Спосіб виготовлення мотка волокна та установка для його здійснення
Номер патенту: 27815
Опубліковано: 16.10.2000
Автори: Лойтнер Томас, Тойфель Еберхард, Грайнер Хрістоф

Формула / Реферат
1. Способ изготовления, по меньшей мере, одного мотка волокна, предусматривающий вытягивание из запаса питающих тюков одной волокнистой ленты, подачу ее на последующую обработку, при которой ее растягивают и раздувают, собирание ленты в формующем устройстве в моток волокна или в фильтрующие мотки, которые затем снабжают оберточным материалом для образования одного или более непрерывных обернутых мотков волокна, отличающийся тем, что в начале обработки ленту или ленты подвергают воздействию усилия торможения для регулирования количества, подлежащего обработке и/или других параметров волокнистой ленты или лент, при этом усилие торможения устанавливают автоматически.
2. Способ по п.1, отличающийся тем, что осуществляют считывание и измерение характеристической величины изготовленных волокнистых мотков, а количество материала волокнистой ленты, подлежащее обработке, регулируют как функцию измеренной фактической величины и желательного значения характеристической величины с помощью усилия торможения, действующего на волокнистую ленту или ленты.
3. Способ по пп. 1, 2, отличающийся тем, что разделяемая волокнистая лента, вытягиваемая из запаса, имеет многократную ширину и представляет собой единую волокнистую ленту.
4. Способ по п. 3, отличающийся тем, что вытягиваемая разделяемая волокнистая лента имеет двойную ширину для изготовления двух волокнистых мотков.
5. Способ по пп. 3, 4, отличающийся тем, что волокнистую ленту многократной ширины разделяют на несколько одинарных лент и на каждую одинарную ленту воздействуют одинаковым усилием торможения.
6. Способ по п. 5, отличающийся тем, что считывают и измеряют, по меньшей мере одну характеристическую величину для каждого из одновременно изготовленных волокнистых мотков, причем по результатам измерений и заранее заданным номинальным значениям определяют среднюю величину усилия торможения, и одним и тем же средним усилием торможения воздействуют на все отдельные ленты, подаваемые на позицию обработки.
7. Способ по пп. 1, 2, отличающийся тем, что из двух волокнистых лент, одновременно вытягиваемых из отдельных питающих тюков, одновременно изготавливают два волокнистых мотка.
8. Способ по п. 7, отличающийся тем, что считывают и измеряют характеристическую величину для каждого из изготовленных волокнистых мотков и результаты измерений используют для раздельной регулировки подлежащего обработке количества материала каждой волокнистой ленты посредством усилия торможения, действующего на отдельную волокнистую ленту.
9. Способ по пп. 1, 2, отличающийся тем, что один волокнистый моток изготавливают из одной волокнистой ленты, затем считывают и измеряют характеристическую величину изготовленного волокнистого мотка и подлежащее обработке количество материала волокнистой ленты регулируют как функцию результата измерения и других заранее заданных значений с помощью усилия торможения, действующего на волокнистую ленту.
10. Способ по любому из пп. 2-9, отличающийся тем, что в качестве характеристической величины определяют плотность или массу изготовленного волокнистого мотка или мотков волокна.
11. Способ по любому из пп. 2-9, отличающийся тем, что в качестве характеристической величины определяют сопротивление вытягиванию изготовленного волокнистого мотка или мотков волокна.
12. Установка для изготовления, по меньшей мере, одного мотка волокна, включающая подающее устройство для непрерывной подачи волокнистой ленты или одновременно нескольких волокнистых лент из запаса к обрабатывающему устройству для растягивания и раздувания подаваемой волокнистой ленты или лент, формующее устройство для формирования одного или одновременно нескольких обернутых отдельных мотков волокна, в частности, двух фильтрующих мотков, из обработанной волокнистой ленты или лент, отличающаяся тем, что оно содержит устройство торможения, установленное со стороны входа в обрабатывающее устройство для создания автоматически задаваемого усилия торможения или автоматически задаваемых различных усилий торможения, действующих на подаваемую волокнистую ленту или ленты для регулирования подлежащего обработке количества материала каждой волокнистой ленты до заранее заданной величины.
13. Установка по п. 12, отличающаяся тем, что она имеет измерительное устройство для считывания и измерения, по меньшей мере, одной характеристической величины изготовленного волокнистого мотка или мотков для получения соответствующих сигналов измерений, соединенное с устройством для автоматического управления или регулирования количества материала волокнистой ленты или лент в зависимости от сигналов измерений, поданных на него с помощью устройства торможения.
14. Установка по пп. 12, 13 отличающаяся тем, что имеет разделяющее устройство для разделения волокнистой ленты многократной ширины на отдельные ленты.
15. Установка по пп. 13, 14, отличающаяся тем, что измерительное устройство выполнено с возможностью определения характеристической величины для каждого из волокнистых мотков отдельно и подачи соответствующих сигналов измерений устройству управления для задействования устройства торможения с возможностью автоматического регулирования подлежащего обработке количества материала волокнистых лент одинаковой ширины.
16. Установка по пп. 12-15, отличающаяся тем, что устройство торможения имеет несколько отделенных одна от другой пар неприводных тормозных валков для прохода через них волокнистой ленты, и отдельные пары тормозных валков выполнены с возможностью создания усилия торможения, действующего на волокнистую ленту, проходящую через них, причем усилие торможения является регулируемым.
17. Установка по п. 16, отличающаяся тем, что устройство торможения имеет две пары тормозных валков.
18. Установка по п. 17, отличающаяся тем, что две пары тормозных валков являются спаренными и создают одинаковое усилие торможения.
19. Установка по любому из пп. 14, 15, отличающаяся тем, что устройство торможения содержит пару тормозных валков многократной ширины, двойной ширины или одинарной ширины, причем эта пара является неприводной.
20. Установка по п. 12, отличающаяся тем, что устройство торможения содержит пару тормозных валков, которая является неприводной и через которую проходит волокнистая лента.
21. Установка по любому из пп. 12-15, отличающаяся тем, что устройство торможения содержит, по меньшей мере,один тормозной палец для направления над ним волокнистой ленты или лент, причем, по меньшей мере, один из тормозных пальцев является подвижным для изменения положения тормозных пальцев друг относительно друга для регулирования усилия торможения, действующего на волокнистую ленту или ленты.
22. Установка по любому из пп. 12-15, отличающаяся тем, что устройство торможения имеет, по меньшей мере, один тормозной диск для направления над ним волокнистой ленты или лент, причем тормозной диск является подвижным для регулирования или изменения усилия торможения, действующего на волокнистую ленту или ленты.
23. Установка по любому из пп. 12-22, отличающаяся тем, что измерительное устройство выполнено с возможностью определения в качестве характеристической величины сопротивления вытягиванию изготовленных мотков волокна.
24. Установка по пп 12-22, отличающаяся тем, что измерительное устройство выполнено с возможностью определения в качестве характеристической величины плотности или массы мотков волокна, изготовленных формующим устройством.
