Спосіб та інструмент для клінчингу товстих листових деталей, а також застосування інструмента
Номер патенту: 99607
Опубліковано: 10.09.2012
Автори: НОВАЧЕК Томас, Троєр Андреас, Ізраель Маркус, Матайсль Міхаель, ІЛЛЕДІТС Томас, Мауерманн Райнхард
Формула / Реферат
1. Клінчерний інструмент (20) для виконання міцного з'єднання першої металевої деталі (11) з другою металевою деталлю (12), причому клінчерний інструмент (20) містить штампувальний інструмент та контрінструмент (30), які разом шляхом деформування обох металевих деталей (11, 12) із застосуванням тиску утворюють клінчерне з'єднання (13) першої металевої деталі (11) з другою металевою деталлю (12), причому штампувальний інструмент містить пуансон, який має перехідні ділянки (21, 22), виконаний обертально-симетричним відносно своєї осі обертання (24) і має концентрично розташовану відносно осі обертання бічну поверхню (25) та кінцеву торцеву поверхню (23), яка розташована перпендикулярно осі обертання (24), причому бічна поверхня (25) пуансона принаймні на нижній перехідній ділянці (21) до кінцевої торцевої поверхні (23) виконана конічною, а кут (W, W1, W2) між твірною конічної бічної поверхні та вертикаллю менший або дорівнює 10 градусам, переважно менше або дорівнює 5 градусам, який відрізняється тим, що кут (W, W1, W2) від першого кута (W1) безпосередньо в кінці нижньої перехідної ділянки (21), яка межує з кінцевою торцевою поверхнею (23), переходить у другий кут (W2) верхньої перехідної ділянки (22), причому перший кут (W1) є більшим, ніж другий кут (W2), а також тим, що виконаний зі здатністю принаймні часткового занурення пуансона в процесі деформації у металеві деталі (11, 12) також і його верхньою перехідною ділянкою (22).
2. Клінчерний інструмент (20) за п. 1, який відрізняється тим, що пуансон по всій довжині (L) частини, яка в процесі деформації вдавлюється в металеві деталі (11, 12), виконаний конічним.
3. Клінчерний інструмент (20) за п. 1 або п. 2, який відрізняється тим, що перший кут (W1) є меншим або дорівнює 10 градусам, переважно є меншим або дорівнює 5 градусам, а другий кут (W2) є меншим або дорівнює 2 градусам, переважно становить від 0 до 1 градуса.
4. Клінчерний інструмент (20) за одним із пп. 1-3, який відрізняється тим, що пуансон має діаметр (D2), який становить від 10 до 30 мм чи 35 мм, причому діаметр (D2) переважно становить від 12 до 20 мм чи 25 мм (включно).
5. Клінчерний інструмент (20) за одним із пп. 1-4, який відрізняється тим, що контрінструмент (30) виконаний як ковадло, яке має плоску та горизонтальну робочу поверхню.
6. Клінчерний інструмент (20) за одним із пп. 1-4, який відрізняється тим, що контрінструмент (30) виконаний як матриця, яка має заглибину чи порожнину або формувальну камеру чи виїмку (31).
7. Клінчерний інструмент (20) за одним із пп. 1-6, який відрізняється тим, що він містить притискач (41) для фіксації металевих деталей (11, 12) та знімач (40) для фіксації металевих деталей (11, 12) і для вивільнення пуансона по завершенні деформування металевих деталей (11, 12).
8. Клінчерний інструмент (20) за одним із пп. 1-7, який відрізняється тим, що він містить два однакових розташованих поряд пуансони, і виконаний зі здатністю з'єднувати першу металеву деталь (11) з другою металевою деталлю (12) двома клінчерними з'єднаннями (13).
9. Спосіб застосування з'єднувальної технології обробкою тиском для утворення міцного з'єднання першої металевої деталі (11) та другої металевої деталі (12), причому за допомогою штампувального елемента (20) та контрінструмента (30) шляхом локального деформування із застосуванням тиску утворюють клінчерне з'єднання (13), що з'єднує першу металеву деталь (11) з другою металевою деталлю (12), який включає такі стадії:
- укладення одна на одну та розташування чи вирівнювання першої металевої деталі (11) та другої металевої деталі (12) в зоні обробки контрінструмента (30),
- встановлення пуансона штампувального елемента (20) в робочу позицію,
- вдавлювання пуансона в обидві укладені одна на одну металеві деталі (11, 12), доки нижній бік (14) другої металевої деталі (12) не прилягатиме до ділянки контрінструмента (30),
- витягнення пуансона,
який відрізняється тим, що застосовують пуансон, який має бічну поверхню (25), принаймні нижня перехідна ділянка якої (21) виконана конічною в напрямку кінцевої торцевої поверхні (23), і має кут (W, W1, W2) між конічною бічною поверхнею та вертикаллю, який є меншим або дорівнює 10 градусам, переважно є меншим або дорівнює 5 градусам, причому перший кут (W1) більший, ніж другий кут (W2), а також тим, що при вдавлюванні пуансона також і його верхня перехідна ділянка (22) принаймні частково занурюється в металеві деталі (11, 12).
10. Спосіб за п. 9, який відрізняється тим, що при витяганні пуансона застосовують знімач (40) для уможливлення вивільнення пуансона чи штампувального інструмента (20) у разі його заклинювання в металевих деталях (11, 12).
11. Спосіб за п. 10, який відрізняється тим, що знімач (40) перед вивільненням пуансона встановлюють в робочу позицію над поверхнею (15) першої металевої деталі (11), а при вивільненні пуансона за допомогою знімача (40) прикладають зусилля до металевих деталей (11, 12), в той час як діюча в протилежному напрямку сила витягає пуансон.
12. Спосіб за одним із пп. 9-11, який відрізняється тим, що як контрінструмент (30) застосовують матрицю, яка має заглибину чи порожнину або формувальну камеру чи виїмку (31) в зоні обробки, причому пуансоном деформують розташовані в зоні обробки металеві деталі (11, 12) (над ділянкою їх накладення чи перекриття) в заглибині чи порожнині або формувальній камері чи виїмці (31) таким чином, що внаслідок радіального витіснення матеріалів у заглибину чи порожнину або формувальну камеру чи виїмку (31) утворюється локальний зворотний бічний виступ (f).
13. Спосіб за одним із пп. 9-11, який відрізняється тим, що як контрінструмент (30) застосовують ковадло з плоскою чи горизонтальною робочою поверхнею, причому пуансоном деформують розташовані на робочій поверхні металеві деталі (11, 12) в зоні їх перекриття чи накладення таким чином, що спочатку з боку ковадла утворюється підвищення, а потім внаслідок радіального витіснення матеріалів - невеликий локальний зворотний бічний виступ (f).
