Верстат для розмірної обробки електричною дугою деталей складної конфігурації
Номер патенту: 5415
Опубліковано: 15.03.2005

Формула / Реферат
Верстат для розмірної обробки електричною дугою деталей складної конфігурації, що має інструментальну головку та герметичну камеру із заготовкою деталі, який відрізняється тим, що герметичну камеру виконано з поворотною кришкою, причому інструментальну головку змонтовано на кришці із зовнішнього боку, а заготовку деталі - із внутрішнього.
Текст
Верстат для розмірної обробки електричною дугою деталей складної конфігурації, що має інструментальну головку та герметичну камеру із заготовкою деталі, який відрізняється тим, що герметичну камеру виконано з поворотною кришкою, причому інструментальну головку змонтовано на кришці із зовнішнього боку, а заготовку деталі із внутрішнього. Передбачувана корисна модель стосується області електроерозійної обробки, і може бути використаний в машинобудуванні для розмірної обробки електричною дугою деталей складної конфігурації, зокрема для прошивання отворів та порожнин. Відомі аналогічні верстати для електроерозійної обробки деталей складної конфігурації. При роботі на даних верстатах деталь занурюють в відкриту ванну, а процес здійснюють з використанням нестаціонарних форм електричних розрядів, наприклад електроім пульси их [див. книгу «Электроэрозионная и электрохимическая обработка. Расчет, проектирование и применение электродов-инструментов». Часть 1 / Под ред А.Л. Лившица, А. Роша. - М.- НИИМАШ, 1980. 224с. С.7]. Електрична енергія в аналогічних верстатах вводиться в зону обробки дискретно (порціями) та з відносно великими паузами, внаслідок чого дані верстати володіють низькою продуктивністю. Крім того, випаровування органічної робочої рідини з відкритої ванни, яке завжди має місце, погіршує санітарно-гігієнічні умови праці оператора. Відомий високопродуктивний верстат для розмірної обробки деталей електричною дугою, в якому обробку здійснюють в закритій герметичній камері [див. книгу: Боков В.М. Розмірне формоутворення поверхонь електричною дугою - Кіровоград: Поліграфічно-видавничий центр ТОВ "Імекс ЛТД", 2002 -300с. С.48]. Процес обробки на даному верстаті здійснюється електричною дугою в поперечному потоці робочої рідини, яка прокачується в торцевому міжелектродному зазорі в напрямку від периферії до центру електрода інструмента. Саме тому верстат, крім інструментальної головки, має герметичну камеру, яка працює під технологічним тиском до 2-4МПа Для обробки деталей складної конфігурації верстат постачають нелокальною (стаціонарною) камерою підвищених габаритів, яка дозволяє розмістити усередині деталь складної конфігурації, а з зовнішнього боку - інструментальну головку. Необхідність розміщення деталі складної конфігурації' усередині камери пов'язана із технічною складністю або неможливістю забезпечення прокачування робочої рідини крізь торцевий міжелектродний зазор, тобто неможливістю застосування локальної герметичної камери. Однак, обробка деталей складної конфігурації на даному верстаті пов'язана з тривалим циклом, викликаним незручностями установки деталі складної конфігурації усередині камери, її базуванням відносно електрода-Інструмента, та втратою часу на заповнення і вилучення робочої рідини із великогабаритної камери Задачею даної корисній моделі є скорочення тривалості циклу обробки деталей складної конфігурації. Дана задача вирішується у відомому верстаті для розмірної обробки електричною дугою деталей складної конфігурації, що має інструментальну головку та герметичну камеру із заготовкою деталі, за рахунок того, що герметичну камеру виконано з поворотною кришкою, причому інструментальну головку змонтовано на кришці із зовнішнього боку, а заготовку деталі - із внутрішнього. На приведених фігурах зображено схеми верстата для розмірної обробки електричною дугою деталей складної конфігурації: ю ІП 5415 Фіг.1 - положення завантаження; Фіг.2 - положення обробки. Верстат має герметичну камеру 1 з поворотною кришкою 2. На кришці 2 із зовнішнього боку змонтована інструментальна головка 3, а із внутрішнього боку - заготовка 4 деталі складної конфігурації, що обробляється. Остання