Спосіб визначення впливу подачі на шорсткість поверхні, отриманої в процесі різання
Номер патенту: 112248
Опубліковано: 10.08.2016
Автори: Яцюк Василь Антонович, Дзюра Володимир Олексійович, Грицай Ігор Євгенович, Кривий Петро Дмитрович
Формула / Реферат
Спосіб визначення впливу подачі на шорсткість поверхні, отриманої в процесі різання, при якому оброблення поверхні здійснюють з постійними і глибиною t, і швидкістю різання - V, але при різних значеннях подач sq, і із кожної із сформованих при певних подачах поверхонь знімають профілограми і визначають параметри шорсткості, а саме середні арифметичні відхилення профілю Ra, або висоти нерівностей профілю за десятьма точками Rz, які відповідають певним значенням подач sq, і за отриманими даними будують графіки функцій ![]() і за цими графіками визначають вплив подачі на шорсткість поверхні, отриманої в процесі різання, який відрізняється тим, що оброблення поверхонь здійснюють на подачах
і за цими графіками визначають вплив подачі на шорсткість поверхні, отриманої в процесі різання, який відрізняється тим, що оброблення поверхонь здійснюють на подачах ![]() ,
, ![]() ,
, ![]() …
…![]() ,
, ![]() , тут
, тут ![]() - знаменник ряду геометричної прогресії подач, значення яких вибране із ks значень подач за паспортом верстата, і з кожної із отриманих при одній і тій же подачі обробленої поверхні знімають n=6-10 профілограм і для кожної з цих n профілограм визначають середні арифметичні відхилення профілю
- знаменник ряду геометричної прогресії подач, значення яких вибране із ks значень подач за паспортом верстата, і з кожної із отриманих при одній і тій же подачі обробленої поверхні знімають n=6-10 профілограм і для кожної з цих n профілограм визначають середні арифметичні відхилення профілю ![]() ,
, ![]() ,
, ![]() …
…![]() ,
, ![]() , або висоти нерівностей профілю за десятьма точками
, або висоти нерівностей профілю за десятьма точками ![]() ,
, ![]() …
…![]() і значення отриманих цих параметрів Ra або Rz приймають як випадкові величини і формують з них малі вибірки обсягом n елементів і використовують теорію малих вибірок за формулами:
і значення отриманих цих параметрів Ra або Rz приймають як випадкові величини і формують з них малі вибірки обсягом n елементів і використовують теорію малих вибірок за формулами:
 ,
,
 ,
,
де ![]() - проміжок зміни величини Ra вважається відомим і таким, що
- проміжок зміни величини Ra вважається відомим і таким, що ![]() ,
, ![]() (
(![]() і
і ![]() - відповідно найменше і найбільше значення серед середніх арифметичних відхилень профілюю
- відповідно найменше і найбільше значення серед середніх арифметичних відхилень профілюю ![]() експериментальних даних випадкової величини Ra);
експериментальних даних випадкової величини Ra);
![]() - стала величина, яка дорівнює:
- стала величина, яка дорівнює:
 ;
;
![]() - середнє квадратичне відхилення випадкової величини
- середнє квадратичне відхилення випадкової величини ![]() ;
;
![]() і
і ![]() - межі інтегрування для випадкової величини
- межі інтегрування для випадкової величини ![]() ;
;
![]() ,
, ![]() - функції Лапласа для випадкової величини
- функції Лапласа для випадкової величини ![]() ;
;
![]() - проміжок зміни величини Rz вважається відомим і таким, що
- проміжок зміни величини Rz вважається відомим і таким, що ![]() ,
, ![]() (
(![]() і
і ![]() - відповідно найменше і найбільше значення серед висот нерівностей профілю
- відповідно найменше і найбільше значення серед висот нерівностей профілю ![]() - експериментальних даних випадкової величини
- експериментальних даних випадкової величини ![]() );
);
![]() - стала величина, яка дорівнює
- стала величина, яка дорівнює
 ;
;
![]() - середнє квадратичне відхилення випадкової величини
- середнє квадратичне відхилення випадкової величини ![]() ;
;
![]() ;
; ![]() - межі інтегрування для випадкової величини
- межі інтегрування для випадкової величини ![]() ;
;
![]() ,
, ![]() - функції Лапласа для випадкової величини
- функції Лапласа для випадкової величини ![]() ,
,
визначають математичні сподівання, які приблизно дорівнюють середнім значенням середнього арифметичного відхилення профілю і середнім значенням висот нерівностей профілю за десятьма точками ![]() , а за формулами
, а за формулами

 ,
,

 ,
,
визначають дисперсії ![]() ,
, ![]() розсіювання випадкових величин
розсіювання випадкових величин ![]() або
або ![]() і використовуючи критерій Стьюдента
і використовуючи критерій Стьюдента
![]() ,
,
![]() ,
,
встановлюють ймовірність P(tk), за якою визначають істотну відмінність між середніми значеннями ![]() або
або ![]() і аналогічно здійснюють визначення tk для інших співвідношень
і аналогічно здійснюють визначення tk для інших співвідношень ![]() встановлюють істотну відмінність і на цій основі визначають вплив подачі на параметр Ra або Rz, а також використовують критерій Фішера
встановлюють істотну відмінність і на цій основі визначають вплив подачі на параметр Ra або Rz, а також використовують критерій Фішера ![]() або
або ![]()
![]() ,
,
![]() ,
,
де ![]() або
або ![]() і визначають значення
і визначають значення ![]() або
або ![]() і порівнюють його з табличним значенням
і порівнюють його з табличним значенням ![]() або
або ![]() і в залежності від рівня значимості
і в залежності від рівня значимості ![]() і величини
і величини ![]() встановлюють істотну відмінність між дисперсіями та констатують, що збільшення подачі у
встановлюють істотну відмінність між дисперсіями та констатують, що збільшення подачі у ![]() разів від s1 до
разів від s1 до ![]() істотно впливає або не впливає на дисперсію розсіювання значення параметрів шорсткості.
істотно впливає або не впливає на дисперсію розсіювання значення параметрів шорсткості.
