Спосіб лиття деталі з розплаву металу
Формула / Реферат
1. Спосіб лиття деталі (G) з розплаву металу (М), відповідно до якого:
a) забезпечують форму для лиття (F), встановленої в установці, що обертається, яка містить порожнину форми (Н), що формує литу деталь (G), систему завантаження (10) для заповнення порожнин форми (Н) розплавом металу (М) та заливний жолоб (13), через який система завантаження (10) може бути заповнена розплавом металу (М), де систему завантаження (10) розташовують відносно до порожнини форми для лиття (F) таким чином, що коли форму для лиття (F) повертають в положення заповнення, то заповнення порожнини форми (Н) розплавом металу (М) здійснюють через систему завантаження (10) проти діючого напрямку сили тяжіння, і де заливний отвір (14) заливного жолоба (13), передбачений для заливання розплаву металу (М), розташовують на боковій стороні форми для лиття (F) на відстані від його вхідного отвору (15) у систему завантаження (10), таким чином, що заливний отвір (14) заливного жолоба (13) розташовують у відповідному положенні заповнення форми для лиття (F) вище від його вхідного отвору (15) у систему завантаження (10),
b) центрують форму для лиття (F) відносно її положення заповнення, де розплав металу (М), заливають у заливний жолоб (13), в результаті дії сили тяжіння тече через заливний жолоб (13), де основний напрямок потоку (SR) розплаву металу (М) утворює кут відносно до діючого напрямку (WK) сили тяжіння,
c) заповнюють форму для лиття (F), відцентровану відносно її положення заповнення, розплавом металу (М) доти, поки форма для лиття (F), яка включає заливний жолоб (13), не буде повністю заповнена розплавом металу (М),
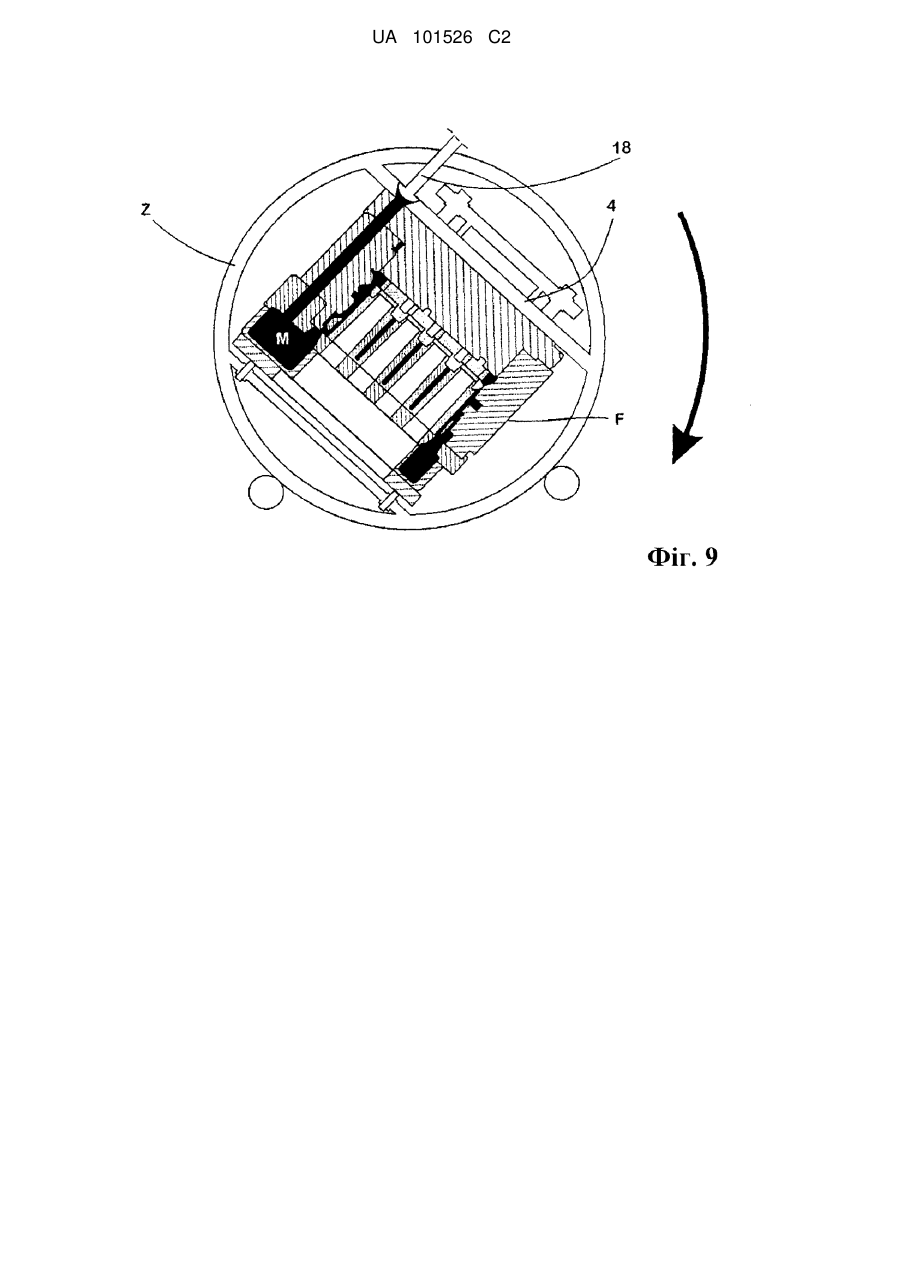
d) закривають форму для лиття (F) заглушкою (18), розміщеною у заливному отворі (14) заливного жолоба (13),
e) обертають закриту форму для лиття (F) в положенні затвердіння, в якій в результаті дії сили тяжіння, розплав (М), який присутній в системі завантаження (10), тисне на розплав (М), який присутній у порожнині форми (Н),
f) підтримують форму для лиття (F) в положенні затвердіння доти, поки розплав металу (М), який присутній у формі для лиття (F), не досягне певного стану затвердіння,
g) вивільняють утворену литу деталь (G) з форми для лиття (F).