Текст
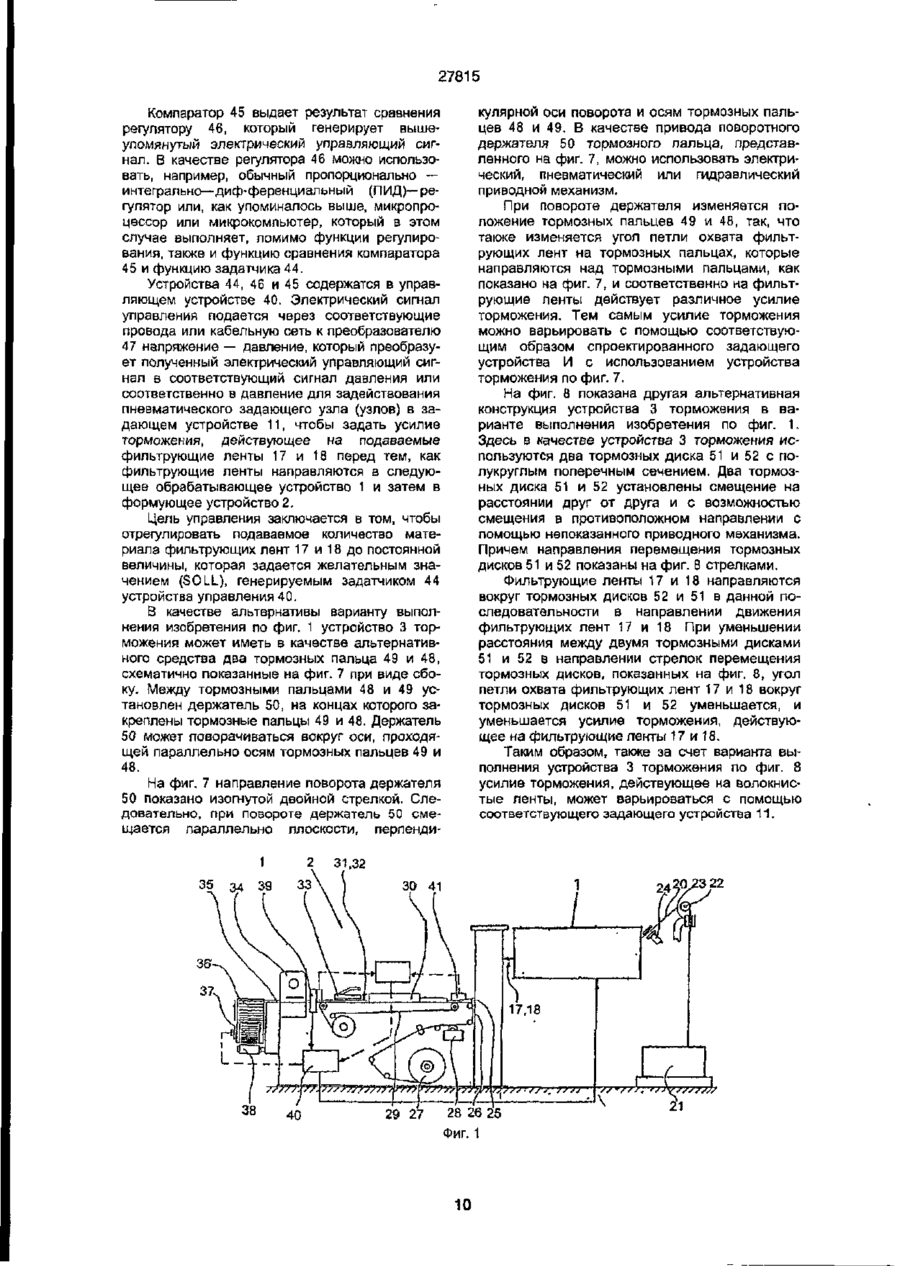
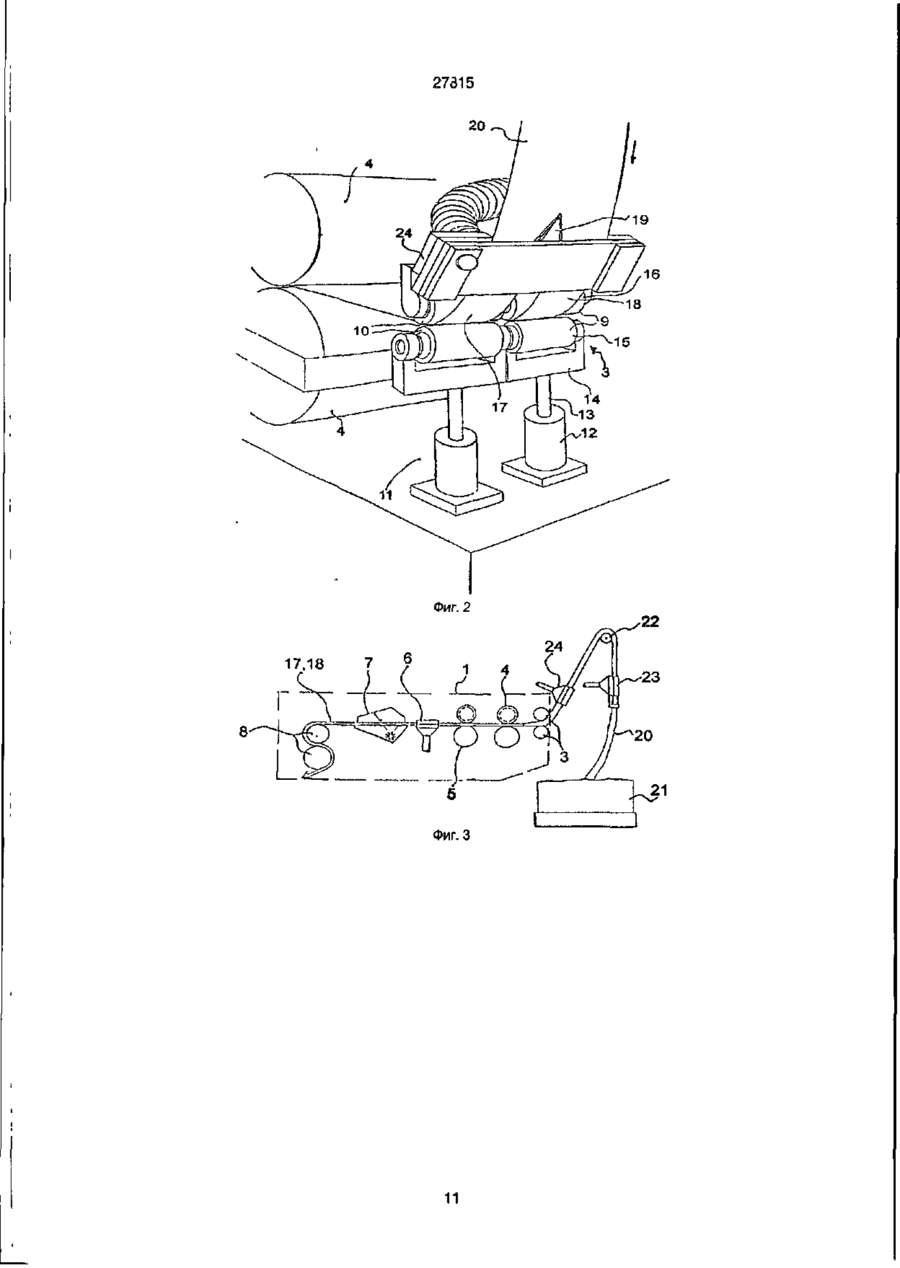
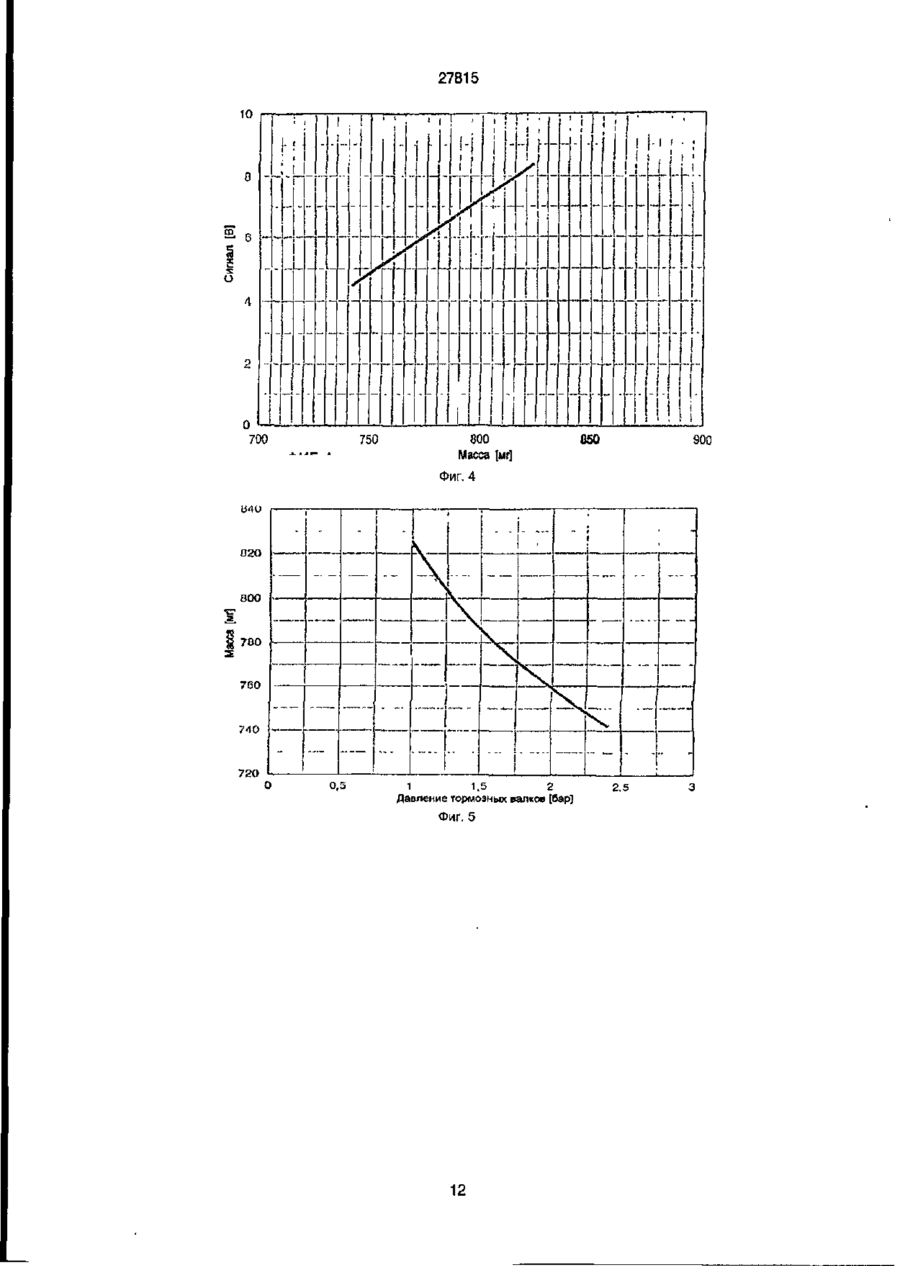
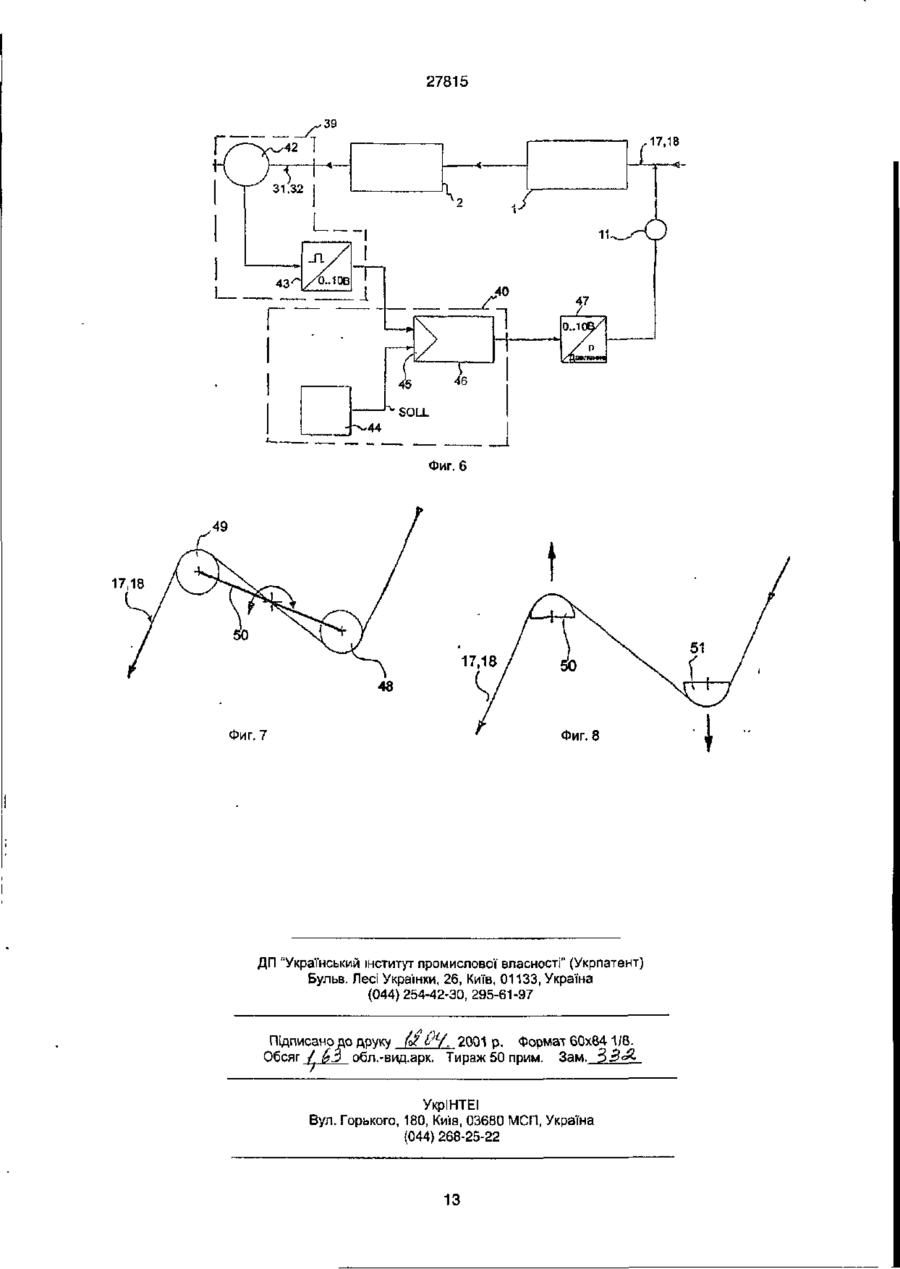
1. Способ изготовления, по меньшей мере, одного мотка волокна, предусматривающий вытягивание из запаса питающих тюков одной волокнистой ленты, подачу ее на последующую обработку, при которой ее растягивают и раздувают, собирание ленты в формующем устройстве в моток волокна или в фильтрующие мотки, которые затем снабжают оберточным материалом для образования одного или более непрерывных обернутых мотков волокна, отличающийся тем, что в начале обработки ленту или ленты подвергают воздействию усилия торможения для регулирования количества, подлежащего обработке и/или других параметров волокнистой ленты или лент, при этом усилие торможения устанавливают автоматически. 2. Способ по п.1, отличающийся тем, что осуществляют считывание и измерение характеристической величины изготовленных волокнистых мотков, а количество материала волокнистой ленты, подлежащее обработке, регулируют как функцию измеренной фактической величины и желательного значения характеристической величины с помощью усилия торможения, действующего на волокнистую ленту или ленты. 3. Способ по пп. 1, 2, отличающийся тем, что разделяемая волокнистая лента, вытягиваемая из запаса, имеет многократную ширину и представляет собой единую волокнистую ленту. 4. Способ по п 3, отличающийся тем, что вытягиваемая разделяемая волокнистая лента имеет двойную ширину для изготовления двух волокнистых мотков. 5. Способ по пп. 3, 4, отличающийся тем, что волокнистую ленту многократной ширины разделяют на несколько одинарных лент и на каждую одинарную ленту воздействуют одинаковым усилием торможения 6. Способ по п. 5, отличающийся тем, что считы вают и измеряют, по меньшей мере одну характеристическую величину для каждого из одновременно изготовленных волокнистых мотков, причем по результатам измерений и заранее заданным номинальным значениям определяют среднюю величину усилия торможения, и одним и тем же средним усилием торможения воздействуют на все отдельные ленты, подаваемые на позицию обработки. 7 Способ по пп 1, 2, отличающийся тем, что из двух волокнистых лент, одновременно вытягиваемых из отдельных питающих тюков, одновременно изготавливают два волокнистых мотка. 8. Способ по п. 7, отличающийся тем, что считывают и измеряют характеристическую величину для каждого из изготовленных волокнистых мотков и результаты измерений используют для раздельной регулировки подлежащего обработке количества материала каждой волокнистой ленты посредством усилия торможения, действующего на отдельную волокнистую ленту. 9. Способ по пп. 1, 2, отличающийся тем, что один волокнистый моток изготавливают из одной волокнистой ленты, затем считывают и измеряют характеристическую величину изготовленного волокнистого мотка и подлежащее обработке количество материала волокнистой ленты регулируют как функцию результата измерения и других заранее заданных значений с помощью усилия торможения, действующего на волокнистую ленту. 10. Способ по любому из пп. 2-9, отличающийся тем, что в качестве характеристической величины определяют плотность или массу изготовленного волокнистого мотка или мотков волокна. 11. Способ по любому из пп. 2-9, отличающийся тем, что в качестве характеристической величины определяют сопротивление вытягиванию изготовленного волокнистого мотка или мотков волокна 12 Установка для изготовления, по меньшей мере, одного мотка волокна, включающая подающее устройства для непрерывной подачи волокнистой ленты или одновременно нескольких волокнистых лент из запаса к обрабатывающему устройству для растягивания и раздувания подаваемой волокнистой ленты или лент, формующее устройство для формирования одного или одновременно нескольких обернутых отдельных мотков волокна, в частности, двух фильтрующих мотков, из обработанной волокнистой ленты ипи лент, отличаю см о ю 00 CM 1 < 27815 щаяся тем, что оно содержит устройство торможения, установленное со стороны входа в обрабатывающее устройство для создания автоматически задаваемого усилия торможения или автоматически задаваемых различных усилий торможения, действующих на подаваемую волокнистую ленту или ленты для регулирования подлежащего обработке количества материала каждой волокнистой ленты до заранее заданной величины. 13. Установка по п. 12, отличающаяся тем, что она имеет измерительное устройство для считывания и измерения, по меньшей мере, одной характеристической величины изготовленного волокнистого мотка или мотков для получения соответствующих сигналов измерений, соединенное с устройством для автоматического управления или регулирования количества материала волокнистой ленты или лент в зависимости от сигналов измерений, поданных на него с помощью устройства торможения. 14. Установка по пп. 12, 13 отличающаяся тем, что имеет разделяющее устройство для разделения волокнистой ленты многократной ширины на отдельные ленты. 15 Установка по пп. 13, 14, отличающаяся тем, что измерительное устройство выполнено с возможностью определения характеристической величины для каждого из волокнистых мотков отдельно и подачи соответствующих сигналов измерений устройству управления для задействования устройства торможения с возможностью автоматического регулирования подлежащего обработке количества материала волокнистых лент одинаковой ширины. 16. Установка по пп. 12-15, отличающаяся тем, что устройство торможения имеет несколько отделенных одна от другой пар неприводных тормозных валков для прохода через них волокнистой ленты, и отдельные пары тормозных валков выполнены с возможностью создания усилия торможения, действующего на волокнистую ленту, проходящую через них, причем усилие торможения является регулируемым. Настоящее изобретение относится к способу изготовления мотка из волокна или нескольких обернутых мотков из волокна, в частности, для изготовления фильтрующих мотков для сигарет и других стержнеобразных изделий для курения, и к устройству для реализации данного способа. В массовом производстве сигарет и других изделий для курения подобного типа используются фильтры, которые изготавливаются из ленты из ацетилцеллюлозных волокон или других пригодных материалов. Эта лента, так называемая фильтрующая лента, вытягивается из питающего тюка, подвергается обработке с целью дальнейшего изготовления и затем собирается в формующем устройстве, в круглый моток волокна и снабжается оберточным материалом, например, бумажной полосой. Этот фильтрующий моток в конце разрезается на отдельные фильтрующие мундштуки. 17. Установка по п. 16, отличающаяся тем, что устройство торможения имеет две пары тормозных валков. 18. Установка по п. 17, отличающаяся тем, что две пары тормозных валков являются спаренными и создают одинаковое усилие торможения. 19. Установка по любому из пп. 14, 15, отличающаяся тем, что устройство торможения содержит пару тормозных валков многократной ширины, двойной ширины или одинарной ширины, причем эта пара является неприводной. 20 Установка по п. 12, отличающаяся тем, что устройство торможения содержит пару тормозных валков, которая является неприводной и через которую проходит волокнистая лента. 21. Установка по любому из пп. 12-15, отличающаяся тем, что устройство торможения содержит, по меньшей мере,один тормозной палец для направления над ним волокнистой ленты или лент, причем, по меньшей мере, один из тормозных пальцев является подвижным для изменения положения тормозных пальцев друг относительно друга для регулирования усилия торможения, действующего на волокнистую ленту или ленты. 22. Установка по любому из пп. 12-15, отличающаяся тем, что устройство торможения имеет, по меньшей мере, один тормозной диск для направления над ним волокнистой ленты или лент, причем тормозной диск является подвижным для регулирования или изменения усилия торможения, действующего на волокнистую ленту или ленты. 23. Установка по любому из пп. 12-22, отличающаяся тем, что измерительное устройство выполнено с возможностью определения в качестве характеристической величины сопротивления вытягиванию изготовленных мотков волокна. 