Спосіб відновлення кульової опори


Формула / Реферат
1. Спосіб відновлення кульової опори, який включає видалення завальцьованої ділянки верхньої частини корпусу кульової опори, зняття захисного сильфону з нижньої частини корпусу кульової опори, зняття кришки, вилучення з корпусу кульової опори сферичної головки пальця кульової опори та вкладиша, полірування сферичної головки пальця кульової опори, виготовлення з пластику з відповідними властивостями, наприклад поліаміду, нового вкладиша із первісними установчими розмірами, поміщення мастильної речовини на поверхню або поверхні, що контактують у робочому стані із сферичною головкою пальця кульової опори, встановлення сферичної головки пальця кульової опори у новий вкладиш, жорстке встановлення нового вкладиша у наскрізному отворі корпусу кульової опори, встановлення кришки у верхній частині корпусу кульової опори, встановлення нового захисного сильфону на нижню частину корпусу кульової опори, який відрізняється тим, що після зняття кришки, вилучення з корпусу кульової опори сферичної головки пальця кульової опори та вкладиша виготовляють з металу кільце із внутрішнім діаметром, більшим за діаметр кришки, яке виконують та жорстко закріплюють на верхній частині корпусу рульового наконечника із можливістю заміщення видаленої завальцьованої ділянки верхньої частини корпусу, та після встановлення кришки на верхню частину корпусу кульової опори завальцьовують край кільця.
2. Спосіб відновлення кульової опори за п. 1, який відрізняється тим, що вкладиш виконують з капролону.
Текст
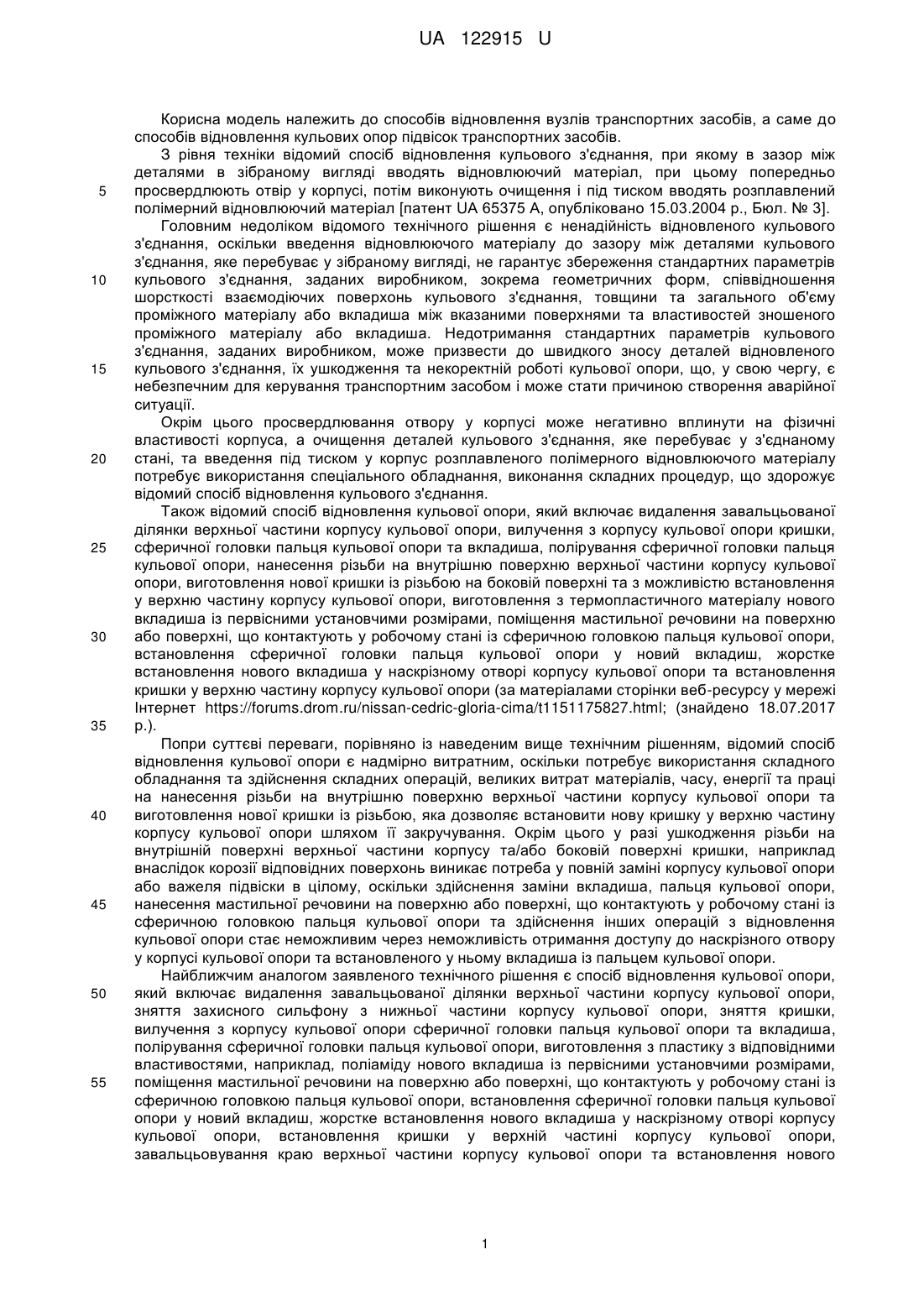
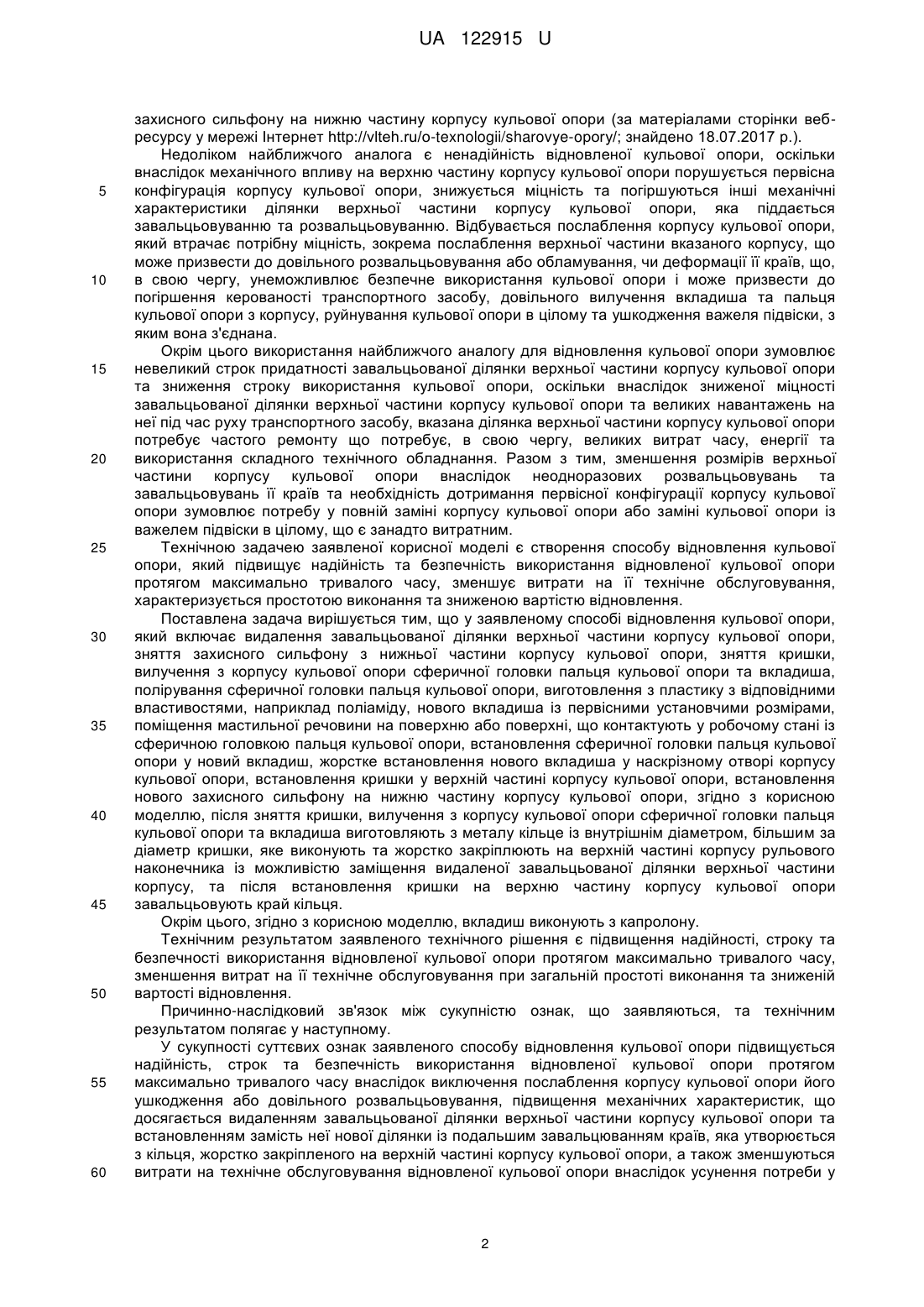
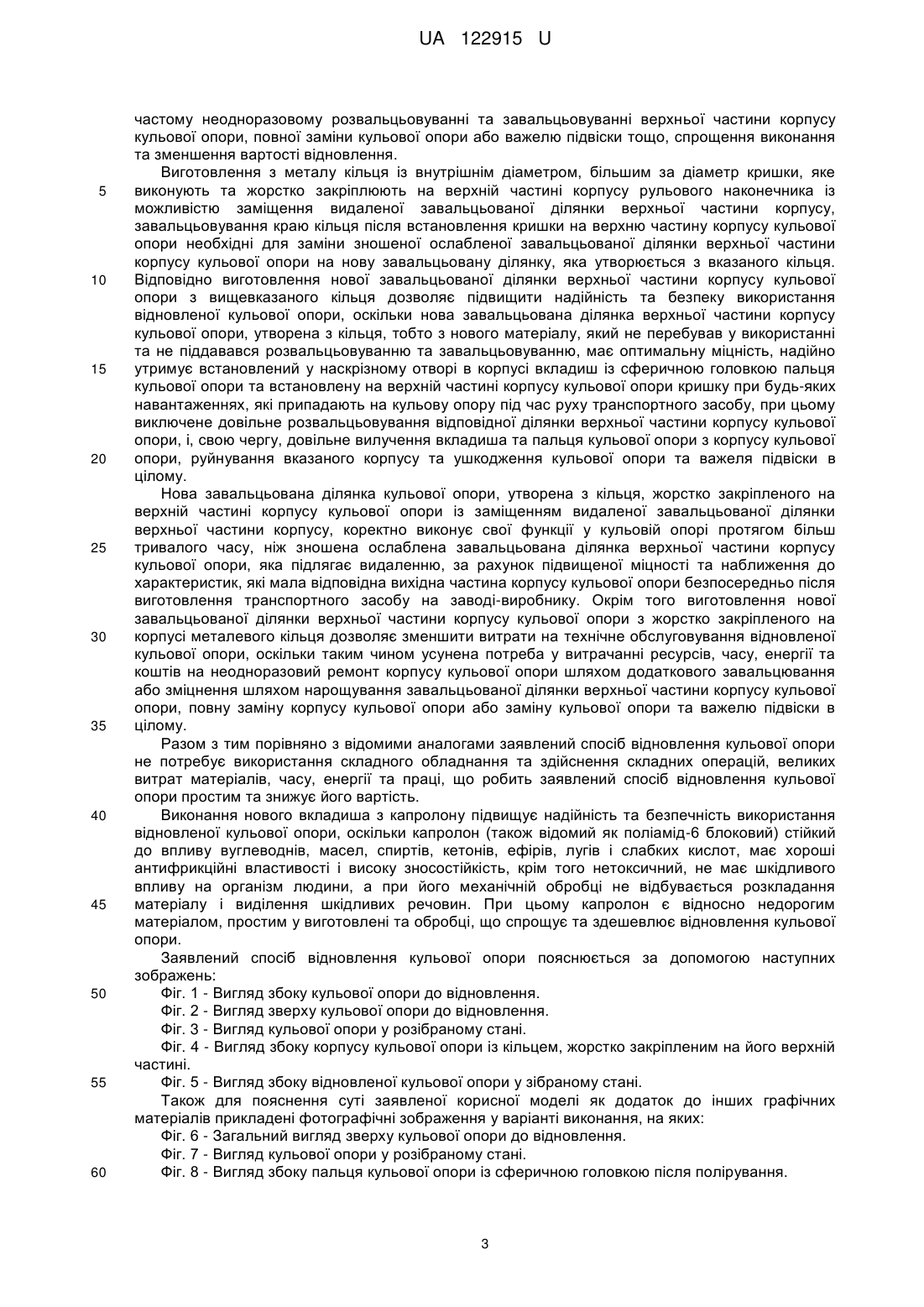
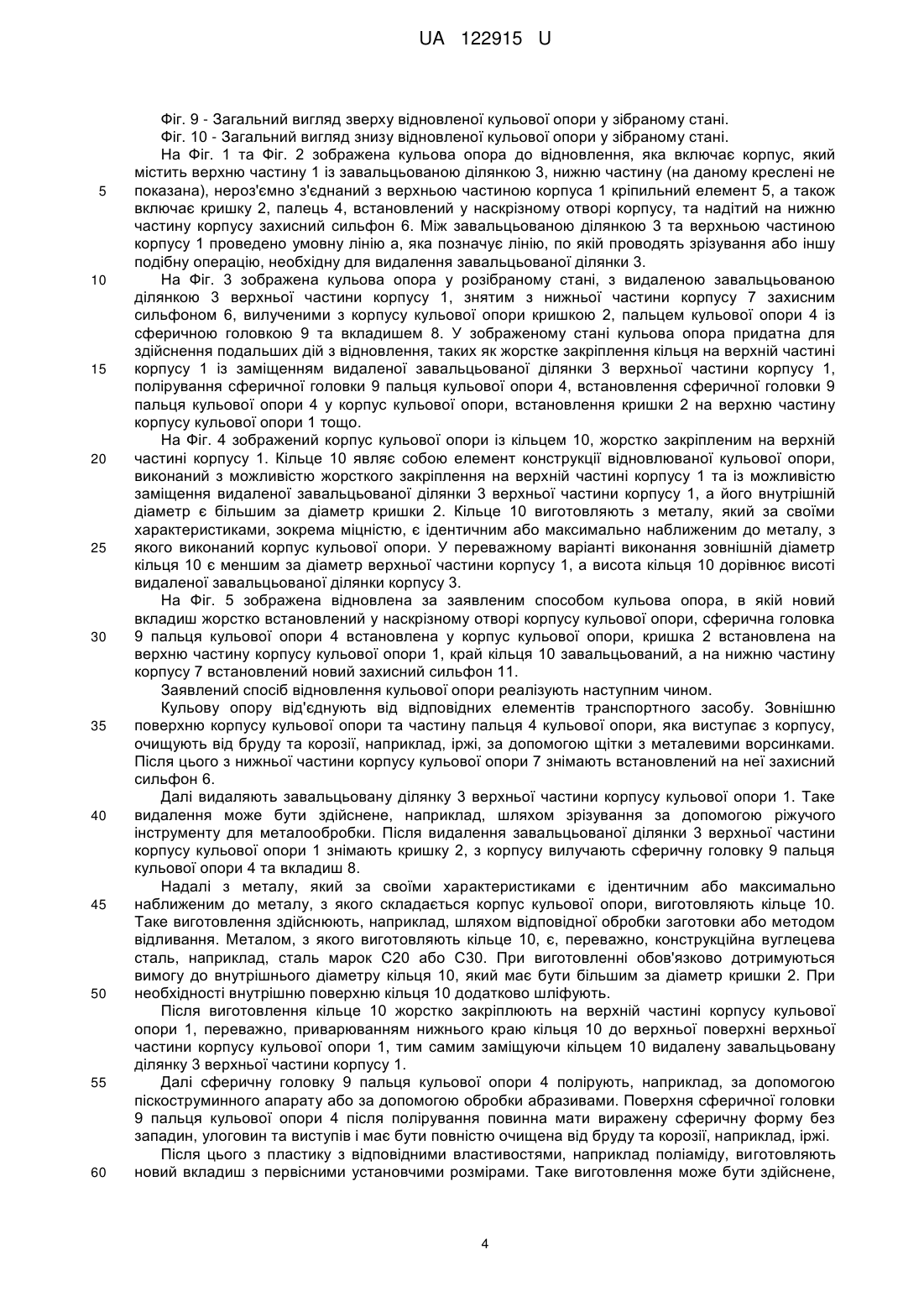
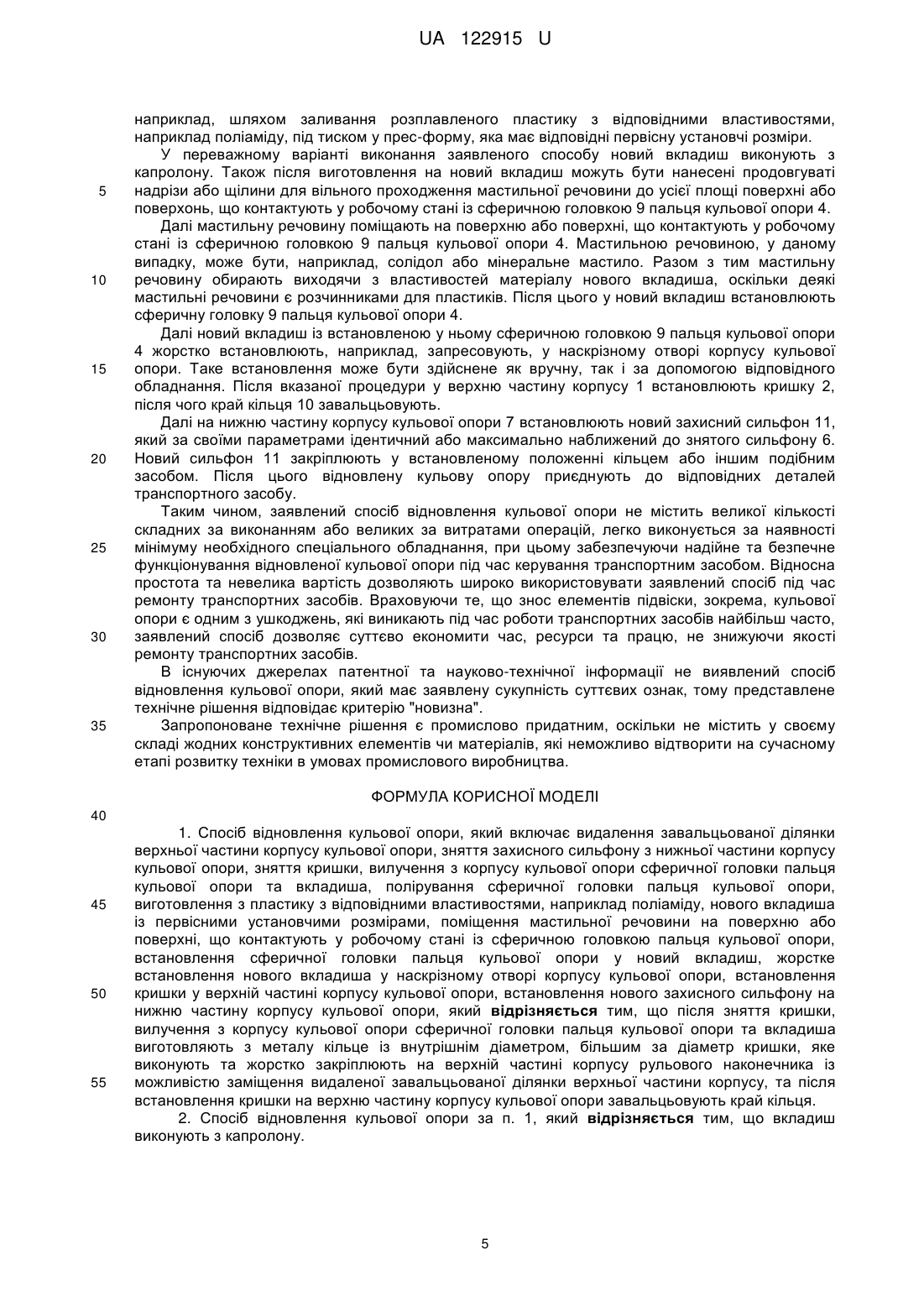
Реферат: Спосіб відновлення кульової опори включає видалення завальцьованої ділянки верхньої частини корпусу кульової опори, зняття захисного сильфону з нижньої частини корпусу кульової опори, зняття кришки, вилучення з корпусу кульової опори сферичної головки пальця кульової опори та вкладиша, полірування сферичної головки пальця кульової опори, виготовлення з пластику, з поліаміду нового вкладиша із первісними установчими розмірами, поміщення мастильної речовини на поверхню або поверхні, що контактують у робочому стані із сферичною головкою пальця кульової опори, встановлення сферичної головки пальця кульової опори у новий вкладиш, жорстке встановлення нового вкладишу у наскрізному отворі корпусу кульової опори, встановлення кришки у верхній частині корпусу, встановлення нового захисного сильфону на нижню частину корпусу. При цьому виготовляють з металу кільце із внутрішнім діаметром, більшим за діаметр кришки, яке виконують та жорстко закріплюють на верхній частині корпусу рульового наконечника із можливістю заміщення видаленої завальцьованої ділянки верхньої частини корпусу, та після встановлення кришки на верхню частину корпусу кульової опори завальцьовують край кільця. UA 122915 U (12) UA 122915 U UA 122915 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до способів відновлення вузлів транспортних засобів, а саме до способів відновлення кульових опор підвісок транспортних засобів. З рівня техніки відомий спосіб відновлення кульового з'єднання, при якому в зазор між деталями в зібраному вигляді вводять відновлюючий матеріал, при цьому попередньо просвердлюють отвір у корпусі, потім виконують очищення і під тиском вводять розплавлений полімерний відновлюючий матеріал [патент UА 65375 А, опубліковано 15.03.2004 р., Бюл. № 3]. Головним недоліком відомого технічного рішення є ненадійність відновленого кульового з'єднання, оскільки введення відновлюючого матеріалу до зазору між деталями кульового з'єднання, яке перебуває у зібраному вигляді, не гарантує збереження стандартних параметрів кульового з'єднання, заданих виробником, зокрема геометричних форм, співвідношення шорсткості взаємодіючих поверхонь кульового з'єднання, товщини та загального об'єму проміжного матеріалу або вкладиша між вказаними поверхнями та властивостей зношеного