Спосіб одержання вулканізатів із термопластів, вулканізати термопластів та виріб з них
Номер патенту: 82887
Опубліковано: 26.05.2008
Автори: Фейглін Техила, Шустер Міхаель, Гішболінер Міхаель, Рахман Моше


Формула / Реферат
1. Спосіб одержання вулканізатів із термопластів, відповідно до якого готують суміш полімерних матеріалів, включаючи компоненти матриці та дисперсної фази, та проводять динамічну вулканізацію компонента дисперсної фази, причому зазначена динамічна вулканізація містить стадії щеплення органічного силану до зазначеного компонента дисперсної фази з одержанням ланцюгів щепленого компонента дисперсної фази та зшивання зазначених ланцюгів щепленого компонента дисперсної фази у присутності зшиваючого агента, що містить кислоту, причому зазначені щеплення та зшивання здійснюють у розтопленому стані зазначеного компонента дисперсної фази.
2. Спосіб за п. 1, у якому органічним силаном є алкоксисилан.
3. Спосіб за п. 1, у якому зазначений зшиваючий агент вибирають з групи, що містить неорганічну кислоту, органічну кислоту, ангідрид неорганічної або органічної кислоти та багатофункціональну сполуку з кислотною функціональністю у сполученні з амінною сполукою.
4. Спосіб за п. 3, у якому зшиваючий агент вибирають з групи, що містить борну кислоту та адипінову кислоту з аміном.
5. Спосіб за п. 4, у якому аміном у комбінації адипінової кислоти та аміну є триізопропаноламін або триетаноламін.
6. Спосіб за п. 1, у якому динамічну вулканізацію проводять у періодичному режимі.
7. Спосіб за п. 1, у якому динамічну вулканізацію проводять у безперервному режимі.
8. Спосіб за п. 1, у якому матеріалом матриці є напівкристалічний полімер.
9. Спосіб за п. 1, у якому матеріалом матриці є аморфний полімер.
10. Спосіб за п. 8, у якому напівкристалічний полімер вибраний з групи, що містить термопластичні поліефіри, поліацеталі, полівініліденфторид, полікарбонат, полістирол та співполімери стиролу, кристалічний поліетилен, співполімери етилену, гомополімер пропілену, статистичний співполімер пропілену-етилену, гетерофазний співполімер пропілену-етилену та поліаміди.
11. Спосіб за п. 1, у якому полімер матриці становить від 15 до 80 % маси полімерної композиції.
12. Спосіб за п. 1, у якому компонент дисперсної фази вибраний з групи, що містить поліетилен з щільністю в межах 0,90-0,96 г/см3; співполімери етилену з альфа-олефінами з щільністю в межах 0,85-0,95 г/см3; співполімери етилену з вінілацетатом, акрилатом або іншими полярними мономерами; хлорований поліетилен, блок-співполімери стиролу, натуральні каучуки, бутадієн-стирольні каучуки, нітрильні каучуки, бутилові каучуки, хлоропренові каучуки, гідровані каучуки та їх суміші.
13. Спосіб за п. 1, у якому компонент дисперсної фази становить від 20 до 85 % маси полімерної композиції.
14. Спосіб за п. 1, у якому зшиваючий агент беруть у кількості 0,05-5 мас. частин на 100 частин маси полімерної композиції.
15. Спосіб за п. 1, у якому до вулканізату термопласту на будь-якій стадії його одержання додають один або кілька додаткових компонентів, вибраних з групи, що містить антиокислювачі, пластифікатори, мінеральні наповнювачі та функціональні компоненти, та додаткові полімерні компоненти, вибрані з-поміж кристалічних або аморфних полімерів, еластомерів та щеплених полімерів.
16. Спосіб за п. 1, у якому матеріал матриці не піддають зшиванню.
17. Спосіб за п. 1, у якому компонент дисперсної фази має температуру плавлення нижче, ніж компонент матриці, а щеплення ведуть при температурах у проміжку між температурою плавлення матриці та температурою плавлення дисперсної фази.
18. Спосіб за п. 1, у якому щеплення ведуть при температурі, при якій усі полімерні компоненти розтоплюють.
19. Спосіб за п. 1, у якому будь-які залишки летких компонентів видаляють продувкою або під вакуумом після завершення стадії щеплення.
20. Спосіб за п. 1, в якому зазначені щеплення та зшивання здійснюють без додавання води в зазначену суміш полімерних матеріалів.
21. Спосіб за п. 1, в якому компонент дисперсної фази містить більше ніж 95 % гелевої складової.
22. Спосіб за п. 6, у якому щеплення та зшивання виконують послідовно.
23. Спосіб за п. 6, у якому щеплення та зшивання виконують у різних зонах барабана екструдера.
24. Спосіб за п. 6, у якому:
а) змішують компонент дисперсної фази та принаймні частину матриці з вибраним силаном, вільними радикалами, джерелами вільних радикалів, а за бажанням також з оловоорганічними сполуками;
б) доводять суміш зазначених компонентів до температури щеплення;
в) залишають до здійснення щеплення;
г) після щеплення підвищують температуру суміші до принаймні температури плавлення матриці та вводять зшиваючий агент та антиокислювач;
д) залишають до здійснення зшивання, причому має місце інверсія фаз;
е) додають будь-які потрібні додаткові компоненти з перемішуванням;
є) вивантажують кінцевий продукт.
25. Спосіб за п. 7, у якому:
а) завантажують принаймні частину матриці та всі інші полімерні компоненти до приймального бункера екструдера;
б) подають силан та пероксид до приймальної зони екструдера при охолодженні зазначеної зони;
в) нагрівають зону щеплення екструдера до такої температури, щоб розтопити компонент дисперсної фази без розтоплення матриці;
г) місять одержану суміш;
д) завантажують до додаткової приймальної зони екструдера добавки, необхідні для здійснення зшивання, включаючи зшиваючий агент та антиокислювачі;
е) за потреби завершують завантаження матриці;
є) перемішують та місять суміш уведених компонентів при нагріванні;
ж) видаляють леткі речовини;
з) за бажанням додають олію для наповнення й перемішують;
и) екструдують кінцевий продукт.
26. Вулканізати термопластів, виготовлені способом відповідно до будь-якого з пп. 1-25, які містять матрицю та зшиту дисперсну фазу, термодинамічно несумісні між собою, та мають наступні властивості:
а) низьку жорсткість;
б) високу гнучкість, яка характеризується низькою твердістю за Шором від 25 А до 60 D;
в) вміст дисперсної фази не менше 50 об. %;
г) високий вміст гелю вулканізованого компонента дисперсної фази, переважно більше 95 %;
д) високу щільність зшивання вулканізованого компонента дисперсної фази;
е) білий колір;
є) негігроскопічність;
ж) відсутність токсичних компонентів;
з) вузькі проміжки (зв'язки) між частинками зшитої дисперсної фази, які забезпечують майже безперервність зазначених частинок у матриці.
27. Вулканізати термопластів за п. 26, у яких матриця містить напівкристалічні або аморфні полімери.
28. Вулканізати термопластів за п. 26, у яких матриця містить напівкристалічний полімер, вибраний з групи, що містить термопластичні поліефіри, поліацеталі, полівініліденфторид, полікарбонат, полістирол та співполімери стиролу, кристалічний поліетилен, співполімери етилену, гомополімер пропілену, статистичний співполімер пропілену-етилену, гетерофазний співполімер пропілену-етилену та поліаміди.
29. Вулканізати термопластів за п. 26, у яких матриця становить від 15 до 80 % маси вулканізату.
30. Вулканізати термопластів за п. 26, у яких зшитий компонент дисперсної фази вибраний з групи, що містить поліетилен з щільністю в межах 0,90-0,96 г/см3; співполімери етилену з альфа-олефінами з щільністю в межах 0,85-0,95 г/см3; співполімери етилену з вінілацетатом, акрилатом або іншими полярними мономерами; хлорований поліетилен, блок-співполімери стиролу, натуральні каучуки, бутадієн-стирольні каучуки, нітрильні каучуки, бутилові каучуки, хлоропренові каучуки, гідровані каучуки та їх суміші.
31. Вулканізати термопластів за п. 26, у яких дисперсна фаза становить від 20 до 85 % маси вулканізату.
32. Вулканізати термопластів, виготовлені способом відповідно до будь-якого з пп. 1-25, які містять матрицю та зшиту дисперсну фазу, термодинамічно несумісні між собою, та мають наступні властивості:
а) низьку або середню жорсткість;
б) вміст дисперсної фази не менше 50 об. %;
в) високий вміст гелю вулканізованого компонента дисперсної фази, переважно більше 95 %;
г) високу щільність зшивання вулканізованого компонента дисперсної фази, більше ніж 5х10-5 молів/см3;
д) білий колір;
е) негігроскопічність;
є) відсутність токсичних компонентів;
ж) технологічність обробки відомими методами обробки термопластів, включаючи екструзію, лиття, формування листів, видувне формування, каландрування;
з) дуже хороша ударна міцність при кімнатній температурі та нижче нуля;
й) висока пружність та міцність розплаву.
33. Вулканізати термопластів за п. 32, у яких матриця містить напівкристалічні або аморфні полімери.
