Спосіб управління розкроєм зливка на машині безперервного лиття заготовок
Номер патенту: 5399
Опубліковано: 28.12.1994
Автори: Каплан Володимир Нусійович, Крамарь Віктор Григорович, Фалькович Валерій Михайлович, Худанов Володимир Констянтинович, Шмельцер Іван Іванович, Кац Григорій Аронович, Кошелев Олександр Євдокимович
Формула / Реферат
(57) Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, отличающийся тем, что проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по зависимости
Lтек=Lизм·Кудл,
где Lтек - текущая длина заготовки,
Lизм - длина заготовки, получаемая на основании показаний датчика длины;
Кудл - общий коэффициент удлинения слитка, определяемый из выражения:
Кудл=(1+К1)·(1+К2)...·(1+Кn), где n - количество тянущих клетей в машине непрерывной разливки;
К1, К2...Кn - коэффициенты удлинения, вызванного обжатием слитка в каждой из тянущих клетей, причем
Кi=ai·Di+bi (i=1, 2,…, n),
где Di - обжатие в і-той клети;
ai, bi - эмпирические коэффициенты.
Текст
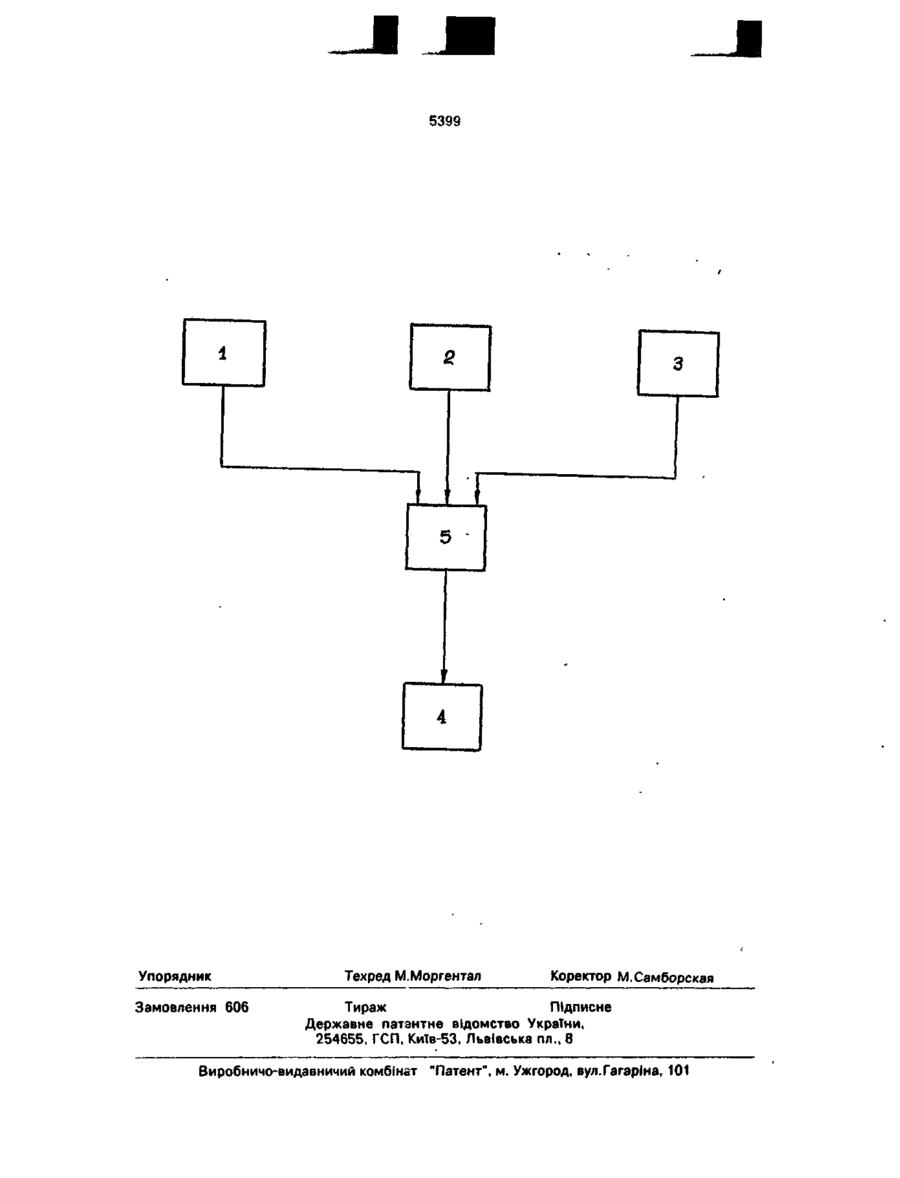
Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, о т л и ч а ю щ и й с я тем, что проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по зависимости t-тек ~ і-изм ' Кудл, где Ueic - текущая длина заготовки, Ьизм - длина заготовки, получаемая на основании показаний датчика длины; Кудл - общий коэффициент удлинения слитка, определяемый из выражения; КУДл = (1+Кі) -(1 + К2)... -(1 +Кп), где п - количество тянущих клетей в машине непрерывной разливки; Ki,K2...Kn - коэффициенты удлинения, вызванного обжатием слитка в каждой из тянущих клетей, причем Ki = ai • Ai + bi (1 = 1,2 n), где А|- обжатие в і-той клети; ai, bi - эмпирические коэффициенты. Изобретение относится к металлургии, а именно, к непрерывной разливке стали на машинах непрерывного литья заготовок. Известен способ управления раскроем