14. Застосування клінчерного інструмента (20) за одним із пп. 1-8, яке відрізняється тим, що застосовують клінчерний інструмент (20) для утворення міцного з'єднання між двома металевими деталями (11, 12) шляхом утворення принаймні одного локального зворотного бічного виступу (f), причому сумарна товщина (tt) обох металевих деталей (11, 12) перевищує 8 мм.
15. Застосування за п. 14, яке відрізняється тим, що товщина першої металевої деталі (11) є більшою, ніж товщина другої металевої деталі (12).
16. Застосування за п. 14 або п. 15, яке відрізняється тим, що або перша металева деталь (11), або друга металева деталь (12) є сталевим профілем чи листовим профілем, чи сталевим кутиком, чи штабовою сталлю, чи сталевою смугою, чи фасонною трубою, чи листовою деталлю, чи смугою листового металу, чи сталевою балкою.
Текст
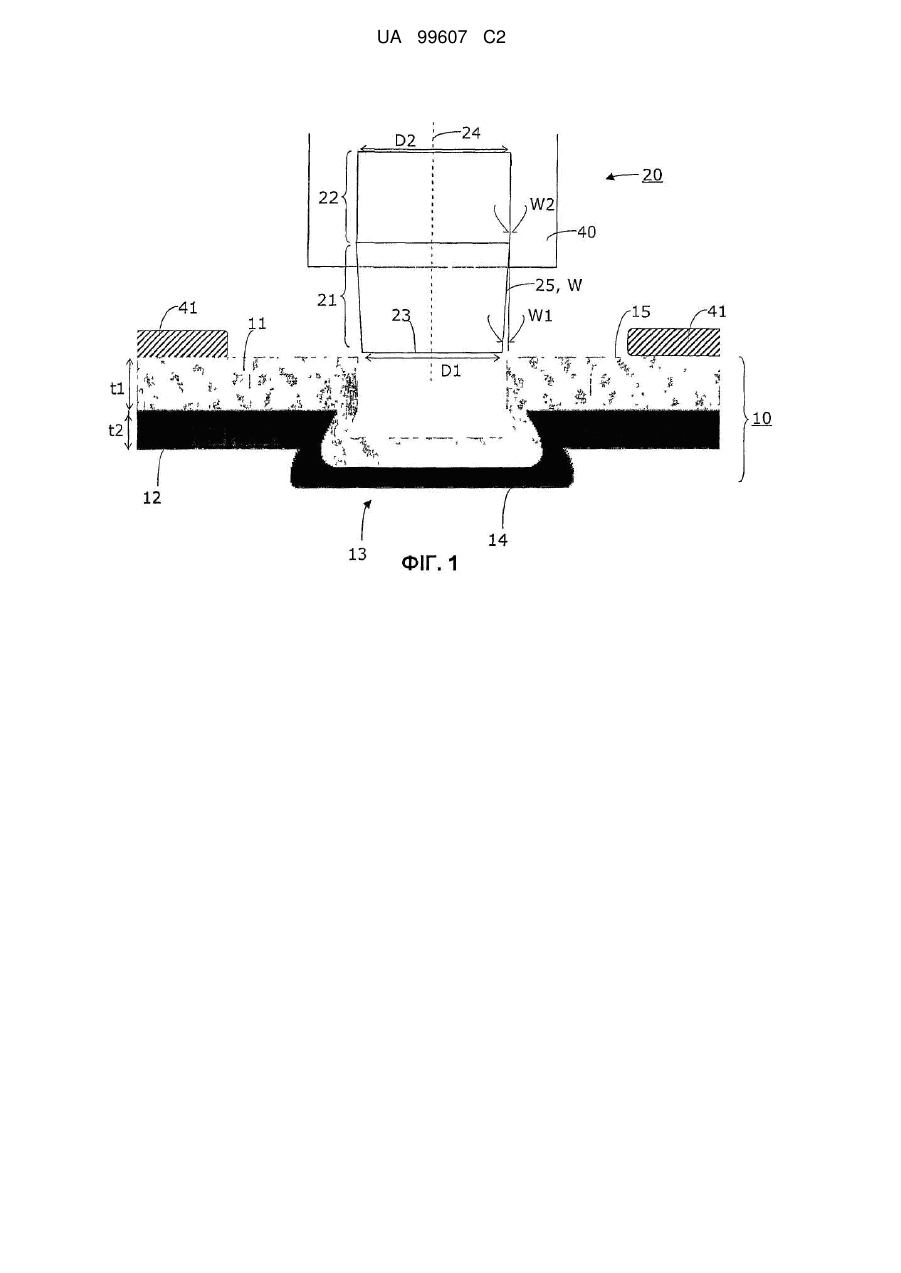
Реферат: Клінчерний інструмент (20) для виконання міцного, зміцнювального чи стійкого з'єднання першої металевої деталі (11) з другою металевою деталлю (12). Клінчерний інструмент (20) містить штампувальний інструмент (20) та контрінструмент (30), які разом шляхом локального пластичного формування чи деформування металевих деталей (11, 12) із застосуванням тиску формують і утворюють клінчерне з'єднання (13), яке з'єднує чи міцно з'єднує першу металеву деталь (11) з другою металевою деталлю (12). Штампувальний інструмент (20) містить пуансон, який має бічну поверхню (25), виконану концентричною відносно осі обертання (24). Бічна поверхня (25) межує з кінцевою торцевою поверхнею (23), яка розташована перпендикулярно осі обертання (24). Бічна поверхня (25) принаймні на нижній перехідній ділянці (21) до кінцевої торцевої поверхні (23) виконана конічною, а кут (W, W1, W2) між твірною конічної бічної поверхні та вертикаллю є меншим або дорівнює 10 градусам, переважно є меншим або дорівнює 5 градусам. UA 99607 C2 (12) UA 99607 C2 UA 99607 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується клінчерного інструмента для виконання міцного з'єднання двох металевих деталей згідно з обмежувальною частиною пункту 1 формули винаходу, способу клінчингу металевих деталей для утворення міцного з'єднання згідно з обмежувальною частиною пункту 10 формули винаходу, а також застосування клінчерного інструмента згідно з обмежувальною частиною пункту 15 формули винаходу. Клінчинг (англ. clinching, "з'єднання продавлюванням") є здавна відомим способом з'єднання деталей шляхом деформування із застосуванням тиску. Цей спосіб називають також способом з'єднання продавлюванням. Клінчинг є технологічним способом обробки тиском без застосування допоміжної з'єднувальної деталі залежно від форми виконання. Існують різні варіанти клінчингу залежно від виконання з'єднувального елемента. Клінчинг можна класифікувати таким чином: - за формуванням з'єднувального елемента: клінчинг з фазою різання та без фази різання; - за формою матриці: нерознімна та розкривна матриця; - за кінематикою інструмента: одно- та багатостадійний клінчинг. Далі розглядається насамперед клінчинг без фази різання. Цей спосіб має певні переваги порівняно з традиційними способами, які застосовують для з'єднання металевих листів або інших деталей, наприклад зварювання, точкове зварювання, з'єднання за допомогою заклепок чи глухих заклепок та використання самопробивних заклепок. На відміну від традиційних способів з'єднання клінчинг без фази різання є економічнішим, якщо розглядати витрати на одне з'єднання. З'єднання способом клінчингу металевих листів та інших металевих деталей, товщина яких перевищує 4 мм, відоме із публікації WO 2006/047848 А1. Правда, як було встановлено у рамках даного винаходу, зусилля затискання при цьому відомому способі дуже великі, що може призвести до пошкодження деталей при вийманні пуансона. Задачею винаходу є розробка способу клінчингу для з'єднання продавлюванням листів металу та балок із товстих листів металу, переважно товщина яких перевищує 4 мм, з незначними зусиллями затискання, з оптимально сформованим нерознімним механічним замком між з'єднуваними деталями у вигляді бічного виступу зі зворотним нахилом в зоні дна та якнайбільшою товщиною шийки для забезпечення відповідно високої міцності клінчерного з'єднання. Крім цього, задачею винаходу є розробка відповідного інструмента та оптимізація його застосування. Задача вирішена: - щодо інструмента ознаками п.1 формули винаходу; - щодо способу ознаками п. 9; - щодо застосування ознаками п. 14. Переважні форми виконання і вдосконалення винаходу описані та визначені в залежних пунктах формули винаходу. Згідно з винаходом уперше можна з'єднувати способом клінчингу сталеві листи і балки чи сталеві профілі (які тут узагальнено називаються металевими деталями), причому товщина принаймні одного з цих елементів перевищує 4 мм. Щоб це уможливити, інструменти для клінчингу (далі: клінчерні інструменти) були відповідно вдосконалені та оптимізовані. Інструменти та апарати згідно з винаходом відрізняються тим, що мають пуансон конічної форми з двома перехідними ділянками, причому перехідна ділянка у зоні торцевої поверхні має більший кут, ніж прилегла до неї верхня перехідна ділянка. Більший кут між твірною конічної бічної поверхні та вертикаллю може бути меншим або дорівнювати 10 градусам і переходити у кут від 5 градусів до нуля. Діаметр цього пуансона переважно становить від 10 мм до 35 мм. Особливо переважним є діаметр від 12 мм (14 мм, 16 мм, 18 мм) до 20 мм чи 25 мм, причому цей діаметр залежить від товщини з'єднуваних металевих деталей і від необхідної міцності та розтяжного зусилля. Згідно з винаходом спосіб клінчингу є справжньою альтернативою способу зварювання, який досі застосовується переважно як спосіб з'єднання товстих металевих листів та деталей (наприклад листів сталі St-37, St-44, St-52, St-70 чи металевих листів EN-S235, S275, S355, S460) або балок (завтовшки > 4 мм). Утім, клінчинг можна застосовувати також замість клепаних та болтових з'єднань. Згідно з винаходом можна з'єднувати між собою металеві листи, профілі та інші металеві деталі чи металеві заготовки різної товщини та з різних матеріалів. З'єднання двох металевих деталей способом клінчингу виконується виключно та безпосередньо з матеріалу/матеріалів з'єднуваних металевих деталей. З'єднані способом клінчингу елементи тут називають деталлю з клінчерним з'єднанням. 