Пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання
Номер патенту: 46040
Опубліковано: 15.05.2002
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Кривонос Вадим Петрович, Грабчев Борис Леонідович
Формула / Реферат
Пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання, який містить в собі механізм коректування положення зварюваних заготовок, два датчики, які вимірюють відстань від спільної бази до суміщуваних поверхонь зварюваних заготовок у зоні стикування торців, а також послідовно з'єднані диференціальний підсилювач та формувач сигналу непогодження, при цьому входи диференціального підсилювача під'єднано до датчиків, а вихід формувача – до механізму коректування, який відрізняється тим, що пристрій додатково містить тиристорний реверсивний пускач з двома дискретними входами, а формувач сигналу непогодження містить два компаратори, спільні входи яких з'єднано з виходом диференціального підсилювача, а відокремлені входи - з різнополярними задавачами зони нечутливості відповідно, першу та другу схеми І-НЕ та схему АБО, входи яких під'єднано через діоди до виходів відповідних компараторів, генератор тактових імпульсів, вхід якого з'єднано з виходом схеми АБО, а вихід генератора з'єднано з спільними входами першої та другої схем І-НЕ, при цьому виходи останніх під'єднано до відповідних дискретних входів тиристорного реверсивного пускача асинхронного двигуна механізму коректування.
Текст
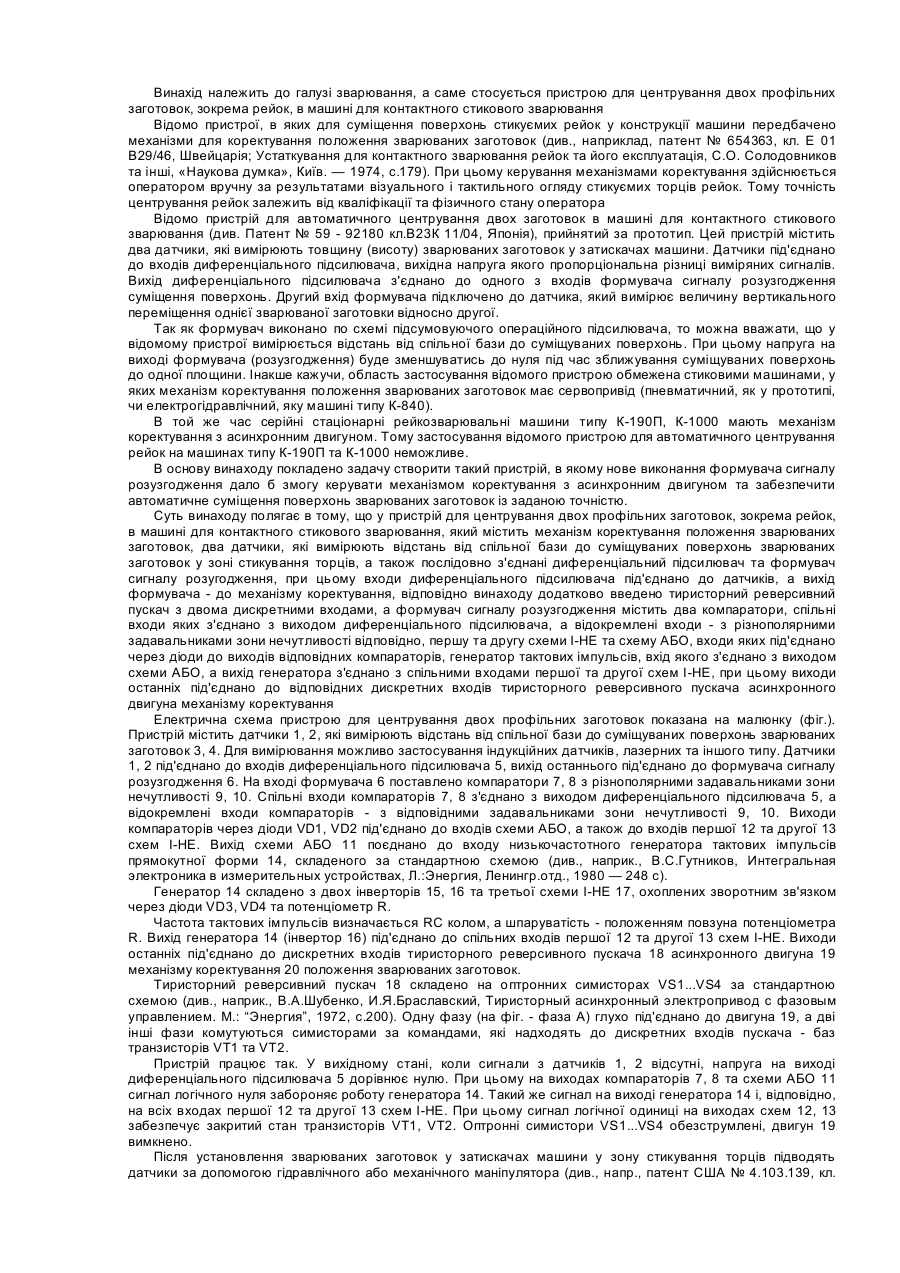
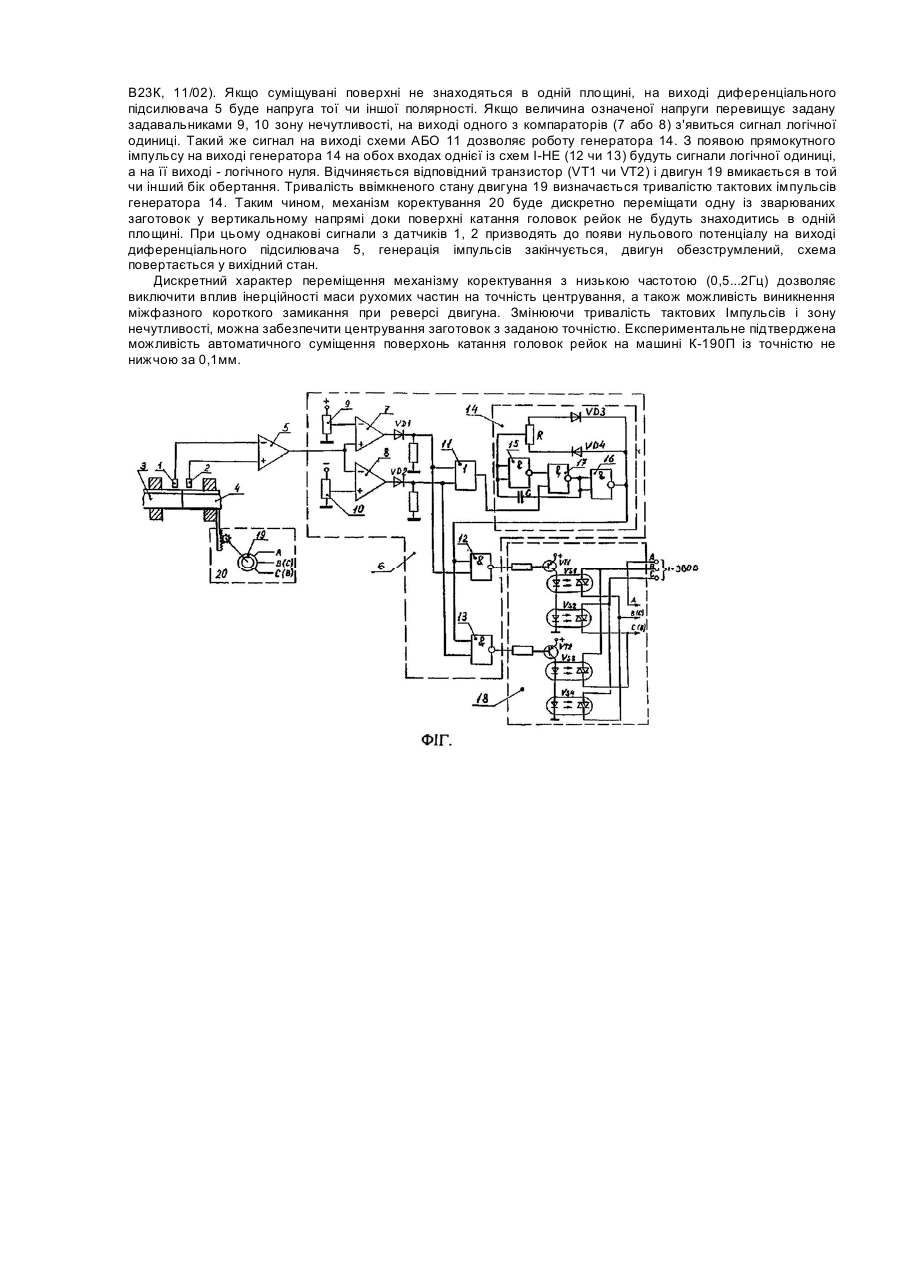
Винахід належить до галузі зварювання, а саме стосується пристрою для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання Відомо пристрої, в яких для суміщення поверхонь стикуємих рейок у конструкції машини передбачено механізми для коректування положення зварюваних заготовок (див., наприклад, патент № 654363, кл. Е 01 В29/46, Швейцарія; Устаткування для контактного зварювання рейок та його експлуатація, С.О. Солодовников та інші, «Наукова думка», Київ. — 1974, с.179). При цьому керування механізмами коректування здійснюється оператором вручну за результатами візуального і тактильного огляду стикуємих торців рейок. Тому точність центрування рейок залежить від кваліфікації та фізичного стану оператора Відомо пристрій для автоматичного центрування двох заготовок в машині для контактного стикового зварювання (див. Патент № 59 - 92180 кл.