Металевий анод виділення кисню, який працює при високій густині струму, для електролізерів відновлення алюмінію
Формула / Реферат
1. Металевий анод виділення кисню для електрохімічного витягання алюмінію розкладанням глинозему, розчиненого у фторидвмісному розплавленому електроліті, який містить сплав, що складається по суті з нікелю, заліза, марганцю, необов'язково міді, і кремнію, що характеризується наступними складом і відносними частками, мас. %:
нікель (Ni)
62-68
залізо (Fe)
24-28
марганець (Mn)
6-10
мідь (Cu)
0-0,9
кремній (Si)
0,3-0,7,
і, можливо, інші слідові елементи в сумарній кількості до 0,5 мас. %, причому:
масове відношення Ni/Fe складає в діапазоні від 2,1 до 2,89, переважно від 2,3 до 2,6,
масове відношення Ni/(Ni+Сu) складає більше 0,98,
масове відношення Cu/Ni складає менше 0,01,
а масове відношення Mn/Ni складає від 0,09 до 0,15.
2. Анод за пунктом 1, причому сплав складається з, мас.%:
нікель (Ni)
64-66
залізо (Fe)
25-27
марганець (Mn)
7-9
мідь (Cu)
0-0,7
кремній (Si)
0,4-0,6.
3. Анод за пунктом 2, причому сплав складається з приблизно, мас. %:
нікель (Ni)
65
залізо (Fe)
26,5
марганець (Mn)
7,5
мідь (Cu)
0,5
кремній (Si)
0,5.
4. Анод за будь-яким попереднім пунктом, причому поверхня сплаву має оксидний шар, що містить твердий розчин оксидів нікелю і марганцю (Ni, Mn)Ox.
5. Анод за будь-яким попереднім пунктом, причому поверхня сплаву має оксидний шар, що містить ферит нікелю.
6. Анод за будь-яким попереднім пунктом, причому сплав, необов'язково із попередньо окисненою поверхнею, покритий зовнішнім покриттям, що містить оксид кобальту СоО.
7. Електролізер для електрохімічного витягання алюмінію, який містить щонайменше один анод, заявлений в будь-якому попередньому пункті, занурюваний у фторидвмісний розплавлений електроліт, що міститься в електролізері.
8. Електролізер за пунктом 7, причому розплавлений електроліт знаходиться при температурі 870-970 °C, зокрема 910-950 °C.
9. Спосіб отримання алюмінію в електролізері, заявленому в пункті 7 або 8, що включає в себе пропускання струму електролізу між анодом і катодом, завантаженими у фторидвмісний розплавлений електроліт, з виділенням кисню на поверхні анода і відновленням алюмінію на катоді.
10. Спосіб за пунктом 9, причому струм пропускають з анодною густиною струму щонайменше 1 А/см2, зокрема, щонайменше 1,1 або щонайменше 1,2 А/см2.
Текст
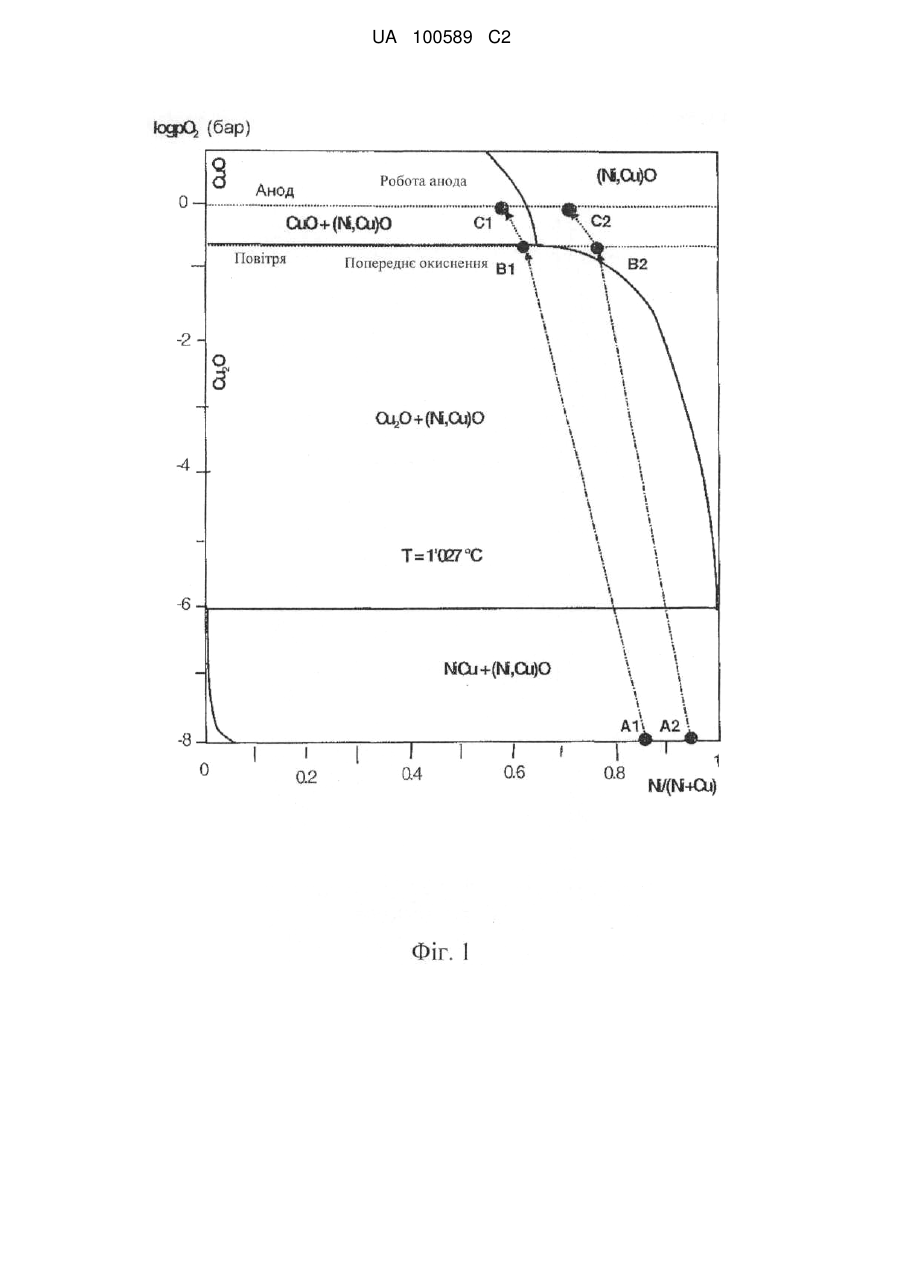
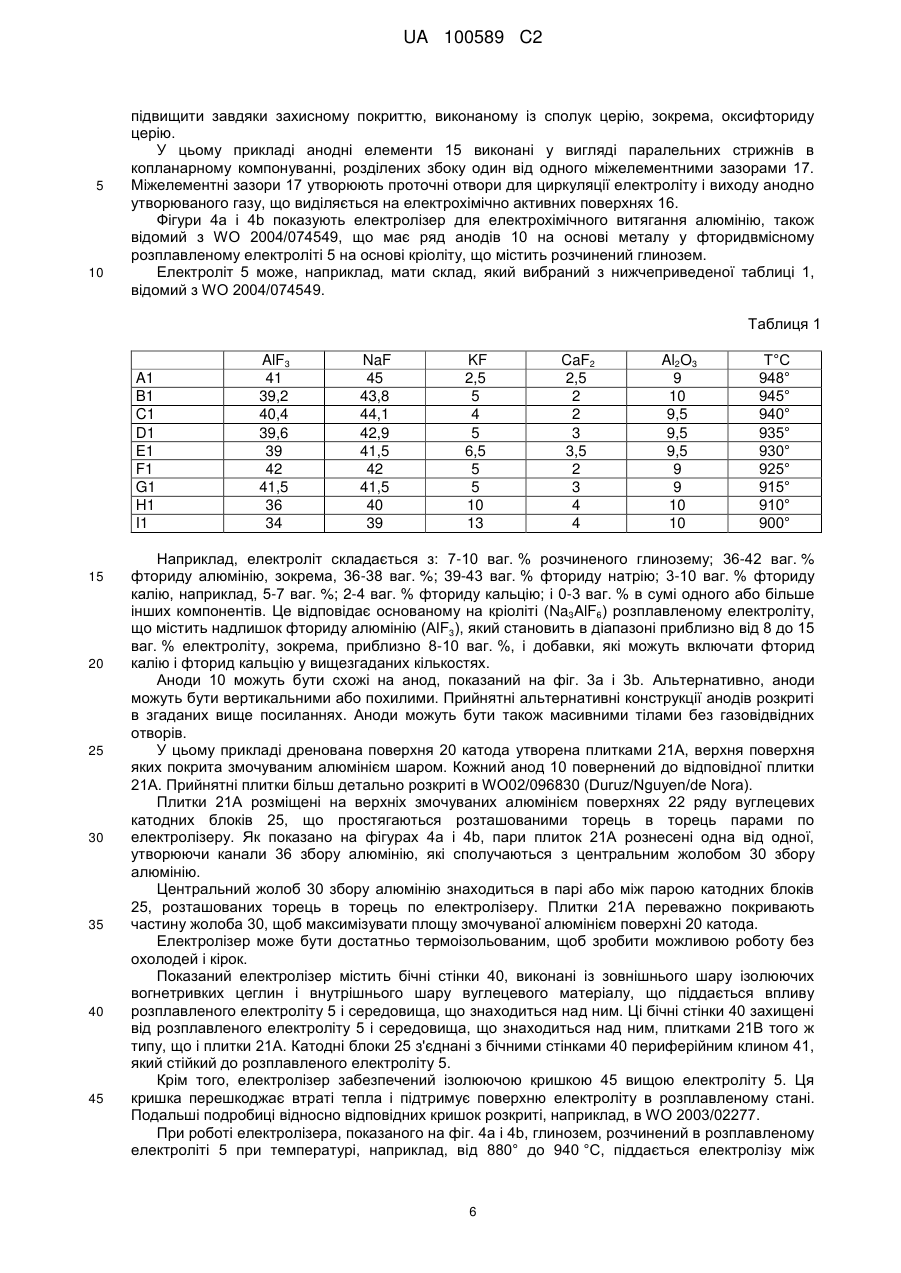
Реферат: Металевий анод виділення кисню для електрохімічного витягання алюмінію розкладанням глинозему, розчиненого в розплавленому електроліті на основі кріоліту, здатний працювати при 2 анодній густині струму від 1,1 до 1,3 А/см , містить сплав нікелю, заліза, марганцю, необов'язково міді, і кремнію. Переважно, сплав складається з 64-66 ваг. % Ni, 25-27 ваг. % Fe, 7-9 ваг. % Мn, 0-0,7 ваг. % Сu і 0,4-0,6 ваг. % Si. Вагове відношення Ni/Fe складає в діапазоні від 2,1 до 2,89, переважно від 2,3 до 2,6, вагове відношення Ni/(Ni + Сu) складає більше 0,98, вагове відношення Cu/Ni складає менше 0,01, а вагове відношення Mn/Ni складає від 0,09 до 0,15. Поверхня сплаву може містити ферит нікелю, отриманий попереднім окисненням сплаву. Сплав, необов'язково із попередньо окисненою поверхнею, може бути покритий зовнішнім покриттям, що містить оксид кобальту СоО. UA 100589 C2 (12) UA 100589 C2 UA 100589 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь винаходу Цей винахід належить до електрохімічного витягання алюмінію розкладанням глинозему, розчиненого в розплавленому фторидвмісному електроліті, з використанням металевих анодів виділення кисню. Передумови винаходу У процесі електрохімічного витягання алюмінію розкладанням глинозему, розчиненого в розплаві кріоліту, заміна вугільних анодів на аноди виділення кисню дозволяє подавити утворення приблизно 1,5 тонни CO2 на тонну металу. Однак, з термодинамічних міркувань аноди виділення кисню потенційно мають в порівнянні з вугільними анодами теоретичні перевищення потенціалу анода на 1,0 вольта. На практиці це теоретичне перевищення можна зменшити до приблизно 0,65 вольта завдяки низькому перенапруженню кисню на прийнятній активній поверхні анодів виділення кисню. Це перевищення на 0,65 вольта являє собою підвищення енергоспоживання на приблизно 15 % і повинне бути скомпенсоване за рахунок роботи з відстанню між анодом і катодом (міжполюсною відстанню, МПВ) менше 4 см, щоб зменшити напруження на електролізері. Однак, термодинамічні розрахунки показують, що при однакових напрузі на електролізері і струмі в ньому тепловий баланс електролізера, що використовує аноди виділення