Пристрій для автоматичного транспортування заготовок в багатоступеневій формувальній машині
Номер патенту: 49038
Опубліковано: 16.09.2002
Автори: Стейнхаузер Ульріх, Штьокле Стефан, Пергхер Крістоф
Формула / Реферат
1. Пристрій для автоматичного транспортування заготовок у багатоступеневій формувальній машині, яка служить для формування металевих деталей під тиском, що включає цанги для затискання кожної заготовки за допомогою парно взаємодіючих кліщових затискачів у місці формування і транспортування заготовки до сусіднього місця формування і наступного вивільнення, трубу поперечного транспортування, виконану з можливістю приведення до дії у робочому такті формувальної машини і розташовану з можливістю зворотно-поступального руху у нерухомо закріплених підшипниках, причому на ній закріплено камеру кліщового затискного пристрою для транспортування цанг через взаємодію його із цангами, з одного боку, а з іншого боку - зі змонтованим з можливістю обертання навколо осі у трубі поперечного транспортування поворотним валом управління, який відрізняється тим, що камера кліщового затискного пристрою включає основну частину кліщового затискного пристрою, на якій розміщено одну або кілька змінних касет, причому кожна з яких має одну цангу для затискання заготовки на верхніх частинах боків, а кожна цанга з'єднана через місце сполучення з передавальними елементами, оснащеними кулачком для управління розмикаючими та замикаючими рухами цанг, при цьому цанги мають можливість пристосовувати свої рухи під рух заготовки завдяки наявності касети з необхідним співвідношенням важелів та/або регулюванню або зміні кулачків цанг.
2. Пристрій за п. 1, який відрізняється тим, що кожна цанга включає два підвішених з можливістю обертання навколо осі плеча у формі двоплечого важеля з вищезгаданими кліщовими затискачами, причому одне з плечей через призначене для нього місце з'єднання має можливість повертання навколо осі за допомогою призначених для нього передавальних елементів і повертання іншого плеча цанги через розташовані на обох плечах цанг взаємодіючі напрямні поверхні, причому змінні касети, завдяки різним конфігураціям плечей важелів та різному розташуванню плоских шарнірів плечей цанг, мають можливість включати цанги з різними співвідношеннями важелів, але з однаковими місцями з'єднання.
3. Пристрій за п. 1 або 2, який відрізняється тим, що призначені для кожної цанги передавальні елементи включають розміщений під прямим кутом до вала управління, взаємодіючий з ним через шарнірний механізм привідний вал цанги, на якому розміщено кулачок, який має можливість керувати розмикаючими та замикаючими рухами цанг через принаймні ще один важіль, один кінець якого через місце з'єднання взаємодіє з цангою або плечем цанги.
4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що труба поперечного транспортування розміщена з можливістю повертання навколо осі, а камера кліщового затискного пристрою виконана з можливістю підйому та опускання через повертання труби поперечного транспортування за допомогою розміщеного за межами зони формування механізму повертання труби поперечного транспортування.
5. Пристрій за п. 4, який відрізняється тим, що касети розміщені у тримачі, сполученому з основною частиною кліщового затискного пристрою через вісь хитань тримача для касети таким чином, що при підніманні камери кліщового затискного пристрою тримач для касет з касетами має можливість відкидатись у протилежному напрямі.
6. Пристрій за п. 5, який відрізняється тим, що для управління відкиданням тримача для касет у напрямку основної частини кліщового затискного пристрою на валу управління розміщений принаймні один кулачок відкидання, причому між кулачком відкидання та тримачем для касет знаходиться повзун або важіль.
7. Пристрій за п. 5 або 6, який відрізняється тим, що місця з'єднання розташовані у зоні осі хитань тримача для касети.
8. Пристрій за будь-яким з пп. 1-7, який відрізняється тим, що місця з'єднання складаються зі сполучних пристроїв, кожен з яких включає дві розміщені з можливістю повертання навколо осі на перехресних сполучних болтах кубічні деталі, завдяки яким здійснюється з'єднання через площину ковзання.
9. Пристрій за будь-яким з пп. 4-8, який відрізняється тим, що камера кліщового затискного пристрою містить п'яту для спирання на неї у своїй опущеній позиції по напрямній кочення або ковзання для встановлення цанг у вертикальне положення в місцях формування.
10. Пристрій за п. 9, який відрізняється тим, що напрямна кочення включає правило та принаймні один ролик, причому правило розміщене на п'яті, а ролик або ролики — на камері кліщового затискного пристрою або навпаки, причому ролик чи ролики, або правило закріплені на основній частині кліщового затискного пристрою або на прикріпленому до нього у відкидному режимі позиціонувальному елементі, що забезпечує контакт ролика або роликів з правилом навіть при піднятій камері кліщового затискного пристрою.
11. Пристрій за будь-яким з пп. 1-10, який відрізняється тим, що один кінець труби поперечного транспортування змонтовано на розміщеному за межами зони формування крейцкопфі, закріпленому на двох паралельних трубі поперечного транспортування напрямних колонках з можливістю зворотно-поступального руху для з'єднання з ним та можливістю повертання навколо осі з аксіальним попереднім напруженням.
12. Пристрій за п. 11, який відрізняється тим, що привідний механізм поперечного транспортування для зворотно-поступального руху труби поперечного транспортування має привідний вал, за допомогою якого через один або два кривошипи та, відповідно, один або два шатуни крейцкопфа мають можливість пересуватись вперед і назад.
13. Пристрій за одним з пп. 1-12, який відрізняється тим, що формувальна машина являє собою машину для гарячого формування під тиском.