1 UA 99607 C2 5 10 15 20 25 30 35 40 45 50 55 60 Цей винахід дозволяє збільшити обсяг застосування з'єднань металевих деталей, наприклад з'єднань сталевих елементів чи профілів, деталей або смуг із листового металу, чи взагалі з'єднань металевих листів, тепер також у спорудженні ліфтів та ескалаторів, причому, зокрема, деталь кабіни ліфту чи підйомника та/або машинного відділення ліфта, або каркасної чи несучої конструкції ескалатора можна виконувати способом клінчингу. Проте, клінчинг можна застосовувати для кріплення різних несучих начіпних деталей, а також несучих або опорних каркасів, риштовань, консолей, скульптур, шасі, панелей чи рам. Згідно з винаходом виконується нерознімне з'єднання двох металевих деталей, яке до того ж характеризується великими утримувальними силами (витримує великі розтяжні та зрізувальні зусилля). Випробування під динамічним навантаженням показали, що виконані способом клінчингу деталі мають однозначно кращу несучу здатність, аніж з'єднання, виконані способом точкового зварювання. Згідно з винаходом можна без проблем з'єднувати між собою матеріали з покриттями, а також без покриттів, що відкриває нові можливості для вибору матеріалів особливо при спорудженні ліфтів та ескалаторів. Наприклад, можна з'єднувати між собою оцинковані, лаковані або з полімерними покриттями листи металу та/або сталеві балки без помітних пошкоджень покриття внаслідок клінчингу. Інша перевага клінчингу полягає в тому, що для виконання з'єднання не потрібні ані попередньо зроблені отвори, ані допоміжні стикувальні чи з'єднувальні деталі або з'єднувальний матеріал. Утім, головною перевагою клінчингу порівняно з традиційними способами є низькі витрати на виконання з'єднання. Крім цього, не відбувається теплопередача і не здійснюється термічний вплив на з'єднувані деталі, що дозволяє уникнути їх жолоблення та проплавлення і структурних змін. Інші ознаки і переваги винаходу детальніше пояснюються далі на прикладі виконання з посиланнями на креслення. На них представлено: Фіг. 1 Значно спрощене схематичне зображення пуансона клінчерного інструмента та двох металевих деталей, які були з'єднані між собою способом клінчингу; Фіг. 2А Схематичне зображення першої стадії клінчингу згідно з винаходом; Фіг. 2В Схематичне зображення другої стадії клінчингу згідно з винаходом; Фіг. 2С Схематичне зображення третьої стадії клінчингу згідно з винаходом, причому обидві перехідні ділянки пуансона не показані; Фіг. 3А Переріз двох з'єднаних способом клінчингу металевих деталей; Фіг. 3В Частковий переріз та фрагмент ділянки клінчерного інструмента згідно з винаходом; Фіг. 4А Переріз, на якому зображені дві з'єднані способом клінчингу металеві деталі чи металева деталь і частина клінчерного інструмента (не відповідного винаходові), причому пуансон клінчерного інструмента має діаметр 12 мм; Фіг. 4В Переріз, на якому зображені дві з'єднані способом клінчингу металеві деталі та частина клінчерного інструмента (не відповідного винаходові), причому пуансон клінчерного інструмента має діаметр 14 мм; Фіг. 4С Переріз, на якому зображені дві з'єднані способом клінчингу металеві деталі та частина клінчерного інструмента (не відповідного винаходові), причому пуансон клінчерного інструмента має діаметр 20 мм; Фіг. 5 Переріз сталевого профілю, з яким способом клінчингу двома клінкерними з'єднаннями було міцно з'єднано профіль з листового металу чи сталевий профіль, чи сталевий кутик; Фіг. 6 Переріз схематично зображеного пуансона згідно з винаходом. У межах цієї патентної заявки, як вже було зазначено на початку, описується спосіб клінчингу без фази різання. Цей вид клінчингу є виключно процесом з'єднання деталей шляхом деформування із застосуванням тиску. З'єднання деталей здійснюється лише шляхом продавлювання матеріалу деталей у матрицю в поєднанні з вдавлюванням та наступною осадкою. Головною ідеєю при розробці цього способу без фази різання є насамперед збільшення міцності з'єднання завдяки підвищенню здатності матеріалу зберігати надану форму. Принцип винаходу схематично пояснюється на фіг. 1. Зображені дві металеві деталі 11 та 12 із клінчерним з'єднанням 13 між ними. Частина штампувального інструмента 20, яка тут названа пуансоном, зображена над зоною клінчерного з'єднання 10 або точкою клінчерного з'єднання 10. Клінчерний інструмент 20 містить пуансон та контрінструмент 30, який може бути виконаний в формі матриці або ковадла. Форма пуансона є обертально-симетричною відносно його осі обертання 24. Бічна поверхня 25 пуансона виконана концентричною відносно осі обертання 24, 2 UA 99607 C2 5 10 15 20 25 30 35 40 45 50 55 60 причому твірна його конічної бічної поверхні утворює з вертикаллю кут W. За розташуванням відносно торцевої поверхні 23 розрізняють ділянки бічної поверхні 25, а саме нижню перехідну ділянку 21 бічної поверхні 25, яка межує з торцевою поверхнею 23 пуансона, з кутом W1 між твірною конічної бічної поверхні та вертикаллю, і верхню перехідну ділянку 22 бічної поверхні 25 із кутом W2 між твірною конічної бічної поверхні та вертикаллю. Перехідні ділянки 21, 22 переходять одна в одну. При цьому вони, як зображено в прикладах виконання на фіг. 1, 3В та 6, можуть переходити одна в одну зі зламом, причому кути W1, W2 між твірними конічної бічної поверхні цих ділянок та вертикаллю є різними. З'єднувані металеві деталі 11, 12 (наприклад, два металевих листи різної чи однакової товщини t1 та t2) під тиском пуансона, аналогічно тому, як це відбувається при тисненні чи осадці, зазнаючи пластичної