Ливарна форма для лиття
Формула / Реферат
1. Ливарна форма (1) для лиття, зокрема, методом уприскування, що включає дві ливарні півформи (2, 3), кожна з яких визначена боковою поверхнею (21, 31), передньою поверхнею (22, 32) і задньою поверхнею (23, 33), при цьому принаймні одна з двох ливарних півформ виконана для з'єднання з пристроєм відкриття і закриття ливарної форми, обидві ливарні півформи (2, 3) здатні контактувати по лінії роз'єму (11), коли ливарна форма (1) знаходиться в закритому положенні, причому кожна з двох ливарних півформ має щонайменше одне поглиблення (25, 35), розташоване на боковій поверхні, а кожне поглиблення має отвір (27, 37), дно (28, 38), дві торцеві поверхні, розташовані ортогонально лінії роз'єму (11), і дві протилежні бокові поверхні між отвором (27, 37) і дном (28, 38) поглиблення (25, 35), яка відрізняється тим, що бокова поверхня (26, 36) кожного поглиблення (25, 35), що розташована найближче до лінії роз'єму, формує кут (А) з лінією роз'єму (11), внаслідок чого відстань між боковими протилежними поверхнями поглиблення зростає від дна (28, 38) до отвору (25, 35) поглиблення (25, 35), причому принаймні одна з двох півформ (3, 4) забезпечена щонайменше одним блокуючим пристроєм (6), що містить:
щонайменше одну засувку (7), яка включає два шипи (72, 73) пристосовані для розташовування одночасно в поглибленнях (25, 35) ливарних півформ (2, 3), причому кожен із шипів має похилу внутрішню поверхню (74, 75), пристосовану для контактування з похилою боковою поверхнею (26, 36) поглиблення (25, 35) ближче до лінії роз'єму (11), а похилі поверхні (26, 36) поглиблення (25, 35) і похилі внутрішні поверхні (74, 75) шипів (72,73) містять ковзальні пластини, виготовлені із матеріалу, що має кращі ковзальні властивості, ніж ковзальні властивості матеріалу півформ (2, 3) або засувки (7),
принаймні одну автономну систему, виконану з можливістю забезпечення переміщення засувки (7) до поглиблень і від поглиблень (25, 35), в яких повинна розташовуватися засувка (7), та оснащену
- щонайменше одним циліндром (8), що містить камеру, сполучену з ливарною півформою,
поршнем, що пристосований для переміщення у вказаній камері,
і сполученим з поршнем штоком, до якого приєднана засувка.
2. Ливарна форма за п. 1, яка відрізняється тим, що обидві ливарні півформи (2, 3) забезпечені принаймні одним блокуючим пристроєм (6).
3. Ливарна форма за п. 1 або 2, яка відрізняється тим, що камера циліндра приєднана до опори, зв'язаної з ливарною півформою.
4. Ливарна форма за п. 1 або 3, яка відрізняється тим, що камера циліндра або опора, до якої ця камера приєднана, зв'язана, принаймні з однією боковою ділянкою (21, 31) ливарної півформи.
5. Ливарна форма за пп. 1-4, яка відрізняється тим, що вісь тяги циліндра відповідає осі переміщення засувки.
6. Ливарна форма за пп. 1-5, яка відрізняється тим, що перша ливарна півформа (2) виконана для з'єднання з фіксованою плитою (4), а друга ливарна півформа (3) виконана для з'єднання з рухомою плитою (5), при цьому одна та/або інша плити і/або ливарні півформи щільно пов'язані з пристроєм для уприскування формованого матеріалу і пристроєм для виштовхування відлитої деталі.
7. Ливарна форма за пп. 1-6, яка відрізняється тим, що засувка (7) має форму, відповідну формі поглиблень (25, 35) в яких вона поміщається.
8. Ливарна форма за пп. 1-7, яка відрізняється тим, що кожне поглиблення (25) ливарної півформи (2) розташоване симетрично поглибленню (35) іншої ливарної півформи (3) відносно лінії роз'єму (11).
9. Ливарна форма за одним з пп. 1-8, яка відрізняється тим, що кут (А) дорівнює або менший за 30°.
Текст
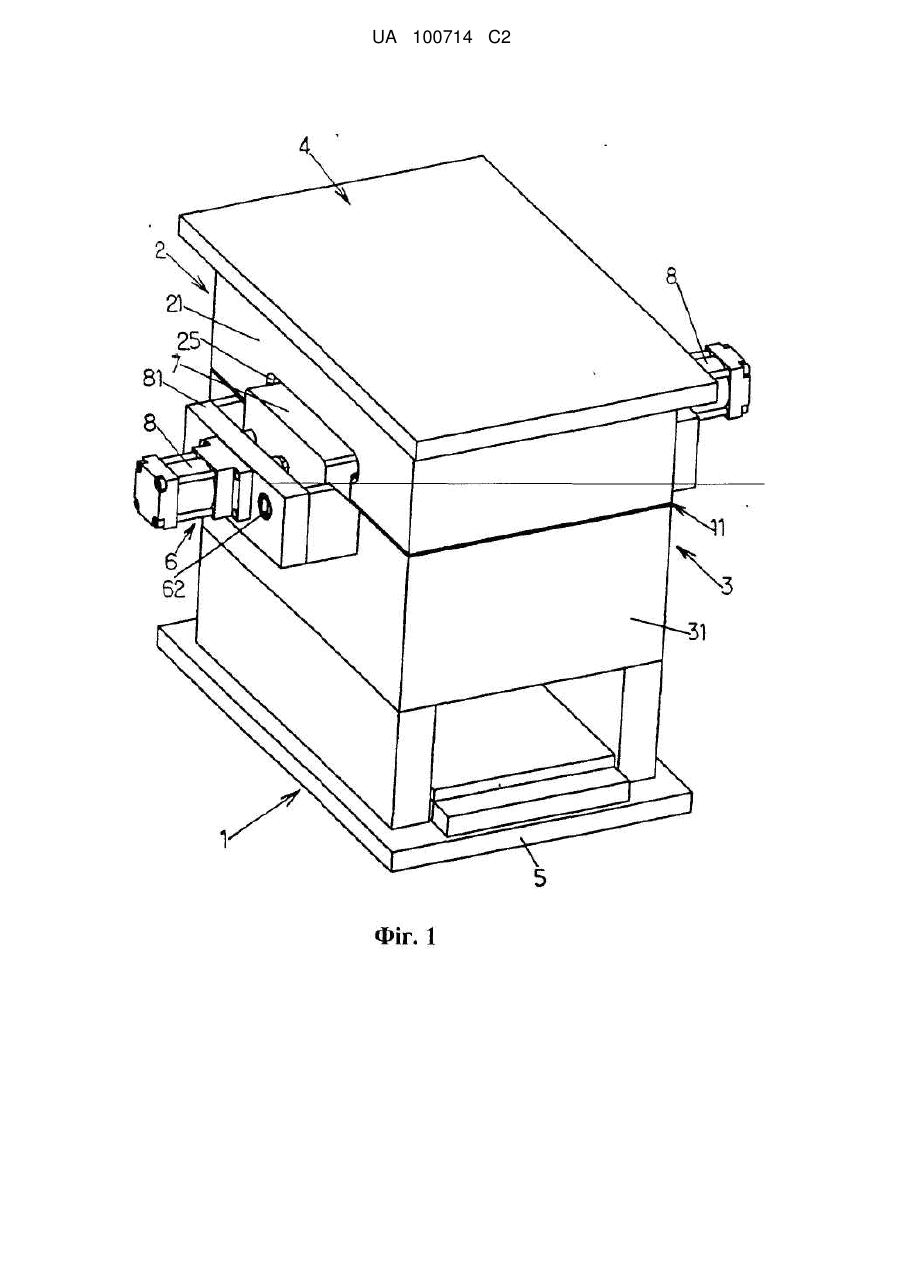
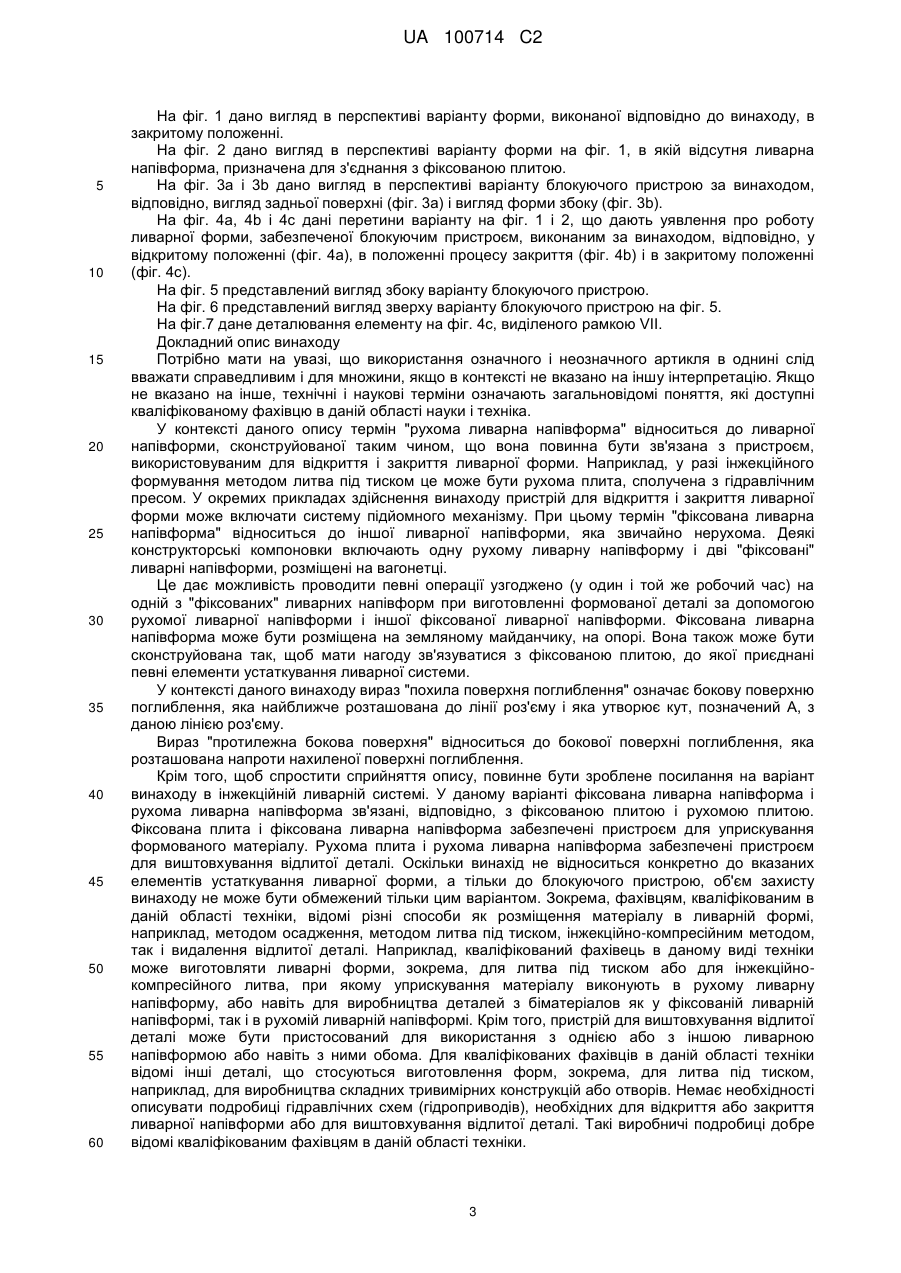
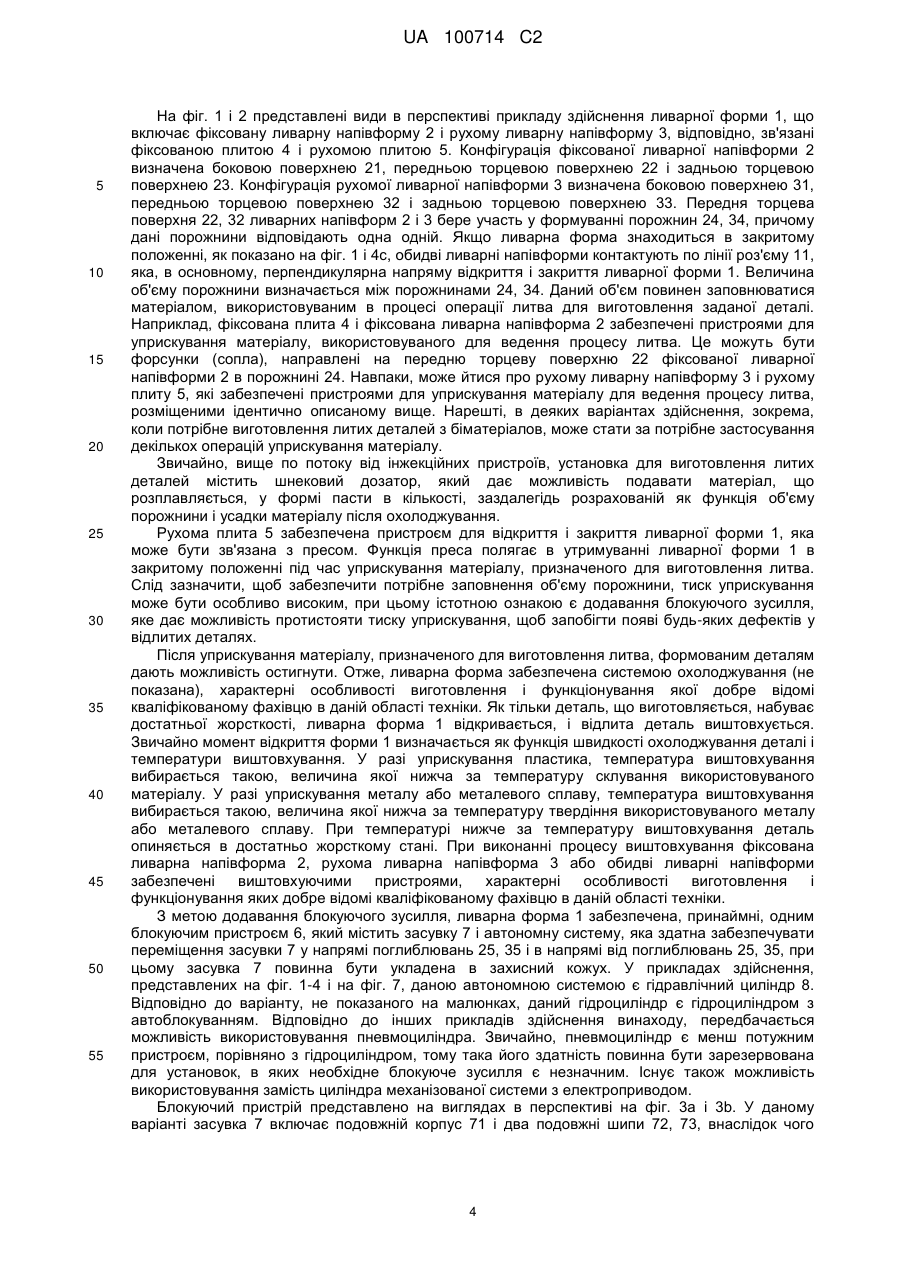
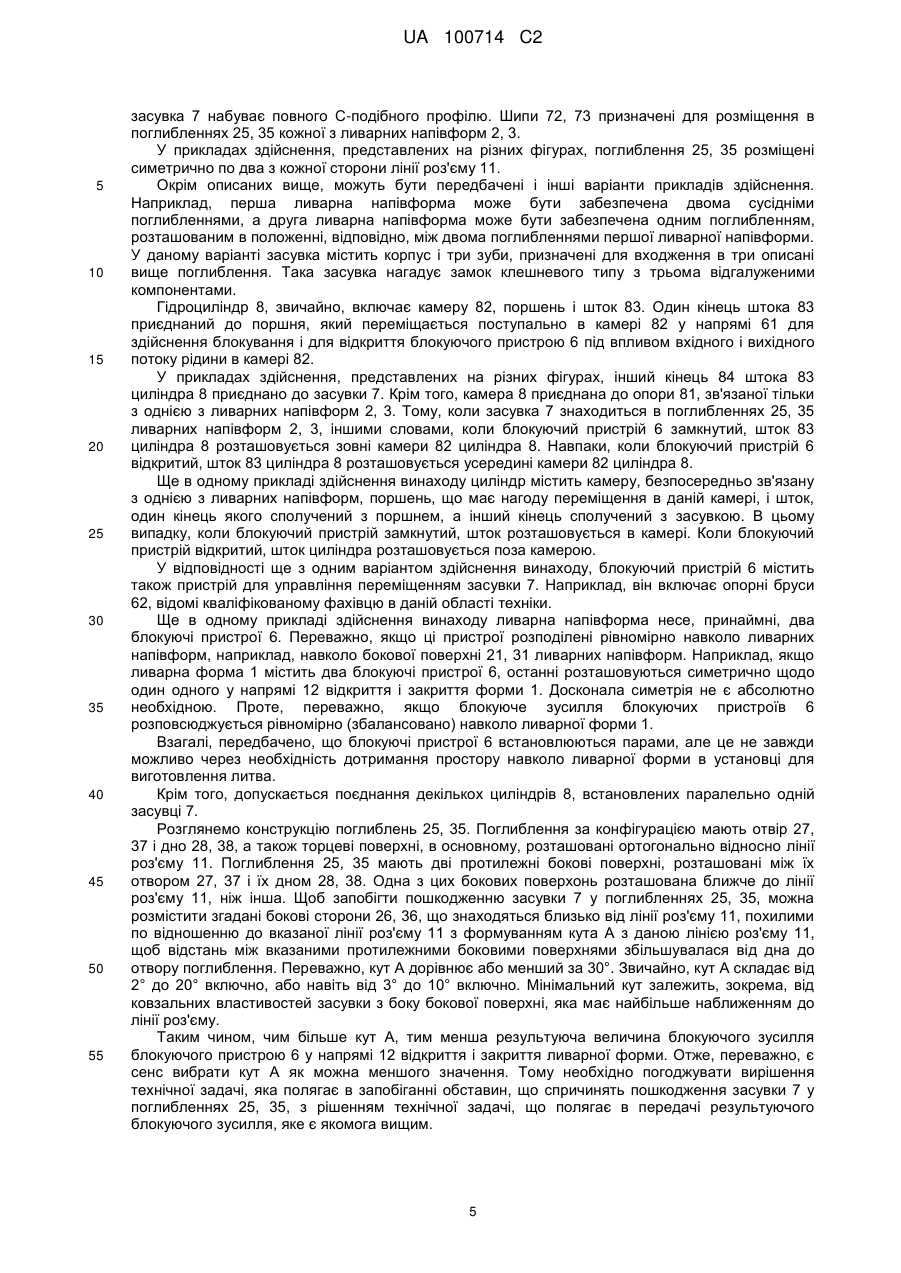
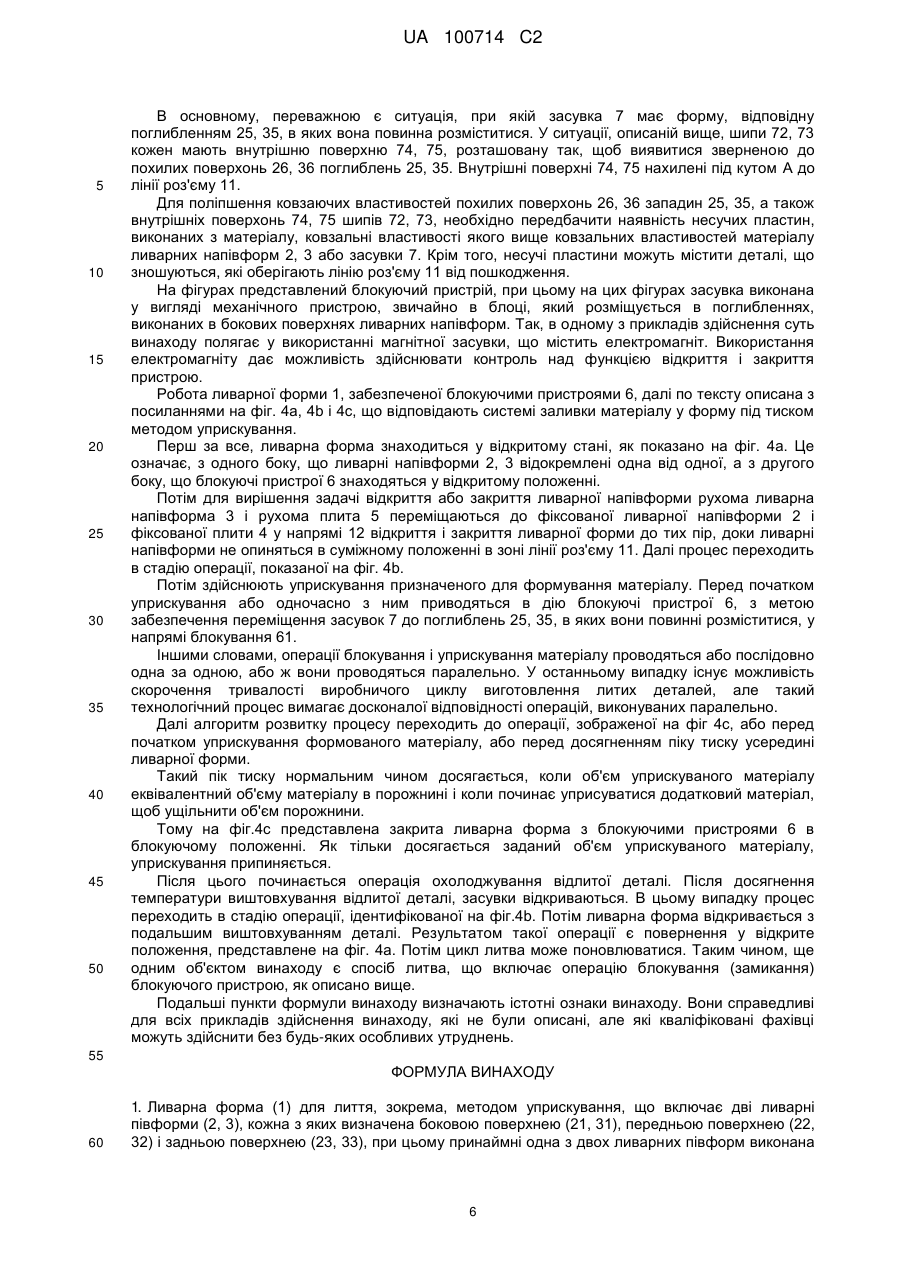
Реферат: Заявлена ливарна форма для лиття, зокрема, методом уприскування, включає дві ливарні півформи, кожна з яких визначена боковою поверхнею, передньою поверхнею і задньою поверхнею. Принаймні одна з двох ливарних півформ виконана для з'єднання з пристроєм відкриття і закриття ливарної форми. Обидві ливарні півформи здатні контактувати по лінії роз'єму, коли ливарна форма знаходиться в закритому положенні. Півформа забезпечена принаймні одним блокуючим пристроєм, що включає принаймні одну засувку, пристосовану для розташовування одночасно в поглибленні кожної з ливарних півформ принаймні одну автономну систему, що забезпечує переміщення засувки до поглиблень і від поглиблень, в яких повинна розташовуватися засувка, що включає щонайменше один циліндр, який містить камеру, сполучену з ливарною півформою, поршень, здатний переміщуватися у вказаній камері, і сполучений з поршнем шток, до якого приєднана засувка. UA 100714 C2 (12) UA 100714 C2 UA 100714 C2 5 10 15 20 25 30 35 40 45 50 55 60 Область винаходу Винахід відноситься до області оснащення виробництва деталей, відлитих у форму, зокрема, методом литва під тиском. Більш конкретно, предметом даного винаходу є пристрій для блокування ливарної форми. Передумови створення винаходу. Існує декілька способів формування деталей, зокрема, виконаних з пластмас, композитних матеріалів або металу. Давно відома технологія заливки металу у форму під тиском методом уприскування. Дві ливарні напівформи з'єднуються