Спосіб виготовлення спіральних пружних профілів зі стрічок сплавів, що дисперсійно твердіють
Номер патенту: 50037
Опубліковано: 15.10.2002
Автори: Чорний Олександр Васильович, Макаровський Валерій Федорович, Шугаєнко Віктор Костянтинович, Гордієнко Олександр Михайлович, Драпіко Павло Євсеєвич
Формула / Реферат
Спосіб виготовлення спіральних пружних профілів зі стрічок сплавів, що дисперсійне твердіють, що включає намотування стрічки в рулон і наступне розтягування витків уздовж осі, який відрізняється тим, що перед намотуванням в рулон стрічку піддають подовжньо-поперечній пружно-пластичній деформації вигином, потім після намотування в рулон здійснюють розмотування примусово розпрямленої стрічки, відрізають від спіральної заготівки, що довільно утворюється при цьому, заготівку заданої довжини, після чого, затискаючи кінці згаданої заготівки, її розтягують до розмірів готового профілю, одночасно закручуючи до щільного прилягання витків, і потім піддають термофіксації в заневоленому стані.
Текст
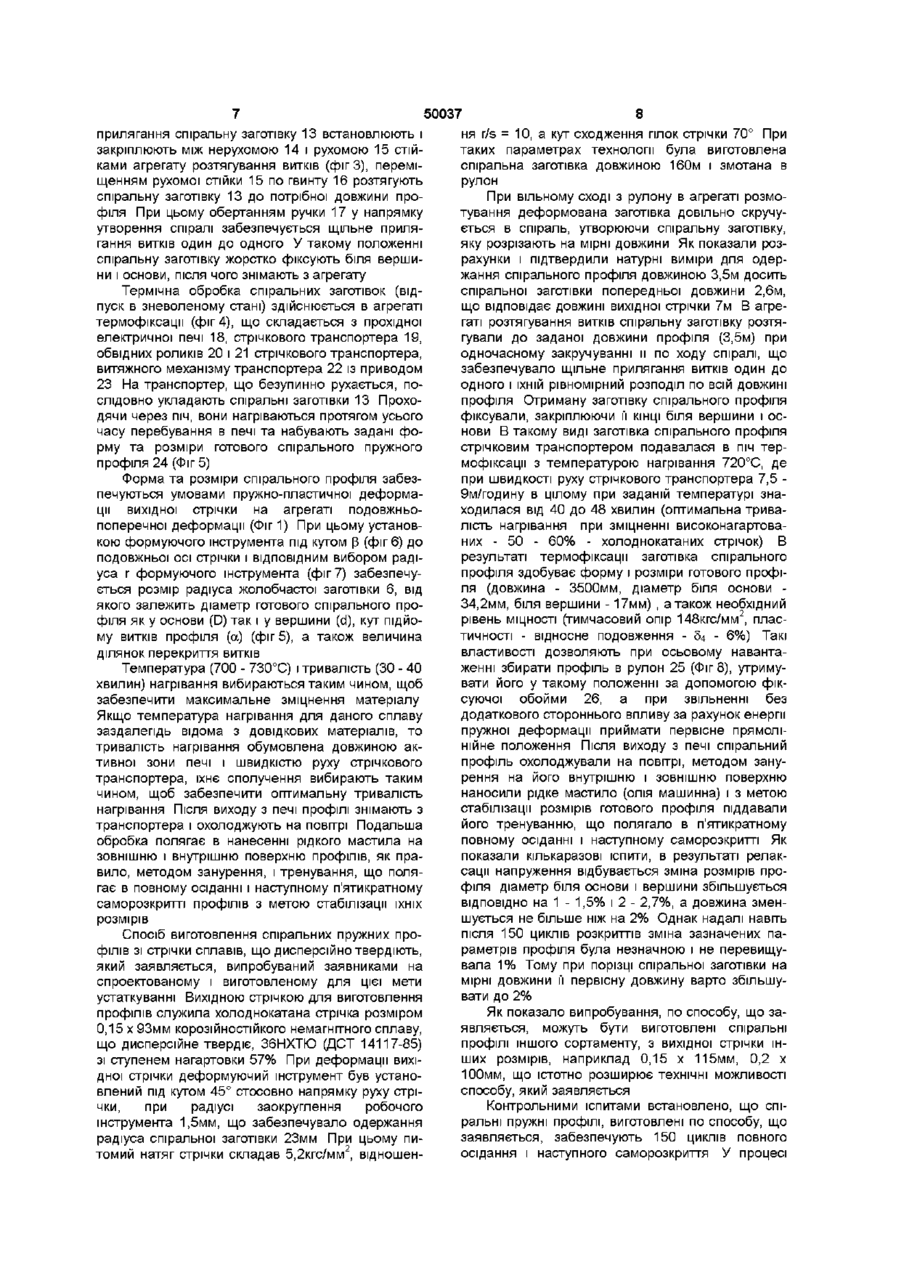
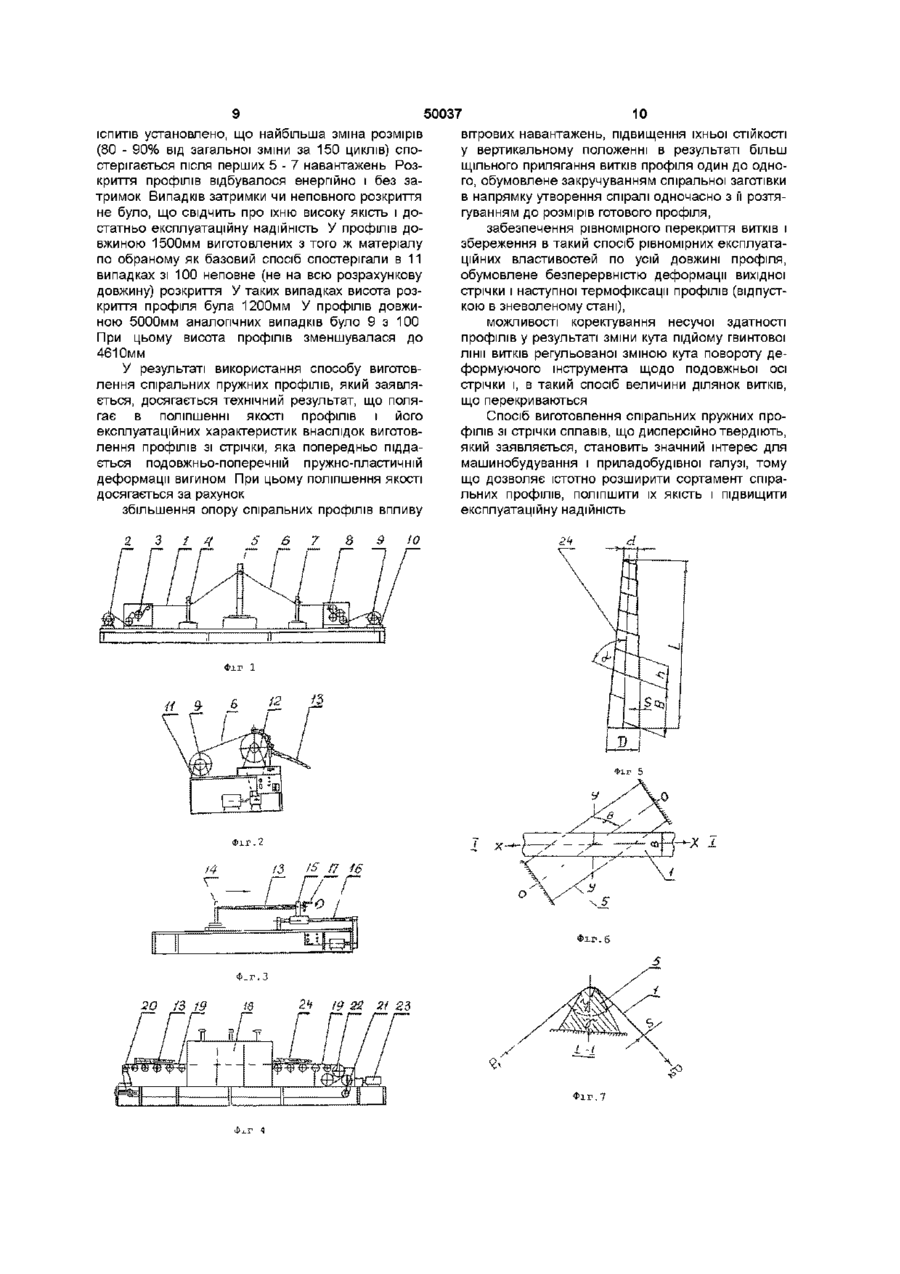
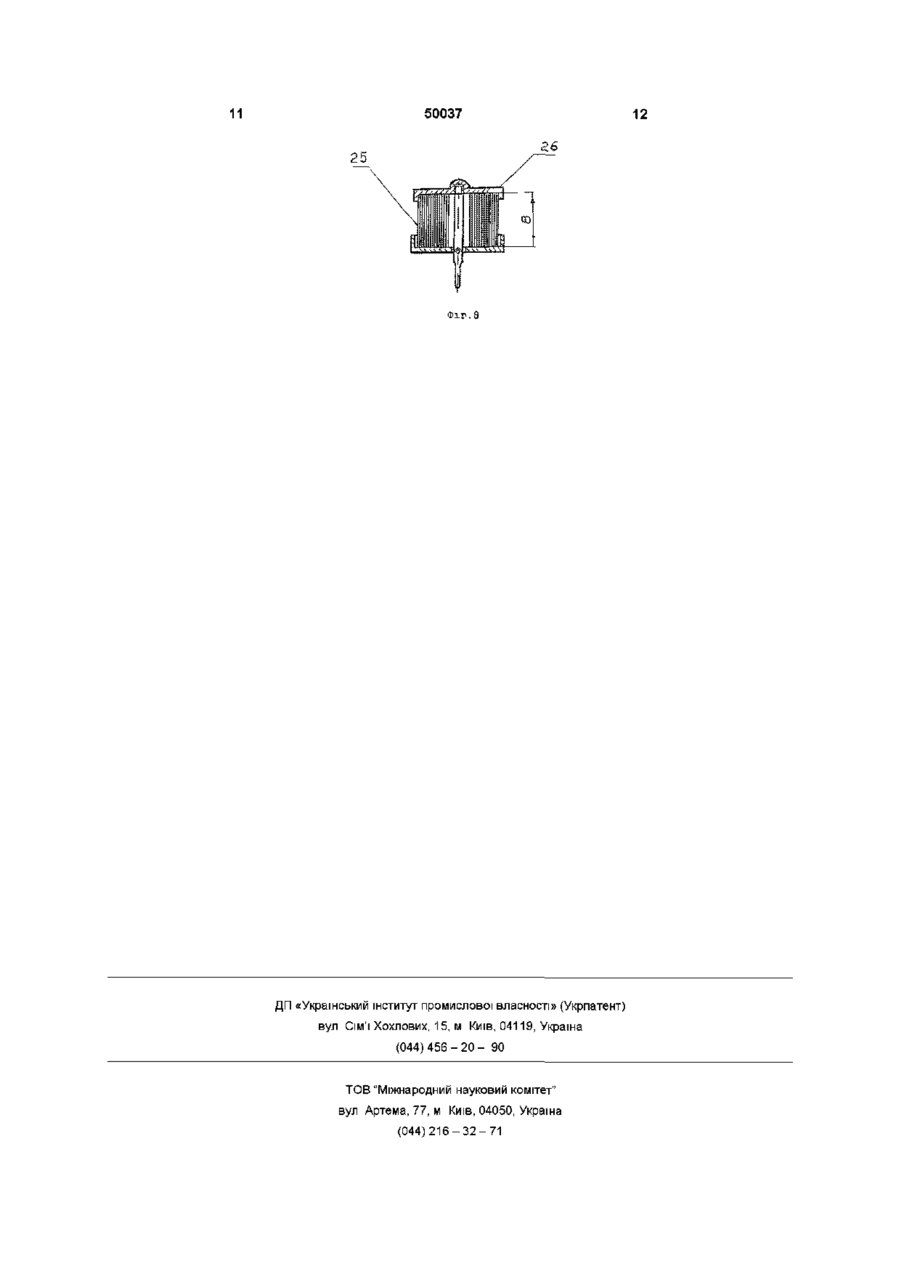
Спосіб виготовлення спіральних пружних профілів зі стрічок сплавів, що дисперсійне твердіють, що включає намотування стрічки в ру лон і наступне розтягування витків уздовж осі, який відрізняється тим, що перед намотуванням в рулон стрічку піддають подовжньо-поперечній пружно-пластичній деформації вигином, потім після намотування в рулон здійснюють розмотування примусово розпрямленої стрічки, відрізають від спіральної заготівки, що довільно утворюється при цьому, заготівку заданої довжини, після чого, затискаючи КІНЦІ згаданої заготівки, и розтягують до розмірів готового профілю, одночасно закручуючи до щільного прилягання витків, і потім піддають термофіксації в заневоленому стані Винахід відноситься до галузі обробки металів тиском в поєднанні з термічною обробкою (відпуском в зневоленому стані), а точніше до способів виготовлення пружних профілів з холоднокатаних стрічок сплавів, що дисперсійно твердіють, і може бути використаний при їхньому виготовленні Спіральні пружні профілі являють собою КОНІЧНІ порожні ТОНКОСТІННІ стержні довжиною до 5м, утворені шляхом навивки по спіралі тонких стрічок, при цьому частина кожного наступного витка накладається на попередній, утворюючи ділянки подвійної товщини Таким чином, від вершини до основи з кожним витком спіралі діаметр профілів збільшується на величину двох товщин вихідної стрічки Внаслідок цього діаметр спіральних профілів у вершини мінімальний, у основи - максимальний Основною вимогою, що ставиться до таких профілів, є їхня здатність пружно деформуватися під впливом осьового навантаження в компактний рулон, накопичуючи при цьому запас енергії пружної деформації, а при звільненні від навантаження приймати первісні форму і розміри Переведення спіральних профілів із прямолінійного (робочого) стану в транспортний (у рулоні) і зворотньо повинно здійснюватися багаторазово При цьому коефіцієнт трансформації (відношення довжини спірального профіля в робочому стані і висоти складеного в рулон) повинний бути не менш 25 ЗО Перевагою таких профілів є те, що для переведення прямолінійного профіля в рулон не потрібно спеціального приводу, переведення здійснюється за рахунок енергії пружної деформації Завдяки таким властивостям спіральні профілі застосовують як компактні легковагові антени, що саморозкриваються, у приладах, призначених для пошуку і виявлення вантажів, що спускаються з літальних, утому числі космічних, апаратів (радюантени і радіомаяки), елементів конструкцій складної просторової форми, що