Титановий сляб для гарячого вальцювання, одержаний за допомогою електронно-променевої печі, спосіб його виготовлення та спосіб вальцювання титанового сляба
Номер патенту: 107565
Опубліковано: 26.01.2015
Автори: Міязакі Йошімаса, Танака Хісамуне, Таканаші Казухіро, Ямамото Норіо, Шіракі Такеші, Фуджіі Йошіхіро, Ода Такаші
Формула / Реферат
1. Титановий сляб для гарячого вальцювання, отриманий безпосередньо з ливарної форми печі для електронно-променевого плавлення, який має деформацію не більше ніж 5 мм по товщині у поздовжньому напрямку та деформацію не більше ніж 2,5 мм по ширині у поздовжньому напрямку, обидві на довжину сляба 1000 мм, який відрізняється тим, що скошені частини, що мають радіус кривизни в діапазоні від 5 до 50 мм, утворені по кутах титанового сляба для гарячого вальцювання.
2. Титановий сляб для гарячого вальцювання за п. 1, який відрізняється тим, що співвідношення (W/T) ширини (W) до товщини (Т) титанового сляба для гарячого вальцювання знаходиться в діапазоні від 2 до 10 та співвідношення (L/W) довжини (L) до ширини становить не менше ніж 5.
3. Титановий сляб для гарячого вальцювання за п. 2, який відрізняється тим, що його товщина знаходиться в діапазоні від 150 до 300 мм, його ширина становить не більше ніж 1750 мм та його довжина становить не менше ніж 5000 мм.
4. Титановий сляб для гарячого вальцювання за будь-яким з пп. 1-3, який відрізняється тим, що титановий сляб є технічно чистим титаном або титановим сплавом.
5. Спосіб виготовлення титанового сляба для гарячого вальцювання за п. 1, за яким на титановмісну сировину спрямовують промінь електронів електронно-променевого обладнання, розплавляють її, після чого виливають одержаний розплав титану з верхньої частини стінки в коротку сторону прямокутної ливарної форми, що вмонтована в задане електронно-променеве обладнання, і де розплав титану у подальшому кристалізують в титановий сляб.
6. Спосіб виготовлення титанового сляба для гарячого вальцювання за п. 5, який відрізняється тим, що обладнання для електронно-променевого плавлення титану в розплав додатково містить додаткове обладнання для електронно-променевого плавлення титану, спрямоване на сировину, де інтенсивність променя електронів, спрямованого на поверхню ванни, сформованої вилитим розплавом титану у прямокутній ливарній формі, контролюється таким чином, що інтенсивність зменшується від найкоротшої бічної стінки форми до протилежної найкоротшої стінки форми, куди виливається розплавлений титан.
7. Спосіб виготовлення титанового сляба для гарячого вальцювання за п. 5 або 6, який відрізняється тим, що скошені частини титанового сляба утворені по кутах прямокутної ливарної форми та скошена частина має форму, подібну до рівноважної лінії твердої фази, яка є поверхнею розділу між ванною розплавленого титану в формі та оточуючою затверділою фазою.
8. Спосіб виготовлення титанового сляба для гарячого вальцювання за п. 6 або 7, який відрізняється тим, що використовують форму, в якій частини утворені по кутах прямокутної ливарної форми і скошені частини є частиною дуги кола, та радіус кривизни (rc) дуги кола знаходиться в діапазоні від 2 до 50 мм.
9. Спосіб виготовлення титанового сляба для гарячого вальцювання за будь-яким з пп. 5-8, який відрізняється тим, що використовують форму, в якій співвідношення (W/D) ширини (W) до товщини (D) прямокутної ливарної форми знаходиться в діапазоні від 2 до 10.
10. Спосіб виготовлення титанового сляба для гарячого вальцювання за будь-яким з пп. 5-9, який відрізняється тим, що використовують форму, в якій радіус кривизни (rc) скошених частин прямокутної ливарної форми має пропорційне співвідношення зі співвідношенням (a) довжини стінки форми короткої сторони до стінки форми довгої сторони.
11. Спосіб гарячого вальцювання титанового сляба, який включає стадію де титановий сляб для гарячого вальцювання за будь-яким з пп. 1-4 піддають гарячій прокатці у рулон смуги за допомогою машини для гарячого вальцювання.
12. Спосіб гарячого вальцювання титанового сляба за п. 11, який відрізняється тим, що машину для вальцювання вибирають з тандем-машини для вальцювання, машини для вальцювання Steckel та планетарної машини для вальцювання.
Текст
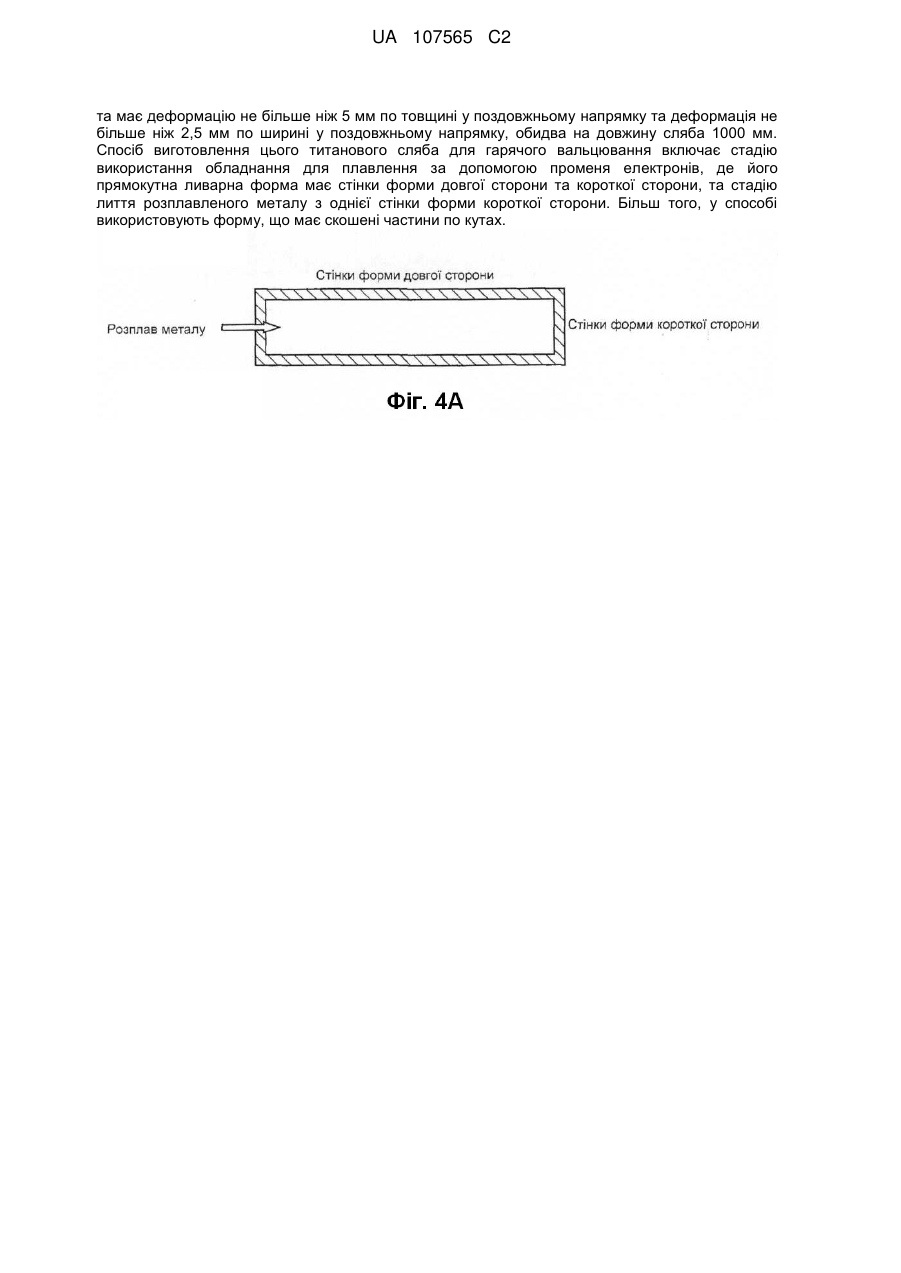
Реферат: Титановий сляб, придатний для гарячого вальцювання, виготовляють за допомогою печі для електронно-променевого плавлення, має поліпшену лінійність, та таким чином може подаватись безпосередньо у машину для гарячого вальцювання без здійснення процесу розрізання або іншого процесу корегування після виготовлення, та має гарну структуру без тріщин по кутах. Також винахід стосується способу його виготовлення. Титановий сляб виготовляється безпосередньо у ливарній формі печі для електронно-променевого плавлення UA 107565 C2 (12) UA 107565 C2 та має деформацію не більше ніж 5 мм по товщині у поздовжньому напрямку та деформація не більше ніж 2,5 мм по ширині у поздовжньому напрямку, обидва на довжину сляба 1000 мм. Спосіб виготовлення цього титанового сляба для гарячого вальцювання включає стадію використання обладнання для плавлення за допомогою променя електронів, де його прямокутна ливарна форма має стінки форми довгої сторони та короткої сторони, та стадію лиття розплавленого металу з однієї стінки форми короткої сторони. Більш того, у способі використовують форму, що має скошені частини по кутах. UA 107565 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Даний винахід стосується титанового слябу одержаного за допомогою електроннопроменевої печі, придатного для гарячого вальцювання, та стосується способу його одержання. Рівень техніки Нещодавно виробники титанових губок або зливків зіткнулись із потребою у збільшенні виробництва для задоволення потреби у титані. У такому ж положенні знаходяться не тільки виробники титанових губок або зливків, а і виробники, що використовують титанові зливки для виробництва кованого листового матеріалу. Традиційний спосіб одержання рулону смуги, який є різновидом листового матеріалу, одержаного з вищевказаного титанового зливку, включає спочатку плавлення титанової сировини за допомогою електродугового плавлення з використанням електроліту або електронно-променевого плавлення, отвердження розплавленого металу у вигляді великого титанового зливка, та подальшого розрізання зливку на сляби для гарячого вальцювання. Цей великий зливок має діаметр поперечного кругового перерізу приблизно 1 м у випадку електродугового плавлення з використанням електроліту. У випадку електронно-променевого плавлення отримують зливок з поперечним перерізом прямокутника, та ширина поперечного перерізу дорівнює приблизно від 0,5 до 1 м 3 огляду на те, що зливки мають значний поперечний переріз, зливки здрібнюють гарячою обробкою, такою як прокатка, кування та вальцювання, з метою отримання плоскої форми для вальцювання у гарячій вальцювальній машині. Після здрібнення його обробляють деформацією по товщині та ширини (випуклість) та