Спосіб формування ланцюга спіральних пружин
Формула / Реферат
1. Спосіб формування ланцюга спіральних пружин, в якому кожну спіральну пружину розміщують всередині окремого чохла з тканини з плоскими бічними швами по перекриттях, який включає складання продовгуватого полотна тканини перший раз для створення першого клаптя у поздовжньому напрямі, складання полотна тканини другий раз для створення другого поздовжнього клаптя, який перекриває перший клапоть упоперек з утворенням трубки з тканини, що має тильний бік та бік клаптів, в якій другий клапоть перекриває перший на боці клаптів трубки, який відрізняється тим, що трубку з тканини транспортують в поздовжньому напрямі через елемент першого дефлектора, з допомогою якого відсувають другий клапоть вбік від перекриття з першим клаптем під час просування трубки з тканини і створюють бічний отвір в трубці, при цьому другий клапоть на боці клаптів трубки відводять від перекриття з першим клаптем на боці клаптів трубки, вводять стиснуту спіральну пружину в отвір між першим і другим клаптями на боці клаптів трубки, транспортують трубку з тканини через елемент другого дефлектора з переміщенням другого клаптя у положення з бічним перекриттям першого клаптя в період просування трубки з тканини уздовж елемента другого дефлектора і виконують з'єднання бічного перекриття першого та другого клаптів шляхом формування шва по перекриттю.
2. Спосіб згідно з п. 1, який відрізняється тим, що для створення розділених окремих чохлів для розміщення спіральних пружин в трубці з тканини між спіральними пружинами формують поперечні шви.
3. Спосіб згідно з п. 1, який відрізняється тим, що перший клапоть утворюють під час проходження полотна тканини через краї ромбовидної пластини складання.
4. Спосіб згідно з п. 1, який відрізняється тим, що другий клапоть утворюють заворотом у протилежну сторону краю полотна навколо елемента з гачком.
5. Спосіб згідно з п. 1, який відрізняється тим, що спіральну пружину стискають уздовж осі, зорієнтованої під правильним кутом відносно поздовжньої осі трубки з тканини, і вводять її в поперечному напрямі відносно поздовжньої осі трубки з тканини.
6. Спосіб згідно з п. 1, який відрізняється тим, що для розпрямляння стиснуту спіральну пружину обертають всередині чохла.
Текст
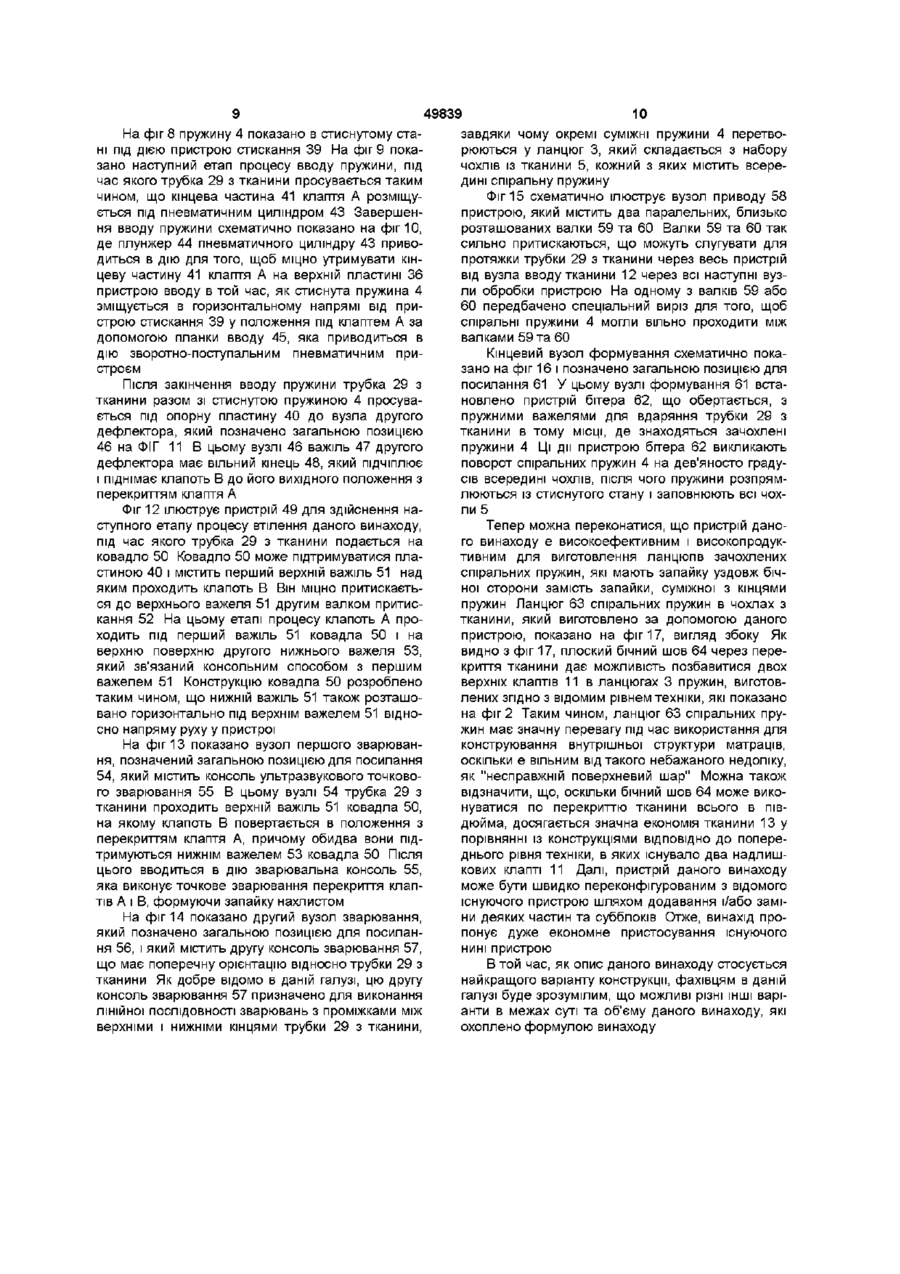
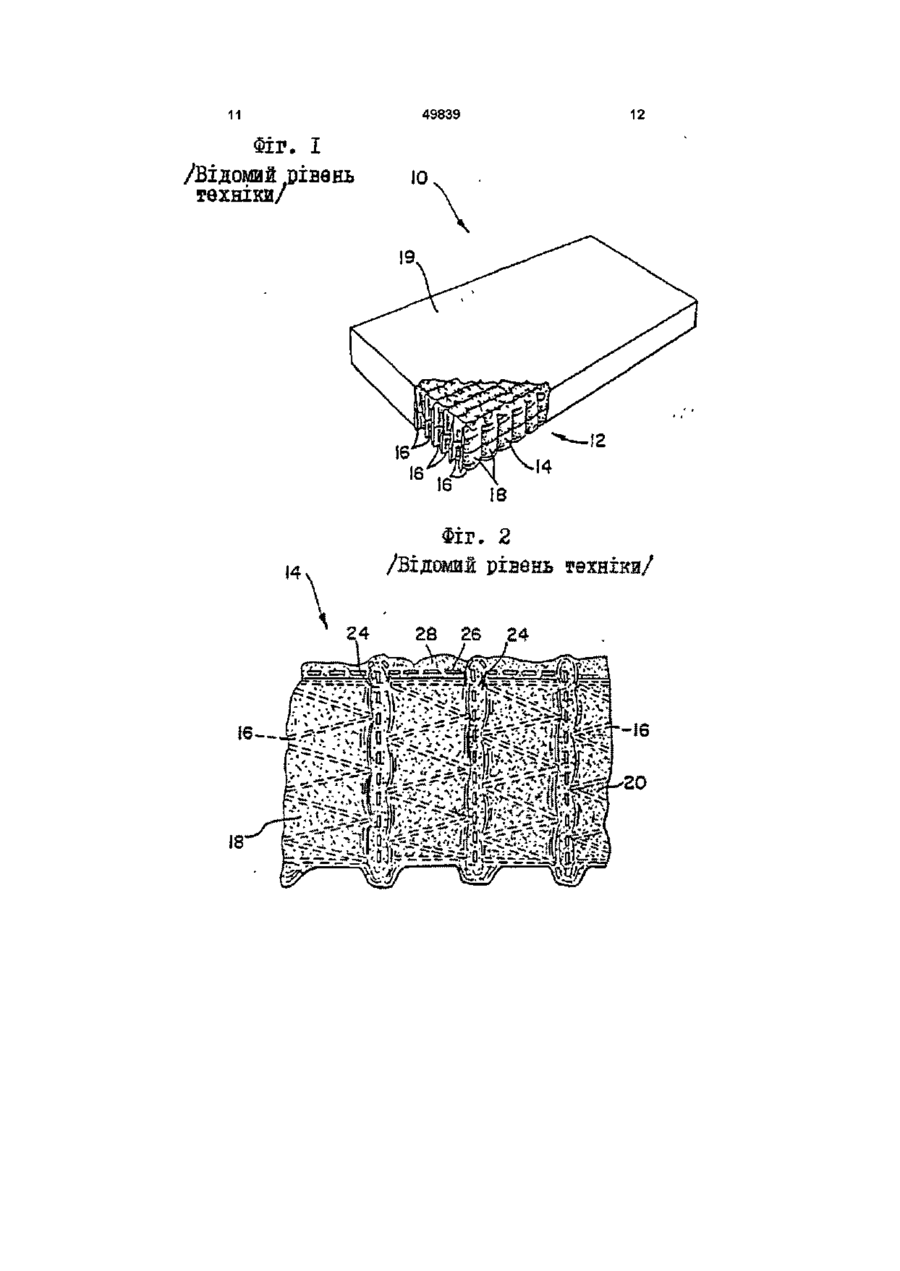
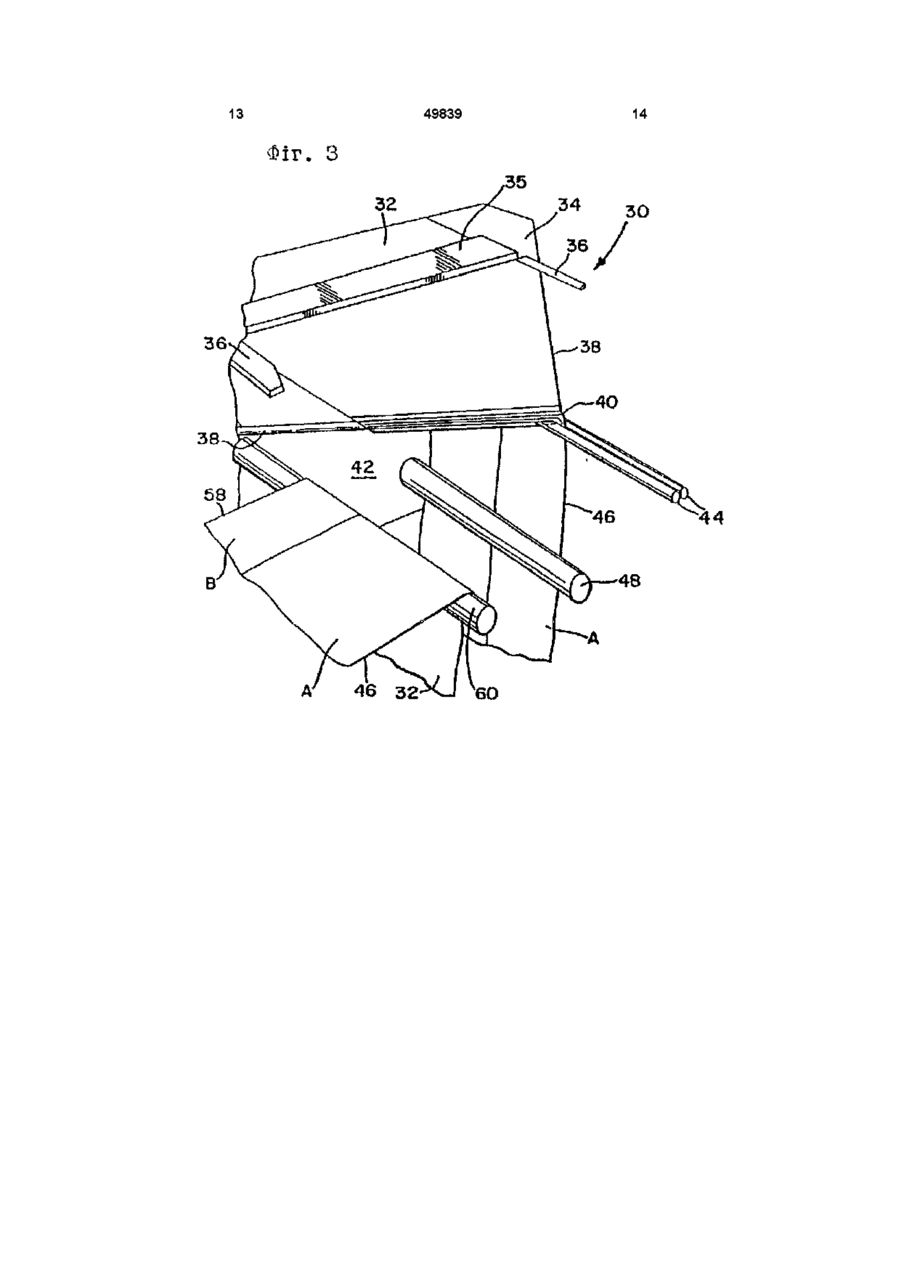
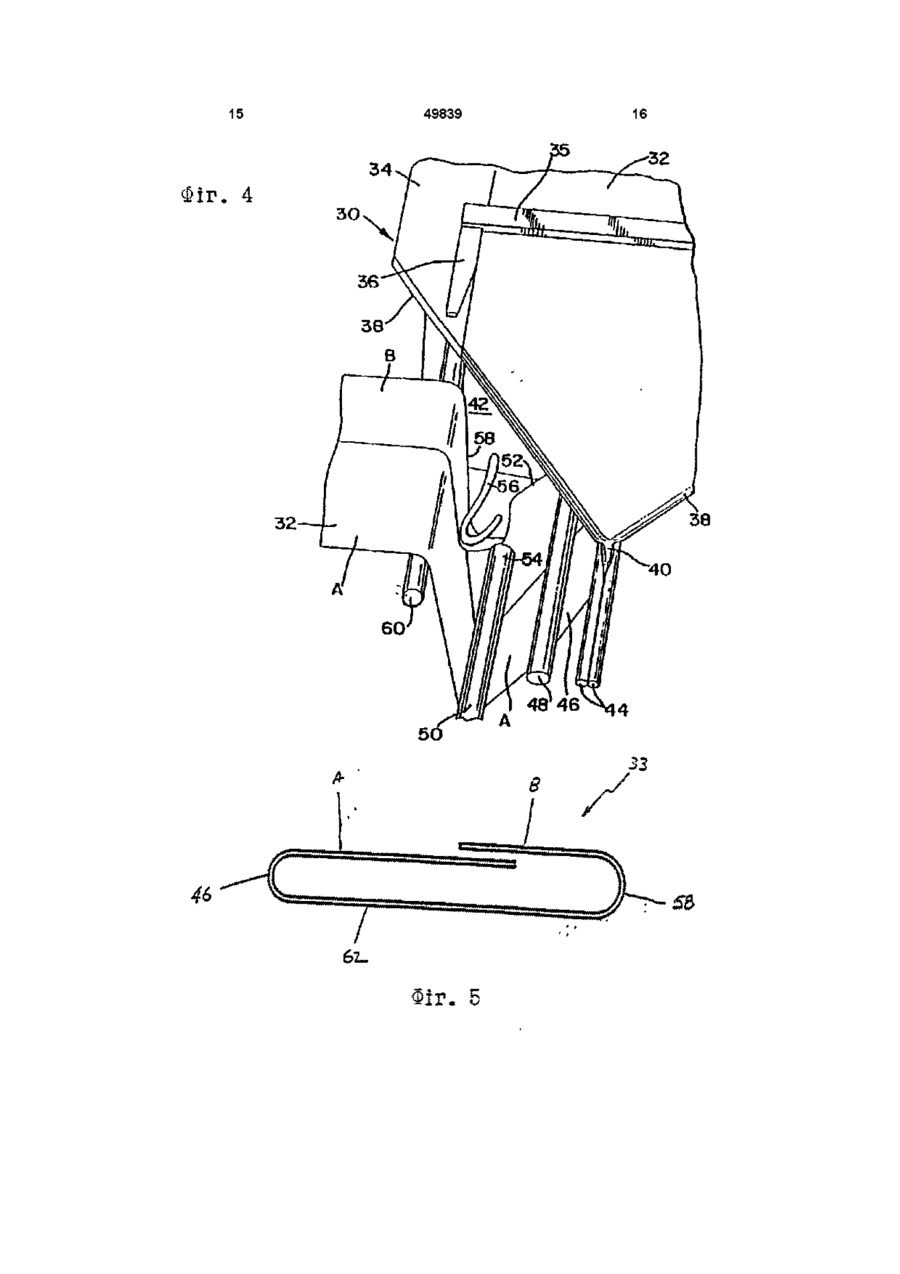
1 Спосіб формування ланцюга спіральних пружин, в якому кожну спіральну пружину розміщують всередині окремого чохла з тканини з плоскими бічними швами по перекриттях, який включає складання продовгуватого полотна тканини перший раз для створення першого клаптя у поздовжньому напрямі, складання полотна тканини другий раз для створення другого поздовжнього клаптя, який перекриває перший клапоть упоперек з утворенням трубки з тканини, що має тильний бік та бік клаптів, в якій другий клапоть перекриває перший на боці клаптів трубки, який відрізняється тим, що трубку з тканини транспортують в поздовжньому напрямі через елемент першого дефлектора, з допомогою якого відсувають другий клапоть вбік від перекриття з першим клаптем під час просування трубки з тканини і створюють бічний отвір в трубці, при цьому другий клапоть на боці клаптів трубки відводять від перекриття з першим клаптем на боці клаптів трубки, вводять сти снуту спіральну пружину в отвір між першим і другим клаптями на боці клаптів трубки, транспортують трубку з тканини через елемент другого дефлектора з переміщенням другого клаптя у положення з бічним перекриттям першого клаптя в період просування трубки з тканини уздовж елемента другого дефлектора і виконують з'єднання бічного перекриття першого та другого клаптів шляхом формування шва по перекриттю 2 Спосіб згідно з п 1, який відрізняється тим, що для створення розділених окремих чохлів для розміщення спіральних пружин в трубці з тканини між спіральними пружинами формують поперечні шви 3 Спосіб згідно з п 1, який відрізняється тим, що перший клапоть утворюють під час проходження полотна тканини через краї ромбовидної пластини складання 4 Спосіб згідно з п 1, який відрізняється тим, що другий клапоть утворюють заворотом у протилежну сторону краю полотна навколо елемента