В23К 11/04, Японія), прийнятий за прототип. Цей пристрій містить два датчики, які вимірюють товщину (висоту) зварюваних заготовок у затискачах машини. Датчики під'єднано до входів диференціального підсилювача, вихідна напруга якого пропорціональна різниці виміряних сигналів. Вихід диференціального підсилювача з'єднано до одного з входів формувача сигналу розузгодження суміщення поверхонь. Другий вхід формувача підключено до датчика, який вимірює величину вертикального переміщення однієї зварюваної заготовки відносно другої. Так як формувач виконано по схемі підсумовуючого операційного підсилювача, то можна вважати, що у відомому пристрої вимірюється відстань від спільної бази до суміщуваних поверхонь. При цьому напруга на виході формувача (розузгодження) буде зменшуватись до нуля під час зближування суміщуваних поверхонь до одної площини. Інакше кажучи, область застосування відомого пристрою обмежена стиковими машинами, у яких механізм коректування положення зварюваних заготовок має сервопривід (пневматичний, як у прототипі, чи електрогідравлічний, яку машині типу К-840). В той же час серійні стаціонарні рейкозварювальні машини типу К-190П, К-1000 мають механізм коректування з асинхронним двигуном. Тому застосування відомого пристрою для автоматичного центрування рейок на машинах типу К-190П та К-1000 неможливе. В основу винаходу покладено задачу створити такий пристрій, в якому нове виконання формувача сигналу розузгодження дало б змогу керувати механізмом коректування з асинхронним двигуном та забезпечити автоматичне суміщення поверхонь зварюваних заготовок із заданою точністю. Суть винаходу полягає в тому, що у пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання, який містить механізм коректування положення зварюваних заготовок, два датчики, які вимірюють відстань від спільної бази до суміщуваних поверхонь зварюваних заготовок у зоні стикування торців, а також послідовно з'єднані диференціальний підсилювач та формувач сигналу розугодження, при цьому входи диференціального підсилювача під'єднано до датчиків, а вихід формувача - до механізму коректування, відповідно винаходу додатково введено тиристорний реверсивний пускач з двома дискретними входами, а формувач сигналу розузгодження містить два компаратори, спільні входи яких з'єднано з виходом диференціального підсилювача, а відокремлені входи - з різнополярними задавальниками зони нечутливості відповідно, першу та другу схеми І-НЕ та схему АБО, входи