кисню, становить приблизно 60 % від теплового балансу електролізера, що використовує традиційні вугільні аноди. При зниженні МПВ тепловий баланс був би набагато менш сприятливим для анодів виділення кисню, оскільки теплова рівновага електролізерів більше б не дотримувалася. Беручи до уваги ці втрати енергії, можна було б передбачити роботу зі значним підвищенням струму в електролізері як одне рішення по досягненню прийнятних економічних і енергетичних умов при експлуатації електролізерів відновлення алюмінію з анодами виділення кисню. Для випадку переобладнання традиційних промислових електролізерів, які мають певні простори для катодів і для анодів, аноди виділення кисню повинні в такому випадку бути здатні 2 працювати при високій густині струму в діапазоні від 1,1 до 1,2 А/см , що відповідає підвищенню на 30-50 % від значень, що використовуються для вугільних анодів. Аноди виділення кисню, які використовуються в електролізерах відновлення алюмінію, можуть бути виконані з підкладок з керамічних, металокерамічних або металевих сплавів; і поверхня анодів може бути повністю або частково покрита активним шаром, що складається з однієї фази або суміші оксидів металів, що переважно має переважаючу електронну провідність. Як правило, ці активні металооксидні шари належать до класу напівпровідників, переважно напівпровідників р-типу, що полегшує перенесення електронів від електроліту до електрода з найменшим активаційний перенапруженням при анодній поляризації. Під час роботи при високій температурі (920-970 °C) склад активного оксидного шару анодів виділення кисню може бути змінений в результаті: - хімічних взаємодій одного або декількох компонентів, які дифундували з об'єму підкладки до поверхонь; - селективного розчинення одного або декількох компонентів оксидного шару в розплаві кріоліту; і/або - подальших окиснювальних взаємодій одного або декількох компонентів з виникаючим або молекулярним киснем, що утворився на поверхнях анодів. Зміна складу або/і співвідношень між різними компонентами оксидного шару в поєднанні з підвищенням активності кисню, що відбувається при високій густині струму, можуть привести до зміни напівпровідникового характеру цього активного металооксидного шару. Локальне перетворення р-напівпровідникових фаз в n-напівпровідникові фази може, таким чином, підвищити активаційне перенапруження анода або, в гіршому випадку, може викликати нестабільний режим через напівпровідникові діоди, що утворюються напівпровідниковими n-pпереходами. Така зміна напівпровідникового характеру активного оксидного шару може бути перешкодою, що заважає роботі анодів виділення кисню при густині струму вище певного критичного значення. До цього часу всі спроби створити металеві аноди виділення кисню, які були б здатні витримувати роботу при високій густині струму, не мали успіху. Публікації рівня техніки WO 2000/006803 (Duruz J.J., De Nora V. і Crottaz О.) описує аноди виділення кисню, виконані із залізо-нікелевих сплавів з переважним діапазоном складу 60-70 ваг. % Fe, 30-40 ваг. % Ni і/або Co; необов'язково може додаватися 15 ваг. % Cr і до 5 ваг. % Ti, Cu, Mo і інших елементів. Активний шар утворений з результуючої суміші оксидів, отриманої термічною обробкою анодного сплаву при високій температурі в окиснювальній атмосфері. 1 UA 100589 C2 5 10 15 20 25 30 35 40 45 50 55 60 WO 2003/078695 (Nguyen T.T. і De Nora V.) описує аноди виділення кисню, виконані зі сплавів нікель-залізо-мідь-алюміній з переважним діапазоном складу 35-50 ваг. % Ni, 35-55 ваг. % Fe, 6-10 ваг. % Cu, 3-4 ваг. % Al. Переважне вагове відношення Ni/Fe складає в діапазоні 0,7-1,2. Необов'язково можна додати 0,2-0,6 ваг. % Mn. Активний шар утворений з результуючої суміші оксидів, отриманої термічною обробкою анодного сплаву при високій температурі в окиснювальній атмосфері. WO 2004/074549 (De Nora, Nguyen T.T. і Duruz J.J.) описує аноди виділення кисню, виконані з серцевини з металевого сплаву, оточеної зовнішнім шаром або покриттям. Внутрішня серцевина з металевого сплаву може переважно містити 55-60 ваг. % Ni або Co, 30-35 ваг. % Fe, 5-9 ваг. % Cu, 2-3 ваг. % Al, 0-1 ваг. % Nb і 0-1 ваг. % Hf. Зовнішній металевий шар або покриття може переважно містити 50-95 ваг. % Fe, 5-20 ваг. % Ni або Co і 0-1,5 ваг. % інших елементів. Активний шар утворений з результуючої суміші оксидів, отриманої термічною обробкою анодного сплаву при високій температурі в окиснювальній атмосфері. WO 2005/090643 і 2005/090641 (De Nora V. і Nguyen T.T.) описують аноди виділення кисню, що мають активне покриття з CoO на металевій підкладці. Склад і умови термообробки кобальтового