24. Установка по пп 12-22, отличающаяся тем, что измерительное устройство выполнено с возможностью определения в качестве характеристической величины плотности или массы мотков волокна, изготовленных формующим устройством. Известный способ изготовления фильтрующих мундштуков для сигарет, принятый в качестве прототипа, и устройство, предназначенное для реализации этого способа, описаны в патенте ФРГ № 4109603, МІЖ 5 А24Д 3/02, 1992г. Известное устройство состоит из обрабатывающего устройства, в котором подаваемая фильтрующая лента подвергается, ко всему прочему, растягиванию и раздуванию ("вспушиванию"), вспомогательного устройства для нанесения дополнительного компонента из волокнистого материала на обработанную фильтрующую ленту, формующего устройства для образования фильтрующего мотка путем собирания и обертывания обработанной фильтрующей ленты оберточным материалом и разрезающего устройства для последовательного отрезания фильтрующих мундштуков от фильтрующего мотка. При помощи известного устройства изготавливается только один фильтрующий моток. 27815 В обрабатывающем агрегате известного устройства предусмотрена пара приводных тормозных валков, которые вытягивают фильтрующую ленту из тюка фильтрующего жгута. В соответствии с предшествующим техническим уровнем известны также обрабатывающие секции, которые используют на входе обрабатывающей секции пару неприводных тормозных валков. Такая обрабатывающая секция представляет собой, например, серийное изделие AF 2 фирмы KorberAG, Гамбург. Способ и устройство, описанные в патенте ФРГ ДЕ 41 09 603, с парой приводных тормозных валков, имеют следующие недостатки. Чем дальше фильтрующая лента вытягивается из тюка, тем длиннее будет участок фильтрующей ленты между тюком и парой тянущих валков, вследствие чего вес участка фильтрующей ленты между поверхностью тюка и тянущим валком увеличивается, и поэтому фильтрующая лента растягивается. Кроме того, при возрастающей длине волочения фильтрующей ленты при высоких скоростях вытягивания воздушное трение, действующее на фильтрующую ленту, становится больше и больше, что также приводит к предварительному растягиванию фильтрующей ленты. Однако это растягивание означает то, что все меньшая и меньшая масса фильтрующей ленты в единицу времени или на единицу длины подается к паре тянущих валков, то есть подаваемое количество фильтрующей ленты не является постоянным при постоянной частоте вращения тормозного валка. Это оказывает отрицательное влияние на изготавливаемый фильтрующий моток, поскольку его плотность также меняется, когда меняется подаваемое количество фильтрующей ленты. Если подается слишком мало фильтрующей ленты, плотность или масса изготовленных фильтрующих мундштуков или фильтрующего мотка будет недостаточной, так что изготовленные фильтрующие мотки или мундштуки являются непригодными и представляют собой отходы (брак). Пара неприводных тормозных валков или «нажимной» (холостой) тормозной валок частично компенсирует этот недостаток и другие отклонения, связанные с фильтрующим мотком, например, отклонения показателя скручивания, которые повлияли бы на качество фильтрующих мотков. В упомянутой обрабатывающей секции AF 2, в зависимости от характеристик фильтрующей ленты, при обработке к паре нажимных (холостых) валков прикладывается усилие торможения, задаваемое как постоянная величина. Управление массой фильтрующего рулона обеспечивается в соответствии с предшествующим техническим уровнем путем изменения скорости подачи приводных валков. В основу изобретения поставлена задача в способе изготовления мотков волокна и устройстве для осуществления способа путем организации процесса торможения обрабатываемой волокнистой ленты, или лент, осуществляемого автоматически, обеспечить повышение произ водительности и качества мотков волокна или фильтрующих мотков. При этом количество волокнистой ленты или фильтрующего жгута (ленты), обрабатываемого в обрабатывающем агрегате устройства, должно сохраняться по возможности постоянным. Поставленная задача решается в способе изготовления мотков волокна, предусматривающем вытягивание из запаса питающих тюков одной волокнистой ленты, подачу ее на последующую обработку, при которой ее растягивают и раздувают, собирание ленты в формующем устройстве в моток волокна или в фильтрующие мотки, которые затем снабжают оберточным материалом для образования одного или более непрерывных обернутых мотков волокна, фильтрующих мотков, тем, что в начале обработки ленту или ленты подвергают воздействию усилия торможения для регулирования количества, подлежащего обработке и/или других параметров волокнистой ленты или лент, при этом усилие торможения устанавливают автоматически. Кроме того осуществляют считывание и измерение характеристической величины изготовленных волокнистых мотков, а количество материала волокнистой ленты, подлежащее обработке, регулируют как функцию измеренной фактической величины и желательного значения характеристической величины с помощью усилия торможения, действующего на волокнистую ленту или ленты. При этом разделяемая волокнистая лента, вытягиваемая из запаса, имеет многократную ширину и представляет собой единую волокнистую ленту. Вытягиваемая разделяемая волокнистая лента может иметь двойную ширину для изготовления двух волокнистых мотков. При этом волокнистую ленту многократной ширины разделяют на несколько одинарных лент и на каждую одинарную лентувоздействуют одинаковым усилием торможения. Считывают и измеряют, по меньшей мере одну характеристическую величину для каждого из одновременно изготовленных волокнистых мотков, причем по результатам измерений и заранее заданным номинальным значениям определяют среднюю величину усилия торможения, и одним и тем же средним усилием торможения воздействуют на все отдельные ленты, подаваемые на позицию обработки. Из двух волокнистых лент одновременно изготавливают два волокнистых мотка, одновременно вытягиваемых из отдельных питающих тюков. Считывают и измеряют характеристическую величину для каждого из изготовленных волокнистых мотков и результаты измерений используют для раздельной регулировки подлежащего обработке количества материала каждой волокнистой ленты посредством усилия торможения, действующего на отдельную волокнистую ленту. Один волокнистый моток изготавливают из одной волокнистой ленты, затем считывают и 27815 измеряют характеристическую величину изготовленного волокнистого мотка и подлежащее обработке количество материала волокнистой ленты регулируют как функцию результата измерения и других заранее заданных значений с помощью усилия торможения, действующего на волокнистую ленту. В качестве характеристической величины могут определять плотность или массу изготовленного волокнистого мотка или мотков волокна. В качестве характеристической величины могут определять сопротивление вытягиванию изготовленного волокнистого мотка или мотков волокна. Поставленная задача решается также в устройстве для изготовления мотков волокна, включающем подающее устройство для непрерывной подачи волокнистой ленты или одновременно нескольких волокнистых лент из запаса к обрабатывающему устройству для растягивания и раздувания подаваемой волокнистой ленты или лент, формующее устройство для формирования одного или одновременно нескольких обернутых отдельных мотков волокна, в частности, двух фильтрующих мотков, из обработанной волокнистой ленты или лент, тем, что оно содержит устройство торможения, установленное со стороны входа в обрабатывающее устройство для создания автоматически задаваемого усилия торможения или автоматически задаваемых различных усилий торможения, действующих на подаваемую волокнистую ленту или ленты для регулирования подлежащего обработке количества материала каждой волокнистой ленты до заранее заданной величины. Кроме того устройство имеет измерительное устройство для считывания и измерения, по меньшей мере, одной характеристической величины изготовленного волокнистого мотка или мотков для получения соответствующих сигналов измерений, и устройство для автоматического управления или регулирования количества материала волокнистой ленты или лент в зависимости от сигналов измерений, поданных на него с помощью устройства торможения. Волокнистая лента представляет собой разделяемую волокнистую ленту многократной ширины. Дополнительно устройство может иметь разделяющее устройство для разделения волокнистой ленты многократной ширины на отдельные ленты. Измерительное устройство выполнено с возможностью определения характеристической величины для каждого из волокнистых мотков отдельно и подачи соответствующих сигналов измерений устройству управления для задействования устройства торможения с возможностью автоматического регулирования подлежащего обработке количества материала волокнистых лент одинаковой ширины. Устройство торможения имеет несколько отделенных одна от другой пар неприаодных тормозных валков для прохода через них волокнистой ленты, и отдельные пары тормозных валков выполнены с возможностью создания усилия торможения, действующего на волокнистую ленту, проходящую через них, причем усилие торможения