Пристрій для виготовлення спіралей шнеків із прямолінійної металевої штаби
Номер патенту: 46149
Опубліковано: 10.12.2009
Автори: Муквич Микола Миколайович, Пилипака Сергій Федорович

Формула / Реферат
Пристрій для виготовлення спіралей шнеків із прямолінійної металевої штаби, що містить формоутворюючу деталь із вирізом, який відрізняється тим, що пристрій містить калібрувальну напрямну деталь, поверхню якої та просторову лінію вирізу на ній визначають за параметричними рівняннями, причому прямолінійна металева штаба плавно деформується при русі у формоутворюючих вирізах калібрувальної напрямної деталі спочатку у перехідну поверхню і поступово змінює свою форму до гелікоїдальної поверхні спіралі шнека.
Текст
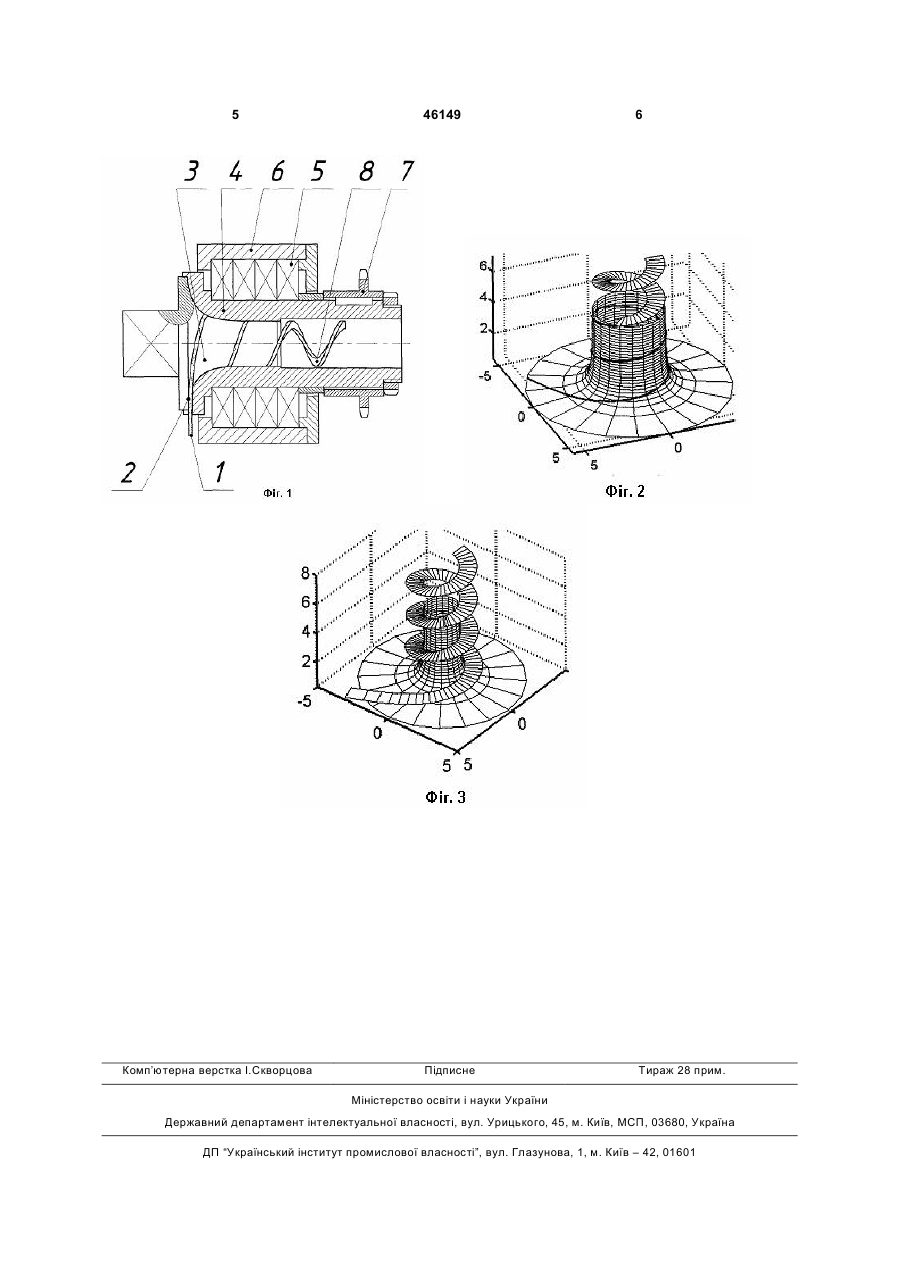
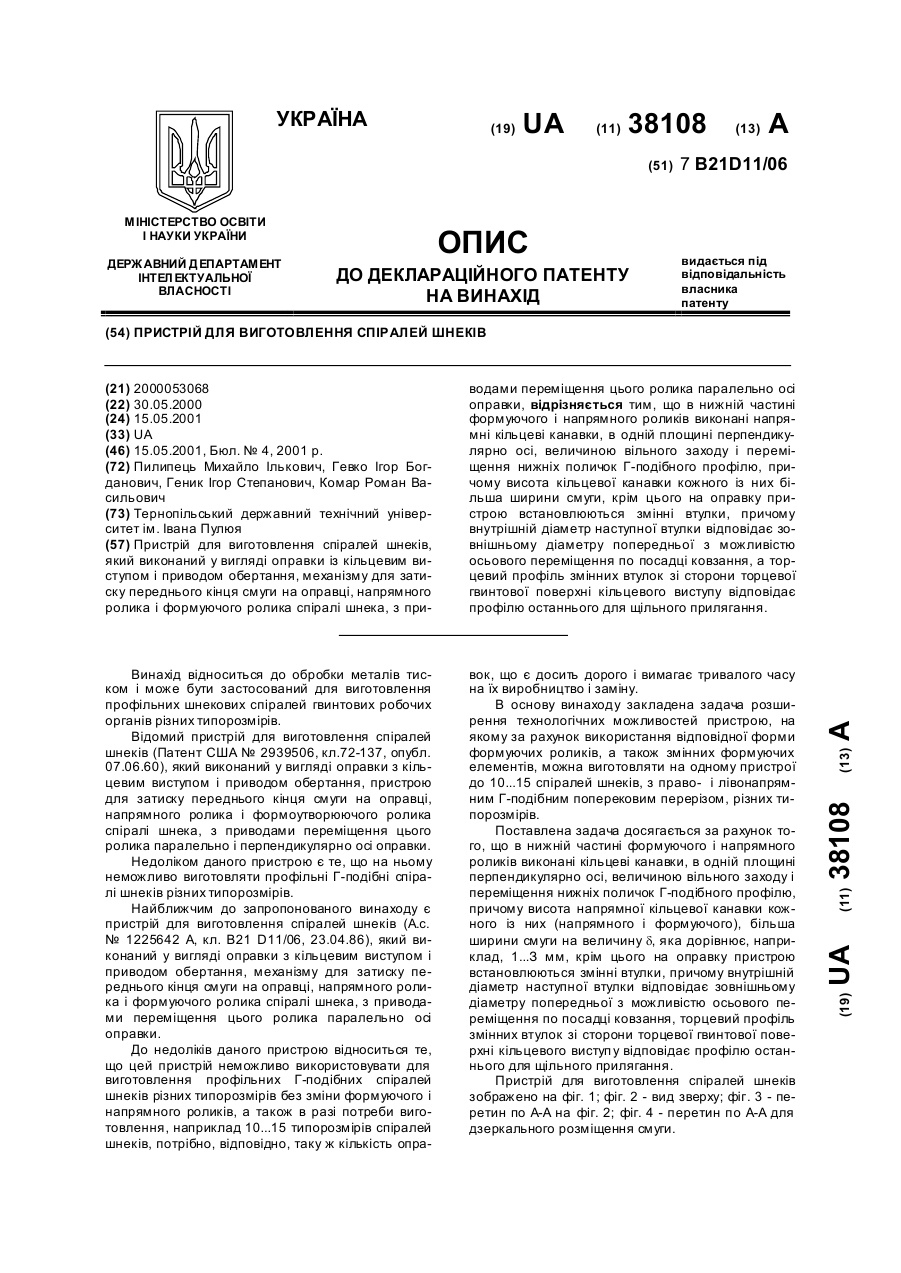
Пристрій для виготовлення спіралей шнеків із прямолінійної металевої штаби, що містить фор 3 починає плавно деформуватись у зоні контакту 2. Сформовану спіраль шнека на схемі позначено цифрою 8. Пристрій складається з калібровочної напрямної 3 із вирізом визначеної форми, яка разом з кришкою 6 жорстко закріплена на станині пристрою (на схемі не позначено); обтискувача 4; підшипників 5 та зірочки 7 ланцюгового приводу. Робота пристрою для виготовлення спіралей шнеків здійснюється наступним чином. Прямолінійна смуга (заготовка) подається за допомогою механізму подачі полоси (на схемі не позначено) у виріз калібровочної напрямної 3 і у зоні контакту 2 починає плавно деформуватись у перехідну поверхню, рухаючись у формоутворюючих вирізах калібровочної напрямної 3. Глибина вирізу не повинна перевищувати ширину смуги-заготовки. Деформації по зовнішній крайці полоси сприяє обертальний рух обтискувала 4, який передається зірочкою 7 ланцюгового приводу. Рух обтискувача 4 обмежується втулкою (не позначена цифрою на схемі) і підшипниками 5. Спряжені поверхні рухомого обтискувача 4 і калібровочної напрямної 3 потребують додаткового змащування. За допомогою вирізу калібровочної напрямної 3, який утворено так, щоб кривина зовнішньої крайки прямолінійної смуги змінювалась від нуля до сталої величини плавно, прямолінійна