деформації, продавлюються у виїмку чи заглибину або порожнину чи формувальну камеру 31 матриці 30, як показано на фіг. 2А - 2С. Завдяки спеціальній формі виїмки чи заглибини або порожнини чи формувальної камери 31 утворюється клінчерне з'єднання 13, яке має форму, подібну до кнопки або точки осадки чи точки тиснення. Клінчерне з'єднання 13 з'єднує металеві деталі 11, 12 із геометричним та силовим замиканням, як схематично зображено на фіг. 1, фіг. 2С та фіг. 3А і фіг. 4. На фіг. 2А - 2С зображені три стадії процесу утворення клінчерного з'єднання 13 без фази різання, з контрінструментом 30, який виконаний у формі нерознімної матриці; ця матриця має заглибину або порожнину або формувальну камеру чи виїмку (31) в зоні обробки. При цьому пуансон деформує подані в зону обробки металеві деталі 11, 12 на ділянці їх накладення або перекриття над заглибиною чи порожниною або формувальною камерою чи виїмкою 31 таким чином, що внаслідок радіального розплющування матеріалів у заглибину чи порожнину або формувальну камеру чи виїмку 31 утворюється локальний бічний виступ f зі зворотним нахилом у зоні дна. На першій стадії, як зображено на фіг. 2А, перша металева деталь 11 та друга металева деталь 12 складаються разом (тобто укладаються одна на одну). Потім обидві укладені одна на одну металеві деталі 11,12 разом переміщують в зону обробки контрінструмента 30, який має форму матриці. На фіг. 2В зображений пуансон штампувального інструмента 20, встановлений в робочу позицію і вже частково вдавлений в деталі 11 та 12. На ділянці зоні накладення або перекриття деталі 11 та 12 деформуються під сильним тиском пуансона, і матеріал "затікає" в заглибину чи порожнину або формувальну камеру чи виїмку 31 матриці 30. Вдавлювання чи втиснення пуансона здійснюється доти, доки нижній бік 14 другої металевої деталі 12 щільно не прилягатиме до дна виїмки чи порожнини або формувальної камери чи виїмки 31 матриці 30. На наступній стадії пуансон витягають (ця стадія в основному відповідає зображеній на фіг. 1 ситуації). Згідно з винаходом для відокремлювання застосовується переважно знімач чи притискач 40, який полегшує вивільнення пуансона після завершення процесу деформування металевих деталей 11 та 12. Застосування такого знімача або притискача 40 є особливо доцільним у тому разі, якщо пуансон заклинюється в клінчерному з'єднанні 13 під дією сил, які виникають в процесі пластичного деформування, та внаслідок деформації матеріалів. Знімач 40 обпирається (певною мірою) на поверхню 15 верхньої розташованої з боку пуансона металевої деталі 11 під час виймання чи витягання пуансона. Спеціаліст, ознайомлений з цим винаходом, замість знімача з боку пуансона може також виконати знімач із боку матриці. Переважно з'єднувані металеві деталі 11 та 12 притискаються до матриці 30 за допомогою притискача, який позначений на фіг. 1 номерами 41 та 40. Штампувальний інструмент 20 містить напірний циліндр (наприклад гідравлічний циліндр, циліндр, що працює на стисненому газі, пневмогідравлічний циліндр, сервоелектричний циліндр), під дією якого здійснюється так званий прямий хід пуансона до металевих деталей 11, а потім 12. На першій стадії прямого ходу пуансон встановлюється в робоче положення (фіг. 2А), за цим слідує стадія вдавлювання, в якій пуансон проникає в металеві деталі 11, 12, внаслідок чого вони розплющуються та деформуються (фіг. 2В та 2С). Останню стадію називають зворотним ходом пуансона (див. фіг. 1). Під дією зусилля осадки в процесі вдавлювання пуансона відбувається розплющування матеріалу металевих деталей 11 та 12 у поперечному напрямку, завдяки чому матриця 30 із заглибиною чи порожниною або формувальною камерою чи виїмкою 31, наприклад у формі (виточеної) кільцевої канавки, заповнюється матеріалом, і в зоні дна утворюється зворотній бічний виступ розташованої з боку пуансона металевої деталі 11 в розташовану з боку матриці металеву деталь 12 (див. фіг. 3А). Найважливішими параметрами для оцінки клінчерного з'єднання 13, як зображено на фіг. 3А, є ширина зворотного бічного виступу f в зоні дна та товщина шийки tn, оскільки міцність клінчерного з'єднання 13 безпосередньо пов'язана з цими величинами. Для характеристики клінчерного з'єднання 13 та деталей 11, 12 можна додатково 3 UA 99607 C2 5 10 15 20 25 30 35 40 45 50 55 60 застосовувати такі параметри: внутрішній діаметр di з'єднувального елемента чи пуансона, висота виступу h, залишкова товщина tb2 дна розташованої з боку матриці металевої деталі 12, залишкова товщина tb1 дна розташованої з боку пуансона металевої деталі 11, товщина t2 розташованої з боку матриці металевої деталі, товщина t1 розташованої з боку пуансона металевої деталі та сумарна товщина tt деталі. Типове значення ширини зворотного бічного виступу f в зоні дна становить 0,5 мм, а типове значення товщини шийки tn -1,5 мм. Були проведені різні дослідження та експерименти з метою оптимізації та модифікації відомого процесу клінчингу для забезпечення можливості з'єднання цим способом також таких металевих деталей 11, 12, товщина яких перевищує 4 мм, без виникнення значних зусиль затискання. За результатами моделювання процесу були виготовлені різні інструменти і проведені випробування зі з'єднання для забезпечення можливості порівняння визначених (в експерименті) поперечних перерізів, зусиль з'єднання та утримання з результатами, отриманими при моделюванні. Як підґрунтя для досліджень з метою визначення параметрів інструментів були використані головні засади конструювання інструментів для клінчингу без фази різання з нерознімною матрицею 30. Перші дослідження показали, що для виконання клінчерного з'єднання 13 із застосуванням пуансона невеликого діаметра (діаметр D2=12 мм або 14 мм) необхідні зусилля з'єднання приблизно від 400 кН до 510 кН, а в разі застосування пуансона більшого діаметра (D2=20 мм) приблизно 670 кН (в обох значеннях ураховані сили утримання). Ці результати знаходяться в межах