Спосіб отримання заготовок, переважно для гарячого прокатування листового біметалу, шляхом електрошлакового наплавлення сляба, виконаного з вуглецевої сталі
Номер патенту: 51757
Опубліковано: 16.12.2002
Автори: Пузрін Леонід Густавович, Крутіков Радій Георгійович, Хаецький Сергій Петрович, Шевцов Віктор Львович, Майданнік Володимир Яковлевич
Формула / Реферат
1. Спосіб отримання заготовок, переважно для гарячого прокатування листового біметалу, шляхом електрошлакового наплавлювання сляба, виконаного з вуглецевої сталі, з використанням нерухомого електрода, підключеного до однофазного джерела струму, згідно з яким на грані нерухомого електрода наносять покриття, при цьому на широку грань з боку, зверненого до наплавлюваної поверхні, наносять легкоплавке покриття, а з боку кристалізатора - тугоплавке покриття, який відрізняється тим, що наплавлення здійснюють послідовно окремими ділянками, при цьому при наплавленні першої ділянки як покриття для вузьких граней електрода використовують тугоплавку речовину, а при наплавленні всіх наступних ділянок для покриття вузької грані електрода, зверненої до попереднього наплавленого покриття, використовують принаймні одну з наступних речовин: фтористий натрій, фтористий літій, хлористий кальцій та хлористий барій.
2. Спосіб за п. 1, який відрізняється тим, що наплавлення ведуть одночасно в двох різних місцях сляба двома електродами.
Текст
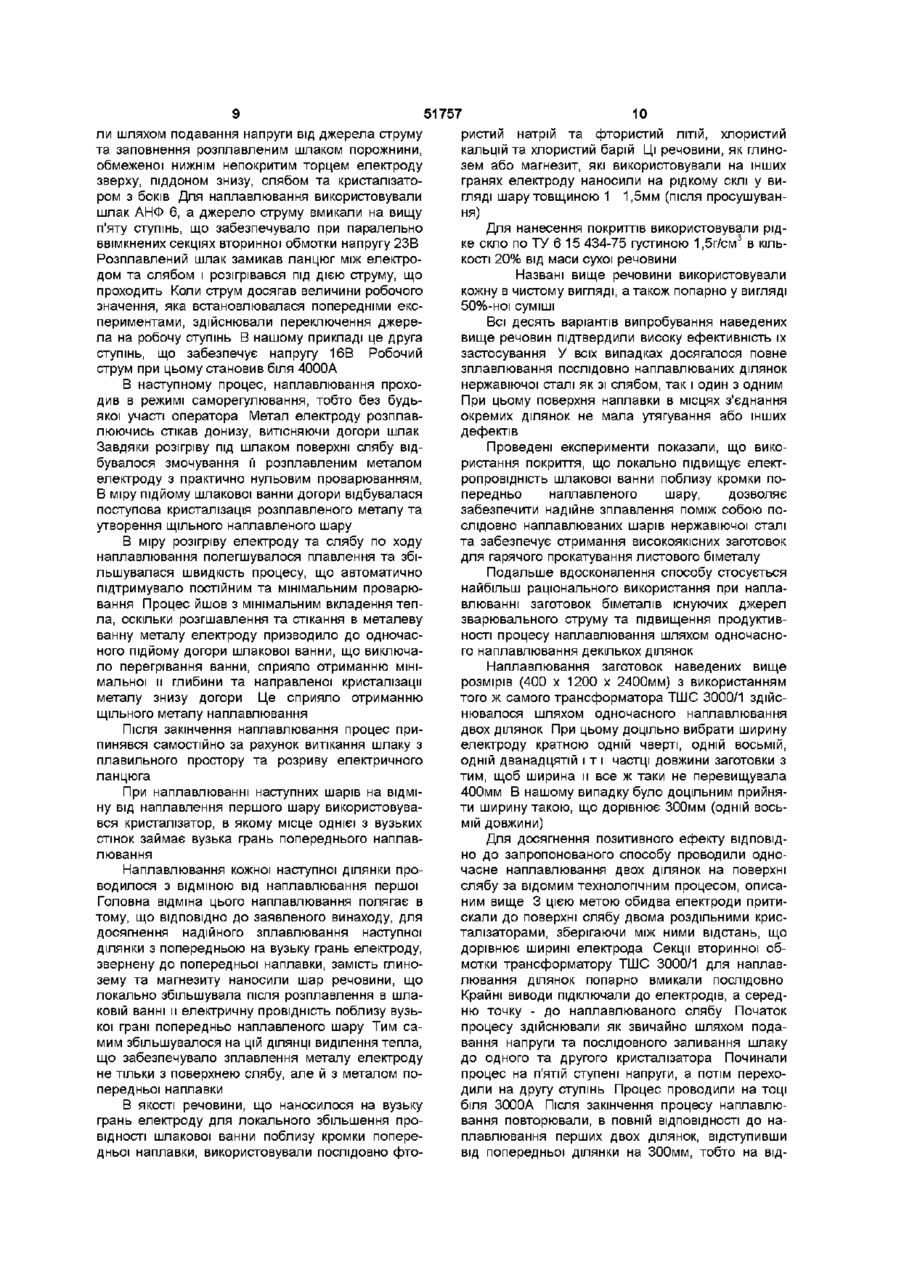
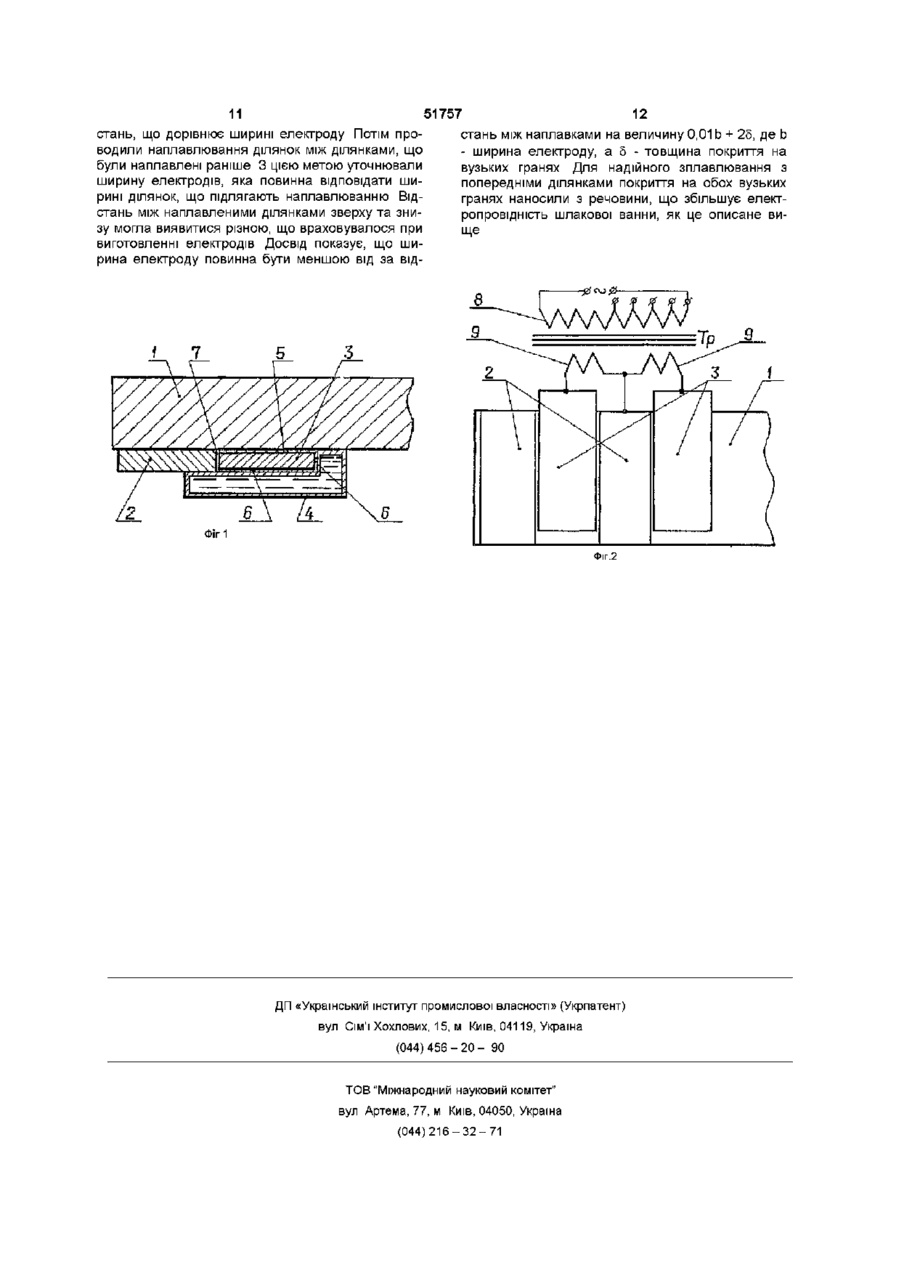
1 Спосіб отримання заготовок, переважно для гарячого прокатування листового біметалу, шляхом електрошлакового наплавлювання сляба, виконаного з вуглецевої сталі, з використанням нерухомого електрода, підключеного до однофазного джерела струму, згідно з яким на грані нерухомого електрода наносять покриття, при цьому на широку грань з боку, зверненого до наплавлюваної поверхні, наносять легкоплавке покриття, а з боку кристалізатора - тугоплавке покриття, який відрізняється тим, що наплавлення здійснюють послідовно окремими ділянками, при цьому при наплавленні першої ділянки як покриття для вузьких граней електрода використовують тугоплавку речовину, а при наплавленні всіх наступних ділянок для покриття вузької грані електрода, зверненої до попереднього наплавленого покриття, використовують принаймні одну з наступних речовин фтористий натрій, фтористий ЛІТІЙ, хлористий кальцій та хлористий барій 2 Спосіб за п 1, який відрізняється тим, що наплавлення ведуть одночасно в двох різних місцях сляба двома електродами О 1 Ю Дійсний винахід стосується електрошлакового наплавлення нерухомим електродом великих поверхонь, переважно поверхонь заготовок для прокатування товстого біметалевого листу з одно- або двостороннім покриттям з корозійностійкої сталі Біметалевий лист з корозійностійким покриттям знаходить широке застосування в хімічному, енергетичному, харчовому, транспортному машинобудуванні, судно будівництві та інших важливих галузях промисловості Тому вдосконалення способів отримання біметалевого листу є актуальним Основним способом виробництва біметалевого листу, як відомо, є гаряче прокатування складених пакетів Головною ВІДМІНОЮ ЦЬОГО способу є те, що для отриманння надійного з'єднання шарів різнорідної сталі необхідне гаряче прокатування з 5 7 разовим, а краще з 10 разовим та більше стиску ванням (С А Голованенко, Л В Меандров, Производство биметаллов М Металлургия, 1966 304с - стр 179) При виробництві товстолистового біметалу таке стискування забезпечити часто не вдається, оскільки можливості прокатувального обладнання обмежують вихідну товщину складеного пакету (Меандров Л В Двухслойные коррозионностойкие стали за рубежом - М Металлургия, 1970, 232с - стр 17) Це робить нестабільною якість біметалу, а численні вдосконалення технологи невиправдано ускладнюють та здорожують виробництво Тому для виготовлення товстолистового біметалу робляться численні спроби розробити технологічні процеси отримання заготовок, що мають з'єднання шарів різнорідних сталей до прокатування Спроби використати для цієї мети зварювання ю 51757 процес зварювання або наплавлювання йде в режимі саморегулювання без будь-якої участі