Спосіб виготовлення пружин
Номер патенту: 21808
Опубліковано: 30.04.1998
Автори: Чурсінов Віталій Михайлович, Овсяніков Дмітрий Анатолевич, Овсяніков Анатолій Шлемович
Формула / Реферат
Способ изготовления пружин, включающий навивку пружин, обработку торцев, закалку, отпуск с охлаждением на воздухе, покрытие и контроль, отличающийся тем, что операцию отпуска с одновременным динамическим диффузионным покрытием и упрочнением производят в динамической термодиффузионной печи путем нагрева пoрошковой смеси, например, порошка цинка, глинозема и активатора процесса диффузии, например, хлористого аммония в течение заданного времени покрытия, например, 30-120 минут, охлаждения совместно с порошковой смесью (шихтой), сначала до 100°С, а затем пружины высыпают из печи в емкость с сетчатой пластиной в течение заданного времени.
Текст
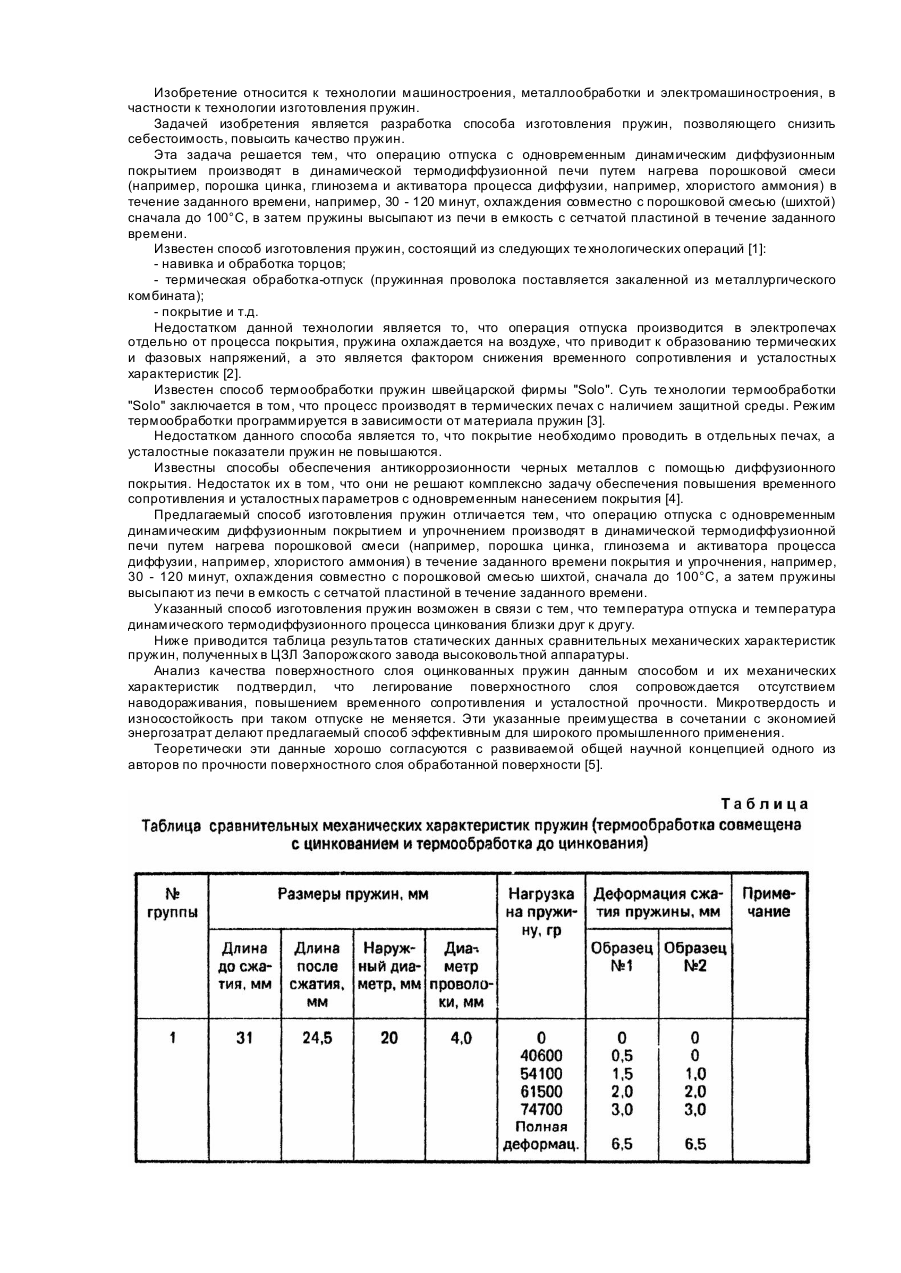
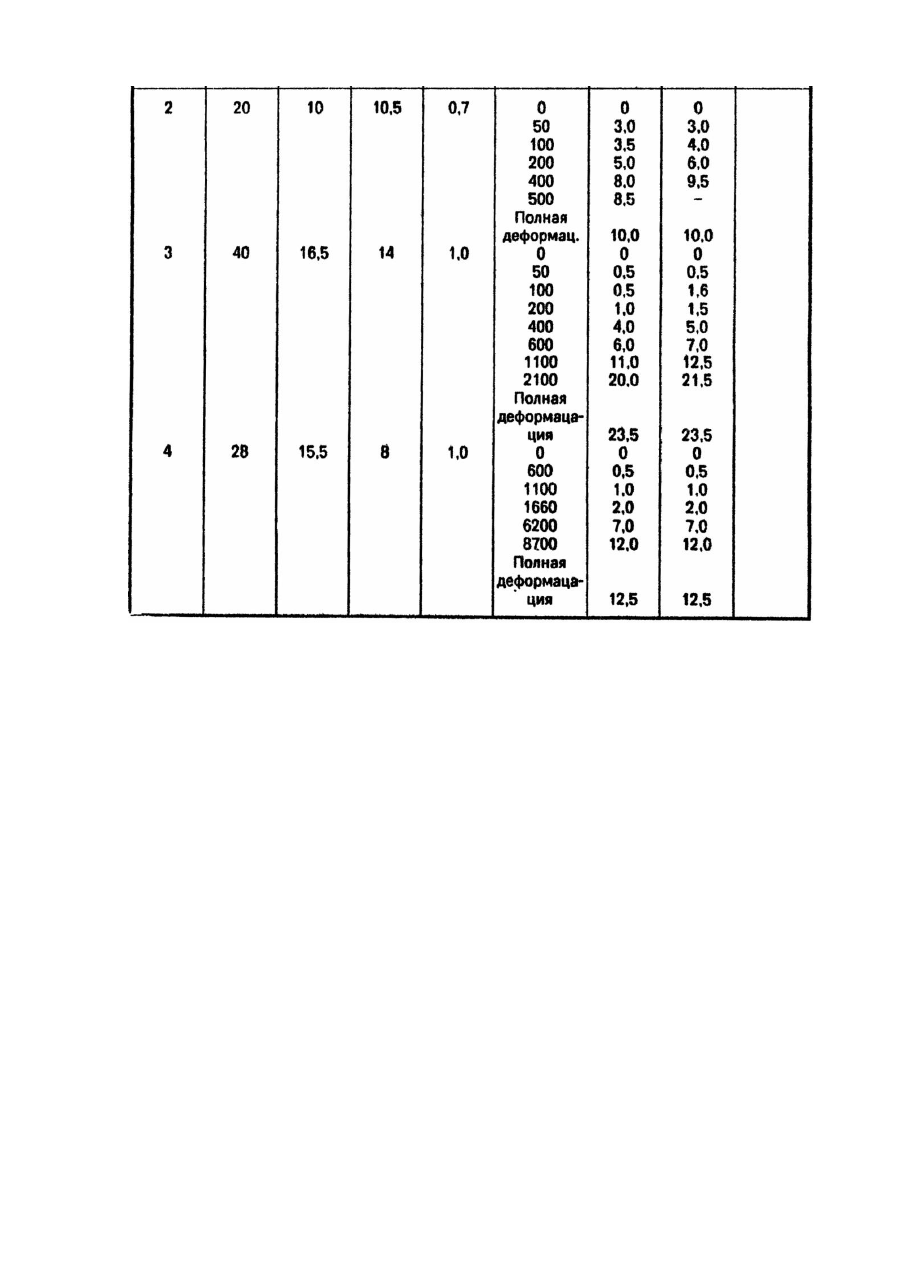
Изобретение относится к технологии машиностроения, металлообработки и электромашиностроения, в частности к технологии изготовления пружин. Задачей изобретения является разработка способа изготовления пружин, позволяющего снизить себестоимость, повысить качество пружин. Эта задача решается тем, что операцию отпуска с одновременным динамическим диффузионным покрытием производят в динамической термодиффузионной печи путем нагрева порошковой смеси (например, порошка цинка, глинозема и активатора процесса диффузии, например, хлористого аммония) в течение заданного