Автомат для виготовлення деталей складної конфігурації з дроту
Номер патенту: 71904
Опубліковано: 25.07.2012
Автори: Мігунов Віталій Михайлович, Куковякин Михайло Михайлович, Качан Олексій Якович
Формула / Реферат
1. Автомат для виготовлення деталей складної конфігурації з дроту, який містить основу, встановлені на основі і розташовані по ходу горизонтального тракту дроту кінематично зв'язані між собою важільний механізм подачі дроту із пристроями регулювання величини його подачі і гальмування, механізм різання дроту з нерухомим ножем, що містить напрямний отвір для дроту, і рухомим важільним ножем, кінематично пов'язаним з копіром його переміщення, механізм гнуття деталі, що містить матриці й рухомий поворотний пуансон зі скидачем готової деталі, а також привід переміщення всіх зазначених механізмів, який відрізняється тим, що перед механізмом подачі додатково, у вертикальній площині, змонтована котушка із дротом і механізм випрямлення дроту, причому вісь обертання котушки закріплена з можливістю гойдання в площині обертання котушки, а механізм випрямлення дроту виконаний у вигляді напрямних роликів, між якими проходить дріт, що послідовно розміщені по тракту з можливістю їх зустрічного налагоджувального переміщення, а перед роликами, закріплена пластина з напрямним отвором для дроту, при цьому, механізм подачі виконаний у вигляді шарнірно-важільного паралелограма, розміщеного над трактом дроту у вертикальній площині обертання котушки, з горизонтальним розташуванням верхньої й нижньої ланок, верхню ланку якого нерухомо закріплено, ведучі поворотні ланки підпружинені у бік, зворотний руху подачі, а на нижній встановлений захват дроту, установлений у площині переміщення механізму подачі й виконаний у вигляді кронштейна, що містить опорну для дроту горизонтальну площадку і поворотний ексцентрик із клиноподібним контактним елементом для притискання дроту до горизонтальної площадки, причому пристрій регулювання величини подачі дроту виконано у вигляді важеля, що обмежує зворотний хід захвата, з упором, що піднімає ексцентрик над дротом у вихідному положенні, а пристрій гальмування дроту виконано у вигляді ексцентрика, установленого з можливістю повороту та притискання дроту, при зворотному ході, до горизонтальної площадки перед нерухомим ножем механізму різання, за яким розташований механізм гнуття, крім того, привід переміщення всіх механізмівдодатково оснащений барабаном, вісь обертання якого розташована перпендикулярно до осі тракту дроту в одній горизонтальній площині, причому автомат містить додатковий копір переміщення рухомого ножа, причому обидва копіри діаметрально протилежно закріплені на барабані, а також, на барабані аналогічно діаметрально протилежно закріплені копіри руху механізму подачі, кінематично пов'язані з поворотними ланками механізму подачі, крім того, механізм гнуття має два пуансони, закріплені на барабані привода, з можливістю проходження при обертанні барабана між формотворними поверхнями матриць, а матриці виконані підпружиненими одна до одної, при цьому поверхня пуансона в поперечному розрізі повторює конфігурацію виробу, що виготовляється, а скидачі виконані у вигляді пластин, що охоплюють пуансони з можливістю переміщення уздовж них, кожна з яких з'єднана з одним із двох діаметрально розташованих уздовж осі барабана і підпружинених у зворотному від пуансонів напрямку повзунів, які через ролики, що установлені на протилежних від скидачів кінцях повзунів, кінематично зв'язані в положенні скидання з кулачком скидання.
2. Автомат по п. 1, який відрізняється тим, що вісь обертання котушки закріплена на підвісці, що установлена на стійці основи, крім цього формотворні поверхні матриць розташовані під віссю тракту дроту, причому обидві матриці закріплені на нижніх кінцях двох коромисел, оснащених упором їхнього вихідного положення, а над формотворною частиною кожної матриці виконані вибірки, що утворюють відкритий зверху наскрізний напрямний канал для дроту, розташований уздовж осі його тракту, крім того пуансони закріплені на робочому торці барабана діаметрально протилежно й паралельно його осі.
Текст
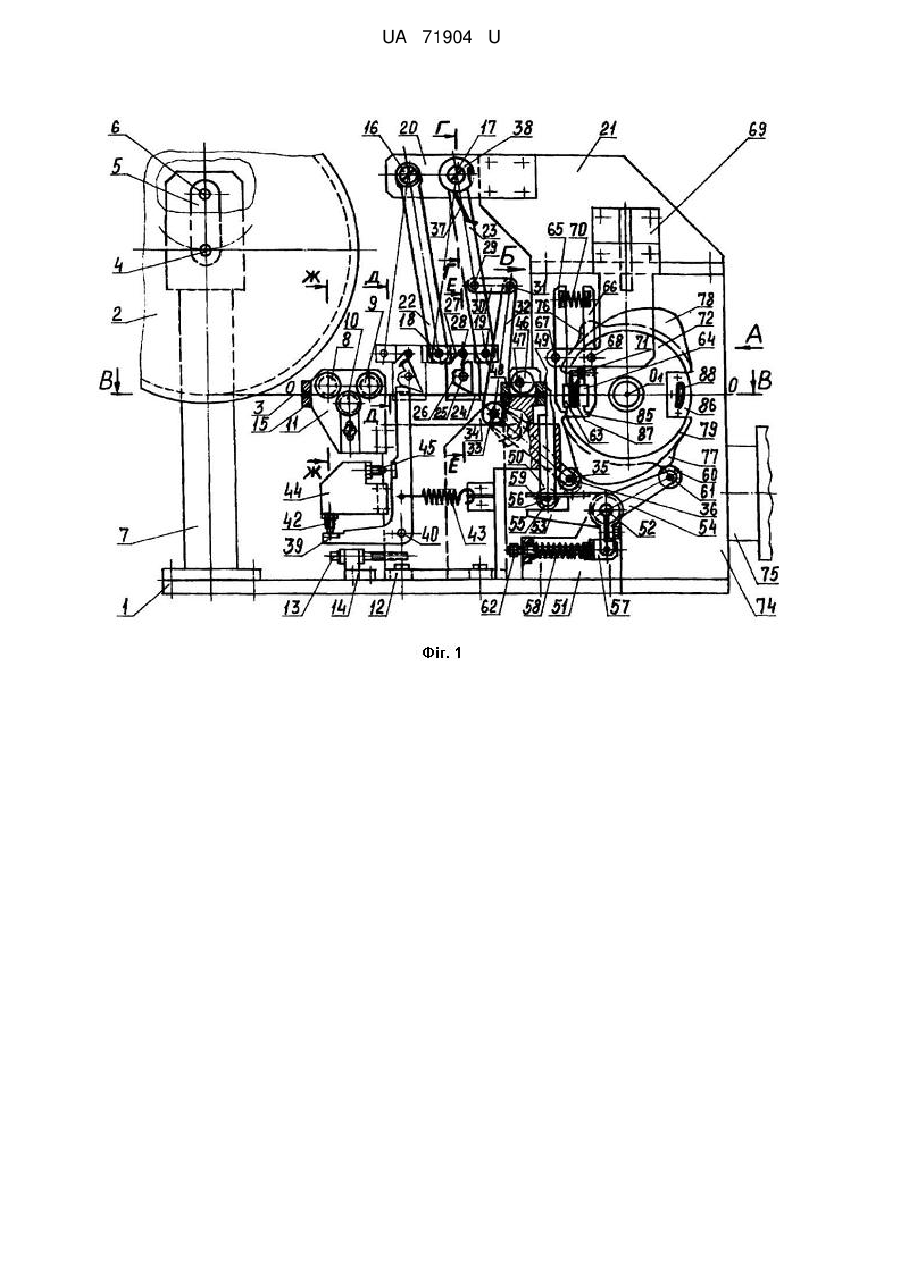
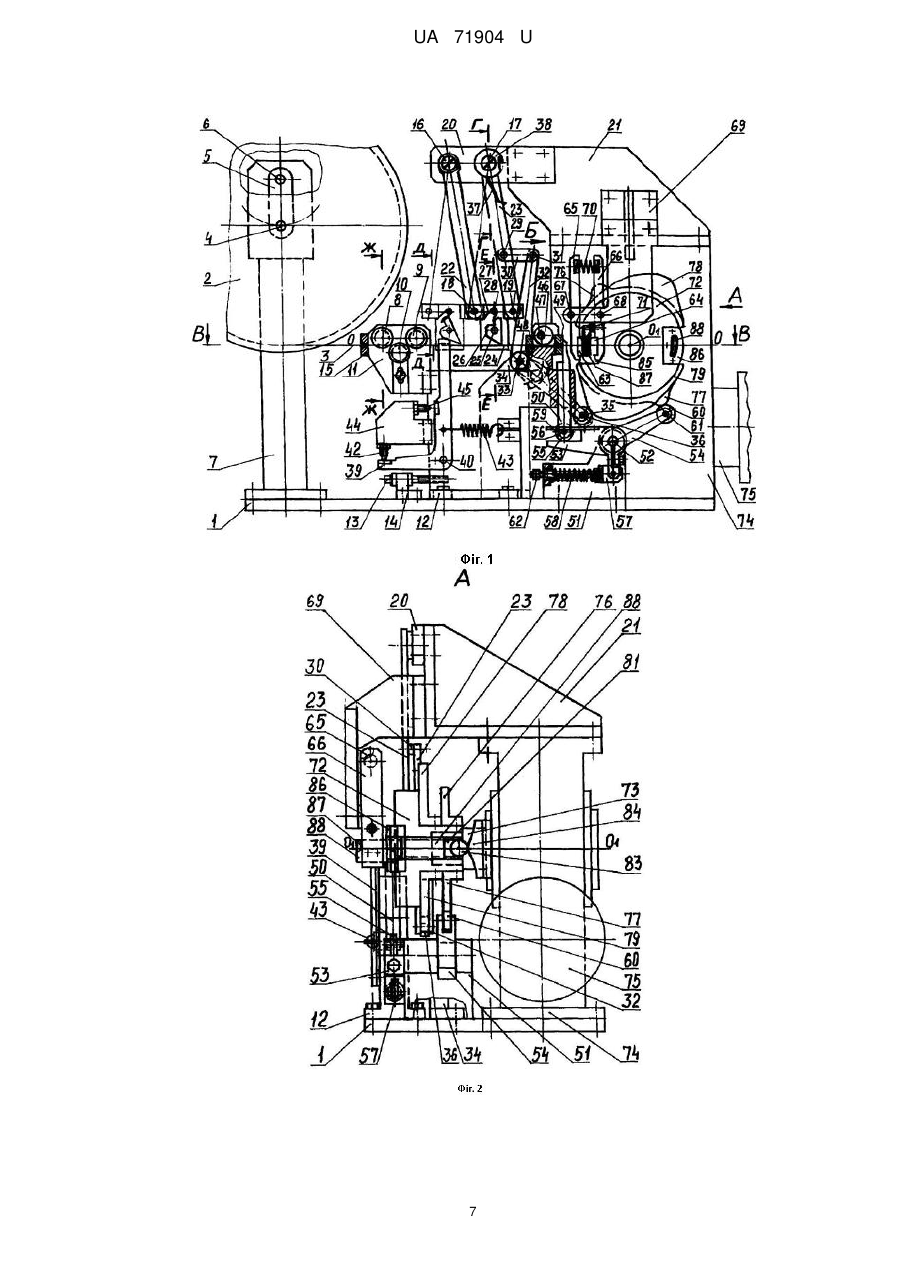
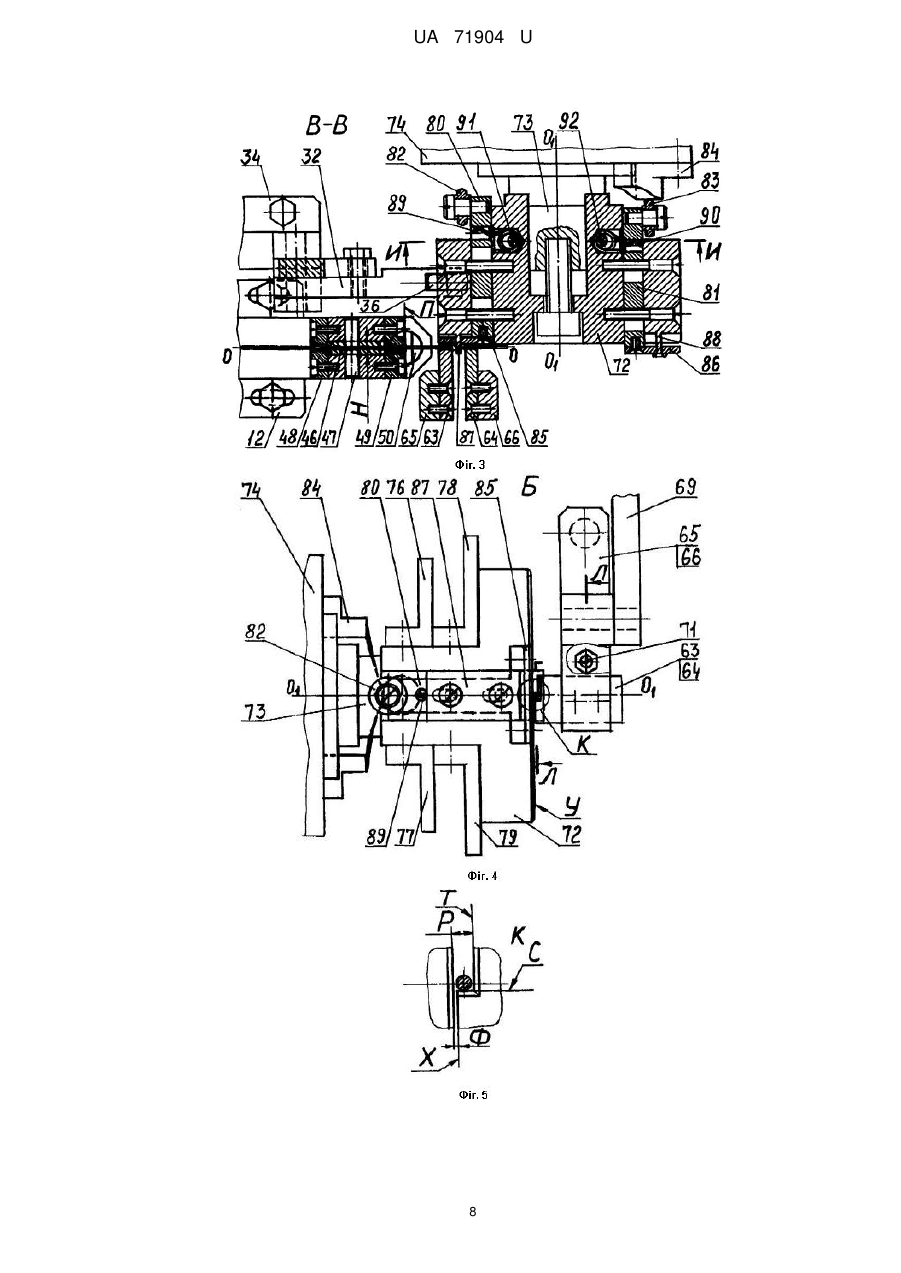
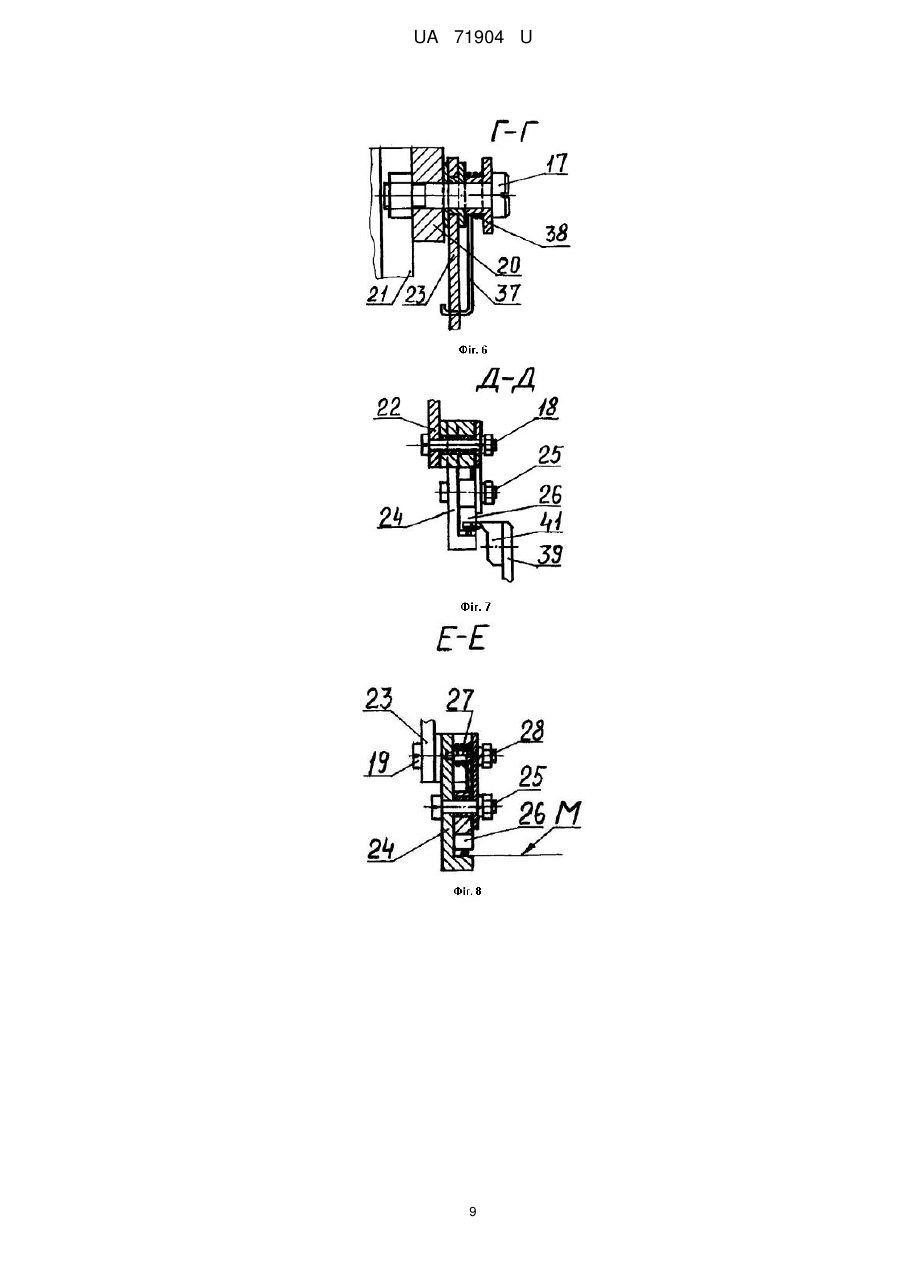
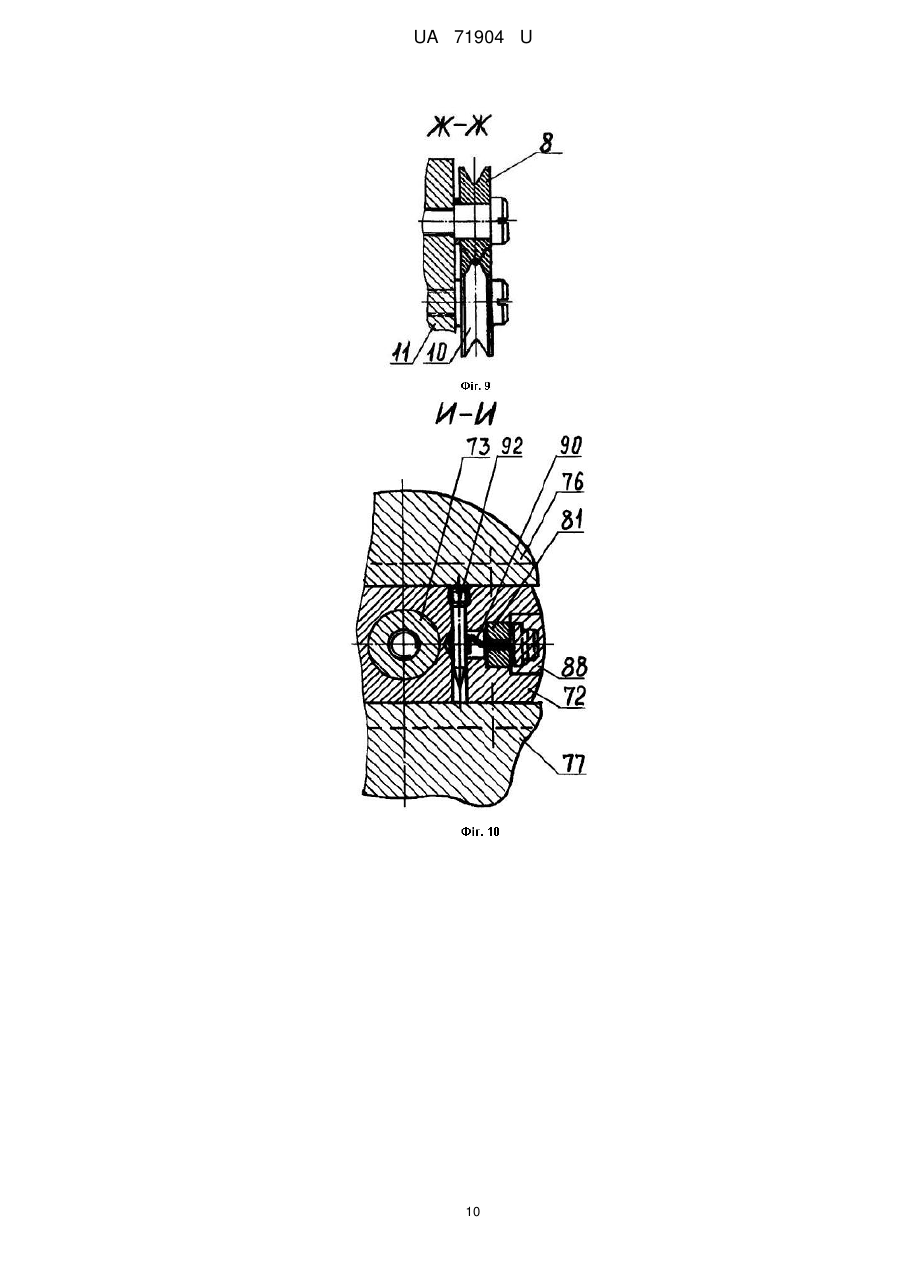
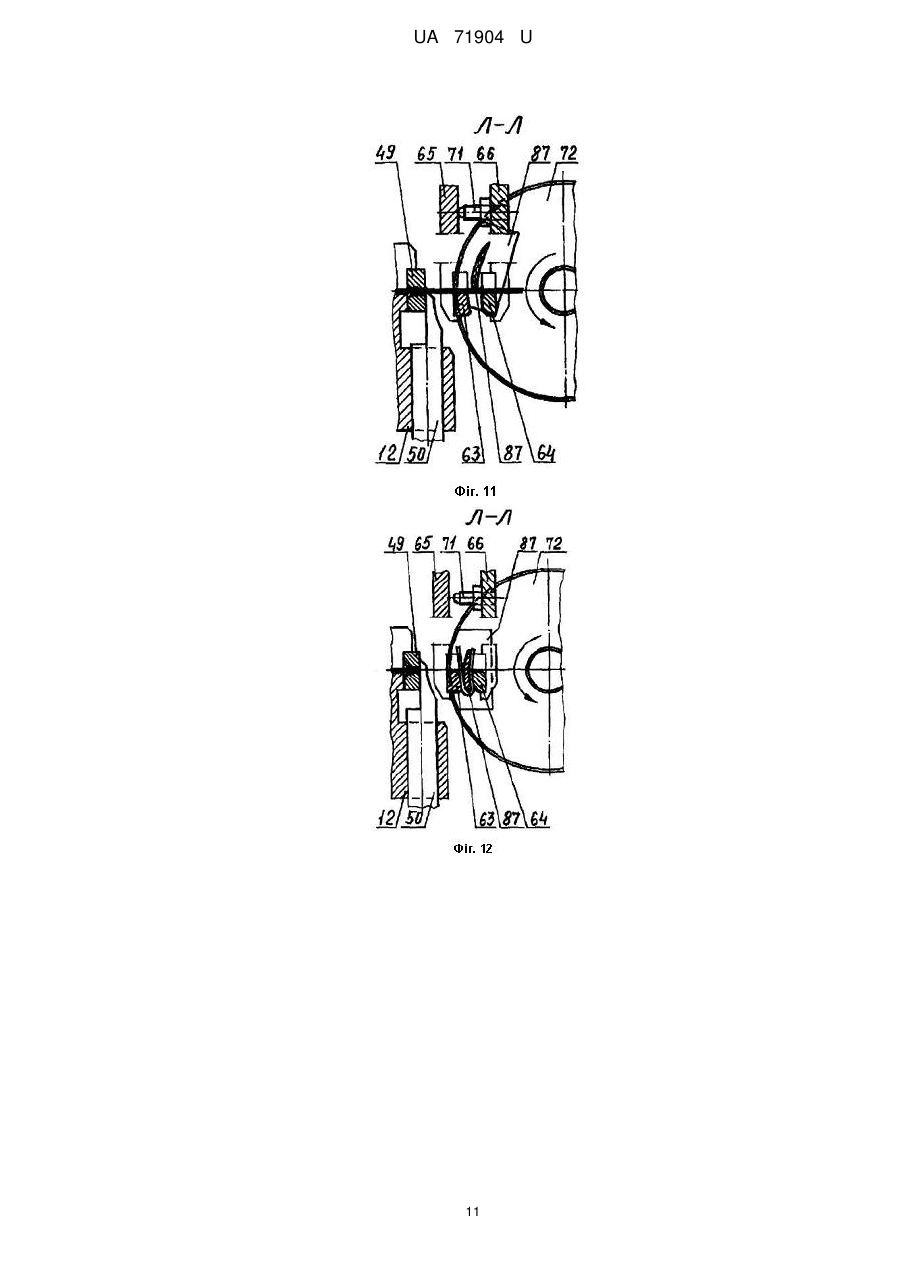
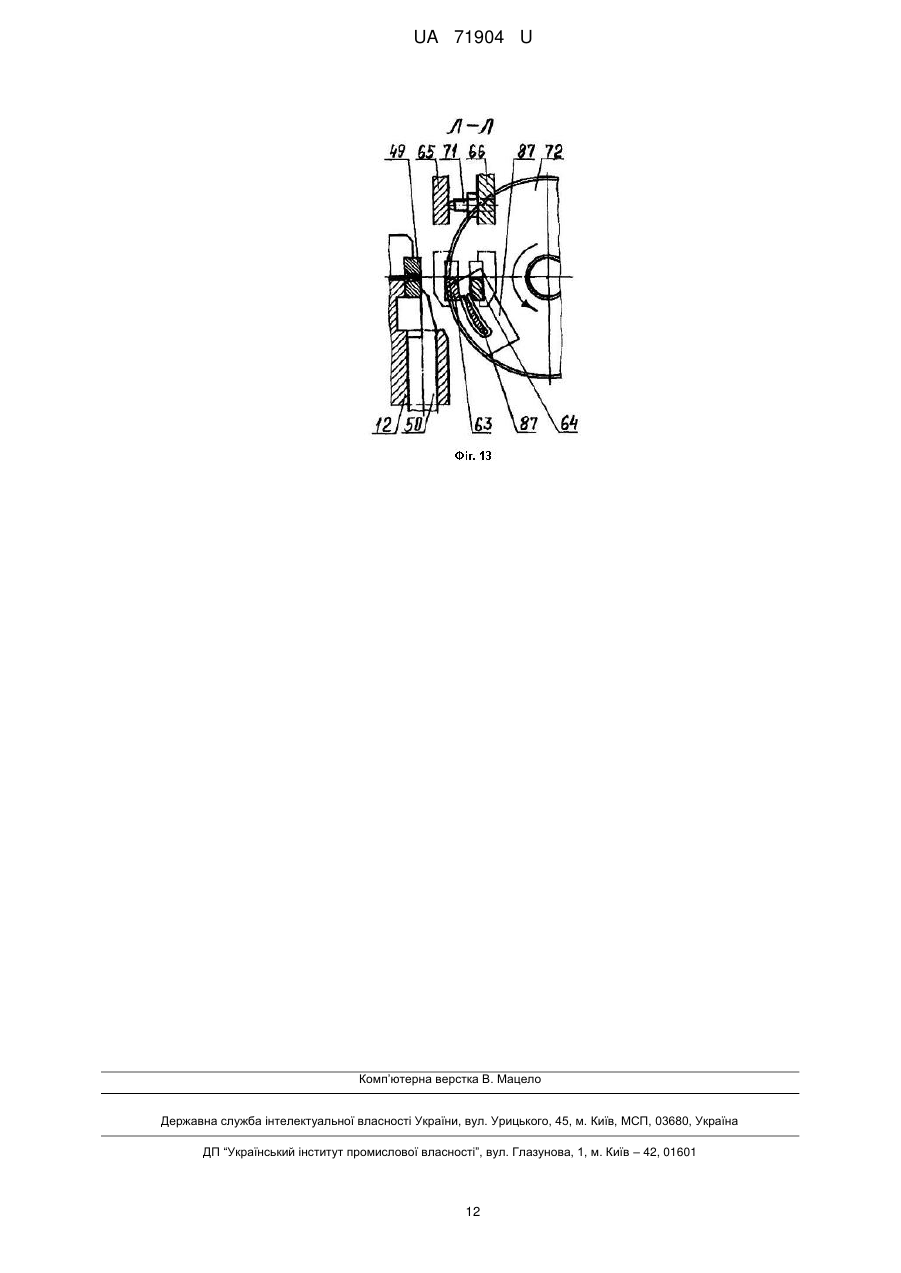
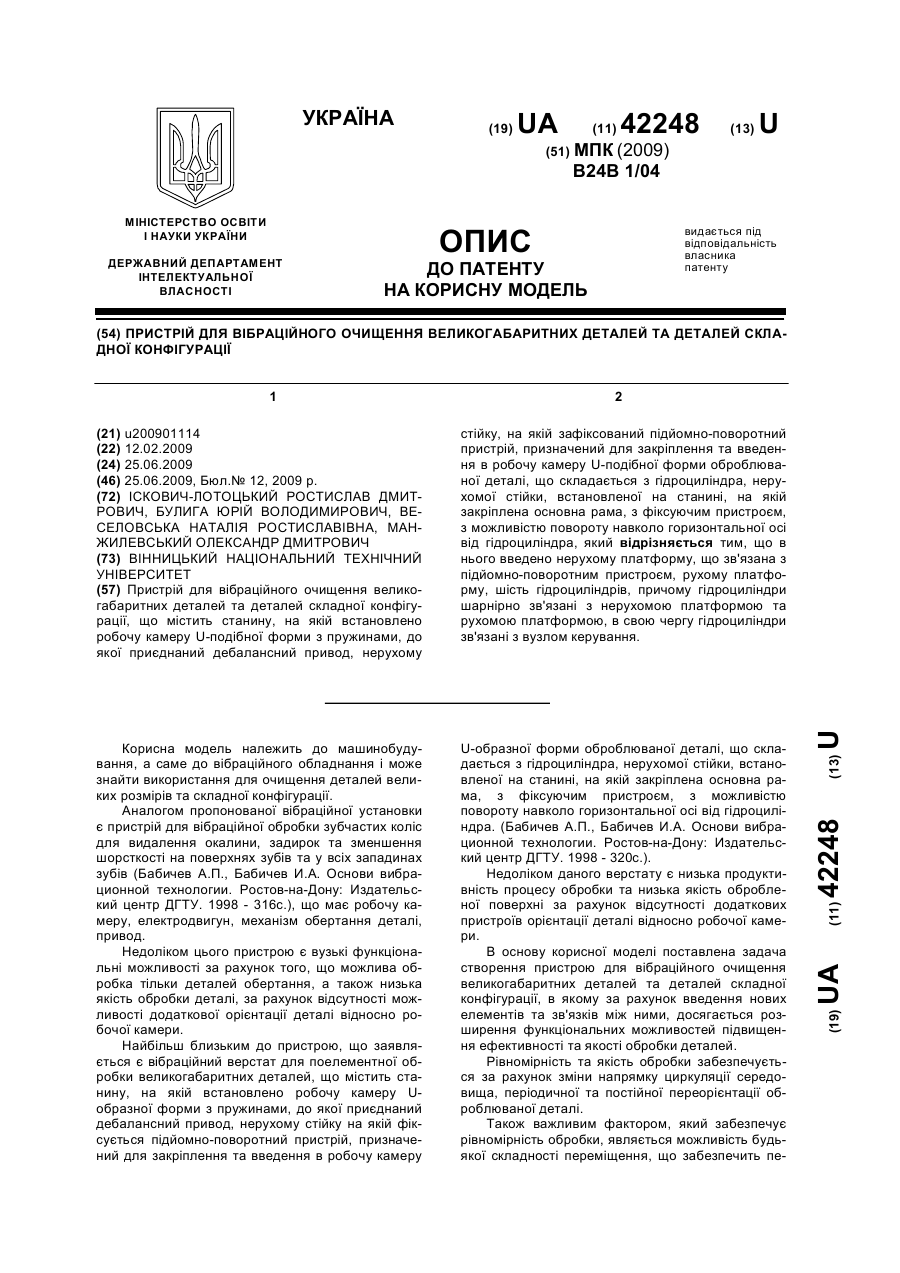
