії рукав 10 з пакувального багатошарового матеріалу надівається на оправку так, що внутрішній формуючий інструмент виступає з рукава. Рукав 10 виконаний з пакувального багатошарового матеріалу з центральним шаром з паперу або картону і з поверхневим покриттям з термопластику на щонайменше одній з його двох зовнішніх бічних поверхонь. Поверхневе покриття звичайно складається з багатошарової поліетиленової плівки (ПЕ плівки), але також можливі та інші матеріали, наприклад, інші бар'єрні матеріали, такі як алюмінієва фольга. Бар'єрні матеріали запобігають від потрапляння вологи, газу (наприклад, кисню) і радіації (наприклад, ультрафіолетового випромінювання) в готову упаковку і від впливу на її вміст. Пакувальний багатошаровий матеріал з часом виготовляють в формі листів і кожен лист згинають і з'єднують разом для утворення рукава 10. Рукав, утворений таким способом, має полімерний шар 12 як самий зовнішній шар відносно внутрішньої частини пакувальної ємності. Рукав утримується в положенні на оправці 4 за допомогою посадки між рукавом 10 і оправкою 4. Оправку 4 потім покроково подають на наступну стадію, на якій горловинку ділянку 14 зі з'єднаним закупорювальним пристроєм 16 розміщують на виступі 18 на радіально зовнішньому 3 UA 99534 C2 5 10 15 20 25 30 35 40 45 50 55 60 кінці внутрішнього формуючого інструмента. У варіанті виконання, який в цей час вважається переважним, ці дві стадії здійснюють в зворотній послідовності. Оправку 4 покроково подають далі на наступну стадію, на якій проводять основну частину виробничого процесу. На цій, третій стадії, зовнішній інструмент 20 вирівняний з внутрішнім інструментом 8, і зовнішній інструмент 20 опускають зверху внутрішнього інструмента 8 з утворенням порожнини 22 між інструментами. Тут потрібно помітити, що зовнішній інструмент здійснює запечатування, впираючись в горловинну ділянку 14. Таким чином, закупорювальний пристрій 16 не бере участь в запечатуванні, і оскільки він утримується на місці на горловинній ділянці 14, виїмку в зовнішньому інструменті 20 не потрібно пристосовувати до конкретного закупорювального пристрою 16, оскільки вона може приймати закупорювальні пристрою різного типу/розміру. Після цього відкривається голчатий клапан (не показаний) і задана кількість розплавленого матеріалу 24 (термопластику) подається всередину порожнини по ливарному каналу 25 в зовнішній інструмент 20 і поширюється по порожнині 22. Ця часткова стадія показана більш детально на фіг. 2. Потрібно помітити, що фіг. 2 представлена лише для ілюстрації і не відображає фактичних розмірів і розмірних співвідношень. Голчатий клапан потім закривають, і зовнішній інструмент 20 притискують до внутрішнього інструмента 8, так що розплавлений матеріал 24 розтікається далі, з утворенням ділянки заплечика 26 пакувальної ємності. Розплавлений матеріал 24 сплавлюється разом з термопластиком горловинної ділянки 14 і з термопластиком на внутрішньому боці 12 рукава 10. Можливі різні альтернативи використанню голчатих клапанів, які не потрібно тут обговорювати. Як приклад однієї з альтернатив, можна повністю обійтися без використання клапана, а замість цього охолоджувати ділянку каналу, що проходить через зовнішній інструмент 20 всередину порожнини. У результаті цього може утворитися затверділа пробка з пластику, причому ця пробка повинна бути достатньо твердою, щоб дозволити стиснення, і такою, яка достатньо легко витягується, щоб потім дозволити подачу нової дози пластику, коли зажадається відформувати ділянку заплечика на черговій ємності. Порожнина 22, утворена між внутрішнім інструментом 8 і зовнішнім інструментом 20, може пройти вниз на коротку відстань від верхнього краю рукава 10 як на внутрішньому, так і на зовнішньому боці рукава 10. Таким чином, в зоні верхнього краю рукава 10 порожнина залишає вільною зону верхнього краю рукава 10, включаючи невеликі відстані вниз як всередині, так і зовні. Матеріал, який подається 24, тому охопить верхній торець рукава 10 з трьох боків. Форма внутрішнього інструмента 8 і зовнішнього інструмента 20 відповідно диктує те, наскільки далеко вниз порожнина 22 проходить на внутрішньому і зовнішньому боці рукава 10. У показаному варіанті порожнина 22 продовжується далі вниз на внутрішньому боці рукава 10, ніж