времени, например, 30 - 120 минут, охлаждения совместно с порошковой смесью (шихтой) сначала до 100°C, в затем пружины высыпают из печи в емкость с сетчатой пластиной в течение заданного времени. Известен способ изготовления пружин, состоящий из следующих те хнологических операций [1]: - навивка и обработка торцов; - термическая обработка-отпуск (пружинная проволока поставляется закаленной из металлургического комбината); - покрытие и т.д. Недостатком данной технологии является то, что операция отпуска производится в электропечах отдельно от процесса покрытия, пружина охлаждается на воздухе, что приводит к образованию термических и фазовых напряжений, а это является фактором снижения временного сопротивления и усталостных характеристик [2]. Известен способ термообработки пружин швейцарской фирмы "Solo". Суть те хнологии термообработки "Solo" заключается в том, что процесс производят в термических печах с наличием защитной среды. Режим термообработки программируется в зависимости от материала пружин [3]. Недостатком данного способа является то, что покрытие необходимо проводить в отдельных печах, а усталостные показатели пружин не повышаются. Известны способы обеспечения антикоррозионности черных металлов с помощью диффузионного покрытия. Недостаток их в том, что они не решают комплексно задачу обеспечения повышения временного сопротивления и усталостных параметров с одновременным нанесением покрытия [4]. Предлагаемый способ изготовления пружин отличается