Текст
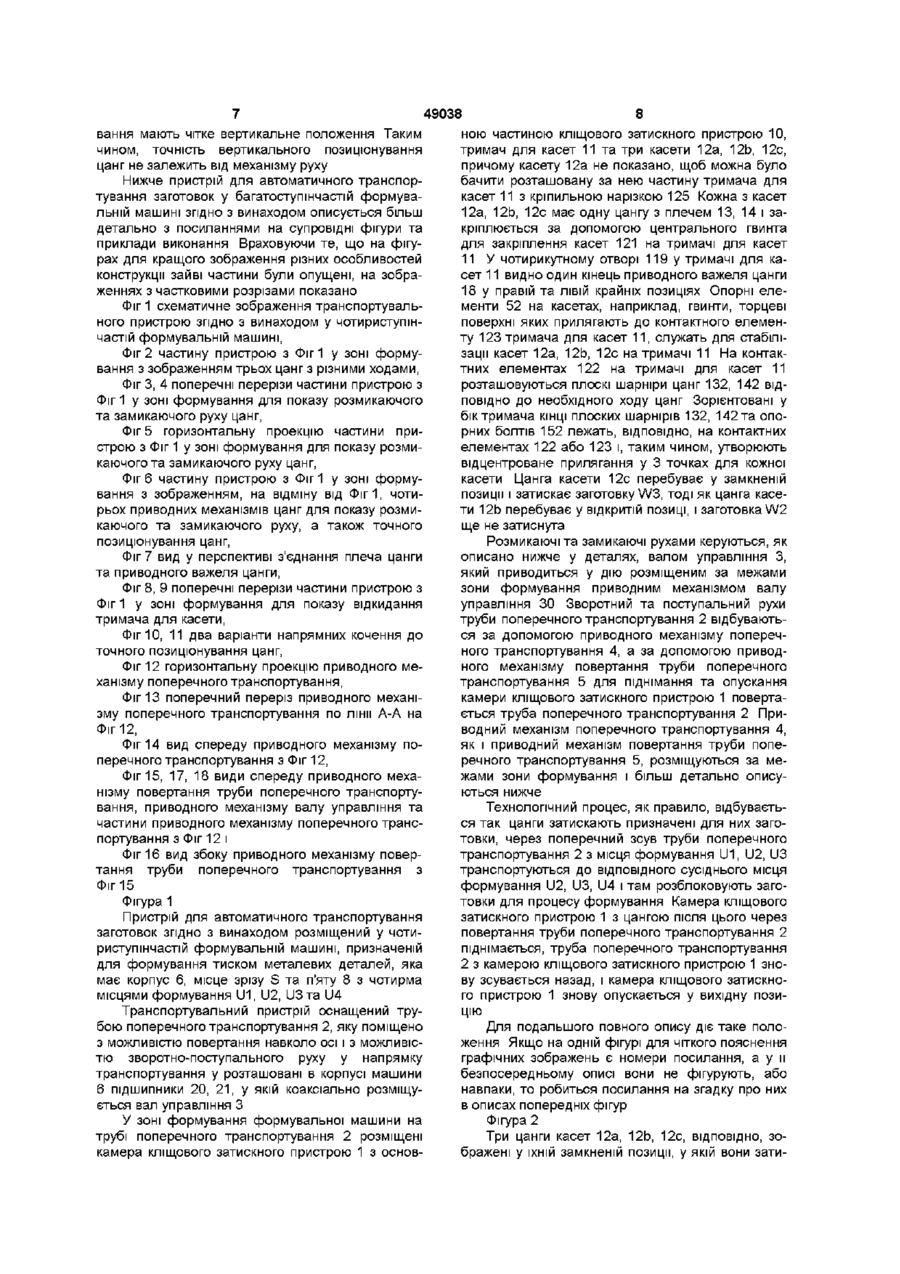
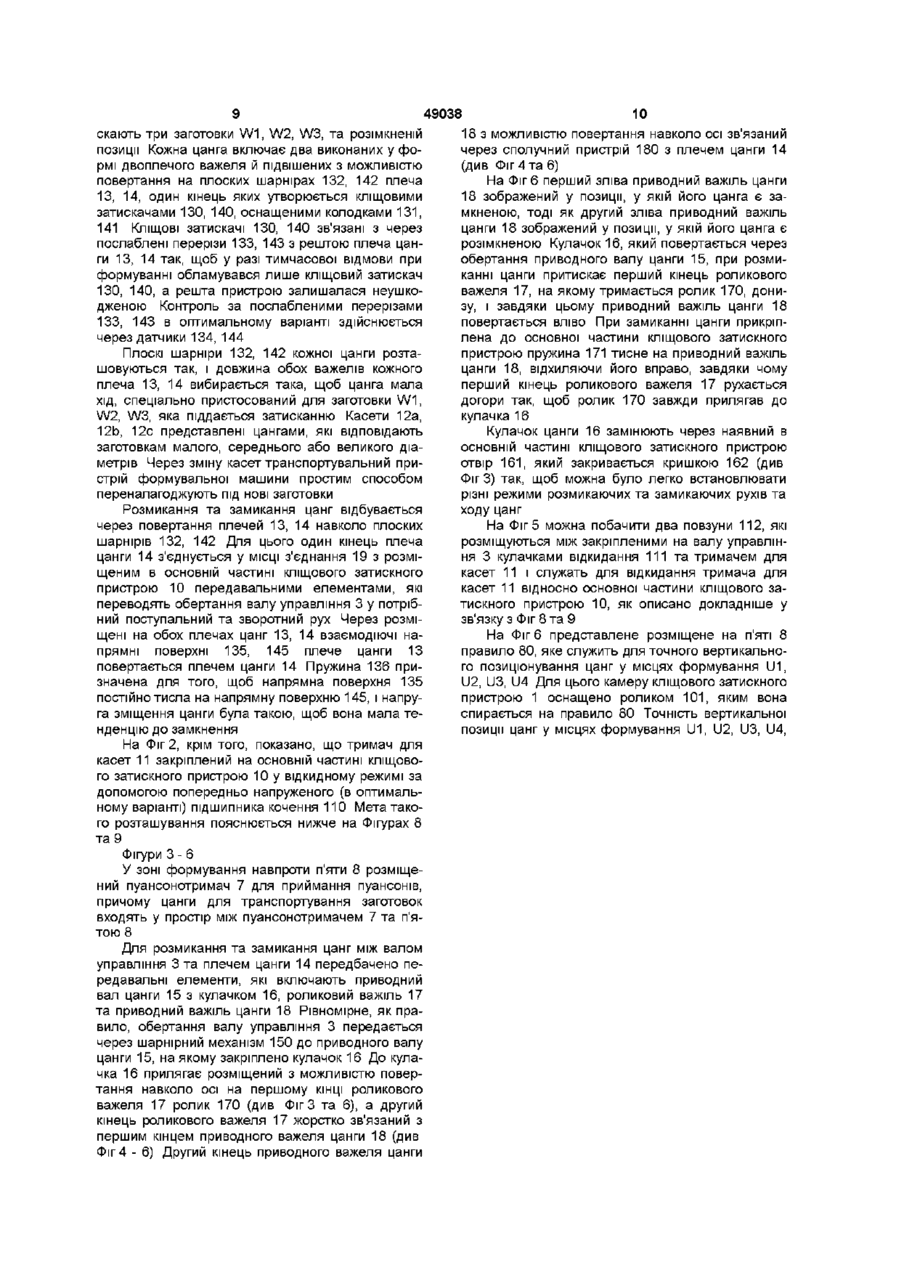
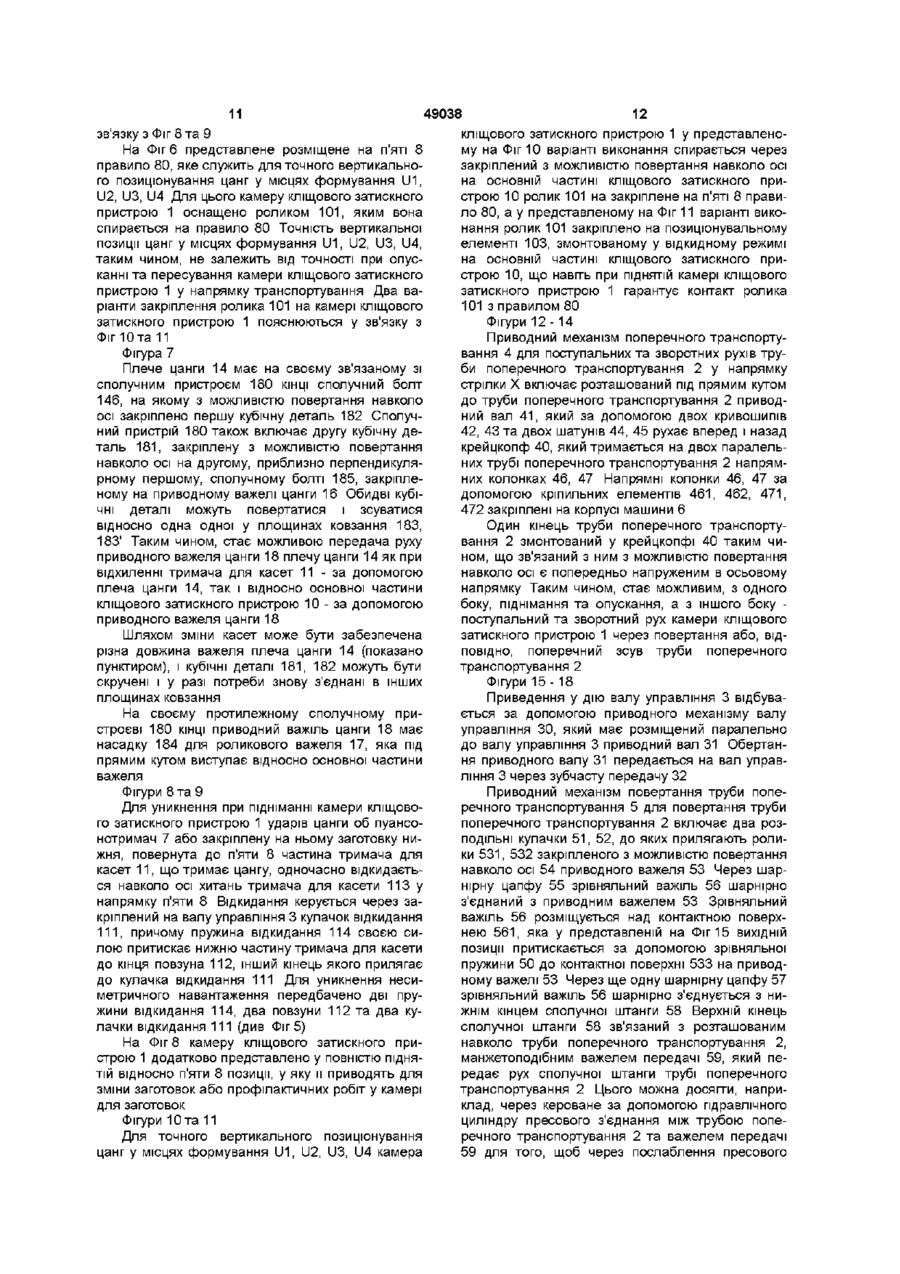
1 Пристрій для автоматичного транспортування заготовок у багатоступеневій формувальній машині, яка служить для формування металевих деталей під тиском, що включає цанги для затискання кожної заготовки за допомогою парно взаємодіючих кліщових затискачів у МІСЦІ формування і транспортування заготовки до сусіднього місця формування і наступного вивільнення, трубу поперечного транспортування, виконану з можливістю приведення до дм у робочому такті формувальної машини і розташовану з можливістю зворотно-поступального руху у нерухомо закріплених підшипниках, причому на ній закріплено камеру кліщового затискного пристрою для транспортування цанг через взаємодію його із цангами, з одного боку, а з іншого боку - зі змонтованим з можливістю обертання навколо осі у трубі поперечного транспортування поворотним валом управління, який відрізняється тим, що камера кліщового затискного пристрою включає основну частину кліщового затискного пристрою, на якій розміщено одну або кілька змінних касет, причому кожна з яких має одну цангу для затискання заготовки на верхніх частинах боків, а кожна цанга з'єднана через місце сполучення з передавальними елементами, оснащеними кулачком для управління розмикаючими та замикаючими рухами цанг, при цьому цанги мають можливість пристосовувати свої рухи під рух заготовки завдяки наявності касети з необхідним співвідношенням важелів та/або регулюванню або ЗМІНІ кулачків цанг 2 Пристрій за п 1, який відрізняється тим, що кожна цанга включає два підвішених з можливістю обертання навколо осі плеча у формі двоплечого важеля з вищезгаданими кліщовими затискачами, причому одне з плечей через призначене для нього місце з'єднання має можливість повертання навколо осі за допомогою призначених для нього передавальних елементів і повертання іншого плеча цанги через розташовані на обох плечах цанг взаємодіючі напрямні поверхні, причому ЗМІННІ касети, завдяки різним конфігураціям плечей важелів та різному розташуванню плоских шарнірів плечей цанг, мають можливість включати цанги з різними співвідношеннями важелів, але з однаковими місцями з'єднання 3 Пристрій за п 1 або 2, який відрізняється тим, що призначені для кожної цанги передавальні елементи включають розміщений під прямим кутом до вала управління, взаємодіючий з ним через шарнірний механізм привідний вал цанги, на якому розміщено кулачок, який має можливість керувати розмикаючими та замикаючими рухами цанг через принаймні ще один важіль, один кінець якого через місце з'єднання взаємодіє з цангою або плечем цанги 4 Пристрій за будь-яким з пп 1-3, який відрізняється тим, що труба поперечного транспортування розміщена з можливістю повертання навколо осі, а камера кліщового затискного пристрою виконана з можливістю підйому та опускання через повертання труби поперечного транспортування за допомогою розміщеного за межами зони формування механізму повертання труби поперечного транспортування 5 Пристрій за п 4, який відрізняється тим, що касети розміщені у тримачі, сполученому з основною частиною кліщового затискного пристрою через вісь хитань тримача для касети таким чином, що при підніманні камери кліщового затискного пристрою тримач для касет з касетами має можливість відкидатись у протилежному напрямі 6 Пристрій за п 5, який відрізняється тим, що для управління відкиданням тримача для касет у напрямку основної частини кліщового затискного пристрою на валу управління розміщений принаймні один кулачок відкидання, причому між кулачком відкидання та тримачем для касет знаходиться повзун або важіль 7 Пристрій за п 5 або 6, який відрізняється тим, О 00 со о 49038 що місця з єднання розташовані у зоні осі хитань тримача для касети 8 Пристрій за будь-яким з пп 1-7, який відрізняється тим, що місця з'єднання складаються зі сполучних пристроїв, кожен з яких включає дві розміщені з можливістю повертання навколо осі на перехресних сполучних болтах кубічні деталі, завдяки яким здійснюється з'єднання через площину ковзання 9 Пристрій за будь-яким з пп 4-8, який відрізняється тим, що камера кліщового затискного пристрою містить п'яту для спирання на неї у своїй опущеній позиції по напрямній кочення або ковзання для встановлення цанг у вертикальне положення в місцях формування 10 Пристрій за п 9, який відрізняється тим, що напрямна кочення включає правило та принаймні один ролик, причому правило розміщене на п'яті, а ролик або ролики — на камері кліщового затискного пристрою або навпаки, причому ролик чи ролики, або правило закріплені на основній частині кліщового затискного пристрою або на прикріпленому до нього у відкидному режимі по зицюнувальному елементі, що забезпечує контакт ролика або роликів з правилом навіть при ПІДНЯТІЙ камері кліщового затискного пристрою 11 Пристрій за будь-яким з пп 1-10, який відрізняється тим, що один кінець труби поперечного транспортування змонтовано на розміщеному за межами зони формування крейцкопфі, закріпленому на двох паралельних трубі поперечного транспортування напрямних колонках з можливістю зворотно-поступального руху для з'єднання з ним та можливістю повертання навколо осі з аксіальним попереднім напруженням 12 Пристрій за п 11, який відрізняється тим, що привідний механізм поперечного транспортування для зворотно-поступального руху труби поперечного транспортування має привідний вал, за допомогою якого через один або два кривошипи та, ВІДПОВІДНО, один або два шатуни крейцкопфа мають