Спосіб і пристрій для перевірки різьби трубчастого з’єднання, застосовуваного в нафтовидобувній промисловості
Номер патенту: 111600
Опубліковано: 25.05.2016
Автори: Дюріволь Жером, Апплінкур Антоні, Пьошо Флоріан, Кросс Найджел
Формула / Реферат
1. Пристрій для перевірки різьби (fc) трубчастого компонента для геологорозвідувальних робіт або роботи на вуглеводневих свердловинах, при цьому пристрій містить різьбову опору (14), що може взаємодіяти за допомогою згвинчування з різьбою (fc) трубчастого компонента, засоби (12, fs) для блокування просування різьбової опори (14) під час згвинчування з різьбою (fc) трубчастого компонента, поздовжню рейку (2), що прикріплена до засобів (12, fs) для блокування просування різьбової опори (14), і що проходить в напрямку, який лежить у площині, що проходить через вісь різьби різьбової опори (14), засоби (9) для перевірки різьби трубчастого компонента (fc) і засоби (4) для поздовжнього спрямування, призначені для спрямування засобів (9) для перевірки різьби в ході прямолінійного переміщення уздовж поздовжньої рейки (2).
2. Перевірочний пристрій за п. 1, який відрізняється тим, що засоби для блокування просування різьбової опори (14) під час згвинчування з різьбою (fc) трубчастого компонента містять упор (12), прикріплений до різьбової опори (14).
3. Перевірочний пристрій за п. 1, який відрізняється тим, що засоби для блокування просування різьбової опори (14) підчас згвинчування з різьбою (fc) трубчастого компонента містять різьбу (fs) різьбової опори (14), при цьому різьба є самоблокувальною і затягуваною в осьовому напрямку.
4. Перевірочний пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що поздовжня рейка (2) проходить у напрямку, паралельному осі різьби різьбової опори (14).
5. Перевірочний пристрій за будь-яким з пп. 1-3, який відрізняється тим, що поздовжня рейка (2) проходить у напрямку, паралельному конусності різьби різьбової опори (14).
6. Перевірочний пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що засоби (4) для поздовжнього спрямування містять напрямний підшипник, що може ковзати в поздовжній рейці (2).
7. Перевірочний пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що він додатково містить засоби (5) для радіального спрямування, здатні спрямовувати засоби (9) для перевірки різьби в напрямку, перпендикулярному осі різьби різьбової опори (14) і такому, що її перетинає.
8. Перевірочний пристрій за п. 7, який відрізняється тим, що засоби (5) для радіального спрямування містять напрямний підшипник, здатний ковзати в радіальній рейці (6), прикріпленій до засобів (4) для поздовжнього спрямування.
9. Перевірочний пристрій за п. 7, який відрізняється тим, що засоби (5) для радіального спрямування містять дві паралельні поперечини, кожна з яких прикріплена одним з кінців до засобів для поздовжнього спрямування, при цьому інший кінець є прикріплений до засобів (9) для перевірки.
10. Перевірочний пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що він додатково містить засоби для визначення положення засобів (9) для перевірки різьби (fc) трубчастого компонента уздовж поздовжньої рейки (2).
11. Перевірочний пристрій за п. 10, який відрізняється тим, що засоби для визначення положення засобів (9) для перевірки різьби (fc) містять градуйовану шкалу, виконану на рейці (2).
12. Перевірочний пристрій за п. 10, який відрізняється тим, що засоби для визначення положення засобів (9) для перевірки різьби (fc) є утворені потенціометром, що містить градуйовану шкалу (7), прикріплену паралельно до рейки (2), а також покажчик (15), що може ковзати уздовж зазначеної градуйованої шкали (7).
13. Перевірочний пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що матеріал, що складає опору (14), вибирають із групи, що включає алюміній, бронзу та поліаміди, так що поверхня різьби (fs) опори (14) має високу стійкість до зносу.
14. Перевірочний пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що засоби (9) для перевірки різьби (fc) трубчастого компонента містять два важелі (91, 92), кожний з яких є оснащений першим (912, 922) і другим (910, 920) кінцем, при цьому перші кінці (912, 922) з'єднані разом за допомогою деформівної частини (95), що забезпечує кутовий зсув (e) між другими кінцями (910, 920), при цьому кожний із других кінців (910, 920) містить контактний елемент (930, 940), при цьому засоби для перевірки додатково містять засоби (90) для визначення зсуву (e).
15. Перевірочний пристрій за будь-яким з пп. 1-13, який відрізняється тим, що засоби (9) для перевірки різьби (fc) трубчастого компонента містять конфокальний датчик.
16. Спосіб перевірки різьби (fc) трубчастого компонента для геологорозвідувальних робіт або роботи на вуглеводневих свердловинах, який відрізняється тим, що він включає наступні етапи, на яких:
різьбову опору (14) перевірочного пристрою за п. 14 або за одним з пп. 7-9 згвинчують з різьбою (fc) трубчастого компонента доти, поки просування під час згвинчування не буде заблоковано;
засіб (9) для перевірки розміщують в вибраному положенні Ро уздовж поздовжньої рейки (2);
засіб (9) для перевірки розміщують таким чином, що один з контактних елементів (930, 940) пристрою стикається з упорною бічною стороною різьби, у той час як інший контактний елемент (940, 930) стикається зі стикувальною бічною стороною різьби, при цьому два контактних елементи знаходяться в межах тієї ж основи витка різьби;
вимірюють кутовий зсув е;
кутовий зсув e, обмірюваний раніше, порівнюють з еталонною величиною e-ref.
17. Спосіб перевірки різьби (fc) трубчастого компонента для геологорозвідувальних робіт або роботи на вуглеводневих свердловинах, який відрізняється тим, що він включає наступні етапи, на яких:
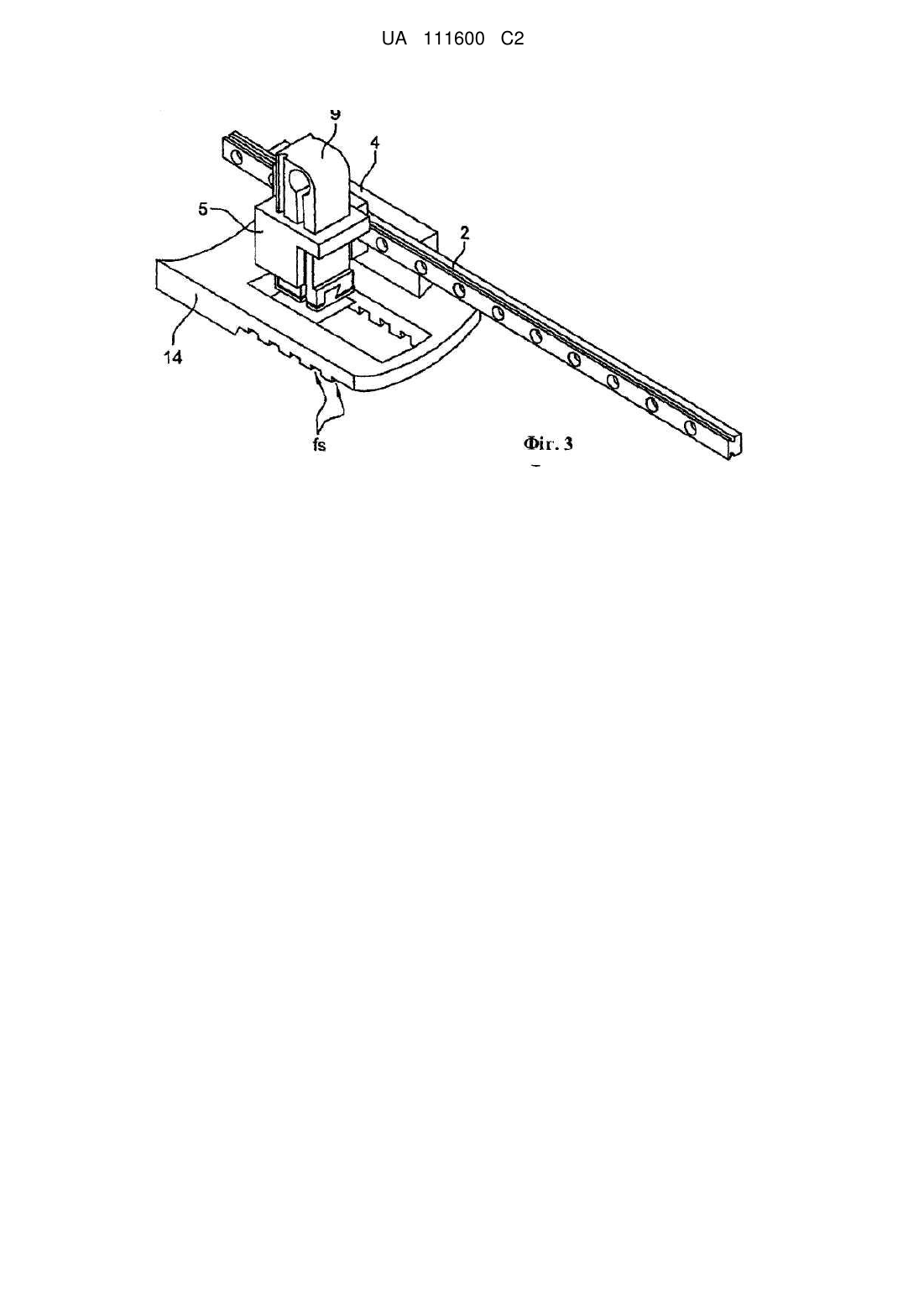
різьбову опору (14) перевірочного пристрою за п. 15 або за одним з пп. 7-9 згвинчують з різьбою (fc) трубчастого компонента доти, поки просування підчас згвинчування не буде заблоковано;
засоби (9) для перевірки зміщують уздовж поздовжньої рейки (2);
дані, зібрані конфокальним датчиком, обробляють для того, щоб визначити профіль різьби (fc).