проміжного матеріалу або вкладиша. Недотримання стандартних параметрів кульового з'єднання, заданих виробником, може призвести до швидкого зносу деталей відновленого кульового з'єднання, їх ушкодження та некоректній роботі кульової опори, що, у свою чергу, є небезпечним для керування транспортним засобом і може стати причиною створення аварійної ситуації. Окрім цього просвердлювання отвору у корпусі може негативно вплинути на фізичні властивості корпуса, а очищення деталей кульового з'єднання, яке перебуває у з'єднаному стані, та введення під тиском у корпус розплавленого полімерного відновлюючого матеріалу потребує використання спеціального обладнання, виконання складних процедур, що здорожує відомий спосіб відновлення кульового з'єднання. Також відомий спосіб відновлення кульової опори, який включає видалення завальцьованої ділянки верхньої частини корпусу кульової опори, вилучення з корпусу кульової опори кришки, сферичної головки пальця кульової опори та вкладиша, полірування сферичної головки пальця кульової опори, нанесення різьби на внутрішню поверхню верхньої частини корпусу кульової опори, виготовлення нової кришки із різьбою на боковій поверхні та з можливістю встановлення у верхню частину корпусу кульової опори, виготовлення з термопластичного матеріалу нового вкладиша із первісними установчими розмірами, поміщення мастильної речовини на поверхню або поверхні, що контактують у робочому стані із сферичною головкою пальця кульової опори, встановлення сферичної головки пальця кульової опори у новий вкладиш, жорстке встановлення нового вкладиша у наскрізному отворі корпусу кульової опори та встановлення кришки у верхню частину корпусу кульової опори (за матеріалами сторінки веб-ресурсу у мережі Інтернет https://forums.drom.ru/nissan-cedric-gloria-cima/t1151175827.html; (знайдено 18.07.2017 р.). Попри суттєві переваги, порівняно із наведеним вище технічним рішенням, відомий спосіб відновлення кульової опори є надмірно витратним, оскільки потребує використання складного обладнання та здійснення складних операцій, великих витрат матеріалів, часу, енергії та праці на нанесення різьби на внутрішню поверхню верхньої частини корпусу кульової опори та виготовлення нової кришки із різьбою, яка дозволяє встановити нову кришку у верхню частину корпусу кульової опори шляхом її закручування. Окрім цього у разі ушкодження різьби на внутрішній поверхні верхньої частини корпусу та/або боковій поверхні кришки, наприклад внаслідок корозії відповідних поверхонь виникає потреба у повній заміні корпусу кульової опори або важеля підвіски в цілому, оскільки здійснення заміни вкладиша, пальця кульової опори, нанесення мастильної речовини на поверхню або поверхні, що контактують у робочому стані із сферичною головкою пальця кульової опори та здійснення інших операцій з відновлення кульової опори стає неможливим через неможливість отримання доступу до наскрізного отвору у корпусі кульової опори та встановленого у ньому вкладиша із пальцем кульової опори. Найближчим аналогом заявленого технічного рішення є спосіб відновлення кульової опори, який включає видалення завальцьованої ділянки верхньої частини корпусу кульової опори, зняття захисного сильфону з нижньої частини корпусу кульової опори, зняття кришки, вилучення з корпусу кульової опори сферичної головки пальця кульової опори та вкладиша, полірування сферичної головки пальця кульової опори, виготовлення з пластику з відповідними властивостями, наприклад, поліаміду нового вкладиша із первісними установчими розмірами, поміщення мастильної речовини на поверхню або поверхні, що контактують у робочому стані із сферичною головкою пальця кульової опори, встановлення сферичної головки пальця кульової опори у новий вкладиш, жорстке встановлення нового вкладиша у наскрізному отворі корпусу кульової опори, встановлення кришки у верхній частині корпусу кульової опори, завальцьовування краю верхньої частини корпусу кульової опори та встановлення нового 1 UA 122915 U 5 10 15 20 25 30 35 40 45 50 55 60 захисного сильфону на нижню