видаляють окалину та пошкодження з поверхні, після чого отримують сляб для гарячого вальцювання. Цей сляб для гарячого вальцювання нагрівають до попередньо визначеної температури та піддають гарячому вальцюванню за допомогою традиційної машини для гарячого вальцювання по металу, тощо, з одержанням рулону смуги (тонкої пластини) Після цього, рулон смуги після гарячого вальцювання відпалюють або видаляють окалину з отриманням продукту, або піддають холодному пресуванню та відпалюють з отримання продукту. Кошти на отримання тонкого листового рулону збільшуються у відповідності до кількості вищенаведених стадій виробництва. Тому, виробники титанових зливків повинні забезпечити титановими слябами, що призведе до скорочення або полегшення вищенаведених стадій. З іншого боку, нещодавно, прямокутні зливки у формі призми одержали шляхом одержання ливарної форми з поперечним перерізом прямокутника за допомогою печі для електроннопроменевого плавлення Однак, товщина зливка прямокутної призми не достатньо маленька, щоб його можна було обробляти безпосередньо за допомогою машини для гарячого вальцювання, не використовуючи стадію розрізання. Тому, потрібен спосіб одержання більш тонких прямокутних зливків у формі призми; однак, його ще не здійснювали практичного застосування у виробництві Тобто, для одержання титанового слябу з такою товщиною, щоб його можна було безпосередньо подавати у машину для гарячого вальцювання, за допомогою печі для електронно-променевого плавлення, спочатку потрібно одержати спеціально спроектовану ливарну форму для виготовлення такого слябу. Однак, у випадку, коли товщина традиційної прямокутної ливарної форми просто зменшується під час виготовлення титанового слябу у печі для електронно-променевого плавлення, титановий сляб одержаний у формі буде мати деформації по товщині та по ширині та буде хвилястим за повздовжнім напрямком. У таких випадках, титановий сляб не можна використовувати для традиційної машини для гарячого вальцювання, яку використовують для вальцювання сталі, тощо. При виготовленні рулону смуги за допомогою традиційної машини для гарячого вальцювання для сталі тощо, властивості матеріалу, що проходить крізь машину (лінійність), будуть погіршуватись за рахунок деформації слябу, матеріал буде значно деформований зверху до низу та справа та зліва, матеріал не буде прямим та безперервне гаряче вальцювання вже не можливо буде здійснювати. Навіть, якщо здійснити гаряче вальцювання, з огляду на те, що прокатаний матеріал буде слідувати напрямку або валику, що подає, краї потріскаються або пошкодиться поверхня. У випадку, коли пошкодження одержаного титанового слябу є значним, матеріал потрібно буде обробити та скоректувати нагріванням та/або шліфуванням для видалення певних нерівностей по товщині або ширині Спосіб одержання прямокутних зливків у формі призми за допомогою печі для електроннопроменевого плавлення, використовуючи прямокутну ливарну форму, описаний, наприклад, у патентному документі 1. Фіг. 1 цієї публікації описує ситуацію, де розплавлений метал виливають зі стінки форми довгої сторони. Патентний документ 1 описує результат, коли 1 UA 107565 C2 5 10 15 20 25 30 35 40 45 50 55 60 одержують зливок у вигляді прямокутної призми, щоб покращити вальцювання зливку; однак, не має технічних показників щодо лінійності зливку стосовно деформації титанового слябу, отриманого за допомогою прямокутної ливарної форми Однак, беручи до уваги існуючі способи, спосіб, де титановий сляб, одержаний у печі для електронно-променевого плавлення при пониженому тиску, витягують при атмосферному тиску ще не застосовували. Для витягування слябу, потрібно зупинити електронно-променеве опромінення та внутрішня частина печі повинна знаходитись при атмосферному тиску, тому важливо здійснити електронно-променеве плавлення та спосіб витягування слябу у безперервному режимі. Як зазначалось вище, для того, щоб напряму одержати титановий сляб для гарячого вальцювання у печі для електронно-променевого плавлення, необхідно вирішити вищевказані проблеми. Патентний документ 2 описує спосіб, де титановий сляб витягують з ливарної форми печі для електронно-променевого плавлення, промінь електронів нагріває та розплавлює поверхню, та сляб вальцюють за допомогою поверхневого чорнового валку, для покращення поверхні литого слябу. Згідно з патентним документом 2, з огляду на те, що поверхня містить пошкодження або значні позначки від вібрації, у випадку, коли сляб просто витягують з форми, наступним кроком знову обробляють променем електронів, щоб розплавити поверхню та сляб вальцюють за допомогою поверхневого чорнового валку, щоб отримати гарну ливарну поверхню. Прикладом є зразок прямокутного титанового слябу у формі призми з поперечним перерізом 180 мм χ 50 мм. Однак, Патентний документ 2 не описує технологію надання лінійності отриманому матеріалу, стосовно деформацій по товщині та ширині титанового слябу. Окрім цього, описаний поперечний переріз 180 мм χ 50 мм є дуже малим для обробки на машині для гарячого вальцювання у промисловому виробництві, наприклад, для сталі, щоб отримати рулон смуги. Більш того, у патентному документі 2 також потрібно готувати поверхневий чорновий валок та електронну гармату для нагрівання титанового слябу, на додаток до печі для електроннопроменевого плавлення, після того як сляб витягнуть з печі, та тому, є ряд проблем для вирішення. Більш того, нещодавно розробили технологію, де прямокутну ливарну форму поміщають у печі для електронно-променевого плавлення для отримання прямокутного зливка. Зливок прямокутної призми легше кувати у порівнянні з зливком круглої форми, та тому покращується ефективність кування. Більш того, розробили спосіб одержання слябу, де ще зменшили товщину зливку; однак, одержаний сляб має тріщини або пошкодження по кутах, та тому потребує доопрацювання. У випадку, коли сляб потріскався або пошкодився, пошкодження може залишитись на поверхні тонкого слябу після подальшого кування або вальцювання, або сам тонкий сляб може потріскатись. Більш того, навіть коли не має тріщин або пошкоджень по кутах, краї можуть пошкодитись під час гарячого вальцювання, у випадку коли форма кута прямокутного слябу є невідповідною. У цьому випадку, вихід тонкого слябу може значно зменшитись та тому потребує вдосконалення. У цьому відношенні, провели тест, де інтенсивність охолодження кутів слябу зменшували проводячи плавлення від внутрішніх частин до зовнішніх використовуючи методику безперервного плавлення, для одержання зливка з покращеною поверхнею, описаний у Патентному документі 3. Більш того, технологія, де поперечний переріз ливарної форми формують шляхом зменшення уздовж напрямку витягування слябу, з метою покращення підгонки форми та слябу, для покращення кутів та поверхні слябу, описана у Патентному документі 4. Однак, ці технології стосуються покращення поверхні всього литого тіла, та не описані проблеми, викликані тріщинами утвореними у