можливість пересуватись вперед і назад 13 Пристрій за одним з пп 1-12, який відрізняється тим, що формувальна машина являє собою машину для гарячого формування під тиском Даний винахід стосується пристрою для автоматичного транспортування заготовок у багатоступінчастій формувальній машині, яка служить для формування металевих деталей, як визначено у формулі під незалежним пунктом 1 Відомий З заявки ЕР-В-0 206 186 пристрій має нижню та верхню труби поперечного транспортування, які приводяться в дію у робочому такті формувальної машини і рухаються в зоні формування вперед і назад у нерухомо закріплених підшипниках, і на них закріплені ВІДПОВІДНО верхня та нижня камери кліщового затискного пристрою Обидві труби поперечного транспортування з'єднані хомутом, утворюючи єдиний ковзаючий блок Затискання заготовок відбувається за допомогою пари взаємодіючих кліщових затискачів, причому один з них розміщено у верхній камері кліщового затискного пристрою, а другий - у нижній камері кліщового затискного пристрою, і цанг, що виконують замикаючі та розмикаючі рухи, утворені ВІДПОВІДНИМИ взаємодіючими кліщовими затискачами, і керується важелем передачі через розміщені у трубах поперечного транспортування з можливістю повертання навколо осі вали управління у формі розподільних валів Такі цанги дозволяють простим способом здійснювати необхідне у машинах для гарячої обробки тиском затискання заготовок дуже різних розмірів транспортування, причому рухи обох розподільних валів та обох труб поперечного транспортування повинні ВІДПОВІДНО координуватися Через недоліки цього існуючого описаного вище пристрою в основі даного винаходу лежать нижчезазначені задачі Задача полягає у створенні пристрою вищезгаданого типу для автоматичного транспортування заготовок у багатоступінчастій формувальній машині, що дає змогу обійтися без кліщового затискача, який підводять під закріплювану заготовку знизу, причому має гарантуватися простий і економічний спосіб затискання у вибраних користувачем місцях заготовок дуже різних діаметрів або заготовок ступінчастої форми, таких як фланцеві вали або ІНШІ подібні деталі різних діаметрів Крім того, пристрій повинен мати якомога простішу конструкцію Недоліком цього пристрою є те, що для затискання заготовки кліщовий затискач підводиться до неї знизу, і через це для кліщового затискача існує значна небезпека зіткнення з падаючими частинами Крім того, КЛІЩОВІ затискачі, насамперед, у машинах для гарячої обробки тиском з великим ступенем забруднення, наприклад, через мастильні матеріали та/або окалину та/або воду, працюють з перебоями До того ж, для управління розмикаючими та замикаючими рухами цанг необхідні два розподільні вали, а для зворотного і поступального руху цанг - дві труби поперечного Ця задача вирішується завдяки пристрою згідно з винаходом, визначеному у незалежному пункті 1 формули Оптимальні варіанти виконання випливають з залежних пунктів формули Суть винаходу полягає у тому, що завдяки пристрою для автоматичного транспортування заготовок у багатоступінчастій формувальній машині, яка служить для формування тиском металевих деталей, закріплена на трубі поперечного транспортування, камера кліщового затискного пристрою охоплює основну частину кліщового затискного пристрою, на якому закріплено одну або кілька змінних касет, кожна з яких має одну цангу, яка затискає заготовку зверху боків Кожна цанга з'єднується у МІСЦІ з'єднання з призначеними для неї, розміщеними на основній частині кліщового затискного пристрою й передавальними елементами, оснащеними кулачком для управління розмикаючими та замикаючими рухами цанги, які, зі свого боку, взаємодіють зі змонтованим у трубі поперечного транспортування поворотним валом управління Транспортування затиснутої парно взаємодіючими кліщовими затискачами цанги за 49038 готовки з одного місця формування до сусіднього місця формування та зворотний рух цанг відбувається через зворотно-поступальний рух труби поперечного транспортування, яка приводиться в дію у робочому такті формувальної машини і рухається у зоні формування у нерухомо закріплених підшипниках Завдяки вставленню касет з цангами з ВІДПОВІДНИМ співвідношенням важелів та/або регулюванню або ЗМІНІ кулачків можна встановити потрібну висоту цанг та/або часовий режим рухів заготовок Завдяки використанню цанг, які затискають заготовки з верхніх боків, можна значною мірою запобігти надмірному забрудненню обох взаємодіючих кліщових затискачів Гарантується також, що, наприклад, при збільшенні заготовок через спрацювання формуючих засобів ці заготовки завжди затискаються взаємодіючими кліщовими затискачами по центру Пристрій згідно з винаходом, крім того, має просту конструкцію, при якій цанги розміщуються на одній камері кліщового затискного пристрою, закріпленій на трубі поперечного транспортування, і розмикаючий та замикаючий рух цанг керується одним валом управління Щоправда, цанги, які затискають заготовки з верхніх боків, у машинах для холодного штампування почали застосовувати недавно, і ВІДОМІ на даний час пристрої та цанги не дозволяють затискати заготовки дуже різних і відносно великих діаметрів Такі цанги, як правило, розраховані на невеликий хід, а, отже, й на обмежений діапазон діаметрів заготовок У пристрої згідно з винаходом хід цанг завдяки вставленню касет з цангами з необхідним співвідношенням важелів та/або регулюванням або зміною кулачків для управління цангами може бути оптимально пристосований під різні заготовки, що також дозволяє виключити будь-які зайві рухи цанг Завдяки