Щітка-фреза


Формула / Реферат
1. Щітка-фреза, на корпусі якої розташовані волокна з пружинного дроту групами, пучками або набором щонайменше в один ряд по окружності, а корпус виконаний із можливістю функціонального з'єднання із обертальним пристроєм, наприклад із приводом обертання, яка відрізняється тим, що волокна з пружинного дроту встановлені у корпусі з нахилом, волокна з пружинного дроту мають нахил в межах гострого кута відносно вертикальної осі, що проходить через їх основу, паралельної до осі обертання і перпендикулярної горизонтальній площині, одночасно встановлені відносно радіальної лінії, яка проходить від центральної осі обертання до основи волокна з пружинного дроту, в межах тупого кута, з вершиною кута, який знаходиться в основі, не паралельно до радіальної лінії і не лежать на ній, при цьому залежно від напрямку обертання щітки-фрези вільні кінці волокон з пружинного дроту можуть бути розташовані як за годинниковою стрілкою, так і проти годинникової стрілки аналогічно напрямку обертання щітки-фрези, та зліва або справа відносно радіальної лінії та її подовження, що подовжується за межі основ, причому волокна з пружинного дроту розташовані під гострим кутом до відповідних векторів лінійної швидкості.
2. Щітка-фреза за п. 1, яка відрізняється тим, що довжини груп або пучків волокон з пружинного дроту чергуються.
3. Щітка-фреза за п. 1, яка відрізняється тим, що групи або пучки волокон з пружинного дроту розташовані у два ряди по окружності та перетинаються навхрест.
4. Щітка-фреза за п. 1, яка відрізняється тим, що групи або пучки волокон з пружинного дроту розташовані у два ряди по окружності та вільними кінцями утворюють вершину щодо площини кріплення.
5. Щітка-фреза за п. 1, яка відрізняється тим, що волокна з пружинного дроту виконані з синтетичного композиційного матеріалу.
6. Щітка-фреза за п. 1, яка відрізняється тим, що волокна з пружинного дроту виконані зі сталі.
7. Щітка-фреза за п. 1, яка відрізняється тим, що поперечний переріз волокна з пружинного дроту або пучків волокон з пружинного дроту має форму кола або квадрата, або прямокутника.
8. Щітка-фреза за п. 1, яка відрізняється тим, що між групами та пучками волокон з пружинного дроту є проміжки.
Текст
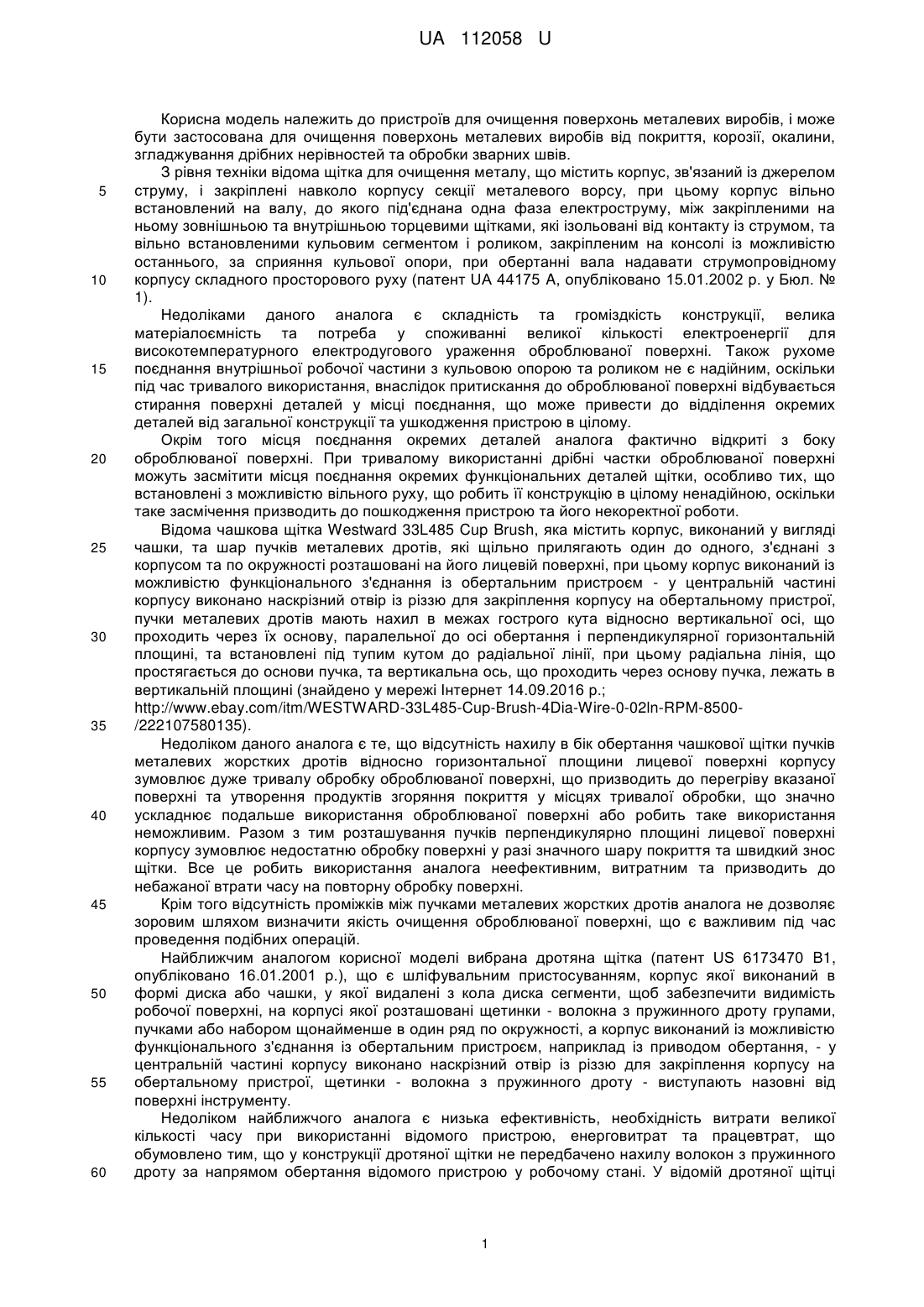
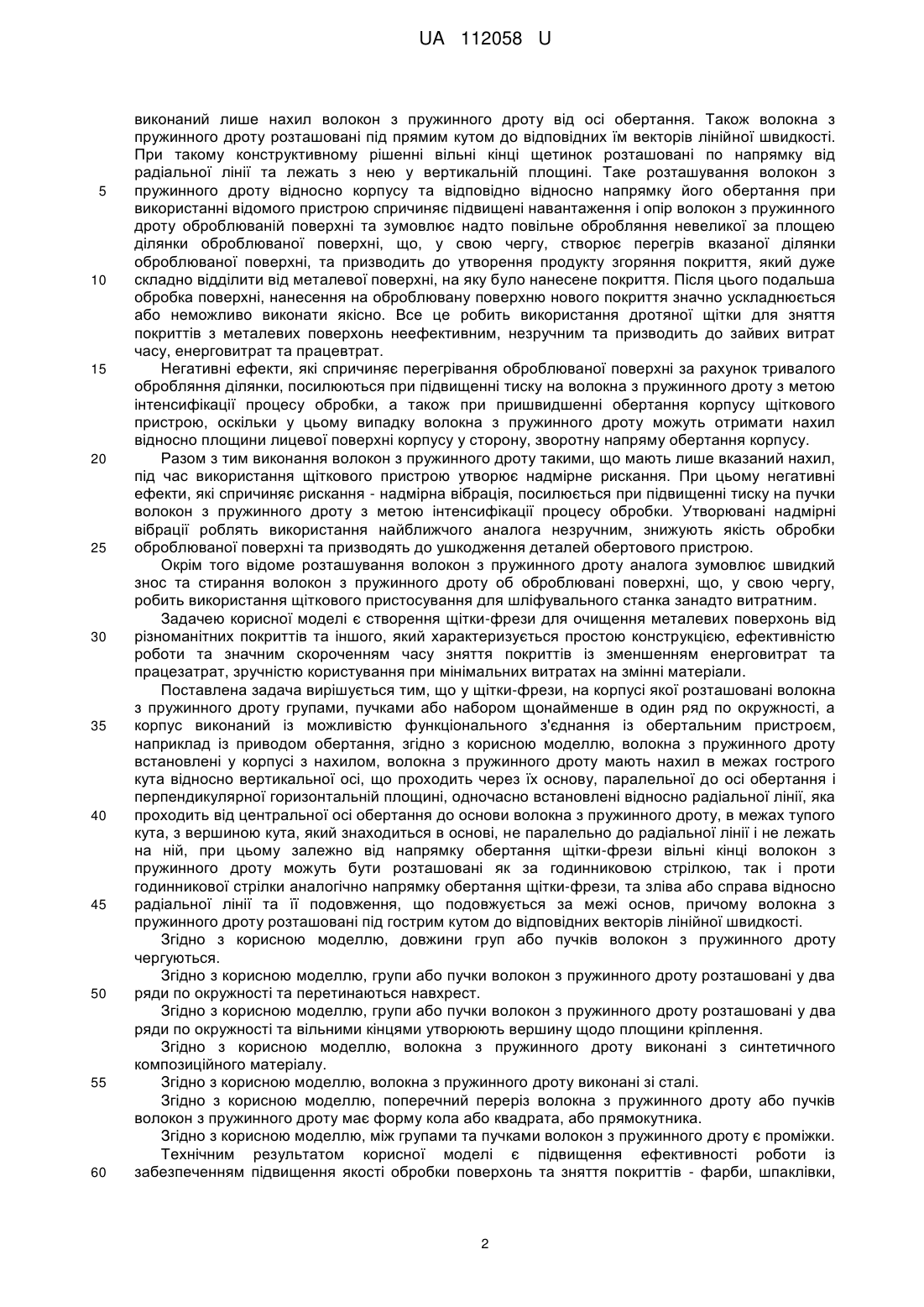
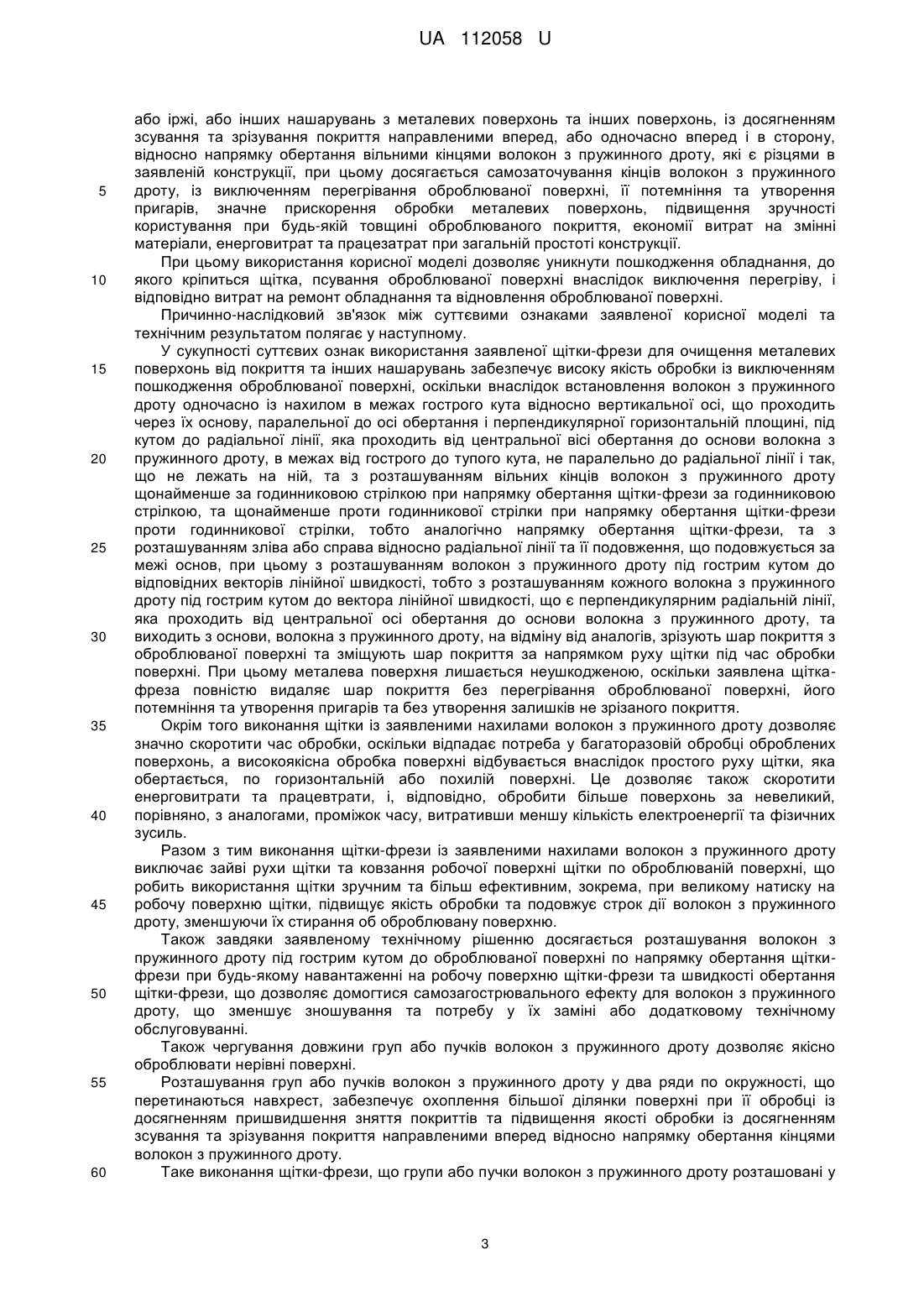
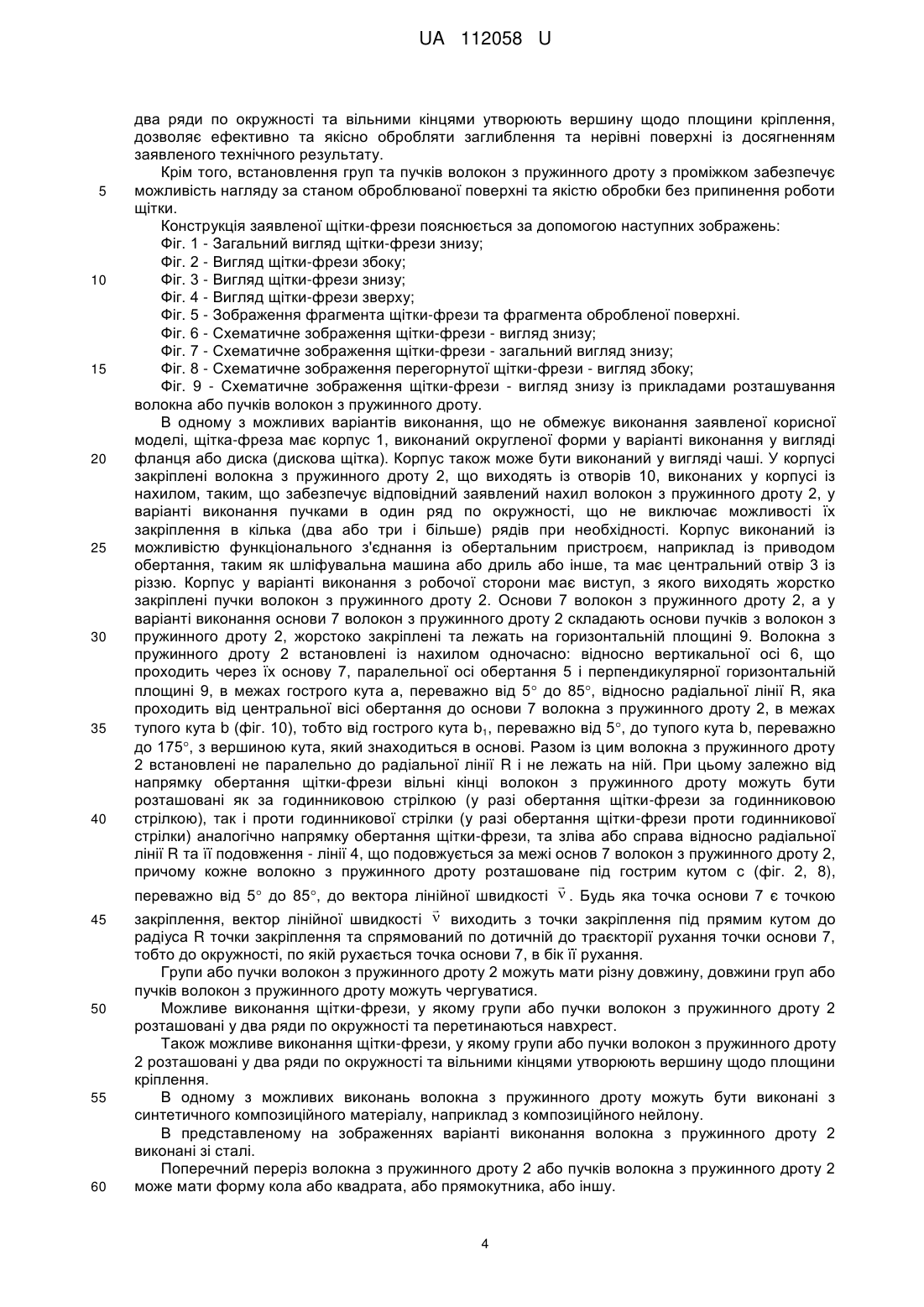
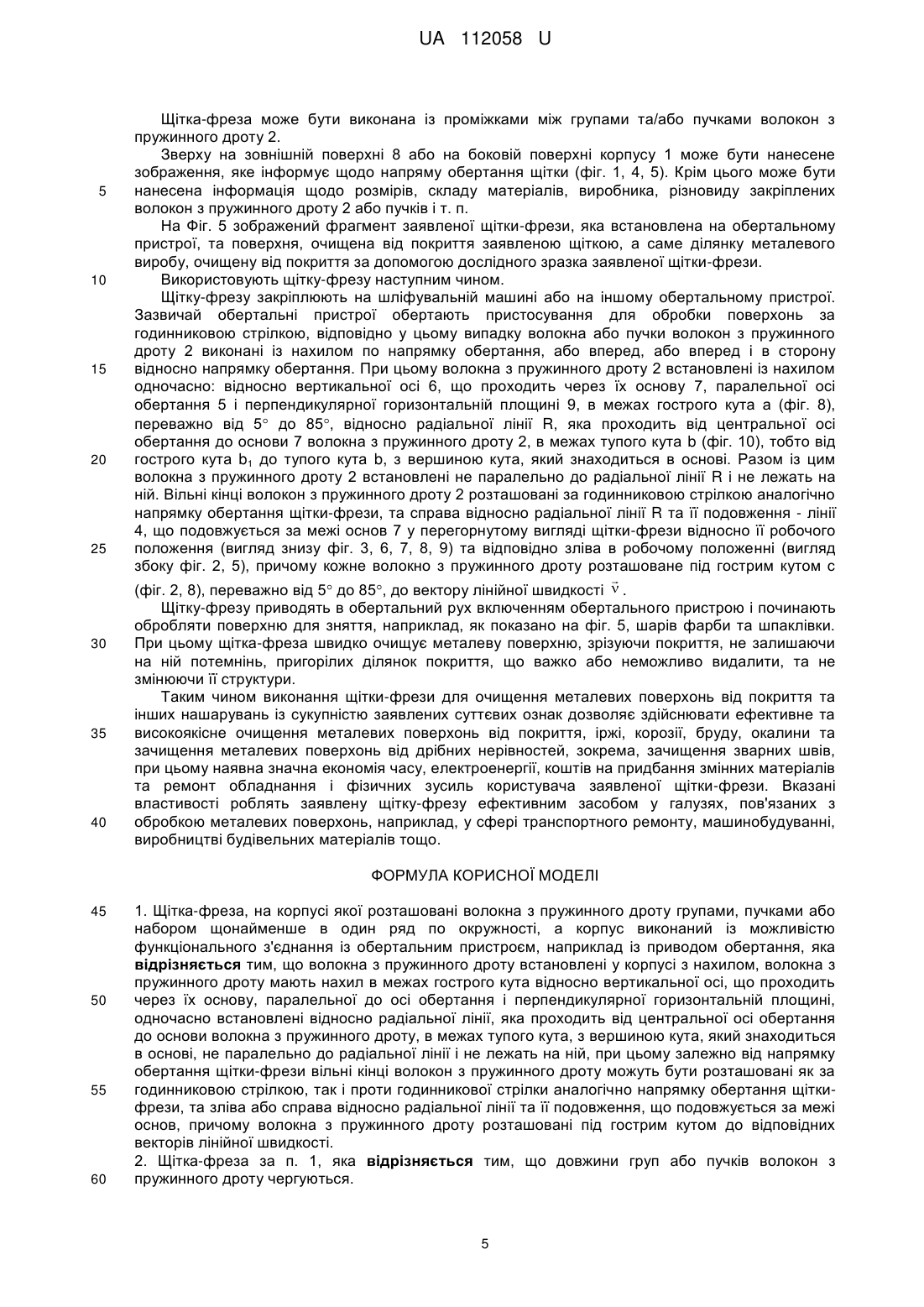
Реферат: Щітка-фреза містить корпус, на якому розташовані волокна з пружинного дроту групами, пучками або набором щонайменше в один ряд по окружності, а корпус виконаний із можливістю функціонального з'єднання із обертальним пристроєм. Волокна з пружинного дроту встановлені у корпусі з нахилом, волокна з пружинного дроту мають нахил в межах гострого кута відносно вертикальної осі. При цьому залежно від напрямку обертання щітки-фрези вільні кінці волокон з пружинного дроту можуть бути розташовані як за годинниковою стрілкою, так і проти годинникової стрілки аналогічно напрямку обертання щітки-фрези, та зліва або справа відносно радіальної лінії та її подовження, що подовжується за межі основ. Волокна з пружинного дроту розташовані під гострим кутом до відповідних векторів лінійної швидкості. UA 112058 U (12) UA 112058 U UA 112058 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до пристроїв для очищення поверхонь металевих виробів, і може бути застосована для очищення поверхонь металевих виробів від покриття, корозії, окалини, згладжування дрібних нерівностей та обробки зварних швів. З рівня техніки відома щітка для очищення металу, що містить корпус, зв'язаний із джерелом струму, і закріплені навколо корпусу секції металевого ворсу, при цьому корпус вільно встановлений на валу, до якого під'єднана одна фаза електроструму, між закріпленими на ньому зовнішньою та внутрішньою торцевими щітками, які ізольовані від контакту із струмом, та вільно встановленими кульовим сегментом і роликом, закріпленим на консолі із можливістю останнього, за сприяння кульової опори, при обертанні