смуга поступово формується в поверхню спіралі шнека. Після закінчення технологічного процесу виготовлення спіралі шнека привід обтискувача і механізм подачі полоси вимикається. Для виготовлення калібровочної напрямної 3 здійснено аналітичне моделювання її поверхні із використанням результатів, опублікованих у статті (Пилипака С.Ф. Теорія складного руху матеріальної точки на площині. Частина перша. Абсолютна швидкість і траєкторія // Електротехніка і механіка. - К.: 2006. -№ 1. - С. 84-94). Вихідними сталими параметрами є зовнішній радіус R спіралі шнека, крок H одного витка зовнішньої кромки спіралі шнека (гвинтової лінії), ширина u0 прямолінійної полоси (заготовки). Кут підйому b зовнішньої кромки спіралі шнека обчислюють æ H ö b = arctg ç ÷ è 2 pR ø . На фіг. 2 зображеза формулою: но поверхню калібровочної напрямної (вісь поверхні обертання - вертикальна), перехідну просторову криву (потовщена лінія), яка лежить на ній, та 46149 4 плавно приєднаний фрагмент спіралі шнека. Перехідна просторова крива є траєкторією руху точок зовнішньої кромки прямолінійної смуги при плавній деформації заготовки. Ця крива визначає траєкторією руху робочого інструмента при утворенні вирізу на калібровочній напрямній і може бути використана при створенні програми для верстатів з числовим програмним керуванням. Параметричні рівняння поверхні калібровочної напрямної: æ a 1ö x( s, n) = ç ÷ ç 2 + k ÷ cos n; y( s, n ) = s ø è æ a 1ö ç ÷ ç 2 + k ÷ sin n; z( s, n) = bs. s ø è Параметричні рівняння лінії вирізу - перехідної просторової кривої: æ a æ a 1ö 1ö x( s ) = ç ÷ ÷ ç 2 + k ÷ sin(ks ); y( s) = ç 2 + k ÷ cos(ks ); z(s ) = bs. ç ø ø ès ès У даних рівняннях: s, n - змінні параметри; а сталий параметр, який характеризує форму пове1 k= R ; b - сталий рхні калібровочної напрямної; параметр, який характеризує висоту поверхні калібровочної напрямної і визначається з формули: b= 4a 2R 2 + s 2 (a + Rs 2 ) 2 × tgb. Rs 2 Зовнішній радіус поверхні обертання калібровочної напрямної у початковій зоні контакту із заготовкою (фіг. 1, цифра 2) визначається із формуa + R. R к.