діапазону очікуваних результатів (утім, незважаючи на змащування інструмента, спостерігалося сильне заклинювання пуансона в деталі). Результати поглибленого дослідження причин заклинювання пуансона свідчать про те, що заклинювання спричиняється радіальним напруженням, яке діє на бічну поверхню пуансона. Виявилося, що особливо у зоні верхньої перехідної ділянки 22 бічної поверхні 25 утворюються великі радіальні напруження. Отже, на наступній стадії оптимізації геометричні параметри пуансона були цілеспрямовано змінені таким чином, щоб зменшити радіальне напруження, яке діє на бічну поверхню 25. Враховуючи той факт, що для перших варіантів інструмента товщина шийки tn та ширина зворотного бічного виступу f в зоні дна в разі застосування пуансона діаметром D2=12 мм та D2=14 мм були приблизно однаковими, процес оптимізації було продовжено. При цьому були проведені також дослідження для деталей із різною сумарною товщиною tt та для деталей 11, 12, які мали відповідно різну товщину t1, t2. При цьому виявилося не тільки, що стандартні та традиційні пуансони проявляють стійку тенденцію до заклинювання, якщо сумарна товщина деталей tt > 8 мм, але й що в зоні між деталями 11, 12 утворюється порожнина (див. X на фіг. 4С). Унаслідок негативного впливу цієї порожнини X зменшується міцність відповідного клінчерного з'єднання 13. Результати, отримані на різних стадіях оптимізації, свідчать про те, що можливість заклинювання пуансона та утворення порожнини X залежить безпосередньо від форми його бічної поверхні. Для зменшення або повного усунення цих обох негативних ефектів були розроблені та випробувані пуансони, принаймні частина поверхні яких мала конічну форму. Завдяки правильному вибору відповідного кута W, W1 між твірною конічної бічної поверхні та вертикаллю можна зменшити або взагалі усунути можливість заклинювання пуансона без утворення помітного порожнього простору. Виявилося, що ці обидва ефекти лише частково пов'язані між собою, і мінімізація одного ефекту іноді призводить навіть до посилення іншого. Шляхом вибору відповідного діапазону значень кутів можна мінімізувати обидва ефекти. У зображених на фіг. 4А - 4С і описаних далі дослідженнях не відповідного винаходові пуансона незмінний кут між твірною конічної бічної поверхні пуансона та вертикаллю W=5°, тобто D1 8 мм форма бічної поверхні 25 має особливе значення. Відповідно до цього винахід відрізняється тим, що пуансон, який в процесі пластичного деформування вдавлюється в металеві деталі 11 та 12, має конічну форму. Конічну форму має принаймні одна частина (позначена як перехідні ділянки 21, 22) тієї ділянки L пуансона, яка вдавлюється або втискається в деталі 11, 12. Конічна форма утворюється внаслідок того, що принаймні нижній перехідній ділянці 21 бічної поверхні 25 пуансона, див. фіг. ЗВ, в напрямку торцевої поверхні 23 надано конічну форму, і кут W1 між твірною конічної бічної поверхні цієї ділянки та вертикаллю є меншим або дорівнює 10 градусам, переважно є меншим або дорівнює 5 градусам. Як зображено далі на фіг. 1 та 6, кут W2 між твірною конічної бічної поверхні верхньої перехідної ділянки 22 та вертикаллю переважно дорівнює нулю градусів або також переважно є меншим або дорівнює 5 градусам (приклади виконання згідно з фіг. 4А - 4С). Особливо доцільним виявилося застосування пуансонів діаметром D2 від 10 мм до 20 мм і кутом W1, W2 між твірною конічної бічної поверхні та вертикаллю, який з першого кута W1 переходить у другий кут W2, причому перший кут W1 є меншим або дорівнює 10 градусам і переважно є меншим або дорівнює 5 градусам, а другий кут W2 є меншим або дорівнює 2 градусам і переважно становить від 0 до 1 градуса. При цьому перший кут W1 розташований між вертикаллю та (нижньою) ділянкою 21 безпосереднього переходу в торцеву поверхню 23 (тобто в зоні розташованого з боку деталі кінця пуансона), а другий кут W2 - між вертикаллю та (верхньою) перехідною ділянкою 22, яка відходить вбік чи виходить або виступає назовні від металевої деталі 11,12 (тобто в зоні пуансона з боку інструмента). Ця форма виконання конічних пуансонів відрізняється помітно послабленою тенденцією до заклинювання, і при цьому не утворюється (або утворюється невелика) порожнина X. Проте, перевага, яка полягає в зменшенні радіального напруження, і, разом із цим, послабленні тенденції до заклинювання, "коштує" утворення порожнини X між металевими деталями 11, 12. Тобто кут W, W1, W2 між твірною конічної бічної поверхні та вертикаллю не можна обирати довільно, оскільки це може призвести до утворення надто великої порожнини X та неприпустимого зменшення міцності клінчерного з'єднання. Ідеальними є форми виконання пуансона, в яких пов'язане з кутом між твірною конічної бічної поверхні та вертикаллю зменшення бічної поверхні або модифікація профілю не є надто великими, оскільки при значному зменшенні бічної поверхні чи модифікації профілю радіально спрямований на деталі 11, 12 тиск виявляється надто низьким, внаслідок чого зменшується розплющування матеріалів або металевих деталей в поперечному напрямку. Наведені значення для кутів W, W1, W2 виявилися доцільними також тому, що виконані за допомогою таких пуансонів клінчерні з'єднання характеризуються значеннями товщини шийки tn та ширини зворотного бічного виступу f, які є аналогічними параметрам стандартних традиційних циліндричних пуансонів для з'єднання тонколистових матеріалів. Це означає, що міцність відповідного клінчерного з'єднання 13 також є порівнянною та ідентичною. Конічну форму мають принаймні перехідні ділянки 21, 22 тієї частини пуансона L, яка вдавлюється в деталі 11, 12. Довжину L цієї частини пуансона при з'єднанні металевих деталей, сумарна товщина яких tt > 8 мм, можна визначити в такий спосіб: 0,3 tt L 2 tt. Тобто на перехідні ділянки 21, 22 конічної форми припадає від трьох десятих сумарної товщини деталі tt до подвійної сумарної товщини деталі tt. Різні форми виконання пуансона згідно