2. Спосіб за п. 1, який відрізняється тим, що форму для лиття (F), після досягнення певного рівня заповнення розплавом металу (М), обертають, крім того, продовжують її обертати, поки вона не буде заповнена, таким чином, основний напрямок потоку (SR) розплаву металу (М), який тече через заливний жолоб (13), все більшою мірою наближають до діючого напрямку сили тяжіння.
3. Спосіб за п. 2, який відрізняється тим, що обертання, яке виконується під час процесу заповнення, зупиняють тоді, коли основний напрямок потоку розплаву металу (М), який тече через жолоб заповнення (13), співпадає з діючим напрямком (WK) сили тяжіння.
4. Спосіб за п. 2 або 3, який відрізняється тим, що обертання форми для лиття (F) розпочинають завчасно, коли вхідний отвір (15) заливного жолоба (13) у системі завантаження (10) знаходиться нижче рівня розплаву металу (М), залитого у форму для лиття (F).
5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що розплав металу (М) заливають за допомогою розливного ковша (17) у форму для лиття (F)
6. Спосіб за будь-яким з пп. 2-5, який відрізняється тим, що положення форми лиття (F) відслідковують за допомогою пристрою відслідковування Т, що розташовують на пристрої лиття (17).
7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що, принаймні одну частину форми для лиття (F), термічно обробляють до того, як заллють в неї розплав металу (М).
8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що утворена лита деталь (G) являє собою блок циліндрів двигуна внутрішнього згоряння.
9. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що вісь обертання (X) форми для лиття (F) орієнтують горизонтально.
10. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що заливний жолоб (13) форми для лиття (F) розташовують по прямій лінії.
11. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що заливний отвір (14) заливного жолоба (13) розташовують на нижній стороні форми для лиття (F).
Текст
Реферат: Винахід належить до способу лиття деталі G з розплаву металу М. Під час способу відповідно до винаходу форма для лиття F, встановлена в установці, що обертається, яка містить порожнину форми Н, що формує литу деталь G, систему завантаження 10 та заливний жолоб 13, обертається в положенні заповнення та заповнюється розплавом металу. В результаті дії сили тяжіння, розплав тече через заливний жолоб, де основний напрямок потоку розплаву утворює кут відносно до діючого напрямку сили тяжіння. Заповнення продовжується доти, поки форма для лиття F, яка містить заливний жолоб 13, не буде повністю заповнена розплавом металу М. Після цього форму для лиття F закривають заглушкою 18, розміщеною у заливному отворі 14 заливного жолоба 13, і вона обертається в положенні затвердіння, де розплав М, який присутній в системі завантаження 10, тисне на розплав М, який присутній в порожнині форми Н. Форма для лиття G підтримується у положенні затвердіння доти, поки розплав металу М, який присутній у формі для лиття F, не досягне стану затвердіння, у якому утворена лита деталь G може бути вивільнена із форми. UA 101526 C2 (12) UA 101526 C2 UA 101526 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід відноситься до способу лиття деталі з розплаву металу та до підходящого пристрою для здійснення такого способу. Розплав металу, який обробляють відповідно до винаходу, є зокрема розплавом легкого металу, переважно алюмінію - або розплавом на основі алюмінієвого сплаву. Властивості литої деталі сильно залежать від ходу затвердіння розплаву у формі для лиття та від завантаження, необхідного для забезпечення компенсації усадки. Таким чином, особливо рівномірний розподіл властивостей отримують, якщо заповнення форми розплавом проводять у безперервному процесі, що дозволяє уникнути високої в'язкості розплаву у формі для лиття, і тоді затвердіння починається з рівномірного розподілу на протилежній стороні форми для лиття від завантажувального пристрою. Особливо високоякісні литі вироби можуть бути отримані так званим відцентровим литтям. Один варіант здійснення цього способу лиття, випробуваний та перевірений на практиці для виробництва високоякісних литих деталей, було запропоновано в DE 100 19 309 А1. Відповідно до вказаного способу, контейнер для розплаву містить розплав металу з отвором, спрямованим нагору, та стикується з отвором завантажувального пристрою, який направлений вниз до форми для лиття. Після цього форма для лиття разом з контейнером для розплаву у нерухливому сполученні із ним обертається приблизно до 180 °. У ході обертання розплав проходить від контейнера для розплаву до форми для лиття. Як тільки заключне обертальне положення буде досягнуто, контейнер для розплаву віддаляється від форми для лиття. Гарячий залишковий розплав, який тепер розташований нагорі в частині завантажувального пристрою, може тоді залишатись ефективним, дякуючи силі тяжіння, та ефективно нейтралізувати втрату обсягу, що пов'язана із затвердінням розплаву. Через обертання форми для лиття з контейнером для розплаву досягається повне заповнення форми для лиття розплавом металу. З причини того, що по ходу обертання форми для лиття, розплав металу, що заповнює форму для лиття, рівномірно піддається дії силі тяжіння, розплав гарантовано досягає всіх частин порожнин форми для лиття, що відтворює литу деталь, яка має бути відлитою. Крім того, структура литої деталі є оптимальною в результаті направленої кристалізації, яка викликана центруванням форми для лиття, пов'язаним з обертанням. Проблеми виникають із відцентровим литтям, виконаним вищезгаданим способом, знову ж таки, коли для циліндричних внутрішніх форм є необхідними структури з особливо рівномірним затвердінням. В результаті форми для лиття спочатку наповнюється в залежності від сили тяжіння та потім обертається для того, щоб охолонути, при цьому дійсно може бути досягнуте рівномірне заповнення форми та пов'язане з цим покращене затвердіння. Однак, навіть перед обертанням, можуть виникати дефекти лиття, які головним чином отримують форму пухирців або холодних смуг. Ці дефекти лиття виникають внаслідок того факту, що розплав, навіть перед обертанням форми для лиття, охолоджується у формі для лиття настільки, що утворюються неконтрольовані фронти затвердіння (або «холодні смуги»), або розплав спікається у формі для лиття із включенням пухирців. Відносно вказаного рівня техніки об'єкт винаходу полягав у тому, щоб забезпечити спосіб та пристрій, за допомогою якого економно та з високою експлуатаційною надійністю можуть бути виготовлені високоякісні, литі деталі складної форми. Що стосується способу, то об'єкт в такому способі досягається відповідно до винаходу, що містить заходи, що заявлені відповідно до пункту 1. Переважні варіанти здійснення способу відповідно до винаходу наведені у пунктах, що відсилають до пункту 1. Що стосується пристрою, за допомогою якого вирішуються викладений вище об'єкт, то він має характеристики, викладені у пункту 12. Переважні варіанти здійснення пристрою відповідно до винаходу наведені у пунктах, що відсилають до пункту 12. Відповідно до винаходу, для лиття деталі з розплаву металу в першу чергу забезпечують встановлення форми для лиття в установці, що обертається (стадія а). Вказана форма для лиття містить порожнину форми, що повторює форму литої деталі, систему завантаження для того, щоб завантажувати порожнину форми розплавом металу, та заливний жолоб, через який система завантаження може бути заповнена розплавом металу. У цьому випадку система завантаження розташована по відношенню до порожнин форми для лиття таким чином, щоб тоді, коли форма для лиття повертається в положення заповнення, то заповнення порожнин форми розплавом металу відбувалось через систему завантаження проти діючого напрямку сили тяжіння. У той же час, отвір заповнення, передбачений для заповнення розплавом металу, заливного жолобу є розташованим на бічній стороні форми для лиття на відстані від вхідного отвору в систему завантаження таким чином, щоб отвір заповнення заливного жолобу був 1 UA 101526 C2 5 10 15 20 25 30 35 40 45 50 55 60 розташований у відповідному положенні заповнення форми для лиття вище від вхідного отвору в систему завантаження. Перед завантаженням, форма для лиття, обладнана таким чином, знаходиться на одній лінії по відношенню до положення заповнення, де розплав металу, який заливають у заливний жолоб, внаслідок дії сили тяжіння тече через заливний жолоб, де основний напрямок потоку розплаву металу утворює кут по відношенню до діючого напрямку сили тяжіння (стадія b). «Основний напрямок потоку» розплаву металу у зв'язку з цим означає напрямок потоку, у якому розплав, незалежно від фактичного напряму заливного жолобу, буде текти з тим, щоб обрати прямий шлях від заливного отвору до вхідного отвору заливного жолобу у систему завантаження. Само собою очевидно, що центрування форми для лиття в положенні заповнення, визначене відповідно до винаходу, в кожному випадку, може бути проведене в окремій стадії, але також є можливим центрувати форму для лиття по ходу її встановлення, таким чином, щоб це відповідало вимогам порядку дій відповідно до винаходу. Форму для лиття, відцентровану в положенні заповнення, після цього заповнюють розплавом металу, до тих пір, поки форма для лиття, включаючи заливний жолоб, не буде повністю заповнена розплавом металу (стадія с). Як тільки форма для лиття стане досить повною, її щільно закривають за допомогою заглушки, яку розташовують у отворі заповнення заливного жолобу (стадія d). Після цього форма для лиття обертається в положенні затвердіння, у якому в результаті дії сили тяжіння, розплав, що присутній у системі завантаження, тисне на розплав, що присутній у порожнині форми (стадія e). Форма для лиття підтримується у цьому положенні до тих пір, поки розплав металу, що присутній у формі для лиття, не досягне певного стану затвердіння (стадія f). Після цього литу деталь звільняють із форми (стадія g). В результаті способу відповідно до винаходу, а саме заповнення, наступного закриття та підтримання у закритому вигляді форми для лиття та обертання форми для лиття, таким чином, щоб розплав металу, що міститься в системі завантаження форми для лиття, тиснув на розплав, що