з гачком 5 Спосіб згідно з п 1, який відрізняється тим, що спіральну пружину стискають уздовж осі, зорієнтованої під правильним кутом відносно поздовжньої осі трубки з тканини, і вводять її в поперечному напрямі відносно поздовжньої осі трубки з тканини 6 Спосіб згідно з п 1, який відрізняється тим, що для розпрямляння стиснуту спіральну пружину обертають всередині чохла Даний винахід стосується пружинних конструкцій матраців, подушечок і такого іншого, і особливо має відношення до нових вдосконалених способів формування ланцюгів пружин у чохлах з плоскими бічними швами по перекриттях, які ВІЛЬНІ від головного недоліку, який існує у відомих конструкціях, і відомий під назвою "несправжній верхній шар" Існує багато способів для конструювання матраців, подушечок і такого іншого Один із них, який був широко розповсюджений, відомий як конструкція Маршала У ній внутрішня конструкція з пружин є основою матраца або подушечки і виготовляється з множини пружин, кожну з яких індивідуально вміщено у чохол з відповідної тканини Чохли з пружинами з'єднуються разом у ланцюг заданої довжини, після цього формується матриця із щільно з'єднаних ланцюгів, при цьому всі поздовжні осі пружин паралельні, а їхні КІНЦІ утворюють площину Під час виготовлення матраців ця матриця зачохлених пружин накривається простьобаним поролоном і набивною тканиною, що створює поверхню для спання Ланцюги зачохлених спіральних пружин виго О со 00 49839 товлялися різними способами Спочатку використовували полотно придатної тканини, що складається удвоє по всій довжині та простьобується у поперечному напрямі через рівні проміжки, позначаючи чохли, в які було введено ланцюги пружин Пізніше цей спосіб було в основному замінено на такий, що використовує термочутливу тканину і ультразвукове зварювання замість простьобування Приклад ланцюгів зачохлених спіральних пружин, що виготовлені у ВІДПОВІДНОСТІ з даним способом, наводиться у патенті США № 4,234,983, який видано Стумпфу, а тут право на патент передано загальному повіреному Як описано у цьому патенті, ланцюг зачохлених пружин створюється шляхом ультразвукового зварювання пружин в окремі чохли, при цьому спершу складають термочутливу тканину удвоє по всій довжині та виконують приварювання в поперечному напрямку відносно поздовжньої осі тканини Після того, як спіральні пружини введено у чохли, останні заварюються наглухо уздовж по шву, що іде по всій довжині ланцюга пружин суміжне до одного з КІНЦІВ пружин Пристрій для виробництва вищезгаданих ланцюгів пружин описаний, зокрема, в патенті США № 4,439,977, який також видано Стумпфу, а тут право на патент передано загальному повіреному Недоліком ланцюгів спіральних пружин вищезгаданої конструкції є те, що шов іде по всій довжині ланцюга пружин і цим створює два клапті надлишку матеріалу тканини на одному з КІНЦІВ зачохлених пружин Деякий надлишок матеріалу необхідний уздовж шва для вирівнювання ланцюга під час обробки і забезпечення достатньої довжини для виконання зварювання Проте, коли ланцюг пружин з'єднано, і формується внутрішня пружинна структура матрацу або подушечки, надлишковий матеріал, який виступає назовні з пружин, створює непотрібні ущільнення, які в даній галузі називають "несправжнім верхнім шаром", і які розташовано під зовнішньою поверхневою набивною тканиною матраца або подушечки Цей недолік може призводити до утворення небажаного прогинання матрацу або подушечки під час використання їх споживачем Були здійснені спроби усунути недолік несправжнього верхнього шару конструюванням ланцюгів спіральних пружин з плоским бічним швом по перекриттях тканини замість шва поверху Пристрій для виробництва таких ланцюгів пружин описано, зокрема, в патенті США № 4,986,518, який також видано Стумпфу, а тут право на патент передано загальному повіреному Проте, в цьому пристрої застосовано дуже складний елеваторний механізм для введення пружин, який показав себе ненадійним у виробничих умовах Тому, як виявилось, бажано було б запровадити такі конструкції матраців або подушечок, в яких внутрішню матрицю пружин було б вміщено у чохли з плоскими бічними швами по перекриттях тканини Особливо бажаним було б запровадити такі конструкції матраців або подушечок, які були б ВІЛЬНІ від недоліку "несправжнього