является регулируемым. При этом устройство торможения имеет две пары тормозных валков, которые могут быть спаренными и создавать одинаковое усилие торможения. Устройство торможения может содержать пару тормозных валков многократной ширины, двойной ширины или одинарной ширины, причем эта пара является неприводной. Устройство торможения может содержать пару тормозных валков, которая является неприводной и через которую проходит волокнистая лента. Устройство торможения может содержать по меньшей мере один тормозной палец для направления над ним волокнистой ленты или лент, причем по меньшей мере; один из тормозных пальцев является подвижным для изменения положения тормозных пальцев друг относительно друга для регулирования усилия торможения, действующего на волокнистую ленту или ленты. Устройство торможения имеет по меньшей мере, один тормозной диск для направления над ним волокнистой ленты или лент, причем тормозной диск является подвижным для регулирования или изменения усилия торможения, действующего на волокнистую ленту или ленты. Измерительное устройство выполнено с возможностью определения в качестве характеристической величины сопротивления вытягиванию изготовленных мотков волокна. Измерительноее устройство выполнено с возможностью определения в качестве характеристической величины плотности или массы мотков волокна, изготовленных формующим устройством. Причинно — следственная связь между совокупностью признаков изобретения и достигаемым техническим результатом очевидна благодаря нижеследующему объяснению. В соответствии со способом согласно изобретению для изготовления, по меньшей мере, одного мотка волокна, в частности, одного фильтрующего мотка для производства фильтров сигарет и других стержнеобразных изделий для курения, по меньшей мере, одна волокнистая фильтрующая лента, вытягивается из запаса и подвергается дальнейшей обработке, при которой волокнистая лента или ленты, растягиваются и раздуваются («вслушиваются»). При обработке подаваемой фильтрующей ленты или лент они сначала подвергаются воздействию усилия торможения. Это усилие может регулироваться автоматически и отслеживает, чтобы отношение массы к длине образуемых мотков волокна оставалось постоянным. За счет усилия торможения, действующего, например, на волокнистую ленту, могут компенсироваться определенные параметры волокнистой ленты, что, в свою очередь, влияет на характеристики мотка волокна. Такими параметрами волокнистой ленты являются, например, 27815 показатель скручивания и общая линейная плотность. Усилие торможения, действующее на волокнистую ленту, можно регулировать вручную. Предпочтительно оно регулируется автоматически с помощью соответствующей системы управления. Чтобы обеспечить автоматическое регулирование усилия торможения, действующего на волокнистые ленты, считывается и измеряется, например, характеристическая величина изготовленных фильтрующих мотков. Количество подаваемой волокнистой ленты, подлежащее обработке, задается затем как функция измеренного мгновенного значения или фактического значения и заранее заданных величин, как например, желательной величины для соответствующей измеренной характеристической величины, путем регулирования усилия торможения, действующего на волокнистую ленту или ленты. Считывание и измерение характеристической величины изготовленного фильтрующего мотка или мотков волокна означает в контексте настоящего изобретения, что это измерение может быть выполнено как на бесконечных фильтрующих мотках или мотках волокна, так и на фильтрующих мундштуках конечной длины. При использовании способа и устройства согласно изобретению одновременно можно изготавливать несколько мотков волокна, например волокнистых лент, вытягиваемых из тюка или из нескольких тюков. Предпочтительно для каждого из одновременно изготавливаемых мотков волокна измеряется, по меньшей мере, одна характеристическая величина, и исходя из результатов измерений и заранее заданных желательных величин определяется среднее значение усилия торможения. Это среднее усилие торможения затем действует на все волокнистые ленты, направляемые (подаваемые) на обработку. Альтернативно, количество подаваемого материала для каждой из волокнистых лент может задаваться отдельно с помощью коррелированного усилия торможения. С этой целью для каждой вытягиваемой волокнистой ленты, перед тем как она подойдет к тянущему валку в обрабатывающем устройстве, может использоваться пара тормозных валков с регулированием давления, через которую проходит соответствующая волокнистая лента. При использовании способа и устройства согласно изобретению также можно изготавливать один фильтрующий моток из одной вытягиваемой волокнистой ленты, причем измеряется характеристическая величина, например, плотность и отсюда отношение массы к длине изготовленного фильтрующего мотка, и с помощью усилия торможения, действующего на волокнистую ленту, осуществляется управление и регулирование количества волокнистой ленты, подлежащего обработке, как функции результата измерения и дополнительных заранее заданных величин. В качестве системы торможения для приложения усилия торможения к волокнистой ленте, как правило, может использоваться пара тормозных залков или несколько таких пар, через которые волокнистая лента проходит в каждом случае. Валки из этих пар тормозных валков (сами по себе), как упоминалось выше, не являются приводными. Предусмотрено соответствующее управляемое задающее устройство, которое действует, например, пневматически, гидравлически или иным пригодным образом и прижимает один из тормозных валков с соответствующим усилием к другому валку из пары, чтобы создать усилие торможения, действующее на волокнистые ленты, проходящие через пару тормозных валков. Система торможения может иметь, например, две пары тормозных валков, если одновременно подлежат обработке в обрабатывающем устройстве две волокнистые ленты, из которых затем следует изготовить два мотка волокна на последующих стадиях обработки. Две пары тормозных валков могут быть «спарены», то есть, хотя имеются две отдельные пары тормозных валков, эти пары задействуются одновременно одним и тем же задающим устройством. Таким образом, пары тормозных валков создают одинаковые усилия торможения, действующие на волокнистые ленты, проходящие через них. В качестве устройства торможения также можно использовать, по меньшей мере, один тормозной палец, над которым направляются волокнистые ленты, причем, по меньшей мере, один из тормозных пальцев является подвижным, чтобы обеспечить возможность изменения взаимного положения тормозных пальцев, чтобы сделать возможным задание усилия торможения, действующего на волокнистые ленты. Альтернативно, система торможения может иметь, по меньшей мере, один тормозной диск, над которым направляются волокнистые ленты, причем тормозной диск выполнен подвижным, чтобы обеспечить возможность задания или изменения усилия торможения, действующего на волокнистые ленты. Путем регулирования подаваемого количества и/или других параметров волокнистых лент можно добиться однородных характеристик качества изготовленных фильтрующих мотков, даже если подаваемые волокнистые ленты имеют сравнительно большие отклонения от желательных заданных величин. В частности, если в волокнистой ленте из тюка имеются, например, отклонения' по показателю скручивания и/или по общей линейной плотности, они могут компенсироваться за счет автоматического регулирования усилия торможения, не требуя ручной переналадки установки (машины) персоналом. Наконец, путем регулирования подаваемого количество волокнистых лент для дальнейшей обработки можно уменьшить процент брака, увеличивая таким образом производительность при производстве фильтрующих мотков. 