попередника в зовнішньому покритті визначені так, щоб інгібувати утворення небажаної фази Co3O4. WO 2005/090642 (Nguyen T.T. і De Nora V.) описує аноди виділення кисню з багатою кобальтом зовнішньою поверхнею на підкладці, виконаній з щонайменше одного металу, вибраного з хрому, кобальту, гафнію, заліза, нікелю, міді, платини, кремнію, вольфраму, молібдену, танталу, ніобію, титану, вольфраму, ванадію, ітрію і цирконію. У одному прикладі склад наступний: 65-85 ваг. % нікелю, 5-25 ваг. % заліза, 1-20 ваг. % міді і 0-10 ваг. % інших компонентів. Наприклад, сплав підкладки містить приблизно: 75 ваг. % нікелю, 15 % заліза і 10 ваг. % міді. WO 2004/018082 (Meisner D., Srivastava А., Musat J., Cheetham J. K. і Bengali А.) описує композитні аноди виділення кисню, що складаються з відлитої нікельферитної металокераміки на металевій підкладці. Металокерамічна оболонка складається з 75-95 ваг. % NiFe2O4, змішаного з 5-25 ваг. % Cu або порошкових сплавів Cu-Ag. Підкладка на металевій основі виконана з Ni, Ag, Cu, сплавів Cu-Ag або Cu-Ni-Ag. US 4871438 (Marschman S.C. і Davis N.C.) описує металокерамічні аноди виділення кисню, отримані реакцією сплавлення сумішей оксидів Ni і Fe і NiO з 20 ваг. % порошків металевих Ni+Cu. WO 2004/082355 (Laurent V. і Gabriel А.) описує аноди виділення кисню, виконані з металокерамічної фази, відповідної формулі NiO-NiFe2О4-M, де M - це металева фаза порошків Cu+Ni, що містять 3-30 % Ni. Металева фаза M складає більше 20 ваг. % металокерамічного матеріалу. Короткий опис креслень Рівень техніки, який лежить в основі винаходу, і винахід описуються далі на прикладах із зверненням до прикладених креслень, на яких: Фіг. 1 є фазовою діаграмою Ni-Cu-O2, основаною на діаграмі згідно з Phase Equibria DiagramVol. XII (1996), р. 27-Fig. 9827, edited by The American Ceramic Society, Columbus, Ohio, USA; а Фіг. 2 є фазовою діаграмою Ni-Mn-O2, основаною на діаграмі згідно з R.S. Roth: Phase Equibria Diagram-Vol. XII (1995), р. 11-Fig. 9127, edited by The American Ceramic Society, Columbus, Ohio, USA; Фіг. 3a і 3b схематично показують відповідно вигляд збоку і вигляд зверху анода для застосування в електролізері згідно з винаходом; і Фіг. 4a і 4b показують відповідно схематичний вигляд в розрізі і вигляд зверху електролізера для виробництва алюмінію з фторидвмісним електролітом і металевим анодом виділення кисню згідно з винаходом. Обговорення рівня техніки, який лежить в основі винаходу Активний оксидний шар на багатих залізом (Fe) сплавах із вмістом нікелю менше 50 ваг. % (WO 2000/006803 і 2003/078695) містить переважаючим чином фазу гематиту Fe 2O3, який є пористим і не може служити перешкодою (бар'єром) окисненню через наявність субоксидів 2(FeO, Fe3O4), які можуть полегшувати міграцію іонів O . При високих робочих температурах ці багаті Fe анодні сплави можуть бути повністю окиснені за відносно короткий термін. Також ці аноди виділення кисню, виконані з багатих Fe сплавів, можуть піддаватися сильній дії фторидних сполук в розплаві кріоліту, що може привести до серйозних пошкоджень структури через вибіркову корозію Fe. Поліпшення стійкості до окиснення можна добитися, використовуючи сплави з вищим вмістом нікелю (WO 2004/074549) з багатою Fe зовнішньою частиною або покриттям. Знову ж, 2 UA 100589 C2 5 10 15 20 25 30 35 40 45 50 55 60 зовнішній шар гематиту Fe2O3 не може бути ефективним бар'єром від фторування, що обмежує вмісти Ni і Fe в сплавах анодної підкладки відповідно до 55-60 ваг. % і 30-35 ваг. %, причому інше компенсується Cu в діапазоні 5-9 ваг. %. Однак високий вміст Cu в сплаві або, більш точно, високе відношення Cu/Ni, може привести до нестабільної роботи при високій густині струму (дивись нижче). Щоб поліпшити опір фторуванню анодів виділення кисню, які працюють в електролізерах відновлення алюмінію, можна використати зовнішнє покриття з CoO (WO 2005/090641, 2005/090642 і 2005/090643). Перешкоджаючий окисненню нижчий ферит нікелю може бути отриманий шляхом окиснення in-situ сплаву анодної підкладки, який містить 65-85 ваг. % Ni, 525 ваг. % Fe, 1-20 ваг. % Cu, 0-10 ваг. % (Si+Al+Mn). Оксиди кобальту характеризуються існуванням двох оборотних форм: р-напівпровідникова форма CoO є переважаючою при температурі вищій 900 °C і/або при низькому тиску кисню; при нижчій температурі і/або при високому тиску кисню переважаючою є n-напівпровідникова форма Co3O4. Для отримання бажаної р-напівпровідникової форми CoO можуть бути використані особливий склад і умови попереднього окиснення Со-го попередника зовнішнього шару. Однак при високій активності 2 кисню, яка виникає при високій густині струму (>1,0 А/см ), не можна уникнути часткового перетворення CoO в n-напівпровідникову форму Co3O4. З іншого боку, накопичення оксидів міді (Cu) в результаті її дифузії назовні також може привести до утворення n-напівпровідникової фази Co3O4 відповідно до реакції: 3 CoO+2 CuO=Co3O4+Cu2O. Наявність суміші CoO і Co3O4 може привести до утворення напівпровідникових n-pпереходів, що веде до нестабільного режиму через потенційний бар'єр напівпровідникових діодів (ефект Шотки). Змішані оксиди Ni і Fe, які добре відомі під позначенням ферит нікелю NiFe3O4, є однією з найбільш стабільних керамічних фаз в розплаві кріоліту. Ферит нікелю може застосовуватися як покриття, утворене на відповідних металевих сплавах анодних підкладок (WO 2005/090642), або як металокерамічна матриця в формі відлитої оболонки (WO 2004/018082), або як масивні тіла (WO 2004/082355 і US 4871438). Взагалі кажучи, металеві сплави, що використовуються як попередник покриття з фериту нікелю, або металокерамічні матеріали завжди містять певну кількість Cu або/і сплавів Cu (аж до приблизно 25 ваг. % Cu). Утворення твердого розчину (Ni, Cu)О інгібує пасивацію анода через утворення NiF2 або/і NiO; твердий розчин (Ni, Cu)О може також діяти як зв'язуюче, поліпшуючи ущільнення нікельферитної матриці. Однак збагачення міддю через її дифузію назовні в поєднанні з підвищенням активності кисню, що виникає при високій густині струму, може привести до утворення фази CuO в результаті сегрегації твердого розчину (Ni, Cu)О, як показано на фігурі 1. Фазова діаграма Ni-Cu-O: Фазова діаграма потрійної системи нікель, мідь і кисень, проілюстрована на фіг. 1, показує існування різних фаз в залежності від атомного відношення (Ni/Ni+Cu) в сплаві і при різних тисках кисню. Виходячи з багатого міддю (Cu) анодного сплаву A1 зі складом 65 ваг. % Ni-10 ваг. % Cu-25 ваг. % Fe, попереднє окиснення на повітрі (0,2 бар pО 2-log pO2 = -0,7) приведе до зовнішнього оксидного шару, що складається з твердого розчину (Ni, Cu)О і надлишку Cu2O (точка B1), обидва є р-напівпровідниками. Через дифузію Cu назовні склад оксиду багатший по Cu, ніж склад базового сплаву. 2 Коли анод працює при високій густині струму (>1,0 А/см ), активність кисню, адсорбованого в активній оксидній структурі, може піднятися до 1 бара (log pO2=0), і через вибіркову дифузію Cu склад оксиду буде зсуватися ліворуч (точка C1). Точка C1 розташована в зоні, де твердий розчин (Ni, Cu)О частково розпався з утворенням CuO, який є n-напівпровідником. Тоді активний оксидний шар буде складатися з матриці р-напівпровідника і локальних зон nнапівпровідника CuO. Такі напівпровідникові n-p-переходи будуть утворювати діоди, які ведуть до нестабільного режиму напруження на електролізері через потенційний бар'єр руху заряду. Виходячи з бідного міддю (Cu) анодного сплаву A2 (наприклад, 65 ваг. % Ni-2 ваг. % Cu-33 ваг. % Fe), попереднє окиснення на повітрі (0,2 бар pО 2-log pO2 = -0,7) приведе до зовнішнього оксидного шару, що складається з твердого розчину (Ni, Cu)О (точка B2), який є рнапівпровідником. Через дифузію Cu назовні склад оксиду багатший по Cu, ніж склад базового сплаву. 2 Коли анод працює при високій густині струму (>1,0 А/см ), активність кисню, адсорбованого в активній оксидній структурі, може піднятися до 1 бара (log pO2=0), і через вибіркову дифузію Cu склад оксиду буде зсуватися ліворуч (точка C2). Ця точка C2 розташована в стабільній зоні твердого розчину (Ni, Cu)О, р-напівпровідниковий характер активного оксидного шару буде 3 UA 100589 C2 5 10 15 20 25 30 35 40 45 50 зберігатися, і тоді не буде ніяких коливань напруги на електролізері при високій густині струму. Однак проста заміна Cu на Fe привела б до вибіркового окиснення/корозії Fe, що знижує термін служби анода. Фазова діаграма Ni-Mn-O: Фазова діаграма потрійної системи нікель, марганець і кисень, проілюстрована на фіг. 2, показує існування різних фаз в залежності від атомного відношення (Ni/Ni+Mn) в сплаві і при різному тиску кисню. Виходячи з анодного сплаву M зі складом 65 ваг. % Ni-8 ваг. % Mn-27 ваг. % Fe, попереднє окиснення на повітрі (0,2 бар pО2-log pO2 = -0,7) приведе до зовнішнього оксидного шару, що складається з шпінельної фази (структура NiO з включеннями атомів Mn) і твердого розчину NixMn1-xO (точка О), обидва є р-напівпровідниками. Склад оксиду може бути багатший по Mn, ніж склад базового сплаву, через вибіркову дифузію Mn. 2 Коли анод працює при високій густині струму (>1,0 А/см ), активність кисню, адсорбованого в активній оксидній структурі, може піднятися до 1 бара (log pO2=0), і через вибіркову дифузію Mn склад оксиду буде зсуватися