формує литу деталь, уникають дефектів лиття. Крім особливо урівноваженого процесу заповнення, додатковим сприятливим фактором є зокрема той факт, що розплав металу, що міститься у формі для лиття від закінчення заповнення та під час усього процесу затвердіння, залишається під дією металостатичного тиску. Таким чином, в результаті, стовпчик розплаву, що залишається в заливному жолобі після закриття, протидіє усадці розплаву в порожнині форми, де формується лита деталь. У той же час герметичне закриття форми для лиття дозволяє почати обертання форми для лиття відразу після завершення процесу заповнення, без пристрою заповнення як такого, або інших дорогих компонентів, які також мають рухатись із ним, для того щоб обертатись. В результаті центрування відповідно до винаходу (стадії а) - с)) форми для лиття та пов'язаного з цим центрування під кутом по відношенню до діючого напрямку сили тяжіння його головного напрямку потоку, розплав металу, внаслідок відповідно нижчої сили тяжіння, що діє на швидкість потоку, тече через заливний жолоб значно більш повільно, при цьому виникає випадок, коли основний напрямок потоку розплаву та діючий напрямок сили тяжіння будуть співпадати. Із застосуванням способу відповідно до винаходу форма для лиття заповнюється розплавом металу з відповідною рівномірністю від самого початку процесу заповнення. Проблематичний вихровий турбулентний рух та нерівномірності потоку розплаву одразу на початку заповнення, зокрема у відомому способі відцентрованого лиття є значно зменшеними за допомогою способу відповідно до винаходу. Безпосередньо цей простий захід сприяє істотному підвищенню якості лиття. Оскільки форма для лиття після досягнення певного рівня заповнення розплавом металу обертається, крім того, продовжує обертатись до повного заповнення, таким чином, що основний напрямок потоку розплаву металу, що протікає через заливний жолоб усе більше та більше наближається до діючого напрямку сили тяжіння, то дія сили тяжіння у подальшому ході процесу заповнення може бути повністю використана. У цьому випадку кількість розплаву, що вже присутній у цей момент у системі завантаження або в заливному жолобі, пригальмовує потік розплаву у форму для лиття, так, що навіть із заливним жолобом, який усе більше та більше обертається у напрямку сили тяжіння, забезпечується спокійне, рівномірне заповнення форми для лиття. Додатково, внаслідок обертання форми для лиття, що виконується під час заповнення в напрямку дії сили тяжіння, забезпечується оптимальна ефективність металостатичного тиску в момент часу, коли форма для лиття є закритою. Тому практично орієнтоване конструктивне рішення винаходу забезпечує те, що обертання, яке виконується під час процесу заповнення, закінчується тоді, коли основний напрямок потоку розплаву металу, що протікає через жолоб 2 UA 101526 C2 5 10 15 20 25 30 35 40 45 50 55 заповнення, співпадає з діючим напрямком сили тяжіння. Переваги, що досягаються за допомогою головного напрямку потоку, є відцентрування під кутом на початку заповнення, з однієї сторони, та наступне обертання, що виконується під час процесу заповнення, з іншої сторони, можуть застосовуватись особливо ефективно, якщо обертання форми для лиття розпочинається завчасно, коли вхідний отвір заливного жолобу в системі завантаження знаходиться нижче рівня розплаву металу, налитого у форму для лиття. У такий спосіб з одночасним оптимальним використанням переваг центрування головного напрямку потоку, яке екстенсивно співпадає з діючим напрямком сили тяжіння, небезпека надмірного вихрового турбулентного руху та утворення пухирців газу у литій деталі зменшена до мінімуму. Результатом є те, що за допомогою способу відповідно до винаходу в особливо економній манері може бути досягнуто значно менший відсоток браку для литих деталей, ніж за допомогою відомих способів лиття, і при цьому литі деталі відповідають самим суворим вимогам якості до них. Відповідно до процесу, описаного вище для способу відповідно до винаходу, пристрій для лиття деталей з розплаву металу має тримач для того, щоб тримати форму для лиття, обертальний привід для того, щоб обертати форму для лиття навколо осі обертання, та пристрій заповнення для того, щоб заливати розплав металу у отвір заповнення форми для лиття, де разом з таким пристроєм відповідно до винаходу представлений пристрій відслідковування, який відслідковує пристрій заповнення стосовно зміни в положенні заливного отвору форми для лиття під час заливання розплаву металу, спричиненої обертовим рухом форми для лиття. Для заповнення форми для лиття може використовуватись традиційний розливний ківш, який за допомогою підходящого пристрою відслідковування подається у відповідне положення заповнення заливного отвору форми для лиття, та якщо необхідно відслідковує зміну в положенні заливного отвору, пов'язаного з обертанням форми для лиття. Спосіб відповідно до винаходу та пристрій відповідно до винаходу є особливо підходящими для виготовлення блоків двигунів для двигунів внутрішнього згоряння. Що стосується цих литих деталей порівняно складної форми, то