частину корпусу кульової опори (за матеріалами сторінки вебресурсу у мережі Інтернет http://vlteh.ru/o-texnologii/sharovye-opory/; знайдено 18.07.2017 р.). Недоліком найближчого аналога є ненадійність відновленої кульової опори, оскільки внаслідок механічного впливу на верхню частину корпусу кульової опори порушується первісна конфігурація корпусу кульової опори, знижується міцність та погіршуються інші механічні характеристики ділянки верхньої частини корпусу кульової опори, яка піддається завальцьовуванню та розвальцьовуванню. Відбувається послаблення корпусу кульової опори, який втрачає потрібну міцність, зокрема послаблення верхньої частини вказаного корпусу, що може призвести до довільного розвальцьовування або обламування, чи деформації її країв, що, в свою чергу, унеможливлює безпечне використання кульової опори і може призвести до погіршення керованості транспортного засобу, довільного вилучення вкладиша та пальця кульової опори з корпусу, руйнування кульової опори в цілому та ушкодження важеля підвіски, з яким вона з'єднана. Окрім цього використання найближчого аналогу для відновлення кульової опори зумовлює невеликий строк придатності завальцьованої ділянки верхньої частини корпусу кульової опори та зниження строку використання кульової опори, оскільки внаслідок зниженої міцності завальцьованої ділянки верхньої частини корпусу кульової опори та великих навантажень на неї під час руху транспортного засобу, вказана ділянка верхньої частини корпусу кульової опори потребує частого ремонту що потребує, в свою чергу, великих витрат часу, енергії та використання складного технічного обладнання. Разом з тим, зменшення розмірів верхньої частини корпусу кульової опори внаслідок неодноразових розвальцьовувань та завальцьовувань її країв та необхідність дотримання первісної конфігурації корпусу кульової опори зумовлює потребу у повній заміні корпусу кульової опори або заміні кульової опори із важелем підвіски в цілому, що є занадто витратним. Технічною задачею заявленої корисної моделі є створення способу відновлення кульової опори, який підвищує надійність та безпечність використання відновленої кульової опори протягом максимально тривалого часу, зменшує витрати на її технічне обслуговування, характеризується простотою виконання та зниженою вартістю відновлення. Поставлена задача вирішується тим, що у заявленому способі відновлення кульової опори, який включає видалення завальцьованої ділянки верхньої частини корпусу кульової опори, зняття захисного сильфону з нижньої частини корпусу кульової опори, зняття кришки, вилучення з корпусу кульової опори сферичної головки пальця кульової опори та вкладиша, полірування сферичної головки пальця кульової опори, виготовлення з пластику з відповідними властивостями, наприклад поліаміду, нового вкладиша із первісними установчими розмірами, поміщення мастильної речовини на поверхню або поверхні, що контактують у робочому стані із сферичною головкою пальця кульової опори, встановлення сферичної головки пальця кульової опори у новий вкладиш, жорстке встановлення нового вкладиша у наскрізному отворі корпусу кульової опори, встановлення кришки у верхній частині корпусу кульової опори, встановлення нового захисного сильфону на нижню частину корпусу кульової опори, згідно з корисною моделлю, після зняття кришки, вилучення з корпусу кульової опори сферичної головки пальця кульової опори та вкладиша виготовляють з металу кільце із внутрішнім діаметром, більшим за діаметр кришки, яке виконують та жорстко закріплюють на верхній частині корпусу рульового наконечника із можливістю заміщення видаленої завальцьованої ділянки верхньої частини корпусу, та після встановлення кришки на верхню частину корпусу кульової опори завальцьовують край кільця. Окрім цього, згідно з корисною моделлю, вкладиш виконують з капролону. Технічним результатом заявленого технічного рішення є підвищення надійності, строку та безпечності використання відновленої кульової опори протягом максимально тривалого часу, зменшення витрат на її технічне обслуговування при загальній простоті виконання та зниженій вартості відновлення. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у наступному. У сукупності суттєвих ознак заявленого способу відновлення кульової опори підвищується надійність, строк та безпечність використання відновленої кульової опори протягом максимально тривалого часу внаслідок виключення послаблення корпусу кульової опори його ушкодження або довільного розвальцьовування, підвищення механічних характеристик, що досягається видаленням завальцьованої ділянки верхньої частини корпусу кульової опори та встановленням замість неї нової ділянки із подальшим завальцюванням країв, яка утворюється з кільця, жорстко закріпленого на верхній частині корпусу кульової опори, а також зменшуються витрати на технічне обслуговування відновленої кульової опори внаслідок усунення потреби у 2 UA 122915 U 5 10 15 20 25 30 35 40 45 50 55 60 частому неодноразовому розвальцьовуванні та завальцьовуванні верхньої частини корпусу кульової опори, повної заміни кульової опори або важелю підвіски тощо, спрощення виконання та зменшення вартості відновлення. Виготовлення з металу кільця із внутрішнім діаметром, більшим за діаметр кришки, яке виконують та жорстко закріплюють на верхній частині корпусу рульового наконечника із можливістю заміщення видаленої завальцьованої ділянки верхньої частини корпусу, завальцьовування краю кільця після встановлення кришки на верхню частину корпусу кульової опори необхідні для заміни зношеної ослабленої завальцьованої ділянки верхньої частини корпусу кульової опори на нову завальцьовану ділянку, яка утворюється з вказаного кільця. Відповідно виготовлення нової завальцьованої ділянки верхньої частини корпусу кульової опори з вищевказаного кільця дозволяє підвищити надійність та безпеку використання відновленої кульової опори, оскільки нова завальцьована ділянка верхньої частини корпусу кульової опори, утворена з кільця, тобто з нового матеріалу, який не перебував у використанні та не піддавався розвальцьовуванню та завальцьовуванню, має оптимальну міцність, надійно утримує встановлений у наскрізному отворі в корпусі вкладиш із сферичною головкою пальця кульової опори та встановлену на верхній частині корпусу кульової опори кришку при будь-яких навантаженнях, які припадають на кульову опору під час руху транспортного засобу, при цьому виключене довільне розвальцьовування відповідної ділянки верхньої частини корпусу кульової опори, і, свою чергу, довільне вилучення вкладиша та пальця кульової опори з корпусу кульової опори, руйнування вказаного корпусу та ушкодження кульової опори та важеля підвіски в цілому. Нова завальцьована ділянка кульової опори, утворена з кільця, жорстко закріпленого на верхній частині корпусу кульової опори із заміщенням видаленої завальцьованої ділянки верхньої частини корпусу, коректно виконує свої функції у кульовій опорі протягом більш тривалого часу, ніж зношена ослаблена завальцьована ділянка верхньої частини корпусу кульової опори, яка підлягає видаленню, за рахунок підвищеної міцності та наближення до характеристик, які мала відповідна вихідна частина корпусу кульової опори безпосередньо після виготовлення транспортного засобу на заводі-виробнику. Окрім того виготовлення нової завальцьованої ділянки верхньої частини корпусу кульової опори з жорстко закріпленого на корпусі металевого кільця дозволяє зменшити витрати на технічне обслуговування відновленої кульової опори, оскільки таким чином усунена потреба у витрачанні ресурсів, часу, енергії та коштів на неодноразовий ремонт корпусу кульової опори шляхом додаткового завальцювання або зміцнення шляхом нарощування завальцьованої ділянки верхньої частини корпусу кульової опори, повну заміну корпусу кульової опори або заміну кульової опори та важелю підвіски в цілому. Разом з тим порівняно з відомими аналогами заявлений спосіб відновлення кульової опори не потребує використання складного обладнання та здійснення складних операцій, великих витрат матеріалів, часу, енергії та праці, що робить заявлений спосіб відновлення