ліворуч (точка А). Зона шпінельної фази і твердого розчину NixMn1-xO є стабільною в широкому діапазоні відношення (Ni/Ni+Mn); отже, р-напівпровідниковий характер активного оксидного шару буде зберігатися, і тому напруга на електролізері буде зберігатися стабільною в режимі високої густини струму. Враховуючи можливу зміну напівпровідникового характеру активного оксидного шару при умовах роботи анода, фазові діаграми ясно показують переваги сплавів Ni-Mn-Fe (і мало Cu) в порівнянні зі сплавами Ni-Cu-Fe. Повна або часткова заміна Cu в сплаві на Mn повинна дозволити зберегти вміст Ni і Fe на оптимальних рівнях, уникаючи пасивації Ni (дуже високий вміст Ni) і/або вибіркового окиснення/корозії Fe (дуже високий вміст Fe). Суть винаходу Задача даного винаходу полягає в тому, щоб запропонувати по суті інертний металевий анод виділення кисню, який має активний металооксидний шар, що не містить напівпровідникових n-p-переходів, і здатний працювати при високій активності кисню, яка 2 виникає при високій густині струму, наприклад, в інтервалі від 1,1 до 1,3 А/см . Анод згідно з винаходом виконаний з сплавів, що містять головним чином нікель-залізомарганець-мідь. Згідно з винаходом запропонований металевий анод виділення кисню для електрохімічного витягання алюмінію розкладанням глинозему, розчиненого в розплавленому електроліті на основі кріоліту, що містить сплав, який складається по суті з нікелю, заліза, марганцю, необов'язково міді, і кремнію, що характеризується наступними складом і відносними частками: 62-68 нікель (Ni) ваг. % 24-28 залізо (Fe) ваг. % 6-10 марганець (Mn) ваг. % 0-0,9 мідь (Cu) ваг. % 0,3-0,7 кремній (Si) ваг. % і, можливо, інші слідові елементи, такі як вуглець, в сумарній кількості аж до 0,5 ваг. %, переважно не більш ніж 0,2 ваг. % або навіть 0,1 ваг. %, причому вагове відношення Ni/Fe складає в діапазоні від 2,1 до 2,89, переважно від 2,3 до 2,6, вагове відношення Ni/(Ni+Cu) складає більше за 0,98, вагове відношення Cu/Ni складає менше за 0,01, а вагове відношення Mn/Ni складає від 0,09 до 0,15. Коли присутня мідь, вона переважно знаходиться в кількості щонайменше 0,1 ваг. %, можливо щонайменше 1 ваг. % або 2 ваг. % або 3 ваг. %, і її верхня межа становить 0,9 ваг. % або переважна 0,7 ваг. %. Оптимальна кількість міді становить приблизно 0,5 ваг. %. Переважно, сплав складається з 64-66 ваг. % Ni, 25-27 ваг. % Fe, 7-9 ваг. % Mn, 0-0,7 ваг. % Cu і 0,4-0,6 ваг. % Si. Найбільш переважним складом є приблизно 65 ваг. % Ni, 26,5 ваг. % Fe, 7,5 ваг. % Mn, 0,5 ваг. % Cu і 0,5 ваг. % Si. Поверхня сплаву може мати оксидний шар, що містить твердий розчин оксидів нікелю і марганцю (Ni, Mn)Ox і/або фериту нікелю, отриманий попереднім окисненням сплаву. Сплав, 4 UA 100589 C2 5 10 15 20 25 30 35 40 45 50 55 60 необов'язково із заздалегідь окисненою поверхнею, переважно може бути покритий зовнішнім покриттям, що містить оксид кобальту CoO. Винахід також передбачає електролізер для електрохімічного витягання алюмінію, що містить щонайменше один анод, як визначено вище, що занурюється у фторидвмісний розплавлений електроліт, який типово знаходиться при температурі 870-970 °C, зокрема,910950 °C. Іншим об'єктом винаходу є спосіб отримання алюмінію в такому електролізері, що включає в себе пропускання струму електролізу між анодом і катодом, зануреним у фторидвмісний розплавлений електроліт, з виділенням кисню на поверхні анода і відновленням алюмінію на катоді. У цьому способі струм може пропускатися з анодною густиною струму щонайменше 1 2 2 А/см , зокрема, щонайменше 1,1 або щонайменше 1,2 А/см . Докладний опис Часткова або повна або майже повна заміна міді в звичайних сплавах на марганець повинна привести до наступних переваг, які можуть бути виведені з фіг. 2: Mn повинен інгібувати пасивацію анода через NiF2 і/або NiO завдяки утворенню твердого розчину (Ni, Mn)О або шпінелевої фази. Твердий розчин (Ni, Mn)О або шпінель, які є р-напівпровідником, що є стабільними при високій активності кисню, не повинні в такому випадку вести до якої-небудь сегрегації з утворенням фази n-напівпровідника при високій густині струму. Діапазони складу і співвідношення в анодному сплаві за винаходом визначаються згідно з наступними критеріями: Масове відношення (Ni/Fe) повинне бути вищим 2,10, щоб сприяти утворенню змішаних оксидів типу фериту нікелю. Це масове відношення повинне бути нижчим 2,89, щоб інгібувати пасивацію анода через утворення NiF2 або/і NiO. Переважне масове відношення (Ni/Fe) становить приблизно 2,45. Вміст Cu задається відношенням (Ni/(Ni+Cu)) вищим 0,98, або масовим відношенням (Cu/Ni) нижчим 0,01, щоб подавити