Технологічна ділянка робочих клітей безперервного прокатного стана
Формула / Реферат
1. Технологічна ділянка робочих клітей безперервного прокатного стана, що містить дві двовалкові привідні робочі кліті з горизонтальним розташуванням валків і непривідну робочу кліть, установлену в міжклітьовому проміжку, утвореному привідними клітями, яка відрізняється тим, що у валки першої привідної робочої кліті врізаний круглий калібр, а у валки наступних непривідної і другої привідної робочих клітей врізані однакові за формою й розмірами овальні калібри, при цьому непривідна робоча кліть виконана з горизонтальним розташуванням валків.
2. Технологічна ділянка робочих клітей безперервного прокатного стана за п. 1, яка відрізняється тим, що непривідна робоча кліть установлена на відстані від попередньої привідної робочої кліті, яка дорівнює 0,4÷0,6 довжини міжклітьового проміжку привідних клітей, а відношення діаметрів валків непривідної і привідних робочих клітей технологічної ділянки становить DHK/DПK = 0,65÷0,85, де DHK і DПK - діаметри валків непривідної і привідних клітей, відповідно.
Текст
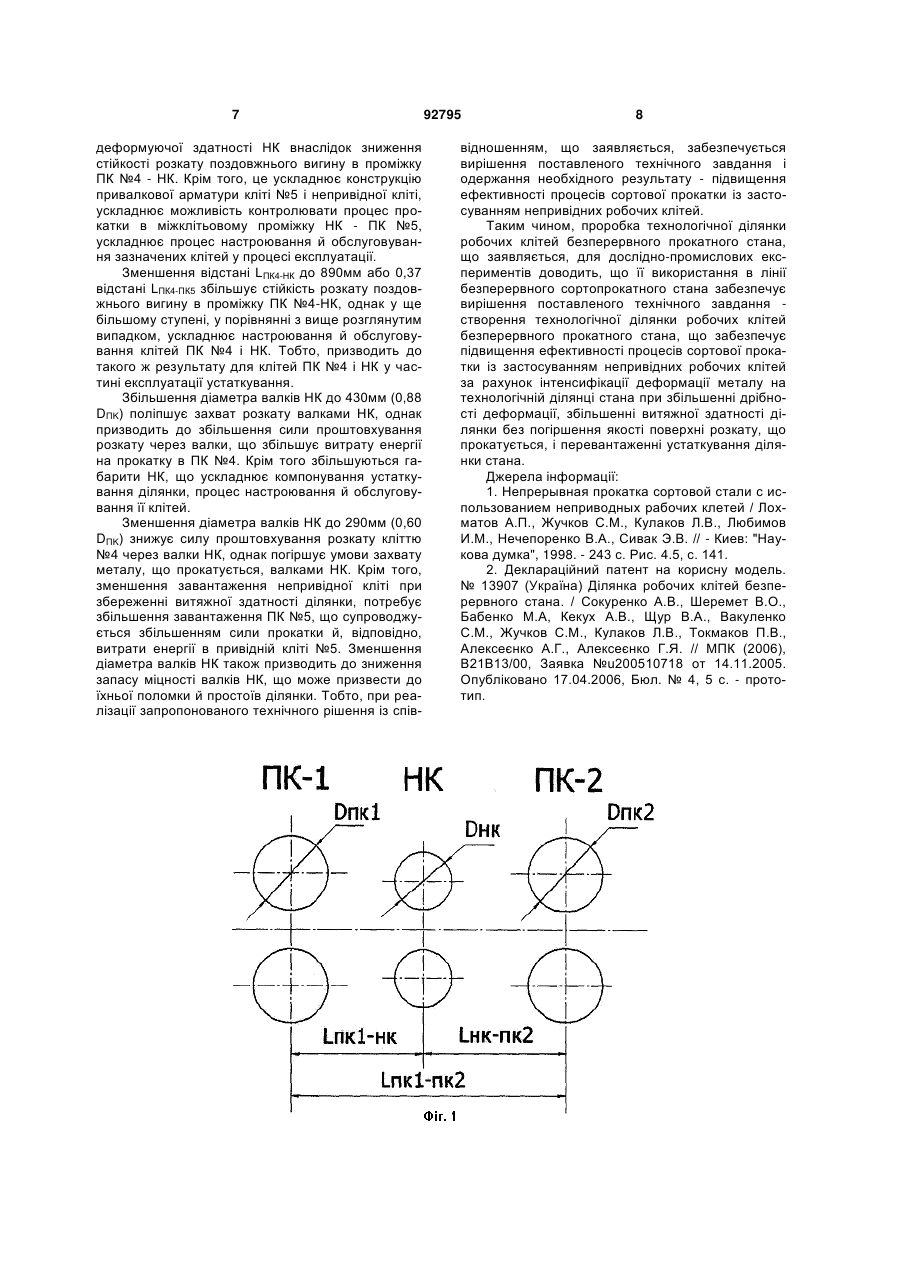
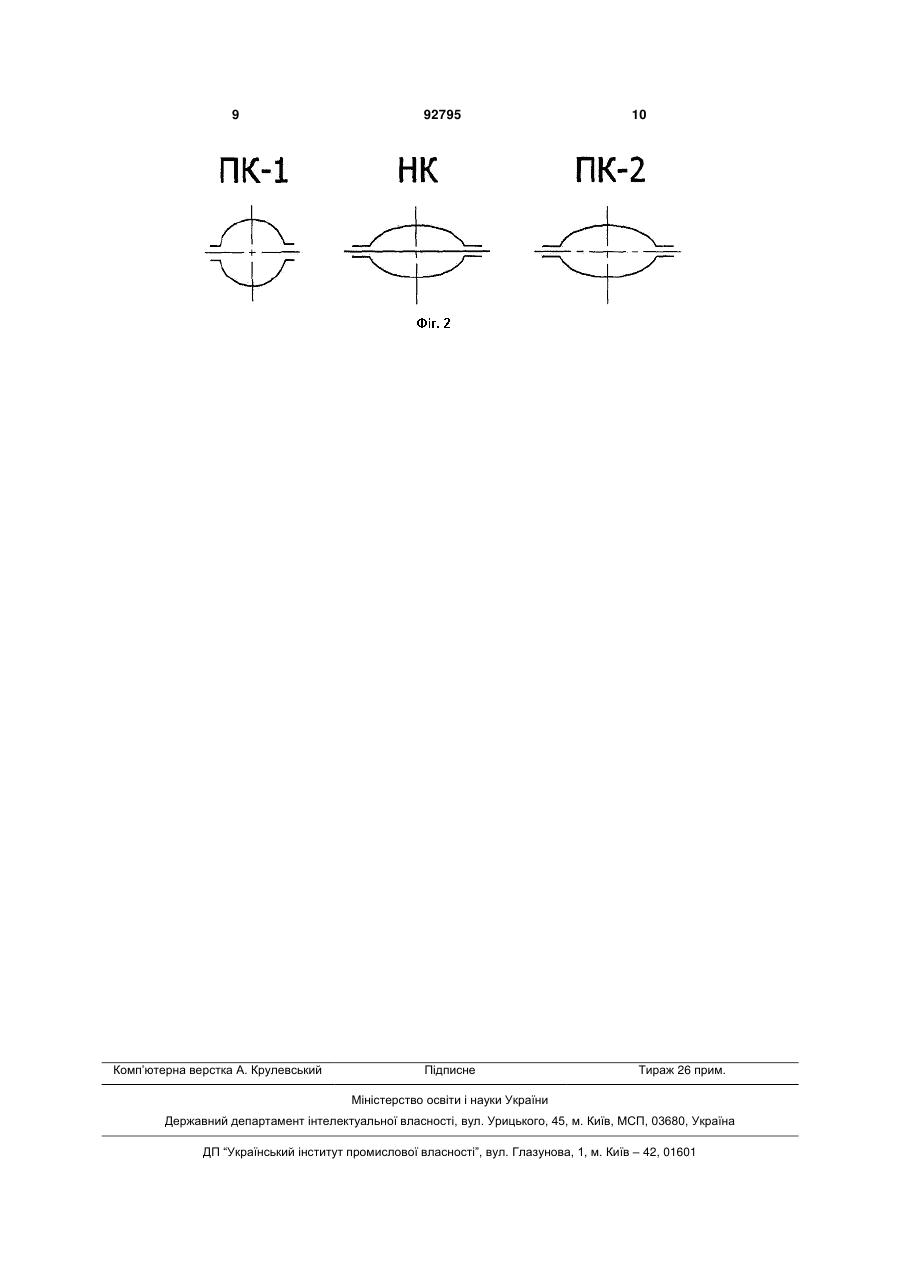
1. Технологічна ділянка робочих клітей безпе C2 1 3 сортової прокатки із застосуванням непривідних робочих клітей. Технічний результат, який досягається при реалізації технічного рішення, що заявляється, полягає в інтенсифікації деформації металу на технологічній ділянці стана, збільшенні витяжної здатності ділянки без погіршення якості поверхні прокатуваного профілю і перевантаження устаткування ділянки стана. Вирішення поставленого завдання забезпечується тим, що в технологічній ділянці робочих клітей безперервного прокатного стана, що містить дві двовалкові привідні робочі кліті з горизонтальним розташуванням валків і непривідну робочу кліть, установлену в міжклітьовому проміжку, утвореному його привідними клітями, причому у валки привідних і непривідної робочих клітей врізані калібри, при цьому у валки першої приводної робочої кліті врізаний круглий калібр, а у валки наступних непривідної та другої привідної робочих клітей врізані однакові за формою й розмірами овальні калібри, при цьому непривідна робоча кліть виконана з горизонтальним розташуванням валків; а також тим, що непривідна робоча кліть установлена на відстані від попередньої привідної робочої кліті міжклітьового проміжку, який дорівнює 0,40...0,60 довжини цього міжклітьового проміжку, а відношення діаметрів валків непривідної та привідних робочих клітей ділянки становить DHK/DПK = 0,65...0,85, де DHK і DПK - діаметри валків непривідної та привідних клітей, відповідно. Порівняння із прототипом показує, що технологічна ділянка робочих клітей безперервного прокатного стана, що заявляється, відрізняється тим, що у валки першої привідної робочої кліті, що входить у технологічну ділянку робочих клітей безперервного прокатного стана, що містить дві двовалкові привідні робочі кліті і непривідну робочу кліть, установлену в