Спосіб виробництва емальованого сталевого листа або деталі
Номер патенту: 100713
Опубліковано: 25.01.2013
Автори: Дюпре Лод, Гусло Філіп, Гонсалес Хіменес Хавьєр, Лево Марк

Формула / Реферат
1. Сталевий лист або деталь, покриті з однієї або обох сторін покриттям, яке складається з полімерної матриці, в якому гомогенно дисперговані часточки неоксидної кераміки, маса покриття вказаних часточок складає 0,001-0,250 г/м2, температура плавлення вказаної неоксидної кераміки вище 600 °C, склад вказаного сталевого листа або деталі підходять для емалювання, і вказаний полімер при нагріванні від температури навколишнього середовища до 800 °C на повітрі згорає більш ніж на 80 % мас. при 440 °C і повністю згорає при 600 °C.
2. Сталевий лист або деталь за п. 1, які відрізняються тим, що маса покриття з вказаних часточок неоксидної кераміки складає 0,01-0,10 г/м2.
3. Сталевий лист або деталь за будь-яким з пп. 1, 2, які відрізняються тим, що температура плавлення вказаної неоксидної кераміки є вищою від 700 °C.
4. Сталевий лист або деталь за будь-яким з пп. 1-3, які відрізняються тим, що часточки вказаної неоксидної кераміки вибрані з групи, яка складається з нітриду, бориду, силіцидів, сульфідів, карбідів та їх сумішей.
5. Сталевий лист або деталь за п. 4, які відрізняються тим, що вказаний нітрид є нітридом бору, алюмінію або кремнію.
6. Сталевий лист або деталь за п. 4, які відрізняються тим, що вказаний борид є боридом магнію, титану або цирконію.
7. Сталевий лист або деталь за п. 4, які відрізняються тим, що вказаний силіцид є силіцидом молібдену.
8. Сталевий лист або деталь за п. 4, які відрізняються тим, що вказаний сульфід є сульфідом вольфраму.
9. Сталевий лист або деталь за п. 4, які відрізняються тим, що вказаний карбід є карбідом бору або кремнію.
10. Сталевий лист або деталь за будь-яким з пп. 1-9, які відрізняються тим, що середній діаметр D50 вказаних часточок складає 0,01-3 мкм.
11. Сталевий лист або деталь за будь-яким з пп. 1-10, які відрізняються тим, що маса вказаного полімерного покриття складає 0,5-10,0 г/м2.
12. Сталевий лист або деталь за п. 11, які відрізняються тим, що маса вказаного полімеру в покритті складає 2,0-6,0 г/м2.
13. Сталевий лист або деталь за будь-яким з пп. 1-12, які відрізняються тим, що полімер є поліефіром, поліакриловим полімером, поліуретаном, поліетиленом, поліпропіленом або їх сумішами.
14. Застосування сталевого листа або деталі з покриттям за будь-яким з пп. 1-13 для виготовлення емальованого сталевого листа або деталі.
15. Спосіб емалювання сталевого листа або деталі, який включає наступні стадії:
нанесення на одну або обидві сторони сталевого листа, склад якого є придатним для емалювання, шару рецептури, яка включає 0,008-5 % мас. часточок неоксидної кераміки з температурою плавлення, вищою від 600 °C, необов'язковий розчинник, решта - полімер, який при нагріванні від температури навколишнього середовища до 800 °C на повітрі згорає більше ніж на 80 % мас. при 440 °C і повністю згорає при 600 °C,
проведення затвердівання вказаного шару для отримання полімерного покриття, в якому гомогенно дисперговані часточки неоксидної кераміки,
необов'язково формування вказаного сталевого листа для отримання деталі,
нанесення на вказане полімерне покриття шару ґрунтової емалі і необов'язково додаткового верхнього шару білого або світлофарбованого емалевого покриття, потім
обпалювання вказаного покриття ґрунтової емалі і вказаного необов'язкового додаткового верхнього білого або світлозабарвленого емалевого покриття для отримання емальованого сталевого листа або деталі.
16. Спосіб за п. 15, який відрізняється тим, що полімер є полімером, затвердівання якого здійснюється при опромінюванні іонізуючим випромінюванням, при цьому рецептура не містить розчинник.
17. Спосіб за п. 16, який відрізняється тим, що затвердівання вказаного полімеру проводять опромінюванням, іонізуючим випромінюванням або актинічним випромінюванням.
18. Спосіб за п. 17, який відрізняється тим, що вказане іонізуюче випромінювання є електронним променем.
19. Спосіб за п. 17, який відрізняється тим, що вказане іонізуюче випромінювання є ультрафіолетовим світлом.
20. Спосіб за п. 15, який відрізняється тим, що рецептура включає розчинник і полімер є термозатвердіваючим полімером.
21. Спосіб за п. 20, який відрізняється тим, що вказана рецептура включає 0,008-5 % мас. вказаних часточок неоксидної кераміки, 10-70 % мас. вказаного полімеру, решту в рецептурі складає розчинник.
22. Спосіб за будь-яким з пп. 20-21, який відрізняється тим, що вказаний сталевий лист, покритий шаром вказаної рецептури, піддають термообробці нагріванням від температури навколишнього середовища до температури Т1, із витримуванням його за вказаної температури Т1 протягом часу t1 для повного випаровування розчинника і затвердівання полімеру.
23. Спосіб за п. 22, який відрізняється тим, що вказана температура Т1 складає 50-220 °C і вказаний час t1 становить 5-60 с.