кульової опори простим та знижує його вартість. Виконання нового вкладиша з капролону підвищує надійність та безпечність використання відновленої кульової опори, оскільки капролон (також відомий як поліамід-6 блоковий) стійкий до впливу вуглеводнів, масел, спиртів, кетонів, ефірів, лугів і слабких кислот, має хороші антифрикційні властивості і високу зносостійкість, крім того нетоксичний, не має шкідливого впливу на організм людини, а при його механічній обробці не відбувається розкладання матеріалу і виділення шкідливих речовин. При цьому капролон є відносно недорогим матеріалом, простим у виготовлені та обробці, що спрощує та здешевлює відновлення кульової опори. Заявлений спосіб відновлення кульової опори пояснюється за допомогою наступних зображень: Фіг. 1 - Вигляд збоку кульової опори до відновлення. Фіг. 2 - Вигляд зверху кульової опори до відновлення. Фіг. 3 - Вигляд кульової опори у розібраному стані. Фіг. 4 - Вигляд збоку корпусу кульової опори із кільцем, жорстко закріпленим на його верхній частині. Фіг. 5 - Вигляд збоку відновленої кульової опори у зібраному стані. Також для пояснення суті заявленої корисної моделі як додаток до інших графічних матеріалів прикладені фотографічні зображення у варіанті виконання, на яких: Фіг. 6 - Загальний вигляд зверху кульової опори до відновлення. Фіг. 7 - Вигляд кульової опори у розібраному стані. Фіг. 8 - Вигляд збоку пальця кульової опори із сферичною головкою після полірування. 3 UA 122915 U 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 9 - Загальний вигляд зверху відновленої кульової опори у зібраному стані. Фіг. 10 - Загальний вигляд знизу відновленої кульової опори у зібраному стані. На Фіг. 1 та Фіг. 2 зображена кульова опора до відновлення, яка включає корпус, який містить верхню частину 1 із завальцьованою ділянкою 3, нижню частину (на даному креслені не показана), нероз'ємно з'єднаний з верхньою частиною корпуса 1 кріпильний елемент 5, а також включає кришку 2, палець 4, встановлений у наскрізному отворі корпусу, та надітий на нижню частину корпусу захисний сильфон 6. Між завальцьованою ділянкою 3 та верхньою частиною корпусу 1 проведено умовну лінію а, яка позначує лінію, по якій проводять зрізування або іншу подібну операцію, необхідну для видалення завальцьованої ділянки 3. На Фіг. 3 зображена кульова опора у розібраному стані, з видаленою завальцьованою ділянкою 3 верхньої частини корпусу 1, знятим з нижньої частини корпусу 7 захисним сильфоном 6, вилученими з корпусу кульової опори кришкою 2, пальцем кульової опори 4 із сферичною головкою 9 та вкладишем 8. У зображеному стані кульова опора придатна для здійснення подальших дій з відновлення, таких як жорстке закріплення кільця на верхній частині корпусу 1 із заміщенням видаленої завальцьованої ділянки 3 верхньої частини корпусу 1, полірування сферичної головки 9 пальця кульової опори 4, встановлення сферичної головки 9 пальця кульової опори 4 у корпус кульової опори, встановлення кришки 2 на верхню частину корпусу кульової опори 1 тощо. На Фіг. 4 зображений корпус кульової опори із кільцем 10, жорстко закріпленим на верхній частині корпусу 1. Кільце 10 являє собою елемент конструкції відновлюваної кульової опори, виконаний з можливістю жорсткого закріплення на верхній частині корпусу 1 та із можливістю заміщення видаленої завальцьованої ділянки 3 верхньої частини корпусу 1, а його внутрішній діаметр є більшим за діаметр кришки 2. Кільце 10 виготовляють з металу, який за своїми характеристиками, зокрема міцністю, є ідентичним або максимально наближеним до металу, з якого виконаний корпус кульової опори. У переважному варіанті виконання зовнішній діаметр кільця 10 є меншим за діаметр верхньої частини корпусу 1, а висота кільця 10 дорівнює висоті видаленої завальцьованої ділянки корпусу 3. На Фіг. 5 зображена відновлена за заявленим способом кульова опора, в якій новий вкладиш жорстко встановлений у наскрізному отворі корпусу кульової опори, сферична головка 9 пальця кульової опори 4 встановлена у корпус кульової опори, кришка 2 встановлена