одна з одною, контактуючи по лінії роз'єму. Після цього призначений для формування матеріал швидко вводиться під тиском у ливарну форму. Оскільки ливарні напівформи займають суміжне положення щодо одна одної, існує можливість забезпечити усередині зони порожнин, навколо яких може розтікатися введений під тиском матеріал. Коли ливарна форма виявляється заповненою, введення матеріалу під тиском продовжується, щоб гарантувати нормальне заповнення ливарної форми з урахуванням усадки матеріалу під час охолоджування. Проте таке додаткове заповнення вимагає додавання значного протитиску напівформам, щоб запобігти відділенню напівформ одна від одної під дією тиску, під яким матеріал вводиться у форму, тобто, під дією тиску уприскування. Відділення ливарних напівформ одна від одної привело б "у кращому разі" до появи облоя уздовж лінії роз'єму, що абсолютно неприпустимо. Існує відомий спосіб вирішення вказаної вище технічної задачі, який полягає в додаванні протитиску до однієї з ливарних напівформ за допомогою пресу. Чим тонша деталь і чим більше її виступаюча область, тим більшу блокуючу силу повинен розвивати прес. Крім того, часто переважним для розмірів преса є забезпечення додавання протитиску, величина якого більше теоретично строго необхідної величини. Дійсно, виготівник відлитих у форму деталей - "трансформера" - звичайно має набір пресів в заданому діапазоні блокуючого зусилля. Залежно від протитиску, необхідного для виготовлення деталі, він вибирає один з пресів з свого набору і в певній зоні встановлює ливарну форму. До теперішнього часу звичайно використовувалися достатньо потужні преси. Для вирішення технічної задачі, пов'язаної з використанням пресів, був розроблений інжекційно-компресійний метод литва. Даний спосіб включає операцію введення певної кількості матеріалу, призначеного для використовування в процесі литва, в першу напівформу, при цьому друга напівформа приводиться в контакт з першою напівформою. Під впливом тиску забезпечується розповсюдження маси матеріалу у формі, між двома напівформами, при цьому воно відповідає конфігурації таким чином, утвореної порожнини. Проте подібна технологія не дозволяє виготовляти отвори по лінії роз'єму двох напівформ. При виготовленні деталі з отворами для отримання заданих отворів необхідно передбачити операції, що забезпечують вирізи у відлитій деталі. Тому остаточна якість виробу не завжди є задовільною як з огляду стану поверхні відлитих деталей, так і з огляду виконаних вирізів. Короткий опис винаходу. Однією з технічних задач, на рішення якої направлений винахід, є створення ливарної форми, яка дозволяє відливати деталі, використовуючи прес, блокуюча сила якого набагато менша, ніж та, яка необхідна, коли використовується форма, не оснащена блокуючим пристроєм за винаходу. Тому такий блокуючий пристрій повинен забезпечити виготовлення литих деталей складної тривимірної конструкції, що примушує застосовувати високий протитиск до ливарної форми, завдяки використаннюпреса, блокуючої сили якого звичайно буває недостатньо, якщо блокуючий пристрій за винаходом не використовується. Відповідно, один з прикладів здійснення винаходу включає ливарну форму для литва, зокрема, під тиском. Ливарна форма включає дві напівформи, конфігурація кожної з яких визначена боковою поверхнею, передньою поверхнею і задньою поверхнею. Принаймні, одна з двох напівформ сконструйована таким чином, що вона пов'язана з пристроями, які забезпечують відкриття і закриття форми. Обидві напівформи здатні контактувати по лінії роз'єму, коли форма знаходиться в закритому стані. Дана форма відрізняється тим, що одна з напівформ забезпечена, принаймні, одним блокуючим пристроєм, що містить: - принаймні, одну засувку, яка здатна входити одночасно в поглиблення кожної з напівформ, - принаймні, одну автономну систему, яка здатна забезпечувати переміщення засувки у напрямі наближення до поглиблення або у напрямі віддалення від поглиблення, в яке повинна входити засувка. Переважно, дана автономна система включає один або декілька циліндрів, які, за вибором, можуть бути забезпечені автоблокуванням; одна з засувок або кожна з них має камеру, 1 UA 100714 C2 5 10 15 20 25 30 35 40 45 50 55 сполучену з ливарною напівформою (при цьому одна або кожна з них забезпечена, принаймні, одним блокуючим пристроєм); поршень, здатний переміщатися у вказаній камері, приєднаний до поршня шток, з яким зв'язана засувка. Блокуючі пристрої звичайно є доповненням до засобів, які використовуються для відкриття і закриття ливарної форми. Щоб запобігти відкриттю форми під час уприскування матеріалу, на додаток до блокуючого зусилля, звичайно прикладеного за допомогою пристроїв для закриття і відкриття, додається додаткова блокуюча сила, що розвивається блокуючим пристроєм, відповідним до винаходу. Тому виникає можливість відливати деталі, які вимагають додавання більшої блокуючої сили, ніж номінальна блокуюча сила пристроїв для відкриття і закриття, при цьому різниця блокуючого зусилля додається саме за рахунок блокуючих пристроїв, якими забезпечена ливарна форма. Переважно, дві напівформи забезпечені, принаймні, одним блокуючим пристроєм. Не дивлячись на те, що навіть в переважному прикладі здійснення для однієї засувки передбачений один циліндр, цілком можливе використовування декількох циліндрів на