міжклітьовому проміжку, утвореному привідними клітями, врізаний круглий калібр, а у валки непривідної робочої кліті і наступної другої привідної робочої кліті врізані однакові за формою й розмірами овальні калібри, при цьому непривідна робоча кліть виконана з горизонтальним розташуванням валків; а також тим, що непривідна робоча кліть установлена на відстані від попередньої привідної робочої кліті міжклітьового проміжку, який дорівнює 0,40...0,60 довжини цього міжклітьового проміжку, а відношення діаметрів валків непривідної та привідних робочих клітей ділянки становить DHK/DПK = 0,65...0,85, де DHK і DПK - діаметри валків непривідної та привідних клітей, відповідно. Таким чином технологічна ділянка робочих клітей безперервного прокатного стана, що заявляється, відповідає критерію винаходу "новизна". Порівняння технічного рішення, що заявляється, з іншими технічними рішеннями в даній галузі техніки, не виявило в них ознак, що відрізняють технічне рішення, що заявляється, від прототипу, отже, технічне рішення, що заявляється, відповідає критерію «винахідницький рівень». Технологічна ділянка робочих клітей безперервного прокатного стана, що заявляється, ілюструє креслення, де на фіг.1 показана схема компо 92795 4 нування технологічної ділянки робочих клітей безперервного прокатного стана, а на фіг.2 - схема калібрів валків привідних і непривідної робочих клітей. Технологічна ділянка робочих клітей безперервного прокатного стана, складається із двох двовалкових привідних робочих клітей 1(ПК1) і 2(ПК2) з горизонтальним розташуванням валків та непривідної робочої кліті 3(НК), з горизонтальним розташуванням валків, установленої в міжклітьовому проміжку, утвореному привідними клітями 1 та 2. У валки першої привідної робочої кліті 1, врізаний круглий калібр, а у валки непривідної робочої кліті і наступної другої привідної кліті врізані однакові за формою й розмірами овальні калібри. Непривідна робоча кліть 3 установлена на відстані LПК 1-НК від привідної робочої кліті ПК1. Відстань LПК 1-НК становить 0,40...0,60 довжини міжклітьового проміжку LПК 1-НК2 між ПК1 і ПК2, відношення діаметрів валків непривідної та привідних робочих клітей технологічної ділянки становить DHK/DПK = 0,65...0,85. Процес прокатки при використанні технологічної ділянки безперервного прокатного стана, що заявляється, здійснюється в такий спосіб. Вихідний розкат прокатують у валках ПК1 ділянки, із врізаним в них круглим калібром. Після заповнення зони деформації цієї кліті, при сталому процесі прокатки в її зоні деформації утвориться резерв втягуючих сил тертя, [1]. За допомогою підпираючої сили, яка розвивається у ПК і, за рахунок використання цього резерву, розкат круглого перерізу проштовхується через валки НК, із врізаним у них овальним калібром, до захвату його переднього кінця робочими валками наступної ПК2, у валки якої врізаний овальний калібр однаковий за формою і розмірами з калібром НК. ПК2, після виходу заднього кінця розкату із ПК1, витягає його з валків НК за