Реферат: UA 71904 U UA 71904 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обробки металів тиском, зокрема до виробництва деталей складної конфігурації з дроту, наприклад скобок напрямних апаратів ГТД, що використовують як припій лопатки до диска. Відомо автомат для виготовлення деталей з дроту складної конфігурації, наприклад АС СРСР № 1461571, B21F1/00, що містить кінематично зв'язані привід, механізм подачі дроту, механізм різання дроту, який включає рухомий і нерухомий ножі, механізм гнуття деталі, що включає матрицю з пуансоном і виштовхувач готової деталі. Недоліком зазначеної конструкції є низькі технологічні можливості, тому що плоскопаралельна конструкція пуансона й жорстко закріплених щічок для гнуття дозволяють одержати скобки тільки з розбіжними або, у крайньому випадку, з паралельними гілками, але не може забезпечити гнуття скобок з дугоподібною формою збіжних до виходу гілок, внутрішній контур яких повинен відповідати профілю поперечного перерізу пера лопатки в місці пайки до диска. Крім того, зазначена конструкція не забезпечує надійної фіксації дроту від його зворотного переміщення в процесі зворотного (холостого) ходу механізму подачі. Те, що ведучий і ведений ролики підтиснуті один до одного пружиною не запобігає можливості їх прокручування. У процесі зворотного (холостого) ходу, як при контакті похилої поверхні крюка подачі з пальцем ведучого ролика, так і при будь-якому можливому зовнішньому впливі на рулон із дротом, навіть під дією його власної маси, можливе зворотне прокручування ведучого і веденого роликів, що приведе надалі до нестабільності довжини кожного відрізка заготівки дроту і, відповідно, до нестабільності розмірів і маси скобок, що в нашому випадку неприпустимо, тому що веде до дисбалансу диска з лопатками. Іншим недоліком зазначеної конструкції є те, що величина подачі в ній визначається положенням торцевих пальців, жорстко закріплених на ведучому ролику, а можливість зміни їх положення для регулювання величини подачі й точного настроювання довжини відрізка дроту, якщо буде потреба, не передбачена, що також значно знижує її технологічні можливості. Зазначені недоліки частково усунуті в автоматі для виготовлення виробів із дроту складної конфігурації Патенту РФ № 2050216, B21F1/00, який вибраний як найближчий аналог. Цей автомат містить установлені на основі й кінематично зв'язані між собою важільний механізм подачі дроту із пристроєм регулювання величини його подачі й гальмування, механізм різання дроту з нерухомим ножем, напрямним отвором для дроту і рухомим важільним ножем, кінематично пов'язаним з копіром його переміщення, механізм гнуття деталі, що містить матриці й рухомий поворотний пуансон зі скидачем готової деталі, а також привід переміщення всіх зазначених механізмів. У зазначеній конструкції усунута можливість зворотного ходу дроту за рахунок застосування як механізму подачі обгінної муфти, а також існує можливість регулювання величини подачі дроту за рахунок зміни плеча повороту ведучого ролика регулювальним гвинтом важеля муфти. Однак застосування обгінної муфти значно ускладнює конструкцію, тому що точність виготовлення її для нашого випадку повинна бути максимально високою. Крім цього, при подачі дроту роликами завжди існує можливість проковзування, наприклад при попаданні масла на дріт, що приводить до втрати точності розмірів готового виробу й знижує надійність конструкції. В указаній конструкції існує також можливість за рахунок додаткового повороту пуансона загинати кінці скобок у петлі, але внаслідок прямолінійності основного формотворного переміщення прямокутного пуансона між стінками жорстко закріпленої матриці залишається можливість при гнутті одержати скобки тільки з паралельними гілками, але не з формою внутрішнього контуру, що відповідає профілю поперечного перерізу пера лопатки в місці пайки до диска, що знижує технологічні можливості даного автомата. В основу корисної моделі поставлено задачу створення автомата для виготовлення із дроту виробів складної конфігурації за рахунок розширення технологічних можливостей пристрою й підвищення точності гнуття деталей. Поставлена задача вирішується шляхом удосконалення автомата для виготовлення деталей складної конфігурації із дроту, який містить установлені на основі й розташовані по ходу горизонтального тракту дроту кінематично зв'язані між собою важільний механізм подачі дроту із пристроєм регулювання величини його подачі і гальмування, механізм різання дроту з нерухомим ножем, що містить напрямний отвір для дроту, і рухомим важільним ножем, кінематично пов'язаним з копіром його переміщення, механізм гнуття деталі, що містить матриці і рухомий поворотний пуансон зі скидачем готової деталі, а також привід переміщення всіх зазначених механізмів. Відповідно до корисної моделі він додатково містить змонтовану на основі автомата у вертикальній площині котушку із дротом і механізм виправлення дроту, причому вісь обертання 1 UA 71904 U 5 10 15 20 25 30 35 40 45 50 55 60 котушки закріплена з можливістю гойдання в площині обертання котушки, а механізм виправлення виконаний у вигляді напрямних роликів, між якими проходить дріт, послідовно розміщених по тракту з можливістю їх зустрічного налагоджувального переміщення, а перед