одну засувку. Відповідно до ще одного прикладу здійснення, камера циліндра приєднана до опори, пов'язаної з напівформою. Відповідно до ще одного прикладу здійснення, камера циліндра або опора, до якої ця камера приєднана, зв'язана принаймні, з однією боковою ділянкою напівформи. Істотною ознакою винаходу є те, що вісь тяги циліндра відповідає осі руху засувки. Це означає, зокрема, що вісь тяги циліндра і вісь руху засувки паралельні або не піддаються розрізненню. У одному з прикладів здійснення винаходу перша ливарна напівформа сконструйована таким чином, що вона зв'язана з фіксованою плитою, а друга ливарна напівформа сконструйована так, що зв'язана з рухомою плитою. Одна та/або інша плита або ливарна напівформа забезпечена пристроєм для уприскування формованого матеріалу і пристроєм для виштовхування відформованої деталі. Блокуючі пристрої звичайно служать доповненням до пресу, як правило, зв'язаному з ливарною напівформою, приєднаною до рухомої плити. Тому на додаток до блокуючого зусилля, що звичайно розвивається пресом для запобігання відкриттю форми під час інжекційного введення матеріалу, застосовується додаткове блокуюче зусилля, що розвивається блокуючим пристроєм за даним винаходом. У одному з прикладів здійснення винаходу блокуючий пристрій зв'язаний з однією з ливарних напівформ. У одному з прикладів здійснення винаходу автономна система включає циліндр, наприклад, гідравлічний циліндр. Це може бути звичний циліндр або циліндр з автоблокуванням. Відповідно до першого варіанту, циліндр включає камеру, приєднану до опори, зв'язаної з ливарною напівформою, поршень, що має нагоду переміщення в даній камері, приєднаний до поршня шток, до якого прикріплена засувка. Ще в одному прикладі здійснення винаходу блокуючий пристрій містить також пристрій для регулювання руху засувки (для управління рухом засувки). Ще в одному прикладі здійснення винаходу засувка має форму, яка відповідає поглибленням, в яких вона повинна буде поміщатися. У іншому прикладі здійснення винаходу кожне поглиблення ливарної напівформи розташовується симетрично поглибленню в іншій ливарній напівформі відповідно лінії роз'єму. У одному з прикладів здійснення винаходу кожне поглиблення має отвір, донну поверхню, дві торцеві поверхні, розташовані, в основному, ортогонально по відношенню до лінії роз'єму, і дві протилежні бокові поверхні. Протилежні бокові поверхні розташовані між отвором і донною поверхнею поглиблення. Найближча до лінії роз'єму боковап поверхня формує кут з лінією роз'єму, внаслідок чого відстань між протилежними боковими поверхнями зростає в напрямі від донної поверхні до отвору поглиблення. Відповідно до першого варіанту, даний кут дорівнює або менший за 20°. Наступний опис детально розкриє ознаки і переваги винаходу з посиланнями на малюнки. Докладний опис, що розкриває переважні варіанти винаходу, повинен сприйматися тільки як ілюстрація до винаходу. Короткий опис малюнків. Винахід детально описується за допомогою прикладів здійснення, розкритих з посиланнями на прикладені малюнки, де: 2 UA 100714 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фіг. 1 дано вигляд в перспективі варіанту форми, виконаної відповідно до винаходу, в закритому положенні. На фіг. 2 дано вигляд в перспективі варіанту форми на фіг. 1, в якій відсутня ливарна напівформа, призначена для з'єднання з фіксованою плитою. На фіг. 3a і 3b дано вигляд в перспективі варіанту блокуючого пристрою за винаходом, відповідно, вигляд задньої поверхні (фіг. 3а) і вигляд форми збоку (фіг. 3b). На фіг. 4a, 4b і 4c дані перетини варіанту на фіг. 1 і 2, що дають уявлення про роботу ливарної форми, забезпеченої блокуючим пристроєм, виконаним за винаходом, відповідно, у відкритому положенні (фіг. 4а), в положенні процесу закриття (фіг. 4b) і в закритому положенні (фіг. 4с). На фіг. 5 представлений вигляд збоку варіанту блокуючого пристрою. На фіг. 6 представлений вигляд зверху варіанту блокуючого пристрою на фіг. 5. На фіг.7 дане деталювання елементу на фіг. 4с, виділеного рамкою VII. Докладний опис винаходу Потрібно мати на увазі, що використання означного і неозначного артикля в однині слід вважати справедливим і для множини, якщо в контексті не вказано на іншу інтерпретацію. Якщо не вказано на інше, технічні і наукові терміни означають загальновідомі поняття, які доступні кваліфікованому фахівцю в даній області науки і техніка. У контексті даного опису термін "рухома ливарна напівформа" відноситься до ливарної напівформи, сконструйованої таким чином, що вона повинна бути зв'язана з пристроєм, використовуваним для відкриття і закриття ливарної форми. Наприклад, у разі інжекційного формування методом литва під тиском це може бути рухома плита, сполучена з гідравлічним пресом. У окремих прикладах здійснення винаходу пристрій для відкриття і закриття ливарної форми може включати систему підйомного механізму. При цьому термін "фіксована ливарна напівформа" відноситься до іншої ливарної напівформи, яка звичайно нерухома. Деякі конструкторські компоновки включають одну рухому ливарну напівформу і дві "фіксовані" ливарні напівформи, розміщені на вагонетці. Це дає можливість проводити певні операції узгоджено (у один і той же робочий час) на одній з "фіксованих" ливарних напівформ при виготовленні формованої деталі за допомогою рухомої ливарної