Шарнір кульової опори і кермової тяги автомобіля та спосіб його виготовлення
Номер патенту: 55716
Опубліковано: 15.04.2003
Автори: Петряшев Костянтин Вячеславович, Петряшев Вячеслав Миколайович
Формула / Реферат
1. Шарнір кульової опори і кермової тяги автомобіля, що містить корпус з порожниною, оснащений кришкою з одного торця і співвісним порожнині отвором у протилежному торці, виконаним з утворенням бурту, палець зі стрижнем і сферичною головкою й опорний елемент із полімерного матеріалу, розміщений у порожнині корпусу, при цьому головка пальця встановлена в опорному елементі по осі симетрії порожнини, стрижень проходить через отвір у торці корпусу, а діаметр зазначеного отвору менше діаметра головки пальця, який відрізняється тим, що опорний елемент виконаний у вигляді втулки, поверхні якої щільно контактують зі стінками порожнини корпусу по всій її твірній, внутрішніми поверхнями кришки і бурту, і поверхнею головки пальця, охоплюючи її до місця сполучення головки зі стрижнем, при цьому між поверхнями втулки і головки пальця є тонкий шар мастила, а кришка корпусу оснащена як мінімум двома технологічними отворами.
2. Шарнір за п. 1, який відрізняється тим, що діаметр отвору в торці корпусу менше діаметра головки пальця на 1,5-3,0 мм.
3. Спосіб виготовлення шарніра кульової опори і кермової тяги автомобіля, що полягає в установленні головки пальця в порожнині корпусу, який відрізняється тим, що на головку пальця наносять тонкий шар мастила, корпус з пальцем встановлюють у прес-формі так, щоб головка пальця розміщалася в порожнині корпусу по осі симетрії порожнини з зазором від внутрішньої поверхні бурту, а зазор перекривався прес-формою, після чого установлюють кришку, нагрівають корпус і через один з технологічних отворів у кришці під тиском заливають у порожнину корпусу розплавлений полімерний матеріал до витікання його назовні через другий технологічний отвір.
4. Спосіб за п. 3, який відрізняється тим, що зазор між головкою пальця і внутрішньою поверхнею бурту становить 1,0-2,0 мм.
5. Спосіб за п. 3 або 4, який відрізняється тим, що корпус нагрівають до температури 60-70°С.
6. Спосіб за п. 3 або 4, або 5, який відрізняється тим, що розплавлений полімерний матеріал заливають під тиском 60-80 кгс.
Текст
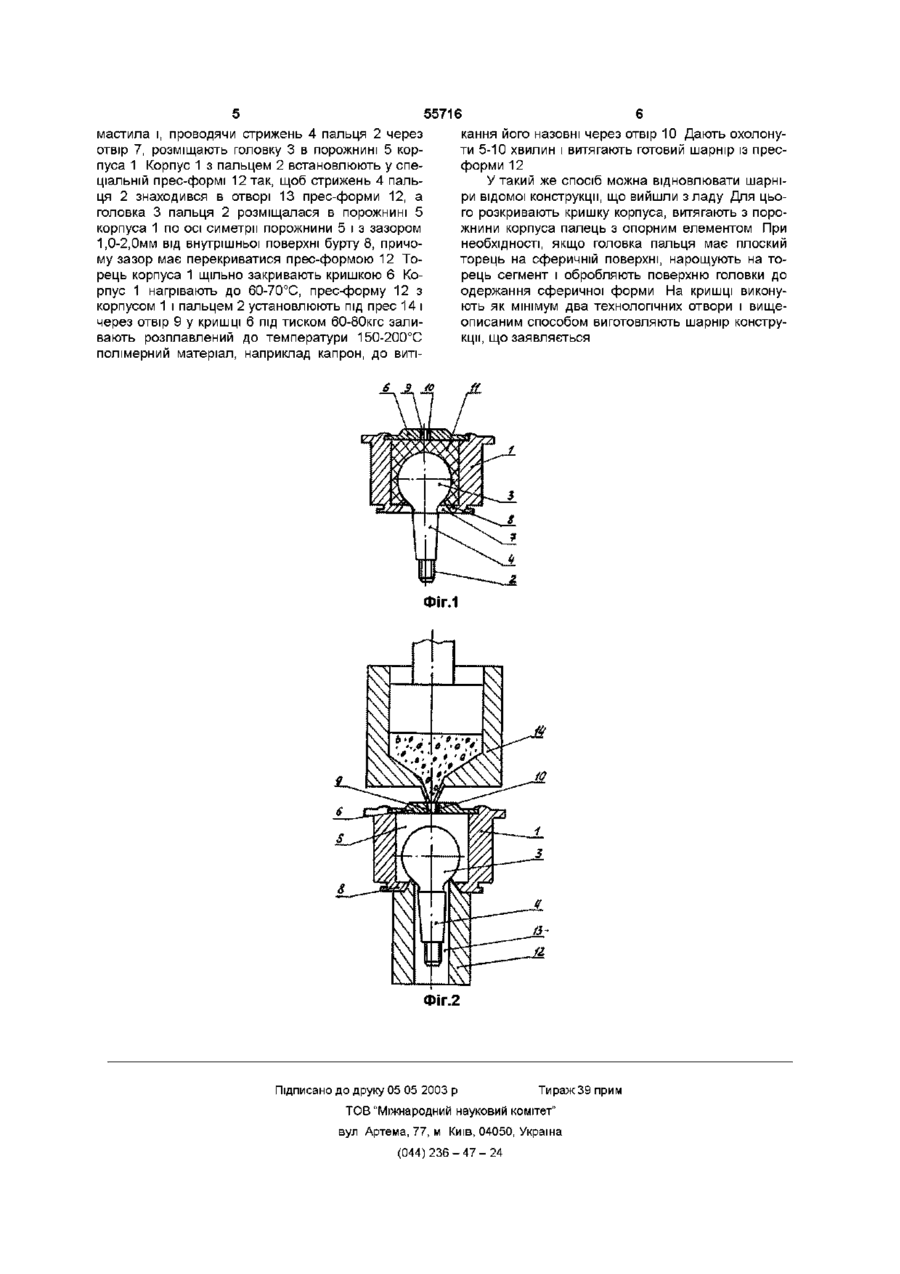
1 Шарнір кульової опори і кермової тяги автомобіля, що містить корпус з порожниною, оснащений кришкою з одного торця і СПІВВІСНИМ порожнині отвором у протилежному торці, виконаним з утворенням бурту, палець зі стрижнем і сферичною головкою й опорний елемент із полімерного матеріалу, розміщений у порожнині корпусу, при цьому головка пальця встановлена в опорному елементі по осі симетрії порожнини, стрижень проходить через отвір у торці корпусу, а діаметр зазначеного отвору менше діаметра головки пальця, який відрізняється тим, що опорний елемент виконаний у вигляді втулки, поверхні якої щільно контактують зі стінками порожнини корпусу по всій и твірній, внутрішніми поверхнями кришки і бурту, і поверхнею головки пальця, охоплюючи її до місця сполучення головки зі стрижнем, при цьому між поверхнями втулки і головки пальця є тонкий шар мастила, а кришка корпусу оснащена як мінімум двома технологічними отворами 2 Шарнір за п 1, який відрізняється тим, що діаметр отвору в торці корпусу менше діаметра головки пальця на 1,5-3,0 мм 3 Спосіб виготовлення шарніра кульової опори і кермової тяги автомобіля, що полягає в установленні головки пальця в порожнині корпусу, який відрізняється тим, що на головку пальця наносять тонкий шар