слитка на машине непрерывного литья заготовок (МНЛЗ) с установкой датчика длины слитка на редукторе тянущей клети, который включает задание длины заготовки, измерение длины слитка с помощью датчика, установленного на редукторе тянущей клети, и подачу управляющей команды на рез [1]. Указанный способ не обеспечивает высокой точности реза слитка, так как не учитывает инерционность режущего агрегата и обжатие слитка валками тянущих клетей. Наиболее близким по технической сущности к заявляемому является способ управления процессом мерного пореза заготовки [2], включающий измерение мерной длины слитка с помощью датчика, связанного посредством редуктора с приводом тянущих клетей, задание длины заготовки и подачу С > сл w 45 «*» 5399 команды на рез в электропривод перемещения платформы газорезки. Однако, этот способ не обеспечивает высокой точности реза, так как, вследствие обжатия слитка валками тянущих клетей, слиток удлиняется и величина этого удлинения зависит от обжатия слитка в клетях, В основу изобретения поставлена задача усовершенствовать способ управления раскроем слитка на машине непрерывного литья заготовок путем повышения точности измерения длины мерного реза, что приведет к увеличению выхода годного металла. Поставленная задача решается тем, что в способе, включающем размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, согласно изобретению, проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по зависимости: 5 10 где п - количество клетей, т я н у щ и х слиток в процессе разливки; К і , Кг,..., Кп - коэффициенты удлинения, 15 в о з н и к а ю щ е г о в результате обжатия в каждой из тянущих клетей. Коэффициенты вычисляют по формуле: 20 25 l-ТЄК = 1-ИЗМ ' Кудл, где Ueic - текущая длина заготовки; Цізм - длина заготовки, получаемая на основании показаний датчика длины; 30 Кудл - общий коэффициент