оператора Електричний струм, проходячи через шлакову ванну, призводить до и розігріву та оплавлення електроду і поверхні зварюваної або наплавлюваноі деталі Як тільки метал розплавлюється, він стікає донизу, а більш легкий шлак підіймається вгору на місце розтопленого металу Завдяки цьому виключається перегрів металу і проварювання наплавлюваної заготовки виявляється мінімальним та стабільним В міру того як електрод та основний метал розігріваються швидкість плавлення зростає і, ВІДПОВІДНО, збільшується швидкість зварювання або наплавлення За рахунок цього глибина проварювання зберігається мінімальною та стабільною Стабільність проварювання підтверджена не тільки численними експериментами, а й багаторічним досвідом застосування електрошлакового наплавлення нерухомим електродом в виробництві біметалевих заготовок на заводі "Електросталь" (Пузрин С Г, Городецкий АШ Стабилизация провара основного металла при электрошлаковой наплавке неподвижным электродом/ /Проблемы электропшаковой технологии Киев Наук думка - 1978 - с 62 - 66) Окрім стабільного мінімального проварювання нерухомий електрод забезпечує значне спрощення техніки Для отримання стабільного складу антикороелектрошлакового зварювання та наплавлення зійного шару було запропоновано замінити наплаВін виключає необхідність безперервного підтривлення електрошлаковим зварюванням - привамання постійної відстані між електродом та зварюрювати до слябу лист нержавіючої сталі, що має ваними кромками в глибокому зазорі, стабільної постійний ХІМІЧНИЙ склад (Луцюк-Худин В А Новый швидкості подачі електроду та глибини шлакової способ производства толстолистового двухслойванни, що потрібне при використанні електрода з ного проката - Киев Наукова думка, 1965 - 62с) примусовою подачею Це сприяє високій надійносЦей спосіб однак зберіг ваду наплавлювання з ті процесу зварювання та наплавлення нерухомим постійною швидкістю, що виявляється у нестабіелектродом в виробничих умовах льності проварювання та ВІДПОВІДНО складу металу шва, що приводило до зруйнування шва при Завдяки відсутності перегріву металева ванна прокатуванні або наступній обробці листа, а скламає невелику глибину, що полегшує отримання дність технології та збільшена витрата високоленаправленої вгору сприятливої кристалізації метагованих матеріалів зашкодили його подальшому лу промисловому використанню Окрім вказаних переваг спосіб зварювання та наплавлення нерухомим електродом відрізняє ще Нарешті в 70-і роки Інститут електрозварюй те, що завдяки відсутності контакту шлакової та вання їм Е О Патона запатентував спосіб, вільметалевої ванн з атмосферою забезпечується ний від вказаних вище недоліків, притаманних всім практично повний перехід в литий метал навіть електрошлаковим способам, що ґрунтуються на найлегкоокислюваних елементів, наприклад, таких примусовій подачі електроду, що витрачається як титан (Авт свід №332680, заявлено 30 06 1970р) Це спосіб електрошлакового зварювання - та наплавВказані переваги дозволяють з успіхом застолення нерухомим електродом При цьому способі совувати електрошлакове наплавлювання нерувикористовують електрод, що дорівнює шву або хомим електродом для наплавлювання корозійнонаплавлюваному шарові Такий електрод розмістійких високолегованих сталей, що містять щують в плавильному просторі з дуже малими легкоокислювані елементи та вимагають для збезазорами, що дорівнюють тепловому розширенню реження високих антикорозійних якостей мінімаелектроду при температурі плавлення На практильного розбавлення їх металом основного шару, ці електрод заздалегідь покривають поруватим тобто мінімальної глибини проплавлення при наелектроізоляційним покриттям, об'єм твердої часплавці тини якого дорівнює об'єму шлакової скорини, яка Поряд з цим застосування відомих способів утворюється на поверхні шва або наплавки, а об'наплавлення нерухомим електродом для біметаєм пор дорівнює об'єму теплового розширення левих заготовок великого розміру наштовхується електроду, та установлюють його щільно до звана певні труднощі, пов'язані з тим, що як показує рюваних чи наплавлюваних деталей (Авт свід досвід, ширина наплавлюваної ділянки не повинна СРСР №494909, заявлено 16 08 1972р ) Електрод перевищувати 400мм За більшої ширини процес підключають до одного з полюсів джерела зварюнаплавлення нерухомим електродом не завжди вального току, а зварювані або наплавлювані дезабезпечує потрібну стабільність Тому процес талі до іншого полюсу Під НИЖНІЙ торець електронаплавлювання заготовок біметалу слід проводити ду заливають розплавлений шлак, після чого по частинам, послідовно наплавлюючи окремі дівибухом та дугове наплавлення виявилися економічно невиправданими в умовах виробництва (Меандров Л В Двухслойные коррозионностойкие стали за рубежом - М Металлургия, 1970, 232с стр 56) Найбільш прийнятними для умов металургійного виробництва виявились способи, що ґрунтуються на використанні електрошлакового процесу В 1945р Р Гойкинсом (пат США №2525133 Спосіб виробництва композиційних виробів, заявлено 22 06 45р ) було запропоновано спосіб вертикального наплавлення під флюсом (по суті електрошлакового наплавлення) слябів для отримання біметалевих заготовок Однак численні спроби, що робилися в 50-ті та 60-ті роки, отримати з використанням вертикального електрошлакового наплавлення шари стабільної якості не увінчалися успіхом ні в СРСР, ні за кордоном Основною причиною невдач стало те, що при наплавлюванні з постійною швидкістю, яка зумовлюється постійною швидкістю подачі присадочного металу, розігрівання наплавлюваного металу безперервно збільшує глибину проварювання Це призводить до нестабільності складу та товщини наплавки Крім того, техніка наплавлювання у вузькому та глибокому зазорі є складною та ненадійною 51757 лянки шириною не більше 400 мм, забезпечуючи при цьому надійне сплавлення окремих ділянок одна з одною При спробі проводити наплавлювання нержавіючої сталі на сляб, для його наступного прокатування в товстий біметалевий лист з використанням нерухомого електроду за канонічним способом з поруватим ІЗОЛЯЦІЙНИМ покриттям (Авт свід СРСР №494909) надійне зплавлення почережно наплавлюваних шарів проміж собою було відсутнє Причина цього міститься в переважному проходженні зварювального струму між нерухомим електродом та розігрітою наплавлюваною поверхнею слябу При цьому кромка заздалегідь наплавлюваного шару нержавіючої сталі виявлялася нагрітою недостатньо для зплавлювання з наплавлюваним металом сусідньої ділянки Розвитком способу електрошлакового наплавлювання нерухомим електродом є винахід за авторським свідоцтвом СРСР №759270, згідно з яким на різні грані нерухомого електроду наносять покриття з різною температурою плавлення Згідно з цим винаходом для покращення технологічних та енергетичних характеристик процесу на грань електроду, що звернена до наплавлюваної поверхні, наносять легкоплавкі покриття, а на грані, звернені до стінок кристалізатору - тугоплавкі Це покращує нагрів наплавлюваної поверхні та зменшує шунтування електричного струму стінкою кристалізатора, яке призводить до марних теплових втрат Використання винаходу за авторським свідоцтвом СРСР №759270 для покращення якості зплавлення окремих ділянок, що наплавлюються послідовно, шляхом нанесення легкоплавкого покриття не тільки на широку грань електроду, звернену до слябу, але й на вузьку грань з боку наплавленої раніше ділянки майже не покращило зплавлення, оскільки одночасний тепловідвід до слябу та металу наплавленої раніше ділянки не компенсувався в цьому МІСЦІ більш інтенсивним нагріванням шлакової ванни Основною задачею винаходу є вдосконалення відомого способу за рахунок того, що електрошлакове наплавлення слябу здійснюють послідовно окремими ділянками, притому технологія наплавлення першої ділянки відрізняється від технології наплавлення наступних ділянок складом покриття, що наноситься на вузькі грані нерухомого електроду, що збільшує електропровідність розплавленого шлаку поблизу кромки раніше наплавленої ділянки, збільшує ЩІЛЬНІСТЬ струму та, ВІДПОВІДНО, тепловиділення, необхідне для надійного зплавлення наплавлюваного металу з металом, що був наплавлений раніше, і тим самим підвищує якість отриманих заготовок Крім того, задачею винаходу є підвищення продуктивності процесу послідовного наплавлювання нерухомим електродом за рахунок одночасного