вала надавати струмопровідному корпусу складного просторового руху (патент UA 44175 A, опубліковано 15.01.2002 р. у Бюл. № 1). Недоліками даного аналога є складність та громіздкість конструкції, велика матеріалоємність та потреба у споживанні великої кількості електроенергії для високотемпературного електродугового ураження оброблюваної поверхні. Також рухоме поєднання внутрішньої робочої частини з кульовою опорою та роликом не є надійним, оскільки під час тривалого використання, внаслідок притискання до оброблюваної поверхні відбувається стирання поверхні деталей у місці поєднання, що може привести до відділення окремих деталей від загальної конструкції та ушкодження пристрою в цілому. Окрім того місця поєднання окремих деталей аналога фактично відкриті з боку оброблюваної поверхні. При тривалому використанні дрібні частки оброблюваної поверхні можуть засмітити місця поєднання окремих функціональних деталей щітки, особливо тих, що встановлені з можливістю вільного руху, що робить її конструкцію в цілому ненадійною, оскільки таке засмічення призводить до пошкодження пристрою та його некоректної роботи. Відома чашкова щітка Westward 33L485 Cup Brush, яка містить корпус, виконаний у вигляді чашки, та шар пучків металевих дротів, які щільно прилягають один до одного, з'єднані з корпусом та по окружності розташовані на його лицевій поверхні, при цьому корпус виконаний із можливістю функціонального з'єднання із обертальним пристроєм - у центральній частині корпусу виконано наскрізний отвір із різзю для закріплення корпусу на обертальному пристрої, пучки металевих дротів мають нахил в межах гострого кута відносно вертикальної осі, що проходить через їх основу, паралельної до осі обертання і перпендикулярної горизонтальній площині, та встановлені під тупим кутом до радіальної лінії, при цьому радіальна лінія, що простягається до основи пучка, та вертикальна ось, що проходить через основу пучка, лежать в вертикальній площині (знайдено у мережі Інтернет 14.09.2016 р.; http://www.ebay.com/itm/WESTWARD-33L485-Cup-Brush-4Dia-Wire-0-02ln-RPM-8500/222107580135). Недоліком даного аналога є те, що відсутність нахилу в бік обертання чашкової щітки пучків металевих жорстких дротів відносно горизонтальної площини лицевої поверхні корпусу зумовлює дуже тривалу обробку оброблюваної поверхні, що призводить до перегріву вказаної поверхні та утворення продуктів згоряння покриття у місцях тривалої обробки, що значно ускладнює подальше використання оброблюваної поверхні або робить таке використання неможливим. Разом з тим розташування пучків перпендикулярно площині лицевої поверхні корпусу зумовлює недостатню обробку поверхні у разі значного шару покриття та швидкий знос щітки. Все це робить використання аналога неефективним, витратним та призводить до небажаної втрати часу на повторну обробку поверхні. Крім того відсутність проміжків між пучками металевих жорстких дротів аналога не дозволяє зоровим шляхом визначити якість очищення оброблюваної поверхні, що є важливим під час проведення подібних операцій. Найближчим аналогом корисної моделі вибрана дротяна щітка (патент US 6173470 B1, опубліковано 16.01.2001 р.), що є шліфувальним пристосуванням, корпус якої виконаний в формі диска або чашки, у якої видалені з кола диска сегменти, щоб забезпечити видимість робочої поверхні, на корпусі якої розташовані щетинки - волокна з пружинного дроту групами, пучками або набором щонайменше в один ряд по окружності, а корпус виконаний із можливістю функціонального з'єднання із обертальним пристроєм, наприклад із приводом обертання, - у центральній частині корпусу виконано наскрізний отвір із різзю для закріплення корпусу на обертальному пристрої, щетинки - волокна з пружинного дроту - виступають назовні від поверхні інструменту. Недоліком найближчого аналога є низька ефективність, необхідність витрати великої кількості часу при використанні відомого пристрою, енерговитрат та працевтрат, що обумовлено тим, що у конструкції дротяної щітки не передбачено нахилу волокон з пружинного дроту за напрямом