розгортаються, й ш Відомий «Спосіб виготовлення телескопічних пружин зі стрічок» (див авт свід СРСР № 461758, м кл B21d, 11/06, B21f, 35/00, опубл У 1975р БІ № 8), що включає намотку стрічки в рулон, розтягування витків рулона уздовж осі і наступне и намагнічування в напрямку осі з метою підвищення демпфіруючих властивостей У винаходу, що заявляється, і аналога збігаються наступні ознаки намотування стрічки в рулон і наступне розтягування витків рулона уздовж осі При використанні аналога досягненню очікуваного технічного результату перешкоджає одна з найважливіших вимог, що ставляться до пружних профілів, у тому числі і спіральних - їх немагнітність Тому спосіб підвищення демпфіруючих властивостей шляхом намагнічування не може бути застосований при виготовленні спіральних немаг 1 СО о о Ю 50037 нітних пружних профілів Слід зазначити, що в даний час для виготовлення пружних профілів застосовують пружинну немагнітну стрічку сплавів, що дисперсійне твердіють хромо-нікельтитанових (36НХТЮ, 42НХТЮ), хромо-нікельмолібденових (36НХТЮМ5), мідно-берилієвих (БрБНТ1,7, БрБНТ1,9) Найбільш близьким по технічній суті до винаходу, що заявляється, є «Спосіб виготовлення телескопічних пружин зі стрічок» (див авт свід СРСР № 283169, м кл B21f, 3/02, опубл У 1970р БІ № 31), обраний як прототип, що включає намотування стрічки в рулон, роздачу рулону на конус і наступне розтягування витків рулону уздовж осі У винаходу, що заявляється, і прототипу збігаються наступні ознаки намотування стрічки в рулон і наступне розтягування витків рулону уздовж осі При використанні прототипу досягненню очікуваного технічного результату перешкоджає утворення відносного великої щілини між витками при їхньому розтяганні уздовж осі Спіральні профілі, виготовлені по такому технологічному процесу, через наявність щілини відрізняються нестійкістю в прямолінійному положенні, а в розглянутому технологічному процесі не передбачені технологічні прийоми по її зменшенню У результаті це негативно позначається на СТІЙКОСТІ профіля в робочому прямолінійному положенні, його опір вітровим навантаженням і працездатності взагалі Завданням винаходу, який заявляється, є розробка такого способу виготовлення спіральних профілів, у якого удосконалення шляхом введення нових операцій приводить до досягнення технічного результату, що полягає в підвищенні СТІЙКОСТІ профіля у робочому прямолінійному положенні, його опору вітровим навантаженням, а також рівномірності експлуатаційних властивостей по всій довжині профіля Спосіб виготовлення спіральних пружних профілів зі стрічки сплавів, що дисперсійно твердіють, який заявляється, включає намотування стрічки в рулон і наступне розтягування витків рулона уздовж осі Поставлене завдання вирішується намотуванням стрічки в рулон і наступним розтягуванням витків рулона уздовж осі На відміну від прототипу при реалізації способу виготовлення спіральних профілів, який заявляється, стрічку перед намотуванням в рулон піддають подовжньо-поперечній пружно-пластичній деформації вигином, потім після намотування в рулон здійснюють розмотування примусово розпрямленої стрічки, відрізають від спіральної заготівки профіля, що довільно утворюється при цьому, заготівку заданої довжини, після чого, затискаючи КІНЦІ згаданої заготівки, и розтягують до розмірів готового профіля, одночасно закручуючи до щільного прилягання витків, і потім піддають термофіксації в зневоленому стані В результаті використання винаходу очікується досягнення такого технічного результату поліпшення якості спіральних профілів за рахунок забезпечення однакового по величині перекриття витків і збереження в такий спосіб