Спосіб ремонту за технічним станом та модернізації центроплана літака
Номер патенту: 107628
Опубліковано: 10.06.2016
Автори: Тітлянов Євгеній Олексійович, Кіпров Олександр Володимирович, Сорока Борис Миколайович, Задорожний Артем Іванович, Чекмарьова Тетяна Василівна, Жигинас Володимир Володимирович, Подрєза Сергій Михайлович
Формула / Реферат
Спосіб ремонту за технічним станом та модернізації літаків, що виконують послідовно в часі в кілька етапів, згідно з якими на першому етапі проводять приймання авіаційної техніки (AT) в ремонт, на другому етапі проводять об'ємну дефектацію AT, що надійшла в ремонт, при якій застосовують дані щодо індивідуальних ресурсів елементів, відмов і несправностей виробів, виявлених при експлуатації і під час ремонтів, а також статистичні дані, зібрані в базі даних авіаремонтного підприємства, для визначення доцільності того чи іншого методу технічного обслуговування та ремонту складових частин AT, проводять відповідне коректування технологічного циклу ремонту та надсилають дані, отримані під час дефектації AT та відповідним чином систематизовані, до бази даних авіаремонтного підприємства, на третьому етапі проводять розбирання AT за затвердженими переліками робіт відповідно до технології ремонту, при цьому під час розбирання AT і дефектації знімного й незнімного устаткування проводять демонтаж тільки тих елементів, які потребують або додаткової діагностики, або технічного обслуговування, або ремонту за етапом, або капітального ремонту, на четвертому етапі очищають і промивають зняті деталі, вузли, агрегати й весь об'єкт, на п'ятому етапі проводять комплектування виробів за групами з наступною передачею їх у ремонт, з урахуванням того, що устаткування, яке потребує ремонту за станом або капітального ремонту передають на відповідні дільниці для виконання операцій сьомого етапу ремонту, устаткування, що не потребує додаткових операцій, передають безпосередньо, чи через проміжне зберігання на складі, для складання, монтажу й відпрацьовування на восьмому етапі ремонту, на шостому етапі проводять технічне діагностування для визначення технічного стану об'єктів ремонту й методів усунення виявлених несправностей і дефектів, на сьомому етапі виконують ремонт і проводять водночас доробку конструкції, на восьмому етапі виконують послідовно роботи зі складання, монтажу й відпрацьовування з наступною передачею відремонтованої AT на льотно-випробувальну станцію для проведення здавальних випробувань, на дев'ятому етапі проводять наземні й льотні випробування, які в сукупності являють собою контрольно-здавальні випробування, нові дані щодо відмов та дефектів, виявлені після шостого-дев'ятого етапів ремонту, систематизують та надсилають до бази даних авіаремонтного підприємства, на десятому етапі виконують операції обробітку, фарбування, консервації, упакування й здачі AT замовникові, який відрізняється тим, що на сьомому етапі доробку конструкції центроплана проводять шляхом доробки хвостової частини центроплану, лонжеронів та підсилення нижніх панелей центроплану, заміну верхнього пояса силової частини заліза центроплана з фюзеляжем, при цьому на хвостовій частині центроплана встановлюють знімні панелі, а нижні панелі центроплана додатково оснащують щонайменше трьома ресурсними підсилюючими накладками довжиною до 6200 мм, шириною 380 мм, 520 мм, 390 мм та відповідною товщиною, які встановлюють та закріплюють від нервюри чотири одного півкрила через прорізи в верхній частині фюзеляжу до нервюри чотири другого півкрила, і які разом з товщиною полотна складають 7 мм та виготовлені з листів алюмінієвого сплаву Д16АТВ, з конфігурацією, що враховує наявні корозійні ураження нижніх панелей центроплана, а по стрічках-стяжках та фюзеляжних дугах встановлюють втулки та болти з урахуванням даних методу контролю вихрових струмів для виявлення ушкоджень, при цьому пояс силової частини заліза центроплана з фюзеляжем виконують з алюмінієвого пресованого профілю Д16Т довжиною 2410 мм з конфігурацією, що враховує товщину накладок, а в зоні встановлення поясів по стрингерах три та сім між накладками встановлюють прокладки.