обертання відомого пристрою у робочому стані. У відомій дротяної щітці 1 UA 112058 U 5 10 15 20 25 30 35 40 45 50 55 60 виконаний лише нахил волокон з пружинного дроту від осі обертання. Також волокна з пружинного дроту розташовані під прямим кутом до відповідних їм векторів лінійної швидкості. При такому конструктивному рішенні вільні кінці щетинок розташовані по напрямку від радіальної лінії та лежать з нею у вертикальній площині. Таке розташування волокон з пружинного дроту відносно корпусу та відповідно відносно напрямку його обертання при використанні відомого пристрою спричиняє підвищені навантаження і опір волокон з пружинного дроту оброблюваній поверхні та зумовлює надто повільне обробляння невеликої за площею ділянки оброблюваної поверхні, що, у свою чергу, створює перегрів вказаної ділянки оброблюваної поверхні, та призводить до утворення продукту згоряння покриття, який дуже складно відділити від металевої поверхні, на яку було нанесене покриття. Після цього подальша обробка поверхні, нанесення на оброблювану поверхню нового покриття значно ускладнюється або неможливо виконати якісно. Все це робить використання дротяної щітки для зняття покриттів з металевих поверхонь неефективним, незручним та призводить до зайвих витрат часу, енерговитрат та працевтрат. Негативні ефекти, які спричиняє перегрівання оброблюваної поверхні за рахунок тривалого обробляння ділянки, посилюються при підвищенні тиску на волокна з пружинного дроту з метою інтенсифікації процесу обробки, а також при пришвидшенні обертання корпусу щіткового пристрою, оскільки у цьому випадку волокна з пружинного дроту можуть отримати нахил відносно площини лицевої поверхні корпусу у сторону, зворотну напряму обертання корпусу. Разом з тим виконання волокон з пружинного дроту такими, що мають лише вказаний нахил, під час використання щіткового пристрою утворює надмірне рискання. При цьому негативні ефекти, які спричиняє рискання - надмірна вібрація, посилюється при підвищенні тиску на пучки волокон з пружинного дроту з метою інтенсифікації процесу обробки. Утворювані надмірні вібрації роблять використання найближчого аналога незручним, знижують якість обробки оброблюваної поверхні та призводять до ушкодження деталей обертового пристрою. Окрім того відоме розташування волокон з пружинного дроту аналога зумовлює швидкий знос та стирання волокон з пружинного дроту об оброблювані поверхні, що, у свою чергу, робить використання щіткового пристосування для шліфувального станка занадто витратним. Задачею корисної моделі є створення щітки-фрези для очищення металевих поверхонь від різноманітних покриттів та іншого, який характеризується простою конструкцією, ефективністю роботи та значним скороченням часу зняття покриттів із зменшенням енерговитрат та працезатрат, зручністю користування при мінімальних витратах на змінні матеріали. Поставлена задача вирішується тим, що у щітки-фрези, на корпусі якої розташовані волокна з пружинного дроту групами, пучками або набором щонайменше в один ряд по окружності, а корпус виконаний із можливістю функціонального з'єднання із обертальним пристроєм, наприклад із приводом обертання, згідно з корисною моделлю, волокна з пружинного дроту встановлені у корпусі з нахилом, волокна з пружинного дроту мають нахил в межах гострого кута відносно вертикальної осі, що проходить через їх основу, паралельної до осі обертання і перпендикулярної горизонтальній площині, одночасно встановлені відносно радіальної лінії, яка проходить від центральної осі обертання до основи волокна з пружинного дроту, в межах тупого кута, з вершиною кута, який знаходиться в основі, не паралельно до радіальної лінії і не лежать на ній, при цьому залежно від напрямку обертання щітки-фрези вільні кінці волокон з пружинного дроту можуть бути розташовані як за годинниковою стрілкою, так і проти годинникової стрілки аналогічно напрямку обертання щітки-фрези, та зліва або справа відносно радіальної лінії та її подовження, що подовжується за межі основ, причому волокна з пружинного дроту розташовані під