кутах прямокутного зливка. Як вже згадувалось, потрібна технологія, де прямокутний зливок має кращу якість поверхні та по кутах не має тріщин або пошкоджень, утворених у печі для електронно-променевого плавлення. Ціллю винаходу є забезпечення титанового слябу з характеристиками, придатними для гарячого вальцювання, який можна подавати безпосередньо у машину для гарячого вальцювання, без процесу розрізання або процесу коректування після розплавлення у печі для електронно-променевого плавлення, та забезпечення способу його одержання. Патентний документ 1: японська патентна заявка, публікація No. Hei 04 (1992)-131330 Патентний документ 2 японська патентна заявка, публікація No Sho 62 (1987)-050047 Патентний документ 3: японська патентна заявка, публікація No. Hei 11 (1999)-028550 2 UA 107565 C2 5 10 15 20 25 30 35 40 45 50 55 Патентний документ 4: японська патентна заявка, публікація No. Неi 04 (1992)-319044 Короткий опис винаходу Винахідники проводили дослідження з метою одержання вищевказаних об'єктів, та виявили, що титановий сляб з поліпшеною лінійністю вздовж повздовжнього напрямку можна отримати виливанням розплавленого металу скоріше з однієї з стінок короткої сторони ливарної форми, ніж з однієї з стінок довгої сторони, та таким чином було здійснено нижченаведений винахід. Тобто, титановий сляб для гарячого вальцювання даного винаходу є титановим слябом, одержаним безпосередньо з форми печі для електронно-променевого плавлення, та який має деформацію по товщині не більше ніж 5 мм, та деформацію по ширині не більше ніж 2,5 мм обидві на довжину 1000 мм слябу Тут у даному винаході, "деформація по товщині у порівнянні з повздовжнім напрямком" означає максимальну кількість деформації по вертикальному напрямку (напрямок товщини) у порівнянні з повздовжнім напрямком у поперечному перерізі слябу, та "деформація по ширині у порівнянні з повздовжнім напрямком" означає максимальну кількість деформації уздовж горизонтального напрямку (напрямок ширини) у порівнянні з повздовжнім напрямком у виді зверху слябу. У титановому слябі для гарячого вальцювання даного винаходу, бажано щоб співвідношення (W/T) ширини (W) до товщини (Т) знаходилось у діапазоні від 2 до 10, та співвідношення (L/W) довжини (L) до ширини дорівнювало не менше ніж 5. У титановому слябі для гарячого вальцювання даного винаходу, бажано щоб його товщина знаходилась у діапазоні від 150 до 300 мм, його ширина була не менше ніж 1750 мм, та його довжина була не менше ніж 5000 мм. У титановому слябі для гарячого вальцювання даного винаходу, бажано щоб скошені частини мали радіус кривизни в діапазоні від 5 до 50 мм, утворювались по кутах. Бажано, щоб титановий сляб для гарячого вальцювання даного винаходу одержували розплавленням титану у топці печі для електронно-променевого плавлення з утворенням розплавленого металу у топці, та виливанням розплавленого металу у прямокутну ливарну форму з однієї з стінок форми короткої сторони прямокутної ливарної форми, розташованої внизу топки Бажано, щоб титановий сляб для гарячого вальцювання складався з чистого титану або титанового сплаву. У даному документі, чистий титан означає продукт, що відповідає промисловому стандарту Японії (JIS) № 1 - № 4. Згідно з JIS № 1 - № 4, вміст домішок становить: N до 0,03 мас. %, С до 0,08 мас. %, Η до 0,013 мас. %, Fe до 0,20 мас. % і 0 до 0,15 мас. %. Загалом до приблизно 0,473 мас. %. Окрім цього, титановий сплав означає титановий матеріал, до якого навмисно додано металеві елементи, інші від титану. У способі виготовлення титанового слябу для гарячого вальцювання даного винаходу, бажано використовувати піч для електронно-променевого плавлення, в якій її прямокутна ливарна форма має довгі та короткі стінки, виливанням розплавленого металу з однієї з стінок форми короткої сторони. У способі виготовлення титанового слябу для гарячого вальцювання, бажано, щоб інтенсивність променю електронів що попадає на поверхню вилитого розплавленого титану у прямокутній ливарній формі контролювалась у такий спосіб, щоб інтенсивність зменшувалась з стінки форми короткої сторони до протилежної стінки короткої сторони, куди виливається розплавлений метал. У способі виготовлення титанового слябу для гарячого вальцювання, бажано застосовувати форму, де скошені частини утворені по кутах прямокутної ливарної форми, та форма скошеної частини утворена таким чином, щоб відповідати рівноважній лінії твердої фази, яка є поверхнею розділу між об'ємом розплавленого металу у формі та оточуючою затверділою фазою. У способі виготовлення титанового слябу для гарячого вальцювання, бажано застосовувати форму, де скошені частини утворені по кутах прямокутної ливарної форми, скошені частини є частиною кругової арки, та радіус кривизни (rc) кругової арки знаходиться в діапазоні від 2 до 50 мм. У способі виготовлення титанового слябу для гарячого вальцювання, бажано, щоб використовувалась форма, в якій співвідношення (W/D) ширини (W) до товщини (D) прямокутної ливарної форми знаходиться в діапазоні від 2 до 10. У способі виготовлення титанового слябу для гарячого вальцювання, бажано щоб використовувалась форма, в якій радіус кривизни (rc) скошених частин прямокутної ливарної форми мав пропорційне співвідношення з співвідношенням (α) стінки форми короткої сторони до стінки форми довгої сторони. 3 UA 107565 C2 5 10 15 20 25 30 35 40 45 50 55 60 У способі вальцювання титанового слябу для гарячого вальцювання, бажано, щоб вищенаведений титановий сляб для гарячого вальцювання був гарячекатаний у рулон смуги за допомогою машини для гарячого вальцювання. У способі вальцювання титанового слябу для гарячого вальцювання, бажано, щоб машина для вальцювання була вибраною з: тандем-машини для вальцювання, машини для вальцювання Steckel та планетарної машини для вальцювання. Завдяки даному винаходу, деформація титанового слябу значно зменшується, внаслідок чого титановий сляб для гарячого вальцювання має покращену лінійність уздовж повздовжнього напрямку, так що сляб подається у машину для гарячого вальцювання безпосередньо, без обробки шляхом розрізання або наступними іншими способами коректування. Даний винахід також стосується способу одержання такого титанового слябу. Титановий сляб, одержаний за допомогою вищенаведеного апарату та способу, має поліпшену лінійність вздовж повздовжнього напрямку, та як результат, гаряче вальцювання можна надійно здійснювати за допомогою звичайної машини для гарячого вальцювання для сталі, тощо. Більш того, можна уникнути процесу розрізання або коректування титанового слябу уздовж повздовжнього напрямку, та як результат, значно зменшиться час, потрібний для обробки тонкого титанового слябу. Короткий опис фігур Фіг. 1 показує форму титанового слябу для гарячого вальцювання. Фіг. 2 показує деформацію по товщині слябу у порівнянні з повздовжнім напрямком. Фіг 3 показує деформацію по ширині слябу у порівнянні з повздовжнім напрямком. Фіг. 4 показує поперечний переріз прямокутної ливарної форми та показує стінки форми довгої сторони та короткої сторони, та стінку з якої виливають розплавлений метал Зокрема, Фіг. 4А показує ситуацію виливання розплавленого металу з стінки форми короткої сторони, та Фіг. 4В показує ситуацію, виливання розплавленого металу з стінки форми довгої сторони Фіг. 5 показує конструкцію головного механізму печі для електронно-променевого плавлення. Фіг. 6 показує розплавлення титанового слябу у прямокутній ливарній формі винаходу. Пояснення нумерації 1: Електронна гармата, 2: пучок електронів, 3, 31: прямокутна форма, 32: розплавлений об'єм, 33: ізотермічна лінія, 34. тверда фаза, 35: рівноважна лінія твердої фази, 4: топка, 5: розплавлений метал, 6: розплавлений об'єм, 7: сляб, 8: захоплююча основа, 9: захоплюючий вал, 10: необроблений матеріал, 11: камера плавлення, 12: камера для зливків. 