н. = s2 ли Поверхня калібровочної напрямної та перехідна просторова крива на фіг. 2 побудовані при s Î [2; 30], n Î [0; 2p], а =15, R = 1. Параметр b » 0,177 визначено так, щоб кут підйому зовнішньої кромки спіралі утвореного шнека дорівнював b » 10°. На фіг. 3 зображено уявну поверхню обертання і схему поступової деформації прямолінійної смуги у поверхню спіралі шнека. Отже, при примусовій деформації прямолінійної смуги у даному пристрої кривина крайки смуги буде змінюватися плавно, що зменшить опір деформації смуги та залишкові напруження, забезпечить зміцнення зовнішньої кромки спіралі і підвищить точність її виготовлення особливо при утворенні спіралей шнеків із порівняно вузьких металевих смуг. 5 Комп’ютерна верстка І.Скворцова 46149 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacturing spirals of worm conveyors from rectilinear metallic strip
Автори англійськоюMukvych Mykola Mykolaiovych, Pylypaka Serhii Fedorovych
Назва патенту російськоюУстройство для изготовления спиралей шнеков из прямолинейной металлической полосы
Автори російськоюМуквич Николай Николаевич, Пилипака Сергей Федорович
МПК / Мітки
МПК: B21D 11/00
Мітки: пристрій, штаби, металевої, виготовлення, прямолінійно, шнеків, спіралей
Код посилання
<a href="https://ua.patents.su/3-46149-pristrijj-dlya-vigotovlennya-spiralejj-shnekiv-iz-pryamolinijjno-metalevo-shtabi.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення спіралей шнеків із прямолінійної металевої штаби</a>
Пристрій для виготовлення спіралей шнеків
Номер патенту: 38108
Опубліковано: 15.05.2001
Автори: Гевко Ігор Богданович, Комар Роман Васильович, Пилипець Михайло Ількович, Геник Ігор Степанович
МПК: B21D 11/06
Мітки: пристрій, шнеків, виготовлення, спіралей
Текст:
...в одній площині перпендикулярно осі, з величиною вільного заходу і пе реміщення нижніх поличок Г-подібного профілю, причому висота кільцевої канавки більша ширини смуги. Для полегшення цієї операції напрямний ролик 18 знімається, а після встановлення монтується на місце. Формуючий ролик 7 підводиться таким чином, щоб його поверхня 8 притискувала заготовку 4 до торцевої поверхні 2 оправки 1. Після цього вмикається привід обертання, і в...