Текст
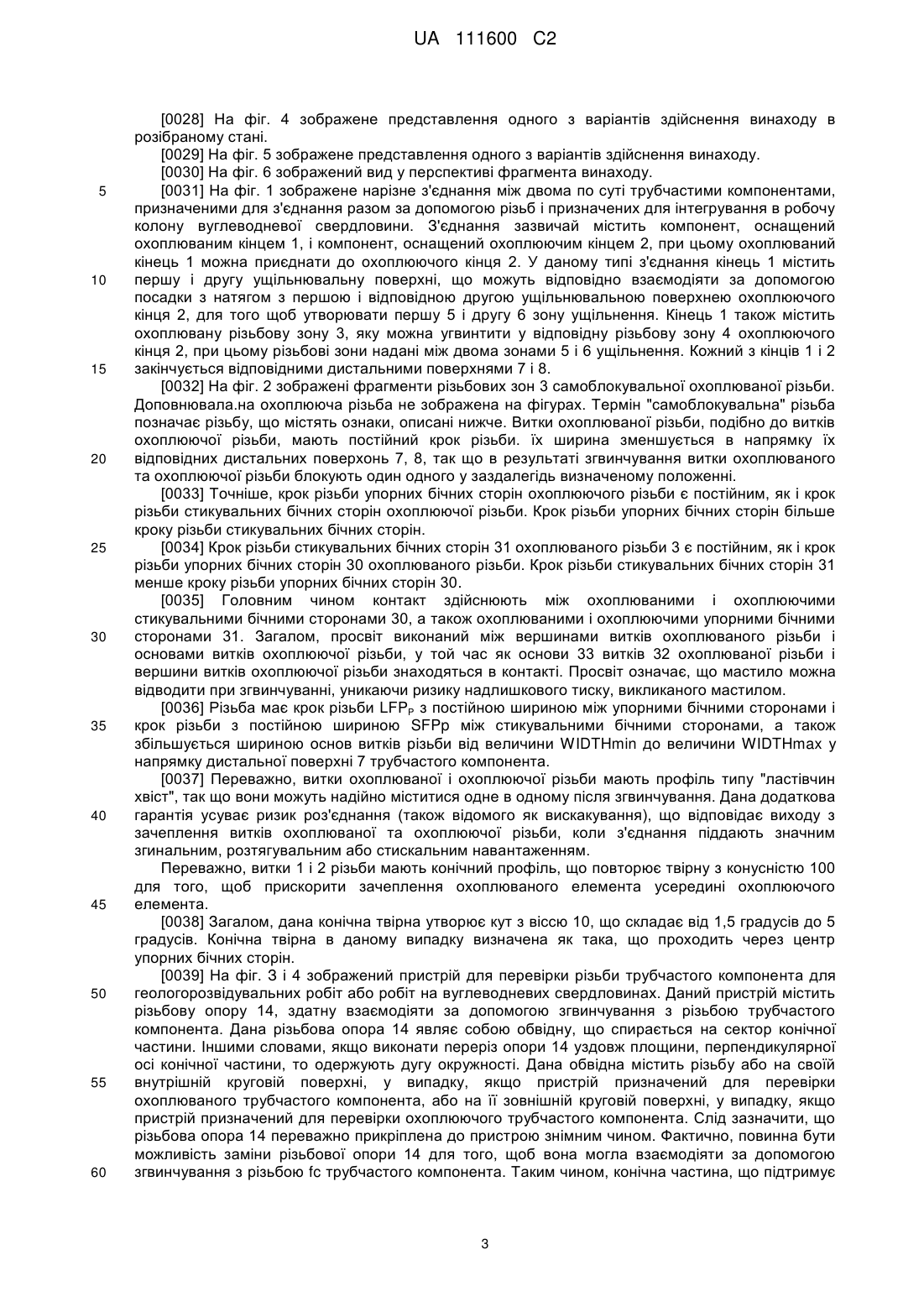
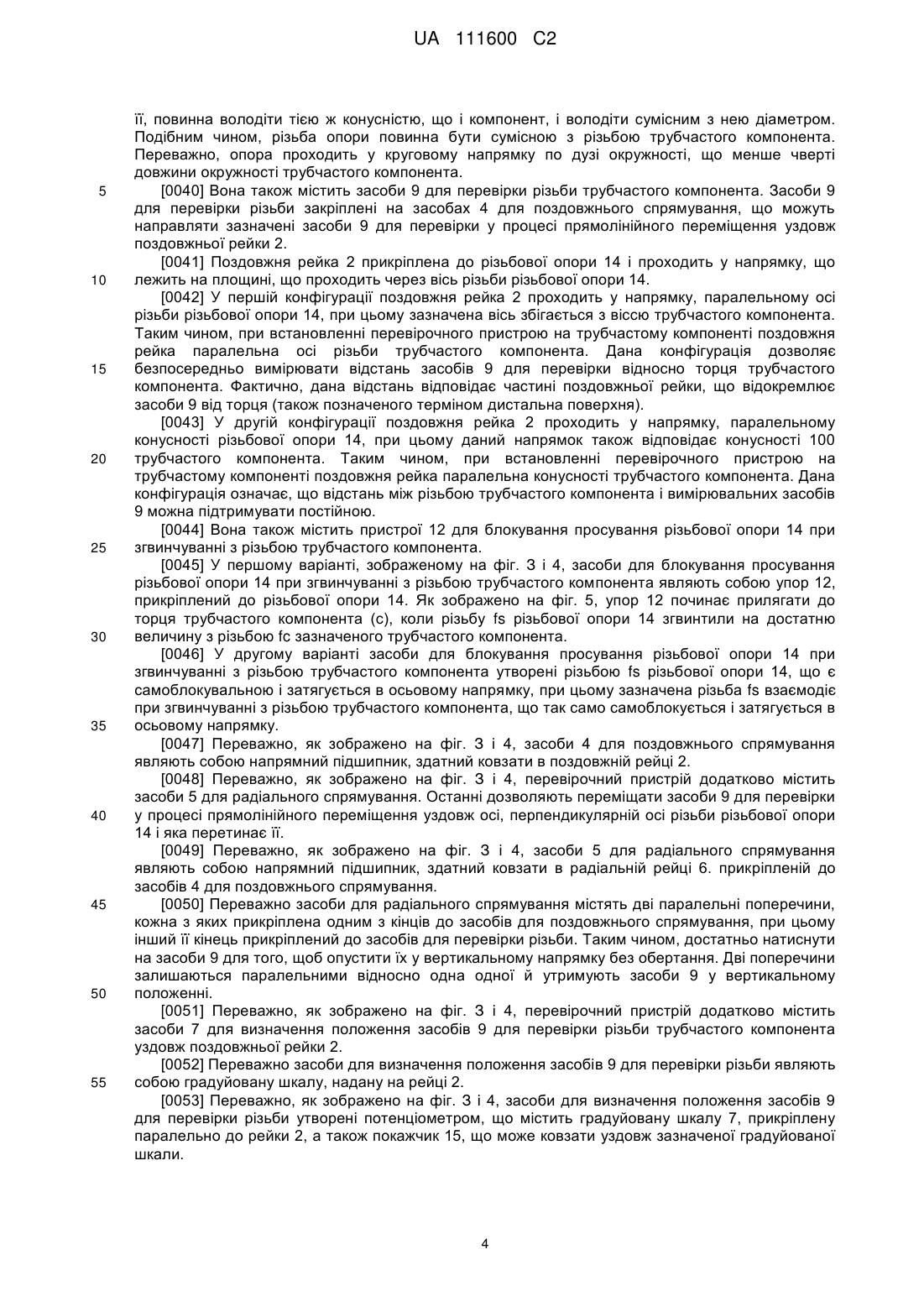
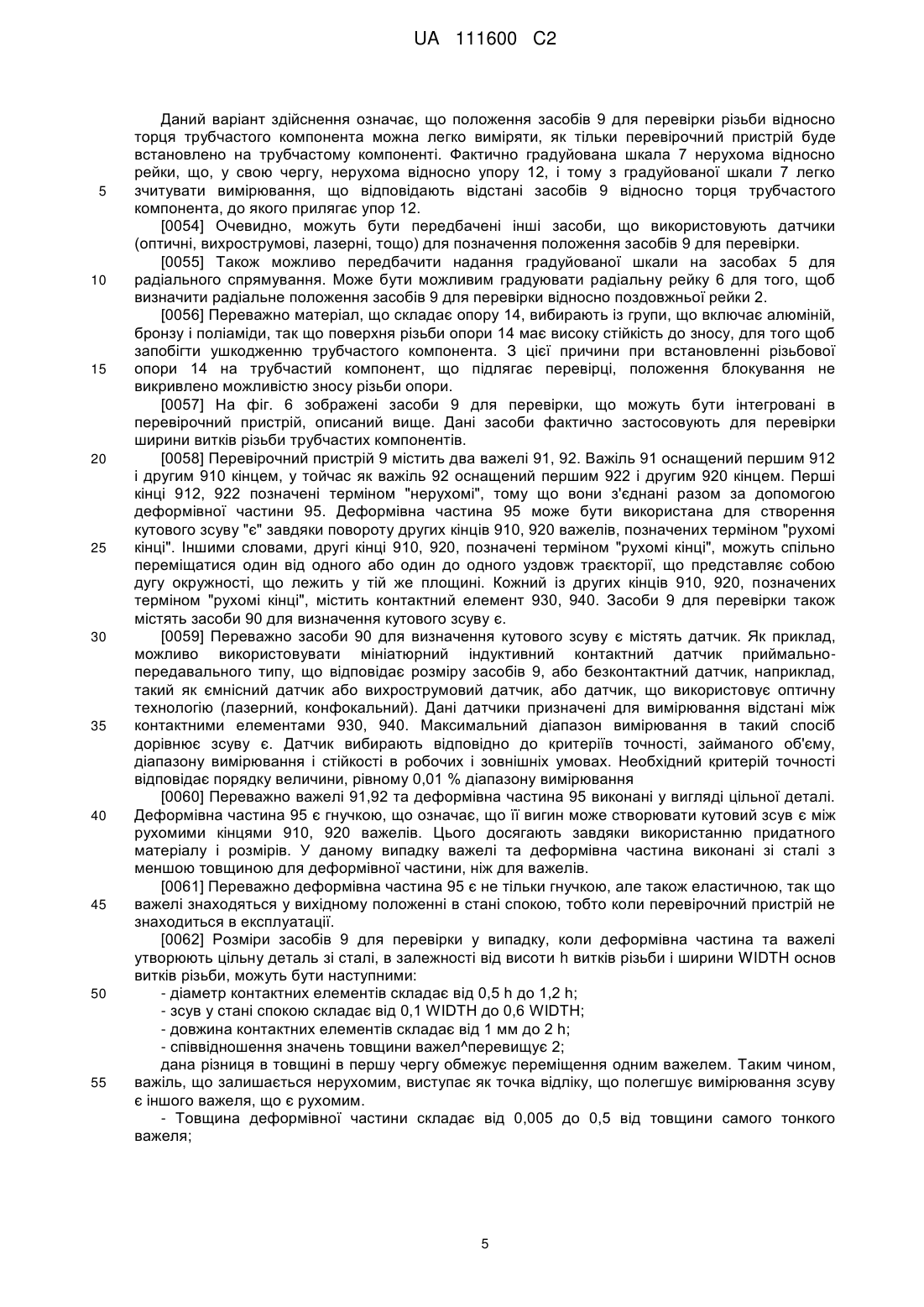
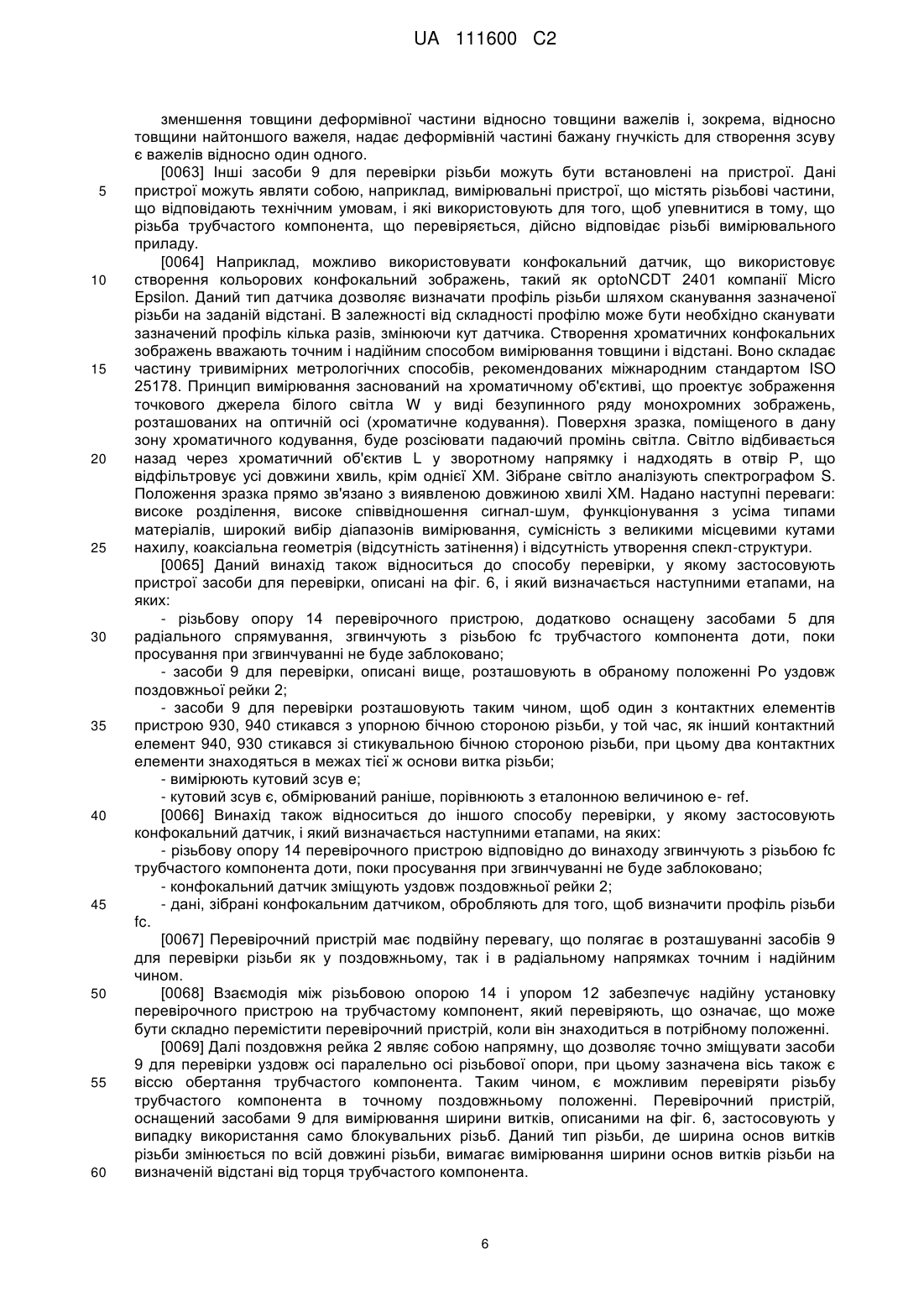
Реферат: Винахід належить до пристрою для перевірки різьби (fc) трубчастого компонента для геологорозвідувальних робіт або роботи на вуглеводневих свердловинах, при цьому пристрій містить різьбову опору (14), що може взаємодіяти за допомогою згвинчування з різьбою (fc) трубчастого компонента, засоби (12, fs) для блокування просування різьбової опори (14) при згвинчуванні з різьбою (fc) трубчастого компонента, поздовжню рейку (2), яка прикріплена до засобів (12, fs) для блокування просування різьбової опори (14) і яка проходить в напрямку, що лежить у площині, що проходить через вісь різьби різьбової опори (14), засоби (9) для перевірки різьби трубчастого компонента (fc) і засоби (4) для поздовжнього спрямування для того, щоб направляти засоби (9) для перевірки різьби в ході прямолінійного переміщення уздовж поздовжньої рейки (2). Даний винахід також належить до способів, у яких застосовують даний пристрій. UA 111600 C2 (12) UA 111600 C2 UA 111600 C2 5 10 15 20 25 30 35 40 45 50 55 [0001] Даний винахід належить до пристрою для перевірки різьби, виконаної поблизу одного з кінців трубчастого компонента, застосовуваного в геологорозвідувальних роботах або експлуатації вуглеводневих свердловин. Винахід також належить до способу перевірки подібної різьби. [0002] Відомо кілька перевірочних пристроїв для перевірки відповідності різьб трубчастих компонентів, застосовуваних у геологорозвідувальних роботах або роботах на вуглеводневих свердловинах. Через навантаження, що впливають при експлуатації (у ході бурових робіт або у ході роботи на свердловині), бажано, щоб різьбові зони були виконані за допомогою машинної обробки відповідно до технічних характеристик і знаходилися в межах допусків. Подібні пристрої використовують засоби для перевірки, здатні фіксувати дані, що відносяться до геометрії різьб. Дані засоби можуть являти собою вимірювальні пристрої, що при сполученні з формою різьби можуть показати відповідність (або невідповідність) ширини основ витків, кроку витків, конусності різьби, тощо в залежності від еталонної величини та допусків для даної величини. Зазначені засоби також можуть являти собою датчики, здатні здійснювати безпосереднє вимірювання ширини основ витків, висоти витків, тощо [0003] Проте заявник знайшов, що часто існує необхідність відзначати область різьби для виконання перевірки, а також необхідність дуже точно розташовувати засоби для перевірки. У випадку затягування самоблокувальної різьби в осьовому напрямку, як визначено в документах US Re 30 647 та US Re 34 467, де ширина основ витків різьби зменшується з відстанню від торця компонента, необхідно послатися на відстань від торця різьбового трубчастого компонента при здійсненні вимірювання основ витків різьби. Варто нагадати, що торець трубчастого компонента являє собою дистальну або кінцеву поверхню трубчастого компонента. Подібним чином, коли необхідно виміряти ширину основ витків звичайної різьби з постійною шириною витків, вимірювання зазвичай виконують на рівні половини висоти витків різьби. Отже, це означає, що засоби для перевірки повинні бути розташовані точно та нерухомо. [0004] Загалом, відомі пристрої складаються з косинців, що утворюють точку опори на торці різьбового трубчастого компонента та одну або дві точки контакту з поверхнею для різьбового трубчастого компонента. Проте подібні пристрої не можуть бути встановлені стійким чином на різьбовому трубчастому компоненті та не можуть бути використані для виконання вимірювань уздовж осі, що лежить на медіанній площині. Іншими словами, подібні пристрої не можуть бути застосовані для виконання вимірювання відносно торця різьбового трубчастого компонента, при цьому, безсумнівно, що сегмент, вимірюваний між торцем і точкою контакту з поверхнею різьбового трубчастого компонента, лежить на площині, що проходить через вісь обертання різьбового трубчастого компонента. [0005] Заявник розробив стійкий перевірочний пристрій, що, зокрема, може бути застосований для виконання перевірок різьби в точках контакту, координати яких точно визначені в тривимірній системі координат. [0006] Винахід надає пристрій для перевірки різьби трубчастого компонента для геологорозвідувальних робіт або експлуатації вуглеводневих свердловин, при цьому пристрій містить різьбову опору, що може взаємодіяти за допомогою згвинчування з різьбою трубчастого компонента, засоби для блокування просування різьбової опори при згвинчуванні з різьбою трубчастого компонента, поздовжню рейку, що прикріплена до різьбової опори і що проходить в напрямку, що лежить у площині, яка проходить через вісь різьби різьбової опори, засоби для перевірки різьби трубчастого компонента і засоби для поздовжнього спрямування для спрямування у поздовжньому напрямку засобів для перевірки різьби в процесі прямолінійного переміщення уздовж поздовжньої рейки. [0007] Необов'язкові доповнювальні або замінювальні характеристики будуть описані нижче. [0008] Засобом для блокування просування різьбової опори при згвинчуванні з різьбою трубчастого компонента може бути упор, прикріплений до різьбової опори. [0009] Засоби для блокування просування різьбової опори при згвинчуванні з різьбою трубчастого компонента можуть входити до складу різьби різьбової опори, при цьому різьба є самоблокувальною і затягується в осьовому напрямку. [0010] Поздовжня рейка може проходити в напрямку, паралельному осі різьби різьбової опори. [0011] Поздовжня рейка може проходити в напрямку, паралельному конусності різьби різьбової опори. [0012] Засоби для поздовжнього спрямування можуть містити напрямний підшипник, здатний ковзати в поздовжній рейці. 