на верхню частину корпусу кульової опори 1, край кільця 10 завальцьований, а на нижню частину корпусу 7 встановлений новий захисний сильфон 11. Заявлений спосіб відновлення кульової опори реалізують наступним чином. Кульову опору від'єднують від відповідних елементів транспортного засобу. Зовнішню поверхню корпусу кульової опори та частину пальця 4 кульової опори, яка виступає з корпусу, очищують від бруду та корозії, наприклад, іржі, за допомогою щітки з металевими ворсинками. Після цього з нижньої частини корпусу кульової опори 7 знімають встановлений на неї захисний сильфон 6. Далі видаляють завальцьовану ділянку 3 верхньої частини корпусу кульової опори 1. Таке видалення може бути здійснене, наприклад, шляхом зрізування за допомогою ріжучого інструменту для металообробки. Після видалення завальцьованої ділянки 3 верхньої частини корпусу кульової опори 1 знімають кришку 2, з корпусу вилучають сферичну головку 9 пальця кульової опори 4 та вкладиш 8. Надалі з металу, який за своїми характеристиками є ідентичним або максимально наближеним до металу, з якого складається корпус кульової опори, виготовляють кільце 10. Таке виготовлення здійснюють, наприклад, шляхом відповідної обробки заготовки або методом відливання. Металом, з якого виготовляють кільце 10, є, переважно, конструкційна вуглецева сталь, наприклад, сталь марок С20 або С30. При виготовленні обов'язково дотримуються вимогу до внутрішнього діаметру кільця 10, який має бути більшим за діаметр кришки 2. При необхідності внутрішню поверхню кільця 10 додатково шліфують. Після виготовлення кільце 10 жорстко закріплюють на верхній частині корпусу кульової опори 1, переважно, приварюванням нижнього краю кільця 10 до верхньої поверхні верхньої частини корпусу кульової опори 1, тим самим заміщуючи кільцем 10 видалену завальцьовану ділянку 3 верхньої частини корпусу 1. Далі сферичну головку 9 пальця кульової опори 4 полірують, наприклад, за допомогою піскоструминного апарату або за допомогою обробки абразивами. Поверхня сферичної головки 9 пальця кульової опори 4 після полірування повинна мати виражену сферичну форму без западин, улоговин та виступів і має бути повністю очищена від бруду та корозії, наприклад, іржі. Після цього з пластику з відповідними властивостями, наприклад поліаміду, виготовляють новий вкладиш з первісними установчими розмірами. Таке виготовлення може бути здійснене, 4 UA 122915 U 5 10 15 20 25 30 35 наприклад, шляхом заливання розплавленого пластику з відповідними властивостями, наприклад поліаміду, під тиском у прес-форму, яка має відповідні первісну установчі розміри. У переважному варіанті виконання заявленого способу новий вкладиш виконують з капролону. Також після виготовлення на новий вкладиш можуть бути нанесені продовгуваті надрізи або щілини для вільного проходження мастильної речовини до усієї площі поверхні або поверхонь, що контактують у робочому стані із сферичною головкою 9 пальця кульової опори 4. Далі мастильну речовину поміщають на поверхню або поверхні, що контактують у робочому стані із сферичною головкою 9 пальця кульової опори 4. Мастильною речовиною, у даному випадку, може бути, наприклад, солідол або мінеральне мастило. Разом з тим мастильну речовину обирають виходячи з властивостей матеріалу нового вкладиша, оскільки деякі мастильні речовини є розчинниками для пластиків. Після цього у новий вкладиш встановлюють сферичну головку 9 пальця кульової опори 4. Далі новий вкладиш із встановленою у ньому сферичною головкою 9 пальця кульової опори 4 жорстко встановлюють, наприклад, запресовують, у наскрізному отворі корпусу кульової опори. Таке встановлення може бути здійснене як вручну, так і за допомогою відповідного обладнання. Після вказаної процедури у верхню частину корпусу 1 встановлюють кришку 2, після чого край кільця 10 завальцьовують. Далі на нижню частину корпусу кульової опори 7 встановлюють новий захисний сильфон 11, який за своїми параметрами ідентичний або максимально наближений до знятого сильфону 6. Новий сильфон 11 закріплюють у встановленому положенні