Текст
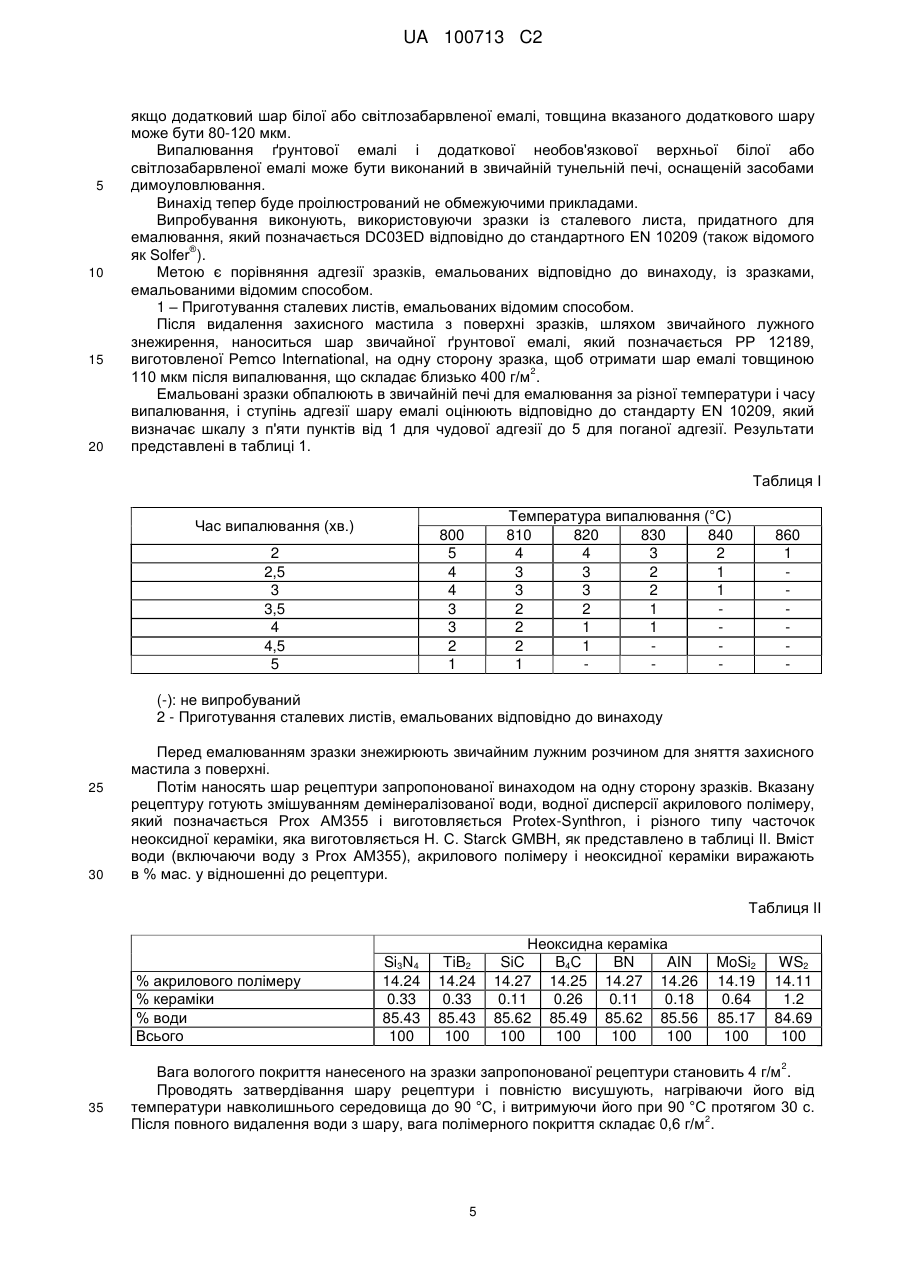
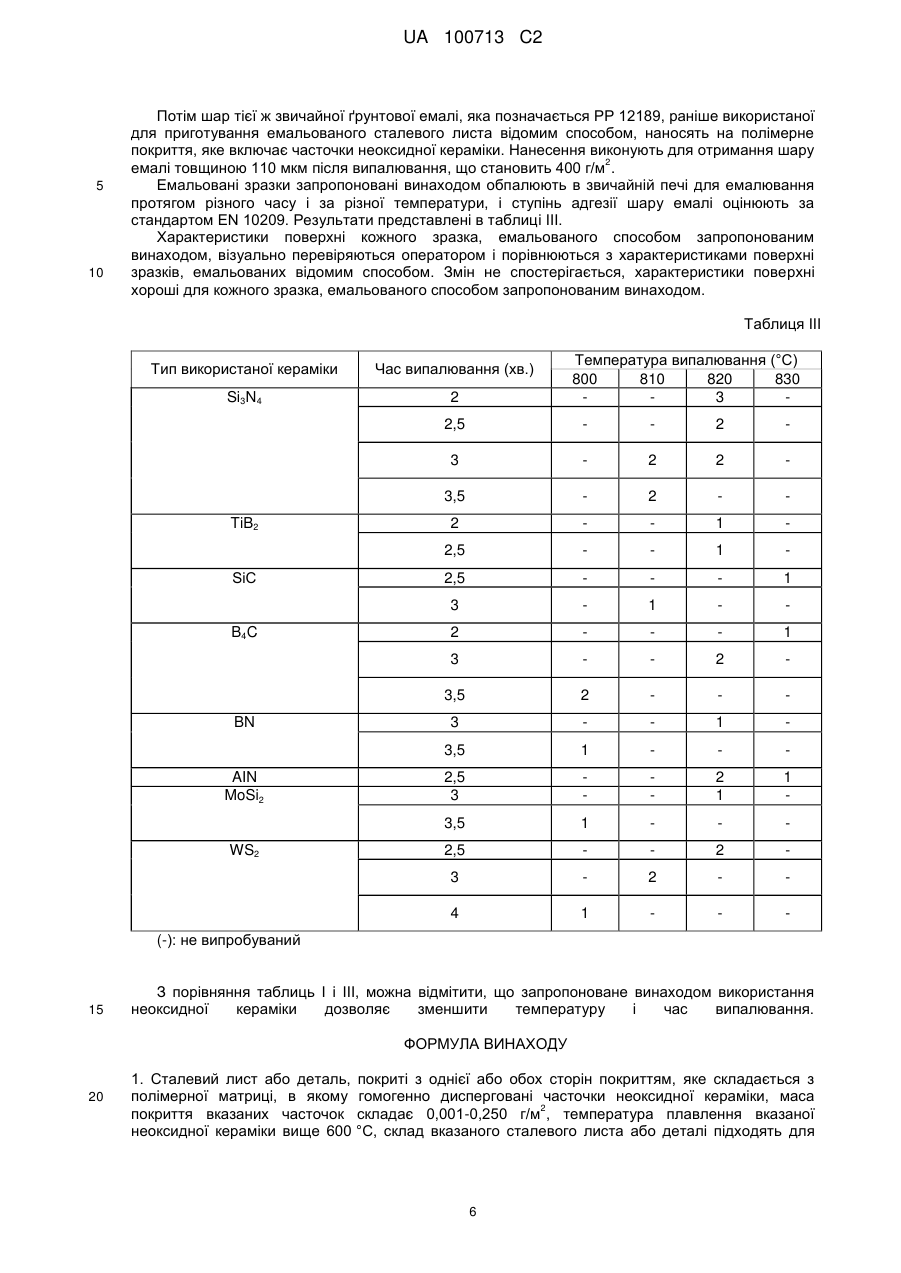
Реферат: Винахід належить до сталевого листа або деталі, склад яких придатний для емалювання, з покриттям, яке складається з полімерної матриці, в якій гомогенно дисперговані часточки неоксидної кераміки. Він також належить до застосування покритого сталевого листа або деталі для виробництва емальованого сталевого листа або деталі, і до способу виробництва емальованого сталевого листа або деталі, який дозволяє понизити температуру і скоротити час випалювання в порівнянні із звичайною температурою і часом випалювання. UA 100713 C2 (12) UA 100713 C2 UA 100713 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід відноситься до сталевого листа або деталі, склад яких придатний для емалювання, і які покриті з однієї або обох сторін покриттям, яке складається з полімерної матриці, в якій гомогенно диспергують часточки неоксидної кераміки, і використання цього покритого сталевого листа або деталей для виробництва емальованого сталевого листа або деталей. Винахід також відноситься до способу виготовлення сталевого листа або деталі, покритих шаром ґрунтової емалі і необов'язковим додатковим шаром білої або слабозабарвленої емалі з високою адгезією до сталі. Захист металевих поверхонь нанесенням шару емалі добре відомий, і широко використовується внаслідок її стійкості до високої температури і тому, що вона надає поверхні захисних властивостей у відношенні до впливу хімічних чинників. Тому емальовані вироби широко використовуються в різних застосуваннях, таких як пральні машини, санітарно-технічні вироби, кухонні плити, предмети домашнього ужитку, так само як зовнішні будівельні матеріали. Звичайний спосіб виробництва емальованого сталевого листа з високою адгезією між сталевим листом і емалевим покриттям, включає нанесення на сталевий лист шару емалі, який містить оксиди, які підвищують адгезію, такі як оксиди кобальту, нікелю, міді, заліза, марганцю, сурми або молібдену. Цей вид емалі називають "ґрунтовою емаллю". Адгезія ґрунтової емалі створюється випалюванням при 780-860 °C протягом 3-8 хвилин, за рахунок окислювально-відновної хімічної реакції між компонентами сталі, такими як вуглець, і оксидами ґрунтової емалі, які підвищують адгезію. Проте, час і температура, необхідні для випалювання емалі, на даний час більше не відповідають виробничим потребам. Мета даного винаходу полягає в подоланні вищезгаданих недоліків і створення способу виробництва емальованого сталевого листа або деталей, який дозволяє понизити споживання енергії, зниженням температури випалювання на 10-40 °C в порівнянні із звичайними температурами випалювання, і підвищити продуктивність скороченням часу випалювання на 1-3 хвилини в порівнянні із звичайними часом випалювання, при збереженні і високої адгезії, і характеристик поверхні шару емалі. Тому об'єктом винаходу є спосіб емалювання сталевого листа або деталей, який передбачає стадії: - нанесення на одну або обидві сторони сталевого листа, склад якого придатний для емалювання, шару рецептури, яка включає 0,008-5 % мас. часточок неоксидної кераміки з точкою плавлення вище 600 °C, необов'язково розчинник, решту складає полімер, який при нагріванні від температури навколишнього середовища до 800 °C на повітрі, згорає більше ніж на 80 % мас. при 440 °C і повністю згорає при 600 °C; - затвердіння вказаного шару, для отримання полімерного покриття, в якому гомогенно диспергують часточки неоксидної кераміки; - необов'язкове формування вказаного сталевого листа з покриттям для отримання деталі; - нанесення на вказане полімерне покриття шару ґрунтової емалі і необов'язково додаткового верхнього шару білої або слабозабарвленої емалі, потім - випалювання вказаного шару ґрунтової емалі і вказаного необов'язкового верхнього шару білої або слабозабарвленої емалі для отримання емальованого сталевого листа або деталі. Переваги винаходу не полягають тільки в тому, що знижується температура і час випалювання, але також і в тому, що не потрібна екологічно несприятлива підготовка сталевого листа до і після нанесення рецептури, і перед емалюванням, така як інтенсивне декапірування кислими розчинами і/або нікелювання (nickling). Сталевий лист або деталь, склад яких придатний для емалювання, визначається Європейським стандартом EN 10209, і характеризується низьким вмістом вуглецю, зазвичай меншим 0,08 % мас. для уникнення утворення пухирців при випалюванні емалі. Таким чином, сорт низьковуглецевої сталі із вмістом вуглецю меншим від 0,08 % мас., сорт ультранизьковуглецевої сталі із вмістом вуглецю меншим від 0,005 % мас. і Ti-сталь з невеликою кількістю металічних включень із вмістом вуглецю меншим від 0,02 % мас., можуть розглядатися придатними для здійснення даного винаходу. Іншим об'єктом винаходу є сталевий лист або деталь, покриті з однієї або обох сторін покриттям, яке складається з полімерної матриці, в