утворення CuO в результаті сегрегації твердого розчину (Ni, Cu)О при високій активності кисню (дивись фіг. 1). Масове відношення (Mn/Ni) повинне бути вищим 0,09 і нижчим 0,15, щоб зберегти стійкість до окиснення сплавів на основі Ni. Абсолютний вміст Ni повинен знаходитися в діапазоні від 62 до 68 ваг. %. Діапазон складу анодних сплавів повинен бути наступним: 62-68 ваг. % Ni, 24-28 ваг. % Fe, 6-10 ваг. % Mn, 0,01-0,9 ваг. % Cu, 0,3-0,7 ваг. % Si. Переважним складом сплаву є наступний: приблизно 65 ваг. % Ni, 26,5 ваг. % Fe, 7,5 ваг. % Mn, 0,5 ваг. % Cu, 0,5 ваг. % Si. Пряма обробка попереднім окисненням структури анода при 930-980 °C в окиснювальній атмосфері повинна вести до утворення активного змішаного оксидного шару типу фериту нікелю. Анод може використовуватися також із зовнішнім покриттям з оксиду Co без яких-небудь небажаних дифузійно-хімічних взаємодій компонентів сплаву. Фігури 3a і 3b схематично показують анод 10, конструкція якого відома з WO 2004/074549 і який може використовуватися в електролізері для електрохімічного витягання алюмінію згідно з винаходом. У цьому прикладі анод 10 містить ряд подовжених прямих анодних елементів 15, з'єднаних з литою або профільованою опорою 14 для з'єднання з позитивною струмопровідною шиною. Лита або профільована опора 14 містить нижню, лапу, що горизонтально простягається 14a для електричного і механічного з'єднання анодних елементів 15, штангу 14b для з'єднання анода 10 з позитивною струмопровідною шиною і пару бічних підсилювальних фланців 14c між лапою 14a і штангою 14b. Анодні елементи 15 можуть бути закріплені за допомогою тугої посадки або приварювання до лапи 14a на площинах 15c анодних елементів 15. Як альтернатива, з'єднання між анодними елементами 15 і відповідними приймальними щілинами в лапі 14a може бути виконане в формі, наприклад, з'єднання типу "ластівчин хвіст", щоб дозволити тільки подовжні переміщення анодних елементів. Анодні елементи 15 мають, наприклад, нижню частину 15a, яка має по суті прямокутний переріз з постійною шириною по всій своїй висоті і яка закінчується зверху конічною верхньою частиною 15b із в цілому трикутним перерізом. Кожний анодний елемент 15 має плоску нижню оксидну поверхню 16, що є електрохімічно активною для анодного виділення кисню під час роботи електролізера. Згідно з цим винаходом анодні елементи 15, зокрема, їх нижні частини 15a, виконані зі сплаву нікелю, заліза, марганцю, міді і кремнію, як описано тут. Термін служби анода можна 5 UA 100589 C2 5 10 підвищити завдяки захисному покриттю, виконаному із сполук церію, зокрема, оксифториду церію. У цьому прикладі анодні елементи 15 виконані у вигляді паралельних стрижнів в копланарному компонуванні, розділених збоку один від одного міжелементними зазорами 17. Міжелементні зазори 17 утворюють проточні отвори для циркуляції електроліту і виходу анодно утворюваного газу, що виділяється на електрохімічно активних поверхнях 16. Фігури 4a і 4b показують електролізер для електрохімічного витягання алюмінію, також відомий з WO 2004/074549, що має ряд анодів 10 на основі металу у фторидвмісному розплавленому електроліті 5 на основі кріоліту, що містить розчинений глинозем. Електроліт 5 може, наприклад, мати склад, який вибраний з нижчеприведеної таблиці 1, відомий з WO 2004/074549. Таблиця 1 A1 B1 C1 D1 E1 F1 G1 H1 I1 15 20 25 30 35 40 45 AlF3 41 39,2 40,4 39,6 39 42 41,5 36 34 NaF 45 43,8 44,1 42,9 41,5 42 41,5 40 39 KF 2,5 5 4 5 6,5 5 5 10 13 CaF2 2,5 2 2 3 3,5 2 3 4 4 Al2O3 9 10 9,5 9,5 9,5 9 9 10 10 T°C 948° 945° 940° 935° 930° 925° 915° 910° 900° Наприклад, електроліт складається з: 7-10 ваг. % розчиненого глинозему; 36-42 ваг. % фториду алюмінію, зокрема, 36-38 ваг. %; 39-43 ваг. % фториду натрію; 3-10 ваг. % фториду калію, наприклад, 5-7 ваг. %; 2-4 ваг. % фториду кальцію; і 0-3 ваг. % в сумі одного або більше інших компонентів. Це відповідає основаному на кріоліті (Na3AlF6) розплавленому електроліту, що містить надлишок фториду алюмінію (AlF3), який становить в діапазоні приблизно від 8 до 15 ваг. % електроліту, зокрема, приблизно 8-10 ваг. %, і добавки, які можуть включати фторид калію і фторид кальцію у вищезгаданих кількостях. Аноди 10 можуть бути схожі на анод, показаний на фіг. 3a і 3b. Альтернативно, аноди можуть бути вертикальними або похилими. Прийнятні альтернативні конструкції анодів розкриті в згаданих вище посиланнях. Аноди можуть бути також масивними тілами без газовідвідних отворів. У цьому прикладі дренована поверхня 20 катода утворена плитками 21A, верхня поверхня яких покрита змочуваним алюмінієм шаром. Кожний анод 10 повернений до відповідної