рахунок резерву втягуючих сил тертя у зоні деформації ПК2 за допомогою сили натягу, що розвивається нею. Застосування каліброваних валків в клітях технологічної ділянки робочих клітей безперервного прокатного стана, що заявляється, підвищує захоплюючу здатність та сприяє збільшенню одиничних обтиснень, підвищенню інтенсивності деформації витяжок, що, в цілому, призводить до підвищення ефективності процесу прокатки. Крім того, наявність у валках робочих клітей технологічної ділянки, що заявляється, врізаних калібрів дозволить одержати розкат з чистою поверхнею відповідно до заданих розмірів при мінімальних витратах енергії, валків, створити раціональні схеми монтажу валків з мінімальними витратами часу на перевалку і настроювання технологічної ділянки стана, знизити напругу в металі при прокатці. Тобто, забезпечить вирішення поставленого у винаході завдання - підвищить ефективність процесу сортової прокатки з використанням непривідних робочих клітей за рахунок збільшення частки металу, яка йде у витяжку, що інтенсифікує процес деформації. Наявність двох овальних калібрів у валках НК і ПК2 підвищить технологічну гнучкість ділянки, забезпечить розширення технологічних можливостей з перерозподілу одиничних обтиснень в цих клітях. 5 Виконання довжини міжклітьового проміжку LПК 1-НК між клітями ПК1-НК, який дорівнює 0,400,60 довжини міжклітьового проміжку LПК 1-НК, забезпечує високу стійкість поздовжньому вигину розкату, що проштовхується через валки НК, при необхідній деформуючій здатності НК, тобто забезпечує достатню інтенсивність деформації в НК без порушення стабільності процесу прокатки. Збільшення довжини LПК 1-НК міжклітьового проміжку між ПК1-НК більше 0,6 довжини міжклітьового проміжку LПК 1-ПК2 між привідними клітями, знижує стійкість розкату поздовжньому вигину в проміжку LПК 1-НК при деформації металу у валках НК, що вимагає зниження сили опору, що, створюється НК у процесі прокатки, як при захвату металу валками, так і при сталому процесі прокатки. Це, у свою чергу, приводить до зниження ефективності використання НК, зокрема, і всієї ділянки в цілому. Зменшення відстані між ПК1-НК менш ніж 0,4 довжини міжклітьового проміжку LПК 1-ПК2 не забезпечить можливості оперативного контролю технологічного процесу прокатки й стану устаткування, ускладнить процес настроювання й обслуговування клітей ПК1 і НК у процесі експлуатації, що також призведе до зниження ефективності процесу прокатки в клітях технологічної ділянки, що заявляється. У технічному рішенні, що заявляється, для збереження витяжної здатності ділянки за рахунок зниження опору, створюваного НК, відношення діаметрів валків непривідної та привідних робочих клітей ділянки становить DHK/DПK = 0,65...0,85, де DHK і DПK - діаметри валків непривідної та привідних клітей, відповідно. Це співвідношення обране на підставі результатів розрахунково-аналітичних досліджень, виконаних з використанням основних експериментальне підтверджених теоретичних положень, що описують процес безперервної