1 UA 111600 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0013] Перевірочний пристрій може додатково містити засоби для радіального спрямування, здатні спрямовувати засоби для перевірки різьби в напрямку, перпендикулярному осі різьби різьбової опори, і що перетинає її. [0014] Засоби для радіального спрямування можуть містити напрямний підшипник, здатний ковзати в радіальній рейці, прикріпленій до засобів для поздовжнього спрямування. [0015] Засоби для радіального спрямування можуть містити дві паралельні поперечини, кожна з яких прикріплена одним з кінців до засобів для поздовжнього спрямування, при цьому інший її кінець прикріплений до засобів для перевірки різьби. [0016] Перевірочний пристрій також може містити засоби для визначення положення засобів для перевірки різьби трубчастого компонента уздовж поздовжньої рейки. [0017] Засоби для визначення положення засобів для перевірки різьби можуть містити градуйовану шкалу, виконану на поздовжній рейці. [0018] Засоби для визначення положення засобів для перевірки різьби можуть бути утворені потенціометром, що містить градуйовану шкалу, прикріплену паралельно до поздовжньої рейки, а також покажчик, що може ковзати уздовж зазначеної градуйованої шкали. [0019] Матеріал, що складає різьбову опору, може бути обраний із групи, що містить бронзу або тверду пластмасу на основі поліамідів, так що поверхня різьби опори має високу стійкість до зносу. [0020] Засоби для перевірки різьби трубчастого компонента можуть містити два важелі, кожний з яких містить перший і другий кінець, при цьому перші кінці з'єднані разом за допомогою деформівної частини, що забезпечує кутовий зсув між другими кінцями, при цьому кожний із других кінців містить контактний елемент, при цьому засоби для перевірки додатково містять засоби для визначення зсуву. [0021] Засоби для перевірки різьби трубчастого компонента можуть містити конфокальний датчик. [0022] Винахід також відноситься до способу перевірки різьби трубчастого компонента для геологорозвідувальних робіт або роботи на вуглеводневих свердловинах, при якому: - різьбову опору перевірочного пристрою відповідно до винаходу згвинчують з різьбою трубчастого компонента доти, поки просування при згвинчуванні не буде заблоковано, при цьому перевірочний пристрій додатково містить засоби для радіального спрямування; - засоби для перевірки різьби трубчастого компонента розміщають в обраному положенні Ро уздовж поздовжньої рейки, при цьому зазначені пристрої засоби для перевірки містять два важелі, кожний з яких містить перший і другий кінець, при цьому перші кінці з'єднані разом за допомогою деформівної частини, що забезпечує кутовий зсув між другими кінцями, при цьому кожний із других кінців містить контактний елемент, при цьому засоби для перевірки додатково містять засоби для визначення зсуву; - пристрої засоби для перевірки розміщають таким чином, що один з контактних елементів пристрою стикається з упорною бічною стороною різьби, у той час як інший контактний елемент стикається зі стикувальною бічною стороною різьби, при цьому два контактних елементи знаходяться в межах тієї ж основи витка різьби; - вимірюють кутовий зсув є; - кутовий зсув є, обмірюваний раніше, порівнюють з еталонною величиною є- ref. [0023] Винахід також відноситься до ще одного способу перевірки різьби трубчастого компонента для геологорозвідувальних робіт або робіт на вуглеводневих свердловинах, приякому: - різьбову опору перевірочного пристрою винаходу згвинчують з різьбою трубчастого компонента доти, поки просування при згвинчуванні не буде заблоковано, при цьому перевірочний пристрій додатково оснащений засобами для радіального спрямування і містить конфокальний датчик в якості засобу для перевірки різьби; - конфокальний датчик переміщають уздовж поздовжньої рейки; - дані, зібрані конфокальним датчиком, обробляють для того, щоб визначити профіль різьби. [0024] Інші переваги й ознаки винаходу стануть очевидні з нижчеподаного докладного опису прикладів, що жодним чином не є обмежувальними, і із супровідних графічних матеріалів, що можуть не тільки слугувати для забезпечення кращого розуміння винаходу, але також сприяти його визначенню, де це може бути застосовано. [0025] На фіг. 1 зображений вид у перерізі з'єднання, отриманого в результаті згвинчування двох різьбових трубчастих компонентів. [0026] На фіг. 2 зображений фрагмент виду в перевізі різьби трубчастого компонента. [0027] На фіг. З зображений вид у перспективі одного з варіантів здійснення винаходу. 2 UA 111600 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0028] На фіг. 4 зображене представлення одного з варіантів здійснення винаходу в розібраному стані. [0029] На фіг. 5 зображене представлення одного з варіантів здійснення винаходу. [0030] На фіг. 6 зображений вид у перспективі фрагмента винаходу. [0031] На фіг. 1 зображене нарізне з'єднання між двома по суті трубчастими компонентами, призначеними для з'єднання разом за допомогою різьб і призначених для інтегрування в робочу колону вуглеводневої свердловини. З'єднання зазвичай містить компонент, оснащений охоплюваним кінцем 1, і компонент, оснащений охоплюючим кінцем 2, при цьому охоплюваний кінець 1 можна приєднати до охоплюючого кінця 2. У даному типі з'єднання кінець 1 містить першу і другу ущільнювальну поверхні, що можуть відповідно взаємодіяти за допомогою посадки з натягом з першою і відповідною другою ущільнювальною поверхнею охоплюючого кінця 2, для того щоб утворювати першу 5 і другу 6 зону ущільнення. Кінець 1 також містить охоплювану різьбову зону 3, яку можна угвинтити у відповідну різьбову зону 4 охоплюючого кінця 2, при цьому різьбові зони надані між двома зонами 5 і 6 ущільнення. Кожний з кінців 1 і 2 закінчується відповідними дистальними поверхнями 7 і 8. [0032] На фіг. 2 зображені фрагменти різьбових зон 3 самоблокувальної охоплюваної різьби. Доповнювала.