роликами закріплена пластина з напрямним отвором для дроту, при цьому, механізм подачі виконаний у вигляді шарнірно-важільного паралелограма, розміщеного над трактом дроту у вертикальній площині обертання котушки, з горизонтальним розташуванням верхньої й нижньої ланок, причому верхня ланка нерухомо закріплена, ведучі поворотні ланки підпружинені у бік, зворотний руху подачі, а на нижній встановлений захват дроту, установлений у площині переміщення механізму подачі й виконаний у вигляді кронштейна, що містить опорну для дроту горизонтальну площадку й поворотний ексцентрик із клиноподібним контактним елементом, яким ексцентрик притискає дріт до горизонтальної площадки, причому пристрій регулювання величини подачі дроту виконано у вигляді важеля, що обмежує зворотний хід захвата, з упором, що піднімає ексцентрик над дротом у вихідному положенні, а пристрій гальмування дроту виконано у вигляді ексцентрика, установленого з можливістю повороту та притискання дроту при зворотному ході до горизонтальної площадки перед нерухомим ножем механізму різання, за яким розташований механізм гнуття, крім того, привід переміщення всіх механізмів додатково оснащений барабаном, вісь обертання якого розташована перпендикулярно до осі тракту дроту в одній горизонтальній площині, причому автомат містить додатковий копір переміщення рухомого ножа, причому обидва копіри діаметрально протилежно закріплені на барабані, а також, на барабані аналогічно діаметрально протилежно закріплені копіри руху механізму подачі, кінематично пов'язані з поворотними ланками механізму подачі, крім того, механізм гнуття має два пуансони, закріплені на барабані привода, з можливістю проходження при обертанні барабана між формотворними поверхнями матриць, а матриці виконані підпружиненими в зустрічному напрямку, при цьому поверхня пуансона в поперечному перерізі повторює конфігурацію виробу, що виготовляється, а скидачі виконані у вигляді пластин, що охоплюють пуансони з можливістю переміщення уздовж них, кожна з яких з'єднана з одним із двох діаметрально розташованих уздовж осі барабана й підпружинених у зворотному від пуансонів напрямку повзунів, які через установлені на протилежних від скидачів кінцях повзунів, кінематично зв'язані в положенні скидання з кулачком скидання. Вісь обертання котушки краще закріпити на підвіску, що установлена на стійці основи, крім цього формотворні поверхні матриць розташовані під віссю тракту дроту, причому обидві матриці закріплені на нижніх кінцях двох коромисел, оснащених упором їх вихідного положення, а над формотворною частиною кожної матриці виконані вибірки, що утворюють відкритий зверху наскрізний напрямний канал для дроту, розташований уздовж осі його тракту, крім того пуансони закріплені на робочому торці барабана діаметрально протилежно його осі. Завдяки розташуванню котушки із дротом на нижній осі підвіски, що гойдається, ривки дроту, що виникають при пульсуючій подачі, компенсуються як зміною швидкості обертання, так і переміщенням самої котушки навколо верхньої осі підвіски. У процесі подачі котушка із дротом переміщається в напрямку подачі, а при зворотному переміщенні механізму подачі, при стопорінні дроту, плавно, за рахунок відмотування дроту під власною вагою, вертається у вихідне положення, що виключає ривки дроту, а відповідно підвищує точність, надійність і роботоздатність автомата. Крім цього, наявність самої котушки із дротом в автоматі робить його конструкцію більш автономною і роботоздатною, а також розширює технологічні можливості, тому що не вимагає додаткових пристроїв для її установки в порівнянні із прототипом у конструкції якого не передбачена наявність котушки із дротом. Механізм виправлення дроту із профільними напрямними роликами, розташованими з двох протилежних від дроту сторін, дозволяє в запропонованому автоматі максимально вирівнювати дріт перед гнуттям за рахунок можливості примусового орієнтування його в осі тракту, що значно підвищує точність виготовлення скобок у порівнянні із прототипом, у якому не передбачений механізм виправлення дроту. Застосування в шарнірно-важільному механізмі подачі захвату, що містить горизонтальну опорну площадку й підпружинений до неї клиноподібний ексцентрик, дозволяє в процесі подачі надійно фіксувати дріт, за рахунок притискання його до опорної площадки гострою кромкою ексцентрика, що дозволяє з максимальною точністю без проковзування, здійснювати процес подачі, а поворотне переміщення здійснювати з автоматично піднятим над дротом ексцентриком без впливу на нього. Зазначені властивості механізму подачі значно підвищують працездатність і надійність автомата. Застосування механізму гальмування дроту, виконаного у вигляді ексцентрика, дозволяє миттєво й надійно фіксувати дріт як у процесі зворотного ходу механізму подачі, так і при будь-якому впливі на нього у зворотному подачі