сортової прокатки з використанням непривідних робочих клітей [1]. Виконання діаметрів валків непривідної та привідних робочих клітей із заявленим співвідношенням (DHK/DHK = 0,65...0,85), забезпечить необхідну інтенсивність деформації металу в НК і знизить величину опору, створюваного НК, що забезпечить поздовжню стійкість розкату, що проштовхується. Збільшення діаметра валків НК, як показали результати експериментальних досліджень, полегшує захват переднього кінця розкату її валками, тобто знижує силу опору, створювану НК у момент захвату переднього кінця розкату. Однак збільшення діаметра валків збільшує силу проштовхування розкату через НК при сталому процесі прокатки, вимагає посилення вузлів підшипникових опор з подальшим збільшенням їхньої маси і габаритів. Зменшення діаметра валків НК менш ніж 0,65 відношення DHK/DПK зменшить припустимий кут захвату валками НК, знизить міцність валків НК із врізаним у них калібром. Тобто не забезпечить необхідну витяжну здатність НК, що знизить ефективність процесу прокатки й технологічних можливостей ділянки. 92795 6 Таким чином, при використанні технологічної ділянки сортопрокатного стана, що заявляється, забезпечується вирішення поставленого технічного завдання - підвищення ефективності процесів сортової прокатки із застосуванням непривідних робочих клітей за рахунок збільшення витяжної здатності ділянки, забезпечення якості поверхні розкату, що прокатується, підвищення технологічної гнучкості стана. Приклад конкретної реалізації Інститутом чорної металургії НАН України разом з іншими проектними і виробничими організаціями розроблена технологічна ділянка робочих клітей безперервного прокатного стана, що заявляється, для умов промислового безперервного двониткового дротового стана 150. Технологічна ділянка робочих клітей безперервного прокатного стана, що заявляється, була спроектована для експериментального випробування процесу прокатки в умовах безперервного дротового стана 150 на ділянці клітей №№4 і 5 підприємства «МітталСтіл Кривій Ріг». Технологічна ділянка, призначена для дослідно-промислових експериментів, включає дві привідні робочі кліті №4 і №5 чорнової групи стана з горизонтально розташованими привідними валками діаметром 490мм, із круглими калібрами в кліті №4 і овальними калібрами в кліті №5. Довжина міжклітьового проміжку LПК 4-ПК5 між клітями №4 і №5 становить 2400мм. У міжклітьовому проміжку між робочими клітями №№4 і 5 установлена непривідна робоча кліть з горизонтально розташованими валками, із врізаними в них овальними калібрами, однаковими за формою й розмірами з калібрами кліті №5. Непривідна кліть установлюється на відстані 1000мм від попередньої привідної робочої кліті №4, яка дорівнює 0,42 довжини міжклітьового проміжку між робочими клітями №№4-5, діаметр валків непривідної робочої кліті ділянки складає 345мм, або DHK/DПK = 0,70, де DHK і DПK - діаметри валків непривідної та привідних клітей, відповідно. При виробництві підкату для катанки 5,5мм зі сталі SAE 1008 коефіцієнт