удлинения слитка, определяемый из выражения: чудл 35 где п - количество тянущих клетей в машине непрерывной разливки; Кі, К2,..., Кп - коэффициенты удлинения, вызванного обжатием слитка в каждой из тянущих клетей, причем 40 Кі = а і Д і + Ьі (і = 1,2 п), измерять в период настройки МН/13, например, с помощью специальных шаблонов или измерительной затравки. Иа основании результатов измерения раствора валков тянущих клетей выполняют расчет коэффициента удлинения слитка. Коэффициент удлинения слитка рассчитывают следующим образом: К і ~ а і Д і + b i (і = 1,2 п), где Л І - отношение разности растворов валков предыдущей и данной тянущих клетей к раствору валков данной клети (обжатие в данной клети); ai, bi - коэффициенты, связывающие величину обжатия на данной клети с удлинением слитка, возникающим в результате этого обжатия. Значения коэффициентов а\ и bi для каждой из клетей находят экспериментально. Например, для нескольких различных значений обжатия в клети на определенном расстоянии друг от друга на слитке наносят метки. Сравнивая расстояния между метками до входа в клеть и после выхода из нее, статистически обрабатывая данные о величине обжатия и изменениях в расстоянии между метками, находят значение коэффициентов ai и ЬІ для данной клети. При раскрое слитка управляющая команда на рез подается при выполнении соотношения где А - обжатие в і-той клети; L-тек — 1-мерн. ai.bi - эмпирические коэффициенты. 45 При управлении раскроем слитка с погне t-мерн ~ заданная длина заготовки; LreK ~ текущая длина заготовки. мощью предлагаемого способа выполняют Текущую длину заготовки определяют следующие операции: следующим соотношением: Перед началом разливки измеряют раствор валков тянущей клети, предыдущей 50 *Кудл, по отношению к клети, на редукторе которой L-тек устанавливают датчик длины, а также расгде Ызм - длина