на охоплююча різьба не зображена на фігурах. Термін "самоблокувальна" різьба позначає різьбу, що містять ознаки, описані нижче. Витки охоплюваної різьби, подібно до витків охоплюючої різьби, мають постійний крок різьби. їх ширина зменшується в напрямку їх відповідних дистальних поверхонь 7, 8, так що в результаті згвинчування витки охоплюваного та охоплюючої різьби блокують один одного у заздалегідь визначеному положенні. [0033] Точніше, крок різьби упорних бічних сторін охоплюючого різьби є постійним, як і крок різьби стикувальних бічних сторін охоплюючої різьби. Крок різьби упорних бічних сторін більше кроку різьби стикувальних бічних сторін. [0034] Крок різьби стикувальних бічних сторін 31 охоплюваного різьби 3 є постійним, як і крок різьби упорних бічних сторін 30 охоплюваного різьби. Крок різьби стикувальних бічних сторін 31 менше кроку різьби упорних бічних сторін 30. [0035] Головним чином контакт здійснюють між охоплюваними і охоплюючими стикувальними бічними сторонами 30, а також охоплюваними і охоплюючими упорними бічними сторонами 31. Загалом, просвіт виконаний між вершинами витків охоплюваного різьби і основами витків охоплюючої різьби, у той час як основи 33 витків 32 охоплюваної різьби і вершини витків охоплюючої різьби знаходяться в контакті. Просвіт означає, що мастило можна відводити при згвинчуванні, уникаючи ризику надлишкового тиску, викликаного мастилом. [0036] Різьба має крок різьби LFPP з постійною шириною між упорними бічними сторонами і крок різьби з постійною шириною SFPp між стикувальними бічними сторонами, а також збільшується шириною основ витків різьби від величини WIDTHmin до величини WIDTHmax у напрямку дистальної поверхні 7 трубчастого компонента. [0037] Переважно, витки охоплюваної і охоплюючої різьби мають профіль типу "ластівчин хвіст", так що вони можуть надійно міститися одне в одному після згвинчування. Дана додаткова гарантія усуває ризик роз'єднання (також відомого як вискакування), що відповідає виходу з зачеплення витків охоплюваної та охоплюючої різьби, коли з'єднання піддають значним згинальним, розтягувальним або стискальним навантаженням. Переважно, витки 1 і 2 різьби мають конічний профіль, що повторює твірну з конусністю 100 для того, щоб прискорити зачеплення охоплюваного елемента усередині охоплюючого елемента. [0038] Загалом, дана конічна твірна утворює кут з віссю 10, що складає від 1,5 градусів до 5 градусів. Конічна твірна в даному випадку визначена як така, що проходить через центр упорних бічних сторін. [0039] На фіг. З і 4 зображений пристрій для перевірки різьби трубчастого компонента для геологорозвідувальних робіт або робіт на вуглеводневих свердловинах. Даний пристрій містить різьбову опору 14, здатну взаємодіяти за допомогою згвинчування з різьбою трубчастого компонента. Дана різьбова опора 14 являє собою обвідну, що спирається на сектор конічної частини. Іншими словами, якщо виконати nepeріз опори 14 уздовж площини, перпендикулярної осі конічної частини, то одержують дугу окружності. Дана обвідна містить різьбу або на своїй внутрішній круговій поверхні, у випадку, якщо пристрій призначений для перевірки охоплюваного трубчастого компонента, або на її зовнішній круговій поверхні, у випадку, якщо пристрій призначений для перевірки охоплюючого трубчастого компонента. Слід зазначити, що різьбова опора 14 переважно прикріплена до пристрою знімним чином. Фактично, повинна бути можливість заміни різьбової опори 14 для того, щоб вона могла взаємодіяти за допомогою згвинчування з різьбою fc трубчастого компонента. Таким чином, конічна частина, що підтримує 3 UA 111600 C2 5 10 15 20 25 30 35 40 45 50 55 її, повинна володіти тією ж конусністю, що і компонент, і володіти сумісним з нею діаметром. Подібним чином, різьба опори повинна бути сумісною з різьбою трубчастого компонента. Переважно, опора проходить у круговому напрямку по дузі окружності, що менше чверті довжини окружності трубчастого компонента. [0040] Вона також містить засоби 9 для перевірки різьби трубчастого компонента. Засоби 9 для перевірки різьби закріплені на засобах 4 для поздовжнього спрямування, що можуть направляти зазначені засоби 9 для перевірки у процесі прямолінійного переміщення уздовж поздовжньої рейки 2. [0041] Поздовжня рейка 2 прикріплена до різьбової опори 14 і проходить у напрямку, що лежить на площині, що проходить через вісь різьби різьбової опори 14. [0042] У першій конфігурації поздовжня рейка 2 проходить у напрямку, паралельному осі різьби різьбової опори 14, при цьому зазначена вісь збігається з віссю трубчастого компонента. Таким чином, при встановленні перевірочного пристрою на трубчастому компоненті поздовжня рейка паралельна осі різьби трубчастого компонента. Дана конфігурація дозволяє безпосередньо вимірювати відстань засобів 9 для перевірки відносно торця трубчастого компонента. Фактично, дана відстань відповідає частині поздовжньої рейки, що відокремлює засоби 9 від торця (також позначеного терміном дистальна поверхня). [0043] У другій конфігурації поздовжня рейка 2 проходить у напрямку, паралельному конусності різьбової опори 14, при цьому даний напрямок також відповідає конусності 100 трубчастого компонента. Таким чином, при встановленні перевірочного пристрою на трубчастому компоненті поздовжня рейка паралельна конусності трубчастого компонента. Дана конфігурація означає, що відстань між різьбою трубчастого компонента і вимірювальних засобів 9 можна підтримувати постійною. [0044] Вона також містить пристрої 12 для блокування просування різьбової опори 14 при згвинчуванні з різьбою трубчастого компонента. [0045] У першому варіанті, зображеному на фіг. З і 4, засоби для блокування просування різьбової опори 14 при згвинчуванні з різьбою трубчастого компонента являють собою упор 12, прикріплений до різьбової опори 14. Як зображено на фіг. 5, упор 12 починає прилягати до торця трубчастого компонента (с), коли різьбу fs різьбової опори 14 згвинтили на достатню величину з різьбою fc зазначеного трубчастого компонента. [0046] У другому варіанті засоби для блокування просування різьбової опори 14 при згвинчуванні з різьбою трубчастого компонента утворені різьбою fs різьбової опори 14, що є самоблокувальною і затягується в осьовому напрямку, при цьому зазначена різьба fs взаємодіє при згвинчуванні з різьбою трубчастого компонента, що так само самоблокується і затягується в осьовому напрямку. [0047] Переважно, як зображено на фіг. З і 4, засоби 4 для поздовжнього спрямування являють собою напрямний підшипник, здатний ковзати в поздовжній рейці 2. [0048] Переважно, як зображено на фіг. З і 4, перевірочний пристрій додатково містить засоби 5 для радіального спрямування. Останні дозволяють переміщати засоби 9 для перевірки у процесі прямолінійного переміщення уздовж осі, перпендикулярній осі різьби різьбової опори 14 і яка перетинає її. [0049] Переважно, як зображено на фіг. З і 4, засоби 5 для радіального спрямування являють собою напрямний підшипник, здатний ковзати в радіальній рейці 6. прикріпленій до