витяжки в кліті №4 за розрахунками становить 1,345, у непривідній кліті 1,111, у кліті №5 - 1,313. Такий перерозподіл деформації між НК і ПК №5 забезпечує загальний коефіцієнт витяжки металу після деформування овалу з кола, який дорівнює 1,46. Зазначена обставина інтенсифікує процес деформації металу в клітях технологічної ділянки робочих клітей. При цьому якість поверхні розкату не погіршується та попереджається перевантаження привідних робочих клітей №4 і №5. Тобто забезпечується стабільний процес прокатки в клітях технологічної ділянки, без відхилень від заданого технологічного режиму. Тим самим забезпечується досягнення технічного результату - інтенсифікація деформації металу на технологічній ділянці стана, збільшення витяжної здатності ділянки без погіршення якості поверхні розкату, що прокатується, і перевантаження устаткування технологічної ділянки стана. Збільшення відстані між ПК №4 і НК більше від діапазону, що заявляється, наприклад до 1500мм або 0,63 відстані LПК 4-ПК5, призвело до зниження 7 деформуючої здатності НК внаслідок зниження стійкості розкату поздовжнього вигину в проміжку ПК №4 - НК. Крім того, це ускладнює конструкцію привалкової арматури кліті №5 і непривідної кліті, ускладнює можливість контролювати процес прокатки в міжклітьовому проміжку НК - ПК №5, ускладнює процес настроювання й обслуговування зазначених клітей у процесі експлуатації. Зменшення відстані LПК4-НК до 890мм або 0,37 відстані LПК4-ПК5 збільшує стійкість розкату поздовжнього вигину в проміжку ПК №4-НК, однак у ще більшому ступені, у порівнянні з вище розглянутим випадком, ускладнює настроювання й обслуговування клітей ПК №4 і НК. Тобто, призводить до такого ж результату для клітей ПК №4 і НК у частині експлуатації устаткування. Збільшення діаметра валків НК до 430мм (0,88 DПK) поліпшує захват розкату валками НК, однак призводить до збільшення сили проштовхування розкату через валки, що збільшує витрату енергії на прокатку в ПК №4. Крім того збільшуються габарити НК, що ускладнює компонування устаткування ділянки, процес настроювання й обслуговування її клітей. Зменшення діаметра валків НК до 290мм (0,60 DПK) знижує силу проштовхування розкату кліттю №4 через валки НК, однак погіршує умови захвату металу, що прокатується, валками НК. Крім того, зменшення завантаження непривідної кліті при збереженні витяжної здатності ділянки, потребує збільшення завантаження ПК №5, що супроводжується збільшенням сили прокатки й, відповідно, витрати енергії в привідній кліті №5. Зменшення діаметра валків НК також призводить до зниження запасу міцності валків НК, що може призвести до їхньої поломки й простоїв ділянки. Тобто, при реалізації запропонованого технічного рішення із спів 92795 8 відношенням, що заявляється, забезпечується вирішення поставленого технічного завдання і одержання необхідного результату - підвищення ефективності процесів сортової прокатки із застосуванням непривідних робочих клітей. Таким чином, проробка технологічної ділянки робочих клітей