Патенти з міткою «товстих»
Прес для правки товстих листів і плит
Номер патенту: 119629
Опубліковано: 25.09.2017
Автори: Бердніков Олег Костянтинович, Гриценко Сергій Анатолійович, Татаренков Сергій Леонідович, Гаврильченко Євген Юрійович, Послушняк Олексій Володимирович
Мітки: плит, правки, листів, товстих, прес
Формула / Реферат:
Прес для правки товстих листів і плит, що містить нижню траверсу, установлену на опорні балки й з'єднану за допомогою чотирьох стяжних і напрямних колон з верхньою траверсою, оснащеною робочими й зворотними гідроциліндрами, раму зі столом, установлену уздовж подовжньої осі преса на нижню траверсу, рухому траверсу, кінематично зв'язану зі штоками робочих і зворотних гідроциліндрів, верхню робочу плиту, установлену на рухомій траверсі, й нижню...
Дерматом коптюха для розчеплення товстих, повношарових, сітчастих епідермотранслокалізаційних аутодермотрансплантів з кратністю збільшення площі 1х5, 1х7, 1х8, 1х10
Номер патенту: 94437
Опубліковано: 10.11.2014
Автор: Коптюх Валерій Васильович
МПК: A61B 17/322
Мітки: товстих, 1х7, аутодермотрансплантів, сітчастих, збільшення, розчеплення, 1х8, 1х5, кратністю, 1х10, площі, епідермотранслокалізаційних, коптюха, повношарових, дерматом
Формула / Реферат:
Дерматом для розчеплення товстих, повношарових, сітчастих епідермотранслокалізаційних аутодермотрансплантів з кратністю збільшення площі 1×5, 1×7, 1×8, 1×10, який складається з правого півкрута, лівого півкрута, що кріпляться до лівої і правої сторін ручки з віссю, яка вільно повертається навколо своєї осі та може здійснювати коливальні рухи в сторони по каналу ручки, підставки, дугової ручки, яка кріпиться до лівої...
Спосіб та інструмент для клінчингу товстих листових деталей, а також застосування інструмента
Номер патенту: 99607
Опубліковано: 10.09.2012
Автори: НОВАЧЕК Томас, ІЛЛЕДІТС Томас, Матайсль Міхаель, Ізраель Маркус, Троєр Андреас, Мауерманн Райнхард
МПК: F16B 5/04, B21J 15/00, B21D 39/00 ...
Мітки: також, клінчингу, листових, спосіб, деталей, інструмент, застосування, інструмента, товстих
Формула / Реферат:
1. Клінчерний інструмент (20) для виконання міцного з'єднання першої металевої деталі (11) з другою металевою деталлю (12), причому клінчерний інструмент (20) містить штампувальний інструмент та контрінструмент (30), які разом шляхом деформування обох металевих деталей (11, 12) із застосуванням тиску утворюють клінчерне з'єднання (13) першої металевої деталі (11) з другою металевою деталлю (12), причому штампувальний інструмент містить...
Спосіб клінчерного з’єднання товстих металевих деталей та застосування клінчерного інструмента
Номер патенту: 99606
Опубліковано: 10.09.2012
Автори: Матайсль Міхаель, Мауерманн Райнхард, Шютц Ріхард, Крампль Давід, Троєр Андреас, НОВАЧЕК Томас, Ізраель Маркус
МПК: B21D 39/00, B21J 15/00, F16B 5/04 ...
Мітки: деталей, клінчерного, товстих, інструмента, спосіб, застосування, металевих, з'єднання
Формула / Реферат:
1. Спосіб утворення міцного з'єднання сталевих конструкцій, причому за допомогою штампувального інструмента (20) та контрінструмента (30) шляхом локального деформування із застосуванням тиску утворюють клінчерне з'єднання (13), яке з'єднує першу металеву деталь (11; 6.1, 6.2; 7.1) із другою металевою деталлю (12; 6.3, 6.4, 6.5, 6.6; 7.2, 7.3), що включає такі стадії:- укладення одна на одну та розташування чи вирівнювання першої...