на зовнішньому боці рукава 10. В інших варіантах порожнина продовжується далі вниз на зовнішньому боці, ніж на внутрішньому боці, хоча в інших додаткових варіантах порожнина може продовжуватися вниз на однакову відстань як на внутрішньому, так і на зовнішньому боці. Отже, в деяких варіантах більше матеріалу забезпечується або на внутрішньому, або на зовнішньому боці верхньої частини рукава 10, в порівнянні з іншим боком рукава 10, хоча в інших варіантах на обох боках верхньої частини рукава 10 забезпечується однакова кількість матеріалу. Розплавлений матеріал 24, поданий в порожнину 22, сплавляється разом з термопластиком і на внутрішньому і на зовнішньому боках рукава 10. Звичайно забезпечують декілька ливарних каналів, щоб одержати рівномірний розподіл матеріалу і швидке формування литтям під тиском. Крім того, щоб розплавлений матеріал 24 розтікався в порожнині 22 рівномірно, забезпечують клапан і порожнини для підбурення повітря (не показані). Без засобів підбурення повітря, існує ризик утворення повітряних кишень, в яких утворюється підвищений тиск, перешкоджаючий рівномірному розтіканню розплаву з небажаними дефектами в результаті цього. Замість підбурюючих каналів або в доповнення до них, можуть забезпечуватися ніпелі або виїмки у внутрішньому і/або зовнішньому інструменті. На наступному кроці переміщення, одержану пакувальну ємність 28 знімають з оправки і подають на подальшу обробку, наприклад, на стерилізацію, заповнення і запечатування. На фіг. 4 представлений частковий вигляд готової пакувальної ємності, на якому відмічені ділянки пакувальної ємності - горловинна ділянка, ділянка заплечика і рукав ("рукавна ділянка"). У відформованій литтям під тиском ділянці заплечика верхній кінцевий край рукава з пакувального багатошарового матеріалу (27 на фіг. 4) проходить таким чином, що три боки цього кінця оточені відформованим литтям під тиском термопластиком. На зовнішньому боці пакувальної ємності ділянка заплечика не повинна продовжуватися далі, ніж на 10 мікрометрів за кінцевий край, щоб не виникав відчутний вплив на механічну міцність, хоча великі відстані звичайні і переважні. Якщо ділянка заплечика продовжується за кінцевий край, утворюється смужка матеріалу, яка знеміцнює конструкцію, передусім, як описується нижче, якщо 4 UA 99534 C2 5 10 15 20 25 30 35 40 45 50 55 термопластик розташований на зовнішньому боці пакувальної ємності. У цьому випадку, якщо пакувальний багатошаровий матеріал складається з центрального шару паперу, який з всіх боків оточений термопластиком, і термопластик відповідно розташовується на зовнішньому боці пакувальної ємності, то ділянка заплечика може сплавлятися разом з ним для додаткової механічної міцності і захисту від намокання. Утворена смужка має функцію ущільнювача кінцевого краю рукава з пакувального багатошарового матеріалу, запобігає оголеному в цьому місці центральному шару з паперу від капілярного намокання краю, вбирання вологи або розшарування. Ділянка заплечика переважно тонка, і звичайно має товщину близько 0,6 мм, крім місць ущільнення, де вона трохи тонша. Велика товщина, звичайно, простіша для виготовлення, але велика товщина призводить до споживання більшої кількості матеріалу. Таким чином, передбачається невелика товщина в інтервалі 0,2 0,5 мм. Звичайно важко виготовити більш тонкі ділянки заплечика, а крім того, існують вимоги до стабільності, які також обмежуються товщиною. Обмежуючим фактором для використання великої товщини є те, що час охолоджування збільшується, що утрудняє збереження тих значень часу циклу, які потрібні в сучасному виробництві. Установка компонентів на оправках і формуючих інструментах переважно автоматизована, хоча вона також може бути частково ручною, і не буде описуватися детально в цій заявці. Передбачається, що фахівцеві в даній галузі на основі даного опису будуть очевидні інші варіанти виконання в об'ємі даного винаходу. Оскільки деталі та механізми вузла за фіг. 1 детально описані в раніше поданій заявці WO 2008/004939, їх опис в зв'язку з фіг. 1 в основному опущений. На фіг. 3 показана горловинна ділянка 14 згідно з варіантом винаходу. Хоча горловинна ділянка 14 представлена в перерізі, на цьому кресленні показані тонкі опорні лінії для більшої ясності. Горловинна