Спосіб формування перехідних режимів при виробництві заготовок на машині безперервного лиття
Номер патенту: 24389
Опубліковано: 17.07.1998
Автори: Сокол Євген Іванович, Базакуца Вікторія Вікторовна, Кипенський Андрій Володимирович


Формула / Реферат
1. Способ формирования переходных режимов при производстве заготовок на машине непрерывного литья, при котором в кристаллизатор вводят затравку, осуществляют частичное заполнение кристаллизатора расплавом, после чего начинают циклическое вытягивание заготовки, отличающийся тем, что скорость литья в переходном режиме изменяют в соответствии с выражением
где Kт - технологический коэффициент переходного режима;
t - текущее время.
2. Способ формирования переходных режимов по п.1, отличающийся тем, что при циклическом вытягивании заготовки длительности временных интервалов вытягиваний и пауз оставляют без изменений, а значение скорости вытягивания в каждом интервале вытягивания изменяет в соответствии с выражением
где tц - длительность цикла;
tв - длительность интервала вытягивания;
n - номер цикла переходного режима.
3. Способ формирования переходных режимов по пп.1 и 2, отличающийся тем, что технологический коэффициент переходного режима определяют как
где Q - расход расплава через донные питатели литниковой чаши;
H - величина, на которую изменяется уровень расплава в кристаллизаторе за время переходного режима;
S - площадь поперечного сечения заготовки.
Текст
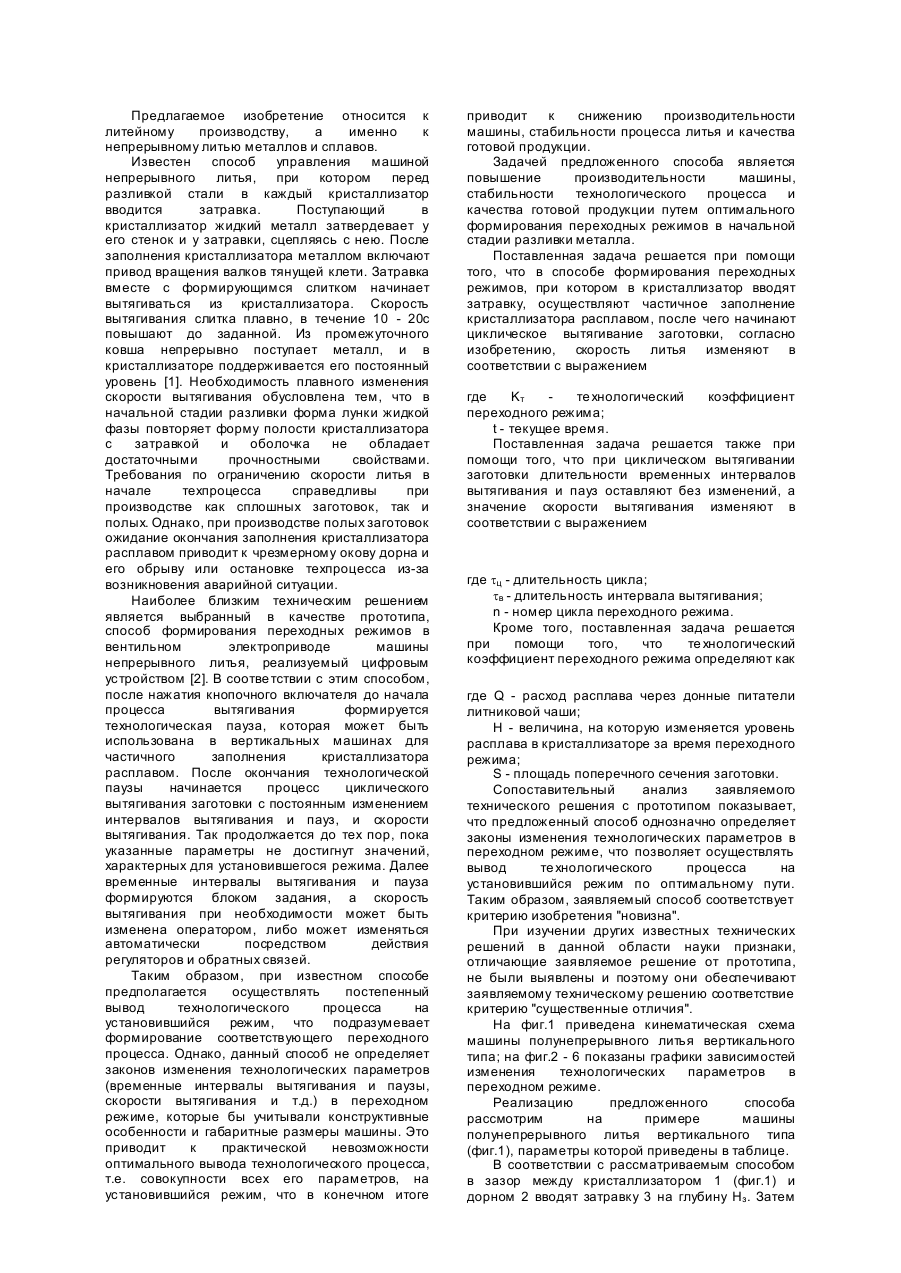
Предлагаемое изобретение относится к литейному производству, а именно к непрерывному литью металлов и сплавов. Известен способ управления машиной непрерывного литья, при котором перед разливкой стали в каждый кристаллизатор вводится затравка. Поступающий в кристаллизатор жидкий металл затвердевает у его стенок и у затравки, сцепляясь с нею. После заполнения кристаллизатора металлом включают привод вращения валков тянущей клети. Затравка вместе с формирующимся слитком начинает вытягиваться из кристаллизатора. Скорость вытягивания слитка плавно, в течение 10 - 20с повышают до заданной. Из промежуточного ковша непрерывно поступает металл, и в кристаллизаторе поддерживается его постоянный уровень [1]. Необходимость плавного изменения скорости вытягивания обусловлена тем, что в начальной стадии разливки форма лунки жидкой фазы повторяет форму полости кристаллизатора с затравкой и оболочка не обладает достаточными прочностными свойствами. Требования по ограничению скорости литья в начале техпроцесса справедливы при производстве как сплошных заготовок, так и полых. Однако, при производстве полых заготовок ожидание окончания заполнения кристаллизатора расплавом приводит к чрезмерному окову дорна и его обрыву или остановке техпроцесса из-за возникновения аварийной ситуации. Наиболее близким техническим решением является выбранный в качестве прототипа, способ формирования переходных режимов в вентильном электроприводе машины непрерывного литья, реализуемый цифровым устройством [2]. В соотве тствии с этим способом, после нажатия кнопочного включателя до начала процесса вытягивания формируется технологическая пауза, которая может быть использована в вертикальных машинах для частичного заполнения кристаллизатора расплавом. После окончания технологической паузы начинается процесс циклического вытягивания заготовки с постоянным изменением интервалов вытягивания и пауз, и скорости вытягивания. Так продолжается до тех пор, пока указанные параметры не достигнут значений, характерных для установившегося режима. Далее временные интервалы вытягивания и пауза формируются блоком задания, а скорость вытягивания при необходимости может быть изменена оператором, либо может изменяться автоматически посредством действия регуляторов и обратных связей. Таким образом, при известном способе предполагается осуществлять постепенный вывод технологического процесса на установившийся режим, что подразумевает формирование соответствующего переходного процесса. Однако, данный способ не определяет законов изменения технологических параметров (временные интервалы вытягивания и паузы, скорости вытягивания и т.