Спосіб ущільнення волокнистих структур методом інжекції полімеру у форму для виготовлення товстих деталей з композитних матеріалів
Номер патенту: 91991
Опубліковано: 27.09.2010
Автори: Кошуа Жан-П'єрр, Фаг Марі-Лор, Дош'є Мартін, Бутфо Бріжитт
МПК: B29C 70/04
Мітки: деталей, волокнистих, композитних, ущільнення, методом, структур, інжекції, матеріалів, виготовлення, товстих, полімеру, форму, спосіб
Формула / Реферат:
1. Спосіб виготовлення товстої деталі з композитного матеріалу з волокнистим армуванням і полімерною матрицею, який включає такі етапи:- підготовка волокнистої структури, призначеної для армування деталі, яку виготовляють;- уміщення волокнистої структури у форму, в якій принаймні одна стінка утворена гнучкою...
Спосіб прокатки тонких і товстих сталевих слябів в гарячекатану штабу
Номер патенту: 87103
Опубліковано: 25.06.2009
Автор: Томанек Ерік
МПК: B21B 1/46
Мітки: сталевих, прокатки, слябів, гарячекатану, тонких, штабу, товстих, спосіб
Формула / Реферат:
1. Спосіб прокатки тонких і товстих сталевих слябів (2; 3) в лінії прокатного стана для одержання гарячекатаної штаби (4а), при якому тонкі і товсті сляби (2; 3) відповідно заздалегідь відливають за допомогою безперервного лиття, нагрівають до температури прокатки і прокатують в лінії (4) прокатного стана, після чого одержану штабу охолоджують і намотують в рулони (18), який відрізняється тим, що тонкі і товсті сляби (2, 3) прокатують в...
Спосіб керування процесом прокатки товстих листів
Номер патенту: 41713
Опубліковано: 10.06.2009
Автори: Койфман Олександр Анатолійович, Лівшиц Дмітрій Арнольдовіч, Володарський Володимир Васильович, Капланов Василь Ілліч, Зінченко Юрій Анатолійович, Ганошенко Ігор Володимирович, Ковура Олександр Борисович, Курпе Олександр Геннадійович
МПК: B21B 1/26
Мітки: листів, прокатки, процесом, товстих, спосіб, керування
Формула / Реферат:
1. Спосіб керування процесом прокатки товстих листів, що містить попереднє вимірювання температури, геометричних розмірів та маси заготовки, розрахунок технологічних параметрів прокатки та наступне керування обладнанням прокатного стана відповідно до розрахованих параметрів, який відрізняється тим, що для розрахунку технологічних параметрів прокатки використовують математичну модель, яку реалізують із застосуванням щонайменше одного...
Спосіб прокатки товстих листів
Номер патенту: 86476
Опубліковано: 27.04.2009
Автори: Юр'єв Олег Михайлович, Руденко Євген Олексійович, Коновалов Юрій В'ячеславович, Остапенко Арнольд Леонтійович
МПК: B21B 1/38
Мітки: товстих, спосіб, листів, прокатки
Формула / Реферат:
Спосіб прокатки товстих листів, що включає прокатку з поздовжніми і поперечними проходами в чорновій кліті і поздовжнє профілювання товщини розкату шляхом змінного по його довжині обтиску, який збільшується від кінців до середини довжини розкату, в поздовжньому проході перед кантуванням розкату на 90°, який відрізняється тим, що при прокатці листів їх ширину формують з довжини слябів, для чого спочатку здійснюють поперечну прокатку сляба до...