гострим кутом до відповідних векторів лінійної швидкості. Згідно з корисною моделлю, довжини груп або пучків волокон з пружинного дроту чергуються. Згідно з корисною моделлю, групи або пучки волокон з пружинного дроту розташовані у два ряди по окружності та перетинаються навхрест. Згідно з корисною моделлю, групи або пучки волокон з пружинного дроту розташовані у два ряди по окружності та вільними кінцями утворюють вершину щодо площини кріплення. Згідно з корисною моделлю, волокна з пружинного дроту виконані з синтетичного композиційного матеріалу. Згідно з корисною моделлю, волокна з пружинного дроту виконані зі сталі. Згідно з корисною моделлю, поперечний переріз волокна з пружинного дроту або пучків волокон з пружинного дроту має форму кола або квадрата, або прямокутника. Згідно з корисною моделлю, між групами та пучками волокон з пружинного дроту є проміжки. Технічним результатом корисної моделі є підвищення ефективності роботи із забезпеченням підвищення якості обробки поверхонь та зняття покриттів - фарби, шпаклівки, 2 UA 112058 U 5 10 15 20 25 30 35 40 45 50 55 60 або іржі, або інших нашарувань з металевих поверхонь та інших поверхонь, із досягненням зсування та зрізування покриття направленими вперед, або одночасно вперед і в сторону, відносно напрямку обертання вільними кінцями волокон з пружинного дроту, які є різцями в заявленій конструкції, при цьому досягається самозаточування кінців волокон з пружинного дроту, із виключенням перегрівання оброблюваної поверхні, її потемніння та утворення пригарів, значне прискорення обробки металевих поверхонь, підвищення зручності користування при будь-якій товщині оброблюваного покриття, економії витрат на змінні матеріали, енерговитрат та працезатрат при загальній простоті конструкції. При цьому використання корисної моделі дозволяє уникнути пошкодження обладнання, до якого кріпиться щітка, псування оброблюваної поверхні внаслідок виключення перегріву, і відповідно витрат на ремонт обладнання та відновлення оброблюваної поверхні. Причинно-наслідковий зв'язок між суттєвими ознаками заявленої корисної моделі та технічним результатом полягає у наступному. У сукупності суттєвих ознак використання заявленої щітки-фрези для очищення металевих поверхонь від покриття та інших нашарувань забезпечує високу якість обробки із виключенням пошкодження оброблюваної поверхні, оскільки внаслідок встановлення волокон з пружинного дроту одночасно із нахилом в межах гострого кута відносно вертикальної осі, що проходить через їх основу, паралельної до осі обертання і перпендикулярної горизонтальній площині, під кутом до радіальної лінії, яка проходить від центральної вісі обертання до основи волокна з пружинного дроту, в межах від гострого до тупого кута, не паралельно до радіальної лінії і так, що не лежать на ній, та з розташуванням вільних кінців волокон з пружинного дроту щонайменше за годинниковою стрілкою при напрямку обертання щітки-фрези за годинниковою стрілкою, та щонайменше проти годинникової стрілки при напрямку обертання щітки-фрези проти годинникової стрілки, тобто аналогічно напрямку обертання щітки-фрези, та з розташуванням зліва або справа відносно радіальної лінії та її подовження, що подовжується за межі основ, при цьому з розташуванням волокон з пружинного дроту під гострим кутом до відповідних векторів лінійної швидкості, тобто з розташуванням кожного волокна з пружинного дроту під гострим кутом до вектора лінійної швидкості, що є перпендикулярним радіальній лінії, яка проходить від центральної осі обертання до основи волокна з пружинного дроту, та виходить з основи, волокна з пружинного дроту, на відміну від аналогів, зрізують шар покриття з оброблюваної поверхні та зміщують шар покриття за напрямком руху щітки під час обробки поверхні. При цьому металева поверхня лишається неушкодженою, оскільки заявлена щіткафреза повністю видаляє шар покриття без перегрівання оброблюваної поверхні, його потемніння та утворення пригарів та без утворення залишків не зрізаного покриття. Окрім того виконання щітки із