ділянка має по суті циліндричну, виступаючу вгору ділянку 30 з отвором. Ця ділянка утворює виливний отвір 32, який може бути забезпечений, як необов'язковий елемент, мембраною 34, виконаною за одне ціле з горловинкою ділянкою 14. На своєму зовнішньому боці ділянка з отвором переважно забезпечена різзю 36, взаємодіючим з нарізною кришкою 16, призначеною для горловинної ділянки (не показаний на фіг. 3). На своєму нижньому кінці горловинна ділянка 14 має периферійний фланець 38, що продовжується радіально назовні від ділянки з отвором, і що служить для поліпшення об'єднання ділянок. Потрібно помітити, що фланець 38 горловинної ділянки 14 може також продовжуватися аксіально (тобто в напрямку осі обертальної симетрії горловинної ділянки 38), як у випадку на фіг. 2-4. Горловинна ділянка 14 характеризується тим, що фланець 38 вужчас радіально назовні для оптимального сплавлення з ділянкою заплечика при використанні в способі за винаходом. У показаному варіанті фланець 38 має по суті плоске дно і похилий верхній бік. Як показано на фіг. 2, плоске дно впирається у внутрішній інструмент 8, а на похилу верхню частину подається розплавлений матеріал 24. Щоб додатково посилити вплив, внутрішній інструмент може мати периферичний виступ 42, що примушує розплавлений матеріал 24 рухатися по верхньому боку фланця 38. Таким чином, при здійсненні способу за винаходом дно притискається вниз, а верхній бік покривається. Один з результатів (цього) полягає в тому, що радіальний зовнішній край фланця 38 не піддається ризику виступання з матеріалу на ділянці заплечика 26 (див. фіг. 4), що викликало б ризик пошкодження і знеміцнення пакувальної ємності 28. Виступаючий вгору матеріал міг би також привести до неефективної герметизації, що було б згубним для продуктів, що з часом розміщуються в пакувальній ємності. Згідно з ще одним варіантом здійснення, дно фланця 38 не є плоским, і по конфігурації пристосовано до внутрішнього формуючого інструмента 8. Мембрана 34 переважно забезпечена щонайменше однією відривною лінією, по якій легко відкрити отвір. Відривна лінія 40 може бути утворена різними способами. У варіанті виконання, лінія 40 може розташовуватися по внутрішньому колу виливного отвору (радіально зовнішня безперервна відривна лінія 40 на фіг. 3), а в інших варіантах відривні лінії можуть бути спіральними або мати іншу конфігурацію. Утворення відривних ліній 40, природно, впливає на відрив мембрани, але не буде обговорюватися додатково в об'ємі даного винаходу. Крім того, ділянка 44 горловинної ділянки 14 може бути забезпечена периферичним виступом, виступаючим радіально назовні, як показано на фіг. 3. Ділянка 44 продовжується по суті аксіально і з'єднана з фланцем 38. Периферичний виступ ділянки 44 поліпшує контакт із зовнішнім інструментом 20, і, отже, поліпшує ущільнення в процесі лиття і стиснення. Горловинну ділянку переважно виготовляють з матеріалу з такими ж властивостями, зокрема з такою ж температурою плавлення, що і матеріал, який використовується для відливання під тиском. Приклади матеріалів включають, без обмеження цим, поліетилен, 5 UA 99534 C2 5 10 поліпропілен або поліетилентерефталат та їх комбінації. Закупорювальний пристрій (кришка) може, наприклад, виготовлятися з поліетилену або поліпропілену та їх варіацій. Закупорювальний пристрій для закриття горловинної ділянки, як альтернатива нарізній кришці, може, наприклад, складатися з байонетної кришки, відкидної кришки або кришки для одноразового відкривання. Ця зміна може виконуватися без безпосередніх модифікацій виробничого модуля, оскільки зовнішній інструмент не з'єднується з закупорювальним пристроєм, а з'єднується з горловинною ділянкою. Частини, включені в готову упаковку, переважно попередньо нагрівають перед здійсненням способу за винаходом. Це бажано, щоб уникнути локальної конденсації газоподібного стерилізуючого агента при подальшій стерилізації. Частини, які бажано піддати попередньому нагріванню це звичайно тільки горловинна ділянка і рукавна ділянка, оскільки відлита з термопластику ділянка заплечика вже знаходиться при підвищеній температурі. Крім того, описаний спосіб можна здійснити без стиснення після подачі розплавленого матеріалу, хоча цей варіант в цей час не є переважним. 