Текст
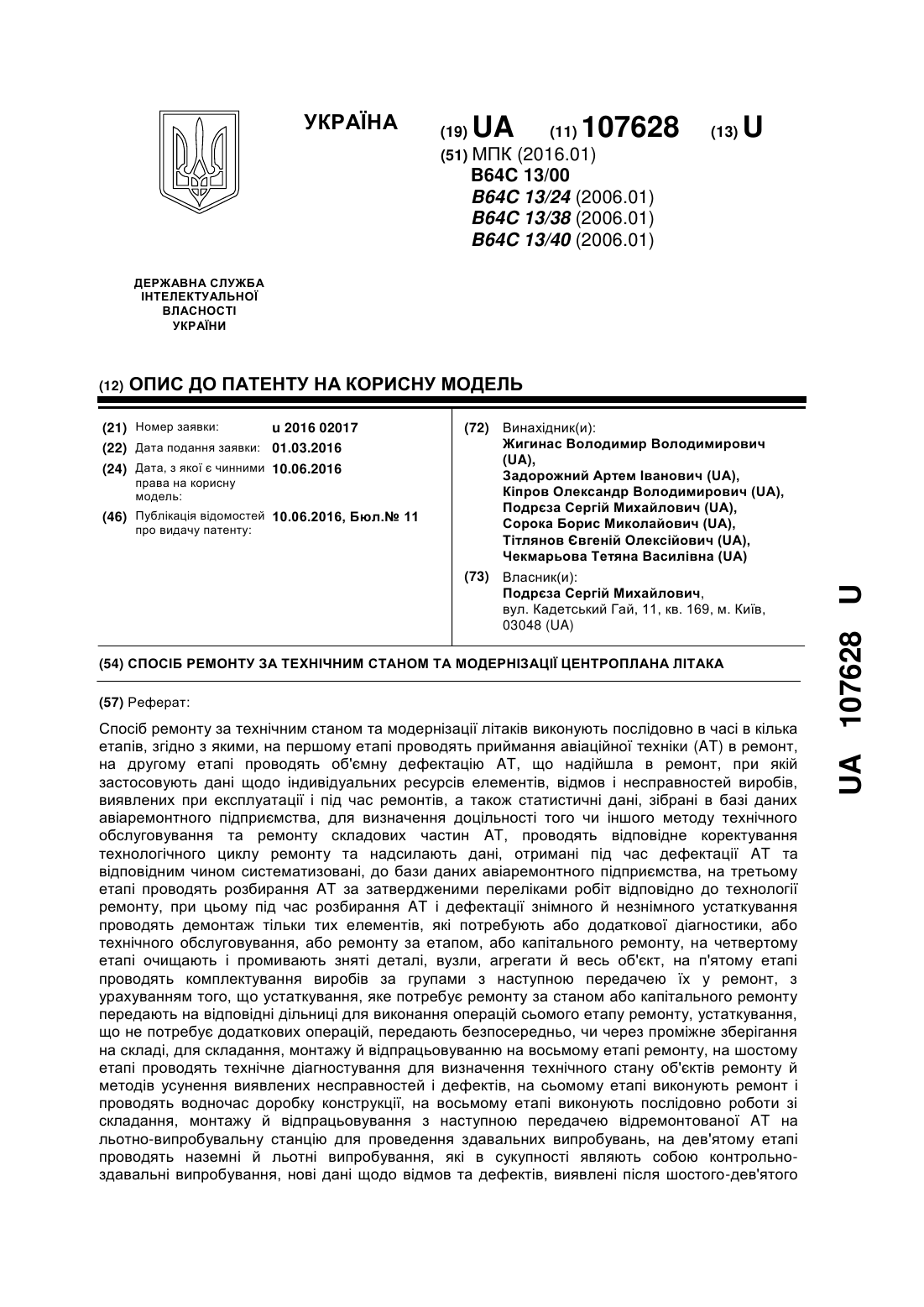
Реферат: Спосіб ремонту за технічним станом та модернізації літаків виконують послідовно в часі в кілька етапів, згідно з якими, на першому етапі проводять приймання авіаційної техніки (AT) в ремонт, на другому етапі проводять об'ємну дефектацію AT, що надійшла в ремонт, при якій застосовують дані щодо індивідуальних ресурсів елементів, відмов і несправностей виробів, виявлених при експлуатації і під час ремонтів, а також статистичні дані, зібрані в базі даних авіаремонтного підприємства, для визначення доцільності того чи іншого методу технічного обслуговування та ремонту складових частин AT, проводять відповідне коректування технологічного циклу ремонту та надсилають дані, отримані під час дефектації AT та відповідним чином систематизовані, до бази даних авіаремонтного підприємства, на третьому етапі проводять розбирання AT за затвердженими переліками робіт відповідно до технології ремонту, при цьому під час розбирання AT і дефектації знімного й незнімного устаткування проводять демонтаж тільки тих елементів, які потребують або додаткової діагностики, або технічного обслуговування, або ремонту за етапом, або капітального ремонту, на четвертому етапі очищають і промивають зняті деталі, вузли, агрегати й весь об'єкт, на п'ятому етапі проводять комплектування виробів за групами з наступною передачею їх у ремонт, з урахуванням того, що устаткування, яке потребує ремонту за станом або капітального ремонту передають на відповідні дільниці для виконання операцій сьомого етапу ремонту, устаткування, що не потребує додаткових операцій, передають безпосередньо, чи через проміжне зберігання на складі, для складання, монтажу й відпрацьовуванню на восьмому етапі ремонту, на шостому етапі проводять технічне діагностування для визначення технічного стану об'єктів ремонту й методів усунення виявлених несправностей і дефектів, на сьомому етапі виконують ремонт і проводять водночас доробку конструкції, на восьмому етапі виконують послідовно роботи зі складання, монтажу й відпрацьовування з наступною передачею відремонтованої AT на льотно-випробувальну станцію для проведення здавальних випробувань, на дев'ятому етапі проводять наземні й льотні випробування, які в сукупності являють собою контрольноздавальні випробування, нові дані щодо відмов та дефектів, виявлені після шостого-дев'ятого UA 107628 U (12) UA 107628 U етапів ремонту, систематизують та надсилають до бази даних авіаремонтного підприємства, на десятому етапі виконують операції обробітку, фарбування, консервації, упакування й здачі AT замовникові, причому на сьомому етапі доробку конструкції центроплана проводять шляхом доробки хвостової частини центроплана, лонжеронів та підсилення нижніх панелей центроплана, заміну верхнього пояса силової частини заліза центроплана з фюзеляжем, при цьому на хвостовій частині центроплана встановлюють знімні панелі, а нижні панелі центроплана додатково оснащують щонайменше трьома ресурсними підсилюючими накладками довжиною до 6200 мм, шириною 380 мм, 520 мм, 390 мм та відповідною товщиною, які встановлюють та закріплюють від нервюри чотири одного півкрила через прорізи в верхній частині фюзеляжу до нервюри чотири другого півкрила, і які разом з товщиною полотна складають 7 мм та виготовлені з листів алюмінієвого сплаву Д16АТВ, з конфігурацією, що враховує наявні корозійні ураження нижніх панелей центроплана, а по стрічках-стяжках та фюзеляжних дугах встановлюють втулки та болти з урахуванням даних методу контролю вихрових струмів для виявлення ушкоджень, при цьому пояс силової частини заліза центроплану з фюзеляжем виконують з алюмінієвого пресованого профілю Д16Т довжиною 2410 мм з конфігурацією, що враховує товщину накладок, а в зоні встановлення поясів по стрингерах три та сім між накладками встановлюють прокладки. UA 107628 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі авіації та технології ремонту літальних апаратів, а саме до способу ремонту за технічним станом та модернізації центроплана літаків, зокрема, типу АН32, з модифікаціями, який є військово-транспортним багатоцільовим літаком та виробляється з 1982 року. Орієнтовна кількість літаків, що експлуатується - понад 350 одиниць. Експлуатація здійснюється в різних кліматичних умовах, у тому числі в умовах спекотного клімату (до 50 °C) та на високогірних аеродромах (до 4500 м). Основне призначення даного літака - перевезення вантажів на лініях малої та середньої протяжності, людей, парашутного десантування людей і платформ з вантажами, а також в санітарному варіанті для перевезення поранених. Літак має високу маневреність при польотах на гірські аеродроми зі складними підходами. Орієнтовна вартість одного модернізованого літака типу АН-32 становить 15 млн. долл. США. В зв'язку зі значними інвестиційними вкладеннями, що необхідні на розробку нових літаків або закупівлю модернізованих, актуальним є підтримання наявної авіаційної техніки в робочому стані та можливість розширення експлуатаційного ресурсу шляхом проведення ремонтів за технічним станом з можливістю модернізації. Відомим є спосіб ремонту за технічним станом і модернізації літального