засобів 4 для поздовжнього спрямування. [0050] Переважно засоби для радіального спрямування містять дві паралельні поперечини, кожна з яких прикріплена одним з кінців до засобів для поздовжнього спрямування, при цьому інший її кінець прикріплений до засобів для перевірки різьби. Таким чином, достатньо натиснути на засоби 9 для того, щоб опустити їх у вертикальному напрямку без обертання. Дві поперечини залишаються паралельними відносно одна одної й утримують засоби 9 у вертикальному положенні. [0051] Переважно, як зображено на фіг. З і 4, перевірочний пристрій додатково містить засоби 7 для визначення положення засобів 9 для перевірки різьби трубчастого компонента уздовж поздовжньої рейки 2. [0052] Переважно засоби для визначення положення засобів 9 для перевірки різьби являють собою градуйовану шкалу, надану на рейці 2. [0053] Переважно, як зображено на фіг. З і 4, засоби для визначення положення засобів 9 для перевірки різьби утворені потенціометром, що містить градуйовану шкалу 7, прикріплену паралельно до рейки 2, а також покажчик 15, що може ковзати уздовж зазначеної градуйованої шкали. 4 UA 111600 C2 5 10 15 20 25 30 35 40 45 50 55 Даний варіант здійснення означає, що положення засобів 9 для перевірки різьби відносно торця трубчастого компонента можна легко виміряти, як тільки перевірочний пристрій буде встановлено на трубчастому компоненті. Фактично градуйована шкала 7 нерухома відносно рейки, що, у свою чергу, нерухома відносно упору 12, і тому з градуйованої шкали 7 легко зчитувати вимірювання, що відповідають відстані засобів 9 відносно торця трубчастого компонента, до якого прилягає упор 12. [0054] Очевидно, можуть бути передбачені інші засоби, що використовують датчики (оптичні, вихрострумові, лазерні, тощо) для позначення положення засобів 9 для перевірки. [0055] Також можливо передбачити надання градуйованої шкали на засобах 5 для радіального спрямування. Може бути можливим градуювати радіальну рейку 6 для того, щоб визначити радіальне положення засобів 9 для перевірки відносно поздовжньої рейки 2. [0056] Переважно матеріал, що складає опору 14, вибирають із групи, що включає алюміній, бронзу і поліаміди, так що поверхня різьби опори 14 має високу стійкість до зносу, для того щоб запобігти ушкодженню трубчастого компонента. З цієї причини при встановленні різьбової опори 14 на трубчастий компонент, що підлягає перевірці, положення блокування не викривлено можливістю зносу різьби опори. [0057] На фіг. 6 зображені засоби 9 для перевірки, що можуть бути інтегровані в перевірочний пристрій, описаний вище. Дані засоби фактично застосовують для перевірки ширини витків різьби трубчастих компонентів. [0058] Перевірочний пристрій 9 містить два важелі 91, 92. Важіль 91 оснащений першим 912 і другим 910 кінцем, у тойчас як важіль 92 оснащений першим 922 і другим 920 кінцем. Перші кінці 912, 922 позначені терміном "нерухомі", тому що вони з'єднані разом за допомогою деформівної частини 95. Деформівна частина 95 може бути використана для створення кутового зсуву "є" завдяки повороту других кінців 910, 920 важелів, позначених терміном "рухомі кінці". Іншими словами, другі кінці 910, 920, позначені терміном "рухомі кінці", можуть спільно переміщатися один від одного або один до одного уздовж траєкторії, що представляє собою дугу окружності, що лежить у тій же площині. Кожний із других кінців 910, 920, позначених терміном "рухомі кінці", містить контактний елемент 930, 940. Засоби 9 для перевірки також містять засоби 90 для визначення кутового зсуву є. [0059] Переважно засоби 90 для визначення кутового зсуву є містять датчик. Як приклад, можливо використовувати мініатюрний індуктивний контактний датчик приймальнопередавального типу, що відповідає розміру засобів 9, або безконтактний датчик, наприклад, такий як ємнісний датчик або вихрострумовий датчик, або датчик, що використовує оптичну технологію (лазерний, конфокальний). Дані датчики призначені для вимірювання відстані між контактними елементами 930, 940. Максимальний діапазон вимірювання в такий спосіб дорівнює зсуву є. Датчик вибирають відповідно до критеріїв точності, займаного об'єму, діапазону вимірювання і стійкості в робочих і зовнішніх умовах. Необхідний критерій точності відповідає порядку величини, рівному 0,01 % діапазону вимірювання [0060] Переважно важелі 91,92 та деформівна частина 95 виконані у вигляді цільної деталі. Деформівна частина 95 є гнучкою, що означає, що її вигин може створювати кутовий зсув є між рухомими кінцями 910, 920 важелів. Цього досягають завдяки використанню придатного матеріалу і розмірів. У даному випадку важелі та деформівна частина виконані зі сталі з меншою товщиною для деформівної частини, ніж для важелів. [0061] Переважно деформівна частина 95 є не тільки гнучкою, але також еластичною, так що важелі знаходяться у вихідному положенні в стані спокою, тобто коли перевірочний пристрій не знаходиться в експлуатації. [0062] Розміри засобів 9 для перевірки у випадку, коли деформівна частина та важелі утворюють цільну деталь зі сталі, в залежності від висоти h витків різьби і ширини WIDTH основ витків різьби, можуть бути наступними: - діаметр контактних елементів складає від 0,5 h до 1,2 h; - зсув у стані спокою складає від 0,1 WIDTH до 0,6 WIDTH; - довжина контактних елементів складає від 1 мм до 2 h; - співвідношення значень товщини важел^перевищує 2; дана різниця в товщині в першу чергу обмежує переміщення одним важелем. Таким чином, важіль, що залишається нерухомим, виступає як точка відліку, що полегшує вимірювання зсуву є іншого важеля, що є рухомим. - Товщина деформівної частини складає від 0,005 до 0,5 від товщини самого тонкого важеля; 5 UA 111600 C2 5 10 15 20 25 30 35 40 45 50 55 60 зменшення товщини деформівної частини відносно товщини важелів і, зокрема, відносно товщини найтоншого важеля, надає деформівній частині бажану гнучкість для створення зсуву є важелів відносно один одного. [0063] Інші засоби 9 для перевірки різьби можуть бути встановлені на пристрої. Дані пристрої можуть являти собою, наприклад, вимірювальні пристрої, що містять різьбові частини, що відповідають технічним умовам, і які використовують для того, щоб упевнитися в тому, що різьба трубчастого компонента, що