Спосіб плющення товстих листів
Номер патенту: 33805
Опубліковано: 10.07.2008
Автори: Сатонін Олександр Володимирович, Кулік Олександр Миколайович, Данько Андрій Володимирович
МПК: B21B 1/26
Мітки: спосіб, листів, плющення, товстих
Формула / Реферат:
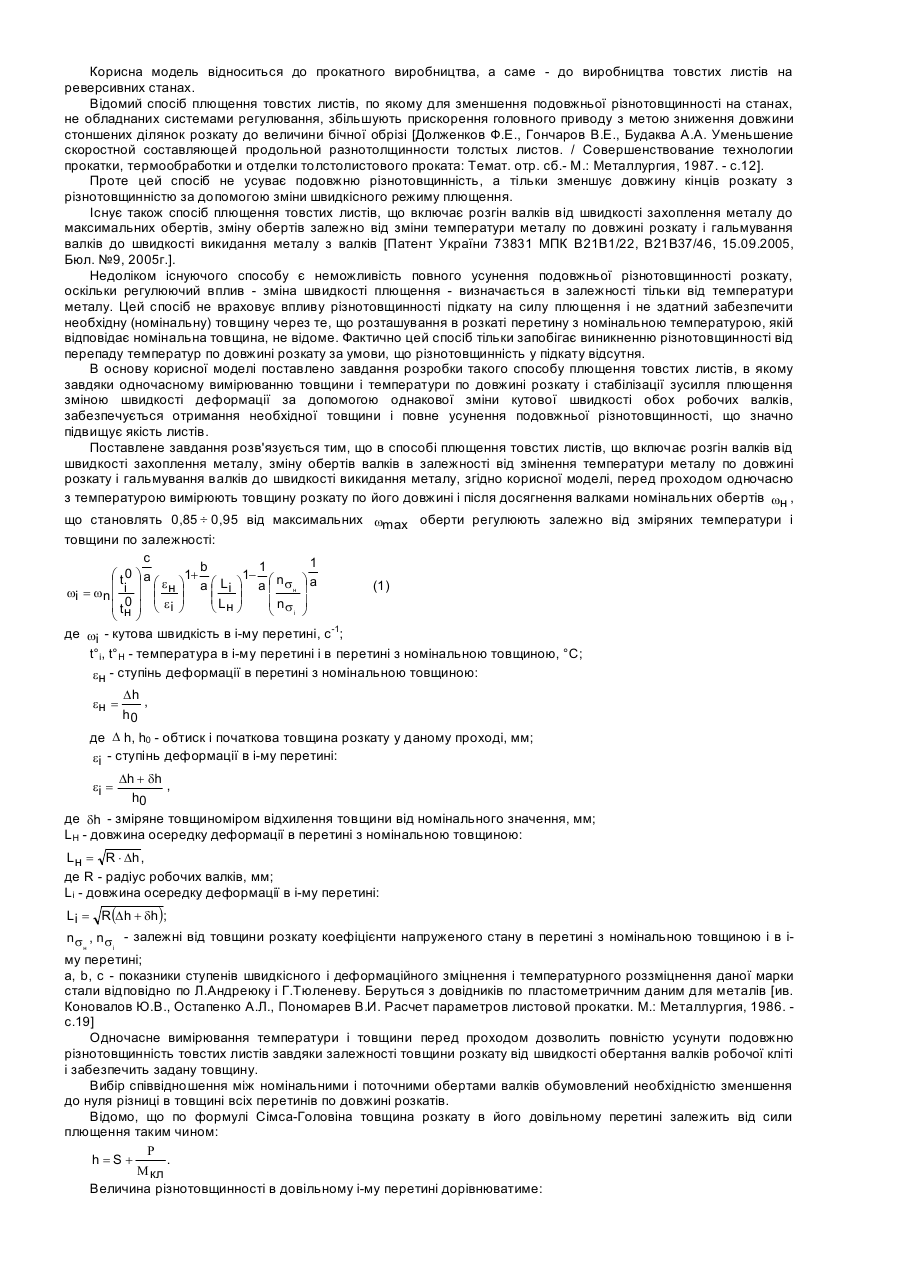
Спосіб плющення товстих листів, що включає розгін валків від швидкості захоплення металу, зміну обертів валків в залежності від змінення температури металу по довжині розкату і гальмування валків до швидкості викидання металу, який відрізняється тим, що перед проходом одночасно з температурою вимірюють товщину розкату по його довжині і після досягнення валками номінальної кутової швидкості
Ножиці для поперечного різання товстих листів з ексцентриковим приводом
Номер патенту: 82861
Опубліковано: 26.05.2008
Автори: Баур Томас, Хайтце Герхард
МПК: B21D 43/00, B23D 15/00, B23D 33/00 ...