Текст
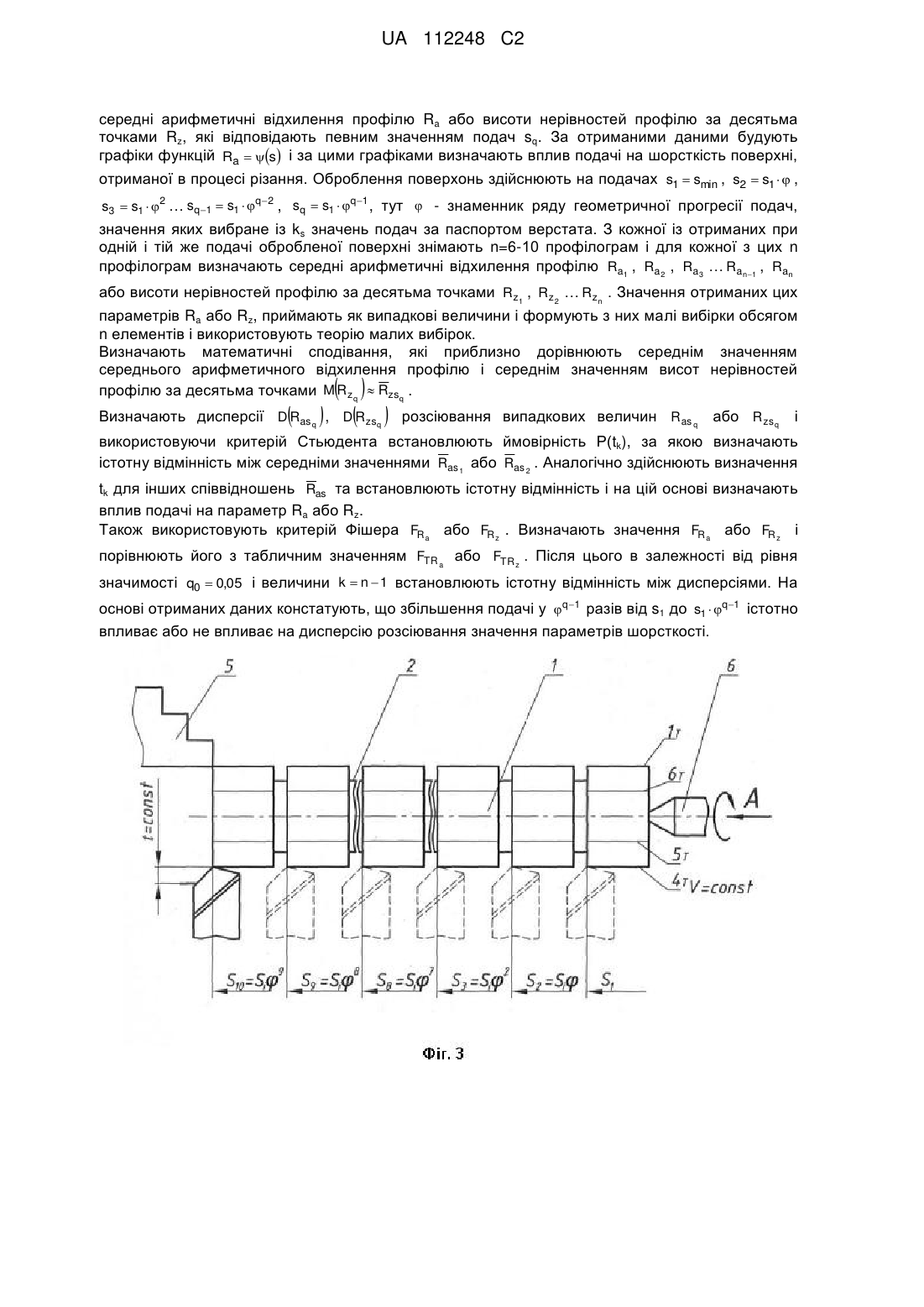
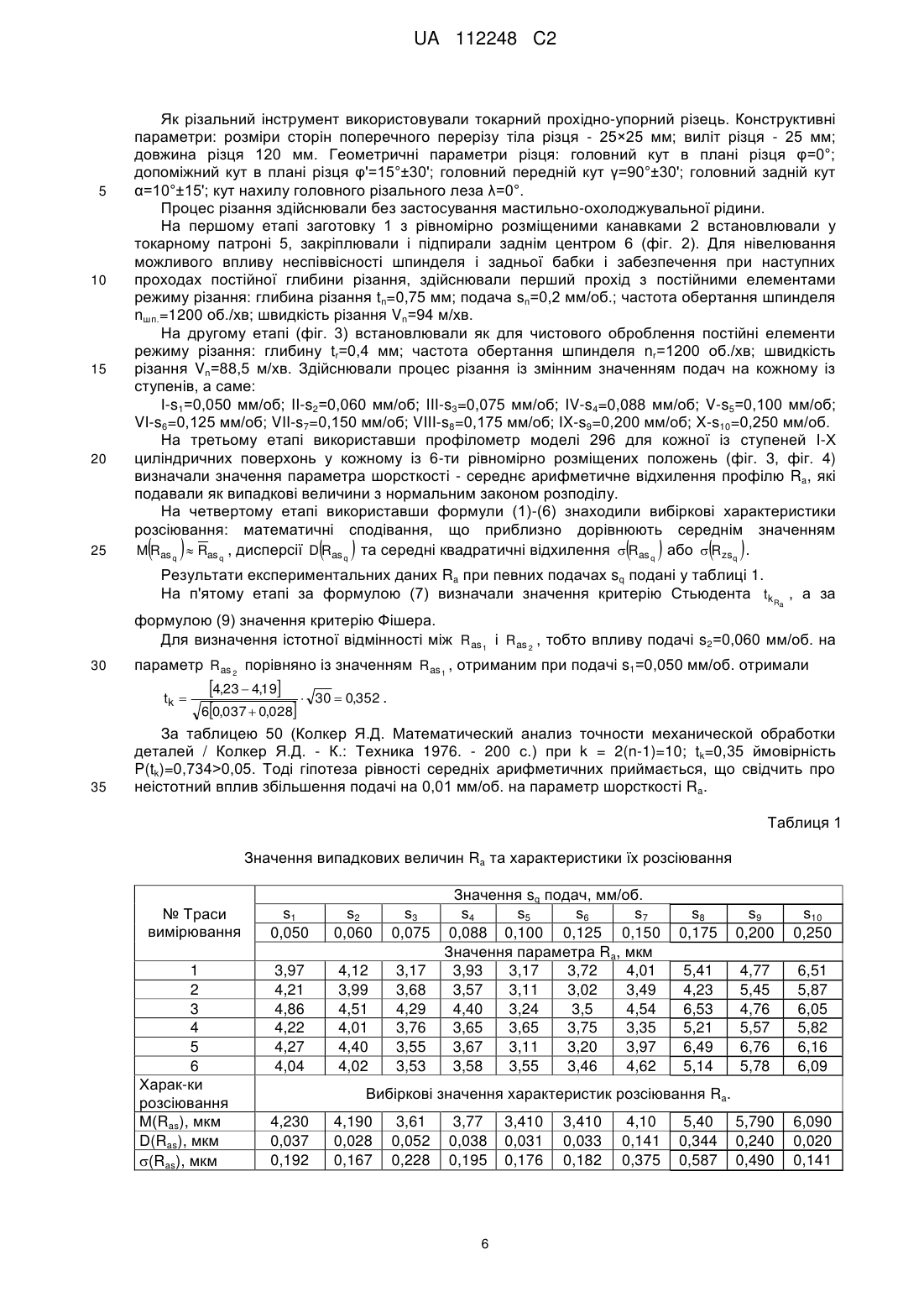
Реферат: Спосіб визначення впливу подачі на шорсткість поверхні, отриманої в і процесі різання належить до машинобудування, зокрема до встановлення впливу такого елемента режиму різання як подача на якісні показники обробленої поверхні, а саме на середнє арифметичне відхилення профілю Ra та висоту нерівностей профілю за десятьма точками Rz і може мати практичне використання при оцінці впливу подачі на шорсткість обробленої поверхні різанням як при виконанні науково-дослідних робіт, так і на виробництві для встановлення оптимальних значень подач, які забезпечують підвищену продуктивність при заданій шорсткості обробленої поверхні шляхом виконання способу визначення впливу подачі на шорсткість поверхні, отриманої в процесі різання, при якому оброблення поверхні здійснюють з постійними глибиною t і швидкістю різання - V, але при різних значеннях подач sq. Із кожної із сформованих при певних подачах поверхонь знімають профілограми і визначають параметри шорсткості, а саме UA 112248 C2 (12) UA 112248 C2 середні арифметичні відхилення профілю Ra або висоти нерівностей профілю за десятьма точками Rz, які відповідають певним значенням подач sq. За отриманими даними будують графіки функцій Ra s і за цими графіками визначають вплив подачі на шорсткість поверхні, отриманої в процесі різання. Оброблення поверхонь здійснюють на подачах s1 smin , s2 s1 , s3 s1 2 … sq1 s1 q 2 , sq s1 q1 , тут - знаменник ряду геометричної прогресії подач, значення яких вибране із ks значень подач за паспортом верстата. З кожної із отриманих при одній і тій же подачі обробленої поверхні знімають n=6-10 профілограм і для кожної з цих n профілограм визначають середні арифметичні відхилення профілю Ra1 , Ra2 , Ra3 … Ran 1 , Ran або висоти нерівностей профілю за десятьма точками Rz1 , Rz2 … Rzn . Значення отриманих цих параметрів Ra або Rz, приймають як випадкові величини і формують з них малі вибірки обсягом n елементів і використовують теорію малих вибірок. Визначають математичні сподівання, які приблизно дорівнюють середнім значенням середнього арифметичного відхилення профілю і середнім значенням висот нерівностей профілю за десятьма точками M Rz q Rzsq . Визначають дисперсії DR , DR as q zsq розсіювання випадкових величин R as q або R zsq і використовуючи критерій Стьюдента встановлюють ймовірність Р(tk), за якою визначають істотну відмінність між середніми значеннями Ras 1 або Ras 2 . Аналогічно здійснюють визначення tk для інших співвідношень Ras та встановлюють істотну відмінність і на цій основі визначають вплив подачі на параметр Ra або Rz. Також використовують критерій Фішера FR a або FR z . Визначають значення FR a або FR z і порівнюють його з табличним значенням FTR a або FTR z . Після цього в залежності від рівня значимості q0 0,05 і величини k n 1 встановлюють істотну відмінність між дисперсіями. На основі отриманих даних констатують, що збільшення подачі у q1 разів від s1 до s1 q1 істотно впливає або не впливає на дисперсію розсіювання значення параметрів шорсткості. UA 112248 C2 5 10 15 20 25 30 35 40 45 50 55 60 Спосіб визначення впливу подачі на шорсткість поверхні отриманої в процесі різання належить до машинобудування, зокрема до встановлення впливу такого елемента режиму різання як подача на якісні показники обробленої поверхні, а саме на середнє арифметичне відхилення профілю Ra та висоту нерівностей профілю за десятьма точками Rz і може мати практичне використання при оцінці впливу подачі на шорсткість обробленої поверхні різанням як при виконанні науково-дослідних робіт, так і на виробництві для встановлення оптимальних значень подач, які забезпечують підвищену продуктивність при заданій шорсткості обробленої поверхні. Відоме технічне рішення визначення впливу подачі на шорсткість поверхні, отриманої в процесі різання, при якому оброблення (точіння) здійснювали металорізальним інструментом різцем при постійних глибинах різання t1, t2, t3 і швидкості різання - V, але при змінних значеннях подач в діапазоні s, використовували профілографи і отримували профілограми та визначали максимальну висоту нерівностей Нmах. і в логарифмічній системі координат lgHmax.-lgs будували графіки залежності логарифмів максимальних висот нерівностей від логарифмів подач і за цими графіками встановлювали вплив подачі на максимальну висоту нерівностей (Резание металлов / [Грановский Г.И., Трудов П.П., Кривоухов В.А. и др.]; под ред. В.