наплавлювання окремих ділянок попарно шляхом використання для цього однофазного джерела струму з підключенням КІНЦІВ вторинної обмотки до двох електродів, які здійснюють наплавлювання окремих ділянок, а середньої точки обмотки - до наплавлюваної заготовки Задача досягається тим, що в способі отри мання заготовок переважно для гарячого прокатування листового біметалу шляхом електрошлакового наплавлювання слябу, виконаного з вуглецевої сталі, з використанням нерухомого електроду, підключеного до однофазного джерела струму, за яким на грані нерухомого електроду наносять покриття, при тому на широку грань з боку, зверненого до наплавлюваної поверхні, наносять легкоплавке покриття, а з боку кристалізатора - тугоплавке покриття, наплавлення здійснюють послідовно окремими ділянками, при цьому при наплавленні першої ділянки в якості покриття для вузьких граней електроду використовують тугоплавку речовину, а при наплавленні всіх наступних ділянок для покриття вузької грані електроду, зверненої до попередньої наплавки, використовують принаймні одну з наступного ряду речовин фтористий натрій, фтористий ЛІТІЙ, хлористий кальцій та хлористий барій Крім того, для підвищення продуктивності процесу наплавлення ведуть одночасно в двох різних місцях слябу двома електродами Дійсний винахід усуває недолік відомого способу наплавлення нерухомим електродом шляхом нанесення на звернену до раніше наплавленої ділянки вузьку грань електроду речовини, що є ізолятором в твердому стані, але різко збільшує локальну електропровідність розплавленого шлаку в зварювальній ванні в процесі розчинення в ній Такими, речовинами є фтористий натрій, фтористий ЛІТІЙ, хлористий кальцій та хлористий барій Експерименти, проведені з нанесенням вказаних речовин на кромку нерухомого електроду (за допомогою рідкого скла) показали високу ефективність запропонованого способу При нанесенні шару товщиною 1,0 - 1,5мм кожної з чотирьох вказаних речовин при наплавленні шару сталі 12Х18Н ЮТ товщиною 30мм при ширині електроду 300мм з використанням для наплавлення шлаку АНФ6 (70% фтористого кальцію та 30% глинозему) вдавалося отримати у всіх випадках надійне зплавлення бокових граней послідовно наплавлюваних шарів При цьому забезпечувалося отримання гладкої зовнішньої поверхні без утяжок в місцях з'єднання Такий же ефект був досягнутий при використанні різних сумішей цих речовин Позитивний вплив використання речовин, що підвищують електропровідність шлаку вздовж вузької грані електроду, пояснюється тим, що в цьому МІСЦІ збільшується ЩІЛЬНІСТЬ струму, що при зводить до локального збільшення виділення тепла Це сприяє необхідному розігріву бокової грані попередньо наплавленого шару та його зплавленню з наплавлюваним металом Для надійного зплавлення попередньо наплавленої ділянки з наступною при наплавленні останнього на бічну грань нерухомого електроду, звернену до наплаваленої ділянки, заздалегідь наносять речовину, що є ізолятором в твердому стані, а при переході його в розплавлений шлак збільшує локально електропровідність шлаку та ВІДПОВІДНО виділення тепла, в КІЛЬКОСТІ, ЩО забезпечує зплавлення рідкого металу з металом наплавленої раніше ділянки Подальшим вдосконаленням запропонованого 51757 8 представлено вид спереду наплавлюваного слябу 1 з попередньо наплавленими ділянками 2 та встановленими для наплавлювання чергових двох ділянок нерухомими електродами 3 Кристалізатори на малюнку умовно не показані Над слябом розміщено схематичне зображення силового трансформатору, що має первинну обмотку 8 з відгалуженнями, що служать для змінення робочої напруги, та двохсекційну вторинну обмотку 9, секції якої з'єднані послідовно На схемі показано, що з крайніми виводами вторинної обмотки з'єднані електроди 3, а сляб 1 підключено до її середньої точки Спосіб здійснюється наступним чином Для отримання, наприклад, біметалевого листа розміром 80 х 2400 х 6000мм шляхом гарячого прокатування біметалевої заготовки и розміри повинні становити 400 х 1200 х 2400мм Прокатування заготовки при цьому проводиться в поперечному напрямку з п'ятиразовим стисненням по товщині Товщина шару нержавіючої сталі 12Х18Н10Т в листі з умов