якому гомогенно диспергують часточки 2 неоксидної кераміки, вага вказаних часточок в покритті складає 0,001-0,250 г/м , точка плавлення вказаної неоксидної кераміки вище 600 °C, склад вказаного сталевого листа або деталі придатний для емалювання, і вказаний полімер при нагріванні від навколишньої температури до 800 °C на повітрі згорає більш ніж на 80 % мас. при 440 °C і повністю згорає при 600 °C. 1 UA 100713 C2 5 10 15 20 25 30 35 40 45 50 55 60 Нарешті третьою метою винаходу є використання вказаного сталевого листа або деталі з покриттям для виробництва емальованого сталевого листа або деталі. Після гарячої і холодної прокатки сталевий лист, склад якого придатний для емалювання, просто знежирюють для видалення всіх слідів мастила, і покривають з однієї або обох сторін шаром, рецептура якої включає 0,008-5 % в мас. часточок неоксидної кераміки, точка плавлення якої вища від 600 °C, необов'язково розчинник, решта полімер, який при нагріванні від навколишньої температури до 800 °C на повітрі згорає більш ніж на 80 % мас. при 440 °C і повністю згорає при 600 °C. Нанесення вказаної рецептури може бути виконане звичайним способом, наприклад зануренням, за допомогою валика або розпилюванням. Потім проводять затвердівання шару зазначеної рецептури, який покриває вказаний сталевий лист, щоб отримати сталевий лист з полімерним покриттям, в якому гомогенно диспергують часточки неоксидної кераміки. Вказаний полімер може бути, наприклад, поліефіром, поліакрилатом, поліуретаном, поліетиленом, поліпропіленом або їх сумішами. У одному здійсненні винаходу полімер може бути радіаційно-затвердіваючим полімером, і рецептура може не містити розчинника. Затвердіння вказаного радіаційно-затвердіваючого полімеру виконується шляхом опромінюванням шару рецептури іонізуючим випромінюванням або світлом. Іонізуюче опромінювання може бути електронним променем, і актинічне випромінювання може бути ультрафіолетовим світлом. У іншому здійсненні винаходу полімер може бути термозатвердіваючим полімером. В цьому випадку рецептура включає розчинник. Відповідно до винаходу розчинник не грає активної ролі при формуванні полімерного покриття, і ніякий структурний елемент з розчинника не входить до полімеру. Вміст розчинника і полімеру в рецептурі вибирають таким чином, щоб отримати рідку рецептуру, яка може бути легко нанесена на сталевий лист. Крім того, розчинник полегшує контроль товщини покриття. Дійсно, рецептура без розчинника, яка включає термозатвердіваючий полімер, була б твердою за температури навколишнього середовища, і повинна бути нанесена на сталевий лист як розплавлена рідина або попереднім нагріванням і її розпилюванням на поверхню вказаного сталевого листа, або її розтиранням на заздалегідь нагрітому сталевому листі. За цих умов було б важко отримати гомогенний розподіл часточок і підтримувати постійну і невелику товщину. Таким чином, вказана рецептура бажано включає 0,008-5 % мас. вказаних часточок неоксидної кераміки, 10-70 % мас. вказаного термозатвердіваючого полімеру, решту композиції складає розчинник. Коли сталевий лист покритий шаром вказаної рецептури, його піддають термообробці для затвердіння полімеру і повного випаровування розчинника. Розчинник повинен бути повністю видалений з полімерного покриття, інакше буде важко уникнути забруднення поверхні покриття, і адгезія емалі до сталевого листа буде зниженою або навіть обмеженою. Термообробка виконується нагріванням вказаного сталевого листа від температури навколишнього середовища до температури T1, і витримуванням його за цієї температури T1 протягом часу t1. Це може бути досягнуто індукційним затвердіванням або продуванням гарячого повітря. Краще, якщо температура T1 складає 50-220 °C, і час t1 складає 5-60 с. Вище 220 °C полімер може почати горіти до нанесення ґрунтової емалі і є ризик, що часточки неоксидної кераміки більше не знаходитимуться в полімері і не будуть гомогенно розподілені по поверхні сталевого листа, що призведе до меншого скорочення часу випалювання і зниження температури. Якщо час t1 більший від 60 с або якщо температура T1 є нижчою від 50 °C, продуктивність способу не відповідає промисловим вимогам. Проте якщо час t1 буде менший 5 с, то затвердіння і висихання шару будуть недостатніми.Розчинник може бути органічним, водноорганічним розчинником або краще водою з екологічних міркувань. У обох здійсненнях скорочення часу випалювання і температури випалювання наступного шару емалі і покращеної адгезії емалі на всій поверхні сталевого листа можуть бути досягнуті тільки якщо: 1) кількість неоксидних часточок, які наносяться на сталевий лист, достатня, щоб прореагувати з оксидами шару ґрунтової емалі, які покращують адгезію, як буде видно далі. Дійсно, суттєво щоб вага покриття вказаних часточок неоксидної кераміки була більшою 0,001 2 UA 100713 C2 2 5 10 15 20 25 30 35 40 45 50 55 2 г/м . Проте вага покриття обмежена 0,250 г/м , тому що адгезія емалі не поліпшується вище 2 0,250 г/м , а вартість збільшується. Краще коли вага покриття вказаних часточок неоксидної 2 кераміки складає 0,01-0,10 г/м . 