яких під'єднано через діоди до виходів відповідних компараторів, генератор тактових імпульсів, вхід якого з'єднано з виходом схеми АБО, а вихід генератора з'єднано з спільними входами першої та другої схем І-НЕ, при цьому виходи останніх під'єднано до відповідних дискретних входів тиристорного реверсивного пускача асинхронного двигуна механізму коректування Електрична схема пристрою для центрування двох профільних заготовок показана на малюнку (фіг.). Пристрій містить датчики 1, 2, які вимірюють відстань від спільної бази до суміщуваних поверхонь зварюваних заготовок 3, 4. Для вимірювання можливо застосування індукційних датчиків, лазерних та іншого типу. Датчики 1, 2 під'єднано до входів диференціального підсилювача 5, вихід останнього під'єднано до формувача сигналу розузгодження 6. На вході формувача 6 поставлено компаратори 7, 8 з різнополярними задавальниками зони нечутливості 9, 10. Спільні входи компараторів 7, 8 з'єднано з виходом диференціального підсилювача 5, а відокремлені входи компараторів - з відповідними задавальниками зони нечутливості 9, 10. Виходи компараторів через діоди VD1, VD2 під'єднано до входів схеми АБО, а також до входів першої 12 та другої 13 схем І-НЕ. Вихід схеми АБО 11 поєднано до входу низькочастотного генератора тактових імпульсів прямокутної форми 14, складеного за стандартною схемою (див., наприк., В.С.Гутников, Интегральная электроника в измерительных устройствах, Л.:Энергия, Ленингр.отд., 1980 — 248 с). Генератор 14 складено з двох інверторів 15, 16 та третьої схеми І-НЕ 17, охоплених зворотним зв'язком через діоди VD3, VD4 та потенціометр R. Частота тактових імпульсів визначається RC колом, а шпаруватість - положенням повзуна потенціометра R. Вихід генератора 14 (інвертор 16) під'єднано до спільних входів першої 12 та другої 13 схем І-НЕ. Виходи останніх під'єднано до дискретних входів тиристорного реверсивного пускача 18 асинхронного двигуна 19 механізму коректування 20 положення зварюваних заготовок. Тиристорний реверсивний пускач 18 складено на оптронних симисторах VS1...VS4 за стандартною схемою (див., наприк., В.А.Шубенко, И.Я.