напівформи і іншої фіксованої ливарної напівформи. Фіксована ливарна напівформа може бути розміщена на земляному майданчику, на опорі. Вона також може бути сконструйована так, щоб мати нагоду зв'язуватися з фіксованою плитою, до якої приєднані певні елементи устаткування ливарної системи. У контексті даного винаходу вираз "похила поверхня поглиблення" означає бокову поверхню поглиблення, яка найближче розташована до лінії роз'єму і яка утворює кут, позначений А, з даною лінією роз'єму. Вираз "протилежна бокова поверхня" відноситься до бокової поверхні поглиблення, яка розташована напроти нахиленої поверхні поглиблення. Крім того, щоб спростити сприйняття опису, повинне бути зроблене посилання на варіант винаходу в інжекційній ливарній системі. У даному варіанті фіксована ливарна напівформа і рухома ливарна напівформа зв'язані, відповідно, з фіксованою плитою і рухомою плитою. Фіксована плита і фіксована ливарна напівформа забезпечені пристроєм для уприскування формованого матеріалу. Рухома плита і рухома ливарна напівформа забезпечені пристроєм для виштовхування відлитої деталі. Оскільки винахід не відноситься конкретно до вказаних елементів устаткування ливарної форми, а тільки до блокуючого пристрою, об'єм захисту винаходу не може бути обмежений тільки цим варіантом. Зокрема, фахівцям, кваліфікованим в даній області техніки, відомі різні способи як розміщення матеріалу в ливарній формі, наприклад, методом осадження, методом литва під тиском, інжекційно-компресійним методом, так і видалення відлитої деталі. Наприклад, кваліфікований фахівець в даному виді техніки може виготовляти ливарні форми, зокрема, для литва під тиском або для інжекційнокомпресійного литва, при якому уприскування матеріалу виконують в рухому ливарну напівформу, або навіть для виробництва деталей з біматеріалов як у фіксованій ливарній напівформі, так і в рухомій ливарній напівформі. Крім того, пристрій для виштовхування відлитої деталі може бути пристосований для використання з однією або з іншою ливарною напівформою або навіть з ними обома. Для кваліфікованих фахівців в даній області техніки відомі інші деталі, що стосуються виготовлення форм, зокрема, для литва під тиском, наприклад, для виробництва складних тривимірних конструкцій або отворів. Немає необхідності описувати подробиці гідравлічних схем (гідроприводів), необхідних для відкриття або закриття ливарної напівформи або для виштовхування відлитої деталі. Такі виробничі подробиці добре відомі кваліфікованим фахівцям в даній області техніки. 3 UA 100714 C2 5 10 15 20 25 30 35 40 45 50 55 На фіг. 1 і 2 представлені види в перспективі прикладу здійснення ливарної форми 1, що включає фіксовану ливарну напівформу 2 і рухому ливарну напівформу 3, відповідно, зв'язані фіксованою плитою 4 і рухомою плитою 5. Конфігурація фіксованої ливарної напівформи 2 визначена боковою поверхнею 21, передньою торцевою поверхнею 22 і задньою торцевою поверхнею 23. Конфігурація рухомої ливарної напівформи 3 визначена боковою поверхнею 31, передньою торцевою поверхнею 32 і задньою торцевою поверхнею 33. Передня торцева поверхня 22, 32 ливарних напівформ 2 і 3 бере участь у формуванні порожнин 24, 34, причому дані порожнини відповідають одна одній. Якщо ливарна форма знаходиться в закритому положенні, як показано на фіг. 1 і 4с, обидві ливарні напівформи контактують по лінії роз'єму 11, яка, в основному, перпендикулярна напряму відкриття і закриття ливарної форми 1. Величина об'єму порожнини визначається між порожнинами 24, 34. Даний об'єм повинен заповнюватися матеріалом, використовуваним в процесі операції литва для виготовлення заданої деталі. Наприклад, фіксована плита 4 і фіксована ливарна напівформа 2 забезпечені пристроями для уприскування матеріалу, використовуваного для ведення процесу литва. Це можуть бути форсунки (сопла), направлені на передню торцеву поверхню 22 фіксованої ливарної напівформи 2 в порожнині 24. Навпаки, може йтися про рухому ливарну напівформу 3 і рухому плиту 5, які забезпечені пристроями для уприскування матеріалу для ведення процесу литва, розміщеними ідентично описаному вище. Нарешті, в деяких варіантах здійснення, зокрема, коли потрібне виготовлення литих деталей з біматеріалов, може стати за потрібне застосування декількох операцій уприскування матеріалу. Звичайно, вище по потоку від інжекційних пристроїв, установка для виготовлення литих деталей містить шнековий дозатор, який дає можливість подавати матеріал, що розплавляється, у формі пасти в кількості, заздалегідь розрахованій як функція об'єму порожнини і усадки матеріалу після охолоджування. Рухома плита 5 забезпечена пристроєм для відкриття і закриття ливарної форми 1, яка може бути зв'язана з пресом. Функція преса полягає в утримуванні ливарної форми 1 в закритому положенні під час уприскування матеріалу, призначеного для виготовлення литва. Слід зазначити, щоб забезпечити потрібне заповнення об'єму порожнини, тиск уприскування може бути особливо високим, при цьому істотною ознакою є додавання блокуючого зусилля, яке дає можливість протистояти тиску уприскування, щоб запобігти появі будь-яких дефектів у відлитих деталях. Після уприскування матеріалу, призначеного для виготовлення литва, формованим деталям дають можливість остигнути. Отже, ливарна форма забезпечена системою охолоджування (не показана), характерні особливості виготовлення і функціонування якої добре відомі кваліфікованому фахівцю в даній області техніки. Як тільки деталь, що виготовляється, набуває достатньої жорсткості, ливарна форма 1 відкривається, і відлита деталь виштовхується. Звичайно момент відкриття форми 1 визначається як функція швидкості охолоджування деталі і температури виштовхування. У разі уприскування пластика, температура виштовхування вибирається такою, величина якої нижча за температуру склування використовуваного матеріалу. У разі уприскування металу або металевого сплаву, температура виштовхування вибирається такою, величина якої нижча за температуру твердіння використовуваного металу або металевого сплаву. При температурі нижче за температуру виштовхування деталь опиняється в достатньо жорсткому стані. При виконанні процесу виштовхування фіксована ливарна напівформа 2, рухома ливарна напівформа 3 або обидві ливарні напівформи забезпечені виштовхуючими пристроями, характерні особливості виготовлення і функціонування яких добре відомі кваліфікованому фахівцю в даній області техніки. З метою додавання блокуючого зусилля, ливарна форма 1 забезпечена, принаймні, одним блокуючим пристроєм 6, який містить засувку 7 і автономну систему, яка здатна забезпечувати переміщення засувки 7 у напрямі поглиблювань 25, 35 і в напрямі від поглиблювань 25, 35, при цьому засувка 7 повинна бути укладена в захисний кожух. У прикладах здійснення, представлених на фіг. 1-4 і на фіг. 7, даною автономною системою є гідравлічний циліндр 8. Відповідно до варіанту, не показаного на малюнках, даний гідроциліндр є гідроциліндром з автоблокуванням. Відповідно до інших прикладів здійснення винаходу, передбачається можливість використовування пневмоциліндра. Звичайно, пневмоциліндр є менш потужним пристроєм, порівняно з гідроциліндром, тому така його здатність повинна бути зарезервована для установок, в яких необхідне блокуюче зусилля є незначним. Існує також можливість використовування замість циліндра механізованої системи з електроприводом. Блокуючий пристрій представлено на виглядах в перспективі на фіг. 3а і 3b. У даному варіанті засувка 7 включає подовжній корпус 71 і два подовжні шипи 72, 73, внаслідок чого 4 UA 100714 C2 5 10 15 20 25 30 35 40 45 50 55 засувка 7 набуває повного С-подібного профілю. Шипи 72, 73 призначені для розміщення в поглибленнях 25, 35 кожної з ливарних напівформ 2, 3. У прикладах здійснення, представлених на різних фігурах, поглиблення 25, 35 розміщені симетрично по два з кожної сторони лінії роз'єму 11. Окрім описаних вище, можуть бути передбачені і інші варіанти прикладів здійснення. Наприклад, перша ливарна напівформа може бути забезпечена двома сусідніми поглибленнями, а друга ливарна напівформа може бути забезпечена одним поглибленням, розташованим в положенні, відповідно, між двома поглибленнями першої ливарної напівформи. У даному варіанті засувка містить корпус і три зуби, призначені для входження в три описані вище поглиблення. Така засувка нагадує замок клешневого типу з трьома відгалуженими компонентами. Гідроциліндр 8, звичайно, включає камеру 82, поршень і шток 83. Один кінець штока 83 приєднаний до поршня, який переміщається поступально в камері 82 у напрямі 61 для здійснення блокування і для відкриття блокуючого пристрою 6 під впливом вхідного і вихідного потоку рідини в камері 82. У прикладах здійснення, представлених на різних фігурах, інший кінець 84 штока 83 циліндра 8 приєднано до засувки 7. Крім того, камера 8 приєднана до опори 81, зв'язаної тільки з однією з ливарних напівформ 2, 3. Тому, коли засувка 7 знаходиться в поглибленнях 25, 35 ливарних напівформ 2, 3, іншими словами, коли блокуючий пристрій 6 замкнутий, шток 83 циліндра 8 розташовується зовні камери 82 циліндра 8. Навпаки, коли блокуючий пристрій 6 відкритий, шток 83 циліндра 8 розташовується усередині камери 82 циліндра 8. Ще в одному прикладі здійснення винаходу циліндр містить камеру, безпосередньо зв'язану з однією з ливарних напівформ, поршень, що має нагоду переміщення в даній камері, і шток, один кінець якого сполучений з поршнем, а інший кінець сполучений з засувкою. В цьому випадку, коли блокуючий пристрій замкнутий, шток розташовується в камері. Коли блокуючий пристрій відкритий, шток циліндра розташовується поза камерою. У відповідності ще з одним варіантом здійснення винаходу, блокуючий пристрій 6 містить також пристрій для управління переміщенням засувки 7. Наприклад, він включає опорні бруси 62, відомі кваліфікованому фахівцю в даній області техніки. Ще в одному прикладі здійснення винаходу ливарна напівформа несе, принаймні, два блокуючі пристрої 6. Переважно, якщо ці пристрої розподілені рівномірно навколо ливарних напівформ, наприклад, навколо бокової поверхні 21, 31 ливарних напівформ. Наприклад, якщо ливарна форма 1 містить два блокуючі пристрої 6, останні розташовуються симетрично щодо один одного у напрямі 12 відкриття і закриття форми 1. Досконала симетрія не є абсолютно необхідною. Проте, переважно, якщо блокуюче зусилля блокуючих пристроїв 6 розповсюджується рівномірно (збалансовано) навколо ливарної форми 1. Взагалі, передбачено, що блокуючі пристрої 6 встановлюються парами, але це не завжди можливо через необхідність дотримання простору навколо ливарної форми в установці для