Пристрій для виготовлення спіралей шнеків
Номер патенту: 50280
Опубліковано: 15.10.2002
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: виготовлення, шнеків, спіралей, пристрій
Формула / Реферат:
1. Пристрій для виготовлення спіралей шнеків, який складається з механізму формоутворення спіралі, механізмів подачі та відгинання, який відрізняється тим, що механізм формоутворення спіралі виконаний у вигляді пристрою для торцевого розкатування коченням, який містить розміщений в корпусі валок та закріплений на його торці обкатний пуансон, а також плиту, на якій розміщені нерухомий упор, з можливістю здійснення обкатного руху пуансона, і...
Пристрій для виготовлення і калібрування спіралей шнеків

Номер патенту: 22581
Опубліковано: 25.04.2007
Автори: Радик Дмитро Леонидович, Пилипець Михайло Ількович, Левенець Володимир Богданович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: спіралей, шнеків, пристрій, калібрування, виготовлення
Формула / Реферат:
Пристрій для виготовлення і калібрування спіралей шнеків, який виконаний у вигляді ступінчастої конічної оправки з приводом обертання, більший ступінь якої закріплений в патроні пристрою, на меншому діаметрі оправки встановлена нерухома втулка на підшипнику, яка контактує з торцем більшого діаметра ступінчастої конічної оправки через упорний підшипник, робоча частина оправки має форму конуса, зі сторони більшого кінця, на нерухомій втулці...
Пристрій для виготовлення спіралей шнеків
Номер патенту: 49378
Опубліковано: 16.09.2002
Автори: Васильків Василь Васильович, Гевко Ігор Богданович, Радик Дмитро Леонидович, Пилипець Михайло Ількович
МПК: B21D 11/06
Мітки: виготовлення, шнеків, спіралей, пристрій
Формула / Реферат:
Пристрій для виготовлення спіралей шнеків, який містить оправу з кільцевим виступом і приводом обертання, пристосування для затиску переднього кінця стрічки на оправі, направляючий ролик для стрічки та формоутворювальний ролик, який оснащений механізмом підтиску з вузлом регулювання згинального зусилля і який виконаний складеним у вигляді двох встановлених на осі концентрично відносно одна одної частин, внутрішня із яких змонтована з...
Штамп для виготовлення профільних спіралей шнеків
Номер патенту: 53986
Опубліковано: 17.02.2003
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович, Гевко Іван Богданович, Пилипець Михайло Ількович
МПК: B21D 11/06
Мітки: спіралей, шнеків, штамп, виготовлення, профільних
Формула / Реферат:
Штамп для виготовлення профільних спіралей шнеків, який містить закріплений на верхній плиті пуансон, а також закріплені на нижній плиті рухомі ступеневі півматриці з приводом їх обертання, виконаним у вигляді зубчасто-рейкової передачі, який відрізняється тим, що пуансон виконаний у вигляді ступеневого валка, профіль виконання поверхні більшого ступеня якого відповідає профілю внутрішнього контуру профільної спіралі шнека, а інші ступені...
Попередній патент: Антимаститний препарат
Наступний патент: Вузол тертя для дослідження мастильних шарів при випробуваннях
Випадковий патент: Установка для дослідження параметрів шнека з еластичною гвинтовою поверхнею