34. Вулканізати термопластів за п. 32, у яких матриця містить напівкристалічний полімер, вибраний з групи, що містить термопластичні поліефіри, поліацеталі, полівініліденфторид, полікарбонат, полістирол та співполімери стиролу, кристалічний поліетилен, співполімери етилену, гомополімер пропілену, статистичний співполімер пропілену-етилену, гетерофазний співполімер пропілену-етилену та поліаміди.
35. Вулканізати термопластів за п. 32, у яких матриця становить від 15 до 80 % маси вулканізату.
36. Вулканізати термопластів за п. 32, у яких зшитий компонент дисперсної фази вибраний з групи, що містить поліетилен з щільністю в межах 0,90-0,96 г/см3; співполімери етилену з альфа-олефінами з щільністю в межах 0,85-0,95 г/см3; співполімери етилену з вінілацетатом, акрилатом або іншими полярними мономерами; хлорований поліетилен, блок-співполімери стиролу, натуральні каучуки, бутадієн-стирольні каучуки, нітрильні каучуки, бутилові каучуки, хлоропренові каучуки, гідровані каучуки та їх суміші.
37. Вулканізати термопластів за п. 32, у яких дисперсна фаза становить від 20 до 85 % маси вулканізату.
38. Виріб, одержаний з вулканізатів термопластів за будь-яким з пп. 26-32 відомими способами, включаючи екструзію, лиття, формування листів, видувне формування та каландрування.
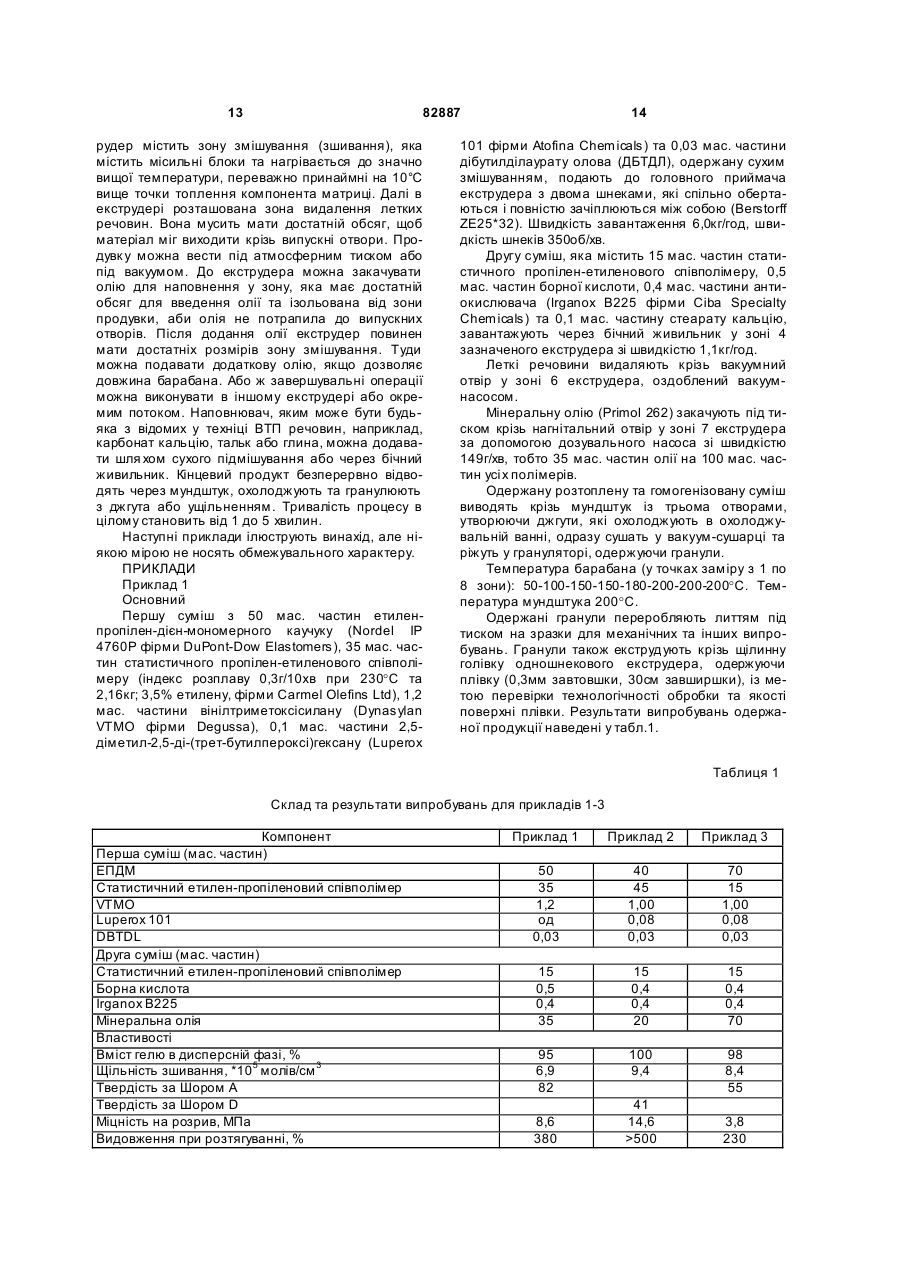
Текст
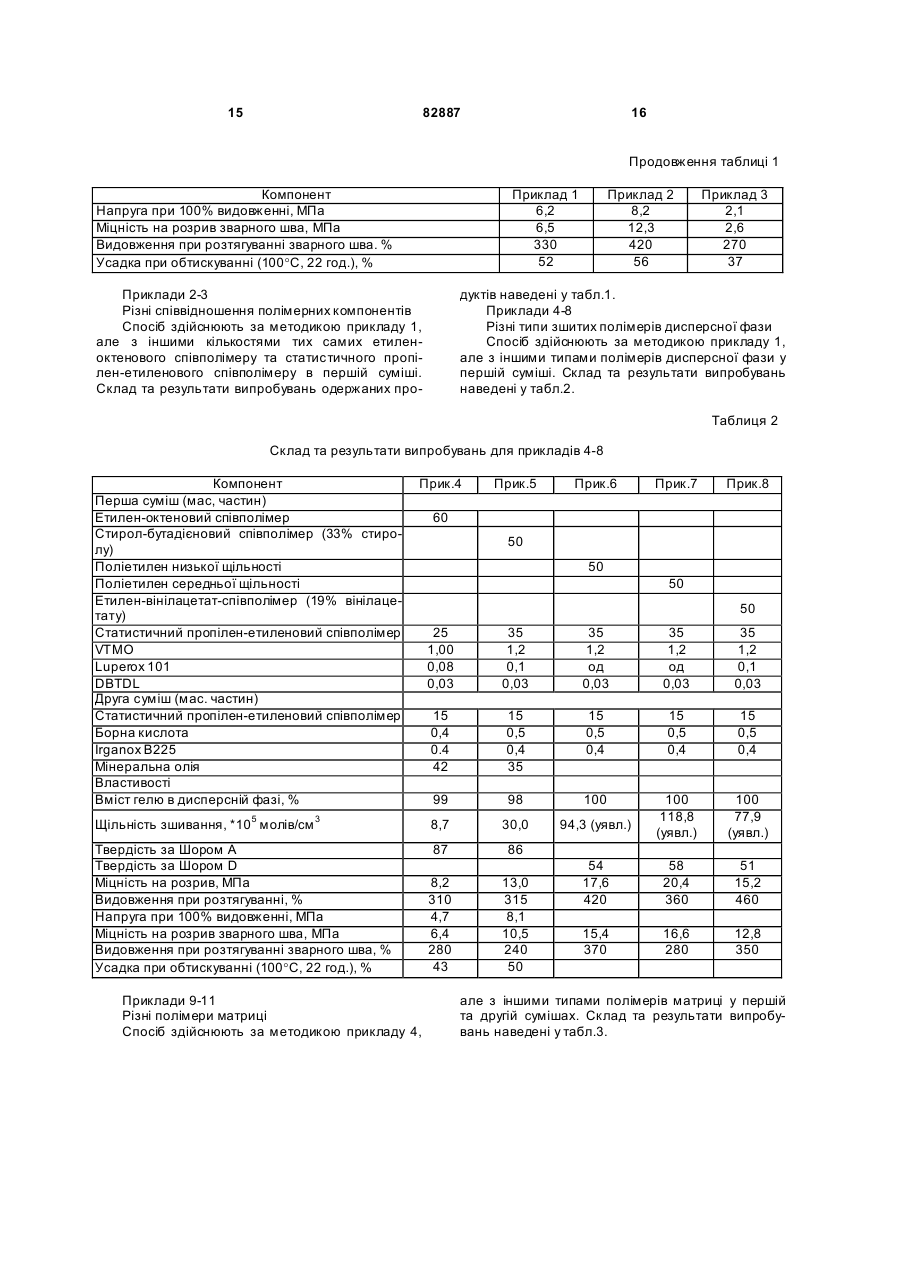
1. Спосіб одержання вулканізатів із термопластів, відповідно до якого готують суміш полімерних матеріалів, включаючи компоненти матриці та дисперсної фази, та проводять динамічну вулканізацію компонента дисперсної фази, причому зазначена динамічна вулканізація містить стадії щеплення органічного силану до зазначеного компонента дисперсної фази з одержанням ланцюгів щепленого компонента дисперсної фази та зшивання зазначених ланцюгів щепленого компонента дисперсної фази у присутності зшиваючого агента, що містить кислоту, причому зазначені щеплення та зшивання здійснюють у розтопленому стані зазначеного 2. Спосіб за п. 1, у якому органічним силаном є компонента дисперсної фази. алкоксисилан. 3. Спосіб за п. 1, у якому зазначений зшиваючий агент вибирають з групи, що містить неорганічну кислоту, органічну кислоту, ангідрид неорганічної або органічної кислоти та багатофункціональну сполуку з кислотною функціональністю у сполученні з амінною сполукою. 4. Спосіб за п. 3, у якому зшиваючий агент вибирають з групи, що містить борну кислоту та адипінову кислоту з аміном. 5. Спосіб за п. 4, у якому аміном у комбінації адипінової кислоти та аміну є триізопропаноламін або триетаноламін. 6. Спосіб за п. 1, у якому динамічну вулканізацію 2 (19) 1 3 82887 понент матриці, а щеплення ведуть при температурах у проміжку між температурою плавлення матриці та температурою плавлення дисперсної фази. 18. Спосіб за п. 1, у якому щеплення ведуть при температурі, при якій усі полімерні компоненти розтоплюють. 19. Спосіб за п. 1, у якому будь-які залишки летких компонентів видаляють продувкою або під вакуумом після завершення стадії щеплення. 20. Спосіб за п. 1, в якому зазначені щеплення та зшивання здійснюють без додавання води в зазначену суміш полімерних матеріалів. 21. Спосіб за п. 1, в якому компонент дисперсної фази містить більше ніж 95 % гелевої складової. 22. Спосіб за п. 6, у якому щеплення та зшивання виконують послідовно. 23. Спосіб за п. 6, у якому щеплення та зшивання виконують у різних зонах барабана екструдера. 24. Спосіб за п. 6, у якому: а) змішують компонент дисперсної фази та принаймні частину матриці з вибраним силаном, вільними радикалами, джерелами вільних радикалів, а за бажанням також з оловоорганічними сполуками; б) доводять суміш зазначених компонентів до температури щеплення; в) залишають до здійснення щеплення; г) після щеплення підвищують температуру суміші до принаймні температури плавлення матриці та вводять зшиваючий агент та антиокислювач; д) залишають до здійснення зшивання, причому має місце інверсія фаз; е) додають будь-які потрібні додаткові компоненти з перемішуванням; є) вивантажують кінцевий продукт. 25. Спосіб за п. 7, у якому: а) завантажують принаймні частину матриці та всі інші полімерні компоненти до приймального бункера екструдера; б) подають силан та пероксид до приймальної зони екструдера при охолодженні зазначеної зони; в) нагрівають зону щеплення екструдера до такої температури, щоб розтопити компонент дисперсної фази без розтоплення матриці; г) місять одержану суміш; д) завантажують до додаткової приймальної зони екструдера добавки, необхідні для здійснення зшивання, включаючи зшиваючий агент та антиокислювачі; е) за потреби завершують завантаження матриці; є) перемішують та місять суміш уведених компонентів при нагріванні; ж) видаляють леткі речовини; з) за бажанням додають олію для наповнення й перемішують; и) екструдують кінцевий продукт. 26. Вулканізати термопластів, виготовлені способом відповідно до будь-якого з пп. 1-25, які містять матрицю та зшиту дисперсну фазу, термодинамічно несумісні між собою, та мають наступні властивості: а) низьку жорсткість; б) високу гнучкість, яка характеризується низькою твердістю за Шором від 25 А до 60 D; в) вміст дисперсної фази не менше 50 об. %; 4 г) високий вміст гелю вулканізованого компонента дисперсної фази, переважно більше 95 %; д) високу щільність зшивання вулканізованого компонента дисперсної фази; е) білий колір; є) негігроскопічність; ж) відсутність токсичних компонентів; з) вузькі проміжки (зв'язки) між частинками зшитої дисперсної фази, які забезпечують майже безперервність зазначених частинок у матриці. 27. Вулканізати термопластів за п. 26, у яких матриця містить напівкристалічні або аморфні полімери. 28. Вулканізати термопластів за п. 26, у яких матриця містить напівкристалічний полімер, вибраний з групи, що містить термопластичні поліефіри, поліацеталі, полівініліденфторид, полікарбонат, полістирол та співполімери стиролу, кристалічний поліетилен, співполімери етилену, гомополімер пропілену, статистичний співполімер пропіленуетилену, гетерофазний співполімер пропіленуетилену та поліаміди. 29. Вулканізати термопластів за п. 26, у яких матриця становить від 15 до 80 % маси вулканізату. 30. Вулканізати термопластів за п. 26, у яких зшитий компонент дисперсної фази вибраний з групи, що містить поліетилен з щільністю в межах 0,900,96 г/см 3; співполімери етилену з альфаолефінами з щільністю в межах 0,85-0,95 г/см 3; співполімери етилену з вінілацетатом, акрилатом або іншими полярними мономерами; хлорований поліетилен, блок-співполімери стиролу, натуральні каучуки, бутадієн-стирольні каучуки, нітрильні каучуки, бутилові каучуки, хлоропренові каучуки, гідровані каучуки та їх суміші. 31. Вулканізати термопластів за п. 26, у яких дисперсна фаза становить від 20 до 85 % маси вулканізату. 32. Вулканізати термопластів, виготовлені способом відповідно до будь-якого з пп. 1-25, які містять матрицю та зшиту дисперсну фазу, термодинамічно несумісні між собою, та мають наступні властивості: а) низьку або середню жорсткість; б) вміст дисперсної фази не менше 50 об. %; в) високий вміст гелю вулканізованого компонента дисперсної фази, переважно більше 95 %; г) високу щільність зшивання вулканізованого компонента дисперсної фази, більше ніж 5х10-5 молів/см 3; д) білий колір; е) негігроскопічність; є) відсутність токсичних компонентів; ж) технологічність обробки відомими методами обробки термопластів, включаючи екструзію, лиття, формування листів, видувне формування, каландрування; з) дуже хороша ударна міцність при кімнатній температурі та нижче нуля; й) висока пружність та міцність розплаву. 