напрямку, причому, 2 UA 71904 U 5 10 15 20 25 30 35 40 45 50 55 збільшення зусилля або швидкості цього впливу підсилює ефект затиску, що автоматично зникає на початку переміщення дроту в напрямку подачі, що значно підвищує надійність роботи автомата, а також значно спрощує його конструкцію в порівнянні із найближчим аналогом, у якому, як механізм гальмування застосовується складна й габаритна обгінна муфта. Пропонована конструкція механізму гнуття із двома підпружиненими одна до одної матрицями, розташованими на кінцях двох коромисел, і пуансонами, закріпленими на обертовому барабані приводу, дозволяє завдяки повному обтиску пуансона дротом у процесі його переміщення між матрицями, одержати на виході щільно облягаючу пуансон скобку з дугоподібними гілками, внутрішній контур якої повністю відповідає профілю його поперечного перерізу, що у нашому випадку відповідає профілю розрізу пера лопатки в місці пайки до диска, що розширює технологічні можливості автомата, усуваючи основний недолік найближчого аналога, у якому внаслідок прямолінійності формотворного переміщення прямокутного пуансона між стінками жорстко закріпленої матриці існує можливість при гнутті одержувати скобки тільки із прямими гілками. Крім цього наявність у запропонованій конструкції автомата двох скидачів і двох пар копірів подачі і різання, розташованих діаметрально протилежно на барабані приводу, дозволяє за рахунок подвійного циклу подачі, різкі й гнуття дроту, а також подвійного циклу скидання готових скобок у процесі одного обороту барабана значно підвищити його продуктивність і роботоздатність. Таким чином, перевагами пристрою, що заявляється, є: - виключення ривків і проковзування дроту при подачі; - надійність фіксації при зворотному ході механізму подачі; - можливість точного регулювання величини подачі; - можливість гнуття скобок з дугоподібним профілем гілок; - подвійний цикл гнуття за один оборот барабана. Це пояснюється наступними кресленнями. На Фіг. 1 показаний вид автомата спереду, на фіг. 2 вид А автомата на фіг. 1, на фіг. 3 розріз В-В на фіг. 1, на фіг. 4 вид Б на фіг. 1, на фіг. 3 елемент К на фіг. 4, на фіг. 6 розріз Г-Г на фіг. 1, на фіг. 7 розріз Д-Д на фіг. 1, на фіг. 8 розріз ЕЕ на фіг. 1, на фіг. 9 розріз Ж-Ж, на фіг. 1, на фіг. 10 розріз І-І на фіг. 3, на фіг. 11, 12 і 13 розріз Л-Л на фіг. 4 з основними моментами розташування рухомого ножа, матриць і пуансона в процесі різання дроту й гнуття скобки, відповідно: на фіг. 11 кінець різання, початок гнуття, на фіг. 12 - гнуття, на фіг. 13 - кінець гнуття. Автомат для виготовлення деталей складної конфігурації з дроту містить основу 1, на якій розташовані кінематично зв'язані між собою котушка із дротом, механізм правки, механізм подачі, пристрій регулювання величини подачі дроту, пристрій гальмування дроту, механізм різання дроту, механізм гнуття деталі зі скидачем готового виробу і привід їхнього переміщення. Котушка 2 з намотаним на ній дротом 3 установлена з можливістю обертання на осі 4, що закріплена на підвісці 5 та установлена з можливістю гойдання на осі 6 стійки 7, закріпленої на основі 1. Механізм правки дроту виконаний у вигляді трьох роликів 8, 9 і 10, розміщених уздовж осі ОО горизонтально розташованого тракту дроту в площині обертання котушки. Ролики встановлені на кронштейні 11, закріпленому нерухомо на корпусі 12, з можливістю налагоджувального переміщення регулювальним гвинтом 13 уздовж осі тракту дроту, що кріпиться на основі 1. Опора 14 регулювального гвинта 13 нерухомо закріплена на основі 1. Осі обертання роликів 8 і 9 закріплені нерухомо над трактом дроту, а вісь ролика 10 установлена між ними під трактом дроту з можливістю налагоджувального вертикального переміщення для точного настроювання прямолінійності дроту. Контактні поверхні роликів 8, 9 і 10 виконані у вигляді канавок з V-подібним поперечним профілем з радіусом сполучення рівним радіусу дроту (фіг. 9). Ролики 8, 9 і 10 охоплюють дріт 3 своїми робочими контактними поверхнями та направляють його по осі тракту. Виправлення дроту здійснюється в процесі його переміщення. Для поліпшення процесу виправлення перед роликами на кронштейні 11 закріплена пластина 15 з напрямним отвором для дроту, виконаним в осі його тракту. Механізм подачі виконаний у вигляді шарнірно-важільного паралелограма з виконаними у вигляді пальців осями 16, 17, 18 і 19 повороту шарнірів. Верхня горизонтальна ланка 20 механізму подачі виконана у вигляді планки, жорстко закріпленої на нерухомій стійці 21. На його осях 16 і 17 установлені поворотні ланки 22 і 23. На нижніх осях 18 і 19 установлений захват 24 дроту, виконаний у вигляді кронштейна, який містить виступ з горизонтальною, опорною для дроту, площадкою М (фіг. 8), що розташована під його трактом. На вертикальній стінці захвата 24 за допомогою горизонтально розташованого пальця 25 установлений