заявленими нахилами волокон з пружинного дроту дозволяє значно скоротити час обробки, оскільки відпадає потреба у багаторазовій обробці оброблених поверхонь, а високоякісна обробка поверхні відбувається внаслідок простого руху щітки, яка обертається, по горизонтальній або похилій поверхні. Це дозволяє також скоротити енерговитрати та працевтрати, і, відповідно, обробити більше поверхонь за невеликий, порівняно, з аналогами, проміжок часу, витративши меншу кількість електроенергії та фізичних зусиль. Разом з тим виконання щітки-фрези із заявленими нахилами волокон з пружинного дроту виключає зайві рухи щітки та ковзання робочої поверхні щітки по оброблюваній поверхні, що робить використання щітки зручним та більш ефективним, зокрема, при великому натиску на робочу поверхню щітки, підвищує якість обробки та подовжує строк дії волокон з пружинного дроту, зменшуючи їх стирання об оброблювану поверхню. Також завдяки заявленому технічному рішенню досягається розташування волокон з пружинного дроту під гострим кутом до оброблюваної поверхні по напрямку обертання щіткифрези при будь-якому навантаженні на робочу поверхню щітки-фрези та швидкості обертання щітки-фрези, що дозволяє домогтися самозагострювального ефекту для волокон з пружинного дроту, що зменшує зношування та потребу у їх заміні або додатковому технічному обслуговуванні. Також чергування довжини груп або пучків волокон з пружинного дроту дозволяє якісно оброблювати нерівні поверхні. Розташування груп або пучків волокон з пружинного дроту у два ряди по окружності, що перетинаються навхрест, забезпечує охоплення більшої ділянки поверхні при її обробці із досягненням пришвидшення зняття покриттів та підвищення якості обробки із досягненням зсування та зрізування покриття направленими вперед відносно напрямку обертання кінцями волокон з пружинного дроту. Таке виконання щітки-фрези, що групи або пучки волокон з пружинного дроту розташовані у 3 UA 112058 U 5 10 15 20 25 30 35 40 45 50 55 60 два ряди по окружності та вільними кінцями утворюють вершину щодо площини кріплення, дозволяє ефективно та якісно обробляти заглиблення та нерівні поверхні із досягненням заявленого технічного результату. Крім того, встановлення груп та пучків волокон з пружинного дроту з проміжком забезпечує можливість нагляду за станом оброблюваної поверхні та якістю обробки без припинення роботи щітки. Конструкція заявленої щітки-фрези пояснюється за допомогою наступних зображень: Фіг. 1 - Загальний вигляд щітки-фрези знизу; Фіг. 2 - Вигляд щітки-фрези збоку; Фіг. 3 - Вигляд щітки-фрези знизу; Фіг. 4 - Вигляд щітки-фрези зверху; Фіг. 5 - Зображення фрагмента щітки-фрези та фрагмента обробленої поверхні. Фіг. 6 - Схематичне зображення щітки-фрези - вигляд знизу; Фіг. 7 - Схематичне зображення щітки-фрези - загальний вигляд знизу; Фіг. 8 - Схематичне зображення перегорнутої щітки-фрези - вигляд збоку; Фіг. 9 - Схематичне зображення щітки-фрези - вигляд знизу із прикладами розташування волокна або пучків волокон з пружинного дроту. В одному з можливих варіантів виконання, що не обмежує виконання заявленої корисної моделі, щітка-фреза має корпус 1, виконаний округленої форми у варіанті виконання у вигляді фланця або диска (дискова щітка). Корпус також може бути виконаний у вигляді чаші. У корпусі закріплені волокна з пружинного дроту 2, що виходять із отворів 10, виконаних у корпусі із нахилом, таким, що забезпечує відповідний заявлений нахил волокон з пружинного дроту 2, у варіанті виконання пучками в один ряд по окружності, що не виключає можливості їх закріплення в кілька (два або три і більше) рядів при необхідності. Корпус виконаний із можливістю функціонального з'єднання із обертальним пристроєм, наприклад із приводом обертання, таким як шліфувальна машина або дриль або інше, та має центральний отвір 3 із різзю. Корпус у варіанті виконання з робочої сторони має виступ, з якого виходять жорстко закріплені пучки волокон з пружинного дроту 2. Основи 7 волокон з пружинного дроту 2, а у варіанті виконання основи 7 волокон з пружинного дроту 2 