вибору цанг з необхідним співвідношенням важелів існує можливість затискання відносно великих заготовок так, щоб цанги з сусідніх касет не заважали одна одній 3 іншого боку, навіть заготовки з великими бортами можна затискати у місцях з невеликим діаметром, і в цьому випадку потрібен великий хід цанг через те, що борти потребують багато місця Зміна касет у пристрої згідно з винаходом є простою, бо кожна цанга з'єднана лише в одному МІСЦІ з'єднання з призначеними для неї й розміщеними в основній частині кліщового затискного пристрою передавальними елементами, які забезпечують з'єднання з валом управління для керування розмикаючими та замикаючими рухами Оскільки кожен з призначених для конкретної цанги передавальних елементів має кулачок, розмикаючі та замикаючі рухи кожної цанги регулюються окремо Регулювання, крім того, є зручним для користувача, бо для цього не потрібно, як у вже відомих пристроях, виймати вал управління з труби поперечного транспортування В одному з оптимальних варіантів виконання призначені для кожної цанги передавальні елементи затискають розміщений під прямим кутом до валу управління і взаємодіючий з ним через шарнірний механізм приводний вал цанги, на якому розміщується кулачок, за допомогою якого через принаймні один інший важіль, один кінець якого взаємодіє через місце з'єднання з цангою або плечем цанги, здійснюють управління розмикаючими та замикаючими рухами цанг Даний варіант виконання має перевагу, яка полягає утому, що приводний вал цанги, який керує розмикаючими та замикаючими рухами цанги через кулачок, повертається у напрямку розмикаючих та замикаючих рухів, тобто так, що не виникає необхідності у відхиленні руху Завдяки цьому може бути зменшене, порівняно з уже відомими пристроями, навантаження на кулачок, що забезпечує більш швидкі й точні рухи Крім того, поліпшується характер коливання Відхилення руху, яке відбувається між валом управління та приводним валом цанги через шарнірний механізм, за постійної швидкості обертання валу управління у нормальному режимі не має негативного впливу на характер коливання Для того, щоб після звільнення заготовки у ВІДПОВІДНИХ місцях формування мати можливість негайного зворотного руху вільних цанг, труба поперечного транспортування, на якій закріплено камеру кліщового затискного пристрою, розміщується з можливістю повертання навколо осі таким чином, щоб камера кліщового затискного пристрою могла зніматися або опускатися через повертання труби поперечного транспортування за допомогою розміщеного за межами зони формування приводного механізму повертання труби поперечного транспортування Для уникнення ударів цанг у пуансони або пуансонотримач формувальної машини при підніманні камери кліщового затискного пристрою та для того, щоб мати змогу використовувати короткі прес-форми, касети в оптимальному варіанті розміщують у тримачі, який зв'язаний з основною частиною кліщового затискного пристрою над віссю хитань тримача для касети і скеровується при підніманні камери кліщового затискного пристрою таким чином, щоб разом з касетами відкидатися у протилежному напрямі Для управління відкиданням тримача для касет у напрямку основної частини кліщового затискного пристрою для зручності на вже існуючому валу управління передбачено принаймні один кулачок відкидання, причому між кулачком відкидання та тримачем для касет розміщено повзун або важіль Завдяки цьому відкидання тримача для касет простим способом координується з рухом цанги Перевагою є й те, що у пристрої згідно з винаходом місця з'єднання цанг з призначеними для них і розміщеними в основній частині кліщового затискного пристрою передавальними елементами розташовані у зоні осі хитань тримача для касети Завдяки цьому відкидання тримача для касет також не викликає автоматичного розмикаючого або замикаючого руху цанг В одному з оптимальних варіантів виконання пристрою згідно з винаходом на оснащеній у камері для заготовок п'ятою формувальній машині камера кліщового затискного пристрою у своїй опущеній позиції спирається на п'яту, причому це спирання відбувається за напрямною кочення або ковзання, а це гарантує, що цанги у місцях форму 49038 вання мають чітке вертикальне положення Таким чином, точність вертикального позиціонування цанг не залежить від механізму руху Нижче пристрій для автоматичного транспортування заготовок у багатоступінчастій формувальній машині згідно з винаходом описується більш детально з посиланнями на супровідні фігури та приклади виконання Враховуючи те, що на фігурах для кращого зображення різних особливостей конструкції зайві частини були опущені, на зображеннях з частковими розрізами показано Фіг 1 схематичне зображення транспортувального пристрою згідно з винаходом у чотириступінчастій формувальній машині, Фіг 2 частину пристрою з Фіг 1 у зоні формування з зображенням трьох цанг з різними ходами, Фіг 3, 4 поперечні перерізи частини пристрою з Фіг 1 у зоні формування для показу розмикаючого та замикаючого руху цанг, Фіг 5 горизонтальну проекцію частини пристрою з Фіг 1 у зоні формування для показу розмикаючого та замикаючого руху цанг, Фіг 6 частину пристрою з Фіг 1 у зоні формування з зображенням, на відміну від Фіг 1, чотирьох приводних механізмів цанг для показу розмикаючого та замикаючого руху, а також точного позиціонування цанг, Фіг 7 вид у перспективі з'єднання плеча цанги та приводного важеля цанги, Фіг 8, 9 поперечні перерізи частини пристрою з Фіг 1 у зоні формування для показу відкидання тримача для касети, Фіг 10, 11 два варіанти напрямних кочення