15 ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 60 1. Спосіб виготовлення в заповнюючій і пакувальній машині пакувальної ємності з рукава з пакувального багатошарового матеріалу (10) з щонайменше одним внутрішнім шаром з термопластику, при цьому пакувальна ємність, додатково до рукава пакувального багатошарового матеріалу, включає ділянку заплечика, з'єднану з рукавом з пакувального багатошарового матеріалу, і горловинну ділянку, яка з'єднана з ділянкою заплечика і має виливний отвір, який включає стадії: - розміщення рукава з пакувального багатошарового матеріалу (10) в з'єднанні з внутрішнім формуючим інструментом, - розміщення зовнішнього формуючого інструмента зовні внутрішнього формуючого інструмента для утворення порожнини між формуючими інструментами, - розміщення горловинної ділянки пакувальної системи між вказаними внутрішніми і зовнішніми формуючими інструментами, в контакті з порожниною, - подачі щонайменше одного розплаву першого матеріалу в порожнину для заповнення порожнини розплавом і сплавлення горловини з ділянкою внутрішнього шару з термопластику на кінці рукава з пакувального багатошарового матеріалу, а також із шаром термопластику, нанесеним на зовнішню сторону рукава з пакувального багатошарового матеріалу, при цьому ділянка заплечика, виконана з термопластику, продовжується за верхній край рукава з пакувального багатошарового матеріалу, на зовнішню сторону цього рукава так, що верхній кінець рукава оточений з трьох боків ділянкою заплечика, і - відкривання формуючих інструментів і переміщення пакувальної ємності на подальшу обробку. 2. Спосіб за п. 1, в якому порожнина на стадії перед подачею розплаву має об'єм, який перевищує об'єм пакувальної частини, що підлягає виготовленню, і додатково включає, після подачі розплаву, стадію стиснення разом формуючих інструментів, доки розплав не заповнить порожнину і не сплавиться разом з горловиною і ділянкою внутрішнього шару з термопластику на кінці рукава з пакувального багатошарового матеріалу. 3. Спосіб за п. 1 або 2, в якому внутрішній формуючий інструмент має виступ для позиціонування горловинної ділянки. 4. Пристрій для здійснення способу за п. 1, який містить: - засіб розміщення рукава з пакувального багатошарового матеріалу (10) у з'єднанні з внутрішнім формуючим інструментом (8), - зовнішній формуючий інструмент (20), виконаний з можливістю розміщення зовні внутрішнього формуючого інструмента (8) для утворення порожнини (22) між формуючими інструментами (8, 20), причому порожнина (22) має об'єм, що перевищує об'єм тієї частини упаковки, яку формують відлиттям під тиском, - засіб позиціонування горловинної ділянки (14) пакувальної ємності відносно формуючих інструментів (8, 20), - засіб подачі розплаву першого матеріалу всередину вказаної порожнини, причому вказаний пристрій також включає стискаючий механізм для стиснення разом формуючих інструментів (8, 20), який відрізняється тим, що формуючі інструменти (8, 20) виконані так, що після стиснення утворюють порожнину (22), яка на одному її кінці обмежена верхнім кінцем рукава (10) з пакувального багатошарового матеріалу, а на іншому її кінці - нижнім кінцем горловинної 6 UA 99534 C2 5 10 15 20 25 30 35 40 45 ділянки (14), причому ділянка заплечика виконана з термопластику, який сплавляє разом горловину, ділянку внутрішнього шару з термопластику на кінці рукава з пакувального багатошарового матеріалу, а також шар термопластику, нанесений на зовнішню сторону рукава з пакувального багатошарового матеріалу, так що ділянка заплечика, виконана з термопластику, продовжується за верхній край рукава з пакувального багатошарового матеріалу, на зовнішню сторону цього рукава, так що верхній кінець рукава оточений з трьох боків ділянкою заплечика. 5. Пристрій за п. 4, в якому порожнина (22) має таку форму, що виготовлена ділянка заплечика (26) пакувальної ємності продовжується за верхній край рукава з пакувального багатошарового матеріалу (10). 6. Пристрій за п. 4 або 5, що містить єдиний внутрішній формуючий інструмент (8) і єдиний зовнішній формуючий інструмент (20). 7. Пристрій за п. 4 або 5, в якому порожнина (22) після стиснення на вказаному другому кінці обмежена периферійним фланцем (38), що продовжується радіально назовні, на горловинній ділянці (14), причому периферійний фланець (38) переважно є звужуваним. 