виготовлення литва. Крім того, допускається поєднання декількох циліндрів 8, встановлених паралельно одній засувці 7. Розглянемо конструкцію поглиблень 25, 35. Поглиблення за конфігурацією мають отвір 27, 37 і дно 28, 38, а також торцеві поверхні, в основному, розташовані ортогонально відносно лінії роз'єму 11. Поглиблення 25, 35 мають дві протилежні бокові поверхні, розташовані між їх отвором 27, 37 і їх дном 28, 38. Одна з цих бокових поверхонь розташована ближче до лінії роз'єму 11, ніж інша. Щоб запобігти пошкодженню засувки 7 у поглибленнях 25, 35, можна розмістити згадані бокові сторони 26, 36, що знаходяться близько від лінії роз'єму 11, похилими по відношенню до вказаної лінії роз'єму 11 з формуванням кута А з даною лінією роз'єму 11, щоб відстань між вказаними протилежними боковими поверхнями збільшувалася від дна до отвору поглиблення. Переважно, кут А дорівнює або менший за 30°. Звичайно, кут А складає від 2° до 20° включно, або навіть від 3° до 10° включно. Мінімальний кут залежить, зокрема, від ковзальних властивостей засувки з боку бокової поверхні, яка має найбільше наближенням до лінії роз'єму. Таким чином, чим більше кут А, тим менша результуюча величина блокуючого зусилля блокуючого пристрою 6 у напрямі 12 відкриття і закриття ливарної форми. Отже, переважно, є сенс вибрати кут А як можна меншого значення. Тому необхідно погоджувати вирішення технічної задачі, яка полягає в запобіганні обставин, що спричинять пошкодження засувки 7 у поглибленнях 25, 35, з рішенням технічної задачі, що полягає в передачі результуючого блокуючого зусилля, яке є якомога вищим. 5 UA 100714 C2 5 10 15 20 25 30 35 40 45 50 В основному, переважною є ситуація, при якій засувка 7 має форму, відповідну поглибленням 25, 35, в яких вона повинна розміститися. У ситуації, описаній вище, шипи 72, 73 кожен мають внутрішню поверхню 74, 75, розташовану так, щоб виявитися зверненою до похилих поверхонь 26, 36 поглиблень 25, 35. Внутрішні поверхні 74, 75 нахилені під кутом А до лінії роз'єму 11. Для поліпшення ковзаючих властивостей похилих поверхонь 26, 36 западин 25, 35, а також внутрішніх поверхонь 74, 75 шипів 72, 73, необхідно передбачити наявність несучих пластин, виконаних з матеріалу, ковзальні властивості якого вище ковзальних властивостей матеріалу ливарних напівформ 2, 3 або засувки 7. Крім того, несучі пластини можуть містити деталі, що зношуються, які оберігають лінію роз'єму 11 від пошкодження. На фігурах представлений блокуючий пристрій, при цьому на цих фігурах засувка виконана у вигляді механічного пристрою, звичайно в блоці, який розміщується в поглибленнях, виконаних в бокових поверхнях ливарних напівформ. Так, в одному з прикладів здійснення суть винаходу полягає у використанні магнітної засувки, що містить електромагніт. Використання електромагніту дає можливість здійснювати контроль над функцією відкриття і закриття пристрою. Робота ливарної форми 1, забезпеченої блокуючими пристроями 6, далі по тексту описана з посиланнями на фіг. 4a, 4b і 4c, що відповідають системі заливки матеріалу у форму під тиском методом уприскування. Перш за все, ливарна форма знаходиться у відкритому стані, як показано на фіг. 4а. Це означає, з одного боку, що ливарні напівформи 2, 3 відокремлені одна від одної, а з другого боку, що блокуючі пристрої 6 знаходяться у відкритому положенні. Потім для вирішення задачі відкриття або закриття ливарної напівформи рухома ливарна напівформа 3 і рухома плита 5 переміщаються до фіксованої ливарної напівформи 2 і фіксованої плити 4 у напрямі 12 відкриття і закриття ливарної форми до тих пір, доки ливарні напівформи не опиняться в суміжному положенні в зоні лінії роз'єму 11. Далі процес переходить в стадію операції, показаної на фіг. 4b. Потім здійснюють уприскування призначеного для формування матеріалу. Перед початком уприскування або одночасно з ним приводяться в дію блокуючі пристрої 6, з метою забезпечення переміщення засувок 7 до поглиблень 25, 35, в яких вони повинні розміститися, у напрямі блокування 61. Іншими словами, операції блокування і уприскування матеріалу проводяться або послідовно одна за одною, або ж вони проводяться паралельно. У останньому випадку існує можливість скорочення тривалості виробничого циклу виготовлення литих деталей, але такий технологічний процес вимагає досконалої відповідності операцій, виконуваних паралельно. Далі алгоритм розвитку процесу переходить до операції, зображеної на фіг 4с, або перед початком уприскування формованого матеріалу, або перед досягненням піку тиску усередині ливарної форми. Такий пік тиску нормальним чином досягається, коли об'єм уприскуваного матеріалу еквівалентний об'єму матеріалу в порожнині і коли починає уприсуватися додатковий матеріал, щоб ущільнити об'єм порожнини. Тому на фіг.4с представлена закрита ливарна форма з блокуючими пристроями 6 в блокуючому положенні. Як тільки досягається заданий об'єм уприскуваного матеріалу, уприскування припиняється. Після цього починається операція охолоджування відлитої деталі. Після досягнення температури виштовхування відлитої деталі, засувки відкриваються. В цьому випадку процес переходить в стадію операції, ідентифікованої на фіг.4b. Потім ливарна форма відкривається з подальшим виштовхуванням деталі. Результатом такої операції є повернення у відкрите положення, представлене на фіг. 4a. Потім цикл литва може поновлюватися. Таким чином, ще одним об'єктом винаходу є спосіб литва, що включає операцію блокування (замикання) блокуючого пристрою, як описано вище. Подальші пункти формули винаходу визначають істотні ознаки винаходу. Вони справедливі для всіх прикладів здійснення винаходу, які не були описані, але які кваліфіковані фахівці можуть здійснити без будь-яких особливих утруднень. 