рівномірних експлуатаційних властивостей по всій довжині профіля, обумовленого безперервністю подовж ньо-поперечної деформації вихідної стрічки вигином, розмотуванням деформованої стрічки з рулону одночасно з її закручуванням по спіралі і наступній термофіксації в зневоленому стані, підвищення СТІЙКОСТІ спіральних профілів в робочому прямолінійному положенні та, як наслідок, підвищення опору вітровим навантаженням За рахунок більш щільного прилягання витків один до одного, забезпечуване закручуванням спіральної заготівки одночасно з її розтягуванням до розмірів готового профіля, можливість коректування несучої здатності профілів за рахунок зміни кута підйому гвинтової лінії витків і в такий спосіб величини ділянок їхнього перекриття в результаті зміни положення деформуючого інструмента стосовно подовжньої осі вихідної стрічки Між технічним результатом, що планується досягти, і ознаками винаходу існує такий причинно-наслідковий зв'язок Як показала практика виготовлення і експлуатації спіральних профілів, більш ЯКІСНІ спіральні профілі одержують у випадку, якщо вихідною заготівкою для них є не плоска стрічка, а стрічка з жолобчастою формою поперечного перерізу Тому розроблений спосіб передбачає двоступінчасте виготовлення спіральних профілів спочатку одержання з плоскої стрічки жолобчастої заготівки, а потім з неї - спіральних профілів Застосування подовжньо-поперечної пружнопластичної деформації вигином приводить до зміни прямолінійного поперечного перерізу вихідної стрічки на залишкову жолобчасту форму Для забезпечення безперервності процесу деформації жолобчасту стрічку змотують у рулон При наступному розмотуванні внаслідок здійснення деформації стрічки під кутом до и подовжньої осі відбувається самостійне згортання стрічки в спіральну заготівку Такий технологічний прийом забезпечує рівномірність властивостей після безперервної деформації по всій довжині, а самостійне формування спіральної заготівки профіля - постійну величину перекриття витків, що також сприяє стабільності властивостей профілів Крім того, наявність жолобчастої форми поперечного перерізу витків через зменшення тертя між ними сприяє більш енергійному розкриттю профілів при їхньому переході зі стану, змотаного в рулон, у прямолінійне робоче положення Можливість пружної деформації витків забезпечує їхнє примусове розправляння до плоскої стрічки в рулоні, а при переведенні профіля в прямолінійне положення, розправляючи до жолобчастої форми, більш високу СТІЙКІСТЬ усього профіля в робочому положенні Розтягування спіральної заготівки до розмірів готового профіля здійснюють одночасно з и закручуванням у напрямку навивки спіралі, що забезпечує мінімальну щілину між витками Наступна термофіксація (відпуск в зневоленому стані) фіксує придбані форму і розміри готових профілів Це забезпечує підвищення експлуатаційної СТІЙКОСТІ профілів, наприклад, збільшуючи їхній опір впливу вітрових навантажень Застосування і здійснення описаних технологічних операцій при виготовленні поліпшує якість і експлуатаційні характеристики спіральних профі 50037 лів, виготовлених згідно способу, що заявляється, умови переведення з транспортного (у рулонах) у робоче (прямолінійне) положення і зворотньо, а також надійність розкриття профілів при роботі в автоматичному режимі Суть винаходу пояснюється графічним матеріалом, на якому зображено на фіг 1 - агрегат подовжньо-поперечної деформації стрічок вигином, на фіг 2 - агрегат розмотування спіральної заготівки, на фіг 3 - агрегат розтягування витків спіральної заготівки до розміру готового профіля при одночасному закручуванні в напрямку навивки спіралі, на фіг 4 - агрегат