монтується на кришці 2 за допомогою пристрою, який включає в себе кронштейн 5, дві паралельні напрямні колонки 6 (на фігурах показана лише одна з них) та гайки 7. Камера 1 постачається ущільненням 8, штуцером 9 та відкидним болтом 10 з гайкою 11, а інструментальна головка 3 - шпинделем 12, електродом-інструментом 13, електроізоляційною прокладкою 14 та зливним штуцером 15. У вихідному положенні герметична камера 1 відкрита, а кришка 2 повернута на 90 градусів (див. Фіг.1) і зафіксована (механізм фіксації не показано). Для позиціювання заготовки 4 відносно електрода-інструмента 13 при прошивання наскрізного отвору електрод-інструмент 13 закріплюють на шпинделі 12, а заготовку 4 встановлюють в пристрій за двома напрямними колонками б та фіксують гайкою 7 Для забезпечення циркуляції робочої рідини при наскрізному виходу електрода-інструмента 13 місце виходу попередньо ущільнюється локальною камерою 16 Дані операції виконуються в умовах поліпшеного доступу до місця обробки (в відкритій зоні поза камерою 1), що суттєво зменшує допоміжний час. Для прошивання наскрізного отвору кришку 2 повертають та герметично закривають нею камеру 1 за допомогою відкидних болтів 10 та гайок 11 (Фіг.2). Вмикають електродвигун насосу робочої рідини (як правило, органічного середовища), який нагнітає її в камеру 1 крізь штуцер 9 під необхідним технологічним тиском (0,2...4МПа). Вмикають джерело живлення постійним технологічним струмом - зварювальний випрямляч, клеми якого попередньо електричне з'єднані з електродомінструментом 13, наприклад "мінусова" клема, та з заготовкою 4, наприклад "плюсова" клема Далі за допомогою механізму осьової подачі електродаінструмента 13, що змонтовано в інструментальній головці 3 (на фігурах механізм не показано), здійснюють прошивання отвору електричною дугою 17, яка збуджується в поперечному потоці робочої рідини в торцевому міжелектродному зазорі 18 між електродом-інструментом 13 та заготовкою 4. При цьому поперечний потік взаємодіє з дугою, стискує її в енергетичному і геометричному плані та інтенсивно видаляє продукти ерозії із зони обробки крізь зливний штуцер 15 в фільтр, а далі в бак (останні два елемента на фігурах не показано). Після завершення процесу обробки вимикають технологічний струм, електродвигун насосу, а далі відкривають камеру 1, повертають кришку 2 І знімають деталь. При цьому робочу рідину з камери 1 не вилучають, що скорочує цикл обробки. При обробці наступної деталі процес починають відразу після герметизації камери 1, тобто без паузи на заповнення камери робочою рідиною. Використання верстата для розмірної обробки електричною дугою деталей складної конфігурації, порівняно з відомим, дозволяє суттєво скоротити тривалість циклу обробки за рахунок зменшення допоміжного часу на установку деталей та відсутності необхідності щоразового заповнення камери робочою рідиною та вилучення її з неї при завершенні процесу обробки. 17 Фіг.2 ФІГ.1 Комп'ютерна верстка Н. Лисенко 18 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вуп Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine tool for dimensional treatment by electric arc of parts of complicated configuration
Автори англійськоюBokov Viktor Myhailovych, Nosulenko Viktor Ivanovych
Назва патенту російськоюСтанок для размерной обработки электрической дугой деталей сложной конфигурации
Автори російськоюБоков Виктор Михайлович, Носуленко Виктор Иванович
МПК / Мітки
МПК: B23H 1/00
Мітки: розмірної, складної, верстат, обробки, деталей, електричною, конфігурації, дугою
Код посилання
<a href="https://ua.patents.su/2-5415-verstat-dlya-rozmirno-obrobki-elektrichnoyu-dugoyu-detalejj-skladno-konfiguraci.html" target="_blank" rel="follow" title="База патентів України">Верстат для розмірної обробки електричною дугою деталей складної конфігурації</a>
Спосіб поверхневої розмірної обробки електричною дугою
Номер патенту: 44974
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: електричною, поверхневої, дугою, обробки, розмірної, спосіб
Формула / Реферат:
Спосіб поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при постійній швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування.