2) часточки неоксидної кераміки гомогенно розподілені на поверхні сталевого листа. Роль полімеру полягає в утриманні часточок неоксидної кераміки гомогенно розподіленими на сталевій поверхні перед нанесенням емалі. Бажано вага полімерного покриття після термообробки або дії іонізуючого або актинічного випромінювання повинна бути достатньою для надання сталевому листу ефективного тимчасового захисту від корозії перед нанесенням ґрунтової емалі, але достатньо низькою, щоб полімер легко згорів повністю при випалюванні емалі. 2 Таким чином, вага вказаного полімерного покриття бажано складає 0,5-10,0 г/м , що відповідає кількості часточок неоксидної кераміки 0,08-10 % мас. Краще вага полімерного 2 покриття складає 2,0-6,0 г/м . Вказана рецептура також може містити добавки відомого рівня техніки для додаткового поліпшення її властивостей: наприклад, поверхнево-активні речовини для поліпшення змочуваності поверхні обробленого сталевого листа, піногасники, інгібітори корозії, пігменти або бактерициди. Всі ці добавки в основному використовуються у відносно невеликих кількостях, зазвичай менше 3 % у відношенні до ваги рецептури. Після термообробки або опромінювання і перед емалюванням сталевий лист може бути підданий формуванню штампуванням, куванням або згинанням для отримання деталі. Полімерне покриття бажано характеризується достатніми властивостями мастила, і немає необхідності у використанні додаткового мастила перед необов'язковою стадією формування. В цьому випадку немає необхідності знежирювати деталі, покриті полімером перед нанесенням емалі. Проте, якщо саме полімерне покриття не має достатніх властивостей мастила, мастило може бути додане до рецептури в діапазоні 0,3-5 % мас. у відношенні до полімеру. Нижче 0,3 % мас., ефект мастила не буде достатнім, щоб формувати сталевий лист без попередньої операції змащування, наприклад, мастилом, але вище 5 % мас. є ризик, що у покриття з'явиться жирний зовнішній вигляд. Мастило може бути, наприклад, вуглеводневим воском, рослинним воском, таким як карнаубський віск, мінеральною або синтетичною олією, рослинною олією або тваринним жиром, які містить ефіри жирних кислот або жирну кислоту. Після термообробки або опромінювання і необов'язкової стадії формування на полімерне покриття наноситься шар ґрунтової емалі і обпалюється. Ґрунтова емаль є склом, компоненти якого знаходяться у формі порошку. Зазвичай вона містить 40-50 % мас. діоксиду кремнію, 10-20 % оксиду бору, 2-10 % мас. оксиду алюмінію, 0,54 % мас. оксидів перехідних металів, таких як кобальт, нікель, залізо, марганець, сурма, і оксиди молібдену, решта - оксиди лужних і лужноземельних металів. Оксиди перехідних металів називають оксидами, які поліпшують адгезію, тому що вони можуть бути відновлені компонентами сталі, такими як вуглець, і таким чином утворювати зв'язок між сталевим листом і емаллю. Шар ґрунтової емалі може бути нанесений безпосередньо у формі порошку сухим електростатичним опудренням або у вологій формі після змішування з водою, розпилюванням або зануренням. У останньому випадку воду бажано повністю випаровують перед стадією випалювання нагріванням шару емалі від температури навколишнього середовища до температури T2, і витримуючи його за цієї температури T2 протягом часу t2. Краще, якщо час t2 менший 60 с, щоб він відповів вимогами щодо продуктивності. З цієї причини нижча межа температури T2 бажано є вищою від 80 °C. Краще, якщо час t2 є більшим від 5 с, щоб гарантувати повне випаровування води під час висушування емалі. Інакше, якщо шар емалі не буде повністю висушений до випалювання, вода випаровуватиметься при випалюванні і зв'язок емалі із сталевим листом слабшатиме. Температура T2 бажано обмежена 120 °C для уникнення утворення пухирців в шарі емалі під час випаровування води, які додатково ослабляли б зв'язок емалі із сталевим листом. Висушування емалі у вологій формі може бути виконане продуванням гарячого повітря. Після висушування емалі у вологій формі і перед випалюванням вказаної висушеної емалі, емаль може бути охолоджена до температури навколишнього середовища. Проте бажано проводити її випалювання, коли вона ще знаходиться за вказаної температури T2, для заощадження енергії. 