Мітки: товстих, ексцентриковим, листів, ножиці, різання, приводом, поперечного
Формула / Реферат:
1. Ножиці для поперечного різання, зокрема товстих листів зі сталі, що містять закріплений у ножетримачі (1) верхній ніж (3), який здійснює за допомогою ексцентрикового приводу (8) рух ротаційного різання, і нерухомо розташований у станині (2) ножиць нижній ніж (4), причому верхній ножетримач (1) за допомогою шарнірно встановленого напрямного елемента (5) рухомо з'єднаний зі стояком (6) станини (2), що є у ножицях, і з ножицями узгоджений...
Спосіб отримання товстих гомоепітаксійних шарів арсеніду галію
Номер патенту: 28402
Опубліковано: 10.12.2007
Автори: Лебедь Олег Миколайович, Краснов Василь Олександрович, Шутов Станіслав Вікторович
МПК: H01L 21/20
Мітки: шарів, арсеніду, спосіб, товстих, гомоепітаксійних, галію, отримання
Формула / Реферат:
Спосіб отримання товстих гомоепітаксійних шарів арсеніду галію із розчину-розплаву на основі вісмуту, що включає здійснення послідовності з 38 циклів, кожний з яких являє собою перший інтервал гомогенізації розчину-розплаву, інтервал кристалізації, другий інтервал гомогенізації розчину-розплаву, інтервал розчинення, який відрізняється тим, що перший інтервал гомогенізації розчину-розплаву проводять при температурі 900 °С, а другий...
Спосіб прокатки товстих листів
Номер патенту: 79692
Опубліковано: 10.07.2007
Автори: Юр'єв Олег Михайлович, Коновалов Юрій В'ячеславович, Руденко Євген Олексійович
МПК: B21B 1/38
Мітки: прокатки, товстих, листів, спосіб
Формула / Реферат:
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом його задання на кут до лінії прокатки і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої по ходу прокатки бокової грані сляба, потім виконують поздовжні проходи й подальшу прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві...
Спосіб виробництва товстих листів
Номер патенту: 18656
Опубліковано: 15.11.2006
Автори: Калугіна Тетяна Андріївна, Єгоров Микола Тимофійович, Алімов Валерій Іванович, Кримов Віталій Миколайович
Мітки: спосіб, товстих, виробництва, листів
Формула / Реферат:
Спосіб виробництва товстих листів, який включає аустенітизацію заготівки, прокатку листів і подальше охолодження в три стадії, який відрізняється тим, що на другій стадії виконують ізотермічну витримку при температурах 450-350°С, а на третій стадії охолоджують від цих температур зі швидкістю не більш 20°С/год.
Спосіб прокатки товстих листів
Номер патенту: 15118
Опубліковано: 15.06.2006
Автори: Руденко Євген Олексійович, Коновалов Юрій В'ячеславович, Туляков Віктор Олександрович, Юр'єв Олег Михайлович
МПК: B21B 1/38
Мітки: товстих, спосіб, прокатки, листів
Формула / Реферат:
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом завдання на кут і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої грані сляба, потім роблять поздовжні проходи й наступну прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві пари реверсивних поперечних проходів на кожну...