20: заслінка. Варіанти втілення винаходу Бажані варіанти втілення даного винаходу показані нижче з посиланням на фігури. Фіг. 1 схематично показує титановий сляб для гарячого вальцювання даного винаходу. Більш того, Фіг. 2 та 3 відповідно пояснює деформацію по товщині слябу уздовж повздовжнього напрямку та деформацію по ширині (випуклість) слябу відносно повздовжнього напрямку. Титановий сляб для гарячого вальцювання, виготовлений способом винаходу, спочатку поміщають на панель з гладенькою поверхнею, щоб підтвердити наявність деформацію по товщині та деформацію по ширині. Тобто, титановий сляб качають у вертикальному напрямку, щоб підтвердити ступень деформації по вертикалі, вимірюють відстань між площиною та кутовими частинами, які знаходяться над площиною, та вимірюють протилежні кутові частини площини, та максимальне значення між виміряними значеннями відстані позначають як деформація по товщині" як показано на Фіг. 2. Аналогічно, переміщення уздовж крайової поверхні титанового слябу, поміщеного на панель, у подовжньому напрямку, вимірювали кількість відхилень від лінії, позначеної на панелі уздовж повздовжнього напрямку слябу, та максимальне значення серед виміряних значень 1 позначали як "кривизна ' як показано на Фіг. 3. Фіг. 4 представляє вид зверху прямокутної ливарної форми у печі для електроннопроменевого плавлення, яку використовують для розплавлення та одержання титанового слябу. Прямокутна ливарна форма має пару стінок короткої сторони та пару стінок довгої сторони, та в даному винаході, бажано, щоб розплавлений метал виливали з однієї з стінок короткої сторони як показано на Фіг. 4А. В результаті, можна отримати титановий сляб з поліпшеною лінійністю вздовж повздовжнього напрямку. Лінійність показує деформацію по товщині на рівні не більше ніж 5 мм та деформацію по ширині не більше ніж 2,5 мм, на довжину слябу 1000 мм Така якість достатньо гарантує надійні характеристики матеріалу, який проходить крізь звичайну машину для гарячого вальцювання, такого як метал тощо. 4 UA 107565 C2 5 10 15 20 25 30 35 40 45 50 55 60 Умовно, був відомий спосіб, де розплавлений метал виливали з однієї з стінок форми довгої сторони, як показано на Фіг. 4В, таким чином, розплавлений метал надійно виливався без витікання з внутрішньої частини, що оточена стінками форми. У цьому випадку, якщо деформація по товщині слябу є більшою ніж 5 мм (на 1000 мм довжини), не отримується необхідна лінійність. Причиною цього є значна різниця температур між стінкою форми, з якої виливають розплавлений метал, та стінкою форми, що находиться з протилежного боку, значна різниця температур та рівень охолодження уздовж товщини, яка є тонким напрямком слябу. Шляхом виливання розплавленого металу з стінки форми короткої сторони як в даному винаході, як зрозуміло з Фіг. 4А, з огляду на те, що форма є тонкою, дві кутові частини форми знаходяться дуже близько до місця куди виливають розплавлений метал. Кутова частина форми має більшу охолоджувальну здатність у порівнянні з пласкою частиною, та має здатність зменшувати різницю температур, утворену виливанням розплавленого металу. Таким шляхом, збільшується симетричність охолодження, та значно зменшується деформація по товщині та деформація по ширині. Більш того, з огляду на те, що розплавлений метал виливають зі стінки форми короткої сторони, розподілення температури по стінкам форми довгої сторони, які знаходяться навпроти одна одної, стає симетричним, та як результат, навряд виникне деформація уздовж товщини, яка є тонким напрямком слябу. У даному винаході, під час розплавлення та виготовлення титанового слябу, бажано випромінювати промінь електронів таким чином, щоб інтенсивність променю електронів на поверхні литого титанового об’єму у прямокутній ливарній формі, контролювалась таким чином, щоб зменшувалась інтенсивність від короткої стінки форми до протилежної короткої стінки, де виливають розплавлений метал. З огляду на те, що температура є високою біля стінки форми короткої сторони, де виливають розплавлений метал, та температура є низькою біля іншої віддаленої стінки форми короткої сторони і повернутої до стінка форми для виливання розплавленого металу, шляхом нагрівання розплавленого титанового об'єму у прямокутній ливарній формі по вищенаведеній схемі опромінення, можна рівномірно підтримувати розподілення температури вздовж ширини титанового слябу. В результаті, може бути додатково значно зменшена деформація отриманого титанового слябу. На практиці, у титановому слябі для гарячого вальцювання, виготовленому у пристрої та за способом згідно з вищенаведеною схемою електронного променю даного винаходу, деформація по товщині знаходиться на рівні не більше ніж 5 мм та бажано не більше ніж 2 мм та деформація по ширині знаходиться на рівні не більше ніж 2,5 мм та бажано не більше ніж 2 мм, проти довжини слябу 1000 мм. Таким чином, властивості матеріалу, що проходить крізь машину, можуть бути додатково стабілізовані. Окрім цього, у випадку, коли пошкодження поверхні, таке як випуклі та увігнуті частини, наявні на поверхні титанового слябу, їх потрібно видалити шляхом шліфування, тощо, з огляду на те, що деформація по товщині та деформація по ширині слябу є незначною, ефективність корекції можна покращити та зменшити кількість шліфувань. Титановий сляб для гарячого вальцювання даного винаходу відрізняється тим, що його отримують безпосередньо з печі для електронно-променевого плавлення. З огляду на те. що титановий сляб контролюється на відповідну товщину для вальцювання на ранній стадії плавлення та виготовлення, не тільки процес розрізання, який потрібен для виготовлення слябу з традиційного зливка, більше не потрібен, а й також корекція або машинна обробка, така як шліфування, більше не потрібна, з огляду на те, що деформація по товщині та деформація по ширині титанового слябу не дуже незначною відразу ж після виготовлення. Титановий сляб даного винаходу є титановим слябом для гарячого вальцювання, що отримують безпосередньо з печі для електронно-променевого плавлення, та бажано, щоб співвідношення (W/T) ширини (W) до товщини (Т) титанового слябу для гарячого вальцювання знаходилось в діапазоні від 2 до 10 та співвідношення (L/W) довжини (L) до ширини була не менше ніж 5. На практиці, бажано, щоб товщина титанового слябу (Т) знаходилась в діапазоні від 150 до 300 мм, ширина (W) не більше ніж 1750 м, та довжина (L) була не менше ніж 5000 мм, більш бажано не менше ніж 5600 мм, та більш бажано не менше ніж 6000 мм, та найбільш бажано не менше ніж 7000 мм. У випадку, коли співвідношення (W/T) ширини (W) до товщини (Т) титанового слябу є меншим ніж 2, титановий сляб є дуже тонким у порівнянні з шириною, та для рівня розподілення по ширині протягом гарячого вальцювання небажано бути завеликим та краї потріскаються. Зокрема, у випадку, коли товщина є більшою ніж 300 мм, вільна поверхня протягом гарячого вальцювання може бути більшою, зморшки на бічній поверхні можуть бути глибокими, та стимулюються тріщини на крайовій частині. 