27815 Можно достичь повышенной производительности при производстве мотков волокна в целом также путем одновременного изготовления нескольких мотков волокна, причем одновременно изготавливаемые мотки волокна производят из, по меньшей мере, одной непрерывно подаваемой волокнистой ленты, и измеряется, по меньшей мере, одна характеристическая величина изготовленных мотков волокна, и подаваемое количество волокнистой ленты или лент автоматически регулируется как функция результата измерения. При использовании данного способа согласно изобретению одновременно можно изготавливать несколько обернутых мотков волокна из, по меньшей мере, одной непрерывно подаваемой волокнистой ленты. Качество мотков волокна отслеживается путем выявления и оценки характеристической величины мотков волокна, чтобы задать подаваемое количество волокнистой ленты или лент путем регулирования усилия торможения с тем, чтобы обеспечить, например, однородную плотность или массу готовых мотков волокна. Для одновременного изготовления нескольких обернутых мотков волокна устройство согласно изобретению содержит обрабатывающее устройство, которое направляет, по меньшей мере, одну волокнистую ленту, в частности фильтрующую ленту, к формующему устройству, в котором одновременно образуются несколько отдельных мотков волокна из подаваемых волокнистых лент, которые обертываются мягким оберточным материалом. С помощью данного устройства, которое может производить, например, одновременно два мотка волокна, производительность при производстве мотков волокна может быть удвоена без необходимости в большем количестве персонала или в дополнительных площадях для размещения этой установки (машины) по производству удвоенного количества мотков. Устройство согласно изобретению содержит измерительное устройство, с помощью которого в процессе производства можно отслеживать существенные параметры и показатели мотков волокна или фильтрующих мундштуков. Такими параметрами и показателями качества для 'мотков волокна или фильтрующих мундштуков являются, например, их плотность или масса, сопротивление вытягиванию и диаметр. В качестве исходного материала для многомоткового производства к двухмотковой машине или к двухмстковой машине по производству фильтрующих мундштуков могут одновременно подаваться, например, две волокнистые ленты, проходящие рядом. В этом случае обрабатывающее устройство отслеживает, чтобы подаваемое количество можно быть бы регулировать отдельно для каждого из двух мотков волокна. Предпочтительно с этой целью можно использовать раздельно регулируемые пары тормозных валков, через которые в каждом случае проходит одна из волокнистых лент в обрабатывающем устройстве, чтобы автоматически задать подаваемое количество для дальнейшей обработки. За счет усилия торможения, действующего со стороны пары валков на волокнистую ленту, можно в определенных пределах варьировать подаваемое количество, чтобы обеспечить возможность работы в пределах допусков по фильтрованию, которые должны быть получены. Пара тормозных валков состоит из валка с резиновым покрытием и стального валка. Торможение волокнистой ленты происходит путем упругого воздействия валка с резиновым покрытием на стальной валок, причем волокнистая лента приводит валки в движение. Однако если две раздельно вытягиваемые волокнистые ленты имеют индивидуальные сильно различающиеся свойства, как например, значительно отличающуюся общую линейную плотность или показатель скручивания, компенсации различий между волокнистыми лентами с помощью раздельно регулируемых пар тормозных валков может оказаться затруднительной. В результате может получиться так, что одновременно изготавливаемые мотки волокна различаются по своим свойствам, и в худшем случае могут быть превышены желательные допуски. По этой причине при производстве фильтрующих мундштуков предпочтительно используется фильтрующая лента, разделяемая по ширине на множество лент, которая для обеспечения возможности ее разделения выполнена с линией разрыва. Предпочтительно используется волокнистая лента двойной ширины, которая разделяется по своей центральной линии разрыва на две волокнистые ленты единичной ширины в обрабатывающем устройстве. Разделенные волокнистые ленты одинарной ширины или соответственно две половины ленты широкой1 волокнистой ленты, вытянутой из тюка, рационально имеют, в основном, те же свойства материала, в частности то же количество или массу на длину, так что надежно избегают чрезмерно больших различий в существенных свойствах материала, и, таким образом, можно надежно выдержать допуски на мотки волокна при производстве удвоенного количества мотков волокна. Следовательно, предпочтительная разделяемая волокнистая лента двойной ширины отличается тем, что все относящиеся к качеству параметры для производства мотков волокна могут — в зависимости от ее производства — различаться лишь незначительно для двух половин волокнистой ленты, поскольку обе половины волокнистой ленты двойной ширины изготавливают на одной и той же операции. Использование волокнистой ленты двойной ширины, вытягиваемой из одного тюка, имеет преимущества, в частности, когда волокнистая лента двойной ширины полностью вытянута, то есть в тех случаях, когда тюк должен быть заменен. Тогда при использовании волокнистой ленты двойной ширины нужно заменить только один тюк и вставить (ленту) в двухмотковую машину, чтобы обеспечить возможность продолжения работы. Это также представляет собой усовершенствование по отношению к альтернативному варианту выполнения настоящего изобретения, 27815 при котором две отдельные волокнистые ленты вытягиваются каждая из своего тюка. В этом случае тюки, как правило, заканчиваются не одновременно, так что в принципе необходимо два раза останавливать машину, что приводит к большим затратам на оплату персонала и к большему количеству брака. Это избегают, используя волокнистую ленту двойной ширины при одном тюке. Точная конструкция используемой разделяемой волокнистой ленты двойной ширины и дополнительных асимметричных волокнистых лент и лент с многократной шириной лент, разделяемых по ширине на множество лент описана в одновременно находящейся на рассмотрении заявке на патент «Волокнистые ленты с многократной шириной и способ и устройство для их производства» того же заявителя, что и настоящая заявка, и на которую здесь специально делается ссылка. Чтобы добиться быстрого регулирования количества с помощью системы торможения, рационально использовать непрерывный контроль, например, плотности или массы или сопротивления мотков волокна или фильтрующих стержней вытягиванию. Для этой цели может использоваться измерение сравнительной плотности мотка или измерение сопротивления вытягиванию в оперативном режиме. Еще один рациональный момент изобретения состоит в том, что в качестве характеристической величины изготовленных мотков волокон выявляется и определяется их масса. В зависимости от измеренных значений массы подаваемое количество может задаваться с помощью усилия торможения, действующего на вытягиваемые волокнистые ленты. В рациональном варианте выполнения изобретения в качестве характеристической величины изготовленных мотков волокна определяется сопротивление фильтрующих мундштуков вытягиванию. Подаваемое количество волокнистой ленты регулируется как функция измеренного сопротивления вытягиванию с помощью системы торможения в обрабатывающем устройстве с точки зрения стабилизации сопротивления вытягиванию. Характеристические значения массы и/или сопротивления вытягиванию изготовленных мотков волокна или фильтрующих мотков предпочтительно считываются в оперативном режиме в устройстве согласно изобретению. С помощью изобретения можно оптимизировать и поддерживать в течение длительного времени определяющие параметры мотков волокна при изготовлении. Следовательно, путем регулирования или управления количеством с помощью измерения характеристического значения, как например, сопротивления вытягиванию, обеспечивается то, что параметры всасывания сигарет не ухудшаются при курении через фильтр. Дополнительные преимущества и возможности использования настоящего изобретения можно видеть из нижеследующего описания варианта выполнения изобретения, приведен ного в качестве примера, вместе с графическими материалами, где изображены: Фиг. 1 — вариант выполнения устройства огласно изобретению для реализации способа согласно изобретению, причем устройство сконструировано в виде машины для производства двух фильтрующих мотков: фиг. 2 — подробное изображение обрабатывающего устройства, используемого в устройстве по фиг. 1, со спаренной двойной парой тормозных валков и разделяющим устройством для подаваемой разделяемой фильтрующей ленты двойной ширины; фиг. 3 - схематический вид сбоку на обра— батывающее устройство в устройствепо фиг. 1, но без разделяющего устройства; фиг. 4 — график функции, показывающий генерируемый сигнал как функцию веса фильтрующего мотка; и фиг. 5 — график функции, показывающий зависимость веса фильтрующего мотка от усилия торможения (давления тормозных валков), создаваемого устройством торможения в устройстве согласно фиг. 1; фиг. 6 — блок —схема, показывающая основные устройства схемы управления для регулирования подаваемого количества фильтрующей ленты с помощью усилия торможения, действующего на фильтрующую ленту; фиг. 7 — схематический вид сбоку на систему торможения, используемую в устройстве по фиг. 1, причем в системе торможения вместо тормозных валков используются тормозные пальцы; и фиг. 8 — схематичный вид сбоку на альтернативную