до точного позиціонування цанг, Фіг 12 горизонтальну проекцію приводного механізму поперечного транспортування, Фіг 13 поперечний переріз приводного механізму поперечного транспортування по лінії А-А на Фіг 12, Фіг 14 вид спереду приводного механізму поперечного транспортування з Фіг 12, Фіг 15, 17, 18 види спереду приводного механізму повертання труби поперечного транспортування, приводного механізму валу управління та частини приводного механізму поперечного транспортування з Фіг 12 і Фіг 16 вид збоку приводного механізму повертання труби поперечного транспортування з Фіг 15 Фігура 1 Пристрій для автоматичного транспортування заготовок згідно з винаходом розміщений у чотириступінчастій формувальній машині, призначеній для формування тиском металевих деталей, яка має корпус 6, місце зрізу S та п'яту 8 з чотирма місцями формування U1, U2, ІІЗта U4 Транспортувальний пристрій оснащений трубою поперечного транспортування 2, яку поміщено з можливістю повертання навколо осі і з можливістю зворотно-поступального руху у напрямку транспортування у розташовані в корпусі машини 6 підшипники 20, 21, у якій коаксіально розміщується вал управління З У зоні формування формувальної машини на трубі поперечного транспортування 2 розміщені камера кліщового затискного пристрою 1 з основ 8 ною частиною кліщового затискного пристрою 10, тримач для касет 11 та три касети 12а, 12Ь, 12с, причому касету 12а не показано, щоб можна було бачити розташовану за нею частину тримача для касет 11 з кріпильною нарізкою 125 Кожна з касет 12а, 12Ь, 12с має одну цангу з плечем 13, 14 і закріплюється за допомогою центрального гвинта для закріплення касет 121 на тримачі для касет 11 У чотирикутному отворі 119 у тримачі для касет 11 видно один кінець приводного важеля цанги 18 у правій та ЛІВІЙ крайніх позиціях Опорні елементи 52 на касетах, наприклад, гвинти, торцеві поверхні яких прилягають до контактного елементу 123 тримача для касет 11, служать для стабілізації касет 12а, 12Ь, 12с на тримачі 11 На контактних елементах 122 на тримачі для касет 11 розташовуються плоскі шарніри цанг 132, 142 ВІДПОВІДНО до необхідного ходу цанг Зорієнтовані у біктримача КІНЦІ ПЛОСКИХ шарнірів 132, 142та опорних болтів 152 лежать, ВІДПОВІДНО, на контактних елементах 122 або 123 і, таким чином, утворюють відцентроване прилягання у 3 точках для кожної касети Цанга касети 12с перебуває у замкненій позиції і затискає заготовку W3, тоді як цанга касети 12Ь перебуває у відкритій позиці, і заготовка W2 ще не затиснута Розмикаючі та замикаючі рухами керуються, як описано нижче у деталях, валом управління З, який приводиться у дію розміщеним за межами зони формування приводним механізмом валу управління ЗО Зворотний та поступальний рухи труби поперечного транспортування 2 відбуваються за допомогою приводного механізму поперечного транспортування 4, а за допомогою приводного механізму повертання труби поперечного транспортування 5 для піднімання та опускання камери кліщового затискного пристрою 1 повертається труба поперечного транспортування 2 Приводний механізм поперечного транспортування 4, як і приводний механізм повертання труби поперечного транспортування 5, розміщуються за межами зони формування і більш детально описуються нижче Технологічний процес, як правило, відбувається так цанги затискають призначені для них заготовки, через поперечний зсув труби поперечного транспортування 2 з місця формування U1, U2, U3 транспортуються до ВІДПОВІДНОГО сусіднього місця формування U2, U3, U4 і там розблоковують заготовки для процесу формування Камера кліщового затискного пристрою 1 з цангою після цього через повертання труби поперечного транспортування 2 піднімається, труба поперечного транспортування 2 з камерою кліщового затискного пристрою 1 знову зсувається назад, і камера кліщового затискного пристрою 1 знову опускається у вихідну позицію Для подальшого повного опису діє таке положення Якщо на одній фігурі для чіткого пояснення графічних зображень є номери посилання, а у и безпосередньому описі вони не фігурують, або навпаки, то робиться посилання на згадку про них в описах попередніх фігур Фігура 2 Три цанги касет 12а, 12Ь, 12с, ВІДПОВІДНО, зображені у їхній замкненій позиції, у якій вони зати 49038 екають три заготовки W1, W2, W3, та розімкненій позиції Кожна цанга включає два виконаних у формі двоплечого важеля й підвішених з можливістю повертання на плоских шарнірах 132, 142 плеча 13, 14, один кінець яких утворюється кліщовими затискачами 130, 140, оснащеними колодками 131, 141 КЛІЩОВІ затискачі 130, 140 зв'язані з через послаблені перерізи 133, 143 з рештою плеча цанги 13, 14 так, щоб у разі тимчасової відмови при формуванні обламувався лише кліщовий затискач 130, 140, а решта пристрою залишалася неушкодженою Контроль за послабленими перерізами 133, 143 в оптимальному варіанті здійснюється через датчики 134, 144 Плоскі шарніри 132, 142 кожної цанги розташовуються так, і довжина обох важелів кожного плеча 13, 14 вибирається така, щоб цанга мала хід, спеціально пристосований для заготовки W1, W2, W3, яка піддається затисканню Касети 12а, 12Ь, 12с представлені цангами, які відповідають заготовкам малого, середнього або великого діаметрів Через зміну касет транспортувальний пристрій формувальної машини простим способом переналагоджують під нові заготовки Розмикання та замикання цанг відбувається через повертання плечей 13, 14 навколо плоских шарнірів 132, 142 Для цього один кінець плеча цанги 14 з'єднується у МІСЦІ з'єднання 19 з розміщеним в основній частині