Браславский, Тиристорный асинхронный электропривод с фазовым управлением. M.: “Энергия”, 1972, с.200). Одну фазу (на фіг. - фаза А) глухо під'єднано до двигуна 19, а дві інші фази комутуються симисторами за командами, які надходять до дискретних входів пускача - баз транзисторів VT1 та VT2. Пристрій працює так. У вихідному стані, коли сигнали з датчиків 1, 2 відсутні, напруга на виході диференціального підсилювача 5 дорівнює нулю. При цьому на виходах компараторів 7, 8 та схеми АБО 11 сигнал логічного нуля забороняє роботу генератора 14. Такий же сигнал на виході генератора 14 і, відповідно, на всіх входах першої 12 та другої 13 схем І-НЕ. При цьому сигнал логічної одиниці на виходах схем 12, 13 забезпечує закритий стан транзисторів VT1, VT2. Оптронні симистори VS1...VS4 обезструмлені, двигун 19 вимкнено. Після установлення зварюваних заготовок у затискачах машини у зону стикування торців підводять датчики за допомогою гідравлічного або механічного маніпулятора (див., напр., патент США № 4.103.139, кл. В23К, 11/02). Якщо суміщувані поверхні не знаходяться в одній площині, на виході диференціального підсилювача 5 буде напруга тої чи іншої полярності. Якщо величина означеної напруги перевищує задану задавальниками 9, 10 зону нечутливості, на виході одного з компараторів (7 або 8) з'явиться сигнал логічної одиниці. Такий же сигнал на виході схеми АБО 11 дозволяє роботу генератора 14. З появою прямокутного імпульсу на виході генератора 14 на обох входах однієї із схем І-НЕ (12 чи 13) будуть сигнали логічної одиниці, а на її виході - логічного нуля. Відчиняється відповідний транзистор (VT1 чи VT2) і двигун 19 вмикається в той чи інший бік обертання. Тривалість ввімкненого стану двигуна 19 визначається тривалістю тактових імпульсів генератора 14. Таким чином, механізм коректування 20 буде дискретно переміщати одну із зварюваних заготовок у вертикальному напрямі доки поверхні катання головок рейок не будуть знаходитись в одній площині. При цьому однакові сигнали з датчиків 1, 2 призводять до появи нульового потенціалу на виході диференціального підсилювача 5, генерація імпульсів закінчується, двигун обезструмлений, схема повертається у вихідний стан. Дискретний характер переміщення механізму коректування з низькою частотою (0,5...2Гц) дозволяє виключити вплив інерційності маси рухомих частин на точність центрування, а також можливість виникнення міжфазного короткого замикання при реверсі двигуна. Змінюючи тривалість тактових Імпульсів і зону нечутливості, можна забезпечити центрування заготовок з заданою точністю. Експериментальне підтверджена можливість автоматичного суміщення поверхонь катання головок рейок на машині К-190П із точністю не нижчою за 0,1мм.