безперервного прокатного стана, що заявляється, для дослідно-промислових експериментів доводить, що її використання в лінії безперервного сортопрокатного стана забезпечує вирішення поставленого технічного завдання створення технологічної ділянки робочих клітей безперервного прокатного стана, що забезпечує підвищення ефективності процесів сортової прокатки із застосуванням непривідних робочих клітей за рахунок інтенсифікації деформації металу на технологічній ділянці стана при збільшенні дрібності деформації, збільшенні витяжної здатності ділянки без погіршення якості поверхні розкату, що прокатується, і перевантаженні устаткування ділянки стана. Джерела інформації: 1. Непрерывная прокатка сортовой стали с использованием неприводных рабочих клетей / Лохматов А.П., Жучков С.М., Кулаков Л.В., Любимов И.М., Нечепоренко В.А., Сивак Э.В. // - Киев: "Наукова думка", 1998. - 243 с. Рис. 4.5, с. 141. 2. Деклараційний патент на корисну модель. № 13907 (Україна) Ділянка робочих клітей безперервного стана. / Сокуренко А.В., Шеремет В.О., Бабенко М.А, Кекух А.В., Щур В.А., Вакуленко С.М., Жучков С.М., Кулаков Л.В., Токмаков П.В., Алексеєнко А.Г., Алексеєнко Г.Я. // МПК (2006), В21В13/00, Заявка №u200510718 от 14.11.2005. Опубліковано 17.04.2006, Бюл. № 4, 5 с. - прототип. 9 Комп’ютерна верстка А. Крулевський 92795 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcessing area of working stands of continuous rolling mill
Автори англійськоюINSTITUTE OF FERROUS METALLURGY OF NAS OF UKRAINE
Назва патенту російськоюТехнологический участок рабочих клетей непрерывного прокатного стана
Автори російськоюИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ НАН УКРАИНЫ
МПК / Мітки
МПК: B21B 13/02, B21B 1/16
Мітки: безперервного, стана, робочих, клітей, прокатного, ділянка, технологічна
Код посилання
<a href="https://ua.patents.su/5-92795-tekhnologichna-dilyanka-robochikh-klitejj-bezperervnogo-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Технологічна ділянка робочих клітей безперервного прокатного стана</a>
Ділянка робочих клітей безперервного прокатного стану
Номер патенту: 13907
Опубліковано: 17.04.2006
Автори: Сокуренко Анатолій Валентинович, Токмаков Павло Вадимович, Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, Бабенко Михайло Антонович, Жучков Сергій Михайлович, Алексеєнко Андрій Георгійович, Вакуленко Сергій Миколайович, Кулаков Леонід Васильович, Алексієнко Георгій Якович, Щур Віталій Андрійович
МПК: B21B 13/00
Мітки: безперервного, стану, клітей, робочих, ділянка, прокатного
Формула / Реферат:
Ділянка робочих клітей безперервного прокатного стану, що містить дві двовалкові привідні робочі кліті і непривідну робочу кліть, встановлену в міжклітьовому проміжку, утвореному його привідними клітями, яка відрізняється тим, що непривідна робоча кліть установлена на відстані від попередньої привідної робочої кліті міжклітьового проміжку, рівній 0,60 - 0,70 довжини цього міжклітьового проміжку, а відношення діаметрів валків привідних робочих...