А. Кривоухова. - М.: Машгиз, 1954. - с. 250, рис. 233). Недоліками відомого технічного рішення є наступні. По-перше, вплив подачі на шорсткість оброблюваної поверхні різанням визначали за параметром максимальна висота нерівностей Нmах., який на даний час не регламентований діючими стандартами. По-друге, дослідження впливу подачі на максимальну висоту нерівностей Нmах. здійснювали при глибині різання, яка не відповідає рекомендованим значенням при чистовому обробленні, а також і те, що діапазон подач охоплював як чистове, так і чорнове оброблення. По-третє, не вказано геометричних і конструктивних параметрів інструмента (кути в плані, відповідно головний і допоміжний φ і φ', головний і допоміжний задні кути α і α', кут нахилу головної різальної кромки λ, радіус r при вершині різця тощо), а також і те, що дослідження здійснювались не у ймовірнісному аспекті і без врахування стохастичності подач. Відомий спосіб визначення впливу подачі на шорсткість поверхні отриманої в процесі різання при чистовому обробленні (чистове точіння) з глибиною різання t; швидкістю різання V 1 та із змінною подачею в діапазоні smin - smax і постійним геометричним параметрами різця: φ; φ ; α; α1; λ та змінним радіусом при вершині різця: r1; r2; r3; r4; при якому визначали шорсткість за параметром Ra і будували графіки у координатах Ra, мкм - s, мм/об зміни Ra від s, за яким визначали вплив подачі на шорсткість обробленої поверхні за параметром Ra. (Рыжов Э.В. Технологическое обеспечение эксплуатационных свойств деталей машин / Рыжов Э.В. Суслов А.Г., Федоров В.П. - М.: Машиностроение, 1979. Библиотека технолога - с.72, рис. 30). Основним недоліком відомого аналога є те, що при визначенні впливу подачі на шорсткість поверхні не враховувалось стохастичність подачі і стохастичність процесу формування шорсткості, а також того явища, що при малих значеннях подач залежність Ra=ψ(s) є немонотонною (Маталин А.А. Технологические методы повышения долговечности деталей машин / Маталин А.А. - К.: Техніка, 1971. - с. 18, рис. 5). Найбільш близьким за технічною суттю до запропонованого є відомий спосіб оброблення поверхні, при якому оброблення поверхні здійснюють з постійними глибиною t і швидкістю різання - V, але при різних значеннях подач sq і із кожної із сформованих при певних подачах поверхнях знімають профілограми або визначають параметри шорсткості, а саме середні арифметичні відхилення профілю Ra або висоти нерівностей профілю за десятьма точками Rz, які відповідають певним значенням подач sq і за отриманими даними будують графіки функцій Ra = ψ(s) і за цими графіками визначають вплив подачі на шорсткість поверхні отриманої в процесі різання. (Бобров В.Ф. Основы теории резания металлов / Бобров В.Ф. - М.: Машиностроение, 1975. - с. 137, рис. 98). Недоліком відомого способу є те, що визначення впливу подачі на шорсткість обробленої поверхні, отриманої в процесі різання здійснювали без врахування стохастичності подачі, при великих подачах, що має місце при чорновій і напівчистовій обробці, а також без застосування ймовірнісного підходу до визначення істотності впливу подачі на шорсткість обробленої поверхні за параметрами Ra або Rz як випадкових величини за критеріями Стьюдента та Фішера. В основу винаходу поставлено задачу підвищення достовірності і точності способу визначення впливу подачі на шорсткість поверхні, отриманої в процесі різання, при якому оброблення поверхні здійснюють з постійними глибиною t і швидкістю різання - V, але при різних значеннях подач sq і із кожної із сформованих при певних подачах поверхонь знімають профілограми і визначають параметри шорсткості, а саме середні арифметичні відхилення 1 UA 112248 C2 5 профілю Ra, або висоти нерівностей профілю за десятьма точками Rz, які відповідають певним значенням подач sq, і за отриманими даними будують графіки функцій Ra=ψ(s) і за цими графіками визначають вплив подачі на шорсткість поверхні, отриманої в процесі різання, 2 q-2 причому оброблення поверхонь здійснюють на подачах s1=smin, s2=s1·φ, s3=s1·φ ...sq-1=s1·φ , q-1 sq=s1·φ , тут φ - знаменник ряду геометричної прогресії подач, значення яких вибране із ks значень подач за паспортом верстата, і з кожної із отриманих при одній і тій же подачі обробленої поверхні знімають n=6-10 профілограм і для кожної з цих n профілограм визначають середні арифметичні відхилення профілю Ra1 , Ra2 , Ra3 … Ran 1 , Ran , або висоти нерівностей профілю за десятьма точками Rz1 , Rz2 ... Rzn і значення отриманих цих параметрів Ra або Rz, 10 приймають як випадкові величини і формують з них малі вибірки обсягом n елементів і використовують теорію малих вибірок за формулами M Ras q Ras q M Rzsq Rzsq Cak Cak k 1 k 1 k 1 n n n a b2 2 Czk Czk 2 k 1 k 1 k 1 a b 1 1 2 n n n 2 z2 z1k 2k a 2 e 2 e 2 rk Фz2k Фz1k , k z2 z12 2k z 2 e 2 e 2 rk Фz k Фz1k , 2 де a1; b1 - проміжок зміни величини Ra вважається відомим і таким, що a1 rK min , b1 rK max 15 ( rK min і rK max - відповідно найменше і найбільше значення серед середніх арифметичних відхилень профілюю rk k 1 n експериментальних даних випадкової величини Ra); , Cak k 1 n - стала величина, яка дорівнює: , 1 ; b1 t1k a t Ф 1 1k 1 Ф a a b1 a1 a - середнє квадратичне відхилення випадкової величини R as q : 6 a r b r z1k 1 ak і z 2k 1 ak - межі інтегрування для випадкової величини R as q ; a a Cak 20 Ф z1k , Ф z 2k - функції Лапласа для випадкової величини R as q ; a2; b2 - проміжок зміни величини Rz вважається