корозійної СТІЙКОСТІ становить 6мм ВІДПОВІДНО В заготовці товщина наплавлюваного шару нержавіючої сталі становить ЗО мм, а товщина слябу вуглецевої сталі - 370мм Суть винаходу пояснює Фіг 1, на якій зображеТаку товщину сляб повинен мати після механічної ний в розтині, вид зверху, наплавлюваний сляб з обробки поверхні, що підлягає наплавлюванню вуглецевої сталі 1 На сляб 1 попередньо було проведено наплавлювання за відомим способом Наплавлювання заготовки вказаного розміру нерухомим електродом ділянки 2 з нержавіючої проводилося ділянками вздовж ширини заготовки сталі Поруч з цією ділянкою підготовлені до наПершу ділянку наплавлювали у повній ВІДПОВІДНОплавлювання наступної ділянки нерухомий електСТІ з винаходом за авторським свідоцтвом род 3 та кристалізатор 4 Нерухомий електрод З №759270 на всіх чотирьох гранях має покриття, яке електЗ цією метою для наплавлювання використорично ізолює його від наплавлюваних поверхонь вували електрод з сталі 12Х18Н10Т, товщина якота кристалізатору го дорівнювала товщині наплавлюваного шару В нашому прикладі тому, товщина електроду станоПри цьому з боку наплавлюваної поверхні вила 30мм Ширина електроду приймалася кратслябу широка грань електроду вкрита поруватим ною довжині заготовки, але не більше 400мм В легкоплавким покриттям 5 та з боку кристалізатонашому випадку вона становила 400мм для нара широка та вузька грані електроду вкриті тугопплавлювання послідовно шістьома ділянками Долавким покриттям 6 згідно з відомим способом вжина електроду має перевищувати довжину наВідміна дійсного способу від відомого полягає в плавлюваної ділянки на величину, необхідну для нанесенні на вузьку грань електроду, що звернена закріплення на ньому струмопідводу Звичайно до попередньо наплавленої ділянки, покриття з вона становить близько 100мм В нашому прикладі речовини 7, яка в звичайних умовах є ізомером, довжина наплавлюваної ділянки дорівнювала шиале після розплавлення має підвищену електрорині заготовки, тобто 1200мм, і довжина електроду провідність в шлаковій ванні в процесі наплавлюстановила 1300мм На бічну широку грань електвання Такими речовинами є фтористий натрій, роду та обидві вузькі на довжині 1200мм від нижфтористий ЛІТІЙ, хлористий кальцій, хлористий нього торця щіткою наносили покриття з глинозебарій та їх суміші, які наносять на електрод рівному на рідкому склі з наступним просушуванням мірним шаром заданої товщини (1 1,5мм) у витовщиною біля 1мм в сухому стані На іншу широгляді паст, виготовлених, наприклад, на рідкому ку грань електроду наклеювали за допомогою рідсклі, після чого просушують кого скла шар склорогожі ТР-056-ГВС-9 товщиною Підготовлене таким чином покриття, розплав1мм Електрод встановлювали гранню зі склоролюючись в процесі наплавлювання, збільшує елегожею щільно до обробленої поверхні слябу та ктропровідність робочого шлаку в безпосередній притискали до слябу кристалізатором При цьому близькості до кромки попередньо направлено діміж нижнім торцем електроду та піддоном кристалянки, збільшує і цьому МІСЦІ виділення тепла, що лізатору зоставляли зазор, що дорівнював глибині забезпечує надійне зплавлення наплавлюваного шлакової ванни (50мм) Електрод за допомогою металу з кромкою ділянки попереднього наплавструмопідводу підключали до одного полюсу джелювання рела зварювального струму, а наплавлюваний Крім того, для збільшення продуктивності просляб до іншого В якості джерела струму викорисцесу наплавлювання слябу в нашому способі протовували трансформатор ТШС3000/1 Цей транспонується проводити одночасне наплавлювання форматор має двохсекційну вторинну обмотку двох ділянок з живленням від одного джерела Для наплавлювання в нашому прикладі секції вмиструму кали паралельно Процес наплавлювання починаСуть пропозиції пояснює Фіг 2 на кресленні способу є пропозиція проводити наплавлення двох або попарно більшого числа ділянок одночасно Це дозволяє підвищувати продуктивність процесу та використовувати для наплавлення звичайні зварювальні трансформатори найбільш раціонально При використанні нерухомого електроду внаслідок дуже малих зазорів між електродом та наплавлюваною поверхнею потрібна напруга приблизно в два рази