апарата, який характеризується тим, що включає його приймання і розбирання, дефектацію та чищення текучим середовищем під тиском шасі, агрегатів, вузлів і деталей, збирання літального апарата з установленням модернізованих вузлів і деталей, а також проведення здавальних випробувань, при цьому очищення агрегатів, вузлів і деталей здійснюють струменями текучого середовища під абсолютним тиском повітря для транспортування часток зазначеного середовища 0,5...0,55 МПа, при дефектації агрегатів, вузлів і деталей здійснюють неруйнівний контроль, при якому виявляють тріщини, мікротріщини, поверхневу пористість, напливи, підрізи та незаплавлені пори дефектоскопією вихровими струмами, а ремонт виявлених дефектів здійснюють наплавленням (патент на корисну модель UA № 6242, МПК B64F 5/00, публ. 15.04.2005 бюл. № 4). До недоліків такого способу належать значні часові та економічні затрати та відсутність даних щодо ефективності модернізації літального апарата та впливу на назначений ресурс. Найбільш близьким до пропонованого способу, є спосіб ремонту авіаційної техніки на авіаремонтному підприємстві. Запропонований спосіб ремонту авіаційної техніки на авіаремонтному підприємстві, за яким технологічний процес ремонту виконують послідовно в часі в кілька етапів, згідно з якими на першому етапі проводять приймання авіаційної техніки (AT) в ремонт, на другому етапі проводять об'ємну дефектацію AT, що надійшла в ремонт, на третьому етапі проводять розбирання AT за затвердженими переліками робіт відповідно до технології ремонту, на четвертому етапі очищають і промивають зняті деталі, вузли, агрегати й весь об'єкт, на п'ятому етапі проводять комплектування виробів за групами з наступною передачею їх у ремонт, на шостому етапі проводять технічне діагностування для визначення технічного етану об'єктів ремонту й методів усунення виявлених несправностей і дефектів, на сьомому етапі виконують ремонт і проводять водночас доробку конструкції, на восьмому етапі виконують послідовно роботи зі складання, монтажу й відпрацьовування з наступною передачею відремонтованої AT на льотно-випробувальну станцію для проведення здавальних випробувань, на дев'ятому етапі проводять наземні й льотні випробування, які в сукупності являють собою контрольно-здавальні випробування, на десятому етапі виконують операції обробітку, фарбування, консервації, упакування й здачі AT замовникові, при цьому на другому етапі ремонту під час проведення дефектації AT застосовують дані щодо індивідуальних ресурсів елементів, відмов і несправностей виробів, виявлених при експлуатації і під час ремонтів, а також статистичні дані, зібрані в вазі даних авіаремонтного підприємства, для визначення доцільності того чи іншого методу технічного обслуговування та ремонту складових частин AT, проводять відповідне коректування технологічного циклу ремонту та надсилають дані, отримані на другому етапі ремонту під час дефектації AT та відповідним чином систематизовані, до бази даних авіаремонтного підприємства, на третьому етапі ремонту під час розбирання AT і дефектації знімного й незнімного устаткування проводять демонтаж тільки тих елементів, які потребують або додаткової діагностики, або технічного обслуговування, або ремонту за етапом, або капітального ремонту, на п'ятому етапі ремонту проводять упорядкування за групами відповідно до коректованого технологічного циклу ремонту, устаткування, що потребує ремонту за станом або капітального ремонту передають на відповідні дільниці для виконання операцій сьомого етапу ремонту, устаткування, що не потребує додаткових операцій, передають безпосередньо, чи через проміжне зберігання на складі, для складання, монтажу й відпрацьовування на восьмому етапі ремонту, нові дані щодо відмов та дефектів, виявлені після шостого-дев'ятого етапів ремонту, систематизують та надсилають до бази даних авіаремонтного підприємства (патент на винахід UA 105281, МПК 1 UA 107628 U 5 10 15 20 25 30 35 40 45 50 55 60 2014.01 В64С 35/00, В64С 1/00, B64F 5/00, публік. 25.04.2014 бюл. № 8, див. також патент на корисну модель UA 77841, МПК 20134.01 В64С 35/00, В64С 1/00, публік. 25.02.2013 бюл. № 4). Вказані способи враховують проведення ремонтних робіт за технічним станом, в той же час відсутні дані щодо ефективності модернізації саме центроплана літального апарата та їх впливу на назначений ресурс. В основу корисної моделі поставлено задачу досягнення за результатами ремонту літаків за технічним станом та проведення модернізації самого центроплана і удосконалення контролепридатності другого лонжерона в умовах експлуатації, підвищення назначеного ресурсу літака, збільшення терміну служби та максимальної злітної маси. Поставлена задача в корисній моделі вирішена за рахунок того, що технологічний процес ремонту за технічним станом та модернізації літаків виконують послідовно в часі в кілька етапів, згідно з якими на першому етапі проводять приймання авіаційної техніки (AT) в ремонт, на другому етапі проводять об'ємну дефектацію AT, що надійшла в ремонт, при якій застосовують дані щодо індивідуальних ресурсів елементів, відмов і несправностей виробів, виявлених при експлуатації і під час ремонтів, а