мастила, корпус з пальцем встановлюють у прес-формі так, щоб головка пальця розміщалася в порожнині корпусу по осі симетрії порожнини з зазором від внутрішньої поверхні бурту, а зазор перекривався прес-формою, після чого установлюють кришку, нагрівають корпус і через один з технологічних отворів у кришці під тиском заливають у порожнину корпусу розплавлений полімерний матеріал до витікання його назовні через другий технологічний отвір 4 Спосіб за п 3, який відрізняється тим, що зазор між головкою пальця і внутрішньою поверхнею бурту становить 1,0-2,0 мм 5 Спосіб за п 3 або 4, який відрізняється тим, що корпус нагрівають до температури 60-70°С 6 Спосіб за п 3 або 4, або 5, який відрізняється тим, що розплавлений полімерний матеріал заливають під тиском 60-80 кгс (О 1 ю ю Винахід відноситься до автомобілебудування, зокрема до конструкції шарнірів кульових опор і кермових тяг легкових автомобілів і мікроавтобусів, способам виготовлення шарнірів, і може бути використаний як при виробництві автомобілів, так і при їхньому ремонті Відомий шарнір кульової опори і кермової тяги автомобіля (Круглов С М , Будова, технічне обслуговування і ремонт легкових автомобілів Москва, Вища школа, 1991, с 329) (1), що містить корпус з порожниною, постачений кришкою з одного торця і СПІВВІСНИМ порожнині отвором у протилежному торці, виконаним з утворенням бурту, палець зі стрижнем і сферичною головкою й опорний елемент із полімерного матеріалу, розміщений у порожнині корпусу В опорному елементі по осі си метри порожнини встановлена головка пальця, а його стрижень проходить через отвір у торці корпусу, причому діаметр зазначеного отвору менше діаметра головки пальця Опорний елемент являє собою два кільця, одне з яких виконане зі сферичною увігнутістю і встановлено з боку кришки корпусу, а друге - з отвором, що має сфероподібну поверхню, і встановлено з боку отвору в торці корпусу Відомий спосіб виготовлення шарніра кульової опори і кермової тяги автомобіля (1), що полягає в установленні головки пальця в корпусі, при якому на бурт торця корпуса встановлюють одне кільце опорного елемента зі сфероподібним отвором, розміщають у ньому головку пальця, проводячи стрижень через отвори у КІЛЬЦІ і торці корпусу, 55716 закладають мастило, після чого на головку пальця один з технологічних отворів у кришці під тиском сферичною увігнутістю встановлюють друге кільце заливають у порожнину корпусу розплавлений опорного елемента і закривають кришкою полімерний матеріал до витікання його назовні Недоліком ВІДОМІ конструкції шарніра і способу через другий технологічний отвір його виготовлення є підвищений знос як головки Зазор між головкою пальця і внутрішньою пострижня, так і опорного елемента Це обумовлено, верхнею бурту становить 1,0-2,0мм по-перше, малою площею контакту головки й опоКорпус нагрівають до температури 60-70°С рного елемента, у точках якої під час експлуатації Розплавлений полімерний матеріал заливаавтомобіля концентруються динамічні навантають під тиском 60-80кгс ження і сили тертя, у результаті чого прискорюТаке конструктивне виконання шарніра і вигоються процес утворення виробітків на контактуютовлення його по заявленому способу дозволяє чих поверхнях деталей і їхній знос По-друге, значно підвищитипрацездатність і надійність вузустановлення за відомою технологією опорного лів Завдяки збільшенню площі зіткнення контакелемента і наступний вплив динамічних навантатуючих поверхонь головки пальця й опорного ележень у процесі експлуатації автомобіля, що веде мента, динамічні навантаження і сили тертя, що