д.) в переходном режиме, которые бы учитывали конструктивные особенности и габаритные размеры машины. Это приводит к практической невозможности оптимального вывода технологического процесса, т.е. совокупности всех его параметров, на установившийся режим, что в конечном итоге приводит к снижению производительности машины, стабильности процесса литья и качества готовой продукции. Задачей предложенного способа является повышение производительности машины, стабильности технологического процесса и качества готовой продукции путем оптимального формирования переходных режимов в начальной стадии разливки металла. Поставленная задача решается при помощи того, что в способе формирования переходных режимов, при котором в кристаллизатор вводят затравку, осуществляют частичное заполнение кристаллизатора расплавом, после чего начинают циклическое вытягивание заготовки, согласно изобретению, скорость литья изменяют в соответствии с выражением где Kт те хнологический коэффициент переходного режима; t - текущее время. Поставленная задача решается также при помощи того, что при циклическом вытягивании заготовки длительности временных интервалов вытягивания и пауз оставляют без изменений, а значение скорости вытягивания изменяют в соответствии с выражением где tц - длительность цикла; tв - длительность интервала вытягивания; n - номер цикла переходного режима. Кроме того, поставленная задача решается при помощи того, что те хнологический коэффициент переходного режима определяют как где Q - расход расплава через донные питатели литниковой чаши; H - величина, на которую изменяется уровень расплава в кристаллизаторе за время переходного режима; S - площадь поперечного сечения заготовки. Сопоставительный анализ заявляемого технического решения с прототипом показывает, чтопредложенный способ однозначно определяет законы изменения технологических параметров в переходном режиме, что позволяет осуществлять вывод те хнологического процесса на установившийся режим по оптимальному пути. Таким образом, заявляемый способ соответствует критерию изобретения "новизна". При изучении других известных технических решений в данной области науки признаки, отличающие заявляемое решение от прототипа, не были выявлены и поэтому они обеспечивают заявляемому техническому решению соответствие критерию "существенные отличия". На фиг.1 приведена кинематическая схема машины полунепрерывного литья вертикального типа; на фиг.2 - 6 показаны графики зависимостей изменения технологических параметров в переходном режиме. Реализацию предложенного способа рассмотрим на примере машины полунепрерывного литья вертикального типа (фиг.1), параметры которой приведены в таблице. В соответствии с рассматриваемым способом в зазор между кристаллизатором 1 (фиг.1) и дорном 2 вводят затравку 3 на глубину Hз. Затем при помощи литниковой чаши 4, вращаемой электродвигателем 5 в зазор между кристаллизатором 1 и дорном 2 подают расплав, который затвердевая, сцепляется с затравкой 3. После того, как уровень расплава в зазоре достигнет некоторой величины Hн, выбираемой обычно равной глубине лунки, начинают формирование переходного режима, заключающегося в вытягивании заготовок 6 при помощи электродвигателя 7 с изменением скорости литья по