Спосіб прокатування товстих листів
Номер патенту: 73831
Опубліковано: 15.09.2005
Автори: Козін Микола Павлович, Данько Андрій Володимирович
МПК: B21B 1/22, B21B 37/46
Мітки: листів, товстих, прокатування, спосіб
Формула / Реферат:
Спосіб прокатування товстих листів, що включає розгін валків від швидкості захвату металу до максимальних обертів та їх гальмування до швидкості викидання металу з валків, який відрізняється тим, що після досягнення максимальних обертів їх змінюють в залежності від зміни температури металу по довжині розкату за співвідношенням:,де
Спосіб гарячої прокатки товстих листів
Номер патенту: 52991
Опубліковано: 15.03.2005
Автори: Лямцев Василь Петрович, Шебаніц Едуард Миколайович, Саркіц Ігор Генадієвич, Тарасенко Олег Станіславович, Радушев Олексій Олександрович, Климанчук Владислав Владиславович, Голі-Оглу Володимир Семенович, Васєкін Андрій Валерійович, Налча Іван Борисович, Греков Ніл Сергійович, Бойко Володимир Семенович, Кашков Генадій Алимович, Карнаушенко Ніл Андрійович, Мурашкін Олександр Вікторович
МПК: B21B 1/38
Мітки: прокатки, товстих, спосіб, гарячої, листів
Формула / Реферат:
Спосіб гарячої прокатки товстих листів, переважно на двоклітьових реверсивних станах, який включає поперечну та поздовжню прокатки у чорновій кліті та заключну прокатку в чистовій кліті, який відрізняється тим, що обтискування під час розбивання ширини при поперечному прокатуванні у чорновій кліті виконують з урахуванням мінімізації фактора форми Фh в межах Фh=0,35-0,62.
Спосіб одержання товстих листів
Номер патенту: 59099
Опубліковано: 15.08.2003
Автори: Климанчук Владислав Владиславович, Бойко Володимир Семенович, Дубінський Борис Євгенійович, Шебаніц Едуард Миколайович, Карнаушенко Ніл Андрійович, Зеленський Віктор Євгенійович, Голі-Оглу Володимир Семенович
МПК: B21B 1/22
Мітки: одержання, спосіб, товстих, листів
Формула / Реферат:
Спосіб одержання товстих листів, який включає поперечну розрізку безперервно литих заготовок, нагрів заготовок у нагрівальних печах, поперечну і поздовжню прокатку, який відрізняється тим, що заготовки перед нагріванням піддають поздовжньому розрізуванню.
Спосіб прокатування товстих листів
Номер патенту: 42504
Опубліковано: 15.10.2001
Автори: Максименко Олег Павлович, Пихтін Володимир Володимирович, Самохвал Володимир Михайлович, Несвіт Володимир Васильович, Салацинський Едуард Стефанович
МПК: B21B 1/22
Мітки: спосіб, листів, прокатування, товстих
Формула / Реферат:
Спосіб прокатування товстих листів, що включає нагрівання слябів, прокатування їх за декілька проходів в чорновій реверсивній кліті та прокатування за один прохід в чистовій кліті дуо з одним привідним валком, який розкручують перед задачею розкату в кліть, який відрізняється тим, що розкручування непривідного валка здійснюють за рахунок попереднього профілювання робочої ділянки його бочки на величину
Спосіб прокатки товстих листів
Номер патенту: 24902
Опубліковано: 06.10.1998
Автори: Повар Володимир Борисович, Коновалов Юрій В'ячеславович, Руденко Євген Олексійович
МПК: B21B 1/38
Мітки: спосіб, прокатки, листів, товстих
Формула / Реферат:
Способ прокатки толстых листов, включающий поперечные проходы на угол при разбивке ширины и дальнейшую прокатку, отличающийся тем, что в четырех первых поперечных проходах на угол поочередно обжимают угловые участки сляба путем прерывания прокатки в каждом поперечном проходе при входе в валки 0,45 - 0,55 длины передней грани сляба, затем производят продольные проходы и дальнейшую прокатку до получения заданных размеров листа.
Спосіб виробництва товстих листів
Номер патенту: 597
Опубліковано: 15.12.1993
Автори: Соловьйов Дмитро Володимирович, Міллєр Віктор Вікторович, Проценко Юрій Юрійович, Шульженко Віктор Васильович, Хорошілов Микола Макарович, Міронов Євген Костянтинович
МПК: B21B 1/38
Мітки: спосіб, листів, товстих, виробництва
Формула / Реферат:
Способ производства толстых листов, включающий нагрев слитка, прокатку на обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую горячую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, отличающийся тем, что удаление дефектных концов концевых слябов осуществляют до появления бездефектного металла на ширине 0,5-0,7 его ширины, а вырезку проб для механических испытаний и...