Спосіб шліфування та полірування деталей складної конфігурації та пристрій для його здійснення
Номер патенту: 6457
Опубліковано: 29.12.1994
Автори: Кац Леонід Соломонович, Каленський Едуард Борисович, Пісьман Лазар Ісаакович
Формула / Реферат
(57) 1. Способ шлифования и полирования деталей сложной конфигурации, заключающийся в загрузке деталей приспособления кругового транспортера и последовательной их обработке силовыми головками, расположенными вокруг транспортера, отличающийся тем, что сначала за один оборот транспортера обрабатывают одну группу поверхностей соответствующими силовыми головками, затем, на позиции загрузки, детали переустанавливают в другие приспособления и за второй оборот транспортера обрабатывают другую группу поверхностей.
2. Устройство для шлифования и полирования деталей сложной конфигурации, содержащее круговой многопозиционный транспортер, размещенные вокруг него в технологической последовательности силовые головки для обработки криволинейных поверхностей и приспособления непрерывного вращения, установленные на транспортере, отличающееся тем, что оно снабжено силовыми головками для двухсторонней обработки поверхностей и бесцентровыми приспособлениями карательного движения при этом силовые головки установлены с возможностью взаимодействия с бесцентровыми приспособлениями, размещенными на транспортере на одной окружности с приспособлениями непрерывного вращения.
Текст
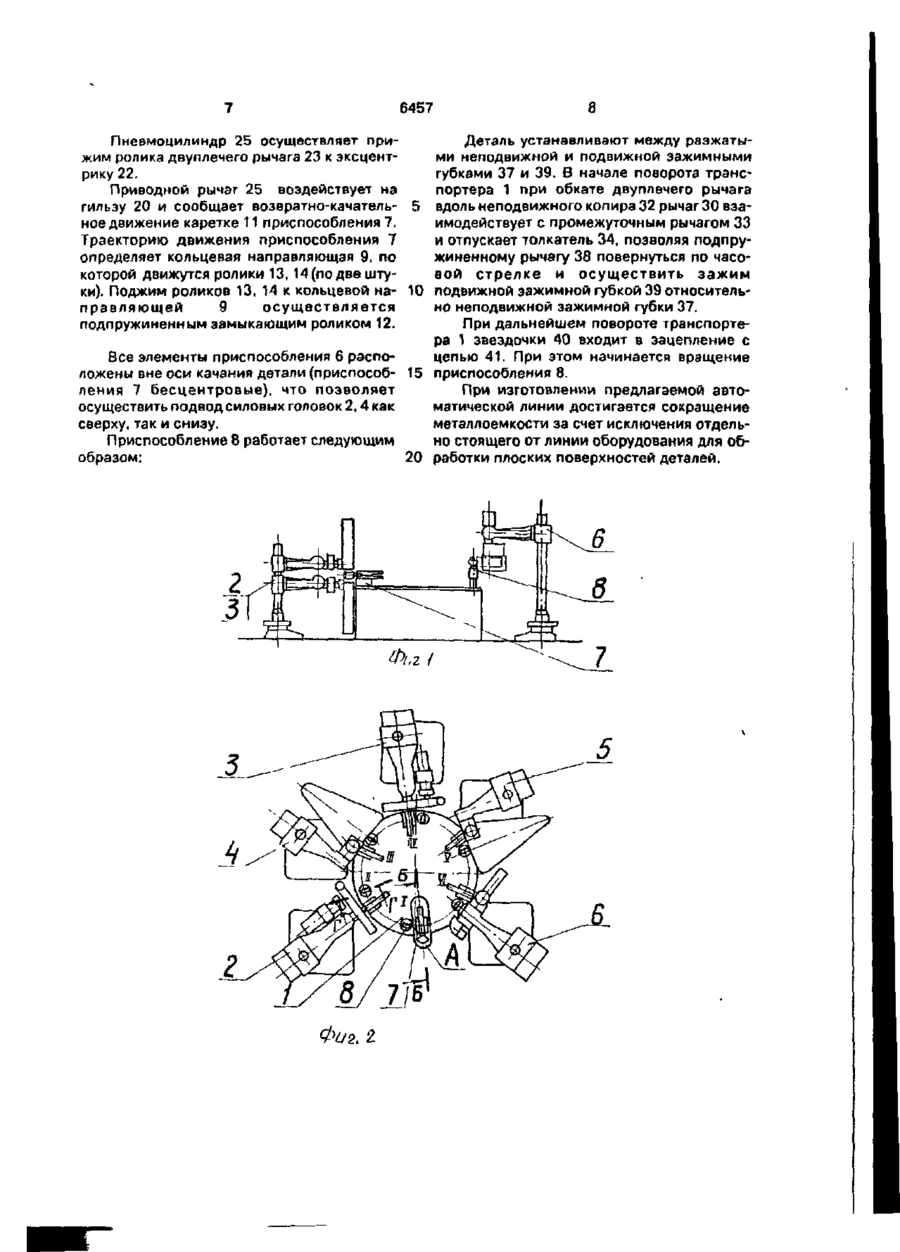
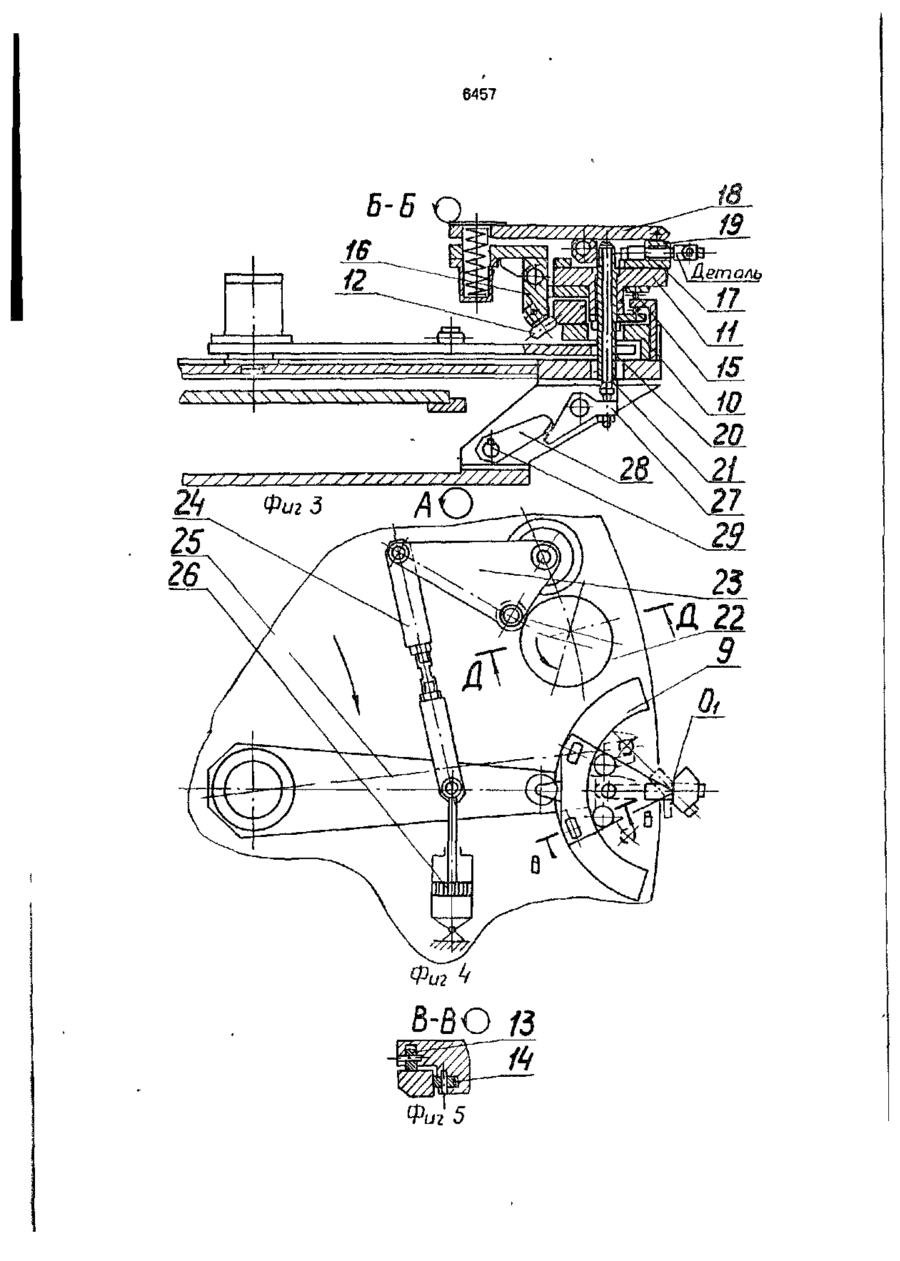
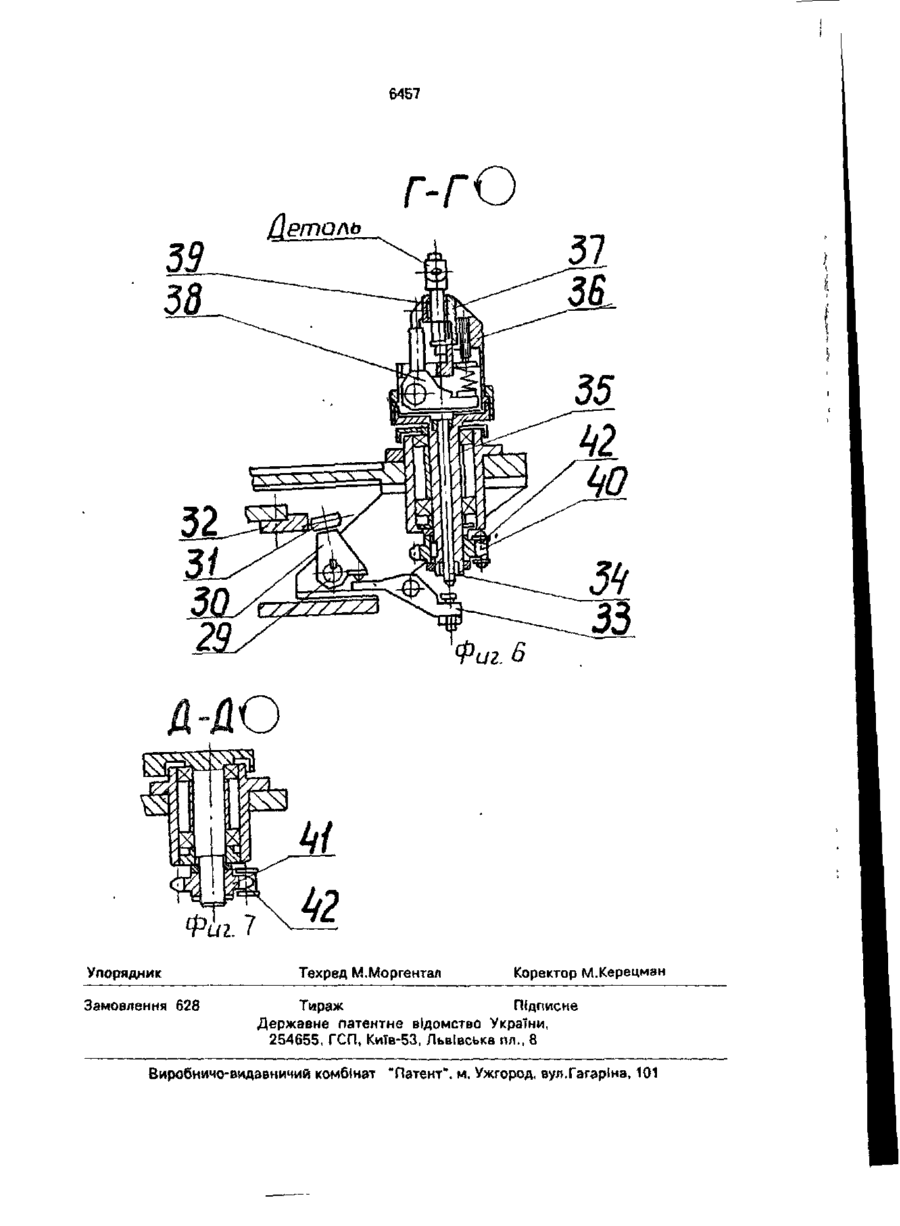
1. Способ шлифования и полирования деталей сложной конфигурации, заключающийся в загрузке деталей приспособления кругового транспортера и последовательной их обработке силовыми головками, расположенными вокруг транспортера, о т л и чающийся тем, что сначала за один оборот транспортера обрабатывают одну группу поверхностей соответствующими силовыми головками, затем, на позиции за г грузки, детали переустанавливают в другие приспособления и за второй оборот транспортера обрабатывают другую группу поверхностей. 