33. Вулканізати термопластів за п. 32, у яких матриця містить напівкристалічні або аморфні полімери. 34. Вулканізати термопластів за п. 32, у яких матриця містить напівкристалічний полімер, вибраний 5 82887 6 з групи, що містить термопластичні поліефіри, поліацеталі, полівініліденфторид, полікарбонат, полістирол та співполімери стиролу, кристалічний поліетилен, співполімери етилену, гомополімер пропілену, статистичний співполімер пропіленуетилену, гетерофазний співполімер пропіленуетилену та поліаміди. 35. Вулканізати термопластів за п. 32, у яких матриця становить від 15 до 80 % маси вулканізату. 36. Вулканізати термопластів за п. 32, у яких зшитий компонент дисперсної фази вибраний з групи, що містить поліетилен з щільністю в межах 0,900,96 г/см 3; співполімери етилену з альфаолефінами з щільністю в межах 0,85-0,95 г/см 3; співполімери етилену з вінілацетатом, акрилатом або іншими полярними мономерами; хлорований поліетилен, блок-співполімери стиролу, натуральні каучуки, бутадієн-стирольні каучуки, нітрильні каучуки, бутилові каучуки, хлоропренові каучуки, гідровані каучуки та їх суміші. 37. Вулканізати термопластів за п. 32, у яких дисперсна фаза становить від 20 до 85 % маси вулканізату. 38. Виріб, одержаний з вулканізатів термопластів за будь-яким з пп. 26-32 відомими способами, включаючи екструзію, лиття, формування листів, видувне формування та каландрування. Цей винахід стосується способу одержання вулканізатів із термопластів (надалі скорочено ВТП) та виробів, одержаних за таким способом. Терміном "вулканізація" традиційно позначається зшивання натурального каучуку сірчаними містками, але у ширшому сенсі він уживається, як у цій заявці, для позначення процесу зшивання еластомерів. Вулканізати з термопластів (ВТП) - це клас полімерних матеріалів, які містять безперервну фазу (матрицю), звичайно з частково кристалічного полімеру термопласта (наприклад, поліпропілен та співполімери пропілену), та зшиту ("вулканізовану") дисперсну фазу, звичайно еластомерну. ВТП було створено, щоб заповнити проміжок між термопластичними еластомерами та термореактивними гумами. Ці матеріали, які мають властивості гуми (м'якість на дотик, пружність) і водночас придатні для обробки за технологією, що вживається для термопластів, мають краще співвідношення витрати-ефективність, ніж традиційні термореактивні гуми, у певних галузях. Спосіб, спеціально створений для одержання ВТП, називається динамічною вулканізацією (надалі скорочено ДВ). ДВ полягає у зшиванні матеріалу дисперсної фази шляхом інтенсивного перемішування зі зсувом, аби не допустити утворенні безперервної фази. Цей спосіб звичайно включає також інверсію фаз. Становлячи, як правило, більшість у вихідній суміші, матеріал, що вулканізується, утворює безперервну фазу, тоді як другий компонент утворює дисперсну фазу. Однак у процесі вулканізації зростає в'язкість вулканізованого полімеру, а в'язкість незшитих компонентів залишається незмінною та й навіть трохи зменшується. Коли в'язкість зшитої фази стає значно вищою, ніж в'язкість зазначеного другого компоненту, вулканізована фаза починає подрібнюватися на краплини, розмір яких тим менше, ніж більше в'язкість. На цьому етапі настає інверсія фаз, тобто незшитий компонент перетворюється з дисперсної фази на безперервну матрицю, а зшитий компонент переходить із матраці у дисперсну фазу. Інверсія фаз дозволяє одержувати ВТП із чітко визначеною фазовою структурою навіть при дуже високому змісті зшитої фази (70% і більше). Процеси ДВ можуть бути періодичними (із використанням порціонних мішалок, наприклад, типу Бенбері) або безперервними (із використанням змішувальних апаратів, наприклад, двохшнекових екструдерів). Безперервний процес має очевидні переваги (висока продуктивність, рівномірніші властивості продукції, зниження трудовитрат), але час перебування суміші в апаратах значно коротший, що потребує високоефективної системи зшивання для закінчення реакції усередині апарата, аби уникнути наступної вулканізації під час формування та експлуатації одержаної продукції. Треба зазначити, що матричний полімер (незшитий компонент, який утворює матрицю після інверсії фаз) ВТП не мусить бути абсолютно нечутливим до того, в якому стані еластомерна фаза вулканізується для одержання ВТП. Реакція між матрицею та вулканізуючими агентами може певною, і навіть значною, мірою мати місце [див., наприклад, US 4183876]. У US 4130534 описані композиції ВТП, хоча вони там називаються "еластомерними композиціями", які містять кристалічні поліолефіни та бутиловий або галогенбутиловий каучук і одержуються способами ДВ, наприклад, в екструдері, або іншим чином. Вулканізуючі агенти перелічені там у стовпці 7, рядки 20-42. Патент US 4183876 повніше за два попередніх. Там використовується ДВ, хоча не обов'язково, і зазначається низка можливих альтернатив, але формула винаходу обмежена поліалкенамерним каучуком, котрий визначено як "довільний некристалічний гумоподібний полімер циклоалкену". Динамічна вулканізація описується як "пластикація" суміші компонентів, наприклад, в екструдері, "при температурі, достатній для забезпечення зшивання". У US 5066700 описаний спосіб, за яким одержують (1) поліпропілен або співполімер етиленупропілену; (2) еластомерний співполімер етиленупропілену або їх потрійний еластомерний співполімер із дієном; (3) пероксид; (4) похідне фурану й виконують пластикацію при нагріванні з доданням олії. У US 4803244 йдеться про зшивання компонентів гуми шляхом гідросилілювання, тобто додання гідриду кремнію через кратний зв'язок, часто за наявності перехідного каталізатора. Як приклад наводиться гідросилілювання етилен-пропілендієнового каучуку в суміші з поліпропіленом із ро 7 82887 дієвим каталізатором. Патент US 6147160 пропонує вдосконалення US 4803244, за яким (а) беруть певні співполімери, наприклад, ізобутилену та дівінілбензолу; (б) гідросилілюють їх із Pt каталізатором. За US 6331595 прищеплюють мономер, який може бути вінілтриалкоксісиланом, до поліолефіну з використанням каталізатору, наприклад, органічного пероксиду, нанесеного на полімерний носій. У US 6448343 аміносилан використовують при одержанні ВТП способом ДВ, де до компонента дисперсної фази прищеплюють кислоту або ангідрид перед реакцією із зазначеним аміносиланом. Серед недоліків можна навести надмірний час перебування та низький вміст гелю. У US 20030114604 пропонується використання кислотних частин як каталізаторів вологого зшивання полімерів із прищепленим силаном, але не йдеться про ДВ. Стадія зшивання у цьому разі надто повільна й має відбуватися за межами технологічного апарата. У WO 00/68278 йдеться про одержання ВТП із поліетиленом ультранизької щільності (ПЕУНЩ) у якості полімеру дисперсної фази, а кристалічного термопластичного поліолефіну як матриці, причому до ПЕУНЩ прищеплюють органосилан, а потім динамічно зшивають лужним водним буферним розчином у присутності зазначеного матричного полімеру. Однак, оскільки мокре зшивання йде повільно, потрібна комбінація з двох екструдерів і необхідно впорскувати величезні обсяги водних розчинів, щоб досягти прийнятного вмісту гелю та щільності зшивання. Хоча відносно ВТП існує рясна література, цілком прийнятної технології немає. ДВ має низку переваг в інших системах, але мають місце труднощі при здійсненні повної вулканізації застосованих еластомерів. Відомі процеси ДВ мають численні вади. У деяких випадках у реакції використовуються токсичні фенольні смоли. В інших процесах застосовують діхлорид олова, через що ВТП ви ходять гігроскопічними. Іноді готові вироби одержують знебарвленими або плямистими, а одержати продукцію натурального білого кольору дуже важко. Інколи еластомери виявляються нестійкими до ультрафіолетового опромінювання. Нарешті, відомі способи не дозволяють використовувати широку гаму матриць та компонентів, що зшиваються. Отже, задача цього винаходу полягає у створенні способу, який не має усіх перелічених недоліків і дозволяє застосування широкої гами полімерів. Далі, задачею винаходу є створення способу, який легко здійснюється на звичайному устаткуванні, наприклад, екструдерах, і відбувається безперервно. Потім, задача винаходу - створення способу, який забезпечує по суті повне зшивання еластомеру за короткий час перебування при невисокому вмісті зшиваючих агентів. Ще одна задача - одержання кінцевої ВТП продукції, яка посідає сполучення фізичних властивостей, що буде описано нижче. Інші задачі та переваги винаходу стан уть зро 8 зумілими з наступного опису. Спосіб згідно з винаходом передбачає динамічну вулканізацію (ДВ) полімеру дисперсної фази (який може бути еластомером), який становитиме компонент або компоненти кінцевого ВТП, у присутності полімеру матриці, який становитиме інший компонент зазначеного ВТП, причому ДВ містить стадії щеплення органічного силану, зокрема, алкоксісилану, до полімеру дисперсної фази з утворенням щеплених полімерних ланцюгів, та подальшого завершення вулканізації шляхом зшивання щеплених полімерних ланцюгів. Як щеплення, так і вулканізацію здійснюють у розтопленому стані при підвищеній температурі, у періодичному або безперервному режимі, причому останній є переважним. Таке зшивання не потребує наявності води або водяних парів. Переважно у періодичному режимі обидві реакції провадять послідовно в одному апараті (наприклад, порціонній мішалці розплаву), тоді як у безперервному режимі реакції здійснюють в екструдері (наприклад, із двома шнеками, які спільно обертаються й зачіплюються між собою), а переважно провадять їх одночасно у різних зонах барабана екструдера, одержуючи повністю зшитий полімер дисперсної фази. Хоча надалі ми посилаємося на дисперсну фазу та матеріал матриці, це робиться лише заради стислості й не має розцінюватися як якесь обмеження, позаяк ВТП за винаходом може містити більше одного еластомеру та більше одного матеріалу матриці. Також терміни "матриця" і "дисперсна фаза" стосуються структури ВТП після настання інверсії фаз, оскільки на початку процесу, що веде до створення ВТП, до інверсії фаз фазова структура суміші може бути зовсім іншою, тобто компонент, що підлягає зшиванню, може становити безперервну фазу ви хідної суміші, а кристалічний компонент може бути диспергований у ній. У даному викладі терміни "матеріал дисперсної фази" та "матеріал матриці" означають, якщо не застережено інакше, компоненти, які становитимуть відповідно дисперсну фаз у та матрицю, незалежно від того, чи вже настала інверсія фаз та зшивання матеріалу, чи ні, незважаючи на те, що до інверсії фаз "матеріал дисперсної фази" може утворювати матрицю, а "матеріал матриці" може утворювати дисперсну фаз у. Матеріал дисперсної фази може бути не еластомером або ж полімером, який не вважається повним еластомером, як, наприклад, поліетилен середньої або високої щільності. Подібним чином матеріал матриці може бути частково кристалічним або аморфним. Далі, треба чітко визначити у цій заявці значення термінів "вулканізація", "щеплення" та "зшивання", оскільки в інших технічних документах ці терміни можуть вживатися в іншому сенсі. "Щеплення" тут ужито у нормальному значенні: додання до базової молекули (яка часто являє собою полімерний молекулярний ланцюг) окремих, як правило, менших частин, які або стають бічними додатками до зазначеної молекули, або вставляються досередини неї, зберігаючи при цьому свою основну структуру. У даному разі базовими молекулами є вихідні, не вулканізовані ланцюги, а до 9 82887 них при зазначеному щепленні додаються збоку або вставляються досередини силанові частини. "Зшивання" - це наступна стадія: щеплені силаном полімерні ланцюги з'єднуються між собою тими силановими частинами під дією зшиваючого агента, утворюючи стр уктур у сітківки. "Вулканізація" тут означає послідовність щеплення та зшивання. Невулканізовані полімери можна також назвати "полімерами-попередниками", бо вони є вихідним матеріалом, із якого одержують вулканізованіполімери, але такого терміну треба уникати як нечіткого. Матеріали матриці (або стисло "матрицю") та невулканізовані компоненти дисперсної фази обирають наступним чином. Матеріалом матриці може бути напівкристалічний або аморфний полімер, переважно частково кристалічний поліолефін або поліамід, приклади яких буде наведено далі. Матеріал матриці може становити від 15 до 80% маси усієї полімерної суміші, тобто суми мас матеріалу матриці та компонента або компонентів дисперсної фази. Переважно він становить від 30 до 70 мас.%. Більший вміст матеріалу матриці спричинює втрату переваг ВТП, таких, як пружність і гумоподібні властивості. Компонент дисперсної фази також можна обирати з-поміж великого розмаїття полімерів, приклади яких буде наведено далі. Його вміст становить від 20 до 85% маси полімерної суміші, переважно від 30 до 70 мас.%. До компонента дисперсної фази прищеплюють силани, зокрема, алкоксізаміщені вінілсилани, аллілсилани, метакрилсилани або їх суміші. Вміст органічних силанів у вихідній сировинній композиції переважно становить 0,5-5 частин, оптимально 0,8-2,0 частини на 100 частин маси полімерного матеріалу. Зшивання щепленого еластомеру потребує наявності зшиваючого агента. Зшиваючий агент за винаходом може бути твердим або рідким, переважно твердим. Згідно з винаходом зазначений агент є функціональною сполукою, переважно багатофункціональною з кислотною функціональністю, за бажанням разом з амінною сполукою. Таку кислотну сполуку обирають з-поміж неорганічних, органічних суль фонових або карбонових кислот, переважно багатофункціональних, та їх ангідридів. Приклади таких кислот - адипінова, щавлева, малеїнова, фталева, ізофталева, цитринова, піромелітова кислоти, похідні бензолсульфокислоти, фталевий, малеїновий або борний ангідрид. Оптимальною є борна кислота. Як приклади амінної сполуки можна навести триізопропаноламін або триетаноламін. Кількість зшиваючого агента переважно становить від 0,05 до 5, оптимально від 0,1 до 0,5 частин на 100 частин маси всіх полімерів суміші. Можна вводити додаткові компоненти, як буде пояснено далі, наприклад, антиокислювачі, пластифікатори, мінеральні наповнювачі та функціональні компоненти. Щеплення та зшивання полімеру дисперсної фази за винаходом виконують у розтопленому стані при високих температурах, у періодичному або безперервному режимі. У періодичному режимі стадії щеплення та зшивання 10 здійснюють послідовно; у безперервному режимі ці дві стадії здійснюють у різних зонах барабана екструдера або у дво х різних апаратах. Щоб забезпечити високу вибірковість реакції щеплення, полімер матриці має не піддаватися зшиванню, або ж треба обирати такий компонент дисперсної фази, щоб його точка