тем, что операцию отпуска с одновременным динамическим диффузионным покрытием и упрочнением производят в динамической термодиффузионной печи путем нагрева порошковой смеси (например, порошка цинка, глинозема и активатора процесса диффузии, например, хлористого аммония) в течение заданного времени покрытия и упрочнения, например, 30 - 120 минут, охлаждения совместно с порошковой смесью шихтой, сначала до 100°C, а затем пружины высыпают из печи в емкость с сетчатой пластиной в течение заданного времени. Указанный способ изготовления пружин возможен в связи с тем, что температура отпуска и температура динамического термодиффузионного процесса цинкования близки друг к другу. Ниже приводится таблица результатов статических данных сравнительных механических характеристик пружин, полученных в ЦЗЛ Запорожского завода высоковольтной аппаратуры. Анализ качества поверхностного слоя оцинкованных пружин данным способом и их механических характеристик подтвердил, что легирование поверхностного слоя сопровождается отсутствием наводораживания, повышением временного сопротивления и усталостной прочности. Микротвердость и износостойкость при таком отпуске не меняется. Эти указанные преимущества в сочетании с экономией энергозатрат делают предлагаемый способ эффективным для широкого промышленного применения. Теоретически эти данные хорошо согласуются с развиваемой общей научной концепцией одного из авторов по прочности поверхностного слоя обработанной поверхности [5].