ДивитисяДодаткова інформація
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvonos Vadym Petrovch, Bohorskyi Mykhailo Volodymyrovych
Автори російськоюКучук-Яценко Сергей Иванович, Кривонос Вадим Петрович, Богорский Михаил Владимирович
МПК / Мітки
МПК: B23K 11/04
Мітки: стикового, заготовок, зварювання, профільних, зокрема, пристрій, центрування, двох, рейок, контактного, машини
Код посилання
<a href="https://ua.patents.su/2-46040-pristrijj-dlya-centruvannya-dvokh-profilnikh-zagotovok-zokrema-rejjok-v-mashini-dlya-kontaktnogo-stikovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання</a>
Спосіб центрування двох профільних заготовок, зокрема, двох рейок, в машині для контактного стикового зварювання
Номер патенту: 42022
Опубліковано: 15.10.2001
Автори: Кривонос Вадим Петрович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикового, спосіб, профільних, центрування, заготовок, контактного, зокрема, машини, двох, рейок, зварювання
Формула / Реферат:
1. Способ центровки двух профильных заготовок, в частности, двух рельсов в машине для стыковой контактной сварки, при котором положение зажатых концов свариваемых заготовок корректируют с помощью сервомеханизмов по сигналу рассогласования, характеризующему смещение осей стыкуемых заготовок, отличающийся тем, что в качестве сигнала рассогласования принимают разность расстояний от фиксированной точки начала отсчета до сечений стыкуемых концов...
Пристрій для контактного стикового зварювання рейок

Номер патенту: 312
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Сахарнов Василь Олексійович, Лядов Володимир Васильович, Лазебний Іван Леонтійович, Порхун Федір Костянтинович, Грідін Олександр Петрович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: контактного, пристрій, зварювання, рейок, стикового
Формула / Реферат:
Формула изобретения1. Устройство для контактной стыковой сварки рельсов, содержащее корпус, выполненный в виде пары клещевых зажимов, каждый из которых состоит из двух щек, соединенных между собой цилиндрами зажатия, верхний и два шарнирно связанных с верхним симметричных боковых резца, две тяги, соединенные с верхним резцом и через коромысло с корпусом, отличающееся тем, что, с целью повышения качества снятия грата по всему периметру...