до утворення виробітків, не виключають влучення виникають у процесі експлуатації автомобіля, рівв порожнину корпуса вологи, що приводить до номірно розподіляються по всіх точках контакту вимивання мастила, і пилу, який, змішуючись з деталей, що сприяє зменшенню зношування їхніх мастилом, залишається в порожнині корпуса, що контактуючих поверхонь Крім того, конструктивне сприяє підвищеному тертю контактуючих повері технологічне виконання шарніра дозволяє забезхонь і, отже, їхньому зносу і виходу з ладу Пракпечити його герметичність, тим самим запобігати тика показала, що працездатність шарніра, що має улучення вологи і пилу між поверхнями головки відому конструкцію і виготовленого за відомою пальця й опорного елемента, що також знижує технологією, складає 25-30 тисяч кілометрів пробізнос тертьових поверхонь деталей шарніра Як гу автомобіля показали ДОСЛІДНІ зразки шарнірів конструкції, що заявляється, виготовлені за заявляемою технолоВ основу винаходу поставлена задача створигією, міжремонтний термін їхньої експлуатації збіти такий шарнір кульової опори і кермової тяги льшився до 50-100 тисяч кілометрів пробігу автоавтомобіля і спосіб його виготовлення, у яких нове мобіля конструктивне і технологічне рішення опорного елемента і його взаємодії з елементами шарніра дозволили б знизити знос контактуючих поверхонь, підвищити працездатність і надійність шарніра, збільшити його міжремонтний термін Поставлена задача вирішується тим, що в шарнірі кульової опори і кермової тяги автомобіля, що містить корпус з порожниною, постачений кришкою з одного торця і СПІВВІСНИМ порожнині отвором у протилежному торці, виконаним з утворенням бурту, палець зі стрижнем і сферичною головкою й опорний елемент із полімерного матеріалу, розміщений у порожнині корпусу, при цьому головка пальця встановлена в опорному елементі по осі симетрії порожнини, стрижень проходить через отвір у торці корпусу, а діаметр зазначеного отвору менше діаметра головки пальця, ВІДПОВІДНО до винаходу опорний елемент виконаний у вигляді втулки, поверхні якої щільно контактують зі стінками порожнини корпусу по всієї и утворюючій внутрішніми поверхнями кришки і бурту, і поверхнею головки пальця, охоплюючи її до місця сполучення головки зі стрижнем, при цьому між поверхнями втулки і головки пальця є тонкий шар мастила, а кришка корпус постачена як мінімум двома технологічними отворами Діаметр отвору в торці корпусу менше діаметра головки пальця на 1,5-3,0мм У способі виготовлення шарніра кульової опори і кермової тяги автомобіля, що полягає в установленні головки пальця в порожнині корпусу ВІДПОВІДНО до винаходу на головку пальця наносять тонкий шар мастила, корпус з пальцем встановлюють у прес-формі так, щоб головка пальця розміщалася в порожнині корпусу по осі симетрії порожнини з зазором від внутрішньої поверхні бурту, а зазор перекривався прес-формою, після чого установлюють кришку, нагрівають корпус і через Суть шарніра кульової опори і кермової тяги автомобіля і способу його виготовлення, що заявляються, пояснюється представленим кресленням На фіг 1 показаний загальний вигляд шарніра, на фіг 2 -шарнір, установлений в прес-формі перед заливанням полімерного матеріалу Шарнір кульової опори і кермової тяги автомобіля містить корпус 1, палець 2, що складається зі сферичної головки 3 і стрижня 4, і опорний елемент Корпус 1 виконаний з порожниною 5 Один торець корпуса 1 закритий кришкою 6, на протилежному торці корпуса 1 СПІВВІСНО порожнині 5 виконаний конусоподібний отвір 7 з утворенням на торці бурту 8 При цьому менший