поверхневого шару", який виникає з надлишків матеріалу чохлів біля КІНЦІВ пружин Окрім того, було б бажаним запровадити такі всерединоматрацні конструкції ланцюгів пружин, які б потребували значно меншої КІЛЬКОСТІ тканини для чохлів у порівнянні з попередніми відомими конструкціями За прототип запропонованого винаходу прийнятий спосіб формування ланцюга спіральних пружин, в якому кожну спіральну пружину розміщують всередині окремого чохла з тканини з плоскими бічними швами по перекриттях, який включає складання продовгуватого полотна тканини перший раз для створення першого клаптя у поздовжньому напрямі, складання полотна тканини другий раз для створення другого поздовжнього клаптя, який перекриває перший клапоть упоперек з утворенням трубки з тканини, що має тильний бік та бік клаптів, в якій другий клапоть перекриває перший на боці клаптів трубки (Патент США № 3,668,816, МПКЙ В65В63/02.1972) Недоліком відомого способу є те, що складена удвоє та з'єднана уздовж верхнього краю тканина з ланцюгом пружин утворює клапті, що простягаються по всій довжині ланцюга З'єднання цих клаптів, орієнтоване суміжне кінцям пружин, утворює так званий "несправжній поверхневий шар" з усіма згаданими вище незручностями для користувача прогинання матрацу під час використання В основу винаходу поставлена задача підвищення ефективності здійснення способу формуваяня ланцюга спіральних пружин шляхом маніпулювання з допомогою дефлекторів клаптями полотна тканини з утворенням між ними отвору для введення стиснутих пружин, формування бічного перекриття клаптів і його з'єднання, що дозволяє сформувати запайку перекритих клаптів нахлистом уздовж бічної сторони, і тим самим уникнути з'єднання, суміжного з кінцями пружин, та утворення "несправжнього поверхневого шару" Поставлена задача досягається за рахунок того, що у способі формування ланцюга спіральних пружин, в якому кожну спіральну пружину розміщують всередині окремого чохла з тканини з плоскими бічними швами по перекриттях, який включає складання продовгуватого полотна тканини перший раз для створення першого клаптя у поздовжньому напрямі, складання полотна тканини другий раз для створення другого поздовжнього клаптя, який перекриває перший клапоть упоперек з утворенням трубки з тканини, що має тильний бік та бік клаптів, в якій другий клапоть перекриває перший на боці клаптів трубки, згідно з винаходом, трубку з тканини транспортують в поздовжньому напрямі через елемент першого дефлектора, з допомогою якого відсувають другий клапоть вбік від перекриття з першим клаптем під час просування трубки з тканини і створюють бічний отвір в трубці, при цьому другий клапоть на боці клаптів трубки відводять від перекриття з першим клаптем на боці клаптів трубки, вводять стиснуту спіральну пружину в отвір між першим і другим клаптями на боці клаптів трубки, транспортують трубку з тканини через елемент другого дефлектора з переміщенням другого клаптя у положення з бічним перекриттям першого клаптя в період просування трубки з тканини уздовж елементу другого дефлектора, і виконують з'єднання бічного перекриття першого та другого клаптів шляхом формування шва по перекриттю 49839 В запропонованому способі для створення розділених окремих чохлів для розміщення спіральних пружин в трубці з тканини між спіральними пружинами формують поперечні шви, перший клапоть утворюють під час проходження полотна тканини через краї ромбовидної пластини складання, а другий клапоть утворюють заворотом у протилежну сторону краю полотна навколо елементу з гачком Крім цього, спіральну пружину стискають уздовж осі, зорієнтованої під правильним кутом відносно поздовжньої осі трубки з тканини, і вводить Н в поперечному напрямі відносно поздовжньої осі трубки з тканини, а для розпрямляння стиснуту спіральну пружину обертають всередині чохла В даному винаході, на відміну від попередніх способів, пропонується новий спосіб створення ланцюгів зачохлених пружин, при цьому чохли мають плоскі бічні шви по перекриттях тканини В способі застосовують пристрій, який містить вузол вводу тканини, де полотно тканини складається удвоє і створює трубку з перекриттям першим клаптем другого по бічній стороні трубки У пристрої ця трубка просувається до другого вузла, де дефлектор розділяє клапті перекриття