заготовки, получаемая на твор валков каждой из последующих клетей. основании показаний датчика длинь:; Если датчик длины устанавливают на редукКудл - общий коэффициент удлинения торе первой из клетей, тянущей слиток в 55 слитка. процессе разливки, то в качестве раствора валков предыдущей клети используется толЗначение текущей длины заготовки усщина слитка при выходе из кристаллизатотанавливают в нуль каждый раз после начара. Раствор валков тянущих клетей можно ла реза очередной заготовки. 5399 Заявляемый способ осуществляется с помощью устройства, представленного на чертеже. Устройство содержит датчик 1 пути слитка, например, ПДФ-3, устанавливаемый на 5 редукторе тянущей клети (для исключения влияния проскальзывания слитка в валках тянущей клети на результат измерения длины слитка датчик пути необходимо устанавливать на клети с максимальным обжатием), 10 ручной задатчик 2 мерной длины заготовки, ручной задатчик 3 раствора валков тянущих клетей, блок 4 управления режущим агрегатом и вычислительный блок 5, например, КТС ЛИУС-2. 15 Например, в процессе разливки слиток вытягивают двумя клетями с растворами валков 325 мм и 323 мм соответственно, а толщина слитка на выходе из кристаллизатора составляет 330 мм, значения коэффици- 20 ентов а\ и bi для первой велети равны 0,76 и минус 0,002, а для второй клети - 0,92 и минус 0,003 Так как максимальное обжатие слитка выполняют на первой из тянущих клетей, то 25 для устранения влияния проскальзывания датчик 1 пути должен быть установлен на редукторе этой клети. После ввода с помощью ручного задатчика 3 раствора валков вычислительный 30 блок 5 выполняет расчет коэффициента удлинения слитка: рассчитывает обжатие на каждой из клетей Д1 = = 325 -323 = 0,0062 323 рассчитывает коэффициенты удлинения для каждой из клетей Ki = 0,76 • 0,0154 - 0,002 - 0,0097; К2 = 0.92 • 