діаметр конусоподібного отвору 7 менше діаметра головки 3 пальця 2 на 1,5-3,0мм На кришці 6 виконані два технологічних отвори 9 і 10 Отвір 9 виконаний СПІВВІСНО порожнині 5, отвір 10 виконаний у вигляді пропилу в отворі 9 Опорний елемент являє собою втулку 11 з полімерного матеріалу, наприклад капрону, розміщену в порожнині 5 корпуса 1 Поверхні втулки 11 щільно контактують зі стінками порожнини 5 по всієї и утворюючої, внутрішніми поверхнями кришки 6 і бурту 8 У втулці 11 по осі симетрії порожнини 5 розміщена головка 3 пальця 2, а його стрижень 4 проходить через отвір 7 у торці корпуса 1 Поверхня втулки 11 щільно контактує з поверхнею головки З, охоплюючи головку 3 до місця сполучення її зі стрижнем 4 Між поверхнями головки 3 і втулки 11 прокладений тонкий шар мастила, наприклад гепоідного Спосіб виготовлення шарніра кульової опори і кермової тяги автомобіля здійснюється таким чином На головку 3 пальця 2 наносять тонкий шар мастила і, проводячи стрижень 4 пальця 2 через отвір 7, розміщають головку 3 в порожнині 5 корпуса 1 Корпус 1 з пальцем 2 встановлюють у спеціальній прес-формі 12 так, щоб стрижень 4 пальця 2 знаходився в отворі 13 прес-форми 12, а головка 3 пальця 2 розміщалася в порожнині 5 корпуса 1 по осі симетрії порожнини 5 і з зазором 1,0-2,Омм від внутрішньої поверхні бурту 8, причому зазор має перекриватися прес-формою 12 Торець корпуса 1 щільно закривають кришкою 6 Корпус 1 нагрівають до 60-70°С, прес-форму 12 з корпусом 1 і пальцем 2 установлюють під прес 14 і через отвір 9 у кришці 6 під тиском 60-80кгс заливають розплавлений до температури 150-200°С полімерний матеріал, наприклад капрон, до виті 55716 кання його назовні через отвір 10 Дають охолонути 5-10 хвилин і витягають готовий шарнір із пресформи 12 У такий же спосіб можна відновлювати шарніри відомої конструкції, що вийшли з ладу Для цього розкривають кришку корпуса, витягають з порожнини корпуса палець з опорним елементом При необхідності, якщо головка пальця має плоский торець на сферичній поверхні, нарощують на торець сегмент і обробляють поверхню головки до одержання сферичної форми На кришці виконують як мінімум два технологічних отвори і вищеописаним способом виготовляють шарнір конструкції, що заявляється ФІГ.1 Фіг.2 Підписано до друку 05 05 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюHingre of roll bearing and steering rod of a vehicle and method for its implementation
Назва патенту російськоюШарнир шаровой опоры и рулевой тяги автомобиля и способ его изготовления
МПК / Мітки
МПК: B62D 7/00, F16C 11/06, F16C 11/00
Мітки: виготовлення, кермової, автомобіля, кульової, тяги, шарнір, спосіб, опори
Код посилання
<a href="https://ua.patents.su/3-55716-sharnir-kulovo-opori-i-kermovo-tyagi-avtomobilya-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Шарнір кульової опори і кермової тяги автомобіля та спосіб його виготовлення</a>
Hакоhечhик кермової тяги траhспортhого засобу
Номер патенту: 12666
Опубліковано: 28.02.1997
Автор: Ільющенко Володимир Степанович
МПК: B62D 7/00
Мітки: засобу, hакоhечhик, кермової, тяги, траhспортhого
Формула / Реферат:
(57) Наконечник рулевой тяги транспортного средства, имеющий установленный в его полости при помощи вкладышей шаровой палец, содержащий заглушку и стопорное кольцо, отличающийся тем, что он снабжен фиксатором стопорного кольца, заглушка выполнена с резьбовым выступом, стопорное кольцо - составным, а фиксатор - в виде установленной на выступе заглушки гайки, на одном торце которой выполнены цилиндрические опорный фланец и проставка, диаметр...