нижча, ніж при інших процесах зварювання та наплавлювання Ця обставина дозволяє використовувати, звичайні зварювальні джерела для одночасного наплавлювання двох ділянок шляхом підключення середньої точки вторинної обмотки до слябу, а її крайніх виводів до нерухомих електродів, розміщених в двох роздільних кристалізаторах Такий прийом дозволяє в значній мірі збільшити продуктивність запропонованого способу послідовного наплавлювання біметалу окремими ділянками Крім того, цей прийом дозволяє найбільш раціонально завантажити силові лінії як однофазні, так і трьохфазні, а також найбільш повно використовувати можливості джерел зварювального струму 51757 10 ристий натрій та фтористий ЛІТІЙ, хлористий ли шляхом подавання напруги від джерела струму кальцій та хлористий барій Ці речовини, як глинота заповнення розплавленим шлаком порожнини, зем або магнезит, які використовували на інших обмеженої нижнім непокритим торцем електроду гранях електроду наносили на рідкому склі у визверху, піддоном знизу, слябом та кристалізатогляді шару товщиною 1 1,5мм (після просушуванром з боків Для наплавлювання використовували ня) шлак АНФ 6, а джерело струму вмикали на вищу п'яту ступінь, що забезпечувало при паралельно Для нанесення покриттів використовували рід3 ввімкнених секціях вторинної обмотки напругу 23В ке скло по ТУ 6 15 434-75 густиною 1,5г/см в КІЛЬРозплавлений шлак замикав ланцюг між електроКОСТІ 20% від маси сухої речовини дом та слябом і розігрівався під дією струму, що Названі вище речовини використовували проходить Коли струм досягав величини робочого кожну в чистому вигляді, а також попарно у вигляді значення, яка встановлювалася попередніми екс50%-ноі суміші периментами, здійснювали переключення джереВсі десять варіантів випробування наведених ла на робочу ступінь В нашому прикладі це друга вище речовин підтвердили високу ефективність їх ступінь, що забезпечує напругу 16В Робочий застосування У всіх випадках досягалося повне струм при цьому становив біля 4000А зплавлювання послідовно наплавлюваних ділянок нержавіючої сталі як зі слябом, так і один з одним В наступному процес, наплавлювання прохоПри цьому поверхня наплавки в місцях з'єднання див в режимі саморегулювання, тобто без будьокремих ділянок не мала утягування або інших якої участі оператора Метал електроду розплавдефектів люючись стікав донизу, витісняючи догори шлак Завдяки розігріву під шлаком поверхні слябу відПроведені експерименти показали, що викобувалося змочування її розплавленим металом ристання покриття, що локально підвищує електелектроду з практично нульовим проварюванням, ропровідність шлакової ванни поблизу кромки поВ міру підйому шлакової ванни догори відбувалася передньо наплавленого шару, дозволяє поступова кристалізація розплавленого металу та забезпечити надійне зплавлення поміж собою поутворення щільного наплавленого шару слідовно наплавлюваних шарів нержавіючої сталі та забезпечує отримання високоякісних заготовок В міру розігріву електроду та слябу по ходу для гарячого прокатування листового біметалу наплавлювання полегшувалося плавлення та збільшувалася швидкість процесу, що автоматично Подальше вдосконалення способу стосується підтримувало постійним та мінімальним проварюнайбільш раціонального використання при наплавання Процес йшов з мінімальним вкладення тепвлюванні заготовок біметалів існуючих джерел ла, оскільки розгшавлення та стікання в металеву зварювального струму та підвищення продуктивванну металу електроду призводило до одночасності процесу наплавлювання шляхом одночасноного підйому догори шлакової ванни, що виключаго наплавлювання декількох ділянок ло перегрівання ванни, сприяло отриманню мініНаплавлювання заготовок наведених вище мальної и глибини та направленої кристалізації розмірів (400 х 1200 х 2400мм) з використанням металу знизу догори Це сприяло отриманню того ж самого трансформатора ТШС 3000/1 здійсщільного металу наплавлювання нювалося шляхом одночасного наплавлювання двох ділянок При цьому доцільно вибрати ширину Після закінчення наплавлювання процес приелектроду кратною одній чверті, одній восьмій, пинявся самостійно за рахунок витікання шлаку з одній