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for making springs
Автори англійськоюOvsianikov Anatolii Shlemovych, Chursinov Vitalii Mykhailovych, Ovsianikov Dmytro Anatoliiovych
Назва патенту російськоюСпособ изготовления пружин
Автори російськоюОвсяников Анатолий Шлемович, Чурсинов Виталий Михайлович, Овсяников Дмітрий Анатолевич
МПК / Мітки
Мітки: виготовлення, спосіб, пружин
Код посилання
<a href="https://ua.patents.su/2-21808-sposib-vigotovlennya-pruzhin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пружин</a>
Спосіб виготовлення електрода-дроту на основі міді або її сплава з цинком
Номер патенту: 8039
Опубліковано: 26.12.1995
Автори: Гейнріх Гроос, Ганс Германні
МПК: B23H 7/08
Мітки: основі, спосіб, виготовлення, цинком, електрода-дроту, міді, сплава
Формула / Реферат:
1. Способ изготовления электрода-проволоки на основе меди или ее сплава с цинком, включающий нанесение на проволоку слоя цинка, кадмия или сурьмы, отличающийся тем, что, с целью уменьшения износа при электроэрозионном вырезании, электрод-проволоку подвергают термообработке в атмосфере азота, аргона или водорода при 700-850°С в течение 0,096-0,3 мин с последующим охлаждением до 30-80°С в течение 0,02-0,2 мин.2. Способ по п. 1,...
Спосіб виготовлення цирконієвих виробів
Номер патенту: 18390
Опубліковано: 25.12.1997
Автори: Чуднова Наталія Михайлівна, Гальченко Тетяна Георгіївна, Шулик Ірина Германівна, Усатіков Іван Федорович
МПК: C04B 35/622, C04B 35/04, C04B 35/48
Мітки: виготовлення, спосіб, виробів, цирконієвих
Формула / Реферат:
Способ изготовления циркониевых изделий путем получения стабилизированного диоксида циркония, измельчения его, покрытия зерен полученного циркониевого наполнителя смесью технического лигносульфоната и метилцеллюлозы, прессования заготовок и их обжига, отличающийся тем, что стабилизированный диоксид циркония получают плавлением последнего со смесью стабилизаторов и в соотношении от 1 : 23 до 10 : 17, для покрытия зерен стабилизированного...
Пристрій для регулювання зусиль затягнення пружин анкерних стяжок коксових печей
Номер патенту: 9895
Опубліковано: 30.09.1996
Автори: Сулименко Олександр Павлович, Васильєва Тетяна Петрівна, Прохода Микола Йосипович