перевіряється, дійсно відповідає різьбі вимірювального приладу. [0064] Наприклад, можливо використовувати конфокальний датчик, що використовує створення кольорових конфокальний зображень, такий як optoNCDT 2401 компанії Micro Epsilon. Даний тип датчика дозволяє визначати профіль різьби шляхом сканування зазначеної різьби на заданій відстані. В залежності від складності профілю може бути необхідно сканувати зазначений профіль кілька разів, змінюючи кут датчика. Створення хроматичних конфокальних зображень вважають точним і надійним способом вимірювання товщини і відстані. Воно складає частину тривимірних метрологічних способів, рекомендованих міжнародним стандартом ISO 25178. Принцип вимірювання заснований на хроматичному об'єктиві, що проектує зображення точкового джерела білого світла W у виді безупинного ряду монохромних зображень, розташованих на оптичній осі (хроматичне кодування). Поверхня зразка, поміщеного в дану зону хроматичного кодування, буде розсіювати падаючий промінь світла. Світло відбивається назад через хроматичний об'єктив L у зворотному напрямку і надходять в отвір Р, що відфільтровує усі довжини хвиль, крім однієї ХМ. Зібране світло аналізують спектрографом S. Положення зразка прямо зв'язано з виявленою довжиною хвилі ХМ. Надано наступні переваги: високе розділення, високе співвідношення сигнал-шум, функціонування з усіма типами матеріалів, широкий вибір діапазонів вимірювання, сумісність з великими місцевими кутами нахилу, коаксіальна геометрія (відсутність затінення) і відсутність утворення спекл-структури. [0065] Даний винахід також відноситься до способу перевірки, у якому застосовують пристрої засоби для перевірки, описані на фіг. 6, і який визначається наступними етапами, на яких: - різьбову опору 14 перевірочного пристрою, додатково оснащену засобами 5 для радіального спрямування, згвинчують з різьбою fc трубчастого компонента доти, поки просування при згвинчуванні не буде заблоковано; - засоби 9 для перевірки, описані вище, розташовують в обраному положенні Ро уздовж поздовжньої рейки 2; - засоби 9 для перевірки розташовують таким чином, щоб один з контактних елементів пристрою 930, 940 стикався з упорною бічною стороною різьби, у той час, як інший контактний елемент 940, 930 стикався зі стикувальною бічною стороною різьби, при цьому два контактних елементи знаходяться в межах тієї ж основи витка різьби; - вимірюють кутовий зсув е; - кутовий зсув є, обмірюваний раніше, порівнюють з еталонною величиною е- ref. [0066] Винахід також відноситься до іншого способу перевірки, у якому застосовують конфокальний датчик, і який визначається наступними етапами, на яких: - різьбову опору 14 перевірочного пристрою відповідно до винаходу згвинчують з різьбою fc трубчастого компонента доти, поки просування при згвинчуванні не буде заблоковано; - конфокальний датчик зміщують уздовж поздовжньої рейки 2; - дані, зібрані конфокальним датчиком, обробляють для того, щоб визначити профіль різьби fc. [0067] Перевірочний пристрій має подвійну перевагу, що полягає в розташуванні засобів 9 для перевірки різьби як у поздовжньому, так і в радіальному напрямках точним і надійним чином. [0068] Взаємодія між різьбовою опорою 14 і упором 12 забезпечує надійну установку перевірочного пристрою на трубчастому компонент, який перевіряють, що означає, що може бути складно перемістити перевірочний пристрій, коли він знаходиться в потрібному положенні. [0069] Далі поздовжня рейка 2 являє собою напрямну, що дозволяє точно зміщувати засоби 9 для перевірки уздовж осі паралельно осі різьбової опори, при цьому зазначена вісь також є віссю обертання трубчастого компонента. Таким чином, є можливим перевіряти різьбу трубчастого компонента в точному поздовжньому положенні. Перевірочний пристрій, оснащений засобами 9 для вимірювання ширини витків, описаними на фіг. 6, застосовують у випадку використання само блокувальних різьб. Даний тип різьби, де ширина основ витків різьби змінюється по всій довжині різьби, вимагає вимірювання ширини основ витків різьби на визначеній відстані від торця трубчастого компонента. 6 UA 111600 C2 5 10 [0070] Нарешті, засоби 5 для радіального спрямування означають, що засоби 9 для перевірки можна точно змістити в радіальному напрямку відносно осі різьбової опори, при цьому зазначена вісь також є віссю обертання трубчастого компонента. Таким чином, є можливим перевіряти різьбу трубчастого компонента в точному радіальному положенні. Це надає перевагу у випадку застосування самоблокувальних різьб із профілем бічної сторони типу "ластівчин хвіст", а також у випадку застосування різьби із трапецієподібним профілем, оскільки бічні сторони витків різьби не перпендикулярні осі обертання трубчастого компонента. Ширина основ витків різьби змінюється в залежності від того, де виконують вимірювання: біля основи витка, на середині висоти або на вершиш витка; зазвичай посилаються на вимірювання, виконане на середині висоти. ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 55 1. Пристрій для перевірки різьби (fc) трубчастого компонента для геологорозвідувальних робіт або роботи на вуглеводневих свердловинах, при цьому пристрій містить різьбову опору (14), що може взаємодіяти за допомогою згвинчування з різьбою (fc) трубчастого компонента, засоби (12, fs) для блокування просування різьбової опори (14) під час згвинчування з різьбою (fc) трубчастого компонента, поздовжню рейку (2), що прикріплена до засобів (12, fs) для блокування просування різьбової опори (14), і що проходить в напрямку, який лежить у площині, що проходить через вісь різьби різьбової опори (14), засоби (9) для перевірки різьби трубчастого компонента (fc) і засоби (4) для поздовжнього спрямування, призначені для спрямування засобів (9) для перевірки різьби в ході прямолінійного переміщення уздовж поздовжньої рейки (2). 2. Перевірочний пристрій за п. 1, який відрізняється тим, що засоби для блокування просування різьбової опори (14) під час згвинчування з різьбою (fc) трубчастого компонента містять упор (12), прикріплений до різьбової опори (14). 3. Перевірочний пристрій за п. 1, який відрізняється тим, що засоби для блокування просування різьбової опори (14) підчас згвинчування з різьбою (fc) трубчастого компонента містять різьбу (fs) різьбової опори (14), при цьому різьба є самоблокувальною і затягуваною в осьовому напрямку. 