Після цього вузол введення пружин розміщується між двома розділеними клаптями, і вертикально стиснута спіральна пружина вводиться горизонтально у відкритий бік трубки Після ЦЬОГО трубка з тканини з вставленою стиснутою пружиною подається до другого дефлектора, який відновлює положення з перекриттям клаптів тканини На наступному етапі спеціальне ковадло підтримує клапті тканини, що перекриваються, а зверху виконується їх точкове зварювання На наступному етапі проварюються поперечні шви між ланцюгами пружин, що створює окремі індивідуальні чохли для кожної пружини На заключній стадії пристроєм бітера вдаряють по зачохлених стиснутих пружинах, щоб повернути їх всередині чохлів і дати можливість розпрямлятися уздовж Вищезгадані та ІНШІ новації винаходу стануть більш ясними після ознайомлення з детальним описом, який подається разом з доданими кресленнями, де фіг 1 - загальний вигляд матрацу, відомого з попереднього рівня техніки, з частковим місцевим розрізом для демонстрації відомої конструкції пружин всередині, фіг 2 - частковий вигляд збоку, який показує відому конструкцію пружин всередині, зображену на фіг 1, фіг 3 - частковий вигляд спереду вузла вводу тканини пристрою у ВІДПОВІДНОСТІ З даним винаходом, фіг 4 - інший частковий вигляд спереду вузла вводу тканини з фіг 3, яка показує складання тканини, фіг 5 - схематичний вигляд кінця трубки з тканини, складеної у ВІДПОВІДНОСТІ з даним винаходом, фіг 6 - схематичний вигляд краю вузла першого дефлектора пристрою у ВІДПОВІДНОСТІ З даним винаходом, який показує етап процесу втілення винаходу, коли клапті на трубці з тканини розділяються для забезпечення подальшого вводу спіральних пружин всередину, фіг 7 - схематичний вигляд вузла вводу пружин у ВІДПОВІДНОСТІ з даним винаходом, який ілюструє етап процесу втілення винаходу, коли пружина в нестиснутому стані встановлюється перед вводом в трубку з тканини, фіг 8 - схематичний вигляд вузла вводу пружини з фіг 7, який показує пружину в повністю стиснутому стані для вводу в трубку з тканини, фіг 9 - подальший схематичний вигляд вузла вводу пружини з фіг 7 та пристрою, який остаточно підготовлено для вводу повністю стиснутої пружини в трубку з тканини, фіг 10 - схематичний вигляд вузла вводу пружини з фіг 7, який показує введену в трубку з тканини пружину, фіг 11 - схематичний вигляд вузла другого дефлектора пристрою у ВІДПОВІДНОСТІ з даним винаходом, який ілюструє етап процесу втілення винаходу, коли клапті трубки з тканини повертаються до їх вихідного положення з перекриттям після введення пружини, фіг 12 - схематичний вигляд, який показує пристрій для виконання наступного етапу обробки у ВІДПОВІДНОСТІ з даним винаходом, коли клапті на трубці з тканини розташовуються для обробки після введення пружини всередину, фіг 13 - схематичний вигляд першого вузла зварювання пристрою у ВІДПОВІДНОСТІ З даним винаходом, який ілюструє етап процесу втілення винаходу, коли клапті на трубці з тканини зварюються нахлистом, фіг 14 - схематичний вигляд другого вузла зварювання пристрою у ВІДПОВІДНОСТІ З даним винаходом, який ілюструє етап процесу втілення винаходу, коли окремі чохли з тканини містять введені в них пружини, фіг 15 - схематичний вигляд вузла приводу пристрою у ВІДПОВІДНОСТІ з даним винаходом, який ілюструє механізм для протяжки трубки з тканини через пристрій для обробки, фіг 16 - схематичний вигляд вузла остаточного формування пристрою у ВІДПОВІДНОСТІ З даним винаходом, який ілюструє механізм правильного орієнтування пружини всередині чохла, та фіг 17 - частковий вигляд збоку ланцюга зачохлених пружин, який сконструйований у ВІДПОВІДНОСТІ з даним винаходом На кресленнях, зокрема, на фіг1, показано позначений позицією для посилання 1 матрац добре відомої у даній галузі конструкції, що містить блок внутрішньої конструкції 2 з пружин, яка відома як конструкція Маршала Внутрішня конструкція 2 з пружин містить ланцюг 3 з пружин 4 всередині чохлів з тканини 5, які об'єднані в щільну матрицю, що, як правило, має прямокутну форму в горизонтальній проекції В даному описі використовуються терміни пружини, спіралі та спіральні пружини, які є взаємозамінними Всі пружини 4 розташовані таким чином, що їх поздовжні осі паралельні, а всі КІНЦІ лежать в одній площині Для накриття