55 ФОРМУЛА ВИНАХОДУ 60 1. Ливарна форма (1) для лиття, зокрема, методом уприскування, що включає дві ливарні півформи (2, 3), кожна з яких визначена боковою поверхнею (21, 31), передньою поверхнею (22, 32) і задньою поверхнею (23, 33), при цьому принаймні одна з двох ливарних півформ виконана 6 UA 100714 C2 5 10 15 20 25 30 35 40 для з'єднання з пристроєм відкриття і закриття ливарної форми, обидві ливарні півформи (2, 3) здатні контактувати по лінії роз'єму (11), коли ливарна форма (1) знаходиться в закритому положенні, причому кожна з двох ливарних півформ має щонайменше одне поглиблення (25, 35), розташоване на боковій поверхні, а кожне поглиблення має отвір (27, 37), дно (28, 38), дві торцеві поверхні, розташовані ортогонально лінії роз'єму (11), і дві протилежні бокові поверхні між отвором (27, 37) і дном (28, 38) поглиблення (25, 35), яка відрізняється тим, що бокова поверхня (26, 36) кожного поглиблення (25, 35), що розташована найближче до лінії роз'єму, формує кут (А) з лінією роз'єму (11), внаслідок чого відстань між боковими протилежними поверхнями поглиблення зростає від дна (28, 38) до отвору (25, 35) поглиблення (25, 35), причому принаймні одна з двох півформ (3, 4) забезпечена щонайменше одним блокуючим пристроєм (6), що містить: щонайменше одну засувку (7), яка включає два шипи (72, 73), пристосовані для розташовування одночасно в поглибленнях (25, 35) ливарних півформ (2, 3), причому кожен із шипів має похилу внутрішню поверхню (74, 75), пристосовану для контактування з похилою боковою поверхнею (26, 36) поглиблення (25, 35) ближче до лінії роз'єму (11), а похилі поверхні (26, 36) поглиблення (25, 35) і похилі внутрішні поверхні (74, 75) шипів (72,73) містять ковзальні пластини, виготовлені із матеріалу, що має кращі ковзальні властивості, ніж ковзальні властивості матеріалу півформ (2, 3) або засувки (7), принаймні одну автономну систему, виконану з можливістю забезпечення переміщення засувки (7) до поглиблень і від поглиблень (25, 35), в яких повинна розташовуватися засувка (7), та оснащену щонайменше одним циліндром (8), що містить камеру, сполучену з ливарною півформою, поршнем, що пристосований для переміщення у вказаній камері, і сполученим з поршнем штоком, до якого приєднана засувка. 2. Ливарна форма за п. 1, яка відрізняється тим, що обидві ливарні півформи (2, 3) забезпечені принаймні одним блокуючим пристроєм (6). 3. Ливарна форма за п. 1 або 2, яка відрізняється тим, що камера циліндра приєднана до опори, зв'язаної з ливарною півформою. 4. Ливарна форма за п. 1 або 3, яка відрізняється тим, що камера циліндра або опора, до якої ця камера приєднана, зв'язана принаймні з однією боковою ділянкою (21, 31) ливарної півформи. 5. Ливарна форма за пп. 1 - 4 , яка відрізняється тим, що вісь тяги циліндра відповідає осі переміщення засувки. 6. Ливарна форма за пп. 1 - 5 , яка відрізняється тим, що перша ливарна півформа (2) виконана для з'єднання з фіксованою плитою (4), а друга ливарна півформа (3) виконана для з'єднання з рухомою плитою (5), при цьому одна та/або інша плити і/або ливарні півформи щільно пов'язані з пристроєм для уприскування формованого матеріалу і пристроєм для виштовхування відлитої деталі. 7. Ливарна форма за пп. 1 - 6 , яка відрізняється тим, що засувка (7) має форму, відповідну формі поглиблень (25, 35), в яких вона поміщається. 8. Ливарна форма за пп. 1 - 7 , яка відрізняється тим, що кожне поглиблення (25) ливарної півформи (2) розташоване симетрично поглибленню (35) іншої ливарної півформи (3) відносно лінії роз'єму (11). 9. Ливарна форма за одним з пп. 1-8, яка відрізняється тим, що кут (А) дорівнює або менший за 30°. 7 UA 100714 C2 8 UA 100714 C2 9 UA 100714 C2 10 UA 100714 C2 Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюMould for molding
Автори англійськоюGodde, Sebastien
Назва патенту російськоюЛитейная форма для литья
Автори російськоюГодд Себастьян
МПК / Мітки
МПК: B29C 33/20, B22D 17/00, B29C 45/64
Код посилання
<a href="https://ua.patents.su/13-100714-livarna-forma-dlya-littya.html" target="_blank" rel="follow" title="База патентів України">Ливарна форма для лиття</a>
Ливарна форма для виготовлення злитка алюмінію
Номер патенту: 66969
Опубліковано: 15.06.2004
Автори: Левін Павло Борисович, Віткалов Іван Сергійович, Бондаренко Сергій Вікторович
МПК: B22C 9/00
Мітки: форма, злитка, алюмінію, виготовлення, ливарна
Формула / Реферат:
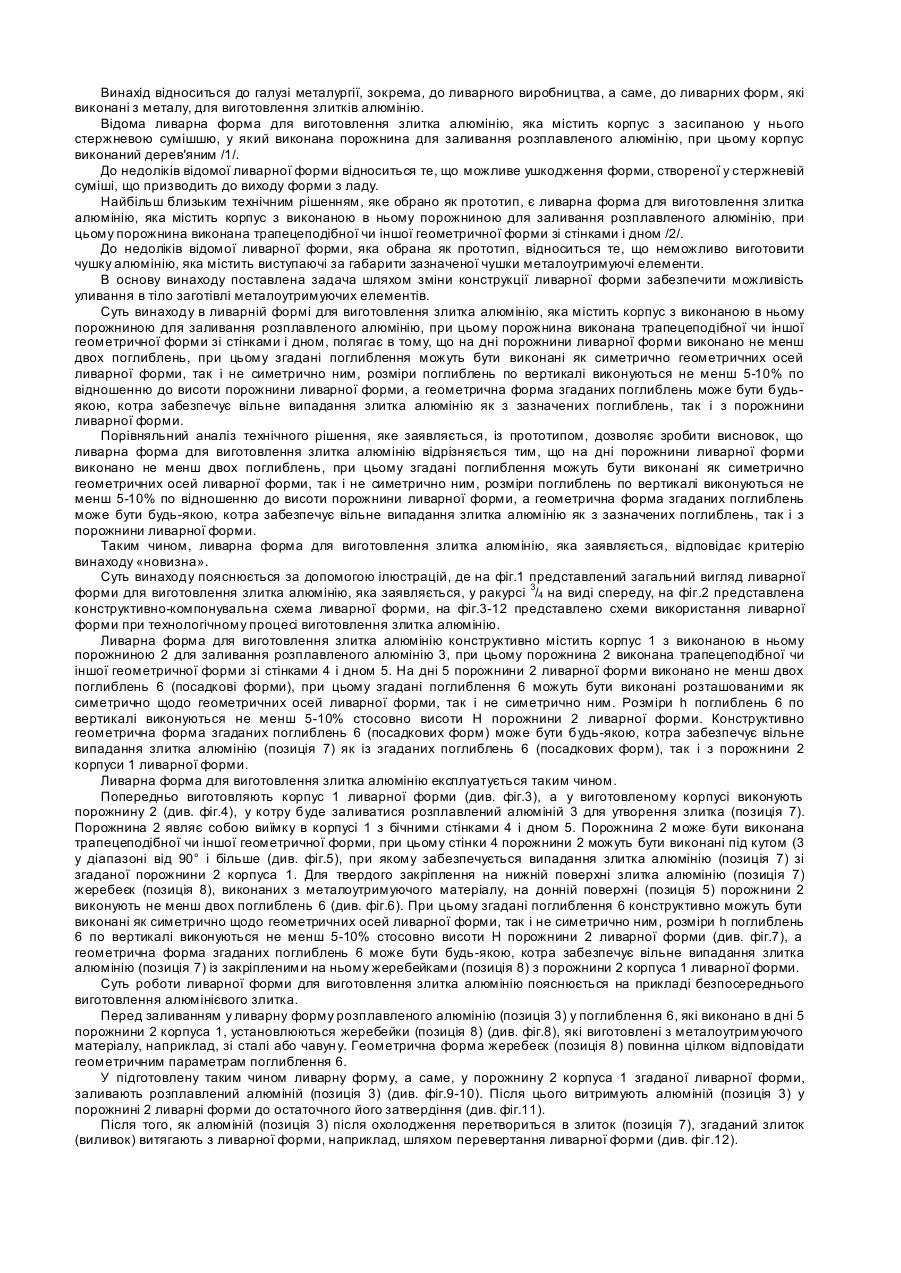
Ливарна форма для виготовлення злитка алюмінію, яка містить корпус з виконаною в ньому порожниною для заливання розплавленого алюмінію, при цьому порожнина виконана трапецієподібної чи іншої геометричної форми зі стінками і дном, яка відрізняється тим, що на дні порожнини ливарної форми виконано не менше двох заглиблень, при цьому згадані заглиблення можуть бути виконані як симетрично до геометричних осей ливарної форми, так і не симетрично...