також статистичні дані, зібрані в базі даних авіаремонтного підприємства, для визначення доцільності того чи іншого методу технічного обслуговування та ремонту складових частин AT, проводять відповідне коректування технологічного циклу ремонту та надсилають дані, отримані під час дефектації AT та відповідним чином систематизовані, до бази даних авіаремонтного підприємства, на третьому етапі проводять розбирання AT за затвердженими переліками робіт відповідно до технології ремонту, при цьому під час розбирання AT і дефектації знімного й незнімного устаткування проводять демонтаж тільки тих елементів, які потребують або додаткової діагностики, або технічного обслуговування, або ремонту за етапом, або капітального ремонту, на четвертому етапі очищають і промивають зняті деталі, вузли, агрегати й весь об'єкт, на п'ятому етапі проводять комплектування виробів за групами з наступною передачею їх у ремонт, з урахуванням того, що устаткування, яке потребує ремонту за станом або капітального ремонту передають на відповідні дільниці для виконання операцій сьомого етапу ремонту, устаткування, що не потребує додаткових операцій, передають безпосередньо чи через проміжне зберігання на складі, для складання, монтажу й відпрацьовування на восьмому етапі ремонту, на шостому етапі проводять технічне діагностування для визначення технічного стану об'єктів ремонту й методів усунення виявлених несправностей і дефектів, на сьомому етапі виконують ремонт, згідно з затвердженими регламентами, в тому числі центроплана, і проводять водночас доробку його конструкції, на восьмому етапі виконують послідовно роботи зі складання, монтажу й відпрацьовування з наступною передачею відремонтованої AT на льотно-випробувальну станцію для проведення здавальних випробувань, на дев'ятому етапі проводять наземні й льотні випробування, які в сукупності являють собою контрольно-здавальні випробування, нові дані щодо відмов та дефектів, виявлені після шостого-дев'ятого етапів ремонту, систематизують та надсилають до бази даних авіаремонтного підприємства, на десятому етапі виконують операції обробітку, фарбування, консервації, упакування й здачі AT замовникові. Згідно з заявленою корисною моделлю, на сьомому етапі доробку конструкції центроплана проводять шляхом доробки хвостової частини центроплану, лонжеронів та підсилення нижніх панелей центроплана, заміну верхнього пояса силової частини заліза центроплана з фюзеляжем, при цьому на хвостовій частині центроплана встановлюють знімні панелі, а нижні панелі центроплана додатково оснащують щонайменше трьома ресурсними підсилюючими накладками довжиною до 6200 мм, шириною 380 мм, 520 мм, 390 мм та відповідною товщиною, які встановлюють та закріплюють від нервюри чотири одного півкрила через прорізи в верхній частині фюзеляжу до нервюри чотири другого півкрила, і які разом з товщиною полотна складають 7 мм та виготовлені з листів алюмінієвого сплаву Д16АТВ, з конфігурацією, що враховує наявні корозійні ураження нижніх панелей центроплана, а по стрічках-стяжках та фюзеляжних дугах встановлюють втулки та болти з урахуванням даних методу контролю вихрових струмів для виявлення ушкоджень, при цьому пояс силової частини заліза центроплана з фюзеляжем виконують з алюмінієвого пресованого профілю Д16Т довжиною 2410 мм з конфігурацією, що враховує товщину накладок, а в зоні встановлення поясів по стрингерах три та сім між накладками встановлюють прокладки. Корисна модель пояснюється кресленнями, на яких на: Фіг. 1 зображено вигляд літака знизу, Фіг. 2 - вигляд літака зверху, Фіг. 3 - вигляд літака збоку без встановлених від'ємних частин крила, Фіг. 4 - частковий вигляд літака спереду, Фіг. 5 частковий вигляд літака ззаду, Фіг. 6 - частина центроплана з болтами та втулками по стрічкахстяжках та фюзеляжних дугах по першому лонжерону, Фіг. 7 - частина центроплана з болтами та втулками по стрічках-стяжках та фюзеляжних дугах по другому лонжерону, Фіг. 8 - хвостова 2 UA 107628 U 5 10 15 20 25 30 35 40 45 50 55 60 частина центроплана зі знімною панеллю для контролю нижньої полиці другого лонжерону в районі нервюри чотири, Фіг. 9 - вигляд ззовні на частину нижніх панелей центроплана з ресурсними підсилюючими накладками, Фіг. 10 - вигляд з боку на болти по стрічках-стяжках по першому та другому лонжеронах, Фіг. 11 - вигляд ззовні на частину нижньої та хвостової панелей центроплана зі знімною панеллю, Фіг. 12 - вигляд ззовні на частину нижніх панелей центроплана з поясом силової частини заліза. Елементи корисної моделі позначені наступними цифровими позиціями. 