внутрішньої конструкції 2 з пружин використовується придатне покриття 6, яке звичайно виготовляють з простьобаного поролону і/або тканинного матеріалу, що утворюють поверхню для спання На фіг 2 зображено вигляд збоку частини ланцюга 3 відомої конструкції з пружин 4, які вміщено 49839 у чохли з тканини 5, де використовується полотно тканини 7, що складене удвоє по всій довжині Тканина є переважно термочутпивою і сформована у ряд розділених чохлів зварюванням у поперечному напрямі Точки зварювання 8 визначають полотна 9, що з'єднують чохли, і формують ланцюг 3, який може мати будь-яку наперед задану довжину Оскільки тканину 7 складено удвоє, шов 10 зварюється уздовж верхнього краю ланцюга З пружини, як показано на фіг 2, для того, щоб закрити чохол Це створює два клапті 11, з яких видно тільки один, що йдуть по всій довжині ланцюга З над площиною, що утворюється верхніми кінцями пружин 4 Клапті 11 необхідні для розділення точок зварювання шва 10 всередині по відношенню до країв тканини 7 і, таким чином, забезпечення достатньої МІЦНОСТІ шва 10, а також створення кращих умов для центрування ланцюга 3 під час обробки На фіг 3 та 4 зображено частину пристрою для виробництва ланцюгів зачохлених спіральних пружин 4 у ВІДПОВІДНОСТІ з даним винаходом, позначену загальною позицією для посилання - вузол 12 вводу Як вказувалося, пристрій буде описуватися поступово у ВІДПОВІДНОСТІ з етапами виробництва, в так званому апаратурному напрямку, починаючи з першого вузла 12 вводу матеріалу для чохлів У вузлі 12 вводу полотно термочутливої тканини 13 вводиться у пристрій через ромбовидну пластину складання 14 Бажано, щоб тканина 13 була нетканого поліпропіленового складу, наприклад, як тканина, що продається під торговою маркою DUON Направляючу планку 15 розташовано над тканиною 13 на деякій відстані від пластини складання 14, що забезпечує рівну укладку тканини 13 на пластині складання 14 Регульовані направляючі планки 16 розміщено уздовж протилежних країв полотна тканини 13 для правильного розташування тканини 13 для складання Тканина 13 переміщується через краї 17 пластини складання 14, яка сходиться в точці 18 Під пластиною складання 14 з деталі рами 19 відходить пара близько розташованих паралельних направляючих планок 20 Направляючі планки 20 вирівнюються по точці 18 пластини складання і мають установочний пристрій (не показано), що містить пружинний притискач для утримання їх на невеликій відстані Тканина 13 проходить між направляючими планками 20, при цьому має місце перший перегин 21 і визначається перший клапоть, який тут і далі позначається як клапоть А Після ЦЬОГО ПОЛОТНО тканини 13 проходить навколо валка притискання 22, який виходить з рами 19 і може обертатися навколо осі відносно рами 19 Як добре видно з фіг 4, тканина 13 після цього проходить навколо другого валка 23 Цей валок 23 закріплений із здатністю обертання на елементі рами (не показано), який розташовано з протилежної сторони і роздільно від рами 19 Валок 23 має довжину, що тільки частково перекриває ширину складеної тканини 13 і створює цим послаблений край 24 тканини 13, який проходить навколо вільного кінця 25 другого валка 23 Плавно заокруглений елемент у вигляді гачка 26 виходить з рами 19 поблизу з вільним кінцем 25 валка 23 та ПІДЧІПЛЮЄ 8 послаблений край 24 тканини 13, що викликає загортання послабленого краю 24 в зворотному напрямі навколо полотна тканини 13 і створює другий перегин 27 Другий перегин 27 створює другий клапоть, який тут і далі позначається як клапоть В Після ЦЬОГО ПОЛОТНО тканини 13, яке було складено удвоє, проходить над третім валком 28, який закріплено на рамі 19 з можливістю обертання, і виходить з вузла 12 вводу тканини з повністю горизонтальною орієнтацією Конфігурацію тканини 13 після її виходу з вузла 12 вводу тканини схематично показано на фіг 5 Тканину 13 сформовано в трубку 29 з тканини, яка має по суті переріз плоскої трубки з клаптем А, загнутим над тильною частиною ЗО по першому перегині 21, та клаптем В, загнутим над тильною частиною 39 по другому перегині 27 Найкращою формою є така, в якій клапоть А має приблизно шість дюймів в ширину, а клапоть В - три дюйми Також бажано, щоб клапоть В перекривав клапоть А приблизно на пів-дюйма Можна помітити, що ширина клаптя А може