ексцентрик 26, виконаний у вигляді клина з можливістю постійного підтиску його гострої кромки до дроту, а 3 UA 71904 U 5 10 15 20 25 30 35 40 45 50 55 60 відповідно й самого дроту до площадки М. Підтискання ексцентрика 26 здійснюється пружиною 27, установленою на пальці 28 захвата 24. Ведуча поворотна ланка 23 механізму подачі через вісь 29, сергу 30 і вісь 31 з'єднана з верхнім плечем коромисла 32, установленого з можливістю повороту в площині механізму подачі на осі 33 нерухомої стійки 34. Нижнє плече коромисла 32 через вісь 35 і контактний ролик 36 кінематично пов'язане із приводом переміщення. Обидва плеча коромисла 32 установлені з можливістю регулювання кута між ними. Ланка 23 постійно підтиснута у вихідному напрямку пружиною 37, яка установлена з можливістю регулювання зусилля і зафіксована на втулці 38 осі 17 (фіг. 6). Пристрій регулювання величини подачі дроту виконано у вигляді двоплечого важеля 39, установленого з можливістю повороту в площині механізму подачі на осі 40, закріпленого на корпусі 12. На його верхньому плечі закріплений упор 41 (фіг. 7), розташований над дротом 3 перед ексцентриком 26 на рівні його скосу, виконаного з боку подачі дроту. Упор 41 виконаний у вигляді плоского уступу, передній торець якого розташований паралельно пальцю 25 ексцентрика 26. Положення важеля 39, а відповідно й упора 41, що визначає величину подачі, установлюється регулювальним гвинтом 42, до якого підтиснуте нижнє плече важеля пружиною 43. Гвинт 42 установлено на кронштейні 44, закріпленому на корпусі 12. На кронштейні 44 установлено також регулювальний гвинт 45, що визначає початкове положення важеля 39. Пристрій гальмування дроту, що перешкоджає його переміщенню у зворотному напрямку, виконано у вигляді ексцентрика 46, установленого з можливістю повороту в площині механізму подачі на осі 47 у пазу Н корпуса 12 (фіг. 3). Дно паза Н виконано як опорна площадка, по дотичній до якої переміщається при подачі дріт 3. Перед ексцентриком 46 і за ним на корпусі 12 закріплені пластини 48 і 49 з напрямними отворами, виконаними в осі тракту переміщення дроту. Пластина 49 зі своїм напрямним отвором несе функцію нерухомого ножа механізму різання дроту. Рухомий ніж 50 установлений з можливістю зворотно-поступального вертикального переміщення в напрямних корпуса 12. Лезо ножа 50, яке переміщується впритул по площині П нерухомого ножа 49 (фіг. 3) здійснює різання дроту. Механізм переміщення ножа 50 являє собою закріплений на основі 1 корпус 51, на осі 52 якого з можливістю повороту й регулювання кутового положення в площині механізму подачі встановлені двоплечий кронштейн 53 і важіль 54. Верхнє плече кронштейна 53 через ролик 55 і вісь 56 шарнірно пов'язане з рухомим ножем 50 і призначено для передачі йому вертикального переміщення. Нижнє плече кронштейна шарнірно пов'язане з регульованою по довжині тягою 57 установленого з можливістю поздовжнього переміщення й кутового відхилення у вертикальній площині на корпусі 51. На тязі встановлена пружина 58 призначена для зворотного переміщення ножа 50, яке здійснюється через пластину 59 кронштейна 53 і вісь 56, а також для підтискання контактного ролика 60, установленого на осі 61 важеля 54, до копіра механізму різання. Положення ножа 50 щодо дроту встановлюється гайками 62 тяги 57 і регулюванням кута між кронштейном 53 і важелем 54. За нерухомим 49 і рухомим ножем 50, по ходу дроту, розташовано механізм гнуття, котрий містить дві матриці 63 і 64, формотворні поверхні яких розташовані опозитно під віссю О-О тракту дроту 3 (фіг. 4, 11, 12 і 13). Обидві матриці закріплені на нижніх плечах двох коромисел 65 і 66, установлених за допомогою осей 67 і 68 з можливістю повороту в площині механізму подачі на кронштейні 69, що закріплений на нерухомій стійці 21. Між верхніми плечима коромисел 65 і 66 установлена пружина 70, що здійснює підтискання матриць 63 і 64 у зустрічному напрямку, а між нижніми плечима встановлений регульований упор 71 самовстановлення необхідного початкового зазору між формотворними поверхнями матриць. У своєму вихідному положенні, перед початком гнуття, дріт 3 розміщено над формотворною частиною матриць у каналі Р (фіг. 5), розташованому в осі О-О тракту дроту. Канал Р утворений горизонтальною поверхнею С матриць, вертикальною поверхнею Т матриць і вертикальним торцем У (фіг. 4) барабана 72 приводу переміщення механізмів. При цьому максимальний зазор Ф між торцем У барабана 72 і торцями X матриць 67, 68 не повинен перевищувати половини діаметра дроту, щоб уникнути затягування його в зазначений зазор. Максимальна ширина направляючого каналу Р не повинна перевищувати півтора діаметра дроту, щоб уникнути його перекосу при гнутті. Для полегшення входу дроту в канал на його бічних торцях виконані фаски. Вісь О1-О1 обертання барабана 72 розташована в одній горизонтальній площині з віссю О-О тракту дроту 3, перпендикулярно йому. Закріплено барабан 72 на вихідному валу 73 (фіг. 2, 3 і 4) черв'ячного редуктора, корпус 74 якого нерухомо встановлений на основі 1, а приводом є встановлений на корпусі електродвигун 75. 