дванадцятій і т і частці довжини заготовки з плавильного простору та розриву електричного тим, щоб ширина и все ж таки не перевищувала ланцюга 400мм В нашому випадку було доцільним прийняПри наплавлюванні наступних шарів на відміти ширину такою, що дорівнює 300мм (одній восьну від наплавлення першого шару використовувамій довжини) вся кристалізатор, в якому місце однієї з вузьких стінок займає вузька грань попереднього наплавДля досягнення позитивного ефекту ВІДПОВІДлювання НО до запропонованого способу проводили одночасне наплавлювання двох ділянок на поверхні Наплавлювання кожної наступної ділянки прослябу за відомим технологічним процесом, описаводилося з ВІДМІНОЮ від наплавлювання першої ним вище 3 цією метою обидва електроди притиГоловна відміна цього наплавлювання полягає в скали до поверхні слябу двома роздільними кристому, що ВІДПОВІДНО до заявленого винаходу, для талізаторами, зберігаючи між ними відстань, що досягнення надійного зплавлювання наступної дорівнює ширині електрода Секції вторинної обділянки з попередньою на вузьку грань електроду, мотки трансформатору ТШС 3000/1 для наплавзвернену до попередньої наплавки, замість глинолювання ділянок попарно вмикали послідовно зему та магнезиту наносили шар речовини, що Крайні виводи підключали до електродів, а середлокально збільшувала після розплавлення в шланю точку - до наплавлюваного слябу Початок ковій ванні и електричну провідність поблизу вузьпроцесу здійснювали як звичайно шляхом подакої грані попередньо наплавленого шару Тим савання напруги та послідовного заливання шлаку мим збільшувалося на цій ДІЛЯНЦІ виділення тепла, до одного та другого кристалізатора Починали що забезпечувало зплавлення металу електроду процес на п'ятій ступені напруги, а потім перехоне тільки з поверхнею слябу, але й з металом подили на другу ступінь Процес проводили на тоці передньої наплавки біля 3000А Після закінчення процесу наплавлюВ якості речовини, що наносилося на вузьку вання повторювали, в повній ВІДПОВІДНОСТІ ДО награнь електроду для локального збільшення проплавлювання перших двох ділянок, відступивши відності шлакової ванни поблизу кромки поперевід попередньої ділянки на 300мм, тобто на віддньої наплавки, використовували послідовно фто 51757 12 11 стань, що дорівнює ширині електроду Потім простань між наплавками на величину 0,01 b + 25, де b водили наплавлювання ділянок між ділянками, що - ширина електроду, а 5 - товщина покриття на були наплавлені раніше 3 цією метою уточнювали вузьких гранях Для надійного зплавлювання з ширину електродів, яка повинна відповідати шипопередніми ділянками покриття на обох вузьких рині ділянок, що підлягають наплавлюванню Відгранях наносили з речовини, що збільшує електстань між наплавленими ділянками зверху та зниропровідність шлакової ванни, як це описане визу могла виявитися різною, що враховувалося при ще виготовленні електродів Досвід показує, що ширина електроду повинна бути меншою від за від 2 ~ N ,І N . І 1 Фіг.2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 і І а Фіг1 ~г 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing ingots, mainly for hot rolling of sheet bi-metal, through electro-slag melting-on for a slab made of carbon steel
Автори англійськоюPuzrin Leonid Hustavovych
Назва патенту російськоюСпособ получения заготовок, преимущественно для горячей прокатки листового биметалла, посредством электрошлакового наплавления сляба, выполненного из углеродистой стали
Автори російськоюПузрин Леонид Густавович
МПК / Мітки
МПК: B23K 25/00, B22D 19/16, B22D 19/08
Мітки: біметалу, наплавлення, сляба, електрошлакового, вуглецевої, спосіб, виконаного, переважно, шляхом, гарячого, листового, сталі, заготовок, отримання, прокатування
Код посилання
<a href="https://ua.patents.su/6-51757-sposib-otrimannya-zagotovok-perevazhno-dlya-garyachogo-prokatuvannya-listovogo-bimetalu-shlyakhom-elektroshlakovogo-naplavlennya-slyaba-vikonanogo-z-vuglecevo-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання заготовок, переважно для гарячого прокатування листового біметалу, шляхом електрошлакового наплавлення сляба, виконаного з вуглецевої сталі</a>