заздалегідь встановлюватися бічним регулюванням полотна тканини 13 по відношенню до точки 18 пластини складання 14 Окрім того, ширина клаптя В може бути заздалегідь визначена шляхом ВІДПОВІДНОГО встановлення другого валка 23 та зв'язаного з ним елементу гачка 26 Трубка 29 з тканини просувається далі до вузла першого дефлектора, який схематично показано на фіг 6, і позначено загальною позицією для посилання 31 Важіль 32 дефлектора має вільний кінець 33, який спеціально призначено для вводу під клапоть В і відокремлення його частини, що перекриває клапоть А Для фахівців в даній галузі є зрозумілим, хоча це і не показано на фіг 6 і супровідних кресленнях, пристрій даного винаходу включає придатні продовгуватий стіл або пластину для підтримки тильної частини ЗО трубки 29 з тканини на всіх послідовних етапах процесу складання Далі, трубка 29 з тканини просувається до вузла вводу пружин, який показано на фіг 7 і позначено загальною позицією для посилання 34 Пристрій вводу пружин, який позначено позицією 35, містить верхню пластину 36 і нижню - 37, які є паралельними і розташовані на відстані приблизно три-восьмих дюйма Верхня пластина 36 має округлий отвір 38, який за своїми розмірами є достатнім для того, щоб пружина 4 проходила через нього і підтримувалася нижньою пластиною 37, при цьому поздовжню вісь пружини 4 зорієнтовано вертикально Необхідно відзначити, що пружина 4 транспортується до пристрою вводу 35 в повністю розпрямленому стані будь-якими придатними засобами (не показано) і розміщується під пристроєм стискання 39, який у вертикальному напрямі розміщено на одній осі з отвором 38 верхньої пластини 36 В цій точці стан трубки 29 з тканини є таким, що клапоть В розташовується для проходження під нижньою пластиною 37 пристрою вводу 35, а клапоть А проходить під опорною пластиною 40, при цьому кінцеву частину 41 розташовано на верхній пластині 36 пристрою вводу 35 Кінцева частина 41 клаптя А міцно притискається до верхньої пластини 36 валком притискання 42 49839 На фіг 8 пружину 4 показано в стиснутому стані під дією пристрою стискання 39 На фіг 9 показано наступний етап процесу вводу пружини, під час якого трубка 29 з тканини просувається таким чином, що кінцева частина 41 клаптя А розміщується під пневматичним циліндром 43 Завершення вводу пружини схематично показано на фіг 10, де плунжер 44 пневматичного циліндру 43 приводиться в дію для того, щоб міцно утримувати кінцеву частину 41 клаптя А на верхній пластині 36 пристрою вводу в той час, як стиснута пружина 4 зміщується в горизонтальному напрямі від пристрою стискання 39 у положення під клаптем А за допомогою планки вводу 45, яка приводиться в дію зворотно-поступальним пневматичним пристроєм Після закінчення вводу пружини трубка 29 з тканини разом зі стиснутою пружиною 4 просувається під опорну пластину 40 до вузла другого дефлектора, який позначено загальною позицією 46 на ФІГ 11 В цьому вузлі 46 важіль 47 другого дефлектора має вільний кінець 48, який ПІДЧІПЛЮЄ І піднімає клапоть В до його вихідного положення з перекриттям клаптя А Фіг 12 ілюструє пристрій 49 для здійснення наступного етапу процесу втілення даного винаходу, під час якого трубка 29 з тканини подається на ковадло 50 Ковадло 50 може підтримуватися пластиною 40 і містить перший верхній важіль 51 над яким проходить клапоть В Він міцно притискається до верхнього важеля 51 другим валком притискання 52 На цьому етапі процесу клапоть А проходить під перший важіль 51 ковадла 50 і на верхню поверхню другого нижнього важеля 53, який зв'язаний консольним способом з першим важелем 51 Конструкцію ковадла 50 розроблено таким чином, що нижній важіль 51 також розташовано горизонтально під верхнім важелем 51 відносно напряму руху у пристрої На фіг 13 показано вузол першого зварювання, позначений загальною позицією для посилання 54, який містить консоль ультразвукового точкового зварювання 55 В цьому вузлі 54 трубка 29 з тканини проходить верхній важіль 51 ковадла 50, на якому клапоть В повертається в положення з перекриттям клаптя А, причому обидва вони підтримуються нижнім важелем 53 ковадла 50 Після цього вводиться в дію зварювальна консоль 55, яка виконує точкове зварювання перекриття клаптів А і В, формуючи запайку нахлистом На фіг 14 показано другий вузол