4 UA 71904 U 5 10 15 20 25 30 35 40 45 50 55 На корпусі барабана 72 з обох сторін, на паралельних лисках, опозитно один одному закріплені дві пари копірів 76, 77 і 78, 79. Копіри 76, 77 взаємодіють із механізмом переміщення ножа, а копіри 78, 79 через ролик 36, коромисло 32 і сергу 30 із ведучою ланкою 23 механізму подачі. Підтискання контактного ролика 36 до копірів 78, 79 здійснюється пружиною 37. Між лисками з копірами, у виконаних з обох сторін барабана 72 пазах, з можливістю переміщення уздовж його осі розташовані повзуни 80 і 81 (фіг. 3) з роликами 82 і 83, які поперемінно в процесі обертання барабана взаємодіють із закріпленим на корпусі 74 кулачком 84. На лицьовій стороні повзунів 80 і 81 закріплені скидачі 85 і 86, виконані у вигляді пластин із профільними отворами, через які проходить робоча частина пуансонів 87 і 88 закріплених відповідно над повзунами 80 і 81. Профіль робочої частини кожного пуансона відповідає профілю поперечного перерізу лопатки в місці пайки. Корпуса пуансонів 87 і 88 утримують повзуни 80 і 81 у радіальному напрямку. Зазначені повзуни постійно підтиснуті в напрямку кулачка 84 пружинами 89 і 90 установленими в корпусі барабана 72 на осях 91 і 92. У процесі роботи електродвигун 75 через редуктор 74 передає обертання барабану 72, який, обертаючись проти годинникової стрілки, копіром 78 або 79 через коромисло 32 і сергу 30 приводить в рух механізм подачі. При відносному переміщенні контактного ролика 36 по копіру 78 або 79 від найближчої до осі барабана точки до дальньої коромисло 32 повертається за годинниковою стрілкою, повідомляючи через сергу 30 ведучому важелю 23, а відповідно й захвату 24, рух в напрямку подачі. При подачі важелі 22 і 23 переміщають розташований на їхніх нижніх кінцях захват 24 на повну величину подачі разом із дротом 3, притиснутим до опорної площадки М захвата ексцентриком 26. Гостра кромка ексцентрика, заклинюючи при цьому дріт, надійно, без проковзування забезпечує його подачу на необхідну величину. При подальшому повороті барабана 72 контактний ролик 36, підтиснутий до копіра 78 і 79 за допомогою пружини 37, переміщається до найближчої до осі барабана точки, дозволяючи при цьому пружині 37 поворотом важелів 22 і 23 у зворотну сторону повернути захват 24 у вихідне положення. При поверненні ексцентрик 26, піднімаючись над дротом 3, звільняє його від підтискання до опорної площадки М захвата 24 і, сковзаючи по ній, разом із захватом повертається у вихідне положення. При цьому, гальмуючий ексцентрик 46, притискаючи дріт 3 до горизонтальної опорної площадки паза Н, стопорить його на місці, перешкоджаючи переміщенню дроту у зворотному напрямку. При русі у вихідне положення ексцентрик 26 захвата 24 своїм скосом упирається в упор 41 важеля регулювання величини подачі 39, що знаходиться в певному (залежно від величини подачі) положенні і, повертаючись під його впливом, піднімається над зазначеним упором і дротом 3. Потім, переміщаючись далі, ексцентрик 26 зачіплює за собою, в обумовлене регулювальним гвинтом 45 вихідне положення, важіль 39. При цьому контактний ролик 36 не взаємодіє з жодним з копірів 78 або 79, перебуваючи в просторі між ними доти, поки до нього в процесі повороту барабана 72 не підійде наступний із цих копірів і почне переміщати його від самої ближньої до самої далекої від осі барабана точки, тобто задавати рух подачі. При русі подачі захват 24 з піднятим ексцентриком 26 і з важелем 39 переміщаються разом до положення їхнього первісного контакту, де важіль 39 упираючись під дією пружини 43 у регулювальний гвинт 42 зупиняється, а звільнений ексцентрик 26, виходячи із зачеплення з упором 41, своєю гострою кромкою захоплює дріт 3 і переміщує його до моменту, коли контактний ролик 36 виявиться в максимально віддаленій від центра барабана точці копіра 78 або 79. У процесі подачі, гальмуючий ексцентрик 46, піднімаючись над дротом, дозволяє йому вільно переміщатися на необхідну величину. Виходячи з напрямного отвору нерухомого ножа 49, дріт заходить у зазор Р між вертикальним переднім торцем У барабана 72 і вертикальними торцями Т матриць 63, 64 і лягає на їхню горизонтальну поверхню С. Після закінчення подачі ніж 50, що переміщується механізмом від копірів 76 і 77, відрізає дріт. Відрізка відбувається в момент проходження роликом 60 по виступу одного із зазначених копірів. У цей момент один з пуансонів 87 або 88, обертаючись разом з барабаном навколо його осі, притискає дріт до площини С матриць 63, 64 і, проштовхуючи дріт між ними, формує профіль скобки. Формування відбувається під впливом притискання дроту матрицями 63, 64 до пуансона з обох сторін одночасно. При цьому дріт щільно обгинає пуансон і скобка, що сформувалася, утримується на пуансоні при виході його із зони гнуття (фіг. 11, 12 і 13). Продовжуючи обертатися, пуансон зі скобкою приходить на діаметрально протилежну позицію, де відповідний скидач 85 або 86 під дією кулачка 84 через відповідний ролик 82 або 83 переміщається уздовж пуансона, скидаючи готову скобку в спеціально призначену для цього тару (на кресленнях не показано). 