кліщового затискного пристрою 10 передавальними елементами, які переводять обертання валу управління 3 у потрібний поступальний та зворотний рух Через розміщені на обох плечах цанг 13, 14 взаємодіючі напрямні поверхні 135, 145 плече цанги 13 повертається плечем цанги 14 Пружина 136 призначена для того, щоб напрямна поверхня 135 постійно тисла на напрямну поверхню 145, і напруга зміщення цанги була такою, щоб вона мала тенденцію до замкнення На Фіг 2, крім того, показано, що тримач для касет 11 закріплений на основній частині кліщового затискного пристрою 10 у відкидному режимі за допомогою попередньо напруженого (в оптимальному варіанті) підшипника кочення 110 Мета такого розташування пояснюється нижче на Фігурах 8 та 9 Фігури 3 - 6 У зоні формування навпроти п'яти 8 розміщений пуансонотримач 7 для приймання пуансонів, причому цанги для транспортування заготовок входять у простір між пуансонотримачем 7 та п'ятою 8 Для розмикання та замикання цанг між валом управління 3 та плечем цанги 14 передбачено передавальні елементи, які включають приводний вал цанги 15 з кулачком 16, роликовий важіль 17 та приводний важіль цанги 18 Рівномірне, як правило, обертання валу управління 3 передається через шарнірний механізм 150 до приводного валу цанги 15, на якому закріплено кулачок 16 До кулачка 16 прилягає розміщений з можливістю повертання навколо осі на першому КІНЦІ роликового важеля 17 ролик 170 (див Фіг 3 та 6), а другий кінець роликового важеля 17 жорстко зв'язаний з першим кінцем приводного важеля цанги 18 (див Фіг 4 - 6) Другий кінець приводного важеля цанги 10 18 з можливістю повертання навколо осі зв'язаний через сполучний пристрій 180 з плечем цанги 14 (див Фіг 4 та 6) На Фіг 6 перший зліва приводний важіль цанги 18 зображений у позиції, у якій його цанга є замкненою, тоді як другий зліва приводний важіль цанги 18 зображений у позиції, у якій його цанга є розімкненою Кулачок 16, який повертається через обертання приводного валу цанги 15, при розмиканні цанги притискає перший кінець роликового важеля 17, на якому тримається ролик 170, донизу, і завдяки цьому приводний важіль цанги 18 повертається вліво При замиканні цанги прикріплена до основної частини кліщового затискного пристрою пружина 171 тисне на приводний важіль цанги 18, відхиляючи його вправо, завдяки чому перший кінець роликового важеля 17 рухається догори так, щоб ролик 170 завжди прилягав до кулачка 16 Кулачок цанги 16 замінюють через наявний в основній частині кліщового затискного пристрою отвір 161, який закривається кришкою 162 (див ФігЗ) так, щоб можна було легко встановлювати різні режими розмикаючих та замикаючих рухів та ходу цанг На Фіг 5 можна побачити два повзуни 112, які розміщуються між закріпленими на валу управління 3 кулачками відкидання 111 та тримачем для касет 11 і служать для відкидання тримача для касет 11 відносно основної частини кліщового затискного пристрою 10, як описано докладніше у зв'язку з Фіг 8 та 9 На Фіг 6 представлене розміщене на п'яті 8 правило 80, яке служить для точного вертикального позиціонування цанг у місцях формування U1, U2, U3, U4 Для цього камеру кліщового затискного пристрою 1 оснащено роликом 101, яким вона спирається на правило 80 Точність вертикальної позиції цанг у місцях формування U1, U2, U3, U4, 11 Фігура 7 Плече цанги 14 має на своєму зв'язаному зі сполучним пристроєм 180 КІНЦІ сполучний болт 146, на якому з можливістю повертання навколо осі закріплено першу кубічну деталь 182 Сполучний пристрій 180 також включає другу кубічну деталь 181, закріплену з можливістю повертання навколо осі на другому, приблизно перпендикулярному першому, сполучному болті 185, закріпленому на приводному важелі цанги 16 Обидві кубічні деталі можуть повертатися і зсуватися відносно одна одної у площинах ковзання 183, 183' Таким чином, стає можливою передача руху приводного важеля цанги 18 плечу цанги 14 як при відхиленні тримача для касет 11 - за допомогою плеча цанги 14, так і відносно основної частини кліщового затискного пристрою 10 - за допомогою приводного важеля цанги 18 Шляхом зміни касет може бути забезпечена різна довжина важеля плеча цанги 14 (показано пунктиром), і кубічні деталі 181, 182 можуть бути скручені і у разі потреби знову з'єднані в інших площинах ковзання На своєму протилежному сполучному пристроєві 180 КІНЦІ приводний важіль цанги 18 має насадку 184 для роликового важеля 17, яка під прямим кутом виступає відносно основної частини важеля Фігури 8 та 9 Для уникнення при підніманні камери кліщового затискного пристрою 1 ударів цанги об пуансонотримач 7 або закріплену на ньому заготовку нижня, повернута до п'яти 8 частина тримача для касет 11, що тримає цангу, одночасно відкидається навколо осі хитань тримача для касети 113 у напрямку п'яти 8 Відкидання керується через закріплений на валу управління 3 кулачок відкидання 111, причому пружина відкидання 114 своєю силою притискає нижню частину тримача для касети до кінця повзуна 112, інший кінець якого прилягає до кулачка відкидання 111 Для уникнення несиметричного навантаження передбачено дві пружини відкидання 114, два повзуни 112 та два кулачки відкидання 111 (див Фіг 5) На Фіг 8 камеру кліщового затискного пристрою 1 додатково представлено у повністю ПІДНЯТІЙ ВІДНОСНО п'яти 8 позиції, у яку и приводять для зміни заготовок або профілактичних робіт у камері для заготовок Фігури Ю т а 11 Для точного вертикального позиціонування цанг у місцях формування U1, U2, U3, U4 камера 12 кліщового затискного пристрою 1 у представленому на Фіг 10 