зварювання, який позначено загальною позицією для посилання 56, і який містить другу консоль зварювання 57, що має поперечну орієнтацію відносно трубки 29 з тканини Як добре відомо в даній галузі, цю другу консоль зварювання 57 призначено для виконання лінійної ПОСЛІДОВНОСТІ зварювань з проміжками між верхніми і нижніми кінцями трубки 29 з тканини, 10 завдяки чому окремі суміжні пружини 4 перетворюються у ланцюг 3, який складається з набору чохлів із тканини 5, кожний з яких містить всередині спіральну пружину Фіг 15 схематично ілюструє вузол приводу 58 пристрою, який містить два паралельних, близько розташованих валки 59 та 60 Валки 59 та 60 так сильно притискаються, що можуть слугувати для протяжки трубки 29 з тканини через весь пристрій від вузла вводу тканини 12 через всі наступні вузли обробки пристрою На одному з валків 59 або 60 передбачено спеціальний виріз для того, щоб спіральні пружини 4 могли вільно проходити між валками 59 та 60 Кінцевий вузол формування схематично показано на фіг 16 і позначено загальною позицією для посилання 61 У цьому вузлі формування 61 встановлено пристрій бітера 62, що обертається, з пружними важелями для вдаряння трубки 29 з тканини в тому МІСЦІ, де знаходяться зачохлені пружини 4 Ці ДІЇ пристрою бітера 62 викликають поворот спіральних пружин 4 на дев'яносто градусів всередині чохлів, після чого пружини розпрямлюються із стиснутого стану і заповнюють всі чохли 5 Тепер можна переконатися, що пристрій даного винаходу є високоефективним і високопродуктивним для виготовлення ланцюгів зачохлених спіральних пружин, які мають запайку уздовж бічної сторони замість запайки, суміжної з кінцями пружин Ланцюг 63 спіральних пружин в чохлах з тканини, який виготовлено за допомогою даного пристрою, показано на фіг 17, вигляд збоку Як видно з фіг 17, плоский бічний шов 64 через перекриття тканини дає можливість позбавитися двох верхніх клаптів 11 в ланцюгах 3 пружин, виготовлених згідно з відомим рівнем техніки, які показано на фіг 2 Таким чином, ланцюг 63 спіральних пружин має значну перевагу під час використання для конструювання внутрішньої структури матраців, оскільки є вільним від такого небажаного недоліку, як "несправжній поверхневий шар" Можна також відзначити, що, оскільки бічний шов 64 може виконуватися по перекриттю тканини всього в півдюйма, досягається значна економія тканини 13 у порівнянні із конструкціями ВІДПОВІДНО до попереднього рівня техніки, в яких існувало два надлишкових клапті 11 Далі, пристрій даного винаходу може бути швидко переконфігурованим з відомого існуючого пристрою шляхом додавання і/або заміни деяких частин та субблоків Отже, винахід пропонує дуже економне пристосування існуючого нині пристрою В той час, як опис даного винаходу стосується найкращого варіанту конструкції, фахівцям в даній галузі буде зрозумілим, що можливі різні ІНШІ варіанти в межах суті та об'єму даного винаходу, які охоплено формулою винаходу 11 12 49839 ФІГ, І /Відомий швень техніка/ іб 1 6 12 Фіг. 2 /Відший рівень техніки/ 13 14 49839 ФІГ. З 32 ЗО 36 в А' 46 3 2 - ^ N 6O 15 49839 34 Фіг. 4 зо ?іг. 5 16 49839 17 18 66 ФІГ. 6 70 ir\ 7 2 0 49839 19
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forming a string of springs
Назва патенту російськоюСпособ формирования цепи спиральных пружин
МПК / Мітки
Мітки: спосіб, формування, пружин, ланцюга, спіральних
Код посилання
<a href="https://ua.patents.su/13-49839-sposib-formuvannya-lancyuga-spiralnikh-pruzhin.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування ланцюга спіральних пружин</a>
Спосіб виготовлення пружин
Номер патенту: 21808
Опубліковано: 30.04.1998
Автори: Чурсінов Віталій Михайлович, Овсяніков Анатолій Шлемович, Овсяніков Дмітрий Анатолевич
Мітки: пружин, виготовлення, спосіб
Формула / Реферат:
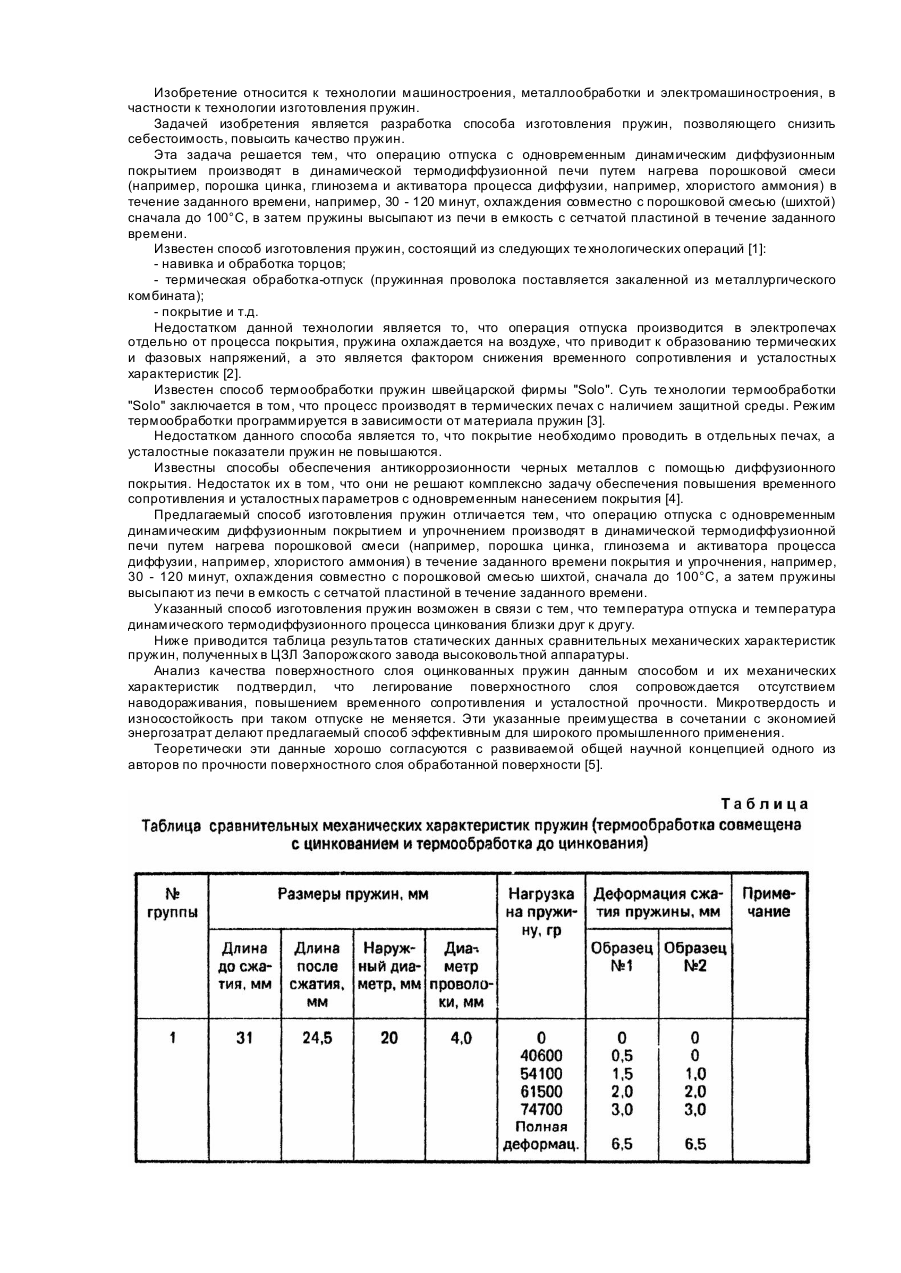
Способ изготовления пружин, включающий навивку пружин, обработку торцев, закалку, отпуск с охлаждением на воздухе, покрытие и контроль, отличающийся тем, что операцию отпуска с одновременным динамическим диффузионным покрытием и упрочнением производят в динамической термодиффузионной печи путем нагрева пoрошковой смеси, например, порошка цинка, глинозема и активатора процесса диффузии, например, хлористого аммония в течение заданного...