термофіксації (відпуску в зневоленому стані) спіральних профілів безперервним способом, на фіг 5 - спіральний пружний профіль в прямолінійному (робочому) положенні, на фіг 6 - схема взаємного розташування вихідної стрічки й інструмента подовжньо-поперечної деформації, на фіг 7 - схема положення вихідної стрічки і деформуючого інструмента в процесі деформації (переріз 1-1 на фіг 6), на фіг 8 - спіральний пружний профіль, зібраний у рулон, в транспортному положенні На графічних матеріалах позиціями позначено 1 - вихідна стрічка для виготовлення спіральних пружних профілів, 2 - рулон вихідної стрічки, 3 - блок обвідних роликів гальмування стрічки, 4 - направляючий ролик, 5 - деформуючий вузол, 6 - спрофільована жолобчаста заготівка, 7 - обвідний ролик, 8 - блок обвідних роликів натягу стрічки, 9 - рулон спрофільованої заготівки на з'ємній котушці, 10 - приводний намотувач, 11 - розмотувач спіральної заготівки, 12 - механізм примусового розпрямлення спіральної заготівки, 13 - спіральна заготівка, 14 - нерухома стійка, 15 - рухома стійка, 16 - гвинт пересування рухомої стійки, 17 - ручка механізму закручування заготівки, 18 - електрична піч термофіксації, 19 - стрічковий транспортер, 20 - обвідний ролик, 21 - обвідний ролик, 22 - витяжний механізм стрічкового транспортера, 23 - привід витяжного механізму, 24 - спіральний пружний профіль (стержень), 25 - зібраний спіральний пружний профіль (рулон), 26 - фіксуюча обойма Літерні позначення на графічних матеріалах S - товщина стрічки, В - ширина стрічки, D - діаметр профіля біля основи, d - діаметр профіля біля вершини, х-х та у-у - взаємно перпендикулярні ВІСІ, З яких одна співпадає з подовжньою віссю стрічки, 0-0 - повздовжня вісь деформуючого інструменту, г - радіус деформуючого інструменту, у - кут сходження гілок заготівки на деформуючому інструменті, Р-і і Р2 - зусилля натягу стрічки до і після деформуючого інструмента Спосіб виготовлення спіральних пружних профілів зі стрічки сплавів, що дисперсійно твердіють, який заявляється, реалізується на комплексі устаткування, що представляє собою окремо встановлені агрегати, не зв'язані між собою в єдиній технологічній ЛІНИ агрегат безперервної подовжньо-поперечної деформації стрічок вигином, агрегат розмотування спіральної заготівки, агрегат розтягування витків спіральної заготівки при одночасному закручуванні їх у напрямку утворення спіралі, агрегат термофіксації спіральних профілів безупинним способом Спосіб виготовлення спіральних пружних профілів зі стрічок сплавів, що дисперсійно твердіють, який заявляється, реалізується в такий спосіб Спочатку на агрегаті подовжньо-поперечної деформації вигином (фиг 1) з вихідної стрічки одержують жолобчасту заготівку, що внаслідок установки деформуючого інструмента під кутом до напрямку руху стрічки у вільному стані утворює спіраль У такий спосіб на початковому етапі одержують спіральну заготівку, яку при безперервному процесі деформації змотують в рулон При цьому вихідна стрічка 1 (фиг 1), розмотуючись з рулону 2 і, проходячи через блок обвідних роликів З, необхідних для створення натягу, через направляючий ролик 4 надходить у деформуючий вузол 5 У деформуючому вузлі встановлюють формуючий інструмент, що представляє собою, наприклад, тригранну призму, виготовлену з інструментальної сталі і термічно оброблену на високу твердість, робочі ребра якої закруглені радіусами, що забезпечують необхідну жолобчастість стрічки після деформації Після профілювання та видалення змащення жолобчаста заготівка 6 надходить у блок обвідних роликів натягу 7 і 8, де примусово розпрямляється до плоскої стрічки і у такому виді змотується в