топлення була нижчою, ніж у полімеру матриці В останньому разі температура щеплення має бути ви ще точки топлення компонента дисперсної фази, але не вище, а переважно нижче, ніж точка топлення компонента матриці, що значною мірою зменшує ризик щеплення силану до компонента матриці. Зшивання починається, коли зшиваючий агент уводять до реакційної суміші. На цій стадії температур у реакції треба підвищити до рівня, при якому всі полімерні компоненти розтоплюються. Переважно всі залишки летких компонентів у продукті треба видалити продувкою або під вакуумом після закінчення щеплення. Олію для наповнення можна додавати до суміші на будь-якій стадії, переважно після щеплення, краще за все після видалення летких речовин. Мінеральні наповнювачі та антиокислювачі можна додавати після щеплення. Додаткові полімерні компоненти, наприклад, напівкристалічні або аморфні полімери, еластомери та щеплені співполімери, можна вводити на будь-якій стадії. Предметом винаходу також є кінцевий ВТП, що посідає певні фізичні властивості, про які йтиметься далі. Для одержання гумоподібних властивостей полімери матриці та дисперсної фази переважно мають бути термодинамічно несумісними, а кінцевий ВТП переважно мусить посідати наступні властивості: - низьку жорсткість, високу гнучкість, які характеризуються низької твердістю за Шором (звичайно ВТП мають твердість за Шором від 25А до 60D); - високий вміст дисперсної фази (не менш ніж 50 об.%); - високий вміст гелю вулканізованої дисперсної фази (гель - це фракція, яка не розчиняється у розчинниках, наприклад, у киплячому ксилолі); якщо вміст гелю перевищує 95%, матеріал вважається "повністю зшитим", у противному разі - "частково зшитим"; - високу щільність зшивання зазначеного вулканізованого компонента дисперсної фази, яка вимірюється як концентрація вузлів на см 3 молекулярної маси між вузлами (Mc); - щільність зшивання дисперсної фази більше ніж 5x10-5молів/см 3, переважно більше 10x105 молів/см 3; - дисперсна фаза після інверсії фаз має складатися з дрібних однорідних часток (розміром від кількох мікрон до субмікрон), переважно від 0,2 до 2мкм; - білий колір, відсутність гігроскопічності та токсичних компонентів; - при цьому мають існувати вузькі проміжки (зв'язки) між частками зшитої дисперсної фази, які забезпечують майже безперервність зазначених часток у матриці. 11 82887 У якості матеріалів матриці є придатні різні напівкристалічні та аморфні термопластичні полімери, наприклад: термопластичні поліефіри, поліацеталі, полівініліденфторид (ПВДФ), полікарбонат, полімери стиролу, кристалічний поліетилен, співполімери етилену тощо, але перевага віддається гомополімеру поліпропілену, ста тистичному пропілен-етиленовому співполімеру (до 4% етилену), гетерофазному пропілен-етилену (до 25% еластомерного пропілен-етиленового співполімеру), поліамідам. Вміст матеріалу матриці становить від 15 до 80%, переважно від 30 до 70% маси полімерної композиції (матриця плюс компоненти, що зшиваються). Якщо вміст матриці нижче цих величин, важко уникнути безперервності зшитої фази. При перевищені зазначених меж утрачаються такі переваги ВТП, як пружність та гумоподібні властивості. Полімер дисперсної фази, який піддається вулканізації, переважно обирають з-поміж: поліетилену з щільністю в межах 0,90-0,96г/см 3; співполімерів етилену з альфа-олефінами з щільністю в межах 0,85-0,95г/см 3; співполімерів етилену з вінілацетатом, акрилатом або іншими полярними мономерами; хлорованого поліетилену, блокспівполімерів стиролу, натуральних каучуків, бутадієн-стирольних каучуків, вітрильних каучуків, бутилових каучуків, хлоропренових каучуків, гідрованих каучуків та їх сумішей. У вихідній полімерній суміші вміст компонента дисперсної фази становить від 20 до 85%, переважно від 30 до 70% маси полімерної композиції (матриця плюс компоненти, що зшиваються). Як уже зазначалося, спосіб згідно з винаходом можна здійснювати у періодичному режимі наступним чином. Усі вихідні полімерні компоненти (матриці та дисперсної фази) змішують з обраним силаном, джерелом вільних радикалів, а за бажанням також з олово-органічним каталізатором. На цій стадії матеріал матриці можна вводити лише частково і далі поповнювати. Співвідношення первісної та наступної кількості може коливатися від 1:10 до 10:1, але переважно на першій стадії одразу вводять не менше 40% загальної маси. Змішування усіх зазначених компонентів можна здійснювати у будь-якому придатному пристрої, наприклад, у порціонній мішалці розплавів, оздобленій вальцями або іншими перемішувальними елементами та нагрітій до потрібної температури. Оптимальними є такі температури, коли компонент дисперсної фази розтоплений, а компонент матриці не розтоплений або розтоплений не до кінця, тобто проміжок температур між точками топлення матриці та дисперсної фази. Реакція щеплення починається з перших обертів мішалки і триває від 0,5 до 10 хвилин. На стадії щеплення необхідна присутність джерела вільних радикалів, наприклад, органічного пероксиду, у кількості 0,05-2 частини на 100 частин маси полімерів. Після закінчення щеплення температуру суміші підвищують принаймні до точки топлення матриці й додають зшиваючий агент та антиокислювач будь-якого відомого типу (наприклад, феноли, що не осідають вільно, органічні фосфіти, тіоефіри або їх суміші). 12 Антиокислювач переважно, але не обов'язково, додають до реагентів після стадії щеплення. Він захищає кінцевий продукт від термоокислювального розкладу, а також нейтралізує надлишок пероксиду. Якщо одразу введена лише частина матриці, на цій стадії її поповнюють. При цьому додають зшиваючий агент. Антиокислювач нейтралізує пероксид, завершуючи таким чином реакцію зшивання, а зшиваючий агент забезпечує зшивання еластомерної фази; при цьому відбувається інверсія фаз. Стадія зшивання супроводжується суттєвим зростанням крутного моменту; потім момент стабілізується та й навіть трохи зменшується, що сигналізує про завершення реакції. Тривалість стадії зшивання може становити від 1 хвилини до півгодини. Після того можна видалити леткі речовини з реакційної суміші шляхом продування повітрям. Далі можна додавати наповнювачі та інші добавки, якщо потрібно, ретельно примішуючи їх до реакційної суміші. Кінцевий продукт вивантажують із мішалки, обробляють будь-яким бажаним способом (наприклад, на вальцьовому млині), охолоджують та гранулюють. Спосіб за винаходом можна здійснювати у безперервному режимі наступним чином. Усі вихідні полімерні компоненти (матриці та дисперсної фази) подають до обраного нагрівального та змішувального пристрою, переважно гравіметрично завантажують до головного бункера екструдера з двома шнеками, які спільно обертаються й зачіплюються між собою. Хоча надалі посилання робиться на екструдер, це не є обмеженням, бо можна використовувати інші нагрівальні та змішувальні пристрої. На цій стадії матеріал матриці можна вводити лише частково і далі поповнювати, як буде описано нижче. Силан та пероксид, за бажанням також олово-органічний каталізатор можна вводити у сухій суміші з полімерами (попереднє змішування) або закачувати прямо до зони щеплення екструдера або іншого апарата за допомогою дозаторного насоса. Утім, перевага віддається гравіметричному завантаженню. Зшиваючий агент уводять після завершення стадії щеплення. Прийомну зону екструдера охолоджують (щоб запобігти шунтуванню). Наступною зоною екструдера є зона щеплення, яку нагрівають