з винаходом далі докладно пояснюються з використанням фігур 1 і 6. Форма виконання Фігура Типовий діаметр Довжина L перехідної ділянки 21, 22 1 1 D1 < D2 і 10 мм D2 30 мм 0,3 tt L 2 tt 5 2 6 D1 < D2 і 10 мм D2 30 мм 0,3 tt L 2 tt UA 99607 C2 Кут 5 10 15 20 25 30 35 40 45 50 W1 10 градусів у нижній перехідній W1 10 градусів у нижній ділянці 21 і перехідній ділянці 21 і 0 градусів W2 Міцність з'єднань, отриманих із застосуванням пуансонів згідно з винаходом, наприклад, пуансона діаметром 12 мм та кутом 5° - 0° між твірною конічної бічної поверхні пуансона та вертикаллю (форма виконання 2, фіг. 6), в середньому перевищує 50 кН чи 55 кН. В особливо ретельно визначених умовах розтяжне зусилля навіть досягає приблизно 58 кН та лише незначно варіює в межах кількох відсотків. За допомогою штампувального інструмента 20 згідно з винаходом можна також виконувати два клінчерних з'єднання 13 поряд (див. фіг. 5) для додаткового збільшення міцності на розрив та зрізання. Виявилося, що в цьому випадку міцність на розрив можна збільшити до значень, які майже вдвічі перевищують значення міцності на розрив одного клінчерного з'єднання 13. Випробні зразки в середньому могли витримувати навантаження приблизно 118 кН. Особливо переважна форма виконання клінчерного інструмента 20 має два аналогічних пуансона, які розташовані поряд і здатні з'єднувати першу металеву деталь 11 з другою металевою деталлю 12 двома клінчерними з'єднаннями. При цьому з одним переміщенням пуансона в робочу позицію та одним переміщенням із вдавлюванням матеріалу в матрицю водночас виконуються два розташованих поряд клінчерних з'єднання. Приклад відповідного подвійного клінчерного з'єднання зображений на фіг. 5. Наведений приклад свідчить про те, що згідно з винаходом можна з'єднувати, наприклад, товсту балку зі сталевого профілю 11 (перша металева деталь) з тоншим металевим листом чи штабовою сталлю або сталевим профілем чи листовим профілем або кутиком із листового профілю 12 (друга металева деталь) двома виконаними поряд клінчерними з'єднаннями 13. Для визначення сили знімання чи утворюваного знімачем 40 зусилля слід враховувати два критерії. По-перше, сила знімання чи утворюване знімачем зусилля має перевищувати силу заклинювання пуансона. Природно, що це значення значною мірою визначається геометричними характеристиками застосовуваного пуансона, як вже було описано, але залежить також і від змащування чи покриття інструментів. Максимальні утворювані знімачем зусилля від 30 кН до 40 кН дозволили отримати дуже надійні результати. При оптимальному виборі кута W між твірною конічної бічної поверхні та вертикаллю чи конусності пуансона достатньою виявляється сила знімання, яка дорівнює 25 кН. У разі застосування пуансонів з кутом 5° - 0° (форма виконання 2, фіг. 6) можна навіть розраховувати на подальше зменшення необхідного утворюваного знімачем зусилля, оскільки в цьому разі пуансон у жодному разі не заклинюватиметься. В особливо переважній формі виконання знімач 40 водночас виконує функцію притискача (41) і має такі розміри, що металеві деталі 11, 12 зазнають якнайменшої деформації, щоб, наскільки це є можливим, мінімізувати чи взагалі уникнути жолоблення деталей 11, 12. За допомогою пуансонів та клінчерних інструментів згідно з винаходом, відповідних клінчерних машин, які оснащені такими пуансонами чи мають такі пуансони, можна виготовляти особливо стійкі та міцні конструктивні деталі і вузли та конструктивні елементи в найпростіший та найнадійніший спосіб із найменшими витратами сил і коштів. Витрати на виготовлення таких конструктивних деталей і вузлів та конструктивних елементів із клінчерними з'єднаннями 13 є нижчими, ніж витрати на виготовлення відповідних деталей зі зварними, клепаними чи болтовими з'єднаннями. Витрати на комбіновані матеріали для конструктивних деталей і вузлів та конструктивних елементів з клінчерними з'єднаннями 13 дорівнюють нулю. Крім цього, необхідний робочий час обмежується до мінімуму, зменшується чи скорочується. Згідно з винаходом клінчерні з'єднання 13 без фази різання можна виконувати також із застосуванням розкривної матриці. При цьому виконані з пружним обпиранням ламелі матриці по завершенні процесу продавлювання пуансоном матеріалу в матрицю внаслідок радіального розплющування матеріалу деталі під пуансоном витискаються назовні, внаслідок чого уможливлюється формування зворотного бічного виступу в зоні дна. Окрім звичайного способу клінчингу, який має свої переваги, можна застосовувати також спосіб безматричного клінчингу, в якому як контрінструмент 30 застосовують ковадло з плоскою робочою поверхнею, причому пуансон деформує розміщені на робочій поверхні окремі металеві 6 UA 99607 C2 5 10 15 20 25 30 35 40 45 50 55 60 деталі, металеві деталі чи металеві заготовки в зоні їх перекриття чи накладення таким чином, що спочатку з боку ковадла утворюється виступ, а потім внаслідок радіального розплющування матеріалів - локальний зворотний бічний виступ f в зоні дна. Безматричний клінчинг завдяки особливому принципу функціонування має такі переваги: - Зміщення між (з'єднувальним) пуансоном та контрінструментом (ковадлом) не погіршує якість з'єднання 13. Завдяки цьому знижуються вимоги до точності з'єднувальної машини. - Можна виключити підготовчі роботи, які потребують великих витрат часу. - Зменшується зношування і підвищується надійність технологічного процесу, оскільки сколювання кромок матриці є неможливим. - Для всіх задач з'єднання можна застосовувати єдине ковадло. Більше немає необхідності в заміні матриці в разі зміни задачі з'єднання, як при звичайному клінчингу. - З'єднання 13 є плоскішими і менш нерівними, ніж з'єднання, виконані звичайним способом клінчингу. - Для переходу на іншу товщину металевих листів немає потреби в зміні інструмента, що дозволяє заощаджувати цінний робочий час. - Зміна з'єднуваних матеріалів не потребує витрат. - При безматричному клінчингу збільшується кількість