4. Перевірочний пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що поздовжня рейка (2) проходить у напрямку, паралельному осі різьби різьбової опори (14). 5. Перевірочний пристрій за будь-яким з пп. 1-3, який відрізняється тим, що поздовжня рейка (2) проходить у напрямку, паралельному конусності різьби різьбової опори (14). 6. Перевірочний пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що засоби (4) для поздовжнього спрямування містять напрямний підшипник, що може ковзати в поздовжній рейці (2). 7. Перевірочний пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що він додатково містить засоби (5) для радіального спрямування, здатні спрямовувати засоби (9) для перевірки різьби в напрямку, перпендикулярному осі різьби різьбової опори (14) і такому, що її перетинає. 8. Перевірочний пристрій за п. 7, який відрізняється тим, що засоби (5) для радіального спрямування містять напрямний підшипник, здатний ковзати в радіальній рейці (6), прикріпленій до засобів (4) для поздовжнього спрямування. 9. Перевірочний пристрій за п. 7, який відрізняється тим, що засоби (5) для радіального спрямування містять дві паралельні поперечини, кожна з яких прикріплена одним з кінців до засобів для поздовжнього спрямування, при цьому інший кінець є прикріплений до засобів (9) для перевірки. 10. Перевірочний пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що він додатково містить засоби для визначення положення засобів (9) для перевірки різьби (fc) трубчастого компонента уздовж поздовжньої рейки (2). 11. Перевірочний пристрій за п. 10, який відрізняється тим, що засоби для визначення положення засобів (9) для перевірки різьби (fc) містять градуйовану шкалу, виконану на рейці (2). 12. Перевірочний пристрій за п. 10, який відрізняється тим, що засоби для визначення положення засобів (9) для перевірки різьби (fc) є утворені потенціометром, що містить градуйовану шкалу (7), прикріплену паралельно до рейки (2), а також покажчик (15), що може ковзати уздовж зазначеної градуйованої шкали (7). 7 UA 111600 C2 5 10 15 20 25 30 13. Перевірочний пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що матеріал, що складає опору (14), вибирають із групи, що включає алюміній, бронзу та поліаміди, так що поверхня різьби (fs) опори (14) має високу стійкість до зносу. 14. Перевірочний пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що засоби (9) для перевірки різьби (fc) трубчастого компонента містять два важелі (91, 92), кожний з яких є оснащений першим (912, 922) і другим (910, 920) кінцем, при цьому перші кінці (912, 922) з'єднані разом за допомогою деформівної частини (95), що забезпечує кутовий зсув (e) між другими кінцями (910, 920), при цьому кожний із других кінців (910, 920) містить контактний елемент (930, 940), при цьому засоби для перевірки додатково містять засоби (90) для визначення зсуву (e). 15. Перевірочний пристрій за будь-яким з пп. 1-13, який відрізняється тим, що засоби (9) для перевірки різьби (fc) трубчастого компонента містять конфокальний датчик. 16. Спосіб перевірки різьби (fc) трубчастого компонента для геологорозвідувальних робіт або роботи на вуглеводневих свердловинах, який відрізняється тим, що він включає наступні етапи, на яких: різьбову опору (14) перевірочного пристрою за п. 14 або за одним з пп. 7-9 згвинчують з різьбою (fc) трубчастого компонента доти, поки просування під час згвинчування не буде заблоковано; засіб (9) для перевірки розміщують в вибраному положенні Ро уздовж поздовжньої рейки (2); засіб (9) для перевірки розміщують таким чином, що один з контактних елементів (930, 940) пристрою стикається з упорною бічною стороною різьби, у той час як інший контактний елемент (940, 930) стикається зі стикувальною бічною стороною різьби, при цьому два контактних елементи знаходяться в межах тієї ж основи витка різьби; вимірюють кутовий зсув е; кутовий зсув e, обмірюваний раніше, порівнюють з еталонною величиною e-ref. 17. Спосіб перевірки різьби (fc) трубчастого компонента для геологорозвідувальних робіт або роботи на вуглеводневих свердловинах, який відрізняється тим, що він включає наступні етапи, на яких: різьбову опору (14) перевірочного пристрою за п. 15 або за одним з пп. 7-9 згвинчують з різьбою (fc) трубчастого компонента доти, поки просування підчас згвинчування не буде заблоковано; засоби (9) для перевірки зміщують уздовж поздовжньої рейки (2); дані, зібрані конфокальним датчиком, обробляють для того, щоб визначити профіль різьби (fc). 8 UA 111600 C2 9 UA 111600 C2 10 UA 111600 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for inspecting a threading of a tubular connection used in the oil industry
Автори англійськоюDurivault, Jerome, Cross, Nigel, Peuchot, Florian, Applincourt, Anthony
Автори російськоюДюриволь Жером, Кросс Найджел, Пёшо Флориан, Апплинкур Антони
МПК / Мітки
Мітки: пристрій, перевірки, промисловості, нафтовидобувній, різьби, з'єднання, застосовуваного, трубчастого, спосіб
Код посилання
<a href="https://ua.patents.su/13-111600-sposib-i-pristrijj-dlya-perevirki-rizbi-trubchastogo-zehdnannya-zastosovuvanogo-v-naftovidobuvnijj-promislovosti.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для перевірки різьби трубчастого з’єднання, застосовуваного в нафтовидобувній промисловості</a>
Спосіб і пристрій для контролю різі трубчастого з’єднання, використовуваного в нафтовидобувній промисловості
Номер патенту: 110490
Опубліковано: 12.01.2016
Автори: Пьошо Флоріан, Дюріволь Жером, Кросс Найджел
МПК: G01B 3/16, G01B 3/48, G01B 3/26
Мітки: промисловості, трубчастого, з'єднання, контролю, пристрій, різі, використовуваного, спосіб, нафтовидобувній
Формула / Реферат:
1. Пристрій (9) для контролю ширини западин (3; 4) витків різі трубчастого компонента для розвідки або експлуатації вуглеводневих свердловин, що містить два плеча (91, 92), кожне з яких забезпечене першим (912, 922) і другим (910, 920) кінцем, при цьому перші кінці (912, 922) з'єднані разом за допомогою деформівної частини (95), що дозволяє кутове зміщення (e) між другими кінцями (910, 920), при цьому кожний другий кінець (910, 920) несе...