складають основи пучків з волокон з пружинного дроту 2, жорстоко закріплені та лежать на горизонтальній площині 9. Волокна з пружинного дроту 2 встановлені із нахилом одночасно: відносно вертикальної осі 6, що проходить через їх основу 7, паралельної осі обертання 5 і перпендикулярної горизонтальній площині 9, в межах гострого кута а, переважно від 5 до 85, відносно радіальної лінії R, яка проходить від центральної вісі обертання до основи 7 волокна з пружинного дроту 2, в межах тупого кута b (фіг. 10), тобто від гострого кута b1, переважно від 5, до тупого кута b, переважно до 175, з вершиною кута, який знаходиться в основі. Разом із цим волокна з пружинного дроту 2 встановлені не паралельно до радіальної лінії R і не лежать на ній. При цьому залежно від напрямку обертання щітки-фрези вільні кінці волокон з пружинного дроту можуть бути розташовані як за годинниковою стрілкою (у разі обертання щітки-фрези за годинниковою стрілкою), так і проти годинникової стрілки (у разі обертання щітки-фрези проти годинникової стрілки) аналогічно напрямку обертання щітки-фрези, та зліва або справа відносно радіальної лінії R та її подовження - лінії 4, що подовжується за межі основ 7 волокон з пружинного дроту 2, причому кожне волокно з пружинного дроту розташоване під гострим кутом с (фіг. 2, 8), переважно від 5 до 85, до вектора лінійної швидкості . Будь яка точка основи 7 є точкою закріплення, вектор лінійної швидкості виходить з точки закріплення під прямим кутом до радіуса R точки закріплення та спрямований по дотичній до траєкторії рухання точки основи 7, тобто до окружності, по якій рухається точка основи 7, в бік її рухання. Групи або пучки волокон з пружинного дроту 2 можуть мати різну довжину, довжини груп або пучків волокон з пружинного дроту можуть чергуватися. Можливе виконання щітки-фрези, у якому групи або пучки волокон з пружинного дроту 2 розташовані у два ряди по окружності та перетинаються навхрест. Також можливе виконання щітки-фрези, у якому групи або пучки волокон з пружинного дроту 2 розташовані у два ряди по окружності та вільними кінцями утворюють вершину щодо площини кріплення. В одному з можливих виконань волокна з пружинного дроту можуть бути виконані з синтетичного композиційного матеріалу, наприклад з композиційного нейлону. В представленому на зображеннях варіанті виконання волокна з пружинного дроту 2 виконані зі сталі. Поперечний переріз волокна з пружинного дроту 2 або пучків волокна з пружинного дроту 2 може мати форму кола або квадрата, або прямокутника, або іншу. 4 UA 112058 U 5 10 15 20 25 30 35 40 Щітка-фреза може бути виконана із проміжками між групами та/або пучками волокон з пружинного дроту 2. Зверху на зовнішній поверхні 8 або на боковій поверхні корпусу 1 може бути нанесене зображення, яке інформує щодо напряму обертання щітки (фіг. 1, 4, 5). Крім цього може бути нанесена інформація щодо розмірів, складу матеріалів, виробника, різновиду закріплених волокон з пружинного дроту 2 або пучків і т. п. На Фіг. 5 зображений фрагмент заявленої щітки-фрези, яка встановлена на обертальному пристрої, та поверхня, очищена від покриття заявленою щіткою, а саме ділянку металевого виробу, очищену від покриття за допомогою дослідного зразка заявленої щітки-фрези. Використовують щітку-фрезу наступним чином. Щітку-фрезу закріплюють на шліфувальній машині або на іншому обертальному пристрої. Зазвичай обертальні пристрої обертають пристосування для обробки поверхонь за годинниковою стрілкою, відповідно у цьому випадку волокна або пучки волокон з пружинного дроту 2 виконані із нахилом по напрямку обертання, або вперед, або вперед і в сторону відносно напрямку обертання. При цьому волокна з пружинного дроту 2 встановлені із нахилом одночасно: відносно вертикальної осі 6, що проходить через їх основу 7, паралельної осі обертання 5 і перпендикулярної горизонтальній площині 9, в межах гострого кута а (фіг. 8), переважно від 5 до 85, відносно радіальної лінії R, яка проходить від центральної осі обертання до основи 7 волокна з пружинного дроту 2, в межах