систему торможения, которая может использоваться в варианте выполнения настоящего изобретения по фиг. 1, причем в альтернативной системе торможения вместо тормозных валков используются тормозные диски. На фиг. 1 представлен схематичный вид сбоку на устройство согласно изобретению в виде машины для производства двух фильтрующих мотков, которая одновременно изготавливает два фильтрующих мотка, в частности; для производства фильтров для сигарет и подобных изделий для курения. Устройство согласно изобретению состоит из обрабатывающего устройства 1 и формующего устройства 2 для одновременного изготовления двух обернутых фильтрующих мотков из вытянутой и обработанной фильтрующей ленты. Обрабатывающее устройство 1 содержит систему 3 торможения, пару 4приводных растягивающих валков, вторую пару 5 приводных растягивающих валков, расправляющую насадку 6, распылительную камеру 7 и пару отклоняющих валков 8 (фиг. 3}. В соответствии с фиг. 2 система 3 торможения обрабатывающего устройства 1 содержит две пары 9 и 10 тормозных валков, установленных рядом, и задающее устройство 11, состоящее из двух пневматических узлов 27815 поршень — цилиндр, каждое из которых содержит цилиндр 12 исоответствующий поршень 13. На свободном конце поршня 13 закреплена U —образная опорная деталь 14, в которой установлен взаимосвязанный ( с другим) тормозной валок 15 из пары 9 тормозных валков. Путем задействования с помощью сжатого воздуха пневматический узел поршень — цилиндр может прижимать валок 15, установленный в U —образной опоре 14, вверх ко второму валку 16 пары 9 валков, чтобы отрегулировать усилие торможения, действующее на фильтрующую ленту, проходящую между валками из пары валков. В показанном в данном случае варианте выполнения изобретения две пары 9 и 10 тормозных валков «спарены», то есть их коррелированные «взаимосвязанные» задающие устройства подвергаются нагнетанию одним и тем же сжатым воздухом (соответствующие магистрали для сжатого воздуха и пневматическая система, необходимые для этого, известны, и далее их описывать не нужно) с тем, чтобы одно и то же усилие торможения действовало на фильтрующие ленты в обеих парах 9 и 10 тормозных валков. Две фильтрующие ленты 17 и 18, имеющие одинарную ширину, получаются с помощью разделяющего устройства 19, которое может быть сконструировано, например, в виде разделяющего клина или разделяющей пластины и которое расположено снаружи от тормозных валков, путем разделения разделяемой фильтрующей ленты 20, имеющей двойную ширину. Лента 20 непрерывно вытягивается из тюка 21 с помощью первой пары 4 растягивающих валков обрабатывающего устройства 1, причем фильтрующая лента двойной ширины направляется после извлечения из тюка 21 на своем пути к паре 4 растягивающих валков над отклоняющим валком 22 и проходит мимо двух воздушных сопел 23 и 24, которые служат для того, чтобы расправить и расслабить фильтрующую ленту двойной ширины. В завершение, после разделяющего устройства 19 фильтрующие ленты 17 и 18 одинарной ширины проходят через пары 9 и 10 тормозных валков, чтобы достичь пары 4 растягивающих валков. После прохождения через пару 4 растягивающих валков дзе фильтрующие ленты 17 и 18 одинарной ширины поступают ко второй паре 5 растягивающих валков обрабатывающего устройства 1, причем две фильтрующие ленты растягиваются между двумя парамы 4 и 5 растягивающих валков, причем это осуществляется путем установки различной частоты вращения между парами приводных растягивающих валков. После второй пары 5 растягивающих валков фильтрующие ленты 17 и 18 одинарной ширины подаются к сдвоенной расправляющей насадке 6, где они равномерно расправляются для последующей обработки в распылительной камере 7 В распылительной камере 7 на две фильтрующие ленты 17 и 18 подается мягчи тель, например, триацетин, и они затем подаются к паре 8 отклоняющих валков Две пары 5 и 4 растягивающих валков и пара 8 отклоняющих валков являются приводными, а две пары 9 и 10 тормозных валков системы 3 торможения в обрабатывающем устройстве 1 не являются приводными. Пары 5 и 4 растягивающих валков совместно с устройствами 6, 7, 8 образуют один растягивающий механизм, который при обработке фильтрующей ленты двойной ширины или соответственно при одновременной обработке двух фильтрующих лент одинарной ширины может сохраняться, в основном, без каких-либо принципиальных модификаций его конструкции, и нет необходимости в дублировании этого механизма. Две фильтрующие ленты 17 и 18 поступают к двойным входным воронкам 25 формующего устройства 2, в котором две фильтрующие ленты одинарной ширины собираются в фильтрующий моток, и на них наносится оберточная лента 26, которая стягивается с бобин 27 и на которую с помощью клеящего устройства 28 наносится клей. Лента 26 оберточного материала и соответствующий фильтрующий моток поступают на формующую полосу 29 формующего устройства 2, которая имеет две формующие ленты, перемещающиеся параллельно. Каждая из двух формующих лент перемещает элементы, находящиеся на ней, через формующий узел 30, который сконструирован в виде двойного формующего узла и который наносит соответствующую ленту 26 оберточного материала вокруг соответствующего фильтрующего мотка тем самым образуются обернутые фильтрующие мотки 31 и 32. Изготовленные таким образом обернутые фильтрующие мотки, перемещающиеся рядом друг с другом, проходят через двойную фальцующую пластину 33, в которой клеевые стыки обернутых фильтрующих мотков 31 и 32, перемещающихся рядом друг с другом, склеиваются. После этого параллельно перемещающиеся фильтрующие мотки непрерывно разрезаются резаком 34 на фильтрующие мундштуки 35, перемещающиеся рядом друг с другом, которые передаются в один из двух барабанов 36 для хранения, в котором они смещаются в направлении транспортировки поперек оси, где они пропускаются через один из двух проверочных барабанов 37 на подающую ленту 38, откуда они направляются для дальнейшей обработки или для промежуточного хранения. Машина для изготовления фильтров имеет измерительное устройство 39, известное само по себе, с помощью которого определяется характеристическая величина фильтрующих мотков 31 и 32, в данном случае плотность или масса фильтрующих мотков. Измерительное устройство 39 связано с системой управления 40, которая получает информацию о массе как сигнал. В качестве измерительного устройства 39 можно использовать, например, источник радиоактивного излучения (бета — лучевую трубку). Это измерительное устройство подробно описано в заявке ФРГ ДЕ OS 2208944, на кото 27815 рую в данном случае специально делается ссылка. Измерительное устройство может содержать дополнительное само по себе известное измерительное средство для определения второй характеристической величины фильтрующих мотков, а именно сопротивлений вытягиванию нарезанных фильтрующих мундштуков 35 и отсюда — фильтрующих мотков 31 и 32. С этой целью используется проверочный барабан 37, с помощью которого измеряются сопротивления вытягиванию фильтрующих мундштуков из отдельных фильтрующих мотков 31, 32. Измерение сопротивления вытягиванию фильтрующих мундштуков с использованием проверочного барабана само по себе известно. В этой связи ссылаемся, например, на заявку ФРГ ДЕ—OS 4109603 А1. Поэтому здесь не приводится более подробное описание проверочного барабана и соответствующего способа измерения. Проверочный барабан 37 связан с системой управления 40, которая генерирует управляющие сигналы как функцию данных о сопротивлении вытягиванию и данных о массе, с помощью этих сигналов задействуются две пары 9, 10 тормозных валков системы 3 торможения с целью задания усилия торможения, чтобы отрегулировать количество волокнистых лент 17, 18 одинарной ширины, подлежащее обработке Вместо двойного проверочного барабана 37 может быть предусмотрено измерительное средство 41 для измерения сопротивления вытягиванию с целью определения сопротивлений вытягиванию отдельных фильтрующих мотков. Такое измерительное средство описывается, например, в заявке ФРГ ДЕ—OS 4109603 А1. Можно использовать вышеупомянутые измерения сопротивления вытягиванию в дополнение к измерению плотности ипи в качестве альтернативного измерения, и поэтому они показаны на фиг. 1 в виде пунктирных линий, относящихся к их выходным сигналам. В качестве измерительного средства 39 для измерения плотности готовых фильтрующих мотков может быть предусмотрена двойная измерительная головка, которая использует излучение, проникающее через мотки волокна. Двойная измерительная головка может использовать, например, бета—излучение. Далее предполагается, что с помощью измерительного устройства 39 считываются и определяются данные