до такої температури, щоб розтопити дисперсну фазу, але не матрицю. Зазначена зона щеплення оздоблена пристроями, наприклад, місильними сегментами, які забезпечують ретельне перемішування суміші. Температура у зоні щеплення може значно підвищуватися за рахунок тепла реакції, і в такому разі її треба охолоджувати. Після зони щеплення передбачена наступна прийомна зона, куди вводять добавки, необхідні для початку зшивання, а саме зшиваючі агенти та антиокислювачі. Переважно такі добавки, за бажанням разом із частиною полімеру матриці, вводять до зазначеної зони гравіметрично через додатковий живильник. Повну кількість полімеру матриці можна розподіляти меж першим та другим уводами у будь-якому співвідношенні від 1:10 до 10:1. Переважно через зазначений другий увід подають 10-20% від повної маси полімеру матриці. Після зазначеної додаткової прийомної зони екст 13 82887 рудер містить зону змішування (зшивання), яка містить місильні блоки та нагрівається до значно вищої температури, переважно принаймні на 10°C вище точки топлення компонента матриці. Далі в екструдері розташована зона видалення летких речовин. Вона мусить мати достатній обсяг, щоб матеріал міг виходити крізь випускні отвори. Продувк у можна вести під атмосферним тиском або під вакуумом. До екструдера можна закачувати олію для наповнення у зону, яка має достатній обсяг для введення олії та ізольована від зони продувки, аби олія не потрапила до випускних отворів. Після додання олії екструдер повинен мати достатніх розмірів зону змішування. Туди можна подавати додаткову олію, якщо дозволяє довжина барабана. Або ж завершувальні операції можна виконувати в іншому екструдері або окремим потоком. Наповнювач, яким може бути будьяка з відомих у техніці ВТП речовин, наприклад, карбонат кальцію, тальк або глина, можна додавати шля хом сухого підмішування або через бічний живильник. Кінцевий продукт безперервно відводять через мундштук, охолоджують та гранулюють з джгута або ущільненням. Тривалість процесу в цілому становить від 1 до 5 хвилин. Наступні приклади ілюструють винахід, але ніякою мірою не носять обмежувального характеру. ПРИКЛАДИ Приклад 1 Основний Першу суміш з 50 мас. частин етиленпропілен-дієн-мономерного каучуку (Nordel IP 4760Р фірми DuPont-Dow Elastomers), 35 мас. частин статистичного пропілен-етиленового співполімеру (індекс розплаву 0,3г/10хв при 230°C та 2,16кг; 3,5% етилену, фірми Carmel Olefins Ltd), 1,2 мас. частини вінілтриметоксісилану (Dynasylan VTMO фірми Degussa), 0,1 мас. частини 2,5діметил-2,5-ді-(трет-бутилпероксі)гексану (Luperox 14 101 фірми Atofina Chemicals) та 0,03 мас. частини дібутилділаурату олова (ДБТДЛ), одержану сухим змішуванням, подають до головного приймача екструдера з двома шнеками, які спільно обертаються і повністю зачіплюються між собою (Berstorff ZE25*32). Швидкість завантаження 6,0кг/год, швидкість шнеків 350об/хв. Другу суміш, яка містить 15 мас. частин статистичного пропілен-етиленового співполімеру, 0,5 мас. частин борної кислоти, 0,4 мас. частини антиокислювача (Irganox В225 фірми Ciba Specialty Chemicals) та 0,1 мас. частину стеарату кальцію, завантажують через бічний живильник у зоні 4 зазначеного екструдера зі швидкістю 1,1кг/год. Леткі речовини видаляють крізь вакуумний отвір у зоні 6 екструдера, оздоблений вакуумнасосом. Мінеральну олію (Primol 262) закачують під тиском крізь нагнітальний отвір у зоні 7 екструдера за допомогою дозувального насоса зі швидкістю 149г/хв, тобто 35 мас. частин олії на 100 мас. частин усі х полімерів. Одержану розтоплену та гомогенізовану суміш виводять крізь мундштук із трьома отворами, утворюючи джгути, які охолоджують в охолоджувальній ванні, одразу сушать у вакуум-сушарці та ріжуть у грануляторі, одержуючи гранули. Температура барабана (у точках заміру з 1 по 8 зони): 50-100-150-150-180-200-200-200°C. Температура мундштука 200°C. Одержані гранули переробляють литтям під тиском на зразки для механічних та інших випробувань. Гранули також екструдують крізь щілинну голівку одношнекового екструдера, одержуючи плівку (0,3мм завтовшки, 30см завширшки), із метою перевірки технологічності обробки та якості поверхні плівки. Результати випробувань одержаної продукції наведені у табл.1. Таблиця 1 Склад та результати випробувань для прикладів 1-3 Компонент Перша суміш (мас. частин) ЕПДМ Статистичний етилен-пропіленовий співполімер VTMO Luperox 101 DBTDL Друга суміш (мас. частин) Статистичний етилен-пропіленовий співполімер Борна кислота Irganox В225 Мінеральна олія Властивості Вміст гелю в дисперсній фазі, % Щільність зшивання, *105 молів/см 3 Твердість за Шором А Твердість за Шором D Міцність на розрив, МПа Видовження при розтягуванні, % Приклад 1 Приклад 2 Приклад 3 50 35 1,2 од 0,03 40 45 1,00 0,08 0,03 70 15 1,00 0,08 0,03 15 0,5 0,4 35 15 0,4 0,4 20 15 0,4 0,4 70 95 6,9 82 100 9,4 98 8,4 55 8,6 380 41 14,6 >500 3,8 230 15 82887 16 Продовження таблиці 1 Компонент Напруга при 100% видовженні, МПа Міцність на розрив зварного шва, МПа Видовження при розтягуванні зварного шва. % Усадка при обтискуванні (100°C, 22 год.), % Приклад 1 6,2 6,5 330 52 Приклади 2-3 Різні співвідношення полімерних компонентів Спосіб здійснюють за методикою прикладу 1, але з іншими кількостями тих самих етиленоктенового співполімеру та статистичного пропілен-етиленового співполімеру в першій суміші. Склад та результати випробувань одержаних про Приклад 2 8,2 12,3 420 56 Приклад 3 2,1 2,6 270 37 дуктів наведені у табл.1. Приклади 4-8 Різні типи зшитих полімерів дисперсної фази Спосіб здійснюють за методикою прикладу 1, але з іншими типами полімерів дисперсної фази у першій суміші. Склад та результати випробувань наведені у табл.2. Таблиця 2 Склад та результати випробувань для прикладів 4-8 Компонент Перша суміш (мас, частин) Етилен-октеновий співполімер Стирол-бутадієновий співполімер (33% стиролу) Поліетилен низької щільності Поліетилен середньої щільності Етилен-вінілацетат-співполімер (19% вінілацетату) Статистичний пропілен-етиленовий співполімер VTMO Luperox 101 DBTDL Друга суміш (мас. частин) Статистичний пропілен-етиленовий співполімер Борна кислота Irganox B225 Мінеральна олія Властивості Вміст гелю в дисперсній фазі, % 5 Щільність зшивання, *10 молів/см Прик.4 3 Твердість за Шором А Твердість за Шором D Міцність на розрив, МПа Видовження при розтягуванні, % Напруга при 100% видовженні, МПа Міцність на розрив зварного шва, МПа Видовження при розтягуванні зварного шва, % Усадка при обтискуванні (100°C, 22 год.), % Приклади 9-11 Різні полімери матриці Спосіб здійснюють за методикою прикладу 4, Прик.5 Прик.6 Прик.7 Прик.8 60 50 50 50 50 25 1,00 0,08 0,03 35 1,2 0,1 0,03 35 1,2 од 0,03 35 1,2 од 0,03 35 1,2 0,1 0,03 15 0,4 0.4 42 15 0,5 0,4 35 15 0,5 0,4 15 0,5 0,4 15 0,5 0,4 99 98 100 8,7 30,0 94,3 (уявл.) 100 118,8 (уявл.) 100 77,9 (уявл.) 87 86 8,2 310 4,7 6,4 280 43 13,0 315 8,1 10,5 240 50 54 17,6 420 58 20,4 360 51 15,2 460 15,4 370 16,6 280 12,8 350 але з іншими типами полімерів матриці у першій та другій сумішах. Склад та результати випробувань наведені у табл.3. 