5 UA 71904 U У той час, коли відбувається скидання з одного з пуансонів готової скобки, другий, діаметрально протилежний до нього пуансон, здійснює гнуття чергової скобки, тобто за один оборот барабана виконується два цикли гнуття і скидання скобок. 5 10 15 20 25 30 35 40 45 50 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Автомат для виготовлення деталей складної конфігурації з дроту, який містить основу, встановлені на основі і розташовані по ходу горизонтального тракту дроту кінематично зв'язані між собою важільний механізм подачі дроту із пристроями регулювання величини його подачі і гальмування, механізм різання дроту з нерухомим ножем, що містить напрямний отвір для дроту, і рухомим важільним ножем, кінематично пов'язаним з копіром його переміщення, механізм гнуття деталі, що містить матриці й рухомий поворотний пуансон зі скидачем готової деталі, а також привід переміщення всіх зазначених механізмів, який відрізняється тим, що перед механізмом подачі додатково, у вертикальній площині, змонтована котушка із дротом і механізм випрямлення дроту, причому вісь обертання котушки закріплена з можливістю гойдання в площині обертання котушки, а механізм випрямлення дроту виконаний у вигляді напрямних роликів, між якими проходить дріт, що послідовно розміщені по тракту з можливістю їх зустрічного налагоджувального переміщення, а перед роликами, закріплена пластина з напрямним отвором для дроту, при цьому, механізм подачі виконаний у вигляді шарнірноважільного паралелограма, розміщеного над трактом дроту у вертикальній площині обертання котушки, з горизонтальним розташуванням верхньої й нижньої ланок, верхню ланку якого нерухомо закріплено, ведучі поворотні ланки підпружинені у бік, зворотний руху подачі, а на нижній встановлений захват дроту, установлений у площині переміщення механізму подачі й виконаний у вигляді кронштейна, що містить опорну для дроту горизонтальну площадку і поворотний ексцентрик із клиноподібним контактним елементом для притискання дроту до горизонтальної площадки, причому пристрій регулювання величини подачі дроту виконано у вигляді важеля, що обмежує зворотний хід захвата, з упором, що піднімає ексцентрик над дротом у вихідному положенні, а пристрій гальмування дроту виконано у вигляді ексцентрика, установленого з можливістю повороту та притискання дроту, при зворотному ході, до горизонтальної площадки перед нерухомим ножем механізму різання, за яким розташований механізм гнуття, крім того, привід переміщення всіх механізмів додатково оснащений барабаном, вісь обертання якого розташована перпендикулярно до осі тракту дроту в одній горизонтальній площині, причому автомат містить додатковий копір переміщення рухомого ножа, причому обидва копіри діаметрально протилежно закріплені на барабані, а також, на барабані аналогічно діаметрально протилежно закріплені копіри руху механізму подачі, кінематично пов'язані з поворотними ланками механізму подачі, крім того, механізм гнуття має два пуансони, закріплені на барабані привода, з можливістю проходження при обертанні барабана між формотворними поверхнями матриць, а матриці виконані підпружиненими одна до одної, при цьому поверхня пуансона в поперечному розрізі повторює конфігурацію виробу, що виготовляється, а скидачі виконані у вигляді пластин, що охоплюють пуансони з можливістю переміщення уздовж них, кожна з яких з'єднана з одним із двох діаметрально розташованих уздовж осі барабана і підпружинених у зворотному від пуансонів напрямку повзунів, які через ролики, що установлені на протилежних від скидачів кінцях повзунів, кінематично зв'язані в положенні скидання з кулачком скидання. 2. Автомат по п. 1, який відрізняється тим, що вісь обертання котушки закріплена на підвісці, що установлена на стійці основи, крім цього формотворні поверхні матриць розташовані під віссю тракту дроту, причому обидві матриці закріплені на нижніх кінцях двох коромисел, оснащених упором їхнього вихідного положення, а над формотворною частиною кожної матриці виконані вибірки, що утворюють відкритий зверху наскрізний напрямний канал для дроту, розташований уздовж осі його тракту, крім того пуансони закріплені на робочому торці барабана діаметрально протилежно й паралельно його осі. 6 UA 71904 U 7 UA 71904 U 8 UA 71904 U 9 UA 71904 U 10 UA 71904 U 11 UA 71904 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 12