для певних секцій форми для лиття може бути необхідним, щоб вони були піддані попередній термічній обробці, таким чином, у форму для лиття заливають розплав, який при контакті із згаданою секцією показує бажане зволоження або затвердіння. Типовим прикладом таких секцій форми для лиття є так звані «гільзи циліндра», які відливаються в блоки двигуна із легкого металу, для того щоб гарантувати достатню зносостійкість в частині циліндричних отворів блоку двигуна. Ці гільзи, які, як правило, виготовлені із матеріалу сталі, мають помітно більш високу теплопровідність, ніж пісок, з якого традиційно складаються стержні форми для лиття або частини форми для лиття. Оскільки частини, з яких відливають литу деталь, попередньо нагрівають, то досягається покращене зволоження металу для відливок та відводиться небезпека виникнення термічної напруженості та небажаних структурних утворень. Розташування осі обертання, навколо якої обертається форма для лиття під час здійснення способу відповідно до винаходу, є несуттєвим, за умови, що гарантується те, що внаслідок обертання розташування форми для лиття та заливного жолобу, основний напрямок потоку розплаву металу, який наливають у форму для лиття, є відцентрованим у спосіб відповідно до винаходу. При цьому отримують особливо просте та практично орієнтоване конструктивне рішення пристрою відповідно до винаходу, яке використовують для здійснення способу відповідно до винаходу, якщо вісь обертання форми для лиття орієнтована горизонтально. Аналогічним чином, може бути досягнуте особливо просте конструктивне рішення пристрою, сформованого відповідно до винаходу, якщо заливний жолоб форми для лиття розміщають по прямій лінії. Додатковим поліпшенням, що може бути здійснене стосовно простого та в той же час рентабельного пристрою є, якщо отвір заповнення заливного жолобу розташований на нижній стороні форми для лиття, який у стані затвердіння розташовується навпроти верхньої сторони форми для лиття, обмежуючи систему завантаження. Для того щоб досягти найбільш масштабної, універсальної зручності та простоти пристрою відповідно до винаходу, його обертальний привід повинен бути здатним обертати форму для лиття на кут більше ніж 180 °. Далі винахід буде додатково пояснено з використанням креслень, які показують зразковий варіант здійснення винаходу. Кожна з Фігур 1-10 схематично показує одне з десяти робочих положень пристрою 1 для лиття деталі G, показаного у поперечному перерізі, перпендикулярному до його поздовжньої осі. 3 UA 101526 C2 5 10 15 20 25 30 35 40 45 50 55 Лита деталь G в цьому випадку є блоком двигуна для двигуна внутрішнього згоряння із чотирма циліндрами. Метал для лиття, який використовується у зразковому варіанті здійснення винаходу, який описаний тут, є ливарним розплавом алюмінію. Пристрій 1 містить круглу циліндричну камеру лиття Z, показану у поперечному перерізі на Фігурах, установлену на двох роликах 2, 3, яка приводиться в обертовий рух за допомогою приводу, який не показано, яка забезпечена плоскою опорною основою 4 та обмежуючою планкою 5, яка вирівняна паралельно до опорної основи 4 та розміщена від неї на відстані. На верхній поверхні опорної основи 4 міститься опорна плита 6, яка розміщена у напрямку до обмежуючої планки 5. Вона є частиною форми для лиття F, виготовленої з різних частин форми для лиття та стержнів форми для лиття. Опорна плита 6 має бокові місця, у кожному з яких знаходяться передні направляючі 7, 8 з відповідно сформованим заплечиком, таким чином, що передні направляючі 7, 8, знаходяться з нерухомою посадкою в опорній плиті 6. З передніх направляючих, що традиційно присутні на формі для лиття G, для ясності, лише показані направляючі 7, 8, розміщені у напрямку до контуру камери лиття Z, на протилежних сторонах опорної плити 6. Відносно обмежуючої планки 5, пресуюча пластина 9 розташована паралельно до нижньої сторони обмежуючої планки 5, повернута до опорної основи 4, підтримана таким чином, як це може бути пристосовано в напрямку опорної основи 4, для того щоб після зборки тримати форму для лиття F, та дати їй можливість бути видаленою від опорної основи, таким чином, щоб після завершення процесу форма для лиття F могла бути демонтована та отримана при цьому лита деталь G могла бути вилучена із форми. Між передніми направляючими 7, 8 у відомій модельній формі, гільзи циліндра В заключають в радіальному напрямку циліндричні порожнини блоку двигуна литої деталі G, яка має бути відлита, та після цього вставляють стержні K, які в межах литої деталі G визначають ті жолоби та порожнин, які не повинні бути заповнені металом для лиття Μ (див. Фіг. 7-10). На верхній поверхні форми для лиття F, яка розміщена у напрямку до пресуючої пластини 9, розташований нижній стержень О, який утримує передні направляючі 7, 8 з нерухомою посадкою в їх верхній частині, розміщеній у напрямку до обмежуючої планки 5 та з опорною плитою 6, передні направляючі 7, 8, стержні K, гільзи циліндра В та нижній стержень О визначають порожнину форми Η форми для лиття F. На нижньому стержні О, під кінець, розташований додатковий