клінчерних з'єднань чи точок з'єднання на один комплект інструментів або (з'єднувальний) пуансон. ФОРМУЛА ВИНАХОДУ 1. Клінчерний інструмент (20) для виконання міцного з'єднання першої металевої деталі (11) з другою металевою деталлю (12), причому клінчерний інструмент (20) містить штампувальний інструмент та контрінструмент (30), які разом шляхом деформування обох металевих деталей (11, 12) із застосуванням тиску утворюють клінчерне з'єднання (13) першої металевої деталі (11) з другою металевою деталлю (12), причому штампувальний інструмент містить пуансон, який має перехідні ділянки (21, 22), виконаний обертально-симетричним відносно своєї осі обертання (24) і має концентрично розташовану відносно осі обертання бічну поверхню (25) та кінцеву торцеву поверхню (23), яка розташована перпендикулярно осі обертання (24), причому бічна поверхня (25) пуансона принаймні на нижній перехідній ділянці (21) до кінцевої торцевої поверхні (23) виконана конічною, а кут (W, W1, W2) між твірною конічної бічної поверхні та вертикаллю менший або дорівнює 10 градусам, переважно менше або дорівнює 5 градусам, який відрізняється тим, що кут (W, W1, W2) від першого кута (W1) безпосередньо в кінці нижньої перехідної ділянки (21), яка межує з кінцевою торцевою поверхнею (23), переходить у другий кут (W2) верхньої перехідної ділянки (22), причому перший кут (W1) є більшим, ніж другий кут (W2), а також тим, що виконаний зі здатністю принаймні часткового занурення пуансона в процесі деформації у металеві деталі (11, 12) також і його верхньою перехідною ділянкою (22). 2. Клінчерний інструмент (20) за п. 1, який відрізняється тим, що пуансон по всій довжині (L) частини, яка в процесі деформації вдавлюється в металеві деталі (11, 12), виконаний конічним. 3. Клінчерний інструмент (20) за п. 1 або п. 2, який відрізняється тим, що перший кут (W1) є меншим або дорівнює 10 градусам, переважно є меншим або дорівнює 5 градусам, а другий кут (W2) є меншим або дорівнює 2 градусам, переважно становить від 0 до 1 градуса. 4. Клінчерний інструмент (20) за одним із пп. 1-3, який відрізняється тим, що пуансон має діаметр (D2), який становить від 10 до 30 мм чи 35 мм, причому діаметр (D2) переважно становить від 12 до 20 мм чи 25 мм (включно). 5. Клінчерний інструмент (20) за одним із пп. 1-4, який відрізняється тим, що контрінструмент (30) виконаний як ковадло, яке має плоску та горизонтальну робочу поверхню. 6. Клінчерний інструмент (20) за одним із пп. 1-4, який відрізняється тим, що контрінструмент (30) виконаний як матриця, яка має заглибину чи порожнину або формувальну камеру чи виїмку (31). 7. Клінчерний інструмент (20) за одним із пп. 1-6, який відрізняється тим, що він містить притискач (41) для фіксації металевих деталей (11, 12) та знімач (40) для фіксації металевих деталей (11, 12) і для вивільнення пуансона по завершенні деформування металевих деталей (11, 12). 8. Клінчерний інструмент (20) за одним із пп. 1-7, який відрізняється тим, що він містить два однакових розташованих поряд пуансони, і виконаний зі здатністю з'єднувати першу металеву деталь (11) з другою металевою деталлю (12) двома клінчерними з'єднаннями (13). 9. Спосіб застосування з'єднувальної технології обробкою тиском для утворення міцного з'єднання першої металевої деталі (11) та другої металевої деталі (12), причому за допомогою 7 UA 99607 C2 5 10 15 20 25 30 35 40 45 штампувального елемента (20) та контрінструмента (30) шляхом локального деформування із застосуванням тиску утворюють клінчерне з'єднання (13), що з'єднує першу металеву деталь (11) з другою металевою деталлю (12), який включає такі стадії: - укладення одна на одну та розташування чи вирівнювання першої металевої деталі (11) та другої металевої деталі (12) в зоні обробки контрінструмента (30), - встановлення пуансона штампувального елемента (20) в робочу позицію, - вдавлювання пуансона в обидві укладені одна на одну металеві деталі (11, 12), доки нижній бік (14) другої металевої деталі (12) не прилягатиме до ділянки контрінструмента (30), - витягнення пуансона, який відрізняється тим, що застосовують пуансон, який має бічну поверхню (25), принаймні нижня перехідна ділянка якої (21) виконана конічною в напрямку кінцевої торцевої поверхні (23), і має кут (W, W1, W2) між конічною бічною поверхнею та вертикаллю, який є меншим або дорівнює 10 градусам, переважно є меншим або дорівнює 5 градусам, причому перший кут (W1) більший, ніж другий кут (W2), а також тим, що при вдавлюванні пуансона також і його верхня перехідна ділянка (22) принаймні частково занурюється в металеві деталі (11, 12). 10. Спосіб за п. 9, який відрізняється тим, що при витяганні пуансона застосовують знімач (40) для уможливлення вивільнення пуансона чи штампувального інструмента (20) у разі його заклинювання в металевих деталях (11, 12). 11. Спосіб за п. 10, який відрізняється тим, що знімач (40) перед вивільненням пуансона встановлюють в робочу позицію над поверхнею (15) першої металевої деталі (11), а при вивільненні пуансона за допомогою знімача (40) прикладають зусилля до металевих деталей (11, 12), в той час як діюча в протилежному напрямку сила витягає пуансон. 12. Спосіб за одним із пп. 9-11, який відрізняється тим, що як контрінструмент (30) застосовують матрицю, яка має заглибину чи порожнину або формувальну камеру чи виїмку (31) в зоні обробки, причому пуансоном деформують розташовані в зоні обробки металеві деталі (11, 12) (над ділянкою їх накладення чи перекриття) в заглибині чи порожнині або формувальній камері чи виїмці (31) таким чином, що внаслідок радіального витіснення матеріалів у заглибину чи порожнину або формувальну камеру чи виїмку (31) утворюється локальний зворотний бічний виступ (f). 