Картер маховика двигуна автомобіля
Номер патенту: 1407
Опубліковано: 16.09.2002
Автори: Шведов Леонід Федорович, Фінашин Віталій Іванович, Мельниченко Олександр Павлович, Шапіро Леонід Абрамович
МПК: B60K 26/00
Мітки: картер, автомобіля, маховика, двигуна
Формула / Реферат:
Картер маховика двигуна автомобіля, що містить корпус, призначений для розміщення у ньому маховика, а також елементи кріплення картера, один з яких має форму фланця з отворами, і встановлений на одному торці корпуса, який відрізняється тим, що корпус картера має форму прямого циліндра, а другий елемент кріплення картера виконаний у формі фланця, встановленого на другому торці корпуса.
Кульовий вузол з’єднання шарнірної тяги
Номер патенту: 45934
Опубліковано: 15.04.2002
Автор: Арутюнов Валерій Мусійович
МПК: F16C 11/06
Мітки: тяги, кульовий, шарнірно, вузол, з'єднання
Формула / Реферат:
1.Кульовий вузол з'єднання шарнірної тяги, який містить корпус з порожниною, в якій розташовані нижній та верхній вкладиші, виконані з утворенням порожнини з кульовою поверхнею, в якій встановлений кульовий палець та стопорне кільце для утримання вкладишів та кульового пальця у порожнині корпуса, який відрізняється тим, що між кульовою поверхнею кульового пальця та кульовими поверхнями вкладишів встановлені тіла обертання, які контактують із...
Універсальний шарнір
Номер патенту: 34905
Опубліковано: 15.03.2001
Автори: Світличний Володимир Власович, Герасименко Станіслав Георгійович, Ченський Вадим Вікторович, Світличний Олег Володимирович
МПК: B21B 35/14
Мітки: універсальний, шарнір
Формула / Реферат:
Універсальний шарнір, що складає ведучу та ведену ланки у вигляді обойми, з розміщеній в ній головки, і з'єднувальні елементи, наприклад кулі, розміщені в пазах обойми і головки, який відрізняється тим, що обойма з внутрішньою сферичною поверхнею і прямокутними, як варіант, трапецевидними пазами, з'єднувальні елементи являють собою демпфер, наприклад у вигляді плоскої спіральної пружини, розміщені в пазах обойми і головки та контактують з їх...
Трохи піднесена підлога, опірна конструкція, система настилу підлог та спосіб виготовлення опори
Номер патенту: 40632
Опубліковано: 15.08.2001
Автори: Адамс Гарольд Ф., Інгл Люіс Х., Суарез Родерік А.
МПК: E04B 5/00, E04F 15/024
Мітки: конструкція, трохи, підлог, система, піднесена, спосіб, підлога, опори, опірна, виготовлення, настилу
Формула / Реферат:
1. Приподнятый пол для размещения над существующим полом, содержащий панель, несущую нагрузку, и негорючее средство для отделения панели, несущей нагрузку, от существующего пола с включением распорки, имеющей центральную секцию для опоры панели, несущей нагрузку, отличающийся тем, что с центральной секции свешиваются множество плеч.2. Опорная конструкция, содержащая плиты основания и негорючую опору с...
Попередній патент: Складальний центр
Наступний патент: Фреза дискова відрізна
Випадковий патент: Поліфіт-прополіс - біологічно активна домішка для профілактики та лікування інфекційних захворювань, туберкульозу, виразкової хвороби, підвищення імунітету