только по плотности или массе изготовленных фильтрующих мотков 31 и 32, а с помощью устройства управления 40 — которое может содержать, например, микропроцессор или микрокомпьютер с постоянным запоминающим устройством (ПЗУ), оперативным запоминающим устройством (ОЗУ), центральным процессором (ЦПУ) и соответствующими блоками ввода/вывода — оценивается только сигнал о плотности, связанный с весом фильтрующих мотков, чтобы задействовать систему 3 торможения в обрабатывающем устройстве 1 На фиг 4 показана функциональная зависимость между массой фильтрующих мотков 31, 32 и выходным сигналом измерительного устройства 39. Как можно видеть из фиг. 4, существует линейная зависимость между установленной массой и сигналом о плотности. Устройство управления 40 оценивает поступающие сигналы о плотности для двух фильтрующих мотков 31, 32, формирует среднее значение из значений сигналов и сравнивает эту фактическую величину с хранимым в памяти желательным эталонным значением (S О LL) для плотности фильтрующих мотков. Если сравнение показывает, что фактическая масса фильтрующих мотков 31 и 32 меньше желательного значения (SOLL), устройство управления 40 подает электрический управляющий сигнал задающему устройству в системе 3 торможения, которое преобразует этот управляющий сигнал в соответствующее смещение узлов поршень — цилиндр задающего устройства 11, то есть в данном случае поршни пневматических задающих устройств немного отводятся назад, чтобы уменьшить усилие торможения с тем, чтобы увеличить количество материала фильтрующих лент 17 и 18, подлежащее обработке. Если сравнение в управляемом микрокомпьютером устройстве управления 40 показывает, что измеренная масса двух фильтрующих мотков 31 и 32 больше желательного значения (SOLL), устройство управления 40 генерирует соответствующий управляющий сигнал, который заставляет пневматические задающие устройства в системе 3 торможения увеличивать усилие торможения, действующее на две волокнистые ленты 17 и 18 между двумя парами 9 и 10 тормозных валков, чтобы уменьшить подаваемые количества материала двух волокнистых лент 17 и 18. Устройство управления 40 определяет значение соответствующего управляющего сигнала, например, на основе хранимой в памяти характеристики, представляющей зависимость между массой изготовленных фильтрующих мотков 3 1 , 32 или установленным средним значением для этих фильтрующих мотков и давлением тормозных валков или усилием торможения. Типовую характеристическую кривую этой зависимости можно видеть на графике функции пофиг. 5. Чтобы прояснить вышеописанные последовательности шагов управления и регулирования, на фиг. 6 представлена схема управления в виде блок-схемы, показывающей основные устройства, участвующие в управлении. Фильтрующие мотки 31 и 32, одновременно изготовленные формующим устройством 2 и перемещающиеся рядом друг с другом, сканируются с помощью двойной измерительной головки 42 измерительного устройства 39, чтобы считать данные о плотности или массе фильтрующих мотков 31 и 32. Двойная измерительная головка выдает частотно — модулированный сигнал, который с помощью преобразователя 43 частота — напряжение преобразуется в электрический сигнал. Электрический сигнал сравнивается с желательным значением (SOLL), подаваемым задатчиком 44. 27815 Компаратор 45 выдает результат сравнения регулятору 46, который генерирует вышеупомянутый электрический управляющий сигнал. В качестве регулятора 46 можно использовать, например, обычный пропорционально — интегрально—диф-ференциальный (ПИД)— регулятор или, как упоминалось выше, микропроцессор или микрокомпьютер, который в этом случае выполняет, помимо функции регулирования, также и функцию сравнения компаратора 45 и функцию задатчика 44. кулярной оси поворота и осям тормозных пальцев 48 и 49. В качестве привода поворотного держателя 50 тормозного пальца, представленного на фиг. 7, можно использовать электрический, пневматический или гидравлический приводной механизм. При повороте держателя изменяется положение тормозных пальцев 49 и 48, так, что также изменяется угол петли охвата фильтрующих лент на тормозных пальцах, которые направляются над тормозными пальцами, как показано на фиг. 7, и соответственно на фильтрующие ленты действует различное усилие торможения. Тем самым усилие торможения можно варьировать с помощью соответствующим образом спроектированного задающего устройства И с использованием устройства торможения по фиг. 7. Устройства 44, 46 и 45 содержатся в управляющем устройстве 40. Электрический сигнал управления подается через соответствующие провода или кабельную сеть к преобразователю 47 напряжение — давление, который преобразует полученный электрический управляющий сигнал в соответствующий сигнал давления или соответственно в давление для задействования пневматического задающего узла (узлов) в задающем устройстве 11, чтобы задать усилие торможения, действующее иа подаваемые фильтрующие ленты 17 и 18 перед тем, как фильтрующие ленты направляются в следующее обрабатывающее устройство 1 и затем в формующее устройство 2. На фиг. 8 показана другая альтернативная конструкция устройства 3 торможения в варианте выполнения изобретения по фиг. 1. Здесь в качестве устройства 3 торможения используются два тормозных диска 51 и 52 с полукруглым поперечным сечением. Два тормозных диска 51 и 52 установлены смещение на расстоянии друг от друга и с возможностью смещения в противоположном направлении с помощью непоказанного приводного механизма. Причем направления перемещения тормозных дисков 51 и 52 показаны на фиг. 8 стрелками. Цель управления заключается в том, чтобы отрегулировать подаваемое количество материала фильтрующих лент 17 и 18 до постоянной величины, которая задается желательным значением (SOLL), генерируемым задатчиком 44 устройства управления 40. В качестве альтернативы варианту выполнения изобретения по фиг. 1 устройство 3 торможения может иметь в качестве альтернативного средства два тормозных пальца 49 и 48, схематично показанные на фиг. 7 при виде сбоку. Между тормозными пальцами 48 и 49 установлен держатель 50, на концах которого закреплены тормозные пальцы 49 и 48. Держатель 50 может поворачиваться вокруг оси, проходящей параллельно осям тормозных пальцев 49 и 48. Фильтрующие ленты 17 и 18 направляются вокруг тормозных дисков 52 и 51 в данной последовательности в направлении движения фильтрующих лент 17 и 18 При уменьшении расстояния между двумя тормозными дисками 51 и 52 в направлении стрелок перемещения тормозных дисков, показанных на Ф и г - 8. У г о л петли охвата фильтрующих лент 17 и 18 вокруг тормозных дисков 51 и 52 уменьшается, и уменьшается усилие торможения, действующее на фильтрующие ленты 17 и 18. Таким образом, также за счет варианта выполнения устройства 3 торможения по фиг. 8 усилие торможения, действующее на волокнистые ленты, может варьироваться с помощью соответствующего задающего устройства 11. На фиг. 7 направление поворота держателя 50 показано изогнутой двойной стрелкой. Следовательно, при повороте держатель 50 смещается параллельно плоскости, перпенди31,32 30 41 17,18 £ 29 27 28 26 25 Фиг. 1 10 Фиг. 3 11 27815 1 ю 1 - . А О -~-г il
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and unit for making fiber skein
Автори англійськоюTeufel Eberhard, Greiner Christoph, Loitner Thomas
Назва патенту російськоюСпособ изготовления мотка волокна и установка для его осуществления
Автори російськоюТойфель Эберхард, Грайнер Христоф, Лойтнер Томас
МПК / Мітки
МПК: A24D 3/02
Мітки: волокна, здійснення, спосіб, виготовлення, установка, мотка
Код посилання
<a href="https://ua.patents.su/14-27815-sposib-vigotovlennya-motka-volokna-ta-ustanovka-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення мотка волокна та установка для його здійснення</a>
Спосіб виробництва ватину з базальтового супертонкого волокна та технологічна лінія для його здійснення
Номер патенту: 24230
Опубліковано: 07.07.1998
Автори: Городецький Олег Володимирович, Биков Віктор Миколайович, Барабанщиков Олег Олександрович, Михайлов Іван Миколайович
МПК: D04H 1/00
Мітки: волокна, здійснення, ватину, спосіб, виробництва, супертонкого, базальтового, лінія, технологічна
Формула / Реферат:
1. Способ производства ватина из базальтового супертонкого волокна, включающий подготовку и прошивку волокнистого ковра, отличающийся тем, что подготовка заключается в расслоении исходного холста на заготовки толщиной 3 - 5 размеров прошивочных игл с последующей прокаткой их на вальцах с зазором равным 0,5 - 1,1 размера игл.2. Технологическая линия производства ватина из базальтового супертонкого волокна, содержащая оборудование для...