Ливарна форма для скляного посуду і спосіб її охолодження
Номер патенту: 71910
Опубліковано: 17.01.2005
Автори: Хемблі Дейвід Л., Льюіс Дейвід Л.
МПК: C03B 9/00, C03B 11/12, C03B 11/06
Мітки: посуду, ливарна, спосіб, скляного, форма, охолодження
Формула / Реферат:
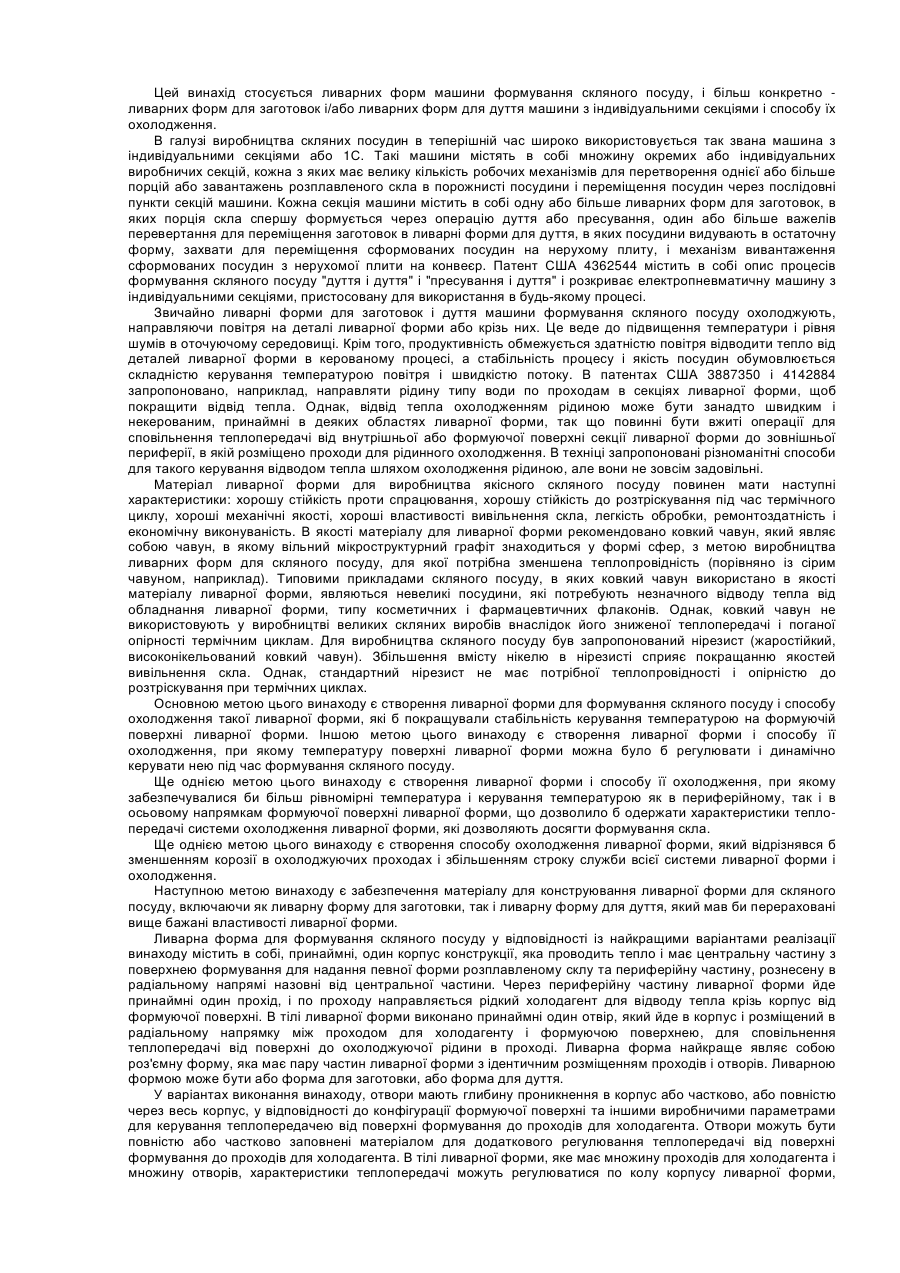
1. Ливарна форма для формування скляного посуду, яка містить в собі: принаймні один корпус (6 або 42) з двома протилежними торцями (6а, 6b) та виконаною за одне ціле з ним теплопровідною системою, який має центральну ділянку з поверхнею (7 або 7а) формування для надання форми розплавленому склу і з поздовжньою віссю, яка проходить по поздовжній осі ливарної форми, та периферійну ділянку, що знаходиться в радіальному напрямку назовні відносно...
Ливарна форма для пластмас

Номер патенту: 10263
Опубліковано: 15.11.2005
Автори: Злотенко Борис Миколайович, Кулік Тетяна Ігорівна, Синюк Олег Миколайович
МПК: B29C 45/73
Мітки: ливарна, форма, пластмас
Формула / Реферат:
Ливарна форма для пластмас, що містить формоутворюючі елементи і систему охолодження, виконану у вигляді коаксіально розміщених зовнішньої та внутрішньої вставок з електропровідного матеріалу, з'єднаних між собою поперечними електричними провідниками, матеріал яких забезпечує появу ефекту Пельтьє в місцях їх з'єднання з вставками, яка відрізняється тим, що у внутрішній вставці виконаний отвір, з'єднаний електроізоляційними трубами з насосом...
Ливарна форма для термопластів

Номер патенту: 44081
Опубліковано: 15.01.2002
Автори: Скиба Микола Єгорович, Злотенко Борис Миколайович, Синюк Олег Миколайович
МПК: B29C 45/27
Мітки: термопластів, форма, ливарна
Формула / Реферат:
Ливарна форма для термопластів, яка містить рухому і нерухому півформи, формуючі гнізда, систему регульованого охолодження і розвідні канали ливникової системи, яка відрізняється тим, що в нерухомій півформі установлені з можливістю обмеженого переміщення в напрямку осі форми вставки з антифрикційного матеріалу і металу, які утворюють стінки розвідних ливникових каналів.
Ливарна форма для виготовлення злитків
Номер патенту: 69051
Опубліковано: 25.04.2012
Автори: Шимко Олексій Ігоревич, Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович, Заблоцький Володимир Кирилович, Шимко Володимир Ігоревич
МПК: B22D 13/00
Мітки: форма, виготовлення, злитків, ливарна
Формула / Реферат:
Ливарна форма для виготовлення злитків, яка містить робочу порожнину, ливникову систему, яка відрізняється тим, що в робочій порожнині розміщується спеціальний металевий контейнер (патрон, капсула), корпус якого виконаний з металу або сплаву, що має температуру плавлення нижчу, ніж розплав, що заливається, який попередньо встановлюється і закріплюється в осьовій (центральній) зоні порожнини ливарної форми перед заливкою розплаву на...
Попередній патент: Спосіб виробництва емальованого сталевого листа або деталі
Наступний патент: Селективний антагоніст опіоїдного каппа-рецептора
Випадковий патент: Облицювання передньої ділянки східців сходів