5 UA 107565 C2 5 10 15 20 25 30 35 40 45 50 55 60 У випадку, коли товщина титанового слябу є меншою ніж 150 мм, температуру слябу можна значно зменшити під час гарячого вальцювання, можуть погіршитись характеристики матеріалу, який проходить крізь машину, та краї потріскатись. Більш того, під час лиття слябу, лінійність підтримується завдяки маси самого титанового слябу, та може бути важко продовжувати гладке лиття та отримання титанового слябу (дивись структуру бажаного головного приладу печі для електронно-променевого плавлення, показану на нижченаведеній Фіг. 5). З іншого боку, у випадку, коли співвідношення (W/T) ширини (W) до товщини (Т) титанового слябу є більшою ніж 10, товщина слябу, що виходить з форми може бути дуже тонкою, та небажано, коли сляб не є достатньо міцним щоб витримати плющення. У випадку, коли товщина титанового слябу є більшою ніж 300 мм або ширина є більшою ніж 1750 мм, завантаження вальцювання при гарячому вальцюванні може збільшитись, та небажано, коли сляб вже не можна напряму вальцювати звичайною машиною для гарячого вальцювання. У титановому слябі для гарячого вальцювання даного винаходу, з точки зору ефективності обробки у випадку, коли титановий сляб для гарячого вальцювання розплавляють та виготовляють у печі для електронно-променевого плавлення, та з точки зору характеристик матеріалу, що проходить крізь машину, надійно коли сляб вальцюють у рулон смуги за допомогою машини для гарячого вальцювання сталі тощо, бажано, щоб співвідношення (L/W) довжини (L) титанового слябу для гарячого вальцювання до ширини (W) була не менше ніж 5, та щоб довжина слябу була не менше ніж 5000. У випадку, коли LA/V слябу є маленьким а довжина короткою, з огляду на те, що щільність титану є дуже низькою, тобто, 60 % сталі, сляб може легко вібрувати від зворотної дії подавального валу тощо, та як результат, може статися так, що поверхня слябу пошкоджується після гарячого вальцювання. Більш того, у випадку, коли довжина є меншою ніж 5000 мм, не бажано щоб рулон смуги було важко встановлювати та подавати на валик наступної стадії. Більш того, у випадку, коли титановий сляб плавлять та виготовляють одночасно у печі для електронно-променевого плавлення, коли завершено лиття першого слябу, вакуумну камеру для першого слябу заміняють вакуумною камерою для наступного слябу. Заміщена вакуумна камера для першого сляб потребує часу для заміни протягом якого титановий сляб охолоджується при високій температурі та сляб виймають після цього. Для покращення ефективності обробки, завершення лиття одного титанового слябу потребує більше часу, ніж заміна. Беручи до уваги кількість тепла, яку може надати промінь електронів у цих умовах, бажано, щоб L/W була не менше ніж 5. На Фіг. 6 показано вид зверху форми для лиття 3, показаної на Фіг. 5. Як показано на Фіг. 6, у даному винаході, бажано застосовувати форму, в якій скошені частини утворені по кутах прямокутної ливарної форми 31 та форма скошеної частини утворена таким чином, щоб бути подібною до рівноважної лінії твердої фази 35, яка є поверхнею розділу розплавленого металу 32, утвореного у прямокутній ливарній формі та затверділого корпусу 34, утвореного по її зовнішньому колу. У даному документі, рівноважна лінія твердої фази 35 означає поверхню розділу твердої фази 34 та рідкої фази 32, утвореної у прямокутній ливарній формі 31, та відповідає лінії, що з'єднує точки, кожна з температурою, яка відповідає точці твердіння розплавленого металу Зазвичай, тверда фаза та рідка фаза співіснують у точці плавлення металу; однак, зовнішнє коло об'єму форми 32 відображає тверду фазу, та тому, ця ізотермічна лінія розглядається як рівноважна лінія твердої фази 35 у даному винаході. Вищенаведена рівноважна лінія твердої фази 35 формує лінію паралельну стінці форми довгих частин та коротких частин. Однак, по кутах, вона формує вигин, що є випуклим до зовнішнього кола. Даний винахід сконцентровано на формі вигину, та бажано, щоб форма кутів прямокутної ливарної форми 31 була утворена таким чином, щоб бути гомотетичною до рівноважної лінії твердої фази 35, утвореної у прямокутній ливарній формі 31. Шляхом утворення кутових частин, так що вони відповідають рівноважній лінії твердої фази, з огляду на те, що потік тепла шляхом поглинання тепла з об'єма форми 32 до охолоджуючої форми з водою 31, утворюють у напрямку вертикальному до внутрішньої поверхні форми, внаслідок цього також утворюється лита поверхня уздовж потоку тепла, та таким чином, можна отримати зливок з однорідною затверділою структурою. Більш того, у даному винаході, скошена частина кутів прямокутної ливарної форми 31 може складати частину дуги кола У даному винаході, бажано, щоб радіус кривизни (rc) дуги скошеної частини знаходився в діапазоні від 2 до 50 мм. У випадку, коли радіус кривизни дуги, який утворює скошену частину кутів, є більшим ніж максимальне значення 50 мм, не зважаючи на затверділу структуру кутів титанового слябу, що здатен зберігати стінку, небажано щоб погіршилась однорідність тонкої пластини, утвореної 6 UA 107565 C2 5 10 15 20 25 30 35 40 45 50 55 60 вальцюванням або титанового слябу. Більш того, небажано щоб сляб розламався з внутрішньої сторони з огляду на те, що швидкість охолодження та затвердіння кутів є зменшеною. З іншого боку, у випадку, коли отримують скошену частину з радіусом кривизни менше ніж мінімальне значення 2 мм, з огляду на те що поглинання тепла від слябу до кутів форми є значним, стає важко покращити поверхню слябу, та небажано щоб кути титанового слябу були потріскані або пошкоджені. Тому, у даному винаході, радіус кривизни дуги, який утворює скошену частину кутів прямокутної ливарної форми 31, бажано знаходиться в діапазоні від 2 до 50 мм, та більш бажано в діапазоні від 5 до 30 мм. Шляхом утворення внутрішньої поверхні форми гладким вигином з певним діапазоном, можна отримати титановий сляб з гарною затверділою структурою без тріщин та пошкоджень по кутах. У даному винаході, бажано, щоб радіус кривизни (rc) скошеної частини