плитки 21A. Прийнятні плитки більш детально розкриті в WO02/096830 (Duruz/Nguyen/de Nora). Плитки 21A розміщені на верхніх змочуваних алюмінієм поверхнях 22 ряду вуглецевих катодних блоків 25, що простягаються розташованими торець в торець парами по електролізеру. Як показано на фігурах 4a і 4b, пари плиток 21A рознесені одна від одної, утворюючи канали 36 збору алюмінію, які сполучаються з центральним жолобом 30 збору алюмінію. Центральний жолоб 30 збору алюмінію знаходиться в парі або між парою катодних блоків 25, розташованих торець в торець по електролізеру. Плитки 21A переважно покривають частину жолоба 30, щоб максимізувати площу змочуваної алюмінієм поверхні 20 катода. Електролізер може бути достатньо термоізольованим, щоб зробити можливою роботу без охолодей і кірок. Показаний електролізер містить бічні стінки 40, виконані із зовнішнього шару ізолюючих вогнетривких цеглин і внутрішнього шару вуглецевого матеріалу, що піддається впливу розплавленого електроліту 5 і середовища, що знаходиться над ним. Ці бічні стінки 40 захищені від розплавленого електроліту 5 і середовища, що знаходиться над ним, плитками 21B того ж типу, що і плитки 21A. Катодні блоки 25 з'єднані з бічними стінками 40 периферійним клином 41, який стійкий до розплавленого електроліту 5. Крім того, електролізер забезпечений ізолюючою кришкою 45 вищою електроліту 5. Ця кришка перешкоджає втраті тепла і підтримує поверхню електроліту в розплавленому стані. Подальші подробиці відносно відповідних кришок розкриті, наприклад, в WO 2003/02277. При роботі електролізера, показаного на фіг. 4a і 4b, глинозем, розчинений в розплавленому електроліті 5 при температурі, наприклад, від 880° до 940 °C, піддається електролізу між 6 UA 100589 C2 5 10 15 20 25 30 35 40 45 50 анодами 10 і поверхнею 20 катода, даючи газоподібний кисень на робочих поверхнях 16 анодів і розплавлений алюміній на змочуваних алюмінієм дренованих катодних плитках 21A. Розплавлений алюміній, що утворився на катоді, тече по дренованій поверхні 20 катода в канали 36 збору алюмінію і потім в центральний жолоб 30 збору алюмінію для подальшого випуску. Винахід буде далі описаний на наступних прикладах, а також з посиланням на порівняльний приклад. Приклад 1: Металевий сплав зі складом 65,0±0,5 ваг. % нікелю, 7,5±0,5 ваг. % марганцю, 0,5±0,1 ваг. % міді, 0,5±0,1 ваг. % кремнію,
ДивитисяДодаткова інформація
Назва патенту англійськоюMetalic oxygen evolving anode operating at high current density for aluminium reduction cells
Автори англійськоюNguyen, Thinh Trong
Назва патенту російськоюМеталлический анод выделения кислорода, который работае при высокой плотности тока, для электролизеров восстановления алюминия
Автори російськоюНгуйен Тхинь Тронг
МПК / Мітки
МПК: C25C 3/12
Мітки: високий, металевій, алюмінію, кисню, густини, електролізерів, анод, відновлення, працює, струму, виділення
Код посилання
<a href="https://ua.patents.su/15-100589-metalevijj-anod-vidilennya-kisnyu-yakijj-pracyueh-pri-visokijj-gustini-strumu-dlya-elektrolizeriv-vidnovlennya-alyuminiyu.html" target="_blank" rel="follow" title="База патентів України">Металевий анод виділення кисню, який працює при високій густині струму, для електролізерів відновлення алюмінію</a>
Спосіб одержання каталізатора реакції виділення кисню
Номер патенту: 68287
Опубліковано: 15.07.2004
Автори: Болдирєв Євген Іванович, Іванова Наталія Дмитрівна, Стадник Ольга Олександрівна
МПК: B01J 23/75, C25B 11/00, B01J 27/06
Мітки: виділення, кисню, каталізатора, одержання, спосіб, реакції
Формула / Реферат:
Спосіб одержання каталізатора реакції виділення кисню шляхом синтезу оксидної сполуки кобальту, який відрізняється тим, що каталізатор одержують електролізом водного розчину, внаслідок чого каталізатор містить ОН- -групу, електроліз проводять з розчину, що містить, г/л: сульфат кобальту CoSO4.7H2O 10-30 фторид амонію NH4F 20-50 вода H2O ...
Спосіб з’єднання струмопроводів електролізерів для одержання алюмінію
Номер патенту: 13745
Опубліковано: 25.04.1997
Автори: Кнігель Владімір Августовіч,, Сидякін Вячеслав Федорович
МПК: C25C 3/16
Мітки: алюмінію, електролізерів, струмопроводів, з'єднання, одержання, спосіб
Текст:
...для 35 "стояк-анодная ошиновка" часть технологиполучения алюминия, находящихся под поческого тока (I) электролиза будет протекать тенциалом во внешнем магнитном поле, по соединению, как показано на фиг.Ба. На сваркой плавлением переменным током поэтой же фигуре показано направление веквышенной частоты и созданием дополниторов Вх. By и Bz составляющих ОВМП, прительного магнитного поля в зоне сварки, 40 чем составляющая Вх направлена...