Спосіб формування кукси тонкої кишки
Номер патенту: 43574
Опубліковано: 17.12.2001
Автори: Богачук Сергій Григорович, Козлюк Володимир Володимирович, Півторак Володимир Ізяславович, Рубан Микола Миколайович, Жаворонков Дмитро Олександрович
МПК: A61B 17/00
Мітки: спосіб, кукси, тонкої, формування, кишки
Формула / Реферат:
Спосіб формування кукси тонкої кишки шляхом викроювання клаптя зі стінки кишки і підшивання його до протилежної стінки та накладання другого ряду швів, який відрізняється тим, що клапоть викроюється з серозном'язового шару кишки, видаляється надлишок слизово - підслизового шару на рівні краю розрізу протилежної стінки кишки і накладається між ними перший ряд занурювальних швів, а серозном'язовим клаптем покривається перший ряд швів з...
Пристрій для замірювання та регулювання навантаження пружин анкерних стяжок коксової печі
Номер патенту: 11879
Опубліковано: 25.12.1996
Автори: Прохода Микола Йосипович, Сулименко Олександр Павлович
МПК: C10B 29/00
Мітки: коксової, печі, навантаження, пристрій, стяжок, замірювання, регулювання, пружин, анкерних
Формула / Реферат:
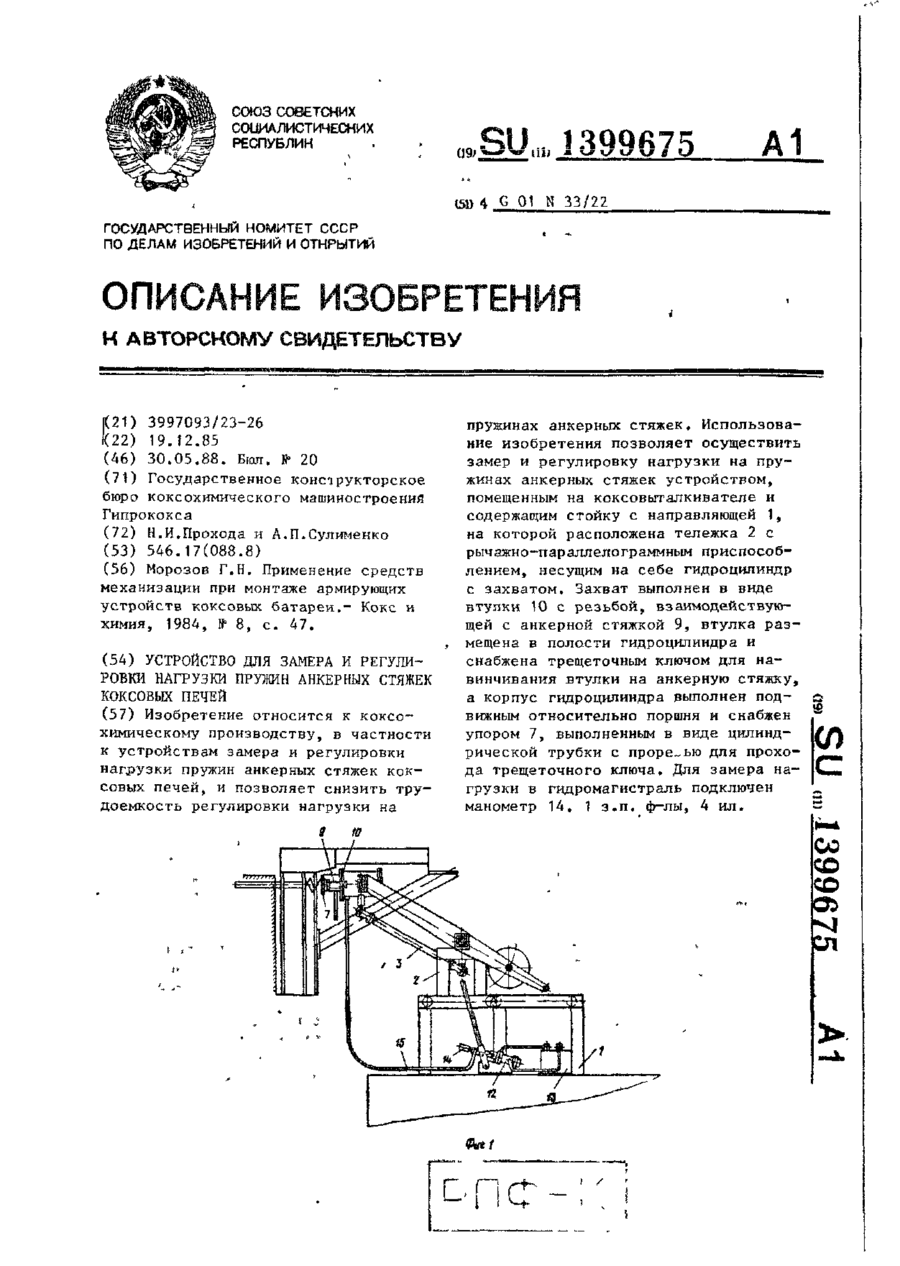
1. Устройство для замера и регулировки нагрузки пружин анкерных стяжек коксовых печей, включающее стойку с направляющей, тележку с рычажно-шарнирным приспособлением с укрепленным на нем гидроцилиндром с захватом, отличающееся тем, что, с целью облегчения замера и регулировки нагрузки на пружины анкерных стяжек, захват выполнен в виде втулки с резьбой, втулка размещена подвижно в полости гидроцилиндра и снабжена трещоточным...
Спосіб формування та пересаджування шкірно-м’язового клаптя
Номер патенту: 32989
Опубліковано: 15.02.2001
Автори: Фісталь Еміль Якович, Ліщенко Євген Анатолійович, Солошенко Віталій Вікторович, Родін Юрій Володимирович
МПК: A61N 1/36, A61B 17/00
Мітки: клаптя, пересаджування, спосіб, шкірно-м'язового, формування
Текст:
...поверхні тіла, опіковий шок. Давність травми 1 день. Постраждав на підприємстві при ремонті електромережі. При поступленні : стан середньої важкості, свідомість ясна, різко знижена больова і тактильна чутливість правої з половини тіла, лівостороння гемиплегія. Рани виповнені чорним та брунатного кольору струпом в лобно-тім'яній області, на руках, правій ступні. Струп щільний, сухий. В загальному аналізі крові НВ-122г/л, Ер.-3.1 Т/л, Л-5.9...
Спосіб виготовлення спіральних пружних профілів зі стрічок сплавів, що дисперсійно твердіють
Номер патенту: 50037
Опубліковано: 15.10.2002
Автори: Драпіко Павло Євсеєвич, Шугаєнко Віктор Костянтинович, Чорний Олександр Васильович, Гордієнко Олександр Михайлович, Макаровський Валерій Федорович
МПК: B21F 3/00, B21D 11/06
Мітки: спосіб, стрічок, дисперсійно, твердіють, пружних, спіральних, профілів, сплавів, виготовлення
Формула / Реферат:
Спосіб виготовлення спіральних пружних профілів зі стрічок сплавів, що дисперсійне твердіють, що включає намотування стрічки в рулон і наступне розтягування витків уздовж осі, який відрізняється тим, що перед намотуванням в рулон стрічку піддають подовжньо-поперечній пружно-пластичній деформації вигином, потім після намотування в рулон здійснюють розмотування примусово розпрямленої стрічки, відрізають від спіральної заготівки, що довільно...
Попередній патент: Турбінна олива
Наступний патент: Фунгіцидний засіб
Випадковий патент: Спосіб окислювально-відновної термообробки залізовмісної сировини