Технологічна ділянка сортопрокатного стана
Номер патенту: 86069
Опубліковано: 25.03.2009
Автори: Бабкоу Пятро Аляксандравіч, Луценко Владислав Анатолійович, Жучков Сергій Михайлович, Анелькін Мікалай Іванавіч, Кірилєнка Алег Міхайлавіч, Мурикау Максім Анатольєвіч, Андриянау Мікалай Віктаравіч, Токмаков Павло Вадимович, Матачкін Віктар Аркадзєвіч
МПК: B21B 1/00, B21B 15/00, B21B 13/00, B21B 39/00
Мітки: технологічна, стана, сортопрокатного, ділянка
Формула / Реферат:
1. Технологічна ділянка сортопрокатного стана, переважно для багаторівчакової прокатки-поділу, що містить дві робочі кліті з горизонтально розташованими привідними валками із багаторівчаковими калібрами у вигляді суміщених кіл - ниток багаторівчакового калібру, й установлений між ними в міжклітьовому проміжку передатний стіл, при цьому на вихідній стороні першої за ходом технологічного процесу робочої кліті встановлено непривідний...
Спосіб експлуатаціі робочих клітей безперервного дротового стану
Номер патенту: 22964
Опубліковано: 17.06.2002
Автори: Нечепоренко Володимир Андрійович, Горяний Анатолій Григорович, Морозов Валерій Іванович, Сміяненко Ігор Миколайович, Севернюк Володимир Васильович, Босий Володимир Миколайович, Шеремет Володимир Олександрович, Дьомічев Сергій Володимирович, Деркач Дмитро Олександрович, Полещук Валентин Михайлович, Шапаренко Олександр Володимирович
МПК: B21B 28/00
Мітки: експлуатаціі, стану, клітей, безперервного, спосіб, робочих, дротового
Формула / Реферат:
Спосіб експлуатації робочих клітей безперервного дротового стана, що включає завалку валків у робочі кліті, прокатку протягом кампанії та перевалку валків, який відрізняється тим, що при перевалці дискових валків завалюють валкові шайби, котрі вирізають із відпрацьованих валків, і перед завалкою у робочу кліть рівчаки калібрів валкових шайб послідовно із зміщенням по поверхні, що обробляється, нагрівають мікроплазмовою дугою під поверхневе...
Блок клітей сортопрокатного стана
Номер патенту: 85513
Опубліковано: 26.01.2009
Автори: Лєщенко Олександр Іванович, Андриянау Мікалай Віктаравіч, Мурикау Максім Анатольєвіч, Матачкін Віктар Аркадзєвіч, Бабкоу Пятро Аляксандравіч, Жучков Сергій Михайлович, Анелькін Мікалай Івановіч, Луценко Владислав Анатолійович
МПК: B21B 13/00
Мітки: клітей, блок, стана, сортопрокатного
Формула / Реферат:
1. Блок клітей сортопрокатного стана, що містить робочу кліть із горизонтально розташованими привідними валками, розміщеними на підшипникових опорах у її станині, і установлену на привалковому брусі станини робочої кліті із привідними валками з боку виходу робочу кліть із непривідними валками, який відрізняється тим, що він містить додаткову робочу кліть із непривідними валками, установлену за основною кліттю з непривідними валками, причому...
Система калібрів валків чорнової групи клітей безперервного сортопрокатного стана
Номер патенту: 87541
Опубліковано: 27.07.2009
Автори: Андриянау Мікалай Віктаравіч, Жучков Сергій Михайлович, Анелькін Мікалай Івановіч, Матачкін Віктар Аркадзєвіч, Кірилєнка Алег Міхайлавіч, Бобкоу Пятро Аляксандравіч, Мурикау Максім Анатольєвіч, Луценко Владислав Анатолійович
МПК: B21B 1/02
Мітки: безперервного, стана, клітей, групи, система, валків, калібрів, сортопрокатного, чорнової
Формула / Реферат:
Система калібрів валків чорнової групи клітей безперервного сортопрокатного стана, що містить поперемінні по ходу технологічного процесу чотири овальних калібри, які розміщені у непарних клітях чорнової групи стана, та чотири круглих калібри, якірозміщені у парних клітях чорнової групи стана, із заданими геометричними параметрами - глибиною врізу рівчака й шириною калібру, яка відрізняється тим, що відношення ширини калібру до глибини врізу...
Попередній патент: Метальний пристрій для укладання та ущільнення бетонних сумішей
Наступний патент: Пристрій для виготовлення металевої штаби за допомогою безперервного лиття
Випадковий патент: Сумка-рюкзак