2. Устройство для шлифования и полирования деталей сложной конфигурации, содержащее круговой многопозиционный транспортер, размещенные вокруг него в технологической последовательности силовые головки для обработки криволинейных поверхностей и приспособления непрерывного вращения, установленные на транспортере, о т л и ч а ю щ е е с я тем, что оно снабжено силовыми головками для двухсторонней обработки поверхностей и бесцентровыми приспособлениями карательного движения при этом силовые головки установлены с возможностью взаимодействия с бесцентровыми приспособлениями , размещенными на транспортере на одной окружности с приспособлениями непрерывного вращения. ел Изобретение относится к области станкостроения, в частности, к производству са нтеха рматур ы. Наиболее близким к заявляемому способу является способ шлифования и полирования деталей сложной конфигурации (1), заключающийся в загрузке деталей в приспособления кругового транспортера и последовательной их обработке силовыми головками, расположенными вокруг транспортера. Силовые головки обеспечивают обработку деталей при плоско-параллельном перемещении последних по круговой траектории относительно силовых головок. Наиболее близким к заявляемому устройству является устройство (1) для шпифования и полиоования деталей сложной конфигурации, содержащее круговой многопозиционный транспортер, размещенные вокруг транспортера в технологической последовательности силовые головки для обработки криволинейных поверхностей и приспособления непрерывного вращений, установленные на транспортере. Недостатком известного способа и устройства для обработки деталей сложной конфигурации является невозможность осу 6457 ществления комплексной обработки деталей сложной конфигурации, требующих на различных этапах обработки неодинаковых перемещений. В основу изобретения поставлена зада- 5 чэ создания способа шлифования и полирования деталей сложной конфигурации, в котором путем обработки за один оборот одинаковых групп поверхностей, осуществляют комплексную обработку деталей слож- 10 ной конфигурации. Поставленная задача решается тем, что в способе шлифования и полирования деталей сложной конфигурации, заключающемся в загрузке деталей в приспособления 15 кругового транспортера и последовательной их обработке силовыми головками, расположен ными вокруг транспортера, согласно изобретению, сначала за один оборот транспортера обрабатывают одну груп- 20 пу поверхностей соответствующими силовыми головками, затем на позиции загрузки детали переустанавливают в другие приспособления и за второй оборот транспортера обрабатывают другую группу по- 25 верхностей. В