тупого кута b (фіг. 10), тобто від гострого кута b1 до тупого кута b, з вершиною кута, який знаходиться в основі. Разом із цим волокна з пружинного дроту 2 встановлені не паралельно до радіальної лінії R і не лежать на ній. Вільні кінці волокон з пружинного дроту 2 розташовані за годинниковою стрілкою аналогічно напрямку обертання щітки-фрези, та справа відносно радіальної лінії R та її подовження - лінії 4, що подовжується за межі основ 7 у перегорнутому вигляді щітки-фрези відносно її робочого положення (вигляд знизу фіг. 3, 6, 7, 8, 9) та відповідно зліва в робочому положенні (вигляд збоку фіг. 2, 5), причому кожне волокно з пружинного дроту розташоване під гострим кутом с (фіг. 2, 8), переважно від 5 до 85, до вектору лінійної швидкості . Щітку-фрезу приводять в обертальний рух включенням обертального пристрою і починають обробляти поверхню для зняття, наприклад, як показано на фіг. 5, шарів фарби та шпаклівки. При цьому щітка-фреза швидко очищує металеву поверхню, зрізуючи покриття, не залишаючи на ній потемнінь, пригорілих ділянок покриття, що важко або неможливо видалити, та не змінюючи її структури. Таким чином виконання щітки-фрези для очищення металевих поверхонь від покриття та інших нашарувань із сукупністю заявлених суттєвих ознак дозволяє здійснювати ефективне та високоякісне очищення металевих поверхонь від покриття, іржі, корозії, бруду, окалини та зачищення металевих поверхонь від дрібних нерівностей, зокрема, зачищення зварних швів, при цьому наявна значна економія часу, електроенергії, коштів на придбання змінних матеріалів та ремонт обладнання і фізичних зусиль користувача заявленої щітки-фрези. Вказані властивості роблять заявлену щітку-фрезу ефективним засобом у галузях, пов'язаних з обробкою металевих поверхонь, наприклад, у сфері транспортного ремонту, машинобудуванні, виробництві будівельних матеріалів тощо. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 55 60 1. Щітка-фреза, на корпусі якої розташовані волокна з пружинного дроту групами, пучками або набором щонайменше в один ряд по окружності, а корпус виконаний із можливістю функціонального з'єднання із обертальним пристроєм, наприклад із приводом обертання, яка відрізняється тим, що волокна з пружинного дроту встановлені у корпусі з нахилом, волокна з пружинного дроту мають нахил в межах гострого кута відносно вертикальної осі, що проходить через їх основу, паралельної до осі обертання і перпендикулярної горизонтальній площині, одночасно встановлені відносно радіальної лінії, яка проходить від центральної осі обертання до основи волокна з пружинного дроту, в межах тупого кута, з вершиною кута, який знаходиться в основі, не паралельно до радіальної лінії і не лежать на ній, при цьому залежно від напрямку обертання щітки-фрези вільні кінці волокон з пружинного дроту можуть бути розташовані як за годинниковою стрілкою, так і проти годинникової стрілки аналогічно напрямку обертання щіткифрези, та зліва або справа відносно радіальної лінії та її подовження, що подовжується за межі основ, причому волокна з пружинного дроту розташовані під гострим кутом до відповідних векторів лінійної швидкості. 2. Щітка-фреза за п. 1, яка відрізняється тим, що довжини груп або пучків волокон з пружинного дроту чергуються. 5 UA 112058 U 5 10 3. Щітка-фреза за п. 1, яка відрізняється тим, що групи або пучки волокон з пружинного дроту розташовані у два ряди по окружності та перетинаються навхрест. 4. Щітка-фреза за п. 1, яка відрізняється тим, що групи або пучки волокон з пружинного дроту розташовані у два ряди по окружності та вільними кінцями утворюють вершину щодо площини кріплення. 5. Щітка-фреза за п. 1, яка відрізняється тим, що волокна з пружинного дроту виконані з синтетичного композиційного матеріалу. 6. Щітка-фреза за п. 1, яка відрізняється тим, що волокна з пружинного дроту виконані зі сталі. 7. Щітка-фреза за п. 1, яка відрізняється тим, що поперечний переріз волокна з пружинного дроту або пучків волокон з пружинного дроту має форму кола або квадрата, або прямокутника. 8. Щітка-фреза за п. 1, яка відрізняється тим, що між групами та пучками волокон з пружинного дроту є проміжки. Фіг. 1 6 UA 112058 U Фіг. 2 Фіг. 3 7 UA 112058 U Фіг. 4 Фіг. 5 8 UA 112058 U Фіг. 6 Фіг. 7 9 UA 112058 U Фіг. 8 Фіг. 9 10 UA 112058 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