був пропорційним співвідношенню (а) довжини стінки форми короткої сторони до довжини стінки форми довгої сторони. Тобто, бажано утворити більшу скошену частину, з огляду на збільшення товщини одержаного зливку. Завдяки такій конструкції, даний винахід може бути прилаштований до прямокутних ливарних форм різної форми. У даному винаході, співвідношення (W/D) ширини (W) до товщини (D) форми бажано знаходиться в діапазоні від 2 до 10, та більш бажано в діапазоні від 2,5 до 8. Форма ливарної форми, використаної у даному винаході, бажано є прямокутною, та товщина форми бажано є тоншою з точки зору подальшого вальцювання. Однак, небажано щоб товщина була дуже маленькою з огляду на те, що рівень поглинання тепла мідною стінкою форми, охолодженою водою, збільшується та також збільшується кількість тепла, потрібного для постачання у об'єм форми. Тому, розмір форми має свою верхню та нижню межі у даному винаході, та в результаті різноманітних досліджень, верхня межа співвідношення (W/D) ширини до товщини форми становить 10. У випадку, коли ширина форми є короткою, так що співвідношення є більшим ніж верхня межа, рівень поглинання тепла з об'єму формою може збільшитись та також небажано може збільшитись кількість тепла, що дає промінь електронів відповідно до рівня поглинання. З іншого боку, у випадку, коли співвідношення (W/D) є меншим ніж нижня межа 2, поперечний переріз слябу може стати квадратним, співвідношення ширини до товщини форми стане близьким, та в результаті вже не можна бути досягти технічний результат даного винаходу. Більш того, у випадку, коли співвідношення є меншим ніж 1, співвідношення ширини до товщини є пероилежним, що не має сенсу для винаходу. Шляхом встановлення співвідношення (W/D) ширини до товщини форми в діапазоні від 2,5 до 8 бажано, навіть у випадку, коли форма є частково деформованою, можна надійно отримати сляб, що має встановлену ширину та товщину. У даному винаході, у випадку, коли промінь електронів опромінює об'єм близько від скошених частин форми об'єм 32 затискаються у прямокутній ливарній формі 31, бажано, щоб промінь електронів мав конфігурацію що була гомотетичною формі скошеної частини прямокутної ливарної форми 32 до скошених частин. Більш того, у випадку, коли скошена частина, утворена частиною дуги кола, бажано, щоб конфігурація променю електронів також мала форму кола, та радіус кола дорівнював радіусу кривизни дуги кола, що утворює скошені частини. Шляхом спрямування променю електронів з вищенаведеною конфігурацією на об'єм форми 1 32, енергія тепла попадає у кожен кут скошених частин прямокутної ливарної форми 31, та як результат поверхня кутів отриманого титанового слябу також може мати затверділу структуру, яка не має тріщин та пошкоджень. Як вищевказаний титановий сляб застосовують чистий титан та титановий сплав. Практично, даний винахід застосовують у випадку, коли титановий сляб виготовлено з використанням сировини титанової губки, та у випадку, коли титановий сплав слябу виготовлено з використанням титанової губки та добавки компонента сплаву. Далі, пояснюється бажаний спосіб одержання титанового слябу з посиланням на Фіг. 5. Фіг. 5 є конструкцію головного приладу печі для електронно-променевого плавлення придатної для виготовлення титанового слябу даного винаходу. У даному винаході, титанова сировина 10 поміщається у топку 4 та утворюється розплавлений метал 5 шляхом нагрівання та розплавлення променем електронів 2, випущеним з електронної гармати 1, розташованої на верхівці печі для електронно-променевого плавлення. Розплавлений метал 5 безперервно виливають у форму 3, розташовано знизу після топки 4. Розплавлений метал 5 безперервно наливають у форму 3, з'єднану з титановим об'ємом 6, утвореним всередині форми 3 та титановий сляб 7 твердіє по мірі того як титановий об'єм 6 7 UA 107565 C2 5 10 15 20 25 30 35 40 45 50 55 безперервно витягують Цей процес здійснюють таким чином, що поверхня титанового об'єму 6 підтримується на певному рівні. Топка 4 та форма 3 розташовані у камері для плавлення 11 та окремо від атмосфери, та всередині кімнати для плавлення підтримується понижений тиск. Титановий сляб 7, витягнутий з нижнього краю форми 3, безперервно подають у камеру для зливків 12, яка розташована близько до нижньої частини камери для плавлення 11. Бажано щоб на внутрішня поверхня камери для зливків 12 також підтримували понижений тиск, подібно до камери для плавлення 11. Шляхом підтримання пониженого тиску, ефективно попереджають проникнення повітря з камери для зливків 12 до камери для плавлення 11. Після того як титановий сляб 7 витягнуть з форми 3 повністю у камеру для зливків 12, бажано, щоб замковий клапан 20 закрив простір між камерою для плавлення 11 та камерою для зливків 12. Далі, бажано, щоб камеру для зливків 12 заповнили аргоном для відновлення тиску всередині камери для зливків 12 до досягнення нормального тиску, та щоб температура всередині камери для зливків 12 була понижена до температура близької до кімнатної температури. Титановий сляб 7, охолоджений до кімнатної температура, витягують у нормальну атмосферу шляхом відкривання двері, розташованої у камері для зливків 12, не показаної на фігурах У даному винаході, з точки зору підтримування бажаної довжини титанового слябу, бажано, щоб довжина камери для зливків 12 була щонайменше не менше ніж 5000 мм. У даному винаході, бажано щоб товщина форми 3 була такою щоб розплавити та отримати титановий сляб 7 відповідно, зокрема, в діапазоні від 150 до 300 мм. Більш того, бажано, щоб співвідношення (W/T) ширини (W) до товщини (Т) прямокутної ливарної форми знаходилось в діапазоні від 2 до 10. Шляхом використання прямокутної ливарної форми, що має вищенаведену форму, одержаний титановий сляб можна подавати безпосередньо в звичайну машину для гарячого вальцювання сталі, тощо. Далі, після витягування титанового слябу з печі для електронно-променевого плавлення, показаної на Фіг. 5, він піддається обробці, де приєднаний матеріал або опуклі та увігнуті частини тощо видаляють шляхом шліфування, тощо, нагріванням титанового слябу, та подаванням його у машину для гарячого вальцювання з підтримуванням високої температури, його можна піддати гарячій прокатці у рулон смуги. У даному винаході, як вищенаведену машину для вальцювання бажано використовують тандем-машину для вальцювання, машину для вальцювання Steckel та планетарний станок для вальцювання. Зокрема, тандем-машину для вальцювання бажано використовувати як при чорновому вальцюванні та при остаточному вальцюванні, під час того як титановий сляб піддають гарячій прокатці у рулон смуги. Для титанового слябу, розплавленого та виготовленого у вищезгаданій печі для електроннопроменевого плавлення, відповідно використовують машину для гарячого вальцювання для промислового виробництва сталі, та як результат, після гарячої прокатки одержують титанові рулони високої якості. Приклади Приклад 1 1. Необроблений матеріал: титанова губка 