основу изобретения также поставлена задача усовершенствования устройства для шлифования и полирования деталей сложной конфигурации, позволяющего осущест- 30 влять новый способ обработки деталей сложной конфигурации, в котором путем нового выполнения силовых головок достигается возможность обработки двух групп поверхностей, криволинейных и плоских, 35 что расширяет технологические возможности устройства. Решение задачи осуществляется тем, что устройство для шлифования и полирования деталей сложной конструкции, содержа- 40 щее круговой многопозиционный транспортер, силовые головки для обработки криволинейных поверхностей, размещенные вокруг транспортера в технологической последовательности, и 45 приспособления непрерывного вращения, установленные на транспортере, согласно изобретению, снабжено силовыми головками для двухсторонней обработки поверхностей и бесцентровыми приспособлениями 50 качатепьного движения, при этом силовые головки установлены с возможностью взаимодействий с бесцентровыми приспособлениями размещенными на транспортере на одной окружности с приспособлениями не- 55 прерывного вращения. Именно снабжение устройства для шлифования и полирования деталей сложной конфигурации силовыми головками для двухсторонней обработки плоскостей и бес центровыми приспособлениями качательного движения и устанозка силовых головок с возможностью взаимодействия с бесцентровыми приспособлениями, размещенными на транспортере на одной окружности с приспособлениями непрерывного действия обеспечивают возможность сначала за один оборот обработать одну группу поверхностей соответствующими силовыми головками, затем на позиции детали переустановить в другие приспособления и за второй оборот транспортера обработать другую группу поверхностей, что в результате, расширяет технологические возможности за счет обработки двух групп поверхностей, криволинейных и плоских. На фиг. 1 показан главный вид устройства для шлифования и полирования деталей сложной конфигурации. На фиг.2 дан вид в плане устройства. На фиг.З дан разрез по Б-Б на фиг.2. На фиг-4 показан вид "А" на фиг.2 в увеличенном масштабе. На фиг.5 дано сечение по В-В на фиг.З. На фиг.6 показан разрез по Г-Г на фиг.З. На фиг.7 дано сечение по Д-Д на фиг.