рулон 9 на приводному намотувачі 10 (ел привод на кресленні не показаний) Отриманий у такий спосіб рулон спрофільованої заготівки 9 знімають з намотувача 10 і встановлюють у розмотувач 11 агрегату розмотування (фіг 2) і, пропускаючи через механізм примусового розпрямлення 12, що складається з барабана і притискних роликів, висувають жолобчасту заготівку 6, що після виходу з механізму у вільному стані утворює спіральну заготівку 13 Спіральну заготівку попередньої довжини (більш точно довжина буде визначена при розтягуванні витків до довжини готового профіля) відрізають, цю операцію повторюють доти, поки весь рулон 9 не буде порізаний на спіральні заготівки 13 Для одержання необхідної довжини профіля, рівномірного розташування витків і щільного їх 50037 прилягання спіральну заготівку 13 встановлюють і закріплюють між нерухомою 14 і рухомою 15 стійками агрегату розтягування витків (фіг 3), переміщенням рухомої стійки 15 по гвинту 16 розтягують спіральну заготівку 13 до потрібної довжини профіля При цьому обертанням ручки 17 у напрямку утворення спіралі забезпечується щільне прилягання витків один до одного У такому положенні спіральну заготівку жорстко фіксують біля вершини і основи, після чого знімають з агрегату Термічна обробка спіральних заготівок (відпуск в зневоленому стані) здійснюється в агрегаті термофіксації (фіг 4), що складається з прохідної електричної печі 18, стрічкового транспортера 19, обвідних роликів 20 і 21 стрічкового транспортера, витяжного механізму транспортера 22 із приводом 23 На транспортер, що безупинно рухається, послідовно укладають спіральні заготівки 13 Проходячи через піч, вони нагріваються протягом усього часу перебування в печі та набувають задані форму та розміри готового спірального пружного профіля 24 (Фіг 5) Форма та розміри спірального профіля забезпечуються умовами пружно-пластичної деформації вихідної стрічки на агрегаті подовжньопоперечної деформації (Фіг 1) При цьому установкою формуючого інструмента під кутом В (фіг 6) до подовжньої осі стрічки і ВІДПОВІДНИМ вибором радіуса г формуючого інструмента (фіг 7) забезпечується розмір радіуса жолобчастої заготівки 6, від якого залежить діаметр готового спірального профіля як у основи (D) так і у вершини (d), кут підйому витків профіля (а) (фіг 5), а також величина ділянок перекриття витків Температура (700 - 730°С) і тривалість (ЗО - 40 хвилин) нагрівання вибираються таким чином, щоб забезпечити максимальне зміцнення матеріалу Якщо температура нагрівання для даного сплаву заздалегідь відома з довідкових матеріалів, то тривалість нагрівання обумовлена довжиною активної зони печі і швидкістю руху стрічкового транспортера, їхнє сполучення вибирають таким чином, щоб забезпечити оптимальну тривалість нагрівання Після виходу з печі профілі знімають з транспортера і охолоджують на повітрі Подальша обробка полягає в нанесенні рідкого мастила на зовнішню і внутрішню поверхню профілів, як правило, методом занурення, і тренування, що полягає в повному осіданні і наступному п'ятикратному саморозкритті профілів з метою стабілізації їхніх розмірів Спосіб виготовлення спіральних пружних профілів зі стрічки сплавів, що дисперсійно твердіють, який заявляється, випробуваний заявниками на спроектованому і виготовленому для цієї мети устаткуванні Вихідною стрічкою для виготовлення профілів служила холоднокатана стрічка розміром 0,15 х 93мм корозійностійкого немагнітного сплаву, що дисперсійне твердіє, 36НХТЮ (ДСТ 14117-85) зі ступенем нагартовки 57% При деформації вихідної стрічки деформуючий інструмент був установлений під кутом 45° стосовно напрямку руху стрічки, при радіусі заокруглення