17 82887 18 Таблиця 3 Склад та результати випробувань для прикладів 9-11 Компонент Перша суміш (мас. частин) Етилен-октеновий співполімер Гомополімер поліпропілену (2дг/хв) Гетерофазний пропілен-етиленовий співполімер (4дг/хв) Нейлон-6 VTMO Luperox 101 DBTDL Друга суміш (мас. частин) Гомополімер поліпропілену (2дг/хв) Гетерофазний пропілен-етиленовий співполімер (4дг/хв) Нейлон-6 Борна кислота Irganox B225 Мінеральна олія Властивості Вміст гелю в дисперсній фазі, % Щільність зшивання, *105 молів/см 3 Твердість за Шором А Твердість за Шором D Міцність на розрив, МПа Видовження при розтягуванні, % Напруга при 100% видовженні, МПа Міцність на розрив зварного шва, МПа Видовження при розтягуванні зварного шва, % Усадка при обтискуванні (100°C, 22 год.), % Приклад 1 Приклад 2 Приклад 3 60 25 60 60 25 1,2 0,1 0,03 25 1,2 0,1 0,03 1,2 0,1 0,03 15 15 0,5 0,4 45 97 10,2 76 Приклади 12-16 Різні кількості прищеплювальних та зшиваючих агентів Спосіб здійснюють за методикою прикладу 1, 100 10,0 72 8,4 350 5,3 6,8 290 46 15 0,5 0,4 0,5 0,4 45 6,8 320 4,7 5,2 260 39 100 12,3 46 17,2 260 10,3 63 але з іншими кількостями силану, пероксиду, ДБТДЛ у першій суміші та зшиваючого агента у другій суміші. Склад та результати випробувань наведені у табл.4. Таблиця 4 Склад та результати випробувань для прикладів 12-16 Компонент Перша суміш (мас. частин) Етилен-октеновий співполімер Статистичний пропілен-етиленовий співполімер VTMO Perkadox 14 Дікумилпероксид DBTDL Друга суміш (мас. частин) Статистичний пропілен-етиленовий співполімер Борна кислота Irganox B225 Мінеральна олія Властивості Вміст гелю в дисперсній фазі, % Прик.12 Прик.13 Прик.14 Прик. 15 Прик. 16 60 60 60 60 60 25 25 25 25 25 0,6 0,04 2,5 0,1 1,2 0,1 1,2 0,1 0,03 0,2 0,03 15 15 15 15 15 0,5 0,5 45 0,5 0,5 45 0,5 0,5 45 0,1 0,5 45 3,5 0,5 45 94 100 97 96 98 19 82887 20 Продовження таблиці 4 Компонент Щільність зшивання, *105 молів/см 3 Твердість за Шором А Міцність на розрив, МПа Видовження при розтягуванні, % Напруга при 100% видовженні, МПа Міцність на розрив зварного шва, МПа Видовження при розтягуванні зварного шва, % Усадка при обтискуванні (100°C, 22 год.), % Прик.12 5,1 74 7,6 380 5,1 5,8 Прик.13 17,2 76 8,8 305 5,4 6,2 210 280 260 225 280 56 48 51 54 42 Приклади 17-21 Різні зшиваючі агенти Спосіб здійснюють за методикою прикладу 1, Прик.14 Прик. 15 Прик. 16 8,7 9,2 13,4 75 73 77 8,2 7,4 8,5 350 360 315 5,6 5,3 5,2 5,3 5,7 6,4 але з іншими зшиваючими агентами у другій суміші. Склад та результати випробувань наведені у табл.5. Таблиця 5 Склад та результати випробувань для прикладів 17-21 Компонент Перша суміш (мас. частин) Етилен-октеновий співполімер Статистичний пропіленетиленовий співполімер VTMO Luperox 101 DBTDL Друга суміш (мас, частин) Статистичний пропіленетиленовий співполімер Щавлева кислота Цитринова кислота Піромелітова кислота р-толуолсульфонова кислота Адипінова кислота Триетаноламін Irganox B225 Мінеральна олія Властивості Вміст гелю в дисперсній фазі, % Щільність зшивання, *105 молів/см 3 Твердість за Шором А Міцність на розрив, МПа Видовження при розтягуванні, % Напруга при 100% видовженні, МПа Міцність на розрив зварного шва, МПа Видовження при розтягуванні зварного шва, % Усадка при обтискуванні (100°C, 22 год.), % Прик.17 Прик.18 Прик.19 Прик.20 Прик.21 60 60 60 60 60 25 25 25 25 25 1,2 0,1 0,03 1,2 0,1 0,03 1,2 0,1 0,03 1,2 0,1 0,03 1,2 0,1 0,03 15 15 15 15 15 0,5 0,5 0,5 0,5 0,5 45 0,5 45 0,5 45 0,5 45 0,4 0,4 0,5 45 96 91 87 94 89 10,2 6,3 7,6 8,8 5,1 76 7,6 74 6,8 72 6,3 77 8,4 71 6,1 320 260 350 240 340 5,3 5,6 5,1 5,4 4,9 6,0 5,2 5,0 5,8 4,6 260 210 205 230 185 51 56 59 48 61 Приклад 22 Двохстадійний процес Першу суміш з 50 мас. частин етилен октенового співполімеру (Engage 8842 фірми DuPont-Dow Elastomers), 50 мас. частин статистичного пропілен-етиленового співполімеру (індекс 21 82887 розплаву 0,3г/10 хв. при 230°C та 2,16кг; 3,5% етилену, фірми Carmel Olefins Ltd), 1,2 мас. частини вінішриметоксісилану (VTMO), 0,1 мас. частини 2,5-діметил-2,5-ді-(трет-6утилпероксі)гексану (Luperox 101 фірми Atofina Chemicals) та 0,08 мас. частини дібутилділаурату олова (ДБТДЛ), одержану сухим змішуванням, подають до головного приймача екструдера з двома шнеками, які спільно обертаються і повністю зачіплюються між собою (Berstorff ZE25*32). Швидкість завантаження 5,0кг/год, швидкість шнеків 350об/хв. Мінеральну олію (Primol 262) закачують під тиском крізь нагнітальний отвір у зоні 7 екструдера за допомогою дозувального насоса зі швидкістю 102г/хв, тобто 23 мас. частин олії на 100 мас. частин усіх полімерів. Одержану розтоплену та гомогенізовану суміш виводять крізь мундштук з трьома отворами, утворюючи джгути, які охолоджують в о холоджувальній 22 ванні, одразу сушать у вакуум-сушарці та ріжуть у грануляторі, одержуючи гранули. Температура барабана (у точках заміру з 1 по 8 зони): 50-130140-150-180-200-200-200°C. Температура мундштука 200°C. 101,38 частин одержаних гранул змішують з 0,3 мас. частини борної кислоти, 0,50 мас. частини Irganox B225, 0,1 мас. частини стеарату кальцію та 0,1 мас. частини мінеральної олії Primol 262, й екструдують у тому само екструдері при температурах 50-180-190-190-190-190-190-190°C та температурі мундштука 190°C, із швидкістю шнеків 300об/хв та продуктивністю 10кг/год, одержуючи кінцевий гранульований продукт. Результати випробувань одержаної продукції наведені у табл.6. Таблиця 6 Склад та результати випробувань для прикладу 22 Компоненти Перша стадія Пропілен-етиленовий співполімер Engage 8842 VTMO Luperox 101 DBTDL Мінеральна олія Друга стадія Борна кислота Irganox B225 Стеарат кальцію Продукт з 1 стадії Властивості Вміст гелю в дисперсній фазі, % Щільність зшивання, Mc Твердість за Шором А Твердість за Шором D Міцність на розрив, МПа Видовження при розтягуванні, % Напруга при 100% видовженні, МПа Усадка при обтискуванні (100°C, 22 год.), % Приклад 23 Періодичний процес Суміш 27г етилен-октенового співполімеру, 18г статистичного пропілен-етиленового співполімеру (за прикладом 1), 0,55г VTMO, 0,05г Luperox 101 та 0,03г ДБТДЛ завантажують до порціонного змішувача (Haake Rheomix 600), оздобленого двома лопатями, при 180°C та 20об/хв. Швидкість лопа Результати 50 50 1,2 0,1 0,03 23 0,3 0,5 од 123 87 14271 90 31 7.4 364 4,9 53 тей збільшують до 100об/хв протягом 10 хвилин. Далі до суміші додають 0,2г адипінової кислоти та 0,2г Irganox B225 і перемішують суміш ще 10 хвилин при 150об/хв. Після того розтоплену суміш «шантажують із змішувача та пресують на плиті до товщини 2мм. Зразки для випробувань вирізають з цієї пресовки. Результати випробувань одержаної продукції наведені у табл.7. 23 82887 24 Таблиця 7 Склад та результати випробувань для прикладів 23-27 Компонент Перший період Етиден-октеновий співполімер Гідрований нітриловий каучук Статистичний пропілен-етиленовий співполімер Нейлон-6 Другий період Адипінова кислота Борна кислота Irganox B225 Властивості Вміст гелю в дисперсній фазі, % Щільність зшивання, *105 молів/см 3 Твердість за Шором А Твердість за Шором D Міцність на розрив, МПа Видовження при розтягуванні, % Усадка при обтискуванні (100°C, 22 год.), % Прик.23 Прик.24 60 80 Приклади 24-27 Варіанти періодичного процесу Спосіб здійснюють згідно з прикладом 23, але з іншими комбінаціями полімерів. Склад та результати випробувань наведені у табл.7. Приклади 28-32 Контрольні досліди Спосіб здійснюють за методикою прикладу 1, але з різними компонентами у другій суміші, які не відіграють роль зшиваючих агентів. Склад та результати випробувань підсумковані у табл. 8. 