0,0062 - 0,003 = 0,0027, рассчитывает коэффициент удлинения слитка Куд, »(1 + 0,0097) (1 + 0,0062) - 1,012. Если задаваемая с помощью ручного задатчика 2 мерная длина заготовки составляет 4000 мм, а импульс датчика 1 пути слитка соответствует отрезку 0,2 мм, то команда на выполнение реза в блок 4 управления режущим агрегатом должна быть выдана вычислительным блоком 5 при соблюдении соотношения ІЧимп -0,2 -1,012 > 4000 мм, т.е. команда на рез должна быть выдана после поступления от датчика 1 пути 19764 импульсов. Без учета удлинения слитка, возникающего в результате обжатия в клетях, команда на выполнение реза выдавалась бы после поступления 20000 импульсов от датчика 1 пути, т.е. разница составляет 236 импульсов или около 47 мм слитка. Таким образом, предлагаемый способ управления раскроем слитка на машине не35 прерывного литья заготовок позволяет повысить точность мерного реза и увеличить выход годного металла. 5399 і 3 * Упорядник Замовлення 606 Техред М.Моргентал Коректор М.Самборская Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Виробничо-видавничий комбінет "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of ingot nesting on continuous casting machine
Автори англійськоюKaplan Volodymyr Nusiiovych, Kats Hryhorii Aronovych, Falkovych Valerii Mykhailovych, Koshelev Oleksandr Yevdokymovych, Shmeltser Ivan Ivanovych, Kramar Viktor Hryhorovych, Khudanov Volodymyr Konstiantynovych
Назва патенту російськоюСпособ управления раскроем слитка на машине непрерывного литья заготовок
Автори російськоюКаплан Владимир Нусиевич, Кац Григорий Аронович, Фалькович Валерий Михайлович, Кошелев Александр Евдокимович, Шмельцер Иван Иванович, Крамарь Виктор Григорьевич, Худанов Владимир Константинович
МПК / Мітки
МПК: B22D 11/16
Мітки: спосіб, управління, заготовок, лиття, розкроєм, зливка, безперервного, машини