стержень завантаження S, який містить систему завантаження з великим жолобом завантаження 10, що обертається, який, коли стержень завантаження S є повністю зібраним, рухається вище передніх направляючих 7, 8. У цьому випадку стержень завантаження S визначає отвір 11, через який доступні циліндричні порожнини, в кожному випадку охоплені гільзами циліндра В. Жолоб завантаження 10 зв'язаний через різні впускні литники 12 із порожниною форми Η форми для лиття F. У формі для лиття утворено прямий заливний жолоб 13, який також згадується у технічній літературі як «вертикальний литник», який проходить через передню направляючу 7, бокову частину опорної основи 4, розміщеної у напрямку до нього, та розташований між передньою направляючою 7 та опорною основою 4 та стержнем завантаження 11 і звичайно сполучений з опорною основою 4 та веде від воронкоподібного заливного отвору 14, утвореного у опорній основі 4 у прямому напрямку та по прямій лінії до жолоба завантаження 10 стержня завантаження S, де він відкривається у вхідний отвір 15. Як тільки стержень завантаження S буде змонтовано, пресуюча пластина 9 опускається на форму для лиття F, підготовлену таким чином, щоб гарантувати збірне положення нерухомої посадки взаємозв'язаних частин та стержнів форми для лиття F. Наразі камера лиття Ζ з формою для лиття F у зафіксованому вигляді обертається на 180 ° навколо осі обертання X, яка орієнтована горизонтально та співпадає з поздовжньою віссю форми для лиття F, до тих пір, поки опорна плита 6 буде розташована нагорі, якщо дивитись в діючому напрямку WK сили тяжіння, та стержень завантаження S буде розташований знизу. Відповідно заливний отвір 14 заливного жолобу 13, що розміщується на опорній основі 4, тепер буде нагорі. Як тільки це положення досягається, нагрівальний стержень нагрівального пристрою 16 для індукційного нагріву вставляють у кожну із гільз циліндра В, для того щоб нагріти їх до визначеної температури (Фігури 3, 4). Після нагріву гільз циліндра В камера лиття Ζ знову обертається проти годинникової стрілки на кут приблизно 45 ° навколо осі обертання X. У вказаному «положенні заповнення» заливний жолоб 14, який рухається по прямій лінії, відповідно також знаходиться під кутом приблизно 45 ° до діючого напрямку WK. 4 UA 101526 C2 5 10 15 20 25 30 35 40 45 50 55 60 Після цього за допомогою пристрою лиття 17 у формі розливного ковша розплав металу М, який має бути відлитий, ллють у заливний отвір 14 заливного жолобу 13. З причини нахилу форми для лиття F, розплав Μ рухається через заливний жолоб 13 порівняно повільно та попадає в жолоб завантаження 10 із відповідно низькою кінетичною енергією у стержень завантаження S. Його основний напрямок потоку SR має тут те саме центрування, як і заливний жолоб 13, таким чином, що основний напрямок потоку SR розплаву М, який тече через заливний жолоб 13, орієнтований під кутом приблизно 45 ° до діючого напрямку WK сили тяжіння. Заповнення нахиленої форми для лиття F розплавом металу Μ продовжується до тих пір, поки вхідний отвір 15 заливного жолобу 13 знаходиться нижче рівня розплаву металу М, що збирається в жолобі завантаження 10 (Фігура 5). Як тільки вказаний стан буде досягнуто, камера лиття Ζ повільно обертається за годинниковою стрілкою до тих пір, поки заливний жолоб 13 із його заливного отвору 14 до вхідного отвору 15 у жолобі завантаження буде направлений вертикально вниз. Заповнення форми для лиття F розплавом металу Μ відбувається безперервно під час обертання. До закінчення цього, пристрій лиття 17 відслідковується за допомогою пристрою відслідковування Т, який може бути, наприклад, приводитись в дію приводом або піднімальним механізмом, на якому, в кожному випадку, підвішений пристрій лиття, який відслідковує зміну в положенні заливного отвору 14, пов'язану з обертанням камери лиття Z. Як тільки кінцеве положення цього обертання буде досягнуто, основний напрямок потоку SR розплаву Μ співпадає з діючим напрямком WK сили тяжіння, таким чином, заповнення частин порожнин форми для лиття F, що залишились, відбувається з оптимальним використанням сили тяжіння (Фігури 7, 8). Як тільки достатня для заповнення форми F для лиття кількість розплаву буде налита у форму для лиття F, у заливний отвір 14 вставляють заглушку 18, що забезпечує їй герметичність (Фігура 8). Після цього камера лиття Ζ знову обертається до тих пір, поки не буде досягнуто вихідне положення (Фігура 2), де система 10 завантаження стержня завантаження S розташована нагорі, якщо дивитись в діючому напрямку WK сили тяжіння, та опорна плита 6 розташована знизу. У цьому випадку заглушка 18 продовжує забезпечувати закриття форми для лиття F, забезпечуючи гарантію того, що розплав Μ не витече із форми для лиття F. Форма для лиття F підтримується у цьому положенні до тих пір, поки затвердіння литої деталі не досягне достатнього рівня для того, щоб дозволити вилучення із форми. У зразковому варіанті здійснення винаходу, який описаний у цьому випадку, форма для лиття F сконструйована таким чином, що стержень завантаження S форми для лиття F, яка має бути відлитою, був