40 20 Прик.25 Прик.26 Прик.27 60 60 40 60 40 40 0,4 0,4 1,0 0,4 1,0 0,4 1,0 0,4 1,0 0,4 96 10,5 90 100 7,9 64 99 98 95 14,6 720 54 6,2 240 32 86 8,4 320 58 84 44 13,4 165 67 10,2 158 56 Таблиця 8 Склад та результати випробувань для контрольних прикладів Компонент Перша суміш (мас. частин) Етилен-октеновий співполімер Статистичний пропілен-етиленовий співполімер VTMO Luperox 101 DBTDL Друга суміш (мас. частин) Статистичний пропілен-етиленовий співполімер Стеаринова кислота Тригідрат алюмінію Гідроксид кальцію Етилен-біс-стеарамід Irganox B225 Мінеральна олія Властивості Вміст гелю в дисперсній фазі, % Щільність зшивання, *105 молів/см 3 Твердість за Шором А Міцність на розрив, МПа Видовження при розтягуванні, % Напруга при 100% видовженні, МПа Щцність на розрив зварного шва, МПа Видовження при розтягуванні зварного шва, % Усадка при обтискуванні (100°C, 22 год.), % Прик.28 Прик.29 Прик.30 Прик.31 Прик.32 60 25 1,2 0,1 0,03 60 25 іа 0,1 0.03 60 25 1,2 0,1 0,03 60 25 1,2 0,1 0,03 60 25 1,2 0,1 0,03 15 15 1,0 15 15 15 1,0 1,0 0,5 45 0,5 45 0,5 45 0,5 45 1,0 0,5 45 32 3,2 69 5,2 360 3,1 2,7 85 78 54 3,5 68 5,6 420 2,9 3,1 115 84 36 3,0 71 6,0 405 3,3 2,8 74 86 28 2,6 66 5,1 385 3,4 3,0 68 74 42 3,8 70 6,4 415 3,5 3,4 92 80 25 82887 З контрольних прикладів видно, що відсутність належного зшиваючого агента не дозволяє одержати вулканізат термопласту з прийнятним вмістом гелю, щільністю зшивання та відмінними механічними та пружними властивостями. Взагалі ж вулканізати згідно з винаходом мають відмінні властивості, а саме: а) низьку жорсткість; б) високу гнучкість, яка характеризується низькою твердістю за Шором від 25 А до 60D; в) вміст дисперсної фази не менше 50 об.%; г) високий вміст гелю вулканізованого компонента дисперсної фази; д) високу щільність зшивання, яка вимірюється концентрацією вузлів на см 3 або молекулярною масою вулканізованого компонента дисперсної фази; Комп’ютерна в ерстка А. Крулевський 26 є) білий колір; є) негігроскопічність; ж) відсутність токсичних компонентів; з) технологічність обробки відомими методами обробки термопластів, включаючи екструзію, лиття, формування листів, видувне формування, каландрування; и) дуже хорошу ударну міцність при кімнатній температурі та нижче нуля; і) високу пружність та міцність розплаву. Конкретні варіанти здійснення винаходу описані тут лише з метою ілюстрації винаходу, і треба розуміти, що винахід може бути здійснений з багатьма модифікаціями, змінами й варіаціями при збереженні його сутності та в межах обсягу, визначеного формулою винаходу. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for making thermoplastic vulcanizates, thermoplastic vulcanizates and article made thereof
Автори англійськоюRakhman Moshe, Feiglin Tehila, Gishboliner Michael, Shuster Michael
Назва патенту російськоюСпособ получения вулканизатов из термопластов, вулканизаты термопластов и изделие из них
Автори російськоюРахман Моше, Фейглин Техила, Гишболинер Михаэль, Шустер Михаэль
МПК / Мітки
МПК: C08L 23/00, C08J 3/24, C08F 255/00
Мітки: одержання, термопластів, виріб, вулканізати, них, спосіб, вулканізатів
Код посилання
<a href="https://ua.patents.su/13-82887-sposib-oderzhannya-vulkanizativ-iz-termoplastiv-vulkanizati-termoplastiv-ta-virib-z-nikh.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання вулканізатів із термопластів, вулканізати термопластів та виріб з них</a>
Екструдер для переробки термопластів і універсальна модульна лінія для виробництва плівки, гранул і погонажних виробів з термопластів
Номер патенту: 60258
Опубліковано: 15.09.2003
Автори: Багінський Олег Євгенійович, Неєлов Володимир Іванович, Єрухімович Михайло Олександрович
МПК: B29C 47/00
Мітки: виробів, переробки, погонажних, плівки, модульна, універсальна, термопластів, виробництва, гранул, екструдер, лінія
Формула / Реферат:
1. Екструдер для переробки термопластів, що включає корпус, завантажувальний пристрій, шнек, зону живлення, зону стиснення, зону змішування, перемішуючий пристрій зі змішувальними елементами, зону дозування і головку шнека, який відрізняється тим, що змішувальні елементи і головка шнека виконані змінними, при співвідношенні довжини головки і діаметра 5-7,5:1.2. Екструдер для переробки термопластів по п. 1, який відрізняється тим, що...
Спосіб одержання замаслювателя скловолокна для термопластів
Номер патенту: 6224
Опубліковано: 29.12.1994
Автори: Радик Михаіл Іванович, Федорів Микола Григорович, Сукачова Ельвіра Дмитрівна, Ліхота Валентина Павлівна
МПК: C03C 25/10
Мітки: термопластів, одержання, скловолокна, замаслювателя, спосіб
Формула / Реферат:
Способ получения замасливателя стекловолокна для термопластов путем приготовления смеси поливинилацетатной дисперсии, пластификатора, стабилизатора в воде, добавки у-аминопропилтриэтоксисилана в уксуснокислом растворе и последующего разбавления смеси до вязкости 10-12 с, отличающийся тем, что, с целью повышения качества термопластов и технологичности стеклонити, в полученную смесь вводят 10%-ную парафиновую эмульсию с вязкостью...
Композиція для колорировання термопластів та спосіб її одержання
Номер патенту: 14548
Опубліковано: 09.01.1997
Автори: Шершуков Віктор Михайлович, Сальвицька Лія Миколаївна, Чумак Тамара Володимирівна
МПК: C09K 11/06, C09B 67/00
Мітки: термопластів, композиція, спосіб, колорировання, одержання
Формула / Реферат:
1. Композиция для колорирования термпластов, включающая бензолполикарбоновую кислоту, многоатомный спирт и красящую компоненту, отличающаяся тем, что в качестве красящей компоненты композиция содержит краситель или смесь красителей различного строения, содержащие в своей структуре активные группировки:-СООН; -NH2; >N-NH2; -SО2NН2; -СН2СН2ОН и дополнительно композиция содержит аптикоагулирующие добавки или их смеси при следующем...
Акриловий матеріал, спосіб його одержання та вогнестійкий виріб
Номер патенту: 73121
Опубліковано: 15.06.2005
Автори: МакКейті Нейл Ендрю, Еустейс Пол, Марстон Ніколас Джон
МПК: E04C 2/10, C08K 3/00, C08L 101/00, C08K 3/22, C08L 33/00, C09K 21/00
Мітки: спосіб, акриловий, одержання, вогнестійкий, виріб, матеріал
Формула / Реферат:
1. Акриловий матеріал, що містить:а) 4,9-94,9 % мас. акрилової композиції, яка складається з гомополімеру алкіл(алк)акрилату або співполімеру алкіл(алк)акрилату, виготовленого полімеризацією суміші мономерів, яка містить 50-90 % мас. алкілметакрилату та 1-50 % мас. алкілакрилату;б) 5-95 % мас. хлоровмісного полімеру, що містить від 5 до 70 % мас. галогену;в) 0,1-25 % мас. неорганічної композиції, яка вибрана з групи: (і)...
Установка для переробки термопластів шляхом піролізу
Номер патенту: 48230
Опубліковано: 15.08.2002
Автори: Слюсаренко Валентин Григорович, Тимошевський Борис Георгійович, Ткач Михайло Романович, Боженар Віктор Якимович
МПК: C08J 11/12, B09B 3/00, B01J 7/00
Мітки: установка, термопластів, переробки, піролізу, шляхом
Формула / Реферат:
Установка для переробки термопластів шляхом піролізу , яка містить в собі послідовно включені плавильний пристрій з патрубками для завантаження твердого термопласту і виходу розплаву, насос подачі розплаву, вхід якого підключено до патрубка виходу розплаву плавильного пристрою, а вихід- до магістралі подачі розплаву, піролізер з патрубком входу розплаву, підключеним до магістралі подачі розплаву, та патрубком виходу продуктів піролізу,...
Попередній патент: Спосіб передачі пакетів даних та передавач для передачі пакетів даних
Наступний патент: Похідні бензімідазолу, бензтіазолу та бензоксазолу, та їх застосування як модуляторів lta4h
Випадковий патент: Спосіб кондиціювання природних вод за фторидами