Спосіб зрізування грату у гарячому стані на машині для контактного стикового зварювання
Номер патенту: 2477
Опубліковано: 26.12.1994
Автори: Думчев Євген Олександрович, Дідковський Олександр Володимирович, Бондарук Андрій Всеволодович, Череднічок Віталій Тимофійович, Богорський Михайло Володимирович, Бєляєв Данило Іванович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/00, B23K 11/04
Мітки: гарячому, контактного, зрізування, стані, грату, стикового, зварювання, машини, спосіб
Формула / Реферат:
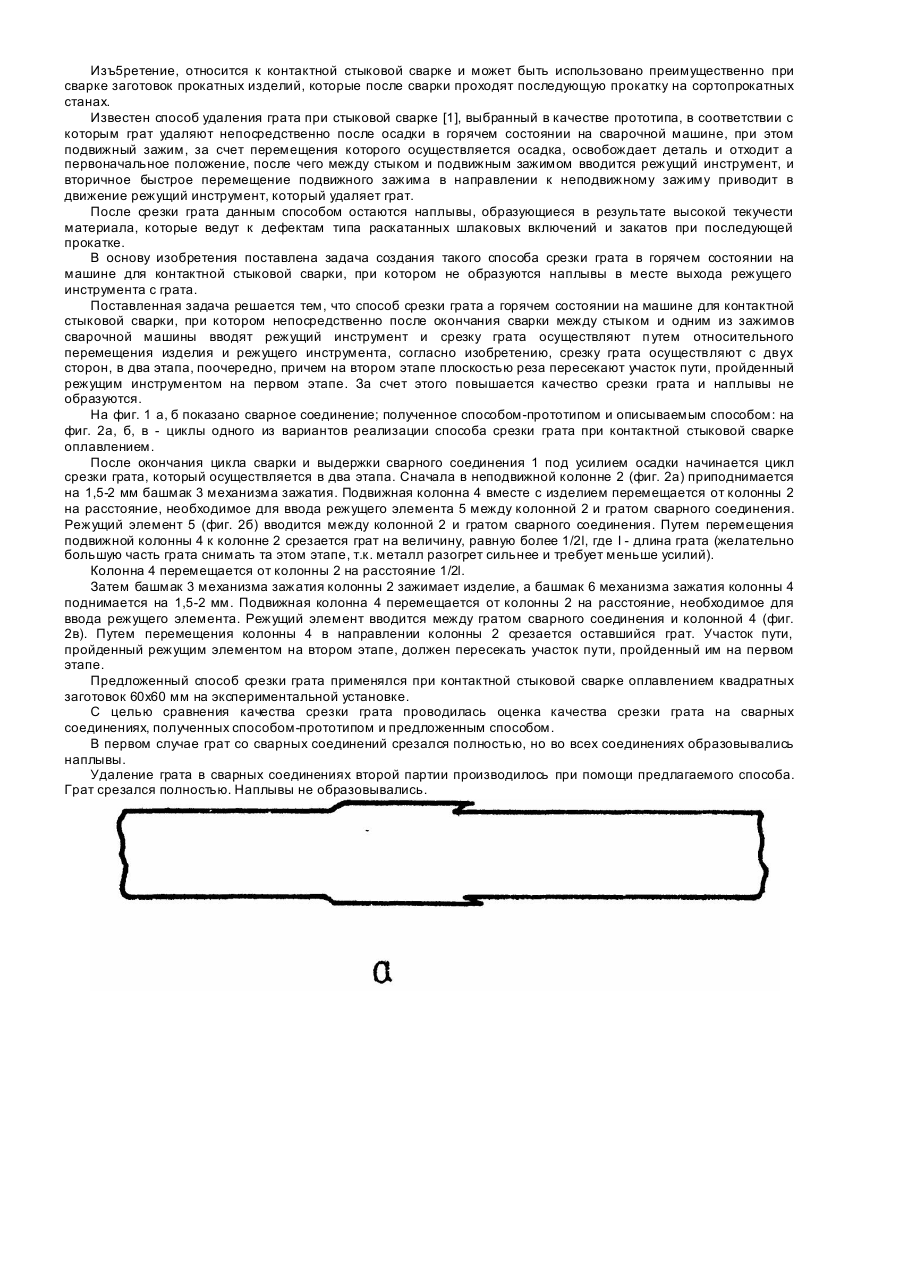
Способ срезки грата в горячем состоянии на машине для контактной стыковой сварки, при котором непосредственно после окончании сварки между стыком и одним из зажимов сварочной машины вводят режущий инструмент, и срезку грата осуществляют путем относительного перемещения изделия и режущего инструмента, отличающийся тем, что срезку грата осуществляют с двух сторон в два этапа поочередно, причем на втором этапе плоскостью реза пересекают участок...
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович, Богорський Михайло Володимирович, Горишняков Олексій Іванович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: пристрій, оплавленням, управління, контактного, стикового, машиною, зварювання
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 3127
Опубліковано: 26.12.1994
Автори: Андрієнко Федір Олександрович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: контактного, зварювання, управління, оплавленням, процесом, стикового, пристрій
Формула / Реферат:
Устройство для управления процессом контактной стыковой сварки оплавлением, преимущественно одновременно нескольких параллельных сварочных цепей, содержащее силовые тиристорные контакторы с блоками управления, включенные в каждую параллельную сварочную цепь, отличающееся тем, что, с целью повышения качества сварного соединения за счет получения перед осадкой равномерной зоны нагрева деталей с развитой площадью свариваемого сечения, в него...
Попередній патент: Бетонна суміш
Наступний патент: Корпус, використовуваний на відкритому повітрі, та порожнинні профільні шини для його збирання
Випадковий патент: Спосіб виготовлення протипухлинного препарату для ін'єкцій