З. Способ шлифования и полирования реализован на автоматической линии, которая состоит из кругового многопозиционного транспортера 1, по периферии которого установлены в технологической последовательности силовые головки 2, 3, 4, 5, 6. Двухсторонняя силовая головка 2 служит для предварительного полирования, а силовая головка 3 для получистового полирования двух противоположных поверхностей обрабатываемой детали, в данном случае, корпуса смесителя типа "елочка". Силовые для 2-х сторонней обработки поверхностей головки 2 и 3 взаимодействуют с бесцентровыми приспособлениями возвратно-поступательного качательного движения 7. Силовые головки 4, 5 служат для предварительного и получистового полирования поверхностей вращения обрабатываемых деталей. Силовая головка бслужит для финишной обработки всех поверхностей детали. Силовые головки 4, 5, 6 взаимодействуют с приспособлениями непрерывного вращения 8. Приспособления возаратно-поступательного качательного движения 7 и приспособления непрерывного вращения 8 установлены на каждой позиции кругового транспортера 1, Число позиций транспортера 1, как минимум, на одну больше, чем количество силовых головок 2, 3, 4, 5 и 6, данная позиция является загрузочной. Кольцевая направляющая 9 бесцентрового приспособления возврзтно-поступа 6457 V - позиция - операция № 4 силовой головкой 5 в приспособлении 8, позиция VI операция 5 силовой головкой 6 э приспособлении 8 Таким образом, комплексная обработка одной детали осуществляется за два оборота кругового многопозиционного транспортера 1 в следующей последовательности* Первый оборот транспортера (обрабатывают первую группу поверхностей: плоские поверхности) Позиция I - загрузка заготовки в приспособление 7. Позиция II - выполнение операции N? 1 в приспособлении 7. Позиция HI - деталь проходит данную позицию без обработки. Позиция IV - выполнениеоперации № 2. Позиция V, VI -деталь проходит данные позиции без обработки Второй оборот транспортера 1 обрабатывают вторую группу поверхностей: криволинейные поверхности. Позиция ! - переустановка детали из приспособления 7 в приспособление 8 Позиция II - деталь проходит данную позицию без обработки. Позиция III - выполнениеоперации №3 в приспособлении 8. Позиция IV - деталь проходит данную позицию без обработки. Позиция V - выполнение операции fsfc 4 Позиция VI - выполнение операции N 5. ? После второго оборота транспортера 1 деталь вновь проходит в позицию І в приспособлении 8 и ее в