Код посилання
<a href="https://ua.patents.su/4-5399-sposib-upravlinnya-rozkroehm-zlivka-na-mashini-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління розкроєм зливка на машині безперервного лиття заготовок</a>
Кристалізатор для горизонтального безперервного лиття стальних заготовок
Номер патенту: 1928
Опубліковано: 20.12.1994
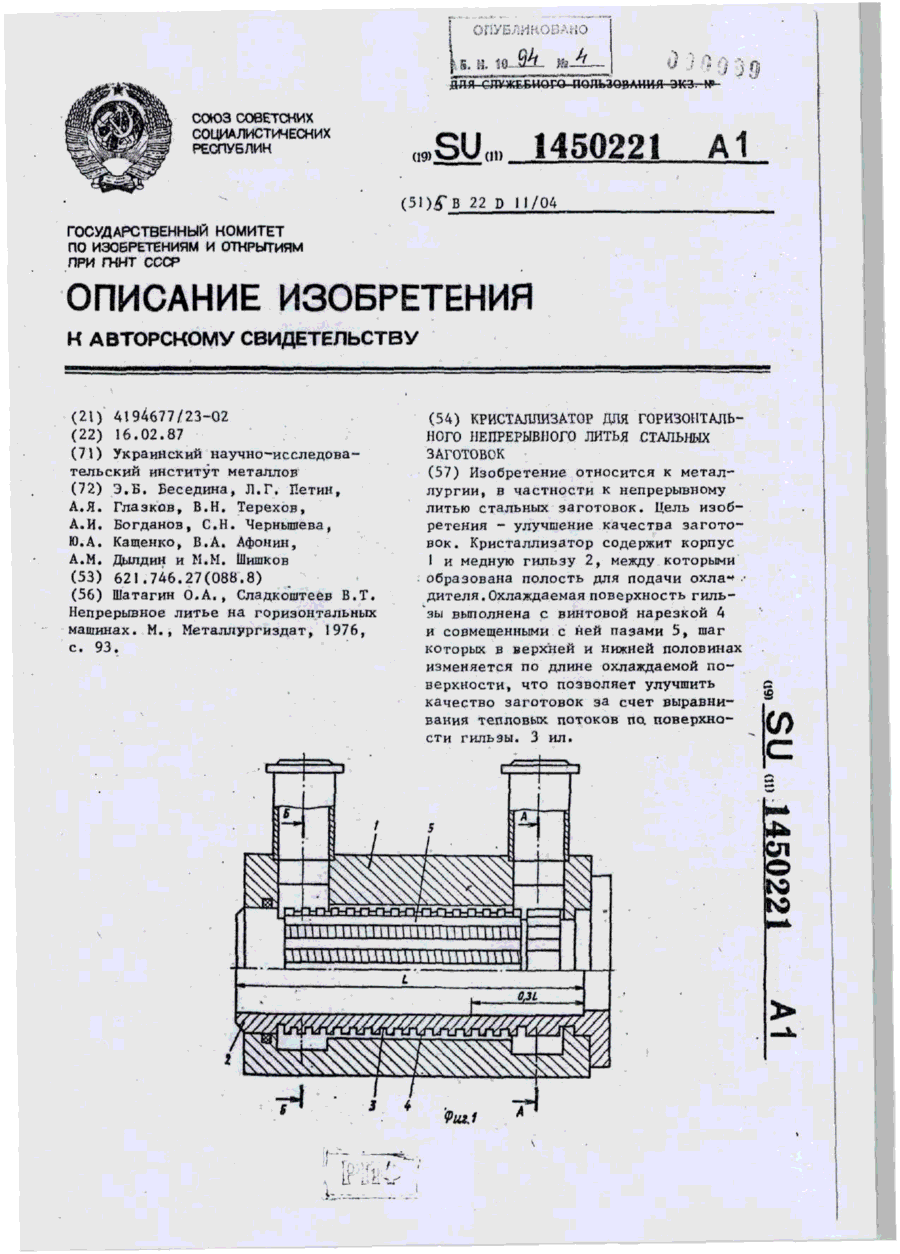
Автори: Дилдін Анатолій Михайлович, Чернишова Світлана Никодимівна, Терехов Вадим Миколайович, Афонін Володимир Олексійович, Глазков Анатолій Якович, Богданов Аркадій Іванович, Беседіна Елеонора Борисівна, Петін Леонід Григорович, Шишков Михайло Михайлович, Кащенко Юрій Олексійович
МПК: B22D 11/04
Мітки: горизонтального, стальних, заготовок, лиття, безперервного, кристалізатор
Формула / Реферат:
Кристаллизатор для горизонтального непрерывного литья стальных заготовок, содержащий медную гильзу и кожух, образующие полость для подачи охладителя, отличающийся тем, что, с целью улучшения качества заготовок, на охлаждаемой поверхности гильзы выполнены винтовая нарезка и совмещенные с ней пазы, причем на участке зоны начального формирования заготовки, равном 0,1...0,3 длины рабочей полости гильзы, шаг пазов в нижней половине в 1,1...1,3...
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Шишков Михайло Михайлович, Руденко Анатолій Олександрович, Глібов Євген Валеріанович, Афонін Володимир Олексійович, Белкін Юхим Львович, Беседіна Елеонора Борисівна, Якунін Іван Олексійович, Чернишова Світлана Никодимівна, Мартинов Валерій Васильович
МПК: B22D 11/04
Мітки: заготовок, круглих, безперервного, лиття, кристалізатор
Формула / Реферат:
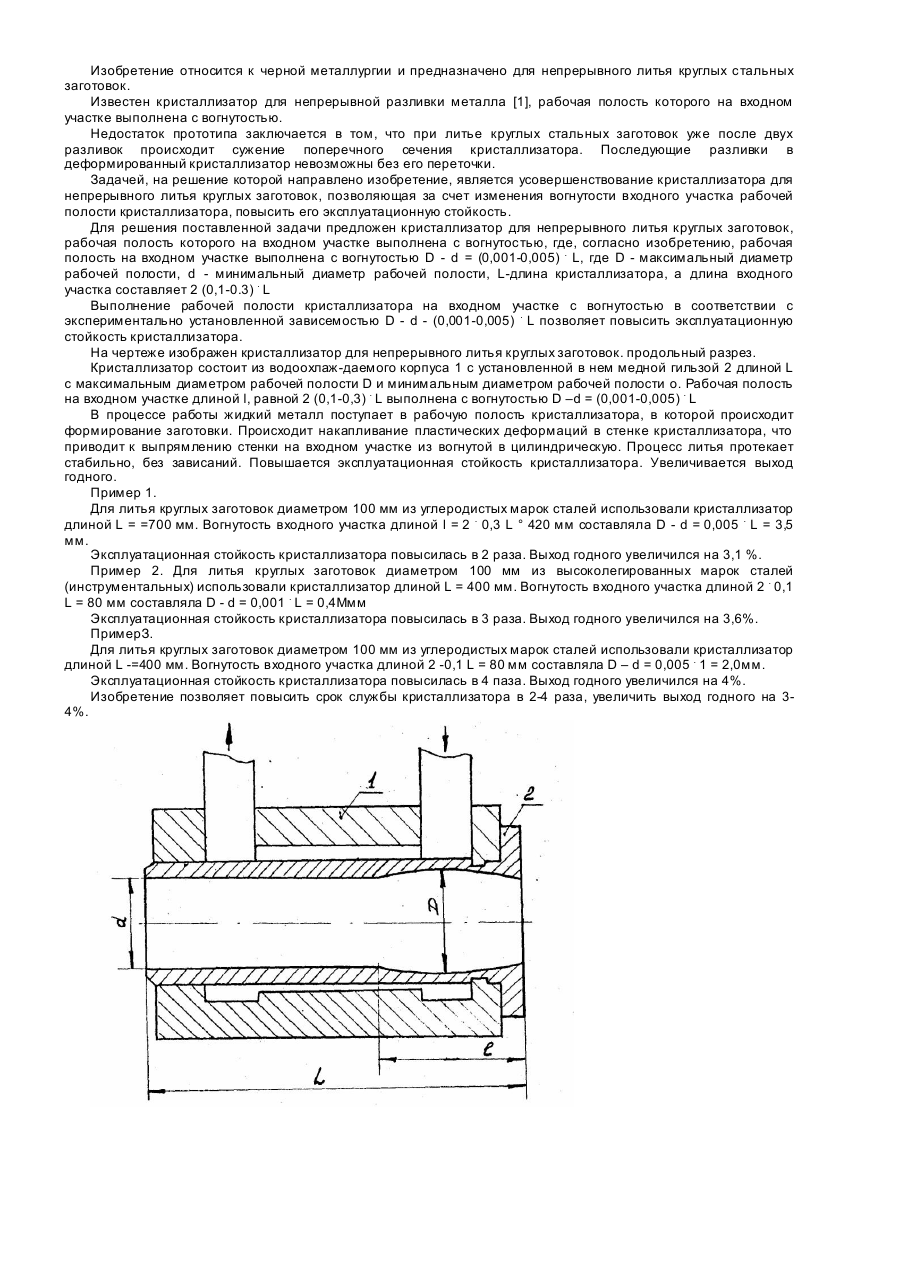
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Кристалізатор для горизонтального безперервного лиття заготовок
Номер патенту: 1929
Опубліковано: 20.12.1994