відомим і таким, що a2 rzKmin , b2 rzKmax ( rzKmin і rzKmax - відповідно найменше і найбільше значення серед висот нерівностей профілю rzk k 1 n експериментальних даних випадкової величини R as q ); , Czk k 1 n - стала величина, яка дорівнює: , 25 1 ; b2 r2k a r Ф 2 2k 1 Ф z z b2 a2 z - середнє квадратичне відхилення випадкової величини R zsq ; 6 a r b r z1k 2 zk ; z k 2 zk - межі інтегрування для випадкової величини R zsq ; 2 z z Czk Ф z1k , Ф z k - функції Лапласа для випадкової величини R zsq ; 2 30 визначають математичні сподівання, які приблизно дорівнюють середнім значенням середнього арифметичного відхилення профілю і середнім значенням висот нерівностей профілю за десятьма точками M Rz q Rzsq , а за формулами: D R asq 2 a 2 a1 b1 b1 3 1 3 n 2 z1 z2 2 k k a a 2 z 2 Ck a z1k 2 rk e a 2k 2 t k e 2 2 i 1 n C ak k 1 2 2 2 a rQ UA 112248 C2 z2 2 k a 2 Ck C ak a z 2k 2 t1k e 2 i 1 k 1 n n D R zsq a2 a2 b2 b2 2 3 2 3 n , C zk z12 z2 2 k k z z 2 z 2 t e 2 Ck z z1k 2 rk e z 2k k 2 2 i 1 n k 1 2 2 a r2 2 2 z rQ z2 2 k z 2 Ck C zk z z k 2 t 1k e 2 2 r2 , 2 z 2 i 1 k 1 визначають дисперсії D Ras q , D Rzsq розсіювання випадкових величин R as q або R zsq і n n 5 використовуючи критерій Стьюдента tk R a tk R z Ras Ras 1 n D Ras 2 D Ras 1 2 1 2 10 nn 1 , Rzs Rzs nDR zs DR zs 2 nn 1 , 1 встановлюють ймовірність P(tk), за якою визначають істотну відмінність між середніми значеннями Ras 1 або Ras 2 і аналогічно здійснюють визначення tk для інших співвідношень Ras встановлюють істотну відмінність і на цій основі визначають вплив подачі на параметр Ra або Rz, а також використовують критерій Фішера FR a або FR z , DRzs , FR DRzs де DRas DRas або DRzs DRzs і визначають значення FR FRa D Ras 2 D Ras1 2 z 1 15 2 1 2 1 a або FR z і порівнюють його з табличним значенням FTR a або FTR z і в залежності від рівня значимості q0=0,05 і величини 20 25 30 35 40 k=n-1 встановлюють істотну відмінність між дисперсіями та констатують, що збільшення подачі q-1 q-1 у φ разів від s1 до s1·φ істотно впливає або не впливає на дисперсію розсіювання значення параметрів шорсткості. Запропонований спосіб визначення впливу подачі на шорсткість поверхні, отриманої в процесі різання проілюстрований графічними матеріалами, де на фіг. 1 - схематичне зображення заготовки, на фіг. 2 - схема напівчистового переходу поверхні заготовки різанням (точінням) з постійними елементами режиму різання (глибиною - tн, подачею - sн, швидкістю різання - Vн), на фіг. 3 - схема оброблення поверхонь різанням (точінням) з постійними елементами режиму різання як для чистового точіння (глибиною - tч, швидкістю різання - Vч), але з різними подачами sі на кожному із ступенів I-Х заготовки, на фіг. 4 - вигляд А на фіг. 3, схема рівномірного по колу розміщення трас вимірювання 1т, 2т, 3т...10т для зняття профілограм. Спосіб реалізується наступним чином. Використовують заготовку 1 (фіг. 1, фіг. 2, фіг. 3) у вигляді циліндра постійного діаметра з рівномірно по його довжині розміщеними канавками 2 довжиною lл, шириною b, що розділяють між собою ступені I-Х одного діаметра та центрового отвору 3 на торці 4; заготовки 1. Вибирають інструмент - різець з постійними його геометричним і конструктивними параметрами. На першому етапі заготовку 1 встановлюють і закріплюють у токарному патроні 5 токарного верстата (на кресленні не показано) і підпирають заднім центром 6. (фіг. 2, фіг. 3). Здійснюють перший прохід з постійними елементами режиму різання глибиною - tн, подачею - sн, швидкістю різання - Vн, що відповідають напівчистовому обробленню (фіг. 2). На другому етапі (фіг. 3) встановлюють як для чистового оброблення постійні елементи режиму різання глибину - tч і швидкість різання - Vч. Визначають розрахункову частоту обертання шпинделя np 1000 Vr / D , коректують її за паспортом верстата nд і встановлюють її 3 UA 112248 C2 5 на верстаті. Здійснюють процес різання на кожному із ступенів заготовки при змінних подачах: 2 q-2 q-1 s1=smin; s2=s1·φ; s3=s1·φ ...sq-1; s1·φ ; sq=s1·φ , де φ - знаменник ряду геометричної прогресії подач. На третьому етапі з кожного із I-Х отриманих при одній і тій же подачі обробленої поверхні (ступеня) знімають профілограми (n=6-10) і для кожної з цих n профілограм визначають середні арифметичні відхилення профілю Ra1 , Ra2 , Ra3 … Ran 1 , Ran , або висоти нерівностей профілю за десятьма точками Rz1 , Rz2 ... Rzn , і значення отриманих цих параметрів Ra або Rz приймають 10 як випадкові величини з нормальним законом розподілу. На четвертому етапі, використавши теорію малих вибірок, зокрема метод ітерацій за формулами: M Ras q Ras q n n n 2 z2 z1k 2k a 2 e 2 e 2 rk Фz2k Фz1k , (1) rk Фz k Фz1k , (2) 2 - проміжок зміни величини Ra вважається відомим і таким, що a1 rK min , b1 rK max M Rzsq Rzsq де a1; b1 Cak Cak k 1 k 1 k 1 n n n a b2 2 Czk Czk 2 k 1 k 1 k 1 a b 1 1 2 k z2 z12 2k z 2 e 2 e 2 ( rK min і rK max - відповідно найменше і найбільше значення серед середніх арифметичних 15 відхилень профілюю