1 - центроплан 2 - хвостова частина центроплана 3 - перший лонжерон 4 - другий лонжерон 5 - заліз центроплана з фюзеляжем 6 - знімні панелі на хвостовій частині центроплана 7 - ресурсні підсилюючі накладки 8 - нервюра чотири центроплана 9 - межа прорізу в фюзеляжі 10 - стрічки-стяжки 11 - лінія теоретичного контуру фюзеляжу 12 - болти та втулки по стрічках-стяжках та фюзеляжних дугах по першому лонжерону 13 - верхній пояс силової частини залізу 14 - нервюра один центроплана 15 - болти та втулки по стрічках-стяжках та фюзеляжних дугах по другому лонжерону 16 - вісь першого лонжерону 17 - вісь другого лонжерону 18 - фюзеляж 19 - місця встановлення прокладок між накладками в зоні встановлення поясів по стрингерах три та сім 20 - нижні панелі центроплана 21 - стрингер три 22 - стрингер сім 23 - нервюра два 24 - пояс силового залізу. Спосіб ремонту за технічним станом та модернізації літаків виконують послідовно в часі в кілька етапів, згідно з якими на першому етапі проводять приймання авіаційної техніки (AT) в ремонт, на другому етапі проводять об'ємну дефектацію AT, що надійшла в ремонт, при якій застосовують дані щодо індивідуальних ресурсів елементів, відмов і несправностей виробів, виявлених при експлуатації і під час ремонтів, а також статистичні дані, зібрані в базі даних авіаремонтного підприємства, для визначення доцільності того чи іншого методу технічного обслуговування та ремонту складових частин AT, проводять відповідне коректування технологічного циклу ремонту та надсилають дані, отримані під час дефектації AT та відповідним чином систематизовані, до бази даних авіаремонтного підприємства, на третьому етапі проводять розбирання AT за затвердженими переліками робіт відповідно до технології ремонту, при цьому під час розбирання AT і дефектації знімного й незнімного устаткування проводять демонтаж тільки тих елементів, які потребують або додаткової діагностики, або технічного обслуговування, або ремонту за етапом, або капітального ремонту, на четвертому етапі очищають і промивають зняті деталі, вузли, агрегати й весь об'єкт, на п'ятому етапі проводять комплектування виробів за групами з наступною передачею їх у ремонт, з урахуванням того, що устаткування, яке потребує ремонту за станом або капітального ремонту передають на відповідні дільниці для виконання операцій сьомого етапу ремонту, устаткування, що не потребує додаткових операцій, передають безпосередньо чи через проміжне зберігання на складі, для складання, монтажу й відпрацьовування на восьмому етапі ремонту, на шостому етапі проводять технічне діагностування для визначення технічного стану об'єктів ремонту й методів усунення виявлених несправностей і дефектів, на сьомому етапі виконують ремонт і проводять водночас доробку конструкції, на восьмому етапі виконують послідовно роботи зі складання, монтажу й відпрацьовування з наступною передачею відремонтованої AT на льотновипробувальну станцію для проведення здавальних випробувань, на дев'ятому етапі проводять наземні й льотні випробування, які в сукупності являють собою контрольно-здавальні випробування, нові дані щодо відмов та дефектів, виявлені після шостого-дев'ятого етапів ремонту, систематизують та надсилають до бази даних авіаремонтного підприємства, на десятому етапі виконують операції обробітку, фарбування, консервації, упакування й здачі AT 3 UA 107628 U 5 10 15 20 25 30 35 40 45 50 55 60 замовникові, який відрізняється тим, що на сьомому етапі доробку конструкції центроплана (1) проводять шляхом доробки хвостової частини центроплана (2), лонжеронів (3, 4) та підсилення нижніх панелей центроплана (20), заміну верхнього пояса (24) силової частини залізу (5) центроплана (1) з фюзеляжем (18), при цьому на хвостовій частині центроплана (2) встановлюють знімні панелі (6) (фіг. 8, 11), а нижні панелі центроплана (20) додатково оснащують щонайменше трьома ресурсними підсилюючими накладками (7) (фіг. 9) довжиною до 6200 мм, шириною 380 мм, 520 мм, 390 мм та відповідною товщиною, які встановлюють та закріплюють від нервюри чотири (8) одного півкрила через прорізи в верхній частині фюзеляжу (9) до нервюри чотири (8) другого півкрила, і які разом з товщиною полотна складають 7 мм та виготовлені з листів алюмінієвого сплаву Д16АТВ, з конфігурацією, що враховує наявні корозійні ураження нижніх панелей центроплана (20), а по стрічках-стяжках (10) та фюзеляжних дугах встановлюють втулки та болти (12, 15) (фіг. 6, 7, 10) з урахуванням даних методу контролю вихрових струмів для виявлення ушкоджень, при цьому пояс (24) силової частини залізу (5) центроплана (1) з фюзеляжем (18) виконують з алюмінієвого пресованого профілю Д16Т довжиною 2410 мм з конфігурацією (фіг. 12), що враховує товщину накладок (7), а в зоні встановлення поясів (24) по стрингерах три (21) та сім (22) між накладками (7) встановлюють прокладки (фіг. 9). При здійсненні заявленого способу для виготовлення деталей доробки використовують алюмінієві сплави Д16ТВ, Д16АТ та пресовані профілі Д16Т. Для виготовлення болтів використовують сталь 30ХГСА. Для забезпечення необхідної міцності (фіг. 1, 9) нижні панелі центроплана (20) літаків АН-32 по серію 18-04 від нервюри чотири (8) одного півкрила через прорізи в фюзеляжі (18) до нервюри чотири (8) другого півкрила підсилюють ресурсними накладками (7) шириною - 380 мм, 520 мм, 390 мм та товщиною, що дорівнює товщині полотна панелі, а саме 3,5 мм. З метою спрощення технологічного процесу встановлюють накладки (7), які виготовляють з двох листів Д16АТВ товщиною 1,5 та 2 мм. Довжина накладок (7) дорівнює до 6200 мм. Для літаків АН-32 з серії 18-05 нижні панелі центроплана (20) від нервюри чотири (8) одного півкрила через прорізи в фюзеляжі (18) до нервюри чотири (8) другого півкрила підсилюють ресурсними накладками (7) товщиною 2 мм. Перед виконанням доробок та модернізації виконують підготовчі роботи, які передбачають в тому числі демонтаж бобишок контейнерів центроплана, демонтаж силової частини заліза центроплана з фюзеляжем, змивання внутрішніх поверхонь нижніх панелей центроплана та зовнішньої поверхні всередині фюзеляжу та під силовою чистиною заліза, ретельну дефектацію центроплана за діючою технологією з визначенням схем прийняття рішень, демонтаж болтових та заклепувальних з'єднань на нижніх панелях центроплана в зоні доробок, виготовлення та оснащення всіх деталей, кріплення та витратних матеріалів, здійснення вхідного контролю згідно з переліками, гальванічне покриття виготовлених деталей, покриття ґрунтовкою ЕП-0215 та маркування деталей. Після завершення підготовчих робіт ресурсні підсилюючі накладки (7) з Д16АТВ розмічують, виготовляють та здійснюють підгонку на місці. Розсвердлюють отвори кріплення накладок. Під потайне кріплення прозенковують отвори. Дренажні отвори, що перекриваються накладками переводять на накладки за допомогою втулок, не порушуючи зміцнення отворів в панелях. Після всіх механічних робіт наносять гальванічне покриття. Перед встановленням накладок зенковані гнізда під головки старого потайного кріплення заповнюють конусними шайбами на герметику У30МЕС-5М. Прикріплюють на цьому герметику накладки. Розвертають отвори під болти кріплення підсилюючих накладок по допусках на отвори Н9 та встановлюють болтові з'єднання. При встановленні зливних клапанів під їх фланці встановлюють прокладки на герметику. Монтують кріплення стелі вантажної кабіни. При заміні болт-заклепок (фіг. 6, 7, 10) по лонжеронах (3, 4) центроплану (1) та болтів по стрічках-стяжках (10) та фюзеляжних дугам виконують такі операції: демонтують болт-заклепки по першому та другому лонжеронах (3, 4) центроплану біля стрічок-стяжок (10), встановлюють ремонтні болти АНУ1100-1-6 з розверченням отворів по допусках на отвори Н9 (для літаків по 15-10: по першому лонжерону - 11 одиниць (12) (фіг. 6), по другому лонжерону - 6 одиниць (15) (фіг. 7), для літаків з 16-01: по першому лонжерону - 7 одиниць, по другому лонжерону - 2 одиниці); очищують від надлишку герметика стінки лонжеронів на кінцях фюзеляжних дуг, проводять заміну болтів та втулок (12, 15) по стрічках-стяжках (10) та фюзеляжних дугам. Після демонтажу болтів та втулок провадять контроль вихровими струмами внутрішніх поверхонь отворів та встановлюють втулки з допусками на отвори по Н7 та болти (12, 15) з допусками на отвори по Н11 по стрічках стяжках (10) (по 4 штуки на кожну) та фюзеляжних дугах (по 4 штуки на кожну) загальною кількістю 32 штуки. 4 UA 107628 U 5 10 15 20 25 Заміну верхніх поясів (24) силової частини заліза (5) (фіг. 3, 4, 5) центроплана (1) з фюзеляжем (18) виконують наступним чином. Силова частина заліза (5) демонтується при доробці нижніх панелей (20) центроплану. Після здійснення чого, в зоні їх встановлення монтуються підсилюючі ресурсні накладки (7), що змінили товщину полотна панелі крила, в зв'язку з чим, здійснюється виготовлення та установка верхніх поясів (24) на підсилені з виконанням підсікання під накладки. Пояси (24) виготовлюють з профілю Д16Т (довжиною 2410 мм). В зоні встановлення поясів (24) по стрингерах три (21) та сім (22) (фіг. 9) між накладками встановлюють прокладки (19). Таке виконання доробок за корисною моделлю забезпечує збільшення назначеного ресурсу літака з 20000 літних годин до 40000 літних годин, з 15000 польотів до 25000 польотів, підвищує максимальну злітну масу з 27000 кг до 28500 кг, та максимальне комерційне навантаження з 6700 кг до 7500 кг. З метою удосконалення контролепридатності другого лонжерону (4] в умовах експлуатації виконують доробку хвостової частини (2) центроплана, а саме встановлюють знімну панель (6) (фіг. 8, 11). Для цього, в зоні нижньої полиці другого лонжерону (4) в районі нервюри чотири (8) обрізають частину обшивки та петель панелей, здійснюють місцеве оксидування та наносять ґрунтовку, після чого, встановлюють кути та анкерні гайки, здійснюють кріплення обшивки по отворах, що співпадають з анкерними гайками, болтами. Це дає можливість додатково до базової програми контролю старіння здійснювати контроль вихровими струмами нижньої полиці другого лонжерона (4) в районі нервюри чотири (8). Таке виконання корисної моделі забезпечило досягнення поставленої задачі щодо удосконалення контролепридатності другого лонжерону в умовах експлуатації, підвищеного назначеного ресурсу літаків, збільшеного терміну служби та максимальної злітної маси. Джерела інформації: 1. Патент на корисну модель UA № 6242, МПК B64F 5/00, публ. 15.04.2005 бюл. № 4 2. Патент на винахід UA 105281, МПК 2014.01 В64С 35/00, В64С 1/00, B64F 5/00, публік. 25.04.2014 бюл. № 8 3. Патент на корисну модель UA 77841, МПК 20134.01 В64С 35/00, В64С 1/00, публік. 25.02.2013 бюл. № 4. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 50 55 60 Спосіб ремонту за технічним станом та модернізації літаків, що виконують послідовно в часі в кілька етапів, згідно з якими на першому етапі проводять приймання авіаційної техніки (AT) в ремонт, на другому етапі проводять об'ємну дефектацію AT, що надійшла в ремонт, при якій застосовують дані щодо індивідуальних ресурсів елементів, відмов і несправностей виробів, виявлених при експлуатації і під час ремонтів, а також статистичні дані, зібрані в базі даних авіаремонтного підприємства, для визначення доцільності того чи іншого методу технічного обслуговування та ремонту складових частин AT, проводять відповідне коректування технологічного циклу ремонту та надсилають дані, отримані під час дефектації AT та відповідним чином систематизовані, до бази даних авіаремонтного підприємства, на третьому етапі проводять розбирання AT за затвердженими переліками робіт відповідно до технології ремонту, при цьому під час розбирання AT і дефектації знімного й незнімного устаткування проводять демонтаж тільки тих елементів, які потребують або додаткової діагностики, або технічного обслуговування, або ремонту за етапом, або капітального ремонту, на четвертому етапі очищають і промивають зняті деталі, вузли, агрегати й весь об'єкт, на п'ятому етапі проводять комплектування виробів за групами з наступною передачею їх у ремонт, з урахуванням того, що устаткування, яке потребує ремонту за станом або капітального ремонту передають на відповідні дільниці для виконання операцій сьомого етапу ремонту, устаткування, що не потребує додаткових операцій, передають безпосередньо, чи через проміжне зберігання на складі, для складання, монтажу й відпрацьовування на восьмому етапі ремонту, на шостому етапі проводять технічне діагностування для визначення технічного стану об'єктів ремонту й методів усунення виявлених несправностей і дефектів, на сьомому етапі виконують ремонт і проводять водночас доробку конструкції, на восьмому етапі виконують послідовно роботи зі складання, монтажу й відпрацьовування з наступною передачею відремонтованої AT на льотновипробувальну станцію для проведення здавальних випробувань, на дев'ятому етапі проводять наземні й льотні випробування, які в сукупності являють собою контрольно-здавальні випробування, нові дані щодо відмов та дефектів, виявлені після шостого-дев'ятого етапів ремонту, систематизують та надсилають до бази даних авіаремонтного підприємства, на десятому етапі виконують операції обробітку, фарбування, консервації, упакування й здачі AT 5 UA 107628 U 5 10 15 замовникові, який відрізняється тим, що на сьомому етапі доробку конструкції центроплана проводять шляхом доробки хвостової частини центроплану, лонжеронів та підсилення нижніх панелей центроплану, заміну верхнього пояса силової частини заліза центроплана з фюзеляжем, при цьому на хвостовій частині центроплана встановлюють знімні панелі, а нижні панелі центроплана додатково оснащують щонайменше трьома ресурсними підсилюючими накладками довжиною до 6200 мм, шириною 380 мм, 520 мм, 390 мм та відповідною товщиною, які встановлюють та закріплюють від нервюри чотири одного півкрила через прорізи в верхній частині фюзеляжу до нервюри чотири другого півкрила, і які разом з товщиною полотна складають 7 мм та виготовлені з листів алюмінієвого сплаву Д16АТВ, з конфігурацією, що враховує наявні корозійні ураження нижніх панелей центроплана, а по стрічках-стяжках та фюзеляжних дугах встановлюють втулки та болти з урахуванням даних методу контролю вихрових струмів для виявлення ушкоджень, при цьому пояс силової частини заліза центроплана з фюзеляжем виконують з алюмінієвого пресованого профілю Д16Т довжиною 2410 мм з конфігурацією, що враховує товщину накладок, а в зоні встановлення поясів по стрингерах три та сім між накладками встановлюють прокладки. 6 UA 107628 U 7 UA 107628 U 8 UA 107628 U 9 UA 107628 U 10 UA 107628 U 11 UA 107628 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 12
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B64C 13/24, B64C 13/00, B64C 13/38, B64C 13/40
Мітки: технічним, модернізації, літака, центроплана, спосіб, станом, ремонту
Код посилання
<a href="https://ua.patents.su/14-107628-sposib-remontu-za-tekhnichnim-stanom-ta-modernizaci-centroplana-litaka.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту за технічним станом та модернізації центроплана літака</a>
Спосіб ремонту за технічним станом і модернізації авіаційного двигуна
Номер патенту: 6243
Опубліковано: 15.04.2005
Автори: Гостіщев Валентин Валентинович, Кулішенко Сергій Іванович, Стичішин Петро Павлович, Немчин Олександр Федорович, Коваль Володимир Олександрович, Юхачов Віталій Володимирович, Ратнічіхін Сергій Степанович, Федоренко Олександр Іванович, Денисюк Валерій Миколайович, Куліков Павло Іванович, Муравченко Федір Михайлович, Поздняков Анатолій Сергійович
МПК: B64F 5/00
Мітки: авіаційного, ремонту, технічним, спосіб, двигуна, станом, модернізації
Формула / Реферат:
1. Спосіб ремонту за технічним станом і модернізації авіаційного двигуна, що включає його приймання і розбирання, дефектацію й очищення текучим середовищем під тиском агрегатів, вузлів і деталей, збирання двигуна з установкою модернізованих вузлів і деталей, а також проведення здавальних випробувань, який відрізняється тим, що при прийманні діагностують працюючий двигун і агрегати на випробувальному стенді з виміром частотних характеристик на...