Автори: Беседіна Елеонора Борисівна, Стефанов Анатолій Сергійович, Руденко Анатолій Олександрович, Мартинов Валерій Васильович, Якунін Іван Олексійович, Чернишова Світлана Никодимівна
МПК: B22D 11/04
Мітки: заготовок, горизонтального, лиття, кристалізатор, безперервного
Формула / Реферат:
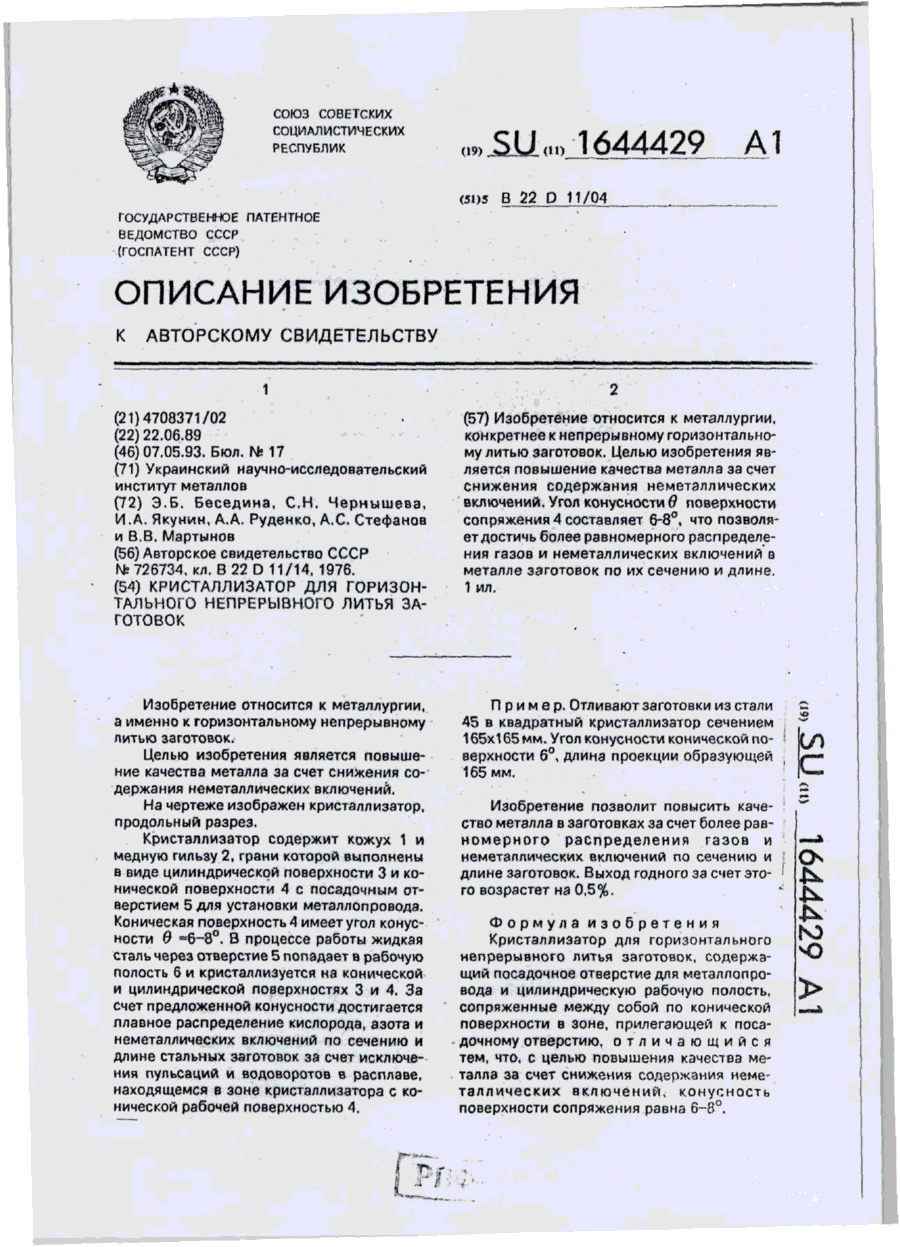
Кристаллизатор ддя горизонтального непрерывного литья заготовок, содержащий посадочное отверстие для металлопровода и цилиндрическую рабочую полость, сопряженные между собой по конической поверхности в зоне, прилегающей к посадочному отверстию, отличающийся тем, что, с целью повышения качества металла за счет снижения содержания неметаллических включений, конусность поверхности сопряжения равна 6—8°.
Устаткування для горизонтального безперервного лиття суцільних та порожнистих заготовок з кольорових металів та сплавів
Номер патенту: 1818
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: порожнистих, кольорових, горизонтального, сплавів, металів, суцільних, безперервного, устаткування, заготовок, лиття
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья сплошных и полых заготовок из цветных металлов и сплавов, содержащее, по крайней мере, одну водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора, неохлаждаемая часть которого установлена в посадочное гнездо футеровки металлоприемника, и выполненный с возможностью установки в кристаллизатор при литье полых заготовок графитовый дорн, имеющий формооб-разующий...
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: лиття, кольорових, заготовок, металів, безперервного, пристрій, горизонтального, сплавів, порожнистих
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Попередній патент: Рабочий орган розпушувача
Наступний патент: Пристрій для управління стопорами шахтної кліті
Випадковий патент: Пристрій для переливання і дозування рідини