rk k 1 n експериментальних даних випадкової величини Ra); , Cak k 1 n - стала величина, яка дорівнює: , 1 ; b1 t1k a t Ф 1 1k 1 Ф a a b1 a1 a - середнє квадратичне відхилення випадкової величини R as q ; 6 a r b r z1k 1 ak і z 2k 1 ak - межі інтегрування для випадкової величини R as q ; a a Cak Ф z1k , Ф z 2k - функції Лапласа для випадкової величини R as q ; 20 a2; b2 - проміжок зміни величини Rz вважається відомим і таким, що a2 rzKmin , b2 rzKmax ( rzKmin і rzKmax - відповідно найменше і найбільше значення серед висот нерівностей профілю rzk k 1 n експериментальних даних випадкової величини R as q ); , Czk k 1 n - стала величина, яка дорівнює: , 1 ; b2 r2k a r Ф 2 2k 1 Ф z z b2 a2 z - середнє квадратичне відхилення випадкової величини R zsq : 6 a r b r z1k 2 zk ; z k 2 zk - межі інтегрування для випадкової величини R zsq ; 2 z z Czk 25 Ф z1k , Ф z k - функції Лапласа для випадкової величини R zsq , 2 30 визначають математичні сподівання, які приблизно дорівнюють середнім значенням середнього арифметичного відхилення профілю і висотам нерівностей профілю за десятьма точками Ras q або Rzs q , а за формулами D R asq 2 a 2 a1 b1 b1 3 1 3 n 2 z1 z2 2 k k a a 2 z 2 Ck a z1k 2 rk e a 2k 2 t k e 2 2 i 1 n C ak k 1 4 2 2 a rQ UA 112248 C2 z2 2 k a 2 Ck C ak a z 2k 2 t1k e 2 i 1 k 1 n n D R zsq a2 a2 b2 b2 2 3 2 3 n z2 2 k z Ck C zk z z k 2 t 1k e 2 2 2 i 1 k 1 n n 5 , (3) C zk z12 z2 2 k k z z 2 z 2 t e 2 Ck z z1k 2 rk e z 2k k 2 2 i 1 n k 1 2 2 a r2 2 2 z r2 2 2 z rQ , (4) визначають дисперсії розсіювання випадкових величин R as q або R zsq відповідно D Ras q та R DR ,(5) R DR . (6). D R zsq , середнє квадратичне відхилення as q as q zsq zsq На п'ятому етапі визначають критерії Стьюдента tk для параметрів Ra або Rz і Фішера F 10 tk R a tk R z Ras Ras 1 nn 1 , (7) Rzs Rzs nDR zs DR zs 2 n D Ras 2 D Ras 1 2 1 2 15 для дисперсій D Ra або D Rz і визначають істотну відмінність. Використовують формули для визначення критерію tk: nn 1 , (8) 1 а отримавши значення критерію tk за відповідними таблицями в залежності від величини k=2(n-1) визначають ймовірність Ptk1 і, якщо вона менше 0,05, то гіпотезу про рівність Ras 1 і Ras 2 та Rzs1 і Rzs2 відкидають, тобто має місце неістотна відмінність, що означає, що збільшення подачі в φ разів не впливає на параметр шорсткості. За формулою для визначення критерію F , (9) DRzs , (10) FR DRzs де DRas DRas або DRzs DRzs і визначають значення FR FRa 20 D Ras 2 D Ras1 2 z 1 2 1 2 1 a або FR z Оцінювання істотності відмінності між двома дисперсіями, отриманими при різних подачах s1 і s2, здійснюють шляхом порівняння табличного значення FTR a і FTR z зі значеннями, 25 отриманими за вищеподаними формулами в залежності від рівня значимості q0=0,05 і величин k1=k2=n-1. Якщо FRa FTRa або FR z FTR z , то істотна відмінність суттєва, тобто збільшення подачі від s1 до s2 у φ разів суттєво впливає на дисперсію розсіювання значень параметрів шорсткості. Здійснивши етапи від першого до п'ятого відносно параметрів шорсткості R as q або R zsq 30 35 оцінюють вплив подачі на шорсткість поверхні, отриманої в процесі різання. Приклад конкретного виконання способу визначення впливу подачі на шорсткість поверхні отриманої в процесі різання. Визначення впливу подачі на шорсткість поверхні, отриманої в процесі різання, реалізували для випадку, коли процес різання здійснювався обточуванням, в результаті чого отримали зовнішню циліндричну поверхню. Процес різання здійснювали на токарно-гвинторізному верстаті моделі 16К20. Оброблювали заготовку (фіг. 1), яка являла собою циліндр діаметром Dз=2,5мм, довжиною Lз = 140 і на якій були прорізані канавки, кожна з яких була шириною b=3,5 мм і сформовані 10 ступенів одного діаметра, і кожен з яких мав однакову довжину lк=10 мм. Матеріал заготовки сталь 45. Фізико-механічні властивості відповідали стану поставки матеріалу. 5 UA 112248 C2 5 10 15 20 25 Як різальний інструмент використовували токарний прохідно-упорний різець. Конструктивні параметри: розміри сторін поперечного перерізу тіла різця - 25×25 мм; виліт різця - 25 мм; довжина різця 120 мм. Геометричні параметри різця: головний кут в плані різця φ=0°; допоміжний кут в плані різця φ'=15°±30'; головний передній кут γ=90°±30'; головний задній кут α=10°±15'; кут нахилу головного різального леза λ=0°. Процес різання здійснювали без застосування мастильно-охолоджувальної рідини. На першому етапі заготовку 1 з рівномірно розміщеними канавками 2 встановлювали у токарному патроні 5, закріплювали і підпирали заднім центром 6 (фіг. 2). Для нівелювання можливого впливу неспіввісності шпинделя і задньої бабки і забезпечення при наступних проходах постійної глибини різання, здійснювали перший прохід з постійними елементами режиму різання: глибина різання tn=0,75 мм; подача sn=0,2 мм/об.; частота обертання шпинделя nшп.