окончательно обработанном виде снимают с него Позиции в которых головками 2, 3, 4, 5 и 6 взаимодействуют с приспособлениями 7 и 3 вездочки 40 и 41 связаны общей цепью 42 в рабочей позиции и служат для привода 40 8, а также их количество при необходимости могут меняться. приспособлений 7 и 8. Способ осуществляют следующим обраВ позиции I деталь укладывают на незом, подвижную зажимную губку 17. В начале поворота кругового многопозиционного В позиции 1 осуществляют загрузку детали, Из приспособления 8 окончательно об- 45 транспортера 1 ролик 31 двуплечего рычага 30 прокатывается по неподвижному копиру работанную в предыдущем цикле деталь 32. В результате за счет поворота вала 29 и убирают и на ее место устанавливают часповорота рычага 28 и двуплечего рычага 27 тично обработанную деталь из приспособтолкатель разжима детали 21 опускается и ления 7, находящегося в той же позиции. На осовободившееся в приспособлении 7 место 50 освобождает подпружиненный рычаг 18, который с помощью подвижной зажимной губустанавливают заготовку. Одновременно в ки закрепляет деталь. позициях М, Ш, IV и VI силовые головки 2, 3, 4, 5 и 6 осуществляют обработку в данных позициях деталей: При продолжении поворота транспортеII позиция - операция № 1 в приспособ- 55 ра ^ звездочка 40 входит в зацепление с лении 7 силовой головкой 2, цепью 41, благодаря чему приводится во вращение приводной эксцентрик 22, котоIII позиция - операция W 3 силовой го? ловкой 4 в приспособлении 8, рый сообщает возвратно-поступательное перемещение двуплечему рычагу 23, котоIV позиция - операция № 2 силовой головкой 3 в приспособлении 7, рый тягой 24 передает движение рычагу 25. тельного качательного движения 7 закреплена на опоре 10, которая в свою очередь закреплена к рабочей поверхности транспортера 1. Каретка 11 приспособления 7 смонтирована на кольцевой направляющей 5 9 на роликах 12. 13, 14 и шариках 15, при этом ролик 13 смонтирован на подпружи ненном рычаге 16. В верхней части каретки 11 закреплена неподвижная зажимная губка 17 и подпружиненный рычаг 18 с подвижной 10 зажимной губкой 19. В расточке каретки 11 находится гильза 20, в которой проходит толкатель разжима детали 21. Центр радиуса 01 кольцевой направля- 15 ющей 9 совмещен с осью поворота обрабатываемой детали. Приводной эксцентрик 22 смонтирован на рабочей поверхности транспортера 1 с