линейному закону. где Kт те хнологический коэффициент переходного режима; t - текущее время. Изменение скорости литья в ходе переходного режима показано на фиг.2, поз.1. С учетом циклического принципа вытягивания заготовки, скорость литья можно представить в виде функции трех переменных где Vв - скорость вытягивания заготовки, связанная с угловой скоростью электродвигателя 7 через постоянный коэффициент; tв - длительность интервала вытягивания; t0 - продолжительность паузы. Таким образом, изменять скорость литья в переходном режиме можно, изменяя как одну из ее составляющих, так и любые их комбинации. Тем не менее решать данную задачу наиболее целесообразно путем изменения скорости вытягивания в каждом цикле при постоянном соотношении интервала tв и t0 неизменной длительности цикла tц . Объясняется это тем, что формирование переходного режима за счет изменения соотношений tв и t0 при неизменной длительности цикла не позволит за малое время tв достичь заданного значения Vв из-за инерционности механизма вытягивания. Изменение соотношений tв и t0 за счет изменения длительности цикла приводит к чрезмерному окову дорна, возникающему из-за усадки металла при кристаллизации, и нарушению стабильности технологического процесса. Исходя из изложенного и согласно заявляемому способу скорость вытягивания в каждом цикле переходного режима изменяют в соответствии с выражением где n - номер цикла переходного режима. Изменение скорости вытягивания в течение первых двадцати циклов переходного режима показано на фиг.3. Для упрощения диаграмм изменения технологических параметров в переходном режиме, а также выражений, описывающих эти процессы, в данном случае и ниже, временные интервалы разгона и торможения электродвигателя 7 полагали нулевыми. Выбор технологического коэффициента переходного режима Kт, в соответствии с заявляемым способом, осуществляют таким образом, чтобы за время переходного режима Kт скорость литья достигла своего установившегося значения Vлу, т.е. а уровень расплава в кристаллизаторе стал бы равным заданному, изменившись при этом на некоторую величину H, которая может быть определена как где Vз m - максимальное значение скорости заполнения кристаллизатора расплавом по высоте т.е. значение скорости заполнения при отсутствии вытягивания, Q - расход расплава через донные питатели литниковой чаши 4; S - площадь поперечного сечения заготовки 6; Vпор - средняя скорость литья в интервале переходного режима, которая при линейном законе изменения скорости литья может быть определена как Для обеспечения стабилизации уровня расплава в кристаллизаторе максимальное значение скорости его заполнения Vзm подбирают равным установившемуся значению скорости литья, т.е. Следовательно с учетом (6), (7) и выражение (5) может быть переписано в виде (8) Выразив из (9) значение подставим его в (4) и, учи тывая соотношение (8), определим значение технологического коэффициента Значение H выбирают таким образом, чтобы расстояние от мениска расплава до верхнего торца кристаллизатора составляло некоторую величину Dh. Таким образом где Hкр - высота кристаллизатора; Dh - величина, определяемая из условия Vлч - объем расплава в литниковой чаше 4. Выбор величины Dh осуществляется указанным образом для того, чтобы в случае аварийной остановки механизма вытягивания весь расплав, находящийся в литниковой чаше 4, истекая в кристаллизатор, не вышел за его пределы. Покажем, что изменение скорости литья по выражению (1) при циклическом вытягивании заготовки по выражению (3) обеспечит согласно заявляемому способу оптимальный выход всех технологических параметров на установившийся режим. По мере заполнения зазора между