2. Апарат для плавлення: 1) випуск електронного променю Сторона топки: 1000 kW максимум Сторона форми: 400 kW максимум 2) прямокутна форма Розмір: товщина 270 мм χ ширина 1100 мм Структура: мідь, охолоджена водою 3) Напрямок виливання розплавленого металу у форму: від стінки форми короткої сторони прямокутної ливарної форми Використовуючи вищенаведений апарат та сировину, виготовили 5 титанових слябів, кожен шириною 1100 мм, товщиною 270 мм, та довжиною 5600, 6000, 7000, 8000, та 9000 мм. Вимірювання деформації по товщині та деформації по ширині вздовж повздовжнього напрямку титанового слябу здійснювали за вищенаведеним способом, деформація по товщині становила від 0,5 до 4 м та деформація по ширині становила від 0,5 до 2 мм на 1000 мм довжини слябу, та таким чином, лінійність титанового слябу була достатньою для подачі у машину для гарячого вальцювання для подальшої обробки. Приклад 2 8 UA 107565 C2 5 10 15 20 25 30 35 40 45 Окрім умов Прикладу 1, уздовж ширини прямокутної ливарної форми, інтенсивність променю електронів спрямованого на поверхню литого розплавленого титанового об'єму у прямокутній ливарній формі контролюють таким чином, що інтенсивність зменшується з стінки форми короткої сторони до протилежної стінки форми короткої сторони, де виливають розплавлений метал, для підтримки температури на поверхні об'єму прямокутної ливарної форми однорідною, та здійснювали розплавлення та виготовлення. В результаті, деформація по товщині та деформація по ширині отриманого титанового слябу були мінімальними та викривлення було не більше ніж 2 мм. Приклад З Після завершення обробки поверхні титанового слябу, отриманого в Прикладі 1, шляхом шліфування, титанові сляби подавали у машину для гарячого вальцювання сталі, щоб отримати рулони смуги товщиною 3-6 мм. Більш того, з рулонів смуги видаляли окалину дрібноструменовою обробкою та промиванням азотною кислотою та фторводневою кислотою, та піддавали холодному прокачуванню, щоб ефективно отримати тонкі пластини товщиною 0,31 мм. Приклад 4 Одержували 5 слябів титанового сплаву подібно до Прикладу 1, окрім того, що алюмінієвованадієвий сплав додавали до губчатого титану, щоб отримати сляб сплаву ЗАІ - 2,5V (промисловий стандарт Японії No. 61), кожен шириною 1100 мм. товщиною 270 мм, та довжиною 5600, 6000, 7000, 8000 та 9000 мм. Лінійність слябів титанового сплаву була достатньою для подачі у машину для гарячого вальцювання для подальшої обробки. Приклад 5 Чистий титановий сляб одержували використовуючи форму показану на Фіг 6 з поперечним перерізом кутових частин форми гомотетичної до рівноважної лінії твердої фази. В результаті огляду поверхні слябу після виготовлення, затверділа структура була в гарному стані, та не було виявлено тріщин та пошкоджень. Окрім цього, 1 мм поверхневого шару слябу було зрізано та сляб вальцювали з отриманням тонких пластин, та не було виявлено тріщин та пошкоджень. Потрібно відмітити, що вихід слябу після зрізання поверхні становив 98 %. Порівняльний Приклад 1 Титановий сляб одержували подібно до Прикладу 1, окрім того, що розплавлений метал виливали з стінки форми довгої сторони прямокутної ливарної форми. В результаті, без перешкод отримували титановий сляб, що мав попередньо визначену довжину; однак, деформація по товщині становила 6-15 мм та деформація по ширині становила 3-5 мм на 1000 мм довжини, та сляб не могли подати у машину для гарячого вальцювання в такому вигляді як він був. Тому, була необхідна обробка коректуючою машиною з метою покращення лінійності, та тільки після цього могли одержати рулон тонкої пластини. Порівняльний Приклад 2 Титановий сляб одержували подібно до Прикладу 5, окрім того, що використовували традиційну форму, внутрішня частина якої також є прямокутною, замість форми даного винаходу, в якій внутрішня частина має вигнуту поверхню. В результаті, поверхня паралельної частини слябу була у гарному стані; однак, поверхня була не рівна біля кутів та спостерігали тонкі тріщини. Потім, поверхню ґрунтували на 5 мм та вальцювали з отриманням тонкої пластини. Не утворювалось тріщин або пошкоджень Однак внаслідок того, що перед вальцюванням здійснювали шліфування, вихід знизився до 95 % Завдяки даному винаходу, можна виготовити титанові сляби високої якості, використовуючи обладнання для плавлення з використанням променю електронів, що знизить витрати на виробництво титанових продуктів. ФОРМУЛА ВИНАХОДУ 50 55 60 1. Титановий сляб для гарячого вальцювання, отриманий безпосередньо з ливарної форми печі для електронно-променевого плавлення, який має деформацію не більше ніж 5 мм по товщині у поздовжньому напрямку та деформацію не більше ніж 2,5 мм по ширині у поздовжньому напрямку, обидві на довжину сляба 1000 мм, який відрізняється тим, що скошені частини, що мають радіус кривизни в діапазоні від 5 до 50 мм, утворені по кутах титанового сляба для гарячого вальцювання. 2. Титановий сляб для гарячого вальцювання за п. 1, який відрізняється тим, що співвідношення (W/T) ширини (W) до товщини (Т) титанового сляба для гарячого вальцювання знаходиться в діапазоні від 2 до 10 та співвідношення (L/W) довжини (L) до ширини становить не менше ніж 5. 9 UA 107565 C2 5 10 15 20 25 30 35 3. Титановий сляб для гарячого вальцювання за п. 2, який відрізняється тим, що його товщина знаходиться в діапазоні від 150 до 300 мм, його ширина становить не більше ніж 1750 мм та його довжина становить не менше ніж 5000 мм. 4. Титановий сляб для гарячого вальцювання за будь-яким з пп. 1-3, який відрізняється тим, що титановий сляб є технічно чистим титаном або титановим сплавом. 5. Спосіб виготовлення титанового сляба для гарячого вальцювання за п. 1, за яким на титановмісну сировину спрямовують промінь електронів електронно-променевого обладнання, розплавляють її, після чого виливають одержаний розплав титану з верхньої частини стінки в коротку сторону прямокутної ливарної форми, що вмонтована в задане електронно-променеве обладнання, і де розплав титану у подальшому кристалізують в титановий сляб. 6. Спосіб виготовлення титанового сляба для гарячого вальцювання за п. 5, який відрізняється тим, що обладнання для електронно-променевого плавлення титану в розплав додатково містить додаткове обладнання для електронно-променевого плавлення титану, спрямоване на сировину, де інтенсивність променя електронів, спрямованого на поверхню ванни, сформованої вилитим розплавом титану у прямокутній ливарній формі, контролюється таким чином, що інтенсивність зменшується від найкоротшої бічної стінки форми до протилежної найкоротшої стінки форми, куди виливається розплавлений титан. 7. Спосіб виготовлення титанового сляба для гарячого вальцювання за п. 5 або 6, який відрізняється тим, що скошені частини титанового сляба утворені по кутах прямокутної ливарної форми та скошена частина має форму, подібну до рівноважної лінії твердої фази, яка є поверхнею розділу між ванною розплавленого титану в формі та оточуючою затверділою фазою. 