3 UA 100713 C2 5 10 15 20 25 30 35 40 45 50 55 60 У обох випадках до випалювання шар емалі є пористим і зазвичай містить 30-60 % об. повітря. Випалювання ґрунтової емалі включає декілька стадій, під час яких сталевий лист нагрівають або від температури навколишнього середовища або від температури T2. Вище 240 °C полімер починає згорати. Це означає, що він поступово руйнується під дією комбінації нагрівання і кисню, який надходить з повітря, яке міститься в шарі емалі, до діоксиду вуглецю і водяної пари, які виділяються в навколишню атмосферу. Винахідники встановили, що достатньо щоб більше 80 % мас. полімеру згорали при 440 °C, тому що якщо більше 20 % мас. полімеру не буде розкладено до того, як емаль стане в'язкою рідиною, є ризик виникнення проблем з адгезією емалі до сталевого листа і утворення кратерів внаслідок великого виділення газових міхурів при випалюванні, що призводить до поганих характеристик поверхні емалевого покриття. За температури T3, яка зазвичай складає 450,-600 °C, ґрунтова емаль починає розм'якшуватися і стає в'язкою рідиною. Таким чином, шар емалі поступово перетворюється з пористого шару в безперервну плівку, що призводить до зниження газообміну. З цієї причини полімер повинен бути повністю спалений при 600 °C, щоб уникнути формування кратерів в покритті емалі внаслідок виділення газових пухирців і виникнення проблем з адгезією емалі. Потім, оскільки температура продовжує збільшуватися, часточки неоксидної кераміки і вуглець сталі відновлюють оксиди перехідних металів, які є термодинамічно найбільш нестійкими оксидами емалі, і забезпечують адгезію емалі на сталевій поверхні. Дія вуглецю, тому посилюється часточками неоксидної кераміки, яка здатна компенсувати бракуючий вуглець в деяких видах сталі, або майже відсутній вуглець, якщо розглядається ультранизьковуглецева сталь, або міцно зв'язуватися з титаном, якщо розглядається титанова сталь, яка не містить елементів включення. Як буде показано в подальших прикладах, було встановлено, що температура і час випалювання можуть бути значно зменшені в порівнянні з відомим рівнем техніки. Нарешті, проводять затвердівання емальованого сталевого листа охолоджуванням до температури навколишнього середовища. Неоксидна кераміка є жаростійким матеріалом, що складається з металу, пов'язаного з вуглецем, азотом, бором, кремнієм або сіркою. Відповідно до винаходу, точка плавлення неоксидної кераміки повинна бути вищою від 600 °C, і бажано вищою від 700 °C, тому що це є суттєвим моментом для збереження здатності до відновлення часточками неоксидної кераміки на стадії випалювання ґрунтової емалі. Дійсно, за вказаної температури TЗ, неоксидна кераміка з точкою плавлення нижче 600 °C почала б плавитися і окислюватися повітрям, яке містилося в шарі емалі, і таким чином втратила б свою здатність відновлювати перехідні метали. Часточки неоксидної кераміки можуть бути вибрані з групи, яка складається з, нітриду, бориду, силіцидів, сульфідів, карбідів та їх сумішей з точкою плавлення вище 600 °C. Це може бути наприклад, нітридом кремнію (Si3N4), нітридом бору (BN), нітридом алюмінію (AIN), карбідом кремнію (SIC), карбідом бору (B4C), боридом магнію (MgB2), боридом титану (TiB2), боридом цирконію (ZrB2), силіцидом молібдену (MoСi2) або сульфідом вольфраму (WS2). Середній діаметр, D50, вказаних часточок неоксидної кераміки бажано складає 0,01-3 мкм, тому що, коли середній діаметр D50 більше 3 мкм, реакційноздатність неоксидної кераміки у відношенні до оксидів перехідних металів є не дуже високою, і зниження часу і температури випалювання, буде недостатнім. З іншого боку, важко приготувати часточки з D50 менше 0,01 мкм. Якщо потрібна біла або світлофарбована поверхня, на поверхню ґрунтової емалі може бути нанесений додатковий верхній шар білої або світлозабарвленої емалі. Випалювання шарів ґрунтової емалі і білої або світлозабарвленої емалі може бути виконане або послідовно або одночасно за тієї ж температури випалювання і протягом вказаного вище часу. Склад білої або світлозабарвленої емалі подібний до ґрунтової емалі за винятком того, що в неї невходять оксиди перехідних металів. У системі C.I.E. L.a.b., прийнятою CIE в 1976, колір представлений трьома числами, які визначають його положення в тривимірному об'ємі. Перше число, величина світлості L, змінюється від 0 (чорний) до 100 (білий), і визначає, наскільки колір є світлим або темним. Інші числа, а і b, дають інформацію про колір від зеленого до червоного і від синього до жовтого. Відповідно до даного винаходу світлість L білого або світлофарбованого верхнього емалевого покриття складає більше 60. Після випалювання товщина шару ґрунтової емалі може становити, наприклад, 80-150 мкм, якщо не нанесений додатковий верхній шар білої або світлозабарвленої емалі, і 20-60 мкм, 4 UA 100713 C2 5 10 15 20 якщо додатковий шар білої або світлозабарвленої емалі, товщина вказаного додаткового шару може бути 80-120 мкм. Випалювання ґрунтової емалі і додаткової необов'язкової верхньої білої або світлозабарвленої емалі може бути виконаний в звичайній тунельній печі, оснащеній засобами димоуловлювання. Винахід тепер буде проілюстрований не обмежуючими прикладами. Випробування виконують, використовуючи зразки із сталевого листа, придатного для емалювання, який позначається DC03ED відповідно до стандартного EN 10209 (також відомого ® як Solfer ). Метою є порівняння адгезії зразків, емальованих відповідно до винаходу, із зразками, емальованими відомим способом. 