возможностью взаимодействия с двуплечим рычагом 23, который тягой 24 20 соединен с приводным рычагом 25, в пазу которого располагается гильза 20. Рычаг 22 также связан со штоком гидроцилиндра 26, который шарнирно закреплен на рабочей поверхности транспортера 1. Двуплечий ры- 25 чаг 27 взаимодействует с толкателем 21 и рычагом 28. сидящим на валу 29, на котором установлен также двуплечий рычаг 30. Ролик 31 двуплечего рычага 30 контактирует с неподвижным копиром 32 одним из своих 30 плеч, другим плечом рычаг 30 контактирует с промежуточным рычагом 33, который предназначен для взаимодействия на толкатель 34 приспособления 8. Приспособление 8 закреплено на шпинделе 35 и состоит из 35 корпуса 36, закрепленной на нем неподвижной зажимной губки 37 и подпружиненного рычага 38, несущего подвижную губку 39. 6457 8 Деталь устанавливают между разжатыЛневмоцилиндр 25 осуществляет прими неподвижной и подвижной зажимными жим ролика двуплечего рычага 23 к эксцентгубками 37 и 39. В начале поворота трансрику 22. портера 1 при обкате двуплечего рычага Приводной рычаг 25 воздействует на гильзу 20 и сообщает возвратно-качатель- 5 вдоль неподвижного копира 32 рычаг 30 взаимодействует с промежуточным рычагом 33 ное движение каретке 11 приспособления 7, и отпускает толкатель 34, позволяя подпруТраекторию движения приспособления 7 жиненному рычагу 38 повернуться по часоопределяет кольцевая направляющая 9, по вой стрелке и осуществить зажим которой движутся ролики 13,14(по две штуки). Поджим роликов 13, 14 к кольцевой на- 10 подвижной зажимной губкой 39 относительно неподвижной зажимной губки 37. правляющей 9 осуществляется подпружиненным замыкающим роликом 12. При дальнейшем повороте транспортера 1 звездочки 40 входит в зацепление с Все элементы приспособления 6 распоцепью 41. При этом начинается вращение ложены вне оси качания детали (приспособ- 15 приспособления 8. ления 7 бесцентровые), что позволяет При изготовлении предлагаемой автоосуществить подвод силовых головок 2,4 как матической линии достигается сокращение сверху, так и снизу. металлоемкости за счет исключения отдельно стоящего от линии оборудования для обПриспособление 8 работает следующим образом: 20 работки плоских поверхностей деталей. 6457 еталь Фиг 'і Фиг 5 6457 г-гО Фиг. 6 Упорядник Замовлення 628 Техред М.Моргентал Коректор М.Керецмэн Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for grinding and polishing parts of complex shape