8. Пристрій за будь-яким з пп. 4-7, в якому горловинна ділянка включає мембрану, що закриває виливний отвір, і виконана як одне ціле з горловинною ділянкою. 9. Пристрій за будь-яким з пп. 4-8, в якому горловинна ділянка розміщена в закупорювальному пристрої. 10. Пристрій за п. 9, в якому горловинна ділянка має зовнішню різь, а закупорювальним пристроєм є нарізна кришка. 11. Пристрій за будь-яким з пп. 4-10, в якому одержана ділянка заплечика має товщину матеріалу 0,2-0,6 мм, більш переважно 0,3-0,5 мм. 12. Пристрій за будь-яким з пп. 4-11, в якому горловинна ділянка містить периферичний фланець на її нижньому кінці, що продовжується радіально назовні. 13. Пристрій за п. 12, в якому верхня поверхня фланця виконана шорсткою для кращого контакту з розплавленим матеріалом. 14. Пристрій за п. 12 або 13, в якому горловинна ділянка в зоні вище фланця має зону, що аксіально продовжується, забезпечену виступаючим назовні виступом для збільшення контакту із зовнішнім формуючим інструментом. 15. Пристрій за п. 4, в якому горловинна ділянка забезпечена байонетною кришкою, відкидною кришкою або кришкою для одноразового відкривання. 16. Пакувальний контейнер, що містить рукав (10) з багатошарового пакувального матеріалу, забезпечений щонайменше внутрішнім шаром (12) з термопластику і шар з термопластику, нанесений на зовнішню сторону рукава з багатошарового пакувального матеріалу, горловинну ділянку (14) з виливним отвором (32), і ділянку заплечика, з'єднану з рукавом (10) з багатошарового пакувального матеріалу і горловинною ділянкою (14), який відрізняється тим, що ділянка заплечика сплавлена з горловинною ділянкою (14) і ділянкою внутрішнього шару з термопластику, розташованого на кінці рукава (10) з пакувального багатошарового матеріалу, так що ділянка заплечика, виконана з термопластику, продовжується за верхній край рукава з пакувального багатошарового матеріалу, на зовнішню сторону цього рукава, так що верхній кінець рукава оточений з трьох боків ділянкою заплечика. 17. Горловинна ділянка (14) для використання у способі за будь-яким з пп. 1-3, що містить по суті циліндричну ділянку (30) з отвором, що утворює виливний отвір (32), причому вказана горловинна ділянка (14) розташована в закупорювальному пристрої (16) і містить периферійний фланець (38), який розташований на нижньому кінці і продовжується радіально назовні, при цьому фланець (38) звужується радіально назовні для сплавлення з ділянкою заплечика пакувального контейнера. 7 UA 99534 C2 8 UA 99534 C2 9 UA 99534 C2 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for die casting for manufacturing packaging container
Автори англійськоюMansson, Patrik, Berg, Hakan, Stillerud, Lennart, Andersson, Par
Назва патенту російськоюСпособ и устройство для отливки под давлением для изготовления упаковочной емкости
Автори російськоюМонссон Патрик, Берг Хокан, Стиллеруд Леннарт, Андерссон Пер
МПК / Мітки
МПК: B29C 45/04, B65D 35/00, B29C 45/14, B65D 6/00, B29C 45/56
Мітки: тиском, ємності, виготовлення, спосіб, пакувальної, відливання, пристрій
Код посилання
<a href="https://ua.patents.su/12-99534-sposib-i-pristrijj-dlya-vidlivannya-pid-tiskom-dlya-vigotovlennya-pakuvalno-ehmnosti.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для відливання під тиском для виготовлення пакувальної ємності</a>
Інструмент для лиття під тиском, спосіб лиття під тиском відкривального пристрою та пакувальна тара, яка має виконаний литтям під тиском відкривальний пристрій
Номер патенту: 77717
Опубліковано: 15.01.2007
Автори: Ек Йоран, Хоканссон Хокан
МПК: B29C 45/14, B65D 5/72
Мітки: яка, пакувальна, відкривальний, відкривального, має, пристрій, інструмент, виконаний, литтям, лиття, тиском, спосіб, тара, пристрою
Формула / Реферат:
1. Iнструмент для лиття під тиском відкривального пристрою (20) з пластику в oтворi в пакувальному матеріалi (9), що має форму листа або смуги, де отвором утворений край (8), а інструмент складається принаймні з однієї першої частини (1а, 1b) інструмента, виконаної з можливістю уведення в контакт з першою стороною (9а) пакувального матеріалу, і принаймні з однієї другої частини (2) інструмента, виконаної з можливістю уведення в контакт з...