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomatic machine for manufacturing parts of complex configuration from the wire
Автори англійськоюKukoviakin Mykhailo Mykhailovych, Kachan Oleksii Yakovych, Mihunov Vitalii Mykhailovych
Назва патенту російськоюАвтомат для изготовления деталей сложной конфигурации из проволоки
Автори російськоюКуковякин Михаил Михайлович, Качан Алексей Яковлевич, Мигунов Виталий Михайлович
МПК / Мітки
МПК: B21F 1/00
Мітки: складної, виготовлення, дроту, конфігурації, автомат, деталей
Код посилання
<a href="https://ua.patents.su/14-71904-avtomat-dlya-vigotovlennya-detalejj-skladno-konfiguraci-z-drotu.html" target="_blank" rel="follow" title="База патентів України">Автомат для виготовлення деталей складної конфігурації з дроту</a>
Пристрій для вібраційного очищення великогабаритних деталей та деталей складної конфігурації
Номер патенту: 42248
Опубліковано: 25.06.2009
Автори: Веселовська Наталія Ростиславівна, Іскович-Лотоцький Ростислав Дмитрович, Манжилевський Олександр Дмитрович, Булига Юрій Володимирович
МПК: B24B 1/04
Мітки: пристрій, великогабаритних, конфігурації, очищення, складної, вібраційного, деталей
Формула / Реферат:
Пристрій для вібраційного очищення великогабаритних деталей та деталей складної конфігурації, що містить станину, на якій встановлено робочу камеру U-подібної форми з пружинами, до якої приєднаний дебалансний привод, нерухому стійку, на якій зафіксований підйомно-поворотний пристрій, призначений для закріплення та введення в робочу камеру U-подібної форми оброблюваної деталі, що складається з гідроциліндра, нерухомої стійки, встановленої на...
Пристрій для вібраційного очищення великогабаритних деталей та деталей складної конфігурації
Номер патенту: 57625
Опубліковано: 10.03.2011
Автори: Веселовська Наталія Ростиславівна, Манжилевський Олександр Дмитрович, Булига Юрій Володимирович, Іскович-Лотоцький Ростислав Дмитрович
МПК: B24B 1/04
Мітки: деталей, складної, пристрій, великогабаритних, конфігурації, вібраційного, очищення
Формула / Реферат:
Пристрій для вібраційного очищення великогабаритних деталей та деталей складної конфігурації, що містить станину, на якій встановлено робочу камеру U-подібної форми з пружинами, до якої приєднаний дебалансний привід, нерухому стійку, на якій зафіксований підйомно-поворотний пристрій, призначений для закріплення та введення в робочу камеру U-подібної форми оброблюваної деталі, що складається з першого гідроциліндра, нерухомої стійки,...
Верстат для розмірної обробки електричною дугою деталей складної конфігурації
Номер патенту: 5415
Опубліковано: 15.03.2005
Автори: Носуленко Віктор Іванович, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: електричною, деталей, розмірної, дугою, верстат, обробки, складної, конфігурації
Формула / Реферат:
Верстат для розмірної обробки електричною дугою деталей складної конфігурації, що має інструментальну головку та герметичну камеру із заготовкою деталі, який відрізняється тим, що герметичну камеру виконано з поворотною кришкою, причому інструментальну головку змонтовано на кришці із зовнішнього боку, а заготовку деталі - із внутрішнього.
Спосіб шліфування та полірування деталей складної конфігурації та пристрій для його здійснення
Номер патенту: 6457
Опубліковано: 29.12.1994
Автори: Кац Леонід Соломонович, Пісьман Лазар Ісаакович, Каленський Едуард Борисович
МПК: B24B 7/00, B23Q 41/00
Мітки: складної, здійснення, конфігурації, полірування, деталей, спосіб, пристрій, шліфування
Формула / Реферат:
(57) 1. Способ шлифования и полирования деталей сложной конфигурации, заключающийся в загрузке деталей приспособления кругового транспортера и последовательной их обработке силовыми головками, расположенными вокруг транспортера, отличающийся тем, что сначала за один оборот транспортера обрабатывают одну группу поверхностей соответствующими силовыми головками, затем, на позиции загрузки, детали переустанавливают в другие приспособления и за...
Інструмент пристрою для виготовлення розгорток складної конфігурації по периметру
Номер патенту: 90748
Опубліковано: 25.05.2010
Автори: Млинко Оксана Іванівна, Регей Іван Іванович
Мітки: розгорток, периметру, пристрою, складної, виготовлення, конфігурації, інструмент
Формула / Реферат:
Інструмент пристрою для виготовлення розгорток складної конфігурації по периметру, який містить зафіксовану на станині нерухому пластину, що має конфігурацію розгортки, різальний ніж, встановлений на валу, який здійснює обертовий рух і має різальну крайку під кутом до площини картонної заготовки, який відрізняється тим, що нерухома пластина і рухомий ніж мають криволінійні різальні крайки, рухомий ніж виконано підпружиненим та він...
Попередній патент: Екструдер автоматизований
Наступний патент: Спосіб гемостазу при гастродуоденальних кровотечах на тлі хронічної ниркової недостатності
Випадковий патент: Спосіб підсилення фундаменту будинку