Спосіб ремонту за технічним станом і модернізації літального апарата
Номер патенту: 6242
Опубліковано: 15.04.2005
Автори: Кулішенко Сергій Іванович, Ткаченко Віктор Максимович, Юхачов Віталій Володимирович, Ратнічіхін Сергій Степанович, Коваль Володимир Олександрович, Стичішин Петро Павлович, Гостіщев Валентин Валентинович, Овсянніков Юрій Олександрович, Поздняков Анатолій Сергійович, Куліков Павло Іванович, П'ятецький Олександр Васильович
МПК: B64F 5/00
Мітки: модернізації, літального, спосіб, ремонту, апарата, станом, технічним
Формула / Реферат:
1. Спосіб ремонту за технічним станом і модернізації літального апарата, який характеризується тим, що включає його приймання і розбирання, дефектацію та чищення текучим середовищем під тиском шасі, агрегатів, вузлів і деталей, збирання літального апарата з установленням модернізованих вузлів і деталей, а також проведення здавальних випробувань, при цьому очищення агрегатів, вузлів і деталей здійснюють струменями текучого середовища під...
Спосіб регулювання та перевірки параметрів бортового радіоелектронного обладнання літального апарата під час капітального і середнього ремонтів та ремонту за технічним станом
Номер патенту: 7572
Опубліковано: 15.06.2005
Автори: Тупота Анатолій Іванович, Стичішин Петро Павлович, Немчин Данило Олександрович, Кондратенко Олег Васильович, Ропай Володимир Федорович, Мельников Володимир Миколайович, Майстрович Олександр Григорович
МПК: G05B 23/02, B64C 5/00, G01C 25/00
Мітки: параметрів, радіоелектронного, станом, середнього, бортового, перевірки, обладнання, ремонтів, капітального, технічним, ремонту, апарата, літального, спосіб, регулювання
Формула / Реферат:
1. Спосіб регулювання та перевірки параметрів бортового радіоелектронного обладнання літального апарата під час капітального і середнього ремонтів та ремонту за технічним станом, який полягає у тому, що бортове радіоелектронне обладнання бойового літального апарата поділяють на функціонально закінчені складові частини, а саме систему управління озброєнням, пілотажно-навігаційний комплекс, комплекс засобів зв'язку, апаратуру бортового...
Спосіб регулювання та перевірки параметрів пілотажно-навігаційного комплексу літального апарата під час капітального і середнього ремонтів та ремонту за технічним станом
Номер патенту: 7571
Опубліковано: 15.06.2005
Автори: Макаренко Ігор Володимирович, Бакланов Юрій Володимирович, Кальковець Юрій Анатолійович, Стичішин Петро Павлович, Немчин Данило Олександрович, Павлій Олександр Вікторович, Макаренко Валентин Іванович, Тупота Анатолій Іванович
МПК: B64C 5/00, G01C 25/00, G05B 23/02
Мітки: параметрів, спосіб, технічним, ремонту, перевірки, станом, пілотажно-навігаційного, комплексу, ремонтів, регулювання, середнього, капітального, літального, апарата
Формула / Реферат:
1. Спосіб регулювання та перевірки параметрів пілотажно-навігаційного комплексу літального апарата під час проведення капітального і середнього ремонтів та ремонту за технічним станом, що включає поділ пілотажно-навігаційного комплексу літального апарата на функціонально закінчені складові частини, а саме: інформаційний комплекс висотно-швидкісних параметрів, навігаційний комплекс, систему автоматичного управління, прилад навігаційний...
Спосіб управління технічним станом літального апарата
Номер патенту: 69740
Опубліковано: 15.09.2004
Автори: Петренко Всеволод Григорович, Семон Богдан Йосипович, Щербина Володимир Миколайович, Волошин Ігор Іванович
МПК: G05B 13/00
Мітки: управління, технічним, літального, апарата, станом, спосіб
Формула / Реферат:
Спосіб управління технічним станом літального апарата, при якому отримують параметри технічного стану літального апарата, параметри процесу технічної експлуатації, параметри зовнішніх факторів та параметри мети технічної експлуатації, формують оператор корегування параметрів управління процесу технічної експлуатації відповідного каналу, формують команду управління виконавчим пристроєм відповідного каналу, корегують параметри процесу технічної...
Попередній патент: Вендінговий комплекс з продажу книжок
Наступний патент: Спосіб ремонту за технічним станом та модернізації гідравлічної системи літака
Випадковий патент: Ранове покриття