Пристрій струмопідводу і спосіб живлення електролізерів для отримання алюмінію
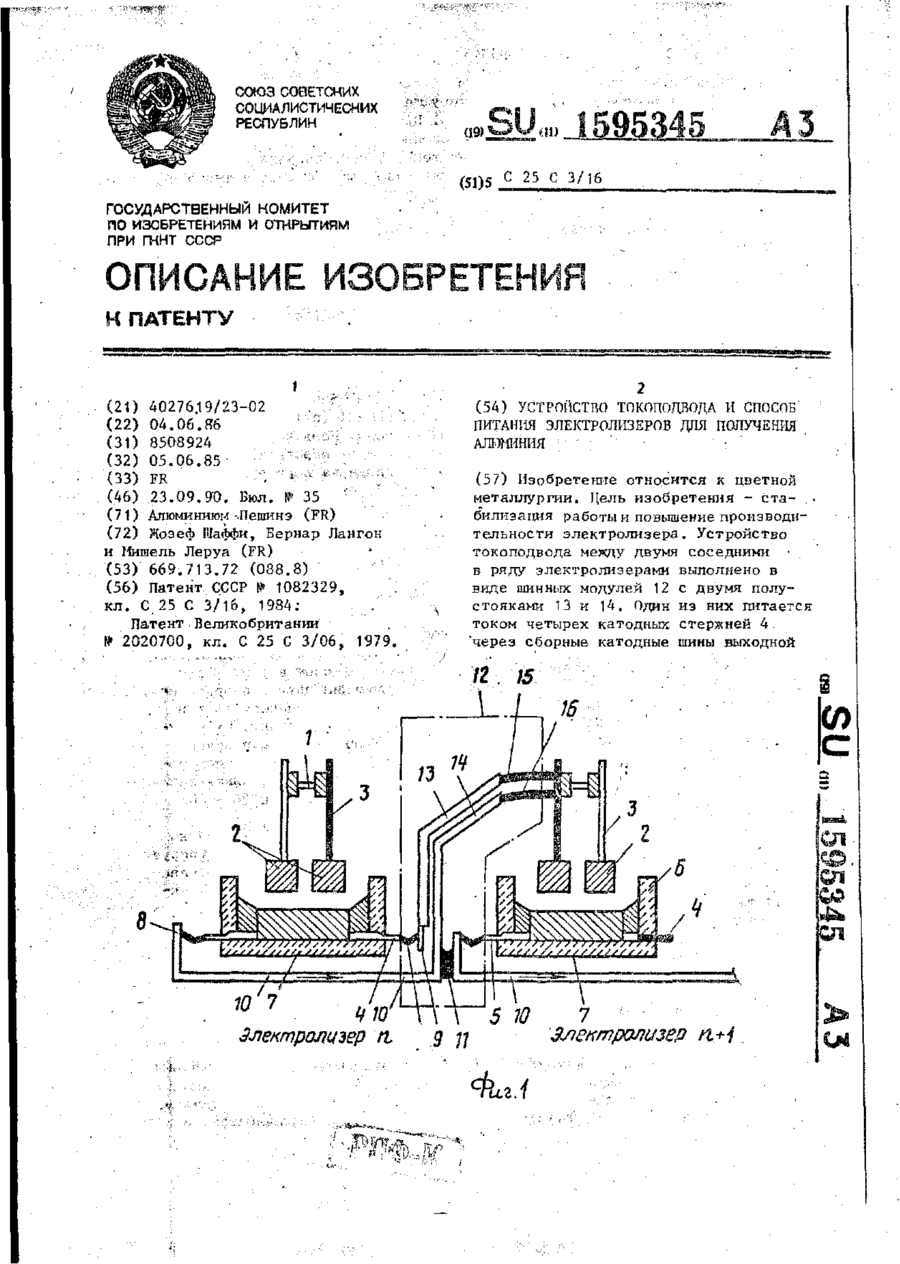
Номер патенту: 4751
Опубліковано: 28.12.1994
Автори: Бернар Лангон, Жозеф Шаффі, Мішель Леруа
МПК: C25C 3/16
Мітки: струмопідводу, пристрій, отримання, спосіб, алюмінію, живлення, електролізерів
Формула / Реферат:
1.Устройство токоподвода к электролизерам для получения алюминия с двухрядным поперечным расположением их в ряду, содержащее анодную ошиновку, соединенную с анодами посредством анодных штырей, катодную ошиновку из катодных стержней с гибкими пакетами, выступающими по обе стороны катодного кожуха электролизера с днищем, сборные катодные шины на входной и выходной сторонах катодного кожуха электролизера, соединительные шины, шунтирующий...
Пристрій для з’єднання блюмсів електролізерів для виробництва алюмінію з катодними спусками
Номер патенту: 13355
Опубліковано: 28.02.1997
Автори: Барсов Алєксєй Лук'яновіч, Кнігель Владімір Павловіч, Скалубо Гєнадій Лєвковіч
МПК: C25C 3/16
Мітки: блюмсів, з'єднання, спусками, алюмінію, електролізерів, катодними, пристрій, виробництва
Формула / Реферат:
(57) 1. Устройство для соединения блюмсов электролизеров для производства алюминия с катодными спусками, включающее пакет лент, переходный элемент, блюмс, сваренные между собой, отличающееся тем, что переходный элемент выполнен в виде набора пластин, сечение каждой из которых не превышает 5000 кв.мм, а пластины приварены к блюмсу и пакету лент встык. 2. Устройство по п.1. отличающееся тем, что отношение сечения пакета лент к сечению...
Фотокатод, який працює в ультрафіолетовій області спектра

Номер патенту: 70146
Опубліковано: 15.09.2004
Автори: Ткаченко Володимир Григорович, Кондрашев Олександр Іванович
МПК: H01J 40/00
Мітки: області, працює, фотокатод, спектра, ультрафіолетовій
Формула / Реферат:
Фотокатод, який працює в ультрафіолетовій області спектра і виготовлений масивним на основі сплаву алюмінію з барієм, який відрізняється тим, що сплав додатково містить літій при такому співвідношенні компонентів, мас. %: барій 1,95-1,99 літій 0,61-3,01 алюміній решта.
Попередній патент: Інфрачервоний електрообігрівальний елемент
Наступний патент: Кришка, виконана з можливістю повторного закриття контейнера, зокрема паперового стаканчика
Випадковий патент: Пластика m.cremaster при хірургічному лікуванні варікоцелє у дітей