Спосіб електрошлакового наплавлення заготовок круглого перерізу
Номер патенту: 25600
Опубліковано: 15.04.2002
Автори: Цикуленко Костянтин Анатолійович, Ус Василь Іванович, Цикуленко Анатолій Костянтинович, Чернець Олександр Владиславович, Медовар Лев Борисович, Шевченко Віталій Юхимович, Медовар Борис Ізраїльович, Ланцман Ізраїль Абович, Саєнко Володимир Якович, Федоровський Борис Борисович
МПК: B22D 19/16, B22D 19/06, B22D 23/00, B22D 19/10
Мітки: перерізу, круглого, наплавлення, заготовок, електрошлакового, спосіб
Формула / Реферат:
1. Спосіб електрошлакового наплавлення заготовок круглого перерізу, що включає установлення заготовки, яка підлягає наплавленню, у секційний струмопідвідний кристалізатор, заливання у зазор між наплавлюваною заготовкою і стінкою кристалізатора рідкого шлаку, електропровідного у рідкому стані і неелектропровідного у твердому стані, для створення шлакової ванни, підведення електричної потужності до шлакової ванни, заливання рідкого...
Спосіб електрошлакового наплавлення заготовок круглого перерізу
Номер патенту: 22987
Опубліковано: 05.05.1998
Автор: Медовар Борис Ізраїльович
МПК: B22D 19/10, B22D 19/16, B22D 19/08, B23P 6/02
Мітки: наплавлення, перерізу, круглого, заготовок, електрошлакового, спосіб
Формула / Реферат:
1. Способ электрошлаковой наплавки удлиненных заготовок круглого сечения с использованием секционного водоохлаждаемого кристаллизатора с токоведущей частью и нетоковедущей формирующей частью, включающий установку в указанный кристаллизатор заготовки, подлежащей наплавке, заливку в зазор между наплавляемой заготовкой и стенкой кристаллизатора жидкого шлака, электропроводного в жидком состоянии и не электропроводного в твердом состоянии, и...
Спосіб електрошлакового наплавлення подовжених заготовок круглого перерізу
Номер патенту: 22987
Опубліковано: 15.10.2001
Автор: Медовар Борис Ізраїльович
МПК: B23P 6/02, B22D 19/08, B22D 19/16, B22D 19/10
Мітки: заготовок, круглого, подовжених, електрошлакового, спосіб, наплавлення, перерізу
Формула / Реферат:
1. Способ электрошлаковой наплавки удлиненных заготовок круглого сечения с использованием секционного водоохлаждаемого кристаллизатора с токоведущей частью и нетоковедущей формирующей частью, включающий установку в указанный кристаллизатор заготовки, подлежащей наплавке, заливку в зазор между наплавляемой заготовкой и стенкой кристаллизатора жидкого шлака, электропроводного в жидком состоянии и не электропроводного в твердом состоянии, и...
Спосіб електрошлакового наплавлення
Номер патенту: 47495
Опубліковано: 15.07.2002
Автори: Майданнік Володимир Яковлевич, Шевцов Віктор Львович, Кусков Юрій Михайлович
МПК: B23K 25/00
Мітки: електрошлакового, наплавлення, спосіб
Формула / Реферат:
1. Спосіб електрошлакового наплавлення, що включає заливання розплавленого шлаку в секційний кристалізатор, до струмопідвідної секції якого підведено напругу від джерела живлення, обертання шлакової ванни в горизонтальній площині за рахунок зварювального струму, введення та плавлення в ній присадного матеріалу і формування наплавленого металу, який відрізняється тим, що подавання присадного матеріалу здійснюють постійно або періодично до...
Установка для електрошлакового наплавлення
Номер патенту: 2808
Опубліковано: 26.12.1994
Автори: Попов Вячеслав Миколайович, Солодилов Сергій Степанович, Рудевич Геннадій Миколайович, Стойко Валерій Павлович, Моргачев Іван Григорович
Мітки: електрошлакового, наплавлення, установка
Формула / Реферат:
Установка электрошлаковой наплавки, содержащая кристаллизатор и шлаковик, разделенные перегородкой, греющий и плавящийся электроды с приводами их перемещения, отличающаяся тем, что она снабжена блоком управления и устройством контроля уровня шлака в кристаллизаторе, которое содержит световоды, расположенные один над другим, на одном конце которых размещены фоторезисторы, а на другом светофильтр, причем ось среднего световода направлена в...
Попередній патент: Пристрій для переробки ефіроолійної сировини
Наступний патент: Спосіб керування ракетою з багатокамерним двигуном на стартовому відрізку траєкторії, стартуючої з рухомої основи
Випадковий патент: Вітроенергетична установка