розташований, принаймні, в значній мірі нижче порожнини форми Η форми F, таким чином, щоб порожнина форми Η форми для лиття F спочатку заповнювалась проти дії сили тяжіння. Переважно вся форма для лиття F навіть нахиляється по відношенню до вертикального литника під час процесу заповнення, для того щоб зменшити швидкість розплаву металу Μ під час першого заповнення та досягти рівномірного процесу заповнення заливного жолобу 13 та стержня завантаження S. Для заповнення використовують пристрій лиття 17 у формі розливного ковша, яке, як було пояснено, під час процесу лиття може іти за обертанням форми для лиття F. Після завершення процесу заповнення вертикальний литник 13, який направляється вгору від стержня завантаження S, закривається та утворюється металостатичний тиск на розплав М, який присутній в стержні завантаження S та порожнині форми, що запобігає усадці розплаву Μ В існуючому зразковому варіанті здійснення винаходу під час наступного обертання розплав металу М, який присутній в стержні завантаження S, спричинює підтримання металостатичного тиску розплаву металу Μ у порожнині форми. Дефекти лиття, такі як, наприклад, пухирці та холодні смуги є. таким чином, виключеними. Виноски 1 - Пристрій для лиття деталі G 2, 3 - Ролики 4 - Опорна основа 5 - Обмежуюча планка 6 - Опорна плита форми для лиття F 7, 8 - Передні направляючі 9 - Пресуюча пластина 10 - Система 10 завантаження стержня завантаження S 11 - Отвір стержня завантаження S 5 UA 101526 C2 5 10 15 20 12 - Впускні литники 13 - Заливний жолоб 14 - Заливний отвір 15 - Вхідний отвір заливного жолобу 13 16 - Нагріваючий пристрій 17 - Пристрій лиття 18 - Заглушка В - Гільзи циліндра F - Форма для лиття G - Лита деталь Η - Порожнина форми для лиття F K - Стержні Μ - Розплав металу О - Нижній стержень S - Стержень завантаження SR - Основний напрямок потоку Τ - Пристрій відслідковування WK - Діючий напрямок сили тяжіння X - Вісь обертання Ζ - Камера лиття ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 50 55 1. Спосіб лиття деталі (G) з розплаву металу (М), відповідно до якого: a) забезпечують форму для лиття (F), встановлену в установці, що обертається, яка містить порожнину форми (Н), що формує литу деталь (G), систему завантаження (10) для заповнення порожнин форми (Н) розплавом металу (М) та заливний жолоб (13), через який система завантаження (10) може бути заповнена розплавом металу (М), де систему завантаження (10) розташовують відносно до порожнини форми для лиття (F) таким чином, що коли форму для лиття (F) повертають в положення заповнення, то заповнення порожнини форми (Н) розплавом металу (М) здійснюють через систему завантаження (10) проти діючого напрямку сили тяжіння, і де заливний отвір (14) заливного жолоба (13), передбачений для заливання розплаву металу (М), розташовують на боковій стороні форми для лиття (F) на відстані від його вхідного отвору (15) у систему завантаження (10), таким чином, що заливний отвір (14) заливного жолоба (13) розташовують у відповідному положенні заповнення форми для лиття (F) вище від його вхідного отвору (15) у систему завантаження (10), b) центрують форму для лиття (F) відносно її положення заповнення, де розплав металу (М), який заливають у заливний жолоб (13), в результаті дії сили тяжіння тече через заливний жолоб (13), де основний напрямок потоку (SR) розплаву металу (М) утворює кут відносно до діючого напрямку (WK) сили тяжіння, c) заповнюють форму для лиття (F), відцентровану відносно її положення заповнення, розплавом металу (М) доти, поки форма для лиття (F), яка включає заливний жолоб (13), не буде повністю заповнена розплавом металу (М), d) закривають форму для лиття (F) заглушкою (18), розміщеною у заливному отворі (14) заливного жолоба (13), e) обертають закриту форму для лиття (F) в положенні затвердіння, в якій в результаті дії сили тяжіння, розплав (М), який присутній в системі завантаження (10), тисне на розплав (М), який присутній у порожнині форми (Н), f) підтримують форму для лиття (F) в положенні затвердіння доти, поки розплав металу (М), який присутній у формі для лиття (F), не досягне певного стану затвердіння, g) вивільняють утворену литу деталь (G) з форми для лиття (F). 2. Спосіб за п. 1, який відрізняється тим, що форму для лиття (F), після досягнення певного рівня заповнення розплавом металу (М), обертають, крім того, продовжують її обертати, поки вона не буде заповнена, таким чином, основний напрямок потоку (SR) розплаву металу (М), який тече через заливний жолоб (13), все більшою мірою наближають до діючого напрямку сили тяжіння. 3. Спосіб за п. 2, який відрізняється тим, що обертання, яке виконується під час процесу заповнення, зупиняють тоді, коли основний напрямок потоку розплаву металу (М), який тече через жолоб заповнення (13), співпадає з діючим напрямком (WK) сили тяжіння. 6 UA 101526 C2 5 10 15 4. Спосіб за п. 2 або 3, який відрізняється тим, що обертання форми для лиття (F) розпочинають завчасно, коли вхідний отвір (15) заливного жолоба (13) у системі завантаження (10) знаходиться нижче рівня розплаву металу (М), залитого у форму для лиття (F). 