МПК: C10B 29/00, B25B 27/14
Мітки: печей, пристрій, пружин, зусиль, регулювання, анкерних, стяжок, коксових, затягнення
Формула / Реферат:
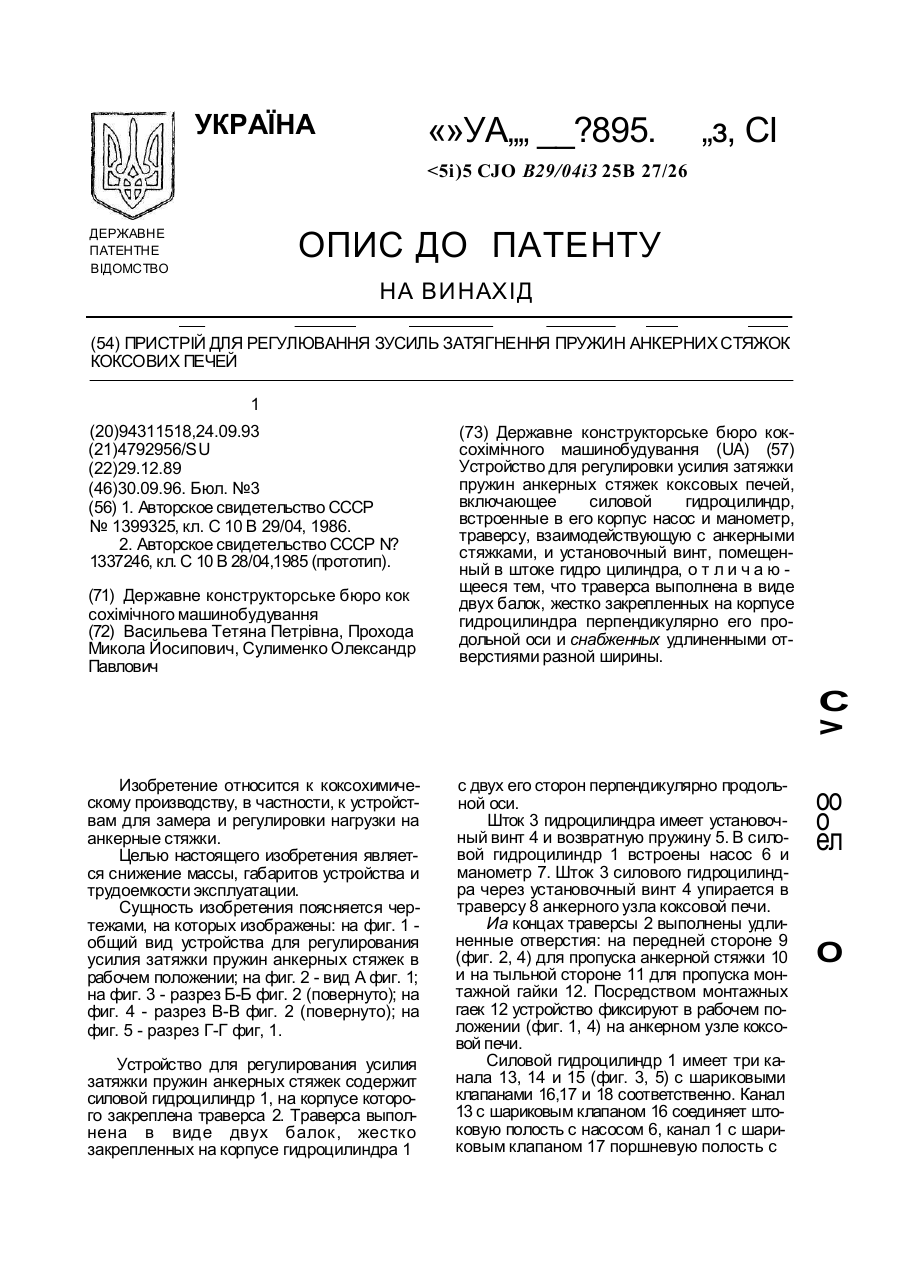
(57) Устройство для регулировки усилия затяжки пружин анкерных стяжек коксовых печей, включающее силовой гидроцилиндр, встроенные в его корпус насос и манометр, траверсу, взаимодействующую с анкерными стяжками, и установочный винт, помещенный в штоке гидроцилиндра, отличающееся тем, что траверса выполнена в виде двух балок, жестко закрепленных на корпусе гидроцилиндра перпендикулярно его продольной оси и снабженных удлиненными отверстиями...
Спосіб виготовлення кремнієвих газочутливих елементів
Номер патенту: 16283
Опубліковано: 29.08.1997
Автор: Удовицький Віктор Григорович
МПК: G01N 27/00
Мітки: газочутливих, спосіб, виготовлення, кремнієвих, елементів
Формула / Реферат:
Способ изготовления кремниевых газочувствительных элементов, заключающийся в обработке поверхности элементов смесью веществ для легировання поверхности примесями, повышающими чувствительность элементов к анализируемому компоненту, отличающийся тем, что, с целью повышения чувствительности элементов к диэтиловому эфиру, газочувствительные элементы обрабатывают хлорметилтрихлорсиланом в интервале температур от 115 до 120°С в течение...
Спосіб виготовлення теплообмінника з металевих труб
Номер патенту: 3712
Опубліковано: 27.12.1994
Автори: Хабчик Аркадій Семенович, Хабчик Валерій Семенович
МПК: F28F 19/00
Мітки: спосіб, теплообмінника, металевих, труб, виготовлення
Формула / Реферат:
Способ изготовления теплообменника из металлических труб с антикоррозионным покрытием, включающий крепление металлических труб к промежуточным элементам, нанесение на них антикоррозионного покрытия путем окунания в эмаль, последующую их сборку в жесткий пучок, отличающийся тем, что предварительно осуществляют сборку труб в жесткий пучок;а затем крепят их к промежуточным элементам, а нанесение антикоррозионного покрытия ведут с наложением...
Попередній патент: Регулятор рівня підлоги транспортного засобу
Наступний патент: Роторний двигун
Випадковий патент: Спосіб профілактики рецидивів параноїдної шизофренії