Спосіб з’єднання струмопроводів електролізерів для одержання алюмінію
Номер патенту: 13745
Опубліковано: 25.04.1997
Автори: Сидякін Вячеслав Федорович, Кнігель Владімір Августовіч,
Текст
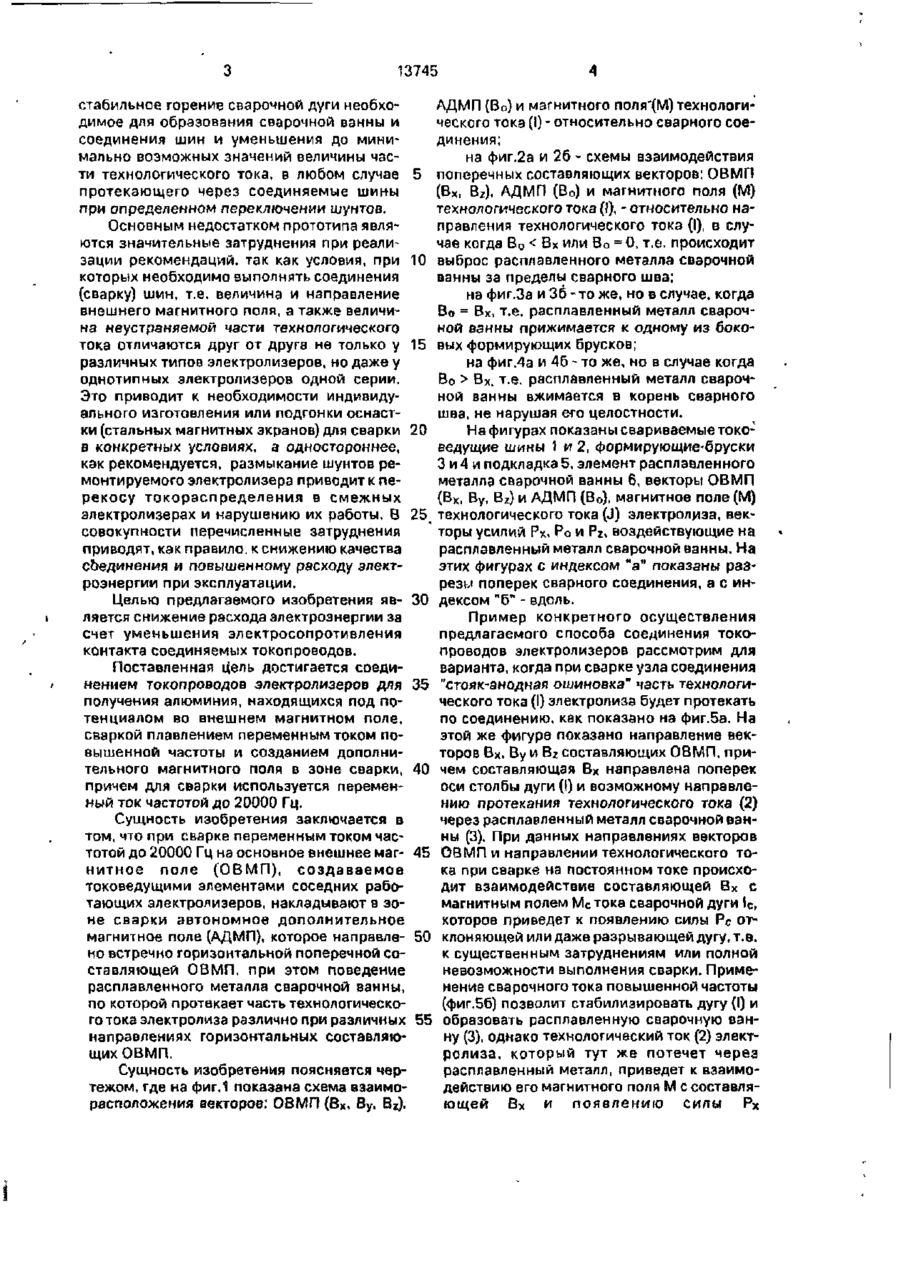
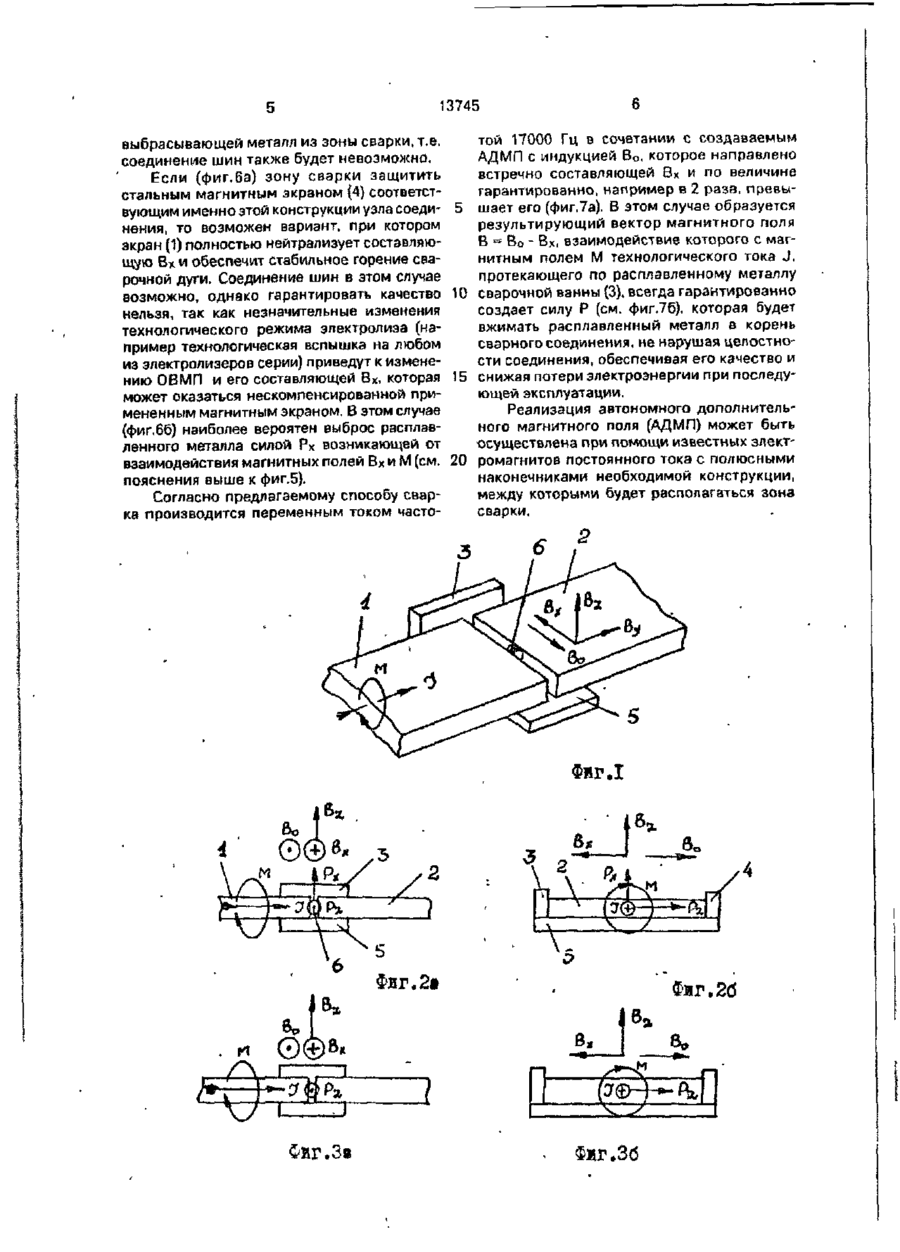