робочого інструмента 1,5мм, що забезпечувало одержання радіуса спіральної заготівки 23мм При цьому питомий натяг стрічки складав 5,2кгс/мм2, відношен 8 ня r/s = 10, а кут сходження гілок стрічки 70° При таких параметрах технології була виготовлена спіральна заготівка довжиною 160м і змотана в рулон При вільному сході з рулону в агрегаті розмотування деформована заготівка довільно скручується в спіраль, утворюючи спіральну заготівку, яку розрізають на мірні довжини Як показали розрахунки і підтвердили натурні виміри для одержання спірального профіля довжиною 3,5м досить спіральної заготівки попередньої довжини 2,6м, що відповідає довжині вихідної стрічки 7м В агрегаті розтягування витків спіральну заготівку розтягували до заданої довжини профіля (3,5м) при одночасному закручуванні и по ходу спіралі, що забезпечувало щільне прилягання витків один до одного і їхній рівномірний розподіл по всій довжині профіля Отриману заготівку спірального профіля фіксували, закріплюючи її КІНЦІ біля вершини і основи В такому виді заготівка спірального профіля стрічковим транспортером подавалася в піч термофіксації з температурою нагрівання 720°С, де при швидкості руху стрічкового транспортера 7,5 9м/годину в цілому при заданій температурі знаходилася від 40 до 48 хвилин (оптимальна тривалість нагрівання при зміцненні в и со ко на гартованих - 50 - 60% - холоднокатаних стрічок) В результаті термофіксації заготівка спірального профіля здобуває форму і розміри готового профіля (довжина - 3500мм, діаметр біля основи 34,2мм, біля вершини - 17мм) , атакож необхідний рівень МІЦНОСТІ (тимчасовий опір 148кгс/мм2, пластичності - відносне подовження - 54 - 6%) Такі властивості дозволяють при осьовому навантаженні збирати профіль в рулон 25 (Фіг 8), утримувати його у такому положенні за допомогою фіксуючої обойми 26, а при звільненні без додаткового стороннього впливу за рахунок енергії пружної деформації приймати первісне прямолінійне положення Після виходу з печі спіральний профіль охолоджували на повітрі, методом занурення на його внутрішню і зовнішню поверхню наносили рідке мастило (олія машинна) і з метою стабілізації розмірів готового профіля піддавали його тренуванню, що полягало в п'ятикратному повному осіданні і наступному саморозкритті Як показали кількаразові іспити, в результаті релаксації напруження відбувається зміна розмірів профіля діаметр біля основи і вершини збільшується ВІДПОВІДНО на 1 - 1,5% і 2 - 2,7%, а довжина зменшується не більше ніж на 2% Однак надалі навіть після 150 циклів розкриттів зміна зазначених параметрів профіля була незначною і не перевищувала 1% Тому при порізці спіральної заготівки на мірні довжини її первісну довжину варто збільшувати до 2% Як показало випробування, по способу, що заявляється, можуть бути виготовлені спіральні профілі іншого сортаменту, з вихідної стрічки інших розмірів, наприклад 0,15 х 115мм, 0,2 х 100мм, що істотно розширює технічні можливості способу, який заявляється Контрольними іспитами встановлено, що спіральні пружні профілі, виготовлені по способу, що заявляється, забезпечують 150 циклів повного осідання і наступного саморозкриття У процесі 10 50037 ІСПИТІВ установлено, що найбільша зміна розмірів (80 - 90% від загальної зміни за 150 циклів) спостерігається після перших 5 - 7 навантажень Розкриття профілів відбувалося енергійно і без затримок Випадків затримки чи неповного розкриття не було, що свідчить про їхню високу якість і достатньо експлуатаційну надійність У профілів довжиною 1500мм виготовлених з того ж матеріалу по обраному як базовий спосіб спостерігали в 11 випадках зі 100 неповне (не на всю розрахункову