кристаллизатором 1 дорном 2 расплавом, среднее за цикл значение его уровня в течение переходного режима будет изменяться следующим образом где Vзср - текущее, среднее за цикл, значение скорости заполнения кристаллизатора по высоте. Выражение для средней скорости заполнения кристаллизатора расплавом при одновременной подаче расплава из литниковой чаши 4 и вытягивании заготовки 6 представим в виде График изменения средней скорости заполнения кристаллизатора расплавом приведен на фиг.2, поз.2. С учетом цикличности вытягивания заготовки и полагая, что цикл начинается с интервала вытягивания, запишем выражение для мгновенных значений скорости заполнения кристаллизатора где t - текущее значение времени внутри n - го цикла вытягивания. Изменение мгновенных значений скорости заполнения кристаллизатора для первых двадцати пяти циклов переходного режима показано на фиг.4. Подставив (14) в (13) и произведя соответствующие математические преобразования, получим График изменения среднего значения уровня расплава в кристаллизаторе приведен на фиг.2, поз.3. С учетом цикличности вытягивания заготовки уровень расплава в интервале вытягивания будет изменяться на величину а в интервале паузы - на величину Исходя из этого, могут быть записаны выражения для значения уровня расплава в начале произвольного цикла и в конце интервала вытягивания произвольного цикла Таким образом, текущее значение уровня расплава в кристаллизаторе может быть определено следующим образом: Изменение текущего значения уровня расплава в кристаллизаторе для первых двадцати циклов переходного режима показано на фиг.5. В переходном режиме скорость литья изменяют по линейному закону (1), следовательно среднее значение длины сформированной части заготовки 6 может быть определено как График изменения среднего значения длины сформированной части заготовки показаны на фиг.2, поз.4. Заменив в (20) текущее время на фиксированные моменты времени, запишем выражение для определения длины сформированной части заготовки в начале произвольного цикла и в его конце С учетом того, что формирование каждого очередного участка заготовки осуществляется в интервале паузы, а увеличение длины сформированной части заготовки происходит в интервалах вытягивания на величину текущее значение длины сформированной части заготовки может быть определено как Изменение длины заготовки в первые двадцать циклов переходного режима показано на фиг.6. Анализ полученных зависимостей изменения технологических параметров в переходном режиме при формировании скорости литья по выражению (1), скорости вытягивания по выражению (3) и определении технологического коэффициента по выражению (11), показывает, что при выходе скорости литья на установившееся значение одновременно с ней на установившиеся и заданные значения выходят и все остальные параметры технологического процесса скорость заполнения кристаллизатора расплавом (фиг.2, поз.2) становится равной нулю, а уровень расплава в кристаллизаторе (фиг.2, поз.3), достигнув заданного значения, перестает изменяться, приращения длины сформированной части заготовки в каждом цикле становятся одинаковыми (фиг.2, поз.4). Исследование изменений мгновенных значений технологических параметров (фиг.3 - 6), также позволяет сделать вывод о стабильности технологического процесса в начальной стадии разливки. Таким образом, осуществляется оптимальный вывод те хнологического процесса на установившийся режим. Это позволяет повысить производительность машины, стабильность процесса литья и качество готовой продукции, что имеет существенное значение при полунепрерывном литье, поскольку производство каждой заготовки начинается с формирования переходного режима.