1 – Приготування сталевих листів, емальованих відомим способом. Після видалення захисного мастила з поверхні зразків, шляхом звичайного лужного знежирення, наноситься шар звичайної ґрунтової емалі, який позначається РР 12189, виготовленої Pemco International, на одну сторону зразка, щоб отримати шар емалі товщиною 2 110 мкм після випалювання, що складає близько 400 г/м . Емальовані зразки обпалюють в звичайній печі для емалювання за різної температури і часу випалювання, і ступінь адгезії шару емалі оцінюють відповідно до стандарту EN 10209, який визначає шкалу з п'яти пунктів від 1 для чудової адгезії до 5 для поганої адгезії. Результати представлені в таблиці 1. Таблиця I Час випалювання (хв.) Температура випалювання (°C) 810 820 830 840 4 4 3 2 3 3 2 1 3 3 2 1 2 2 1 2 1 1 2 1 1 800 5 4 4 3 3 2 1 2 2,5 3 3,5 4 4,5 5 860 1 (-): не випробуваний 2 - Приготування сталевих листів, емальованих відповідно до винаходу 25 30 Перед емалюванням зразки знежирюють звичайним лужним розчином для зняття захисного мастила з поверхні. Потім наносять шар рецептури запропонованої винаходом на одну сторону зразків. Вказану рецептуру готують змішуванням демінералізованої води, водної дисперсії акрилового полімеру, який позначається Prox AM355 і виготовляється Protex-Synthron, і різного типу часточок неоксидної кераміки, яка виготовляється H. C. Starck GMBH, як представлено в таблиці II. Вміст води (включаючи воду з Prox AM355), акрилового полімеру і неоксидної кераміки виражають в % мас. у відношенні до рецептури. Таблиця II % акрилового полімеру % кераміки % води Всього Si3N4 14.24 0.33 85.43 100 TiB2 14.24 0.33 85.43 100 Неоксидна кераміка SiC B4C BN AIN 14.27 14.25 14.27 14.26 0.11 0.26 0.11 0.18 85.62 85.49 85.62 85.56 100 100 100 100 MoSi2 14.19 0.64 85.17 100 WS2 14.11 1.2 84.69 100 2 35 Вага вологого покриття нанесеного на зразки запропонованої рецептури становить 4 г/м . Проводять затвердівання шару рецептури і повністю висушують, нагріваючи його від температури навколишнього середовища до 90 °C, і витримуючи його при 90 °C протягом 30 с. 2 Після повного видалення води з шару, вага полімерного покриття складає 0,6 г/м . 5 UA 100713 C2 5 10 Потім шар тієї ж звичайної ґрунтової емалі, яка позначається РР 12189, раніше використаної для приготування емальованого сталевого листа відомим способом, наносять на полімерне покриття, яке включає часточки неоксидної кераміки. Нанесення виконують для отримання шару 2 емалі товщиною 110 мкм після випалювання, що становить 400 г/м . Емальовані зразки запропоновані винаходом обпалюють в звичайній печі для емалювання протягом різного часу і за різної температури, і ступінь адгезії шару емалі оцінюють за стандартом EN 10209. Результати представлені в таблиці III. Характеристики поверхні кожного зразка, емальованого способом запропонованим винаходом, візуально перевіряються оператором і порівнюються з характеристиками поверхні зразків, емальованих відомим способом. Змін не спостерігається, характеристики поверхні хороші для кожного зразка, емальованого способом запропонованим винаходом. Таблиця III Тип використаної кераміки Час випалювання (хв.) Si3N4 2 Температура випалювання (°C) 800 810 820 830 3 2,5 2 2 2 1 1 2,5 1 1 2 1 2 3,5 2 3 1 3,5 1 2,5 3 2 1 1 3,5 1 2,5 2 3 2 4 WS2 2 3 AIN MoSi2 3 BN 2,5 B4C 2 3,5 SіC 3 TiB2 1 (-): не випробуваний 15 З порівняння таблиць I і III, можна відмітити, що запропоноване винаходом використання неоксидної кераміки дозволяє зменшити температуру і час випалювання. ФОРМУЛА ВИНАХОДУ 20 1. Сталевий лист або деталь, полімерної матриці, в якому покриття вказаних часточок неоксидної кераміки вище 600 покриті з однієї або обох сторін покриттям, яке складається з гомогенно дисперговані часточки неоксидної кераміки, маса 2 складає 0,001-0,250 г/м , температура плавлення вказаної °C, склад вказаного сталевого листа або деталі підходять для 6 UA 100713 C2 5 10 15 20 25 30 35 40 45 50 55 60 емалювання, і вказаний полімер при нагріванні від температури навколишнього середовища до 800 °C на повітрі згорає більш ніж на 80 % мас. при 440 °C і повністю згорає при 600 °C. 2. Сталевий лист або деталь за п. 1, які відрізняються тим, що маса покриття з вказаних 2 часточок неоксидної кераміки складає 0,01-0,10 г/м . 3. Сталевий лист або деталь за будь-яким з пп. 1, 2, які відрізняються тим, що температура плавлення вказаної неоксидної кераміки є вищою від 700 °C. 4. Сталевий лист або деталь за будь-яким з пп. 1-3, які відрізняються тим, що часточки вказаної неоксидної кераміки вибрані з групи, яка складається з нітриду, бориду, силіцидів, сульфідів, карбідів та їх сумішей. 5. Сталевий лист або деталь за п. 4, які відрізняються тим, що вказаний нітрид є нітридом бору, алюмінію або кремнію. 6. Сталевий лист або деталь за п. 4, які відрізняються тим, що вказаний борид є боридом магнію, титану або цирконію. 