варіанті виконання спирається через закріплений з можливістю повертання навколо осі на основній частині кліщового затискного пристрою 10 ролик 101 на закріплене на п'яті 8 правило 80, а у представленому на Фіг 11 варіанті виконання ролик 101 закріплено на позицюнувальному елементі 103, змонтованому у відкидному режимі на основній частині кліщового затискного пристрою 10, що навіть при ПІДНЯТІЙ камері кліщового затискного пристрою 1 гарантує контакт ролика 101 з правилом 80 Фігури 12 -14 Приводний механізм поперечного транспортування 4 для поступальних та зворотних рухів труби поперечного транспортування 2 у напрямку стрілки X включає розташований під прямим кутом до труби поперечного транспортування 2 приводний вал 41, який за допомогою двох кривошипів 42, 43 та двох шатунів 44, 45 рухає вперед і назад крейцкопф 40, який тримається на двох паралельних трубі поперечного транспортування 2 напрямних колонках 46, 47 Напрямні колонки 46, 47 за допомогою кріпильних елементів 461, 462, 471, 472 закріплені на корпусі машини 6 Один кінець труби поперечного транспортування 2 змонтований у крейцкопфі 40 таким чином, що зв'язаний з ним з можливістю повертання навколо осі є попередньо напруженим в осьовому напрямку Таким чином, стає можливим, з одного боку, піднімання та опускання, а з іншого боку поступальний та зворотний рух камери кліщового затискного пристрою 1 через повертання або, ВІДПОВІДНО, поперечний зсув труби поперечного транспортування 2 Фігури 15 -18 Приведення у дію валу управління 3 відбувається за допомогою приводного механізму валу управління ЗО, який має розміщений паралельно до валу управління 3 приводний вал 31 Обертання приводного валу 31 передається на вал управління 3 через зубчасту передачу 32 Приводний механізм повертання труби поперечного транспортування 5 для повертання труби поперечного транспортування 2 включає два розподільні кулачки 51, 52, до яких прилягають ролики 531, 532 закріпленого з можливістю повертання навколо осі 54 приводного важеля 53 Через шарнірну цапфу 55 зрівняльний важіль 56 шарнірно з'єднаний з приводним важелем 53 Зрівняльний важіль 56 розміщується над контактною поверх 49038 зв'язку з Фіг 8 та 9 На Фіг 6 представлене розміщене на п'яті 8 правило 80, яке служить для точного вертикального позиціонування цанг у місцях формування U1, U2, U3, U4 Для цього камеру кліщового затискного пристрою 1 оснащено роликом 101, яким вона спирається на правило 80 Точність вертикальної позиції цанг у місцях формування U1, U2, U3, U4, таким чином, не залежить від точності при опусканні та пересування камери кліщового затискного пристрою 1 у напрямку транспортування Два варіанти закріплення ролика 101 на камері кліщового затискного пристрою 1 пояснюються у зв'язку з Фіг Ю т а 11 нею 561, яка у представленій на Фіг 15 ВИХІДНІЙ позиції притискається за допомогою зрівняльної пружини 50 до контактної поверхні 533 на приводному важелі 53 Через ще одну шарнірну цапфу 57 зрівняльний важіль 56 шарнірно з'єднується з нижнім кінцем сполучної штанги 58 Верхній кінець сполучної штанги 58 зв'язаний з розташованим навколо труби поперечного транспортування 2, манжетоподібним важелем передачі 59, який передає рух сполучної штанги трубі поперечного транспортування 2 Цього можна досягти, наприклад, через кероване за допомогою гідравлічного циліндру пресового з'єднання між трубою поперечного транспортування 2 та важелем передачі 59 для того, щоб через послаблення пресового 14 13 49038 з'єднання можна було привести камеру кліщового затискачів Через подальше повертання розподізатискного пристрою 1 у представлену на Фіг 8 льних кулачків 51, 52 навколо осі приводний ваповністю підняту позицію жіль 53 був повернутий проти годинникової стрілки і притиснув контактну поверхню 561 зрівняльного У представленій на Фіг 15 ВИХІДНІЙ ПОЗИЦІЇ каважеля 56 догори, а шарнірну цапфу 57 - донизу мера кліщового затискного пристрою 1 перебуває Завдяки цьому сполучна штанга 58 була підтягнув опущеному стані, і цанги відповідають першим та донизу, що через передавальний важіль 59 витрьом місцям формування U1, U2, U3 У разі руху кликало повертання труби поперечного транспорцанг до сусідніх місць формування U2, U3, U4, тування 2 навколо осі та піднімання камери тобто поперечного зсуву труби поперечного кліщового затискного пристрою 1 У представленій транспортування 2 вправо, верхній кінець сполучпозиції камеру кліщового затискного пристрою 1 ної штанги 58, як видно на Фіг 17, зсувається вже зсунуто назад вправо і у першій фазі руху, доки сполучна штанга 58 не досягне вертикального положення, шарнірна При зворотному зсуві та опусканні камери кліцапфа 57 призначеним для неї кінцем зрівняльнощового затискного пристрою 1 рух відбувається у го важеля 56 притискається донизу, а контактна протилежному напрямку, однак при цьому зазор поверхня 561 притискається догори Поки приводне виникає ний важіль 53 при одночасному повертанні розпоМожуть бути реалізовані й ІНШІ варіанти консдільних кулачків 51, 52 у напрямку стрілки Y не трукції вищеописаного транспортувального призмінює свою позицію, між двома контактними построю Особливо слід зазначити безперечну можверхнями 533 та 561 відкривається зазор 500 У ливість, як альтернативи представленим на Фіг 10 другій фазі руху труби поперечного транспортута 11 варіантам для точного вертикального позивання 2 вправо зазор 500 знову закривається, а ціонування цанг, закріплення ролика 101 на п'яті 8 шарнірна цапфа 57 за допомогою призначеного і ВІДПОВІДНО, правила 80 на основній частині клідля неї кінця