Автори англійськоюKats Leonid Solomonovych, Kalenskyi Eduard Borysovych, Pisman Lazar Isaakovych
Назва патенту російськоюСпособ шлифовки и полировки деталей сложной конфигурации и устройство для его осуществления
Автори російськоюКац Леонид Соломонович, Каленский Эдуард Борисович, Письман Лазарь Исаакович
МПК / Мітки
МПК: B24B 7/00, B23Q 41/00
Мітки: конфігурації, деталей, спосіб, здійснення, пристрій, полірування, шліфування, складної
Код посилання
<a href="https://ua.patents.su/6-6457-sposib-shlifuvannya-ta-poliruvannya-detalejj-skladno-konfiguraci-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування та полірування деталей складної конфігурації та пристрій для його здійснення</a>
Спосіб виготовлення відливок складної конфігурації із алюмінієвих сплавів
Номер патенту: 2990
Опубліковано: 26.12.1994
Автори: Самойленко Олег Петрович, Доброскок Анатолій Олексійович, Костенецький Геннадій Едуардович, Шептуха Микола Михайлович, Касімова Любов Захарівна, Лісовська Людмила Михайлівна, Фомін Андрій Володимирович
МПК: B22D 18/04
Мітки: алюмінієвих, конфігурації, спосіб, відливок, сплавів, виготовлення, складної
Формула / Реферат:
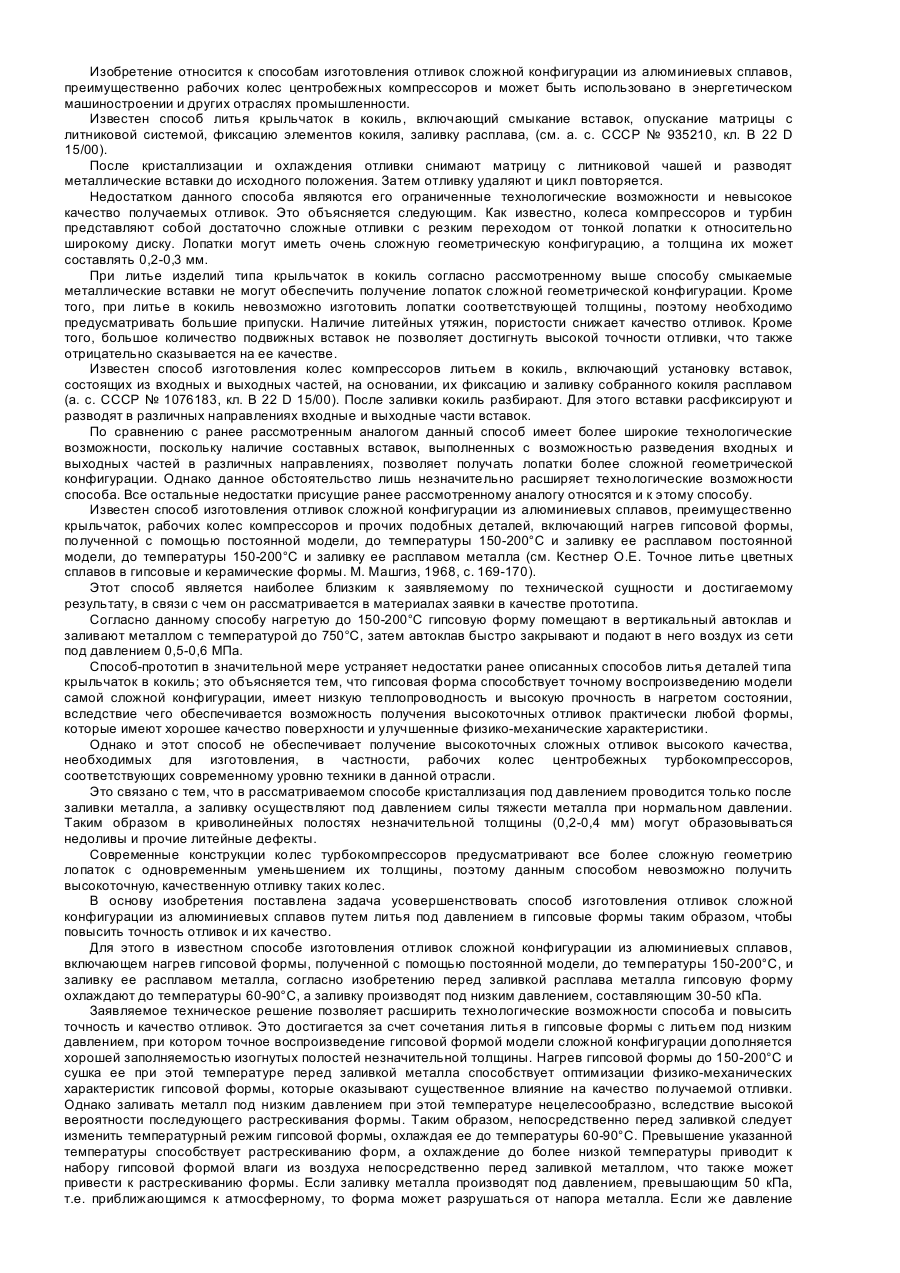
Способ изготовления отливок сложной конфигурации из алюминиевых сплавов, включающий нагрев гипсовой формы, полученной с помощью постоянной модели, до температуры 150—200 °C и заливку ее расплавом металла, отличающийся тем, что перед заливкой расплава металла гипсовую форму охлаждают до температуры 60—90 °C заливку производят под низким давлением, составляющим 30—50 кПа.
Спосіб виготовлення деталей з прутка і пристрій для його здійснення
Номер патенту: 5614
Опубліковано: 28.12.1994
Автори: Нестеров Дмитро Кузьмич, Сазонов Владімір Ніколаєвіч, Жученко Олександр Миколайович, Стєпанов Владімір Андрєєвіч
МПК: B21D 35/00, B21D 22/02
Мітки: пристрій, деталей, здійснення, спосіб, виготовлення, прутка
Формула / Реферат:
(57) 1. Способ изготовления деталей из прутка в штампе путем последовательной гибки с передачей предварительно изогнутой заготовки на позицию окончательной гибки при обратном ходе подвижной плиты штампа, отличающийся тем, что на позиции предварительной гибки сперва отгибают концевые участки заготовки, затем, освободив их, гнут в обратном направлении среднюю часть, после чего, при зафиксированной средней части, гнут промежуточные участки...