МПК / Мітки
МПК: A46B 13/00, B24D 13/14, A46B 9/02
Мітки: щітка-фреза
Код посилання
<a href="https://ua.patents.su/13-112058-shhitka-freza.html" target="_blank" rel="follow" title="База патентів України">Щітка-фреза</a>
Щітка для очищення плоских виробів від окалини
Номер патенту: 89987
Опубліковано: 12.05.2014
Автори: Мак-Мак Олександр Сергійович, Хромушин Борис Володимирович, Пирогов Микола Олексійович, Мордовець Анатолій Пилипович, Телиця Володимир Іванович
МПК: B21C 35/00
Мітки: окалини, щітка, плоских, виробів, очищення
Формула / Реферат:
Щітка для очищення плоских виробів від окалини, що містить обойму з розміщеними в ній пучками пружинного дроту, зорієнтованими в одній площині за допомогою підковоподібного роздільника, яка відрізняється тим, що обойма спирається на пружинні елементи з можливістю переміщення в будь-якій площині, при цьому пучки пружинного дроту встановлені віялоподібно.
Фасонна кінцева фреза
Номер патенту: 35578
Опубліковано: 25.09.2008
Автори: Вовк Вячеслав Володимирович, Корзун Сергій Валерійович, Равська Наталія Сергіївна, Скринник Павло Вадимович, Ліпський Євгеній Рудольфович
МПК: B23C 5/10
Мітки: фреза, кінцева, фасонна
Формула / Реферат:
Фасонна кінцева фреза, яка містить циліндричну або конічну різальну частину з гвинтовими різальними кромками і гвинтовими стружковими канавками з кутом нахилу w та сферичну різальну частину фрези з торцевими різальними кромками, передні та задні поверхні фрези, які утворюють гвинтові та торцеві різальні кромки, яка відрізняється тим, що передні та задні поверхні сферичної частини фрези виконані конічними, основою конусів є торцеві різальні...
Щітка для розкриття маточних рослин
Номер патенту: 28587
Опубліковано: 10.12.2007
Автори: Мельник Іван Іванович, Фришев Сергій Георгійович, Войтік Андрій Володимирович
МПК: A01B 13/04
Мітки: рослин, щітка, розкриття, маточних
Формула / Реферат:
Щітка для розкриття маточних рослин, що містить циліндричний барабан з вертикальною віссю обертання із закріпленим на його поверхні прутковим ворсом, яка відрізняється тим, що прутки ворсу розташовані під кутом до радіуса барабана, а їх консольні кінці спрямовані у бік обертання щітки.
Торцево-циліндрична фреза зі швидкозмінними різальними пластинками
Номер патенту: 93595
Опубліковано: 10.10.2014
Автори: Петровський Валерій Петрович, Макартет Анатолій Анатолійович, Петровський Андрій Валерійович, Макартет Микола Анатолійович
МПК: B23C 5/16, B23C 5/06, B23C 5/04
Мітки: різальними, швидкозмінними, торцево-циліндрична, фреза, пластинками
Формула / Реферат:
Торцево-циліндрічна фреза зі швидкозмінними різальними пластинками для обробки широких відкритих площин, що складається з корпусу фрези з гвинтовими пазами по всій довжині її циліндричної поверхні із закріпленими на їх установчих поверхнях швидкозмінними різальними пластинками, з посадковими отворами у внутрішніх торцях та шпонковими пазами у них для встановлення фрези на оправці або адаптері, яка відрізняється тим, що ріжучі кромки...
Зубна електронна щітка
Номер патенту: 53422
Опубліковано: 15.01.2003
Автори: Бейда Петро Андрійович, Лищишин Омелян Іванович
МПК: A46B 9/00
Мітки: електронна, зубна, щітка
Формула / Реферат:
1. Зубна електронна щітка, що містить основу з пазом, еластичні волокна на основі, розміщені групами, яка відрізняється тим, що бокова основа виконана з металевим покриттям, волокна виконані з покриттям різними металами, мінеральна вода в контакті з волокнами та боковою основою стає електролітом.2. Зубна електронна щітка по п. 1, яка відрізняється тим, що як метали для покриття використовують мідь, срібло, цинк, магній, алюміній.
Попередній патент: Пристрій для відкривання пляшок
Наступний патент: Кришка для стакана з перемішуючим пристроєм
Випадковий патент: Духова шафа