Трубне з’єднання з різьбою, що самофіксується, для застосування в нафтовидобувній промисловості
Номер патенту: 101420
Опубліковано: 25.03.2013
Автори: Мартін П'єр, Верже Ерік
МПК: F16L 15/06, E21B 17/042
Мітки: різьбою, з'єднання, застосування, самофіксується, нафтовидобувній, промисловості, трубне
Формула / Реферат:
1. Різьбове з'єднання, яке включає перший і другий трубні компоненти, кожен з яких оснащений відповідними охоплюваним (1) і охоплюючим (2) кінцями, при цьому охоплюваний кінець (1) включає на зовнішній периферичній поверхні щонайменше одну різьбову зону (3) і закінчується кінцевою поверхнею (7), яка орієнтована радіально відносно осі (10) з'єднання, охоплюючий кінець (2) включає на внутрішній периферичній поверхні щонайменше одну різьбову...
Герметичне трубне з’єднання для застосування в нафтовидобувній промисловості
Номер патенту: 103509
Опубліковано: 25.10.2013
Автори: Тартар Олів'є, Патуро Клере
МПК: F16L 15/04, E21B 17/042
Мітки: з'єднання, герметичне, промисловості, нафтовидобувній, трубне, застосування
Формула / Реферат:
1. Герметичне різьбове з'єднання, яке включає перший і другий трубні компоненти, кожен з яких оснащується відповідним охоплюваним кінцем (1) і охоплюючим кінцем (2), при цьому охоплюваний кінець (1) включає на його зовнішній периферичній поверхні щонайменше одну різьбову зону (3) і щонайменше одну ущільнюючу поверхню (5, 11), і закінчується кінцевою поверхнею (7), яка орієнтована упоперек, значною мірою перпендикулярно осі (10) з'єднання,...
Пристрій і спосіб вимірювання принаймні однієї конічної різьби
Номер патенту: 92759
Опубліковано: 10.12.2010
Автор: Людвіг Пітер
МПК: H05B 7/14
Мітки: однієї, конічної, пристрій, спосіб, різьби, вимірювання, принаймні
Формула / Реферат:
1. Пристрій для вимірювання принаймні однієї конічної різьби (1), зокрема різьби короба (2) або різьби ніпеля (3) електрода пірометалургійної установки, який відрізняється тим, що він містить першу (4) та другу (5) різьбові частини калібра, які нагвинчуються на або вгвинчуються в різьбу (1), яка підлягає вимірюванню, і мають різні діаметри різьби (Dg, Dk), при цьому передбачені засоби (6), за допомогою яких можна вимірювати відносне положення...
Пристрій для нарізання зовнішньої різьби
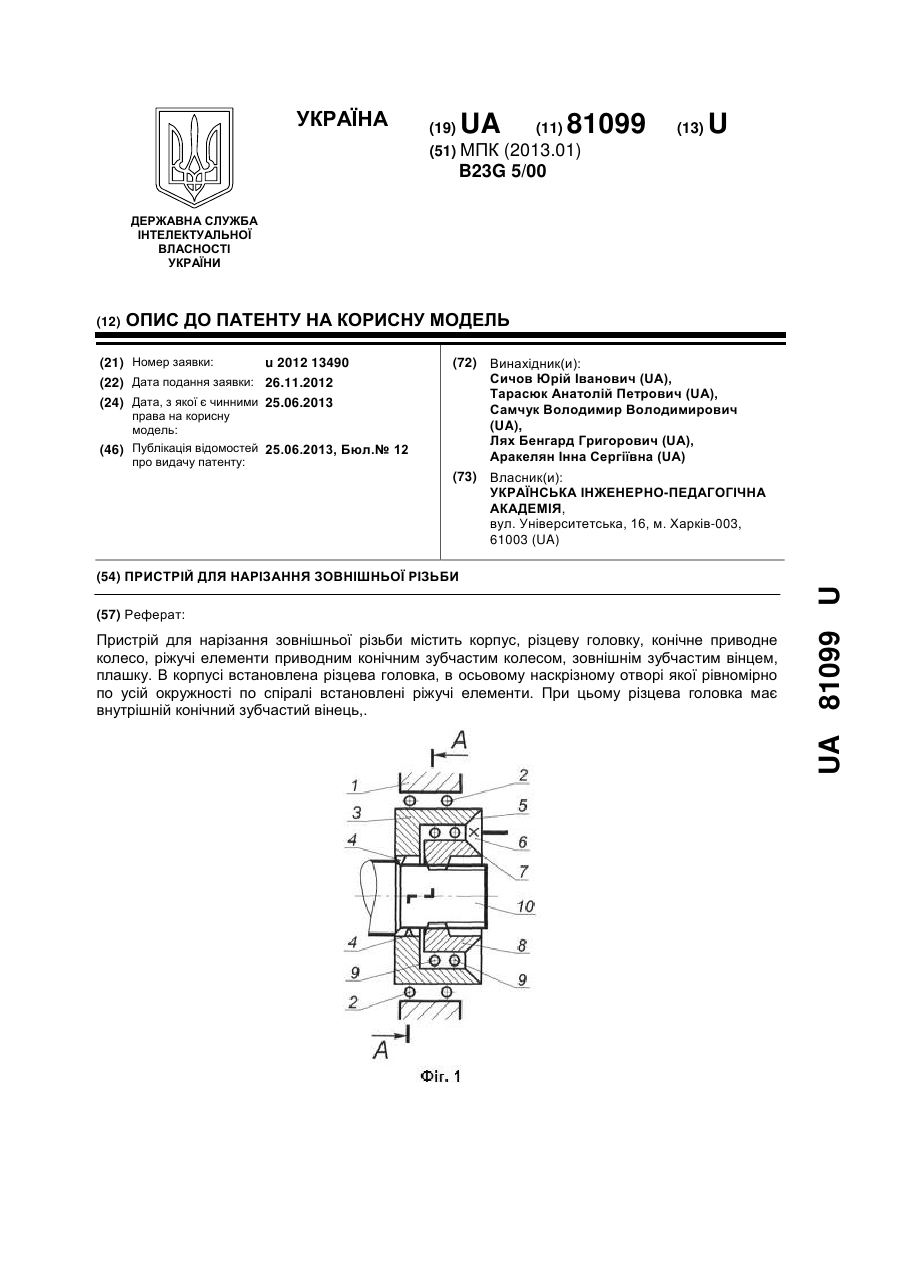
Номер патенту: 81099
Опубліковано: 25.06.2013
Автори: Сичов Юрій Іванович, Аракелян Інна Сергіївна, Самчук Володимир Володимирович, Тарасюк Анатолій Петрович, Лях Бенгард Григорович
МПК: B23G 5/00
Мітки: пристрій, різьби, зовнішньої, нарізання
Формула / Реферат:
Пристрій для нарізання зовнішньої різьби, що містить корпус, різцеву головку, конічне приводне колесо, ріжучі елементи, який відрізняється тим, що він складається з корпусу, у якому з можливістю обертання встановлена різцева головка, в осьовому наскрізному отворі якої рівномірно по усій окружності по спіралі, ріжучими кромками, перекриваючи одна одну, встановлені ріжучі елементи, при цьому вона має внутрішній конічний зубчастий вінець, який...
Попередній патент: Композиція каспофунгіну
Наступний патент: Комплекс олігомерних структур
Випадковий патент: Самохідний коксогасильний вагон