13. Спосіб за одним із пп. 9-11, який відрізняється тим, що як контрінструмент (30) застосовують ковадло з плоскою чи горизонтальною робочою поверхнею, причому пуансоном деформують розташовані на робочій поверхні металеві деталі (11, 12) в зоні їх перекриття чи накладення таким чином, що спочатку з боку ковадла утворюється підвищення, а потім внаслідок радіального витіснення матеріалів - невеликий локальний зворотний бічний виступ (f). 14. Застосування клінчерного інструмента (20) за одним із пп. 1-8, яке відрізняється тим, що застосовують клінчерний інструмент (20) для утворення міцного з'єднання між двома металевими деталями (11, 12) шляхом утворення принаймні одного локального зворотного бічного виступу (f), причому сумарна товщина (tt) обох металевих деталей (11, 12) перевищує 8 мм. 15. Застосування за п. 14, яке відрізняється тим, що товщина першої металевої деталі (11) є більшою, ніж товщина другої металевої деталі (12). 16. Застосування за п. 14 або п. 15, яке відрізняється тим, що або перша металева деталь (11), або друга металева деталь (12) є сталевим профілем чи листовим профілем, чи сталевим кутиком, чи штабовою сталлю, чи сталевою смугою, чи фасонною трубою, чи листовою деталлю, чи смугою листового металу, чи сталевою балкою. 8 UA 99607 C2 9 UA 99607 C2 10 UA 99607 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and tool for clinching thick sheet metal, and use of tool
Автори англійськоюTrojer, Andreas, Matheisl, Michael, Illedits, Thomas, Novacek, Thomas, Israel Markus, Mauermann Reinhard
Назва патенту російськоюСпособ и инструмент для клинчинга толстых листовых деталей, а также применение инструмента
Автори російськоюТроер Андреас, Матайсль Михаель, Илледитс Томас, Новачек Томас, Израэль Маркус, Мауэрманн Райнхард
МПК / Мітки
МПК: B21J 15/00, F16B 5/04, B21D 39/00
Мітки: клінчингу, інструмент, листових, товстих, інструмента, спосіб, застосування, деталей, також
Код посилання
<a href="https://ua.patents.su/13-99607-sposib-ta-instrument-dlya-klinchingu-tovstikh-listovikh-detalejj-a-takozh-zastosuvannya-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб та інструмент для клінчингу товстих листових деталей, а також застосування інструмента</a>
Спосіб клінчерного з’єднання товстих металевих деталей та застосування клінчерного інструмента
Номер патенту: 99606
Опубліковано: 10.09.2012
Автори: Шютц Ріхард, Крампль Давід, Троєр Андреас, Мауерманн Райнхард, Матайсль Міхаель, НОВАЧЕК Томас, Ізраель Маркус
МПК: B21D 39/00, B21J 15/00, F16B 5/04
Мітки: інструмента, спосіб, з'єднання, клінчерного, металевих, застосування, деталей, товстих
Формула / Реферат:
1. Спосіб утворення міцного з'єднання сталевих конструкцій, причому за допомогою штампувального інструмента (20) та контрінструмента (30) шляхом локального деформування із застосуванням тиску утворюють клінчерне з'єднання (13), яке з'єднує першу металеву деталь (11; 6.1, 6.2; 7.1) із другою металевою деталлю (12; 6.3, 6.4, 6.5, 6.6; 7.2, 7.3), що включає такі стадії:- укладення одна на одну та розташування чи вирівнювання першої...
Спосіб і пристрій для виготовлення формованих деталей, а також застосування формованих деталей як теплоізолюючих та/або звуковбирних елементів
Номер патенту: 97515
Опубліковано: 27.02.2012
Автор: Дашкайт Аксель
МПК: F16L 59/04, E04C 2/16, B60R 13/00, C04B 26/28
Мітки: також, спосіб, застосування, звуковбирних, елементів, теплоізолюючих, виготовлення, пристрій, формованих, деталей
Формула / Реферат:
1. Спосіб виготовлення формованої деталі, яка переважно виконується у вигляді теплоізолюючого та/або звукоізолюючого елемента, зокрема, деталі, формованої під тиском, з мінеральних волокон, таких як, наприклад, мінеральна вата та/або скловолокно, у якому мінеральні волокна агломерують у вигляді пластівців та/або гранул, поміщених у прес-форму разом з сполучними речовинами чи без них із заданою об'ємною щільністю та/або заданим відношенням...
Спосіб зміцнення контуру листових деталей
Номер патенту: 31436
Опубліковано: 10.04.2008
Автори: Тарасов Олександр Федорович, Короткий Сергій Олександрович
МПК: B21D 28/00
Мітки: контуру, листових, спосіб, деталей, зміцнення
Формула / Реферат:
Спосіб зміцнення контуру листових деталей, згідно з яким в заготовці вздовж контурів, які обробляють шляхом виконання технологічних операцій вирубки-пробивання, формуються бурти, який відрізняється тим, що наприкінці робочого ходу здійснюють переміщення заготовки в напрямку руху верхнього (рухливого) інструмента з осадженням буртів по контуру отриманої деталі та підкарбуванням її бічних поверхонь об інструмент.
Спосіб керованого деформування листових деталей
Номер патенту: 37370
Опубліковано: 25.11.2008
Автори: Гончарук Олексій Олександрович, Коваленко Володимир Сергійович, Кагляк Олексій Дмитрович, Головко Леонід Федорович
МПК: B21D 11/20
Мітки: листових, керованого, деталей, спосіб, деформування
Формула / Реферат:
Спосіб керованого деформування листових деталей, який включає нагрівання концентрованим джерелом енергії поверхневого шару матеріалу вздовж вибраної прямолінійної траєкторії до температур пластичності, який відрізняється тим, що нагріванню концентрованим джерелом енергії, вздовж заданої траєкторії, піддають обидві поверхні деталі.
Пристрій для витягування деталей з листових заготовок
Номер патенту: 35050
Опубліковано: 26.08.2008
Автори: Роганов Лев Леонідович, Чудненко Ольга Олегівна, Роганов Максим Львович
МПК: B21D 22/00
Мітки: витягування, пристрій, деталей, листових, заготовок
Формула / Реферат:
Пристрій для витягування порожнистих деталей з листових заготовок, що містить пуансон, матрицю, притискач заготовки, який відрізняється тим, що на матриці встановлено підкладний фланець з розташуванням листової заготовки між притискачем і підкладним фланцем, а притискач і підкладний фланець устатковані упорними підшипниками і приводами, які обертають їх відносно осі пуансона і матриці в різні боки.
Попередній патент: Спосіб клінчерного з’єднання товстих металевих деталей та застосування клінчерного інструмента
Наступний патент: Pdgfrb-специфічні антитіла
Випадковий патент: Спосіб отримання модифікованого епоксикомпозитного покриття