кільцем або іншим подібним засобом. Після цього відновлену кульову опору приєднують до відповідних деталей транспортного засобу. Таким чином, заявлений спосіб відновлення кульової опори не містить великої кількості складних за виконанням або великих за витратами операцій, легко виконується за наявності мінімуму необхідного спеціального обладнання, при цьому забезпечуючи надійне та безпечне функціонування відновленої кульової опори під час керування транспортним засобом. Відносна простота та невелика вартість дозволяють широко використовувати заявлений спосіб під час ремонту транспортних засобів. Враховуючи те, що знос елементів підвіски, зокрема, кульової опори є одним з ушкоджень, які виникають під час роботи транспортних засобів найбільш часто, заявлений спосіб дозволяє суттєво економити час, ресурси та працю, не знижуючи якості ремонту транспортних засобів. В існуючих джерелах патентної та науково-технічної інформації не виявлений спосіб відновлення кульової опори, який має заявлену сукупність суттєвих ознак, тому представлене технічне рішення відповідає критерію "новизна". Запропоноване технічне рішення є промислово придатним, оскільки не містить у своєму складі жодних конструктивних елементів чи матеріалів, які неможливо відтворити на сучасному етапі розвитку техніки в умовах промислового виробництва. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 55 1. Спосіб відновлення кульової опори, який включає видалення завальцьованої ділянки верхньої частини корпусу кульової опори, зняття захисного сильфону з нижньої частини корпусу кульової опори, зняття кришки, вилучення з корпусу кульової опори сферичної головки пальця кульової опори та вкладиша, полірування сферичної головки пальця кульової опори, виготовлення з пластику з відповідними властивостями, наприклад поліаміду, нового вкладиша із первісними установчими розмірами, поміщення мастильної речовини на поверхню або поверхні, що контактують у робочому стані із сферичною головкою пальця кульової опори, встановлення сферичної головки пальця кульової опори у новий вкладиш, жорстке встановлення нового вкладиша у наскрізному отворі корпусу кульової опори, встановлення кришки у верхній частині корпусу кульової опори, встановлення нового захисного сильфону на нижню частину корпусу кульової опори, який відрізняється тим, що після зняття кришки, вилучення з корпусу кульової опори сферичної головки пальця кульової опори та вкладиша виготовляють з металу кільце із внутрішнім діаметром, більшим за діаметр кришки, яке виконують та жорстко закріплюють на верхній частині корпусу рульового наконечника із можливістю заміщення видаленої завальцьованої ділянки верхньої частини корпусу, та після встановлення кришки на верхню частину корпусу кульової опори завальцьовують край кільця. 2. Спосіб відновлення кульової опори за п. 1, який відрізняється тим, що вкладиш виконують з капролону. 5 UA 122915 U 6 UA 122915 U 7 UA 122915 U 8 UA 122915 U 9 UA 122915 U 10 UA 122915 U Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23P 11/02, B29C 73/00, B23P 6/00
Мітки: опори, відновлення, кульової, спосіб
Код посилання
<a href="https://ua.patents.su/13-122915-sposib-vidnovlennya-kulovo-opori.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення кульової опори</a>
Шарнір кульової опори і кермової тяги автомобіля та спосіб його виготовлення
Номер патенту: 55716
Опубліковано: 15.04.2003
Автори: Петряшев Вячеслав Миколайович, Петряшев Костянтин Вячеславович
МПК: F16C 11/00, F16C 11/06, B62D 7/00
Мітки: виготовлення, кермової, спосіб, опори, автомобіля, тяги, шарнір, кульової
Формула / Реферат:
1. Шарнір кульової опори і кермової тяги автомобіля, що містить корпус з порожниною, оснащений кришкою з одного торця і співвісним порожнині отвором у протилежному торці, виконаним з утворенням бурту, палець зі стрижнем і сферичною головкою й опорний елемент із полімерного матеріалу, розміщений у порожнині корпусу, при цьому головка пальця встановлена в опорному елементі по осі симетрії порожнини, стрижень проходить через отвір у торці...