ДивитисяДодаткова інформація
Автори англійськоюKypenskyi Andrii Volodymyrovych, Sokol Yevhen Ivanovych
Автори російськоюКипенский Андрей Владимирович, Сокол Евгений Иванович
МПК / Мітки
МПК: B22D 11/16
Мітки: виробництві, машини, режимів, формування, заготовок, спосіб, перехідних, лиття, безперервного
Код посилання
<a href="https://ua.patents.su/5-24389-sposib-formuvannya-perekhidnikh-rezhimiv-pri-virobnictvi-zagotovok-na-mashini-bezperervnogo-littya.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування перехідних режимів при виробництві заготовок на машині безперервного лиття</a>
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Каплан Володимир Нусійович, Кац Григорій Аронович, Акулов Валєрій Володимирович, Ларіонов Олександр Олексійович
МПК: B22D 11/16
Мітки: безперервного, заготовок, кратних, спосіб, мірних, однострумковій, машини, лиття, отримання
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Спосіб горизонтального безперервного лиття заготовок
Номер патенту: 23421
Опубліковано: 02.06.1998
Автори: Козаченко Станіслав Митрофанович, Гуртовий Микола Іванович, Щербачов Василь Валентинович, Богданов Аркадій Іванович, Семенов Анатолій Петрович, Звонарьов Сергій Олександрович
МПК: B22D 11/00
Мітки: лиття, безперервного, заготовок, горизонтального, спосіб
Формула / Реферат:
Способ горизонтального непрерывного литья заготовок, включающий подачу расплава в разъемный кристаллизатор из металлоприемника при перемещении его совместно с подвижной частью кристаллизатора на величину шага в направлении, противоположном вытягиванию заготовки, формирование заготовки и периодическое вытягивание ее из кристаллизатора с рабочей скоростью, с одновременным возвратом металлоприемника в исходное положение, отличающийся тем, что...
Спосіб управління розкроєм зливка на машині безперервного лиття заготовок
Номер патенту: 5399
Опубліковано: 28.12.1994
Автори: Крамарь Віктор Григорович, Кошелев Олександр Євдокимович, Фалькович Валерій Михайлович, Кац Григорій Аронович, Шмельцер Іван Іванович, Каплан Володимир Нусійович, Худанов Володимир Констянтинович
МПК: B22D 11/16
Мітки: машини, спосіб, управління, лиття, зливка, заготовок, розкроєм, безперервного
Формула / Реферат:
(57) Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, отличающийся тем, что проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по...
Спосіб горизонтального безперервного лиття заготовок
Номер патенту: 17598
Опубліковано: 06.05.1997
Автори: Щербачев Василь Валентинович, Зятіна Олександр Сергійович, Белякова Лілія Іванівна, Давиденко Петро Данилович, Добровольський Владислав Борисович, Козаченко Станіслав Митрофанович, Герасименко Віктор Григорович
МПК: B22D 11/00, B22D 11/045
Мітки: заготовок, безперервного, горизонтального, лиття, спосіб
Формула / Реферат:
Способ горизонтального непрерывного литья заготовок, включающий подачу расплава в кристаллизатор, формирование в нем заготовки из трещиночувствительных сплавов, вытягивание ее в шаговом режиме и вторичное охлаждение заготовки за кристаллизатором, отличающийся тем, что вторичное охлаждение заготовки на участке жидкой фазы осуществляют со скоростью 2 ... 5град/с, а охлаждение остальной части полностью затвердевшей заготовки производят со...
Пристрій для горизонтального безперервного лиття заготовок

Номер патенту: 4670
Опубліковано: 28.12.1994
Автори: Корягін Олексій Федорович, Богданов Аркадій Іванович, Козаченко Станіслав Митрофанович, Бєлякова Лілія Іванівна
МПК: B22D 11/10
Мітки: горизонтального, безперервного, пристрій, заготовок, лиття
Текст:
...в течение 130-150 часов и прекращался из-за механического износа рабочей поверхности графитового кристаллизатора, приводившего к ухудшению качества непрерывнолитых заготовок. При этом, износа промежуточной втулки не наблюдаСнабжение устройства соединительной лось, что обеспечило повышение втулкой, расположенной между металлоприемником и входным концом кристаллизато- 55 стабильности процесса литья в 2-3 раза и снижение затрат на 10-15%. ра,...
Попередній патент: Сцинтиляційний позиційно-чутливий детектор
Наступний патент: Спосіб формування перехідних режимів технологічного процесу безперервного лиття
Випадковий патент: Апарат для парової дистиляції зернової ефіроолійної сировини