5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що розплав металу (М) заливають за допомогою розливного ковша (17) у форму для лиття (F). 6. Спосіб за будь-яким з пп. 2-5, який відрізняється тим, що положення форми лиття (F) відслідковують за допомогою пристрою відслідковування Т, що розташовують на пристрої лиття (17). 7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що принаймні одну частину форми для лиття (F) термічно обробляють до того, як заллють в неї розплав металу (М). 8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що утворена лита деталь (G) являє собою блок циліндрів двигуна внутрішнього згоряння. 9. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що вісь обертання (X) форми для лиття (F) орієнтують горизонтально. 10. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що заливний жолоб (13) форми для лиття (F) розташовують по прямій лінії. 11. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що заливний отвір (14) заливного жолоба (13) розташовують на нижній стороні форми для лиття (F). 7 UA 101526 C2 8 UA 101526 C2 9 UA 101526 C2 10 UA 101526 C2 11 UA 101526 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for casting cast part from metal melt
Автори англійськоюSmetan, Herbert, Lellig, Klaus
Назва патенту російськоюСпособ литья детали из расплава металла
Автори російськоюСметан Герберт, Леллиг Клаус
МПК / Мітки
МПК: B22D 23/00, B22D 27/08
Мітки: лиття, металу, розплаву, деталі, спосіб
Код посилання
<a href="https://ua.patents.su/14-101526-sposib-littya-detali-z-rozplavu-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття деталі з розплаву металу</a>
Занурена розливна труба для лиття потоку розплаву металу та спосіб її використання
Номер патенту: 85179
Опубліковано: 12.01.2009
Автори: Хісліп Лоуренс, Ксу Донг, Рішо Йохан, Доррікотт Джеймс
МПК: B22D 11/10, B22D 11/00, B22D 41/50, B22D 37/00, B22D 35/00
Мітки: труба, занурена, металу, спосіб, лиття, розплаву, потоку, розливна, використання
Формула / Реферат:
1. Занурена розливна труба для лиття потоку розплаву металу з верхнього отвору у нижній отвір, що включає зовнішню та внутрішню поверхні, вхідний отвір, принаймні один вихідний отвір, канал для руху розплаву металу крізь занурену розливну трубу, що функціонально зв'язує вхідний отвір з принаймні одним вихідним отвором, яка відрізняється тим, що вихідний отвір містить принаймні один язичок, що відходить від краю, та утворює принаймні дві...
Спосіб обробки розплаву металу
Номер патенту: 40038
Опубліковано: 16.07.2001
Автори: Цуркін Володимир Миколайович, Тимошенко Георгій Павлович, Арнаутов Олександр Савельович, Грабовий Валерій Михайлович, Риндін Микола Георгіевич, Боева Антоніна Анатольівна
МПК: B22D 27/08
Мітки: обробки, металу, розплаву, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стержнем при модулюванні параметрів дії, який відрізняється тим, що електрогідроімпульсну дію на розплав здійснюють числом імпульсів від 330 до 500.
Спосіб обробки великих мас розплаву металу
Номер патенту: 57104
Опубліковано: 16.06.2003
Автори: Грабовий Валерій Михайлович, Цуркін Володимир Миколайович
МПК: B22D 27/02, B22D 27/08
Мітки: великих, спосіб, розплаву, мас, обробки, металу
Формула / Реферат:
Спосіб обробки великих мас розплаву металу, який включає позапічну дегазацію та рафінування розплаву за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стержнем, що утворює зону обробки у розплаві при заданих параметрах електрогідроімпульсної дії, який відрізняється тим, що найменше число рівномірно розподілених в об'ємі розплаву зон обробки вираховують із залежності
Спосіб обробки розплаву металу
Номер патенту: 57804
Опубліковано: 15.07.2003
Автори: Волков Генадій Васильович, Грабовий Валерій Михайлович, Арнаутов Олександр Савельович, Риндін Микола Георгійович, Цуркін Володимир Миколайович
МПК: B22D 27/02, B22D 27/08
Мітки: спосіб, розплаву, обробки, металу
Формула / Реферат:
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилеводним стрижнем, при модулюванні параметрів електрогідроімпульсної дії та заданому числі імпульсів електрогідроімпульсної дії, який відрізняється тим, що електрогідроімпульсну дію здійснюють послідовно на порції розплаву масою від 1/3 до 1/10...
Спосіб обробки розплаву металу

Номер патенту: 4792
Опубліковано: 15.02.2005
Автори: Волков Геннадій Васильович, Грабовий Валерій Михайлович, Гумененко Миколай Климович, Цуркін Володимир Миколайович
МПК: B22D 27/08
Мітки: розплаву, металу, спосіб, обробки
Формула / Реферат:
Спосіб обробки розплаву металу, що включає позапічну дегазацію та рафінування розплаву в ковші за рахунок електрогідроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, що утворює зону обробки у розплаві, при заданих параметрах електрогідроімпульсного діяння - енергії в імпульсі, частоти посилки імпульсів та числа імпульсів, який відрізняється тим, що енергію в імпульсі визначають за...
Попередній патент: Ступінчастий привід молотильного барабана
Наступний патент: Вугільний блок-фільтр
Випадковий патент: Спосіб визначення оптимальної циклічності роботи періодичного газоліфта