Пристрій для ущільнення списа в отворі при його введенні до ємності, яка знаходиться під тиском
Номер патенту: 40667
Опубліковано: 15.08.2001
Автори: Андонов Радомір, Лонарді Еміл
МПК: C21B 7/24, F27D 3/16, F16J 15/46
Мітки: отворі, введенні, ємності, списа, тиском, яка, пристрій, знаходиться, ущільнення
Формула / Реферат:
1. Пристрій для ущільнення списа в отворі при його введенні в ємність, яка знаходиться під тиском, зокрема шахтову піч, що включає зовнішній корпус, одна торцева стінка якого повернута до шахтної печі, а інша в протилежний від неї бік, і кожна з цих торцевих стінок обладнана осьовим наскрізним отвором для списа, і розташований в зовнішньому корпусі ущільнюючий вузол, який відрізняється тим, що ущільнюючий вузол включає внутрішній корпус з...
Закриваючий пристрій для ємності і каструля для парового варіння під тиском, що містить такий закриваючий пристрій
Номер патенту: 78717
Опубліковано: 25.04.2007
Автор: Шультц Хорст
МПК: A47J 27/08
Мітки: каструля, парового, пристрій, варіння, містить, закриваючий, тиском, ємності
Формула / Реферат:
1. Закриваючий пристрій (1) для ємності (120) з отвором, зокрема для каструлі з розливним краєм (130), що виступає назовні, причому закриваючий пристрій (1) включає кришку (80) для закриття отвору ємності (120), конструкцію (2) закриваючих елементів з закриваючими елементами (10, 20, 30, 40) і пристроєм (90) переміщення для переміщення закриваючих елементів (10, 20, 30, 40), при цьому закриваючі елементи виконані з можливістю переміщення...
Спосіб відливання з металу заготовки перерізом, близьким до перерізу готового прокату, і пристрій для його здійснення
Номер патенту: 63011
Опубліковано: 15.01.2004
Автор: Урлау Ульріх
МПК: B22D 11/06
Мітки: металу, здійснення, відливання, перерізу, близьким, пристрій, спосіб, перерізом, готового, прокату, заготовки
Формула / Реферат:
1. Спосіб відливання прямокутних заготовок перерізом, близьким до перерізу готового прокату, з металу, зокрема із сталі, та наступного прокатування безперервно вилитої заготовки, з використанням ємності, що подає матеріал, через вихідне сопло якої подають розплавлений метал на верхню гілку стрічкового конвеєра, на якому він твердне і подається для подальшої деформації в прокатну кліть, що включає наступні операції:а) перед початком...
Спосіб з’єднання кінців сталевої пакувальної стрічки
Номер патенту: 64001
Опубліковано: 25.10.2011
Автори: Сірко Зіновій Степанович, Шліхта Валентин Михайлович, Леонов Юрій Григорович
МПК: B65B 13/34
Мітки: пакувальної, кінців, сталевої, спосіб, з'єднання, стрічки
Формула / Реферат:
Спосіб з'єднання кінців сталевої пакувальної стрічки, який здійснюється за допомогою стрічкообв'язувальних машинок та скріп, при якому кінці стрічки накладають один на одний внахльост, обтискають скріпою шляхом загину її щік навколо нахльоснутих кінців стрічки, надрізають та відгинають ділянки, які розміщені між надрізами разом із обхоплюючими їх елементами скріпи в штампі, який відрізняється тим, що для покращення умов праці оператора при...
Попередній патент: Глибинний пробовідбірник
Наступний патент: Спосіб і пристрій для намотування металевої штаби
Випадковий патент: Спосіб безпровідного програмування мобільної станції у мережі зв'язку та спосіб і система дистанційного програмування мобільної станції