7. Сталевий лист або деталь за п. 4, які відрізняються тим, що вказаний силіцид є силіцидом молібдену. 8. Сталевий лист або деталь за п. 4, які відрізняються тим, що вказаний сульфід є сульфідом вольфраму. 9. Сталевий лист або деталь за п. 4, які відрізняються тим, що вказаний карбід є карбідом бору або кремнію. 10. Сталевий лист або деталь за будь-яким з пп. 1-9, які відрізняються тим, що середній діаметр D50 вказаних часточок складає 0,01-3 мкм. 11. Сталевий лист або деталь за будь-яким з пп. 1-10, які відрізняються тим, що маса 2 вказаного полімерного покриття складає 0,5-10,0 г/м . 12. Сталевий лист або деталь за п. 11, які відрізняються тим, що маса вказаного полімеру в 2 покритті складає 2,0-6,0 г/м . 13. Сталевий лист або деталь за будь-яким з пп. 1-12, які відрізняються тим, що полімер є поліефіром, поліакриловим полімером, поліуретаном, поліетиленом, поліпропіленом або їх сумішами. 14. Застосування сталевого листа або деталі з покриттям за будь-яким з пп. 1-13 для виготовлення емальованого сталевого листа або деталі. 15. Спосіб емалювання сталевого листа або деталі, який включає наступні стадії: нанесення на одну або обидві сторони сталевого листа, склад якого є придатним для емалювання, шару рецептури, яка включає 0,008-5 % мас. часточок неоксидної кераміки з температурою плавлення, вищою від 600 °C, необов'язковий розчинник, решта - полімер, який при нагріванні від температури навколишнього середовища до 800 °C на повітрі згорає більше ніж на 80 % мас. при 440 °C і повністю згорає при 600 °C, проведення затвердівання вказаного шару для отримання полімерного покриття, в якому гомогенно дисперговані часточки неоксидної кераміки, необов'язково формування вказаного сталевого листа для отримання деталі, нанесення на вказане полімерне покриття шару ґрунтової емалі і необов'язково додаткового верхнього шару білого або світлофарбованого емалевого покриття, потім обпалювання вказаного покриття ґрунтової емалі і вказаного необов'язкового додаткового верхнього білого або світлозабарвленого емалевого покриття для отримання емальованого сталевого листа або деталі. 16. Спосіб за п. 15, який відрізняється тим, що полімер є полімером, затвердівання якого здійснюється при опромінюванні іонізуючим випромінюванням, при цьому рецептура не містить розчинник. 17. Спосіб за п. 16, який відрізняється тим, що затвердівання вказаного полімеру проводять опромінюванням, іонізуючим випромінюванням або актинічним випромінюванням. 18. Спосіб за п. 17, який відрізняється тим, що вказане іонізуюче випромінювання є електронним променем. 19. Спосіб за п. 17, який відрізняється тим, що вказане іонізуюче випромінювання є ультрафіолетовим світлом. 20. Спосіб за п. 15, який відрізняється тим, що рецептура включає розчинник і полімер є термозатвердіваючим полімером. 21. Спосіб за п. 20, який відрізняється тим, що вказана рецептура включає 0,008-5 % мас. вказаних часточок неоксидної кераміки, 10-70 % мас. вказаного полімеру, решту в рецептурі складає розчинник. 22. Спосіб за будь-яким з пп. 20-21, який відрізняється тим, що вказаний сталевий лист, покритий шаром вказаної рецептури, піддають термообробці нагріванням від температури 7 UA 100713 C2 навколишнього середовища до температури Т1, із витримуванням його за вказаної температури Т1 протягом часу t1 для повного випаровування розчинника і затвердівання полімеру. 23. Спосіб за п. 22, який відрізняється тим, що вказана температура Т1 складає 50-220 °C і вказаний час t1 становить 5-60 с. 5 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for producing an enamelled steel sheet or part
Автори англійськоюLeveaux, Marc, Duprez, Lode, Gonzalez, Jimenez, Javier, Gousselot, Philippe
Назва патенту російськоюСпособ производства эмалированного стального листа или детали
Автори російськоюЛево Марк, Дюпре Лод, Гонсалес Хименес Хавьер, гусли Филипп
МПК / Мітки
Мітки: спосіб, виробництва, сталевого, деталі, емальованого, листа
Код посилання
<a href="https://ua.patents.su/10-100713-sposib-virobnictva-emalovanogo-stalevogo-lista-abo-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва емальованого сталевого листа або деталі</a>
Сталевий лист, сталевий лист з покриттям, спосіб виробництва сталевого листа, спосіб виробництва сталевого листа з покриттям, спосіб виробництва гарячекатаного та холоднокатаного сталевого листа, та застосуванн

Номер патенту: 95642
Опубліковано: 25.08.2011
Автори: Кюгі Філіп, АЛЛЕЛІ Крістіан, Скотт Колін
МПК: C22C 38/04, C23C 30/00, C21D 8/02, C22C 38/06
Мітки: виробництва, спосіб, холоднокатаного, сталевий, гарячекатаного, лист, покриттям, сталевого, застосуванн, листа
Формула / Реферат:
1. Сталевий лист з аустенітної сталі, склад якої містить, мас. %:0,35 ≤ С ≤ 1,0515 ≤ Мn ≤ 26 Si ≤ 3 А1 ≤ 0,050 S ≤ 0,030 Р ≤ 0,080 N ≤ 0,1,принаймні один елемент – метал X, вибраний з-поміж ванадію, титану, ніобію, молібдену та хрому в кількості, мас. %:0,050 ≤ V ≤ 0,500,040 ≤ Ті ≤ 0,50...