довжину) розкриття У таких випадках висота розкриття профіля була 1200мм У профілів довжиною 5000мм аналогічних випадків було 9 з 100 При цьому висота профілів зменшувалася до 4610мм У результаті використання способу виготовлення спіральних пружних профілів, який заявляється, досягається технічний результат, що полягає в поліпшенні якості профілів і його експлуатаційних характеристик внаслідок виготовлення профілів зі стрічки, яка попередньо піддається подовжньо-поперечній пружно-пластичній деформації вигином При цьому поліпшення якості досягається за рахунок збільшення опору спіральних профілів впливу Фіг Н вітрових навантажень, підвищення їхньої СТІЙКОСТІ у вертикальному положенні в результаті більш щільного прилягання витків профіля один до одного, обумовлене закручуванням спіральної заготівки в напрямку утворення спіралі одночасно з її розтягуванням до розмірів готового профіля, забезпечення рівномірного перекриття витків і збереження в такий спосіб рівномірних експлуатаційних властивостей по усій довжині профіля, обумовлене безперервністю деформації вихідної стрічки і наступної термофіксації профілів (відпусткою в зневоленому стані), можливості коректування несучої здатності профілів у результаті зміни кута підйому гвинтової лінії витків регульованої зміною кута повороту деформуючого інструмента щодо подовжньої осі стрічки і, в такий спосіб величини ділянок витків, що перекриваються Спосіб виготовлення спіральних пружних профілів зі стрічки сплавів, що дисперсійно твердіють, який заявляється, становить значний інтерес для машинобудування і приладобудівної галузі, тому що дозволяє істотно розширити сортамент спіральних профілів, поліпшити їх якість і підвищити експлуатаційну надійність 1 9 •X -1 і_г.З Фіг.? 11 50037 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of spiral elastic profiles from tapes of precipitation hardening alloys
Автори англійськоюShuhaienko Viktor Kostiantynovych, Drapiko Pavlo Ovsiiovych, Makarovskyi Valerii Fedorovych, Hordiienko Oleksandr Mykhailovych, Chornyi Oleksandr Vasyliovych
Назва патенту російськоюСпособ изготовления спиральных упругих профилей из лент дисперсионно твердеющих сплавов
Автори російськоюШугаенко Виктор Константинович, Драпико Павел Евсеевич, Макаровский Валерий Федорович, Гордиенко Александр Михайлович, Черный Александр Васильевич
МПК / Мітки
МПК: B21F 3/00, B21D 11/06
Мітки: пружних, спосіб, стрічок, дисперсійно, спіральних, твердіють, сплавів, виготовлення, профілів
Код посилання
<a href="https://ua.patents.su/6-50037-sposib-vigotovlennya-spiralnikh-pruzhnikh-profiliv-zi-strichok-splaviv-shho-dispersijjno-tverdiyut.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення спіральних пружних профілів зі стрічок сплавів, що дисперсійно твердіють</a>
Спосіб виготовлення жолобчатих пружних профілів із пружинної стрічки сплаву, що дисперсійно твердіє
Номер патенту: 44067
Опубліковано: 15.01.2002
Автори: Драпіко Павло Євсеєвич, Чорний Олександр Васильович, Гордієнко Олександр Михайлович, Шугаєнко Віктор Костянтинович
МПК: B21B 3/00
Мітки: пружних, дисперсійно, стрічки, профілів, жолобчатих, сплаву, спосіб, твердіє, виготовлення, пружинної
Формула / Реферат:
Спосіб виготовлення жолобчатих пружних профілів із пружинної стрічки сплаву, що дисперсійно твердіє, який включає безперервне формування профіль із рулонної стрічки, подальшу термічну обробку, розгортання профіль до плоскої стрічки і змотування його в рулон, який відрізняється тим, що спочатку із стрічки, ширина якої кратна щонайменше ширині розгортки двох жолобчатих профілів, формують циліндричний профіль радіусом, що відповідає радіусу...