Спосіб відновлення рульового наконечника
Номер патенту: 122914
Опубліковано: 25.01.2018
Автор: Захарчук Максим Вячеславович
МПК: B23P 11/02, B23P 6/00, B29C 73/00
Мітки: рульового, спосіб, наконечника, відновлення
Формула / Реферат:
1. Спосіб відновлення рульового наконечника, який включає видалення завальцьованої ділянки верхньої частини корпусу рульового наконечника, зняття кришки, вилучення з корпусу рульового наконечника вкладиша та сферичної головки пальця рульового наконечника, полірування сферичної головки пальця рульового наконечника, виготовлення з пластику з відповідними властивостями, наприклад поліаміду, нового вкладиша із первісними установними розмірами,...
Спосіб відновлення рульової тяги
Номер патенту: 116315
Опубліковано: 10.05.2017
Автор: Захарчук Максим Вячеславович
МПК: B29C 73/00, B23P 11/02, B23P 6/00
Мітки: спосіб, рульової, тяги, відновлення
Формула / Реферат:
1. Спосіб відновлення рульової тяги, що включає видалення завальцьованої ділянки вихідного корпусу рульової тяги, вилучення з вихідного корпусу рульової тяги сферичної головки пальця рульової тяги, виготовлення з пластику нового вкладиша, який відрізняється тим, що виготовляють з металу з відповідними властивостями новий корпус рульової тяги, розміри якого відповідають первісним установчим розмірам вихідного корпусу рульової тяги, та...
Спосіб відновлення передньої опори при патологічних станах хребта
Номер патенту: 81139
Опубліковано: 25.06.2013
Автори: Самойленко Олександр Анатолійович, Швець Олексій Іванович, Івченко Валерій Костянтинович
МПК: A61K 33/08, A61B 17/00
Мітки: хребта, патологічних, опори, станах, відновлення, спосіб, передньої
Формула / Реферат:
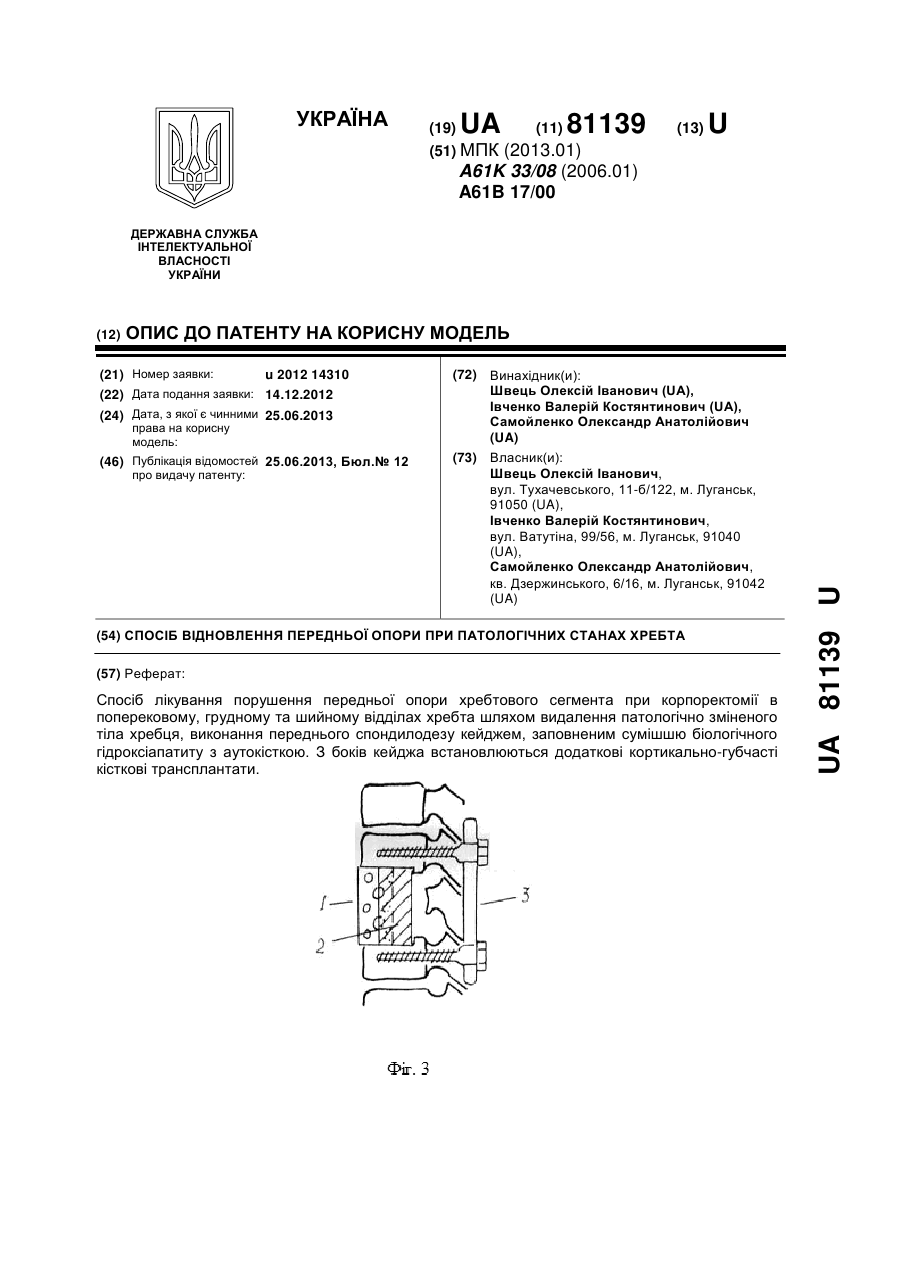
Спосіб лікування порушення передньої опори хребтового сегмента при корпоректомії в поперековому, грудному та шийному відділах хребта, що включає видалення патологічно зміненого тіла хребця, виконання переднього спондилодезу кейджем, заповненим сумішшю біологічного гідроксіапатиту з аутокісткою, який відрізняється тим, що з боків кейджа встановлюються додаткові кортикально-губчасті кісткові трансплантати.
Спосіб отримання в повітряній атмосфері плазмоїдів штучної кульової блискавки
Номер патенту: 74850
Опубліковано: 12.11.2012
Автор: Баранов Михайло Іванович
МПК: H03K 3/53
Мітки: плазмоїдів, повітряній, отримання, штучної, атмосфери, блискавки, спосіб, кульової
Формула / Реферат:
1. Спосіб отримання в повітряній атмосфері плазмоїдів штучної кульової блискавки, який включає електричний розряд заздалегідь зарядженої високовольтної конденсаторної батареї через сильнострумний комутатор і масивні металеві струмопроводи на електричне навантаження, який відрізняється тим, що електричний розряд високовольтної конденсаторної батареї на електричне навантаження здійснюють у режимі дугового розряду між потенційним і заземленим...
Попередній патент: Спосіб відновлення рульового наконечника
Наступний патент: Спосіб виготовлення бренді виноградного ординарного “фрателі класичний”
Випадковий патент: Спірометричний турбінний перетворювач