зрівняльного важеля 56 знову подащового затискного пристрою 10 або на позицюнується вгору і таким чином контактна поверхня 561 вальному елементі 103, або застосування замість притискається донизу напрямної кочення напрямної ковзання Таким чином сполучна штанга 58 встановлюЗамість підтримання постійної швидкості оберється у вертикальну позицію, що відбувається четання валу управління 3, вона може ВІДПОВІДНИМ рез зсув труби поперечного транспортування 2, а з чином варіюватися, також для компенсації розтанею - і верхнього кінця сполучної штанги 58, для шованого при підніманні або опусканні камери запобігання небажаному повертанню труби попекліщового затискного пристрою 1 через обкатуречного транспортування 2 вання на приводних валах цанг 15 конусу конічної передачі 150, зміненою на розміщених на валу У представленій на Фіг 18 позиції камера кліуправління 3 конусах швидкістю розмикання або щового затискного пристрою 1 перебуває у кінцезамикання цанг під час піднімання та опускання вому пункті поперечного зсуву вправо, коли загокамери кліщового затискного пристрою 1 товки W 1 , W2, W3 вже надійшли до місць формування U2, U3, U4 і звільнилися від кліщових N, Фіг. 1 15 49038 16 49038 17 18 f 1— u V ФІГ. 4 , r 11 5 j J L Tffl I m з !7m II ФІГ. 5 20 ФІГ. 6 7, -1 Ь 12 49038 19 20 U6 183 18 ФІГ. 7 113 1 111 7 8 ФІГ. 9 22 21 ФІГ. 11 їж U1 x 461 І.0 u ФІГ. 12 24 23 (.5 ФІГ. 13 25 26 49038 51 ФІГ. 16 532 62 ФІГ. 17 27 28 •е-— З О ФІГ. 18 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for automated transportation of workpieces on a multistage forming machine
Назва патенту російськоюУстройство для автоматической транспортировки заготовок в многоступенчатой формировочной машине
МПК / Мітки
МПК: B21K 27/00
Мітки: багатоступеневий, автоматичного, формувальній, машини, заготовок, транспортування, пристрій
Код посилання
<a href="https://ua.patents.su/14-49038-pristrijj-dlya-avtomatichnogo-transportuvannya-zagotovok-v-bagatostupenevijj-formuvalnijj-mashini.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматичного транспортування заготовок в багатоступеневій формувальній машині</a>
Пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання
Номер патенту: 46040
Опубліковано: 15.05.2002
Автори: Грабчев Борис Леонідович, Кривонос Вадим Петрович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: профільних, центрування, пристрій, машини, контактного, двох, зокрема, заготовок, зварювання, рейок, стикового
Формула / Реферат:
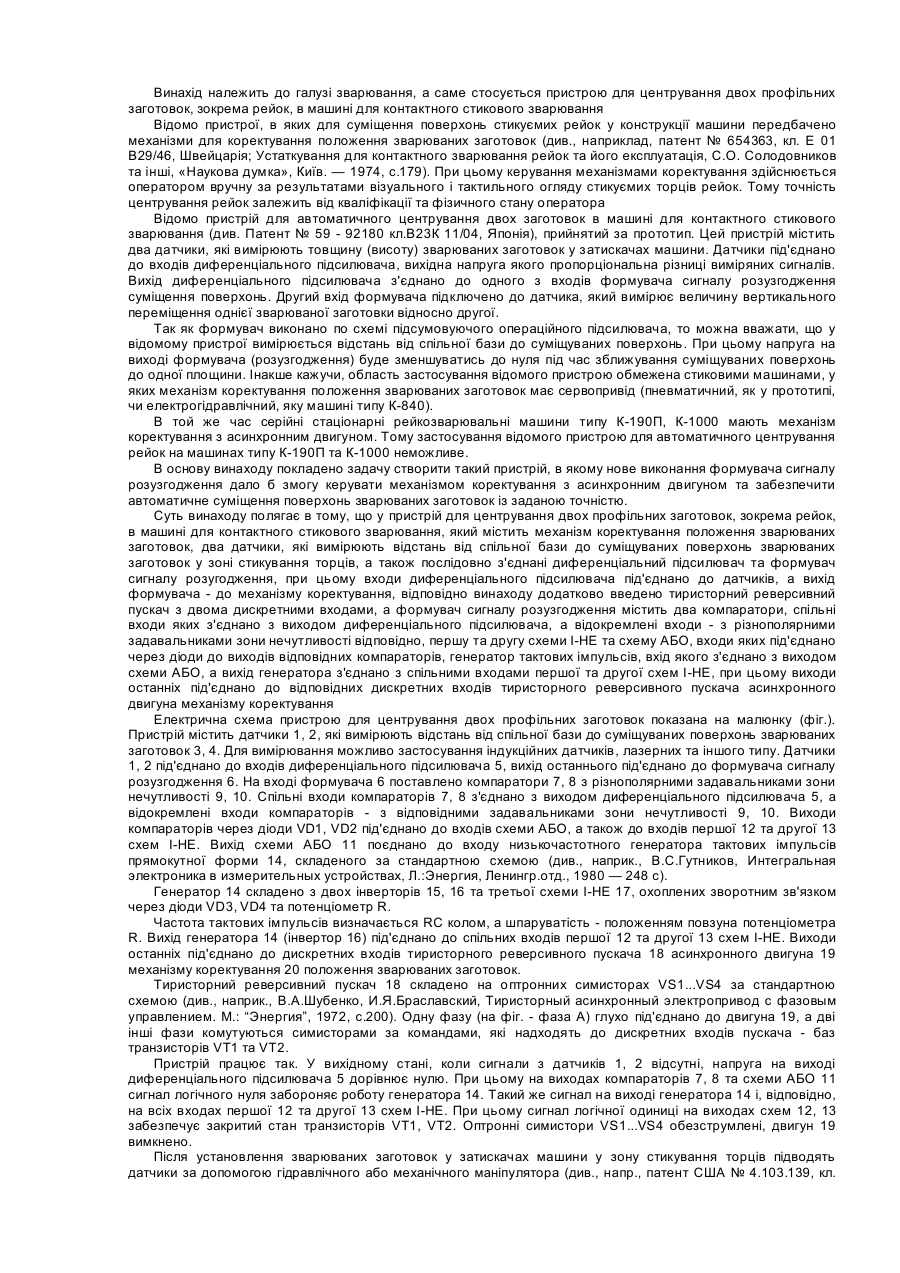
Пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання, який містить в собі механізм коректування положення зварюваних заготовок, два датчики, які вимірюють відстань від спільної бази до суміщуваних поверхонь зварюваних заготовок у зоні стикування торців, а також послідовно з'єднані диференціальний підсилювач та формувач сигналу непогодження, при цьому входи диференціального...
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Акулов Валєрій Володимирович, Каплан Володимир Нусійович, Ларіонов Олександр Олексійович, Кац Григорій Аронович
МПК: B22D 11/16
Мітки: безперервного, отримання, заготовок, мірних, однострумковій, спосіб, машини, кратних, лиття
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Спосіб формування перехідних режимів при виробництві заготовок на машині безперервного лиття
Номер патенту: 24389
Опубліковано: 17.07.1998
Автори: Базакуца Вікторія Вікторовна, Кипенський Андрій Володимирович, Сокол Євген Іванович
МПК: B22D 11/16
Мітки: перехідних, режимів, формування, безперервного, заготовок, спосіб, машини, лиття, виробництві
Формула / Реферат:
1. Способ формирования переходных режимов при производстве заготовок на машине непрерывного литья, при котором в кристаллизатор вводят затравку, осуществляют частичное заполнение кристаллизатора расплавом, после чего начинают циклическое вытягивание заготовки, отличающийся тем, что скорость литья в переходном режиме изменяют в соответствии с выражениемгде Kт - технологический коэффициент переходного режима;t - текущее...
Спосіб в’язання сукупності заготовок для трусів на круглов’язальній машині
Номер патенту: 5130
Опубліковано: 28.12.1994
Автори: Кеннет Райт, Антон ван Лар
МПК: D04B 1/22
Мітки: трусів, машини, спосіб, сукупності, круглов'язальній, заготовок, в'язання
Формула / Реферат:
1. Способ вязания совокупности заготовок для трусов на кругловязальной машине в виде трубки, отличающийся тем, что вяжут совокупность заготовок, соединенных по петельному ряду в одну трубку, с последующим отделением одной заготовки от другой по петельному столбику с образованием заготовок необходимой формы.2. Способ по п., 1, отличающийся тем, что отделение одной заготовки от другой по петельному столбику осуществляют путем разрезания...
Спосіб управління розкроєм зливка на машині безперервного лиття заготовок
Номер патенту: 5399
Опубліковано: 28.12.1994
Автори: Кошелев Олександр Євдокимович, Каплан Володимир Нусійович, Худанов Володимир Констянтинович, Фалькович Валерій Михайлович, Кац Григорій Аронович, Крамарь Віктор Григорович, Шмельцер Іван Іванович
МПК: B22D 11/16
Мітки: лиття, машини, безперервного, управління, заготовок, зливка, розкроєм, спосіб
Формула / Реферат:
(57) Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, отличающийся тем, что проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по...
Попередній патент: Твердосплавна вставка для перфораторних коронок
Наступний патент: Комбінована рушійна установка для літальних апаратів
Випадковий патент: Пристрій регенерації травильних розчинів