Спосіб виготовлення пружних профілів з краями, що перекриваються
Номер патенту: 37945
Опубліковано: 15.05.2001
Автори: Драпіко Павло Євсеєвич, Шугаєнко Віктор Костянтинович, Гордієнко Олександр Михайлович, Макаровський Валерій Федорович, Чорний Олександр Васильович
МПК: C21D 9/08
Мітки: пружних, спосіб, перекриваються, краями, профілів, виготовлення
Формула / Реферат:
(21) 2000052604(54) (57)Дата прийняття рішення08.12.2000 р.Спосіб виготовлення пруяних профілів з краями, що перекриваються, який вкличае формування профіля із пружинної нагартованої стрічки дисперсійно-твердіичого сплаву, фіксацію форми та розмірів профіля термічною обробкою, його розгортання і наступну змотку в рулон, який відрізняється тим, що перед формуванням профіля бокові ділянки стрічки...
Спосіб виготовлення замкнутих пружних профілів
Номер патенту: 22720
Опубліковано: 07.04.1998
Автори: Шугаєнко Віктор Костянтинович, Гордієнко Олександр Михайлович, Чорний Олександр Васильович, Макаровський Валерій Федорович
МПК: C21D 9/08
Мітки: спосіб, пружних, замкнутих, виготовлення, профілів
Формула / Реферат:
Способ изготовления замкнутых упругих профилей, включающий разматывание двух пружинных лент из рулонов, совмещение и продольную сварку их кромок, формовку из сваренных лент замкнутого профиля, термофиксацию формы замкнутого профиля и смотку профиля в рулон, отличающийся тем, что перед термофиксацией формы замкнутого профиля внутрь замкнутого профиля через технологическое отверстие в нем закачивают газ под давлением 30,0-102,0 кПа.
Спосіб виготовлення холоднокатаних сталевих стрічок із нержавіючої сталі і металевих стрічок із сплавів титану і лінія для його здійснення
Номер патенту: 40606
Опубліковано: 15.08.2001
Автори: Ное Рольф, Баукло Дітер, Ное Андреас
МПК: C22F 1/18, C21D 8/02, B21B 45/04
Мітки: лінія, стрічок, сталевих, спосіб, здійснення, сталі, титану, металевих, виготовлення, сплавів, нержавіючої, холоднокатаних
Формула / Реферат:
1. Способ изготовления холоднокатаных стальных лент из нержавеющей стали и металлических лент из сплавов титана, включающий удаление окалины с горячекатаной ленты и холодную прокатку, отличающийся тем, что процесс изготовления осуществляют в единой линии обработки при непрерывном прохождении ленты, причем с горячекатаной ленты или отлитой стальной ленты удаляют окалину струйной обработкой, горячекатаную ленту подвергают холодной прокатке с...
Спосіб виробництва спіральних профілів та пристрій для його здійснення
Номер патенту: 5329
Опубліковано: 28.12.1994
Автори: Гребенюк Микола Олександрович, Ємел'янов В'ячеслав Григорович, Доброва Світлана Павлівна, Поленов Олександр Олексійович, Добров Ігор В'ячеславович
МПК: B21C 1/00
Мітки: профілів, спіральних, пристрій, здійснення, виробництва, спосіб
Формула / Реферат:
1. Способ производства спиральных профилей, включающий обжатие круглой заготовки в роликовом или ином калибре некруглого поперечного сечения при его вращении вокруг оси волочении со скоростью, согласованной со скоростью волочения, отличающийся тем, что заготовку предварительно обжимают в геометрически подобном основному дополнительном роликовом калибре в едином технологическом переходе с обжатием, равным 0,35-0,75 суммарного обжатия....
Попередній патент: Циклон
Наступний патент: Спосіб синтезу алмазу
Випадковий патент: Плавучий засіб-перевантажувач