Застосування водного розчину для обробки поверхні сталевого листа та спосіб змащування сталевого листа
Номер патенту: 89368
Опубліковано: 25.01.2010
Автори: Арну Клод, Птижан Жак, Жаксон Ерік, Белло Ален
МПК: C23C 2/26, C25D 11/02, B21D 22/20, C23C 22/05
Мітки: сталевого, розчину, поверхні, водного, листа, застосування, змащування, обробки, спосіб
Формула / Реферат:
1. Застосування водного розчину, який містить іони сульфату SO42- в концентрації, яка перевищує або рівна 0,01 моль/л, для обробки поверхні сталевого листа, покритого, принаймні з однієї сторони, металевим покриттям на основі цинку або його сплавів, для зменшення утворення порошку або металевих частинок на основі цинку або його сплавів при руйнуванні покриття під час формування зазначеного листа.2. Застосування за п. 1, яке...
Гарячекатаний сталевий лист або деталь, спосіб їх виготовлення та застосування, зварене з’єднання із сталевого листа або деталі
Номер патенту: 98798
Опубліковано: 25.06.2012
Автори: Дрійє Паскаль, Ормстон Дам'єн
МПК: C22C 38/00, C21D 9/46, C22C 38/04
Мітки: сталевого, деталь, виготовлення, застосування, лист, гарячекатаний, листа, спосіб, зварене, сталевий, з'єднання, деталі
Формула / Реферат:
1. Гарячекатаний сталевий лист або деталь з міцністю, яка перевищує 800 МПа, з видовженням при розриві, яке перевищує 10 %, із сталі, яка має наступний склад, мас. %:0,050 ≤ С ≤ 0,090 1 ≤ Мn ≤ 2 0,015 ≤ Аl ≤ 0,050 0,1 ≤ S ≤ 0,3 0,10 ≤ Mo ≤ 0,40 S ≤ 0,010 Р ≤ 0,025 0,003 ≤ N ≤ 0,009 0,12 ≤ V...
Спосіб виробництва оцинкованого або оцинкованого і відпаленого сталевого листа шляхом регулювання полум’яної печі прямої дії
Номер патенту: 96817
Опубліковано: 12.12.2011
Автори: Юен Дід'є, Сен-Реймон Юбер, Бертран Флоранс
МПК: C23C 2/02, C23C 2/06, C23C 2/28
Мітки: шляхом, регулювання, печі, листа, спосіб, полум'яної, оцинкованого, сталевого, виробництва, прямої, відпаленого, дії
Формула / Реферат:
1. Спосіб виробництва оцинкованого методом гарячого занурення сталевого листа, що має TRIP-мікроструктуру, яка включає в себе ферит, залишковий аустеніт і, можливо, мартенсит та/або бейніт, який включає в себе стадії, що складаються з:- підготовки сталевого листа, склад якого включає, мас. %:0,01 ≤ С ≤ 0,22 0,50 ≤ Мn ≤ 2,000,2 ≤ Si ≤ 2,0 0,005 ≤ Al ≤...
Спосіб виробництва холоднокатаного та відпаленого листа з двофазної сталі, отриманий таким способом лист, спосіб виробництва холоднокатаного, відпаленого та оцинкованого листа з двофазної сталі (варіанти) та з
Номер патенту: 100056
Опубліковано: 12.11.2012
Автори: Мулен Антуан, Сардой Веронік, Гун Мохамед, Рестрепо Гарсес Глорія, Ватерсот Том, Вінчі Катрін
МПК: C23C 2/06, C22C 38/54, C22C 38/48, C23C 2/02, C21D 8/02, C22C 38/44, C22C 38/04
Мітки: двофазної, лист, способом, варіанти, листа, виробництва, відпаленого, спосіб, таким, отриманий, сталі, оцинкованого, холоднокатаного
Формула / Реферат:
1. Холоднокатаний і відпалений лист з двофазної сталі, що має міцність від 980 до 1100 МПа і, який характеризується подовженням при розриві більше 9 %, причому композиція сталі включає, мас. %:0,055≤С≤0,095,2≤Мn≤2,6,0,005≤Si≤0,35,S≤0,005,Р≤0,050,0,1≤Аl≤0,3,0,05≤Мо≤0,25,0,2≤Сr≤0,5за умови, що...
Попередній патент: Спосіб виготовлення емальованої сталевої підкладки
Наступний патент: Ливарна форма для лиття
Випадковий патент: Запобіжний пристрій для демпфування або запобігання зміщенню кінців розірваного трубопроводу (варіанти)