Спосіб токарної обробки асферичних поверхонь та пристрій для його здійснення
Номер патенту: 3476
Опубліковано: 27.12.1994
Автори: Добровольський Геннадій Георгійович, Крячек Борис Степанович, Люненко Микола Кузьмич
МПК: B23B 5/00
Мітки: асферичних, обробки, здійснення, пристрій, токарної, спосіб, поверхонь
Формула / Реферат:
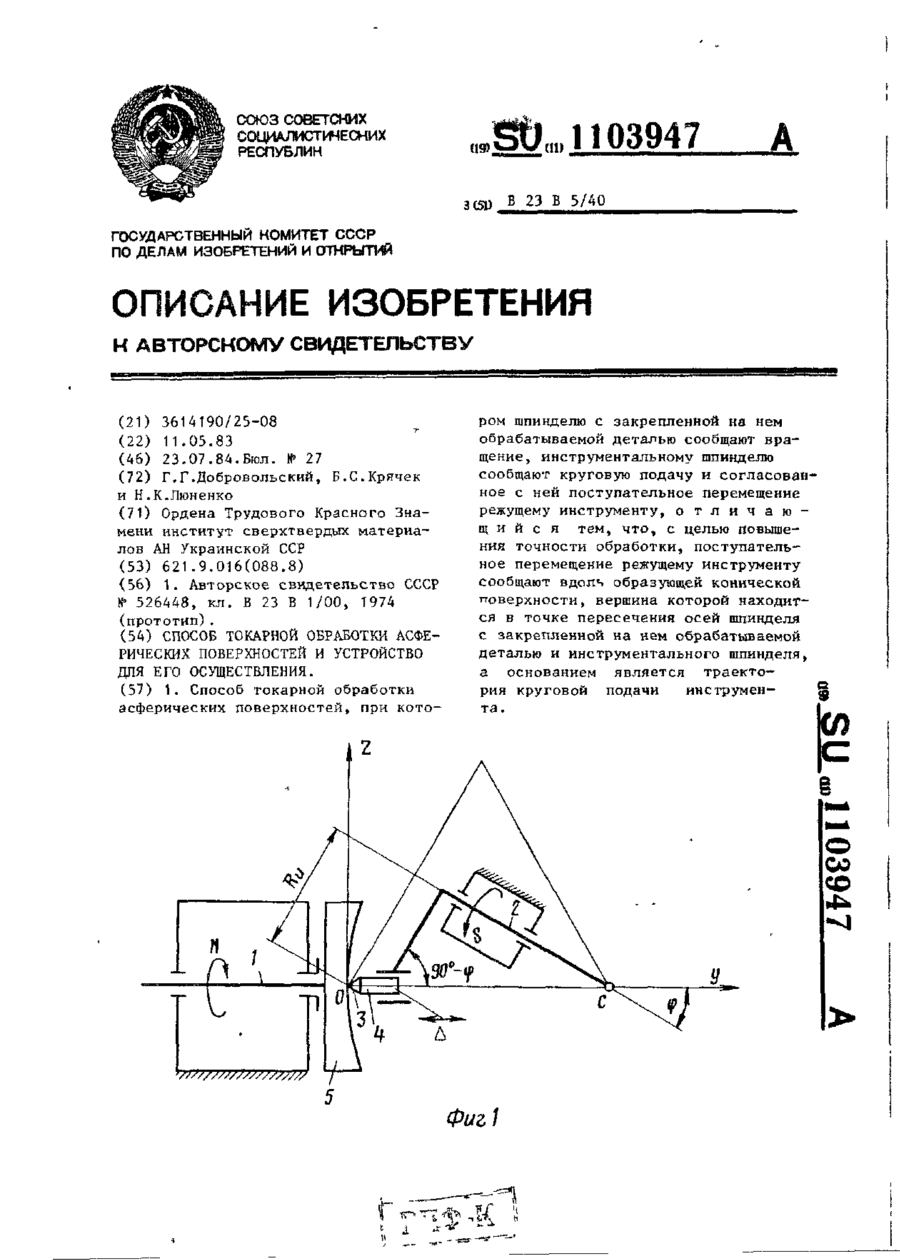
1. Способ токарной обработки асферических поверхностей, при котором шпинделю с закрепленной на нем обрабатываемой деталью сообщают вращение, инструментальному шпинделю сообщают круговую подачу и согласованное с ней поступательное перемещение режущему инструменту, отличающийся тем, что, с целью повышения точности обработки, поступательное перемещение режущему инструменту сообщают вдоль образующей конической поверхности, вершина которой...
Спосіб глибинного шліфування
Номер патенту: 2924
Опубліковано: 26.12.1994
Автор: Суховій Борис Федорович
МПК: B24B 1/00
Мітки: глибинного, спосіб, шліфування
Формула / Реферат:
Способ глубинного шлифования, при котором осуществляют врезание на полную глубину резания с замедлением поперечной подачи, отличающийся тем, что величину поперечной подачи по мере вреза-ния определяют по формуле:где Sо - максимальное значение подачи, м/мин,Т - полная глубина резания, мм;t- текущая глубина резания, мм.
Спосіб магнітного збагачування слабомагнітних руд та пристрій для його здійснення
Номер патенту: 3099
Опубліковано: 26.12.1994
Автори: Ганзенко Таіна Борисівна, Нотович Григорій Ісакович
МПК: B03C 1/00
Мітки: пристрій, магнітного, спосіб, здійснення, збагачування, руд, слабомагнітних
Формула / Реферат:
1. Способ магнитного обогащения слабомагнитных руд, включающий подачу исходного материала, сепарацию исходного материала, выделение хвостов, выгрузку концентрата, подачу хвостов на перечистку, перечистку хвостов с получением магнитного и немагнитного продуктов, отличающийся тем, что хвосты, выделенные в последний период сепарации, подают в начальный период перечистки, а хвосты, выделяемые в предыдущие периоды сепарации, подают в последующие...
Попередній патент: Спосіб виготовлення вивідної рамки для інтегральної схеми
Наступний патент: Ножиці для різання сортового прокату
Випадковий патент: Електродуговий плазмотрон