Спосіб оцінки прядильної здатності луб’яного волокна та пристрій для його здійснення
Номер патенту: 6383
Опубліковано: 29.12.1994
Автори: Пашин Євгеній Львович, Гілязетдінов Рубіль Нуртдінович, Тимонін Михайло Олександрович
МПК: G01N 33/36, D01B 1/00
Мітки: луб'яного, здатності, здійснення, прядильної, волокна, спосіб, пристрій, оцінки
Формула / Реферат:
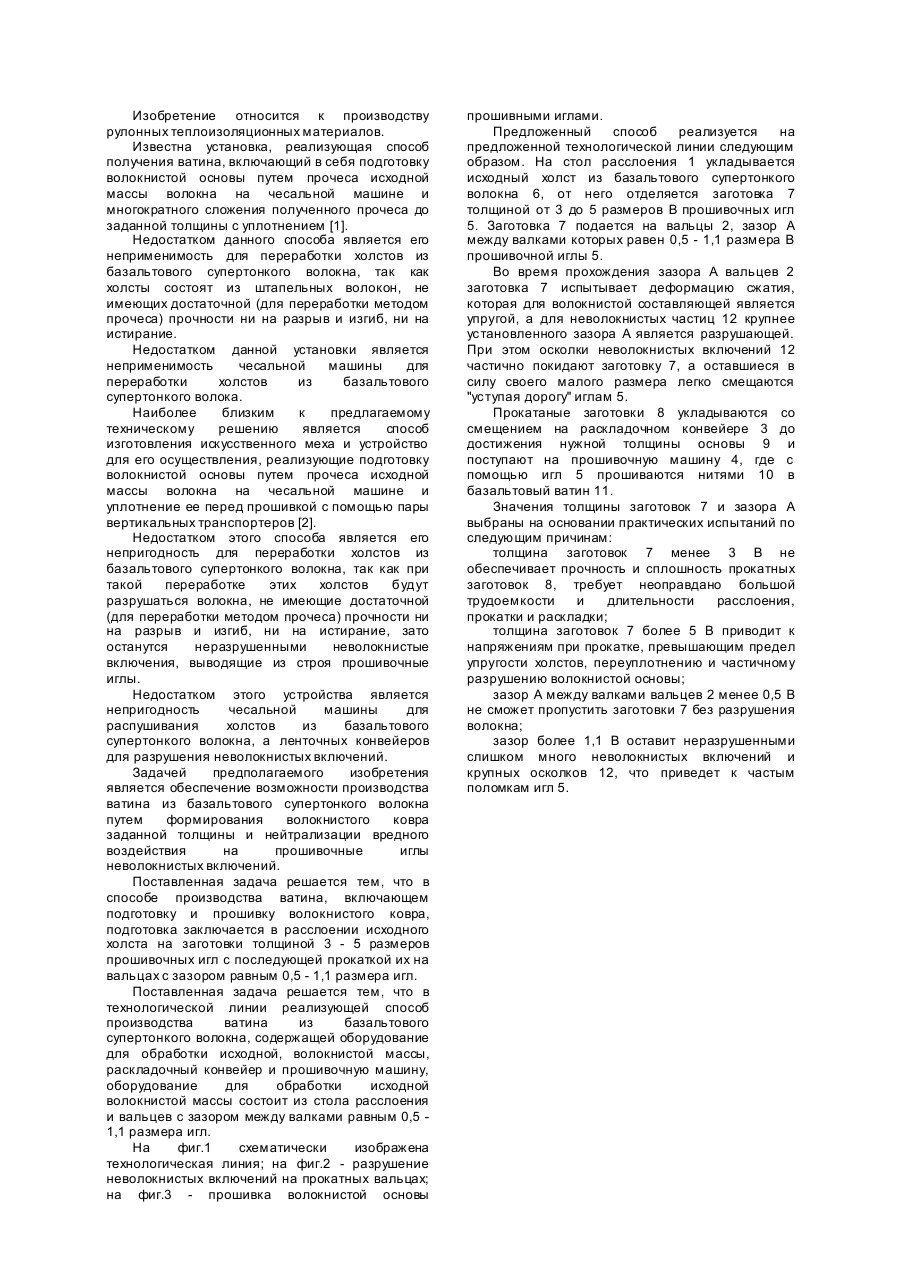
1. Способ оценки прядильной способности лубяного волокна, включающий определение его технологических параметров и оценку прядильной способности по их величине, отличающийся тем, что, с целью повышения достоверности результатов, волокно прочесывают, а прядильную способность оценивают по величине силы сопротивления, возникающей про прочесе. 2. Устройство для оценки прядильной способности лубяного волокна, содержащее основание с...
Спосіб одержання неорганічного волокна і пристрій для його здійснення
Номер патенту: 10738
Опубліковано: 26.02.1999
Автори: Кібол Роман Вікторович, Кібол Віктор Федорович
МПК: C03B 37/02, C03B 37/01
Мітки: спосіб, неорганічного, волокна, здійснення, одержання, пристрій
Формула / Реферат:
1. Способ получения неорганического волокна, включающий подачу базальтосодержащей породы в плавильную печь, нагрев ее до получения расплава, его гомогенизацию и подачу в зону формирования волокна, отличающийся тем, что расплав гомогенизируют путем направленного воздействия на его поверхность высокотемпературными газовыми потоками, а в зоне формирования волокна обеспечивают интервал температуры выработки в пределах 1300 - 1380°C.2....
Волокниста стрічка, спосіб її виготовлення та пристрій для здійснення способу
Номер патенту: 27816
Опубліковано: 16.10.2000
Автори: Доллхопф Рюдігер, Рауфер Клаус Петер
МПК: D04H 1/40
Мітки: способу, виготовлення, волокниста, спосіб, стрічка, пристрій, здійснення
Текст:
...можно разделить на две части или больше. Эта растяги вающая сила должна быть ниже прочности на разрыв волокнистой ленты. В имеющихся в продаже лентах из пакли для фильтров эти максимальные величины прочности на разрыв, отнесенные к общему титру, определяемые по аналогии с вышеупомянутой спецификацией flIN (натяжение равно 2,5 А), на ходятся между примерно 2,5 х 10"4 и 4,5 х 10 * daN/dtex. Эта величина зависит от соответственных...
Спосіб перевертання стрічок стебел високостеблових культур та підбирач-перевертувач для його здійснення
Номер патенту: 12922
Опубліковано: 28.02.1997
Автори: Головій Віталій Сергійович, Гридякін Віктор Олександрович
МПК: A01D 45/06, A01D 45/00
Мітки: культур, перевертання, стрічок, високостеблових, стебел, спосіб, здійснення, підбирач-перевертувач
Формула / Реферат:
(57) 1. Способ оборачивания лент стеблейвысокостебельных культур, включающий подъем стеблей из лент расстила, транспортирование и разворот стеблей на 180°, укладывание стеблей верхней стороной вниз, о т личающийся тем, что оборачивание стеблей производят одновременно с их выравниванием.2. Подборщик-оборачиватель лент стеблей высокостебельных культур, содержащий смонтированные на раме подбирающий барабан, оборачивающее и расстилающее...
Попередній патент: Спосіб нейтралізації аміаку, який міститься у рідкій сечовині
Наступний патент: Фільтрувальний пристрій, що безперервно працює
Випадковий патент: Вакцинний штам еscнericнia coli "м-1/148"