8. Спосіб виготовлення титанового сляба для гарячого вальцювання за п. 6 або 7, який відрізняється тим, що використовують форму, в якій частини утворені по кутах прямокутної ливарної форми і скошені частини є частиною дуги кола, та радіус кривизни (rc) дуги кола знаходиться в діапазоні від 2 до 50 мм. 9. Спосіб виготовлення титанового сляба для гарячого вальцювання за будь-яким з пп. 5-8, який відрізняється тим, що використовують форму, в якій співвідношення (W/D) ширини (W) до товщини (D) прямокутної ливарної форми знаходиться в діапазоні від 2 до 10. 10. Спосіб виготовлення титанового сляба для гарячого вальцювання за будь-яким з пп. 5-9, який відрізняється тим, що використовують форму, в якій радіус кривизни (rc) скошених частин прямокутної ливарної форми має пропорційне співвідношення зі співвідношенням () довжини стінки форми короткої сторони до стінки форми довгої сторони. 11. Спосіб гарячого вальцювання титанового сляба, який включає стадію де титановий сляб для гарячого вальцювання за будь-яким з пп. 1-4 піддають гарячій прокатці у рулон смуги задопомогою машини для гарячого вальцювання. 12. Спосіб гарячого вальцювання титанового сляба за п. 11, який відрізняється тим, що машину для вальцювання вибирають з тандем-машини для вальцювання, машини для вальцювання Steckel та планетарної машини для вальцювання. 10 UA 107565 C2 11 UA 107565 C2 Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 12
ДивитисяДодаткова інформація
Назва патенту англійськоюHot-rolled titanium slab melted by electronbeam melting furnace, method of melting and method of hot-rolling titan slab
Автори російськоюTanaka, Hisamune, Yamamoto, Norio, Shiraki, Takeshi, Oda, Takashi, Miyazaki, Yoshimasa, Fujii, Yoshihiro, Takanashi, Kazuhiro
МПК / Мітки
МПК: B22D 21/00, B22D 27/02, B22D 11/00, B22D 11/041, B21B 3/00
Мітки: електронно-променевої, сляб, одержаний, виготовлення, спосіб, гарячого, печі, вальцювання, титановій, сляба, допомогою, титанового
Код посилання
<a href="https://ua.patents.su/14-107565-titanovijj-slyab-dlya-garyachogo-valcyuvannya-oderzhanijj-za-dopomogoyu-elektronno-promenevo-pechi-sposib-jjogo-vigotovlennya-ta-sposib-valcyuvannya-titanovogo-slyaba.html" target="_blank" rel="follow" title="База патентів України">Титановий сляб для гарячого вальцювання, одержаний за допомогою електронно-променевої печі, спосіб його виготовлення та спосіб вальцювання титанового сляба</a>
Титановий сляб для застосування в гарячій прокатці і спосіб його отримання
Номер патенту: 106712
Опубліковано: 25.09.2014
Автори: Тацудзава Есицугу, Фудзіі Хідекі, Такахасі Кадзухіро, Кунієда Томонорі
МПК: C22F 1/00, B22D 7/00, C22F 1/18, B22D 30/00, B22D 21/00, C22C 14/00
Мітки: отримання, застосування, прокатці, гарячій, спосіб, сляб, титановій
Формула / Реферат:
1. Титановий сляб для гарячої прокатки, отриманий з технічно чистого титану, який відрізняється тим, що середня концентрація Fe до глибини 10 мм в напрямку товщини від поверхневого шару поверхні, яка відповідає поверхні прокатки, менша або дорівнює 0,01 мас. %.2. Титановий сляб за п. 1, який відрізняється тим, що в перерізі, перпендикулярному подовжньому напрямку сляба для гарячої прокатки, колишні b-зерна структури є...
Спосіб отримання зливка титанового сплаву пошаровою кристалізацією в електронно-променевій установці з проміжною ємністю
Номер патенту: 100279
Опубліковано: 10.12.2012
Автори: ТРИГУБ Микола Петрович, Корнійчук Валерій Данилович, Березос Володимир Олександрович, Северин Андрій Юрійович
МПК: C22B 9/22, C22B 1/02, C22B 4/06, C22C 14/00
Мітки: установці, зливка, пошаровою, кристалізацією, сплаву, титанового, проміжною, спосіб, електронно-променевий, ємністю, отримання
Формула / Реферат:
Спосіб отримання зливка титанового сплаву пошаровою кристалізацією в електронно-променевій установці з проміжною ємністю, який включає в себе плавлення електронними променями шихтової заготовки з титанових сплавів в проміжну ємність, обігрівання утвореного розплаву електронними променями в проміжній ємності, періодичне зливання порцій цього розплаву в кристалізатор, постійне обігрівання в кристалізаторі поверхні утворюваного зливка...
Спосіб виготовлення обладнання для виробництва титанового прокату
Номер патенту: 26377
Опубліковано: 10.09.2007
Автор: Пономаренко Андрій Валентинович
МПК: B21B 1/46
Мітки: виробництва, прокату, спосіб, обладнання, виготовлення, титанового
Формула / Реферат:
Спосіб виготовлення обладнання для виробництва титанового прокату, що включає формування агрегату для виробництва титанового прокату з роторно-ливарної машини з дозувальним пристроєм, ножиців для різки, прокатного стану зі станиною та валками, штабелера, моталки та листоштампувального автомата, який відрізняється тим, що встановлюють дозувальний пристрій роторно-ливарної машини з змінною ділянкою безперервного розливання сировини по ширині в...
Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби і пристрій для його здійснення
Номер патенту: 89275
Опубліковано: 11.01.2010
Автори: Грамер Андреас, Резе Хайнріх, Габріель Хайнц Дітер, Тіммербойль Вальтер, Кремер Штефан, Зайдель Юрген, Ріхтер Ханс-Петер
МПК: B22D 11/14, B21C 1/02, B08B 3/02, B22D 11/22, B21B 1/46, B22D 11/06, B08B 3/00
Мітки: видалення, пристрій, штаби, гарячого, здійснення, окалини, установці, сляба, обробки, спосіб, прокатування, тонкого
Формула / Реферат:
1. Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби, в якому передбачене розпилення рідкого газу на очищувані поверхні тонкого сляба або штаби, який відрізняється тим, що рідким газом є поєднання кріогенів з несучим середовищем, при цьому кріоген, що випаровується, разом з несучим середовищем і частинками окалини відсмоктують з тонких слябів або зі штаби.2. Спосіб...
Спосіб отримання заготовок, переважно для гарячого прокатування листового біметалу, шляхом електрошлакового наплавлення сляба, виконаного з вуглецевої сталі
Номер патенту: 51757
Опубліковано: 16.12.2002
Автори: Шевцов Віктор Львович, Пузрін Леонід Густавович, Крутіков Радій Георгійович, Хаецький Сергій Петрович, Майданнік Володимир Яковлевич
МПК: B22D 19/08, B23K 25/00, B22D 19/16
Мітки: сляба, біметалу, сталі, наплавлення, виконаного, переважно, прокатування, гарячого, отримання, заготовок, шляхом, листового, електрошлакового, вуглецевої, спосіб
Формула / Реферат:
1. Спосіб отримання заготовок, переважно для гарячого прокатування листового біметалу, шляхом електрошлакового наплавлювання сляба, виконаного з вуглецевої сталі, з використанням нерухомого електрода, підключеного до однофазного джерела струму, згідно з яким на грані нерухомого електрода наносять покриття, при цьому на широку грань з боку, зверненого до наплавлюваної поверхні, наносять легкоплавке покриття, а з боку кристалізатора -...
Попередній патент: Фармацевтична композиція контрольованого вивільнення, яка містить нітазоксанід
Наступний патент: Пестицидні композиції
Випадковий патент: Гірка настоянка "бренді-золоте руно"