Спосіб розмірної обробки ступінчастих стержнів електричною дугою
Номер патенту: 69535
Опубліковано: 15.09.2004
Автори: Шмельов Віталій Миколайович, Носуленко Віктор Іванович, Великий Петро Миколайович, Чумаченко Ольга Сергіївна
Мітки: розмірної, обробки, електричною, ступінчастих, стержнів, дугою, спосіб
Формула / Реферат:
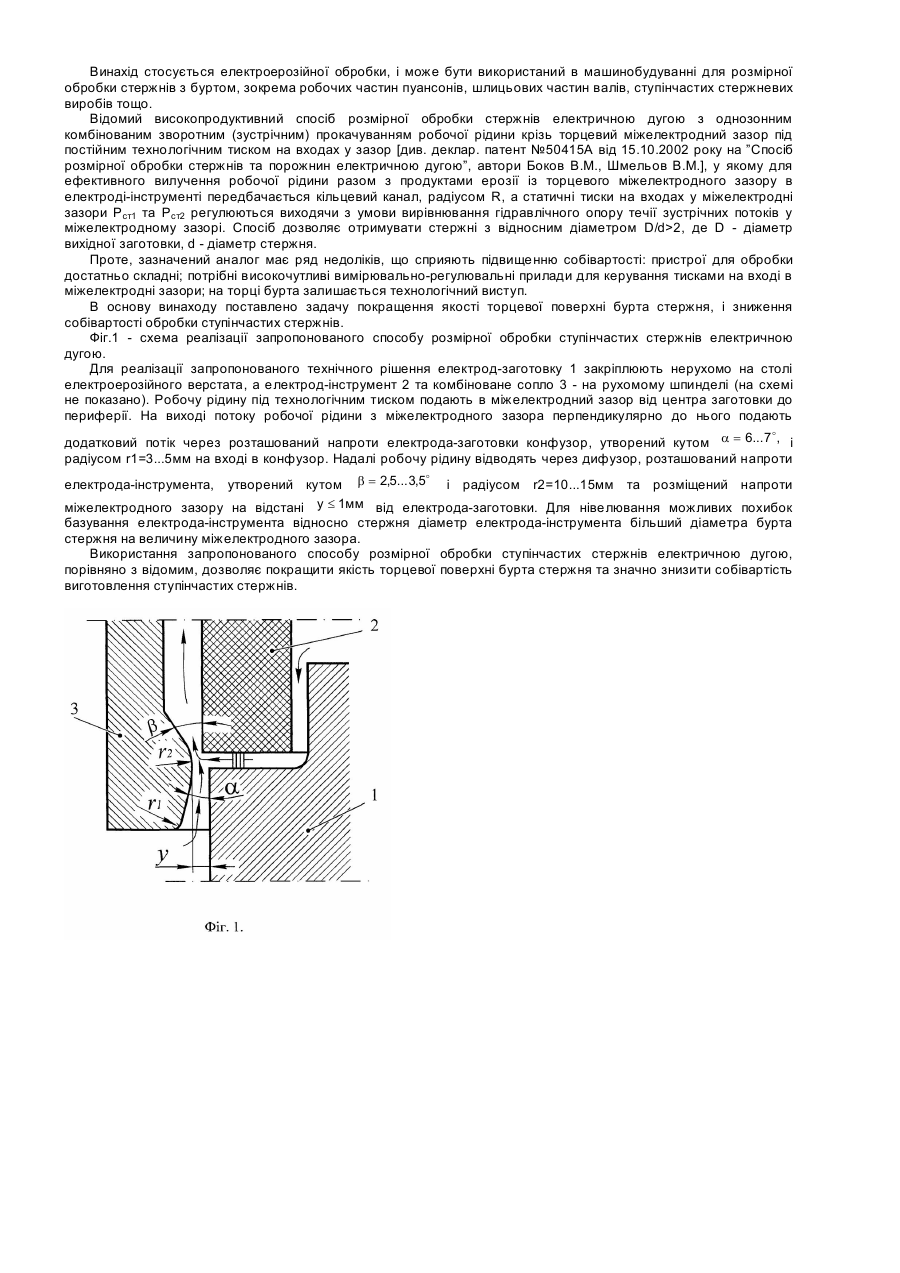
Спосіб розмірної обробки ступінчастих стержнів електричною дугою з прямим прокачуванням робочої рідини, від центра до периферії електрода, крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що на виході потоку робочої рідини з міжелектродного зазору перпендикулярно до нього подають додатковий потік за наявності конфузора, розташованого напроти електрода-заготовки, утворений кутом α, що дорівнює 6...7°, і...
Спосіб розмірної обробки стрижнів електричною дугою
Номер патенту: 44970
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23P 6/00
Мітки: дугою, стрижнів, спосіб, електричною, розмірної, обробки
Формула / Реферат:
1. Спосіб розмірної обробки стрижнів електричною дугою з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при однозонному способі комбінованого зворотного прокачування, який характеризується напрямком течії потоку на периферійній частині зазору до центру електрода-інструмента (зворотне прокачування), а в центральній частині зазору - від центру електрода-інструмента (пряме...
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович
МПК: B23H 7/00
Мітки: спосіб, порожнин, дугою, розмірної, отворів, електричною, обробки
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів
Номер патенту: 51049
Опубліковано: 15.11.2002
Автори: Боков Віктор Михайлович, Попова Маргарита Іванівна, Шмельов Віталій Миколайович
МПК: B23P 6/00
Мітки: спосіб, дугою, обробки, наскрізних, стрижнів, електричною, отворів, розмірної
Формула / Реферат:
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів з прокачуванням робочої рідини крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одним двоступінчастим електродом-інструментом послідовно в три етапи: на першому етапі (чорнова обробка нижнім ступенем: знімання основного за об'ємом припуску) силу технологічного струму підтримують на максимально можливому рівні (I =...
Попередній патент: Теплогенератор
Наступний патент: Динамічно настроюваний гіроскоп
Випадковий патент: Відмовостійкий блок акселерометрів