=1200 об./хв; швидкість різання Vn=94 м/хв. На другому етапі (фіг. 3) встановлювали як для чистового оброблення постійні елементи режиму різання: глибину tr=0,4 мм; частота обертання шпинделя nr=1200 об./хв; швидкість різання Vn=88,5 м/хв. Здійснювали процес різання із змінним значенням подач на кожному із ступенів, а саме: І-s1=0,050 мм/об; II-s2=0,060 мм/об; III-s3=0,075 мм/об; IV-s4=0,088 мм/об; V-s5=0,100 мм/об; VI-s6=0,125 мм/об; VII-s7=0,150 мм/об; VIII-s8=0,175 мм/об; IX-s9=0,200 мм/об; X-s10=0,250 мм/об. На третьому етапі використавши профілометр моделі 296 для кожної із ступеней I-Х циліндричних поверхонь у кожному із 6-ти рівномірно розміщених положень (фіг. 3, фіг. 4) визначали значення параметра шорсткості - середнє арифметичне відхилення профілю Ra, які подавали як випадкові величини з нормальним законом розподілу. На четвертому етапі використавши формули (1)-(6) знаходили вибіркові характеристики розсіювання: математичні сподівання, що приблизно дорівнюють середнім значенням M Ras q Ras q , дисперсії D Ras q та середні квадратичні відхилення Ras q або R zsq . Результати експериментальних даних Ra при певних подачах sq подані у таблиці 1. На п'ятому етапі за формулою (7) визначали значення критерію Стьюдента tk R , а за a формулою (9) значення критерію Фішера. Для визначення істотної відмінності між R as 1 і Ras 2 , тобто впливу подачі s2=0,060 мм/об. на 30 параметр Ras 2 порівняно із значенням R as 1 , отриманим при подачі s1=0,050 мм/об. отримали tk 35 4,23 4,19 60,037 0,028 30 0,352 . За таблицею 50 (Колкер Я.Д. Математический анализ точности механической обработки деталей / Колкер Я.Д. - К.: Техника 1976. - 200 с.) при k = 2(n-1)=10; tk=0,35 ймовірність P(tk)=0,734>0,05. Тоді гіпотеза рівності середніх арифметичних приймається, що свідчить про неістотний вплив збільшення подачі на 0,01 мм/об. на параметр шорсткості Ra. Таблиця 1 Значення випадкових величин Ra та характеристики їх розсіювання № Траси вимірювання 1 2 3 4 5 6 Харак-ки розсіювання М(Ras), мкм D(Ras), мкм (Ras), мкм s1 0,050 s2 0,060 s3 0,075 3,97 4,21 4,86 4,22 4,27 4,04 4,12 3,99 4,51 4,01 4,40 4,02 3,17 3,68 4,29 3,76 3,55 3,53 Значення sq подач, мм/об. s4 s5 s6 s7 0,088 0,100 0,125 0,150 Значення параметра Ra, мкм 3,93 3,17 3,72 4,01 3,57 3,11 3,02 3,49 4,40 3,24 3,5 4,54 3,65 3,65 3,75 3,35 3,67 3,11 3,20 3,97 3,58 3,55 3,46 4,62 s8 0,175 s9 0,200 s10 0,250 5,41 4,23 6,53 5,21 6,49 5,14 4,77 5,45 4,76 5,57 6,76 5,78 6,51 5,87 6,05 5,82 6,16 6,09 5,790 0,240 0,490 6,090 0,020 0,141 Вибіркові значення характеристик розсіювання Ra. 4,230 0,037 0,192 4,190 0,028 0,167 3,61 0,052 0,228 3,77 0,038 0,195 6 3,410 0,031 0,176 3,410 0,033 0,182 4,10 0,141 0,375 5,40 0,344 0,587 UA 112248 C2 Встановлювали вплив подачі s3=0,075 мм/об. на істотну зміну R^ по відношенню до Ras 1 отриману при s1=0,050 мм/об. Визначали tk 5 4,23 3,61 60,037 0,052 30 4,647 . При tk=4,647 і k=10 ймовірність P(tk)=0,001
ДивитисяДодаткова інформація
Автори англійськоюKryvyi Petro Dmytrovych, Dziura Volodymyr Oleksiiovych, Hrytsai Ihor Yevhenovych
Автори російськоюКривой Петр Дмитриевич, Дзюра Владимир Алексеевич, Грицай Игорь Евгеньевич
МПК / Мітки
МПК: B23B 25/06, G01B 7/34, G06F 17/10, G01B 21/30
Мітки: подачі, шорсткість, отриманої, процесі, впливу, спосіб, визначення, поверхні, різання
Код посилання
<a href="https://ua.patents.su/13-112248-sposib-viznachennya-vplivu-podachi-na-shorstkist-poverkhni-otrimano-v-procesi-rizannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення впливу подачі на шорсткість поверхні, отриманої в процесі різання</a>
Спосіб визначення параметрів шорсткості поверхні у процесі різання
Номер патенту: 36996
Опубліковано: 10.11.2008
Автори: Паткевич Ольга Іванівна, Усачов Петро Антонович
МПК: B23B 25/00
Мітки: спосіб, визначення, процесі, поверхні, шорсткості, різання, параметрів
Формула / Реферат:
Спосіб визначення параметрів шорсткості поверхні деталі у процесі різання на металорізальному верстаті, що включає реєстрацію сигналу акустичної емісії зони обробки і визначення по ньому значень параметрів шорсткості поверхні деталі, який відрізняється тим, що перетворюють аналоговий сигнал акустичної емісії у цифровий, визначають частоту вимірювань, дискретизують цифровий сигнал по періоду вимірів, а параметр Ra шорсткості поверхні деталі,...
Спосіб визначення оптимальної швидкості різання в процесі обробки заготовки
Номер патенту: 94951
Опубліковано: 10.12.2014
Автори: Скороход Олександр Анатолійович, Шевченко Вадим Володимирович, Шарабура Сергій Миколайович
МПК: B23B 1/00
Мітки: різання, спосіб, обробки, заготовки, оптимальної, швидкості, визначення, процесі
Формула / Реферат:
Спосіб визначення оптимальної швидкості різання в процесі обробки заготовки, що включає визначення залежності теплофізичного параметра процесу різання від швидкості різання, який відрізняється тим, що як вихідний параметр вибирають кількість імпульсів термоЕРС різання, що визначають за допомогою індуктивного датчика, та потік електромагнітного випромінювання із зони різання, що вимірюють за допомогою пристрою на основі сегнетоелектричного...
Пристрій для визначення і замірів параметрів шорсткості поверхонь у процесі різання
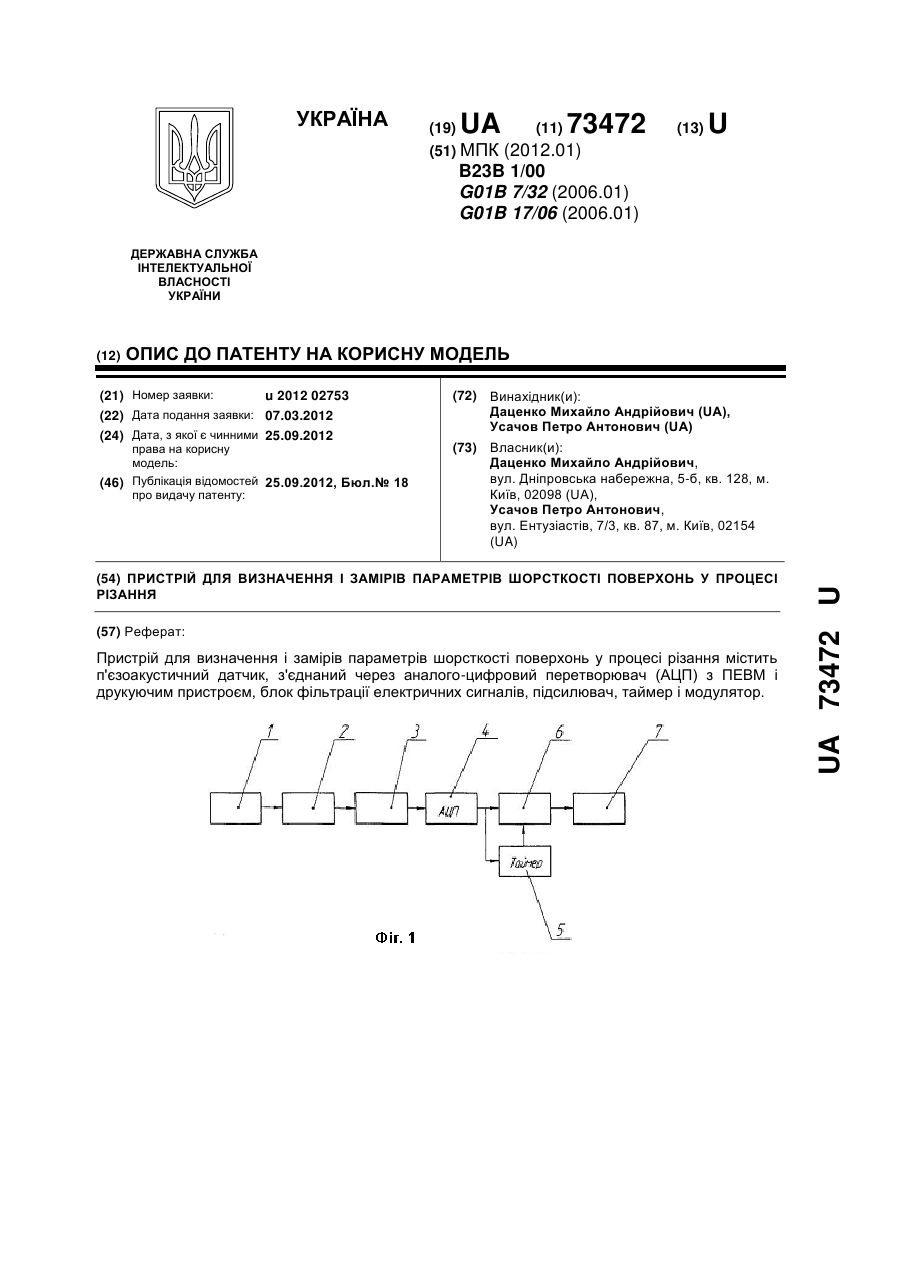
Номер патенту: 73472
Опубліковано: 25.09.2012
Автори: Усачов Петро Антонович, Даценко Михайло Андрійович
МПК: G01B 7/32, G01B 17/06, B23B 1/00
Мітки: шорсткості, параметрів, визначення, поверхонь, пристрій, різання, замірів, процесі
Формула / Реферат:
Пристрій для визначення і замірів параметрів шорсткості поверхонь у процесі різання, що містить п'єзоакустичний датчик, з'єднаний через аналого-цифровий перетворювач (АЦП) з ПЕВМ і друкуючим пристроєм, який відрізняється тим, що у пристрій додатково введені блок фільтрації електричних сигналів, підсилювач, таймер і модулятор, причому блок фільтрів і підсилювач через блок АЦП послідовно підключені до модулятора, а таймер своїм входом...
Спосіб визначення дефектів виливків “шорсткість”
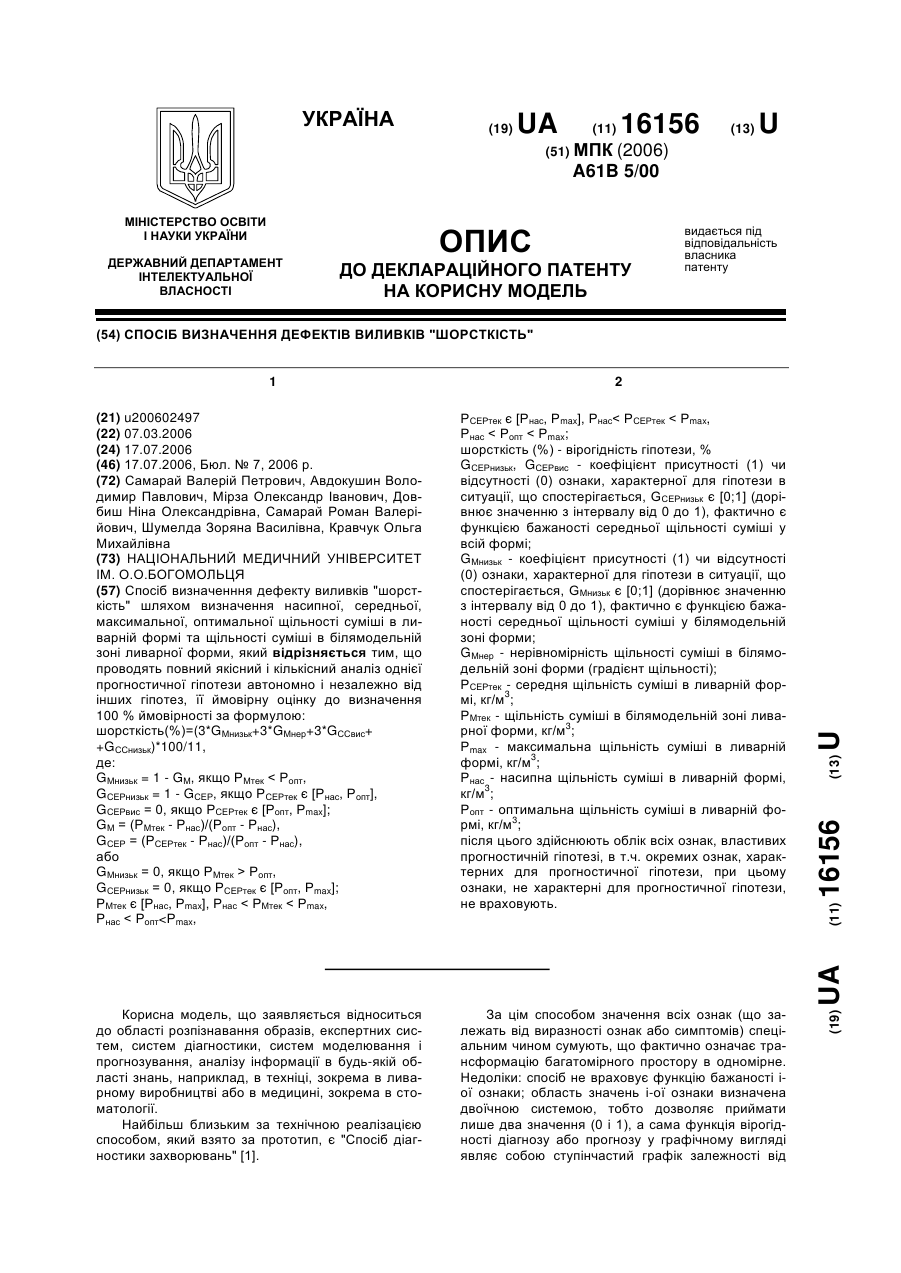
Номер патенту: 16156
Опубліковано: 17.07.2006
Автори: Самарай Роман Валерійович, Кравчук Ольга Михайлівна, Шумелда Зоряна Василівна, Довбиш Ніна Олександрівна, Мірза Олександр Іванович, Авдокушин Володимир Павлович, Самарай Валерій Петрович
МПК: A61B 5/00
Мітки: визначення, виливків, дефектів, спосіб, шорсткість
Формула / Реферат:
Спосіб визначенння дефекту виливків "шорсткість" шляхом визначення насипної, середньої, максимальної, оптимальної щільності суміші в ливарній формі та щільності суміші в білямодельній зоні ливарної форми, який відрізняється тим, що проводять повний якісний і кількісний аналіз однієї прогностичної гіпотези автономно і незалежно від інших гіпотез, її ймовірну оцінку до визначення 100 % ймовірності за формулою:шорсткість...
Спосіб автоматичної компенсації розтягуючих напруг, діючих на передній поверхні різальної пластини в процесі різання
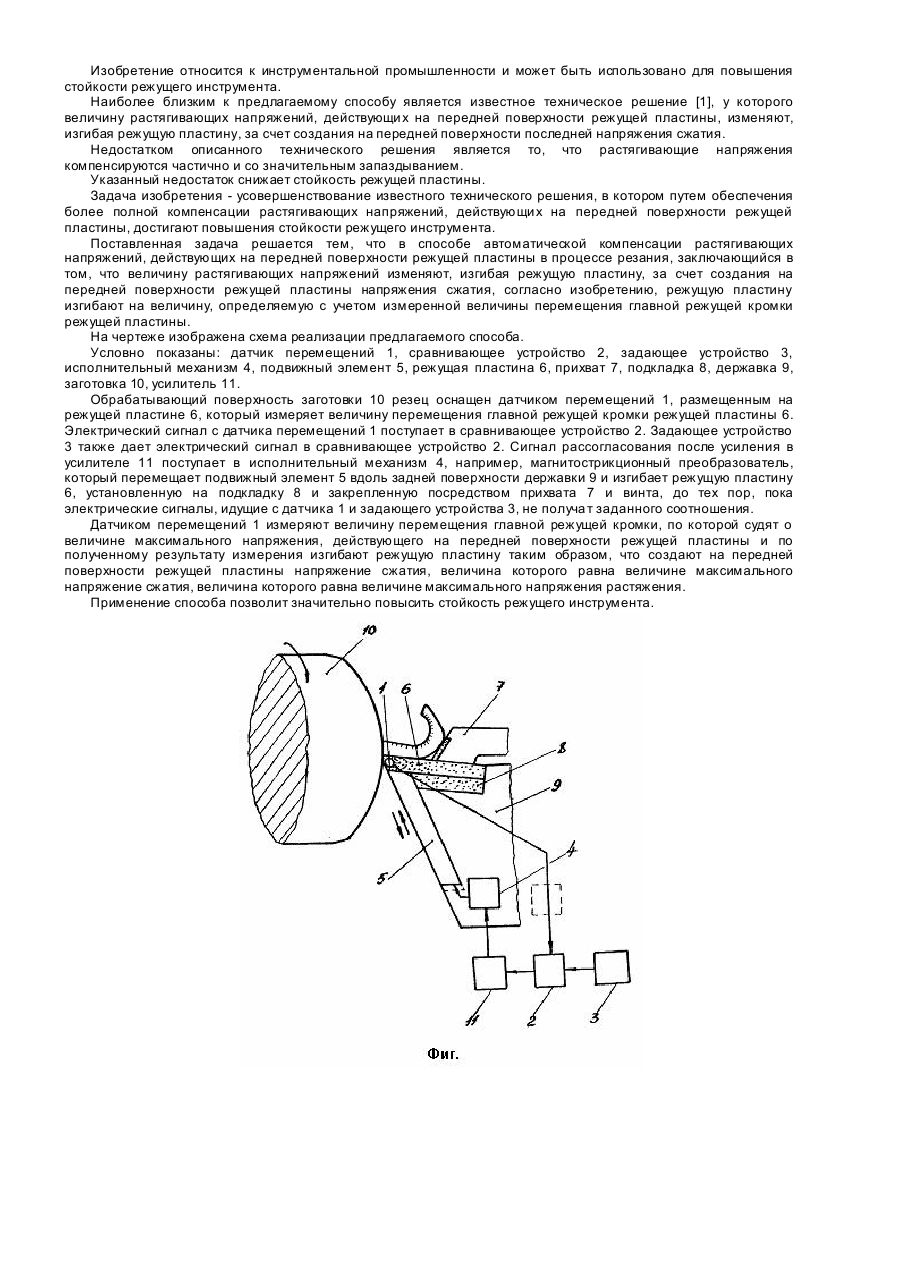
Номер патенту: 4653
Опубліковано: 28.12.1994
Автор: Пожидаєв Олександр Валентинович
МПК: B23Q 15/00
Мітки: пластини, компенсації, процесі, різальної, спосіб, поверхні, різання, передній, напруг, автоматичної, діючих, розтягуючих
Формула / Реферат:
Способ автоматической компенсации растягивающих напряжений, действующих на передней поверхности режущей пластины в процессе резания, заключающийся в том, что величину растягивающих напряжений изменяют, изгибая режущую пластину, за счет создания на передней поверхности режущей пластины напряжения сжатия, отличающийся тем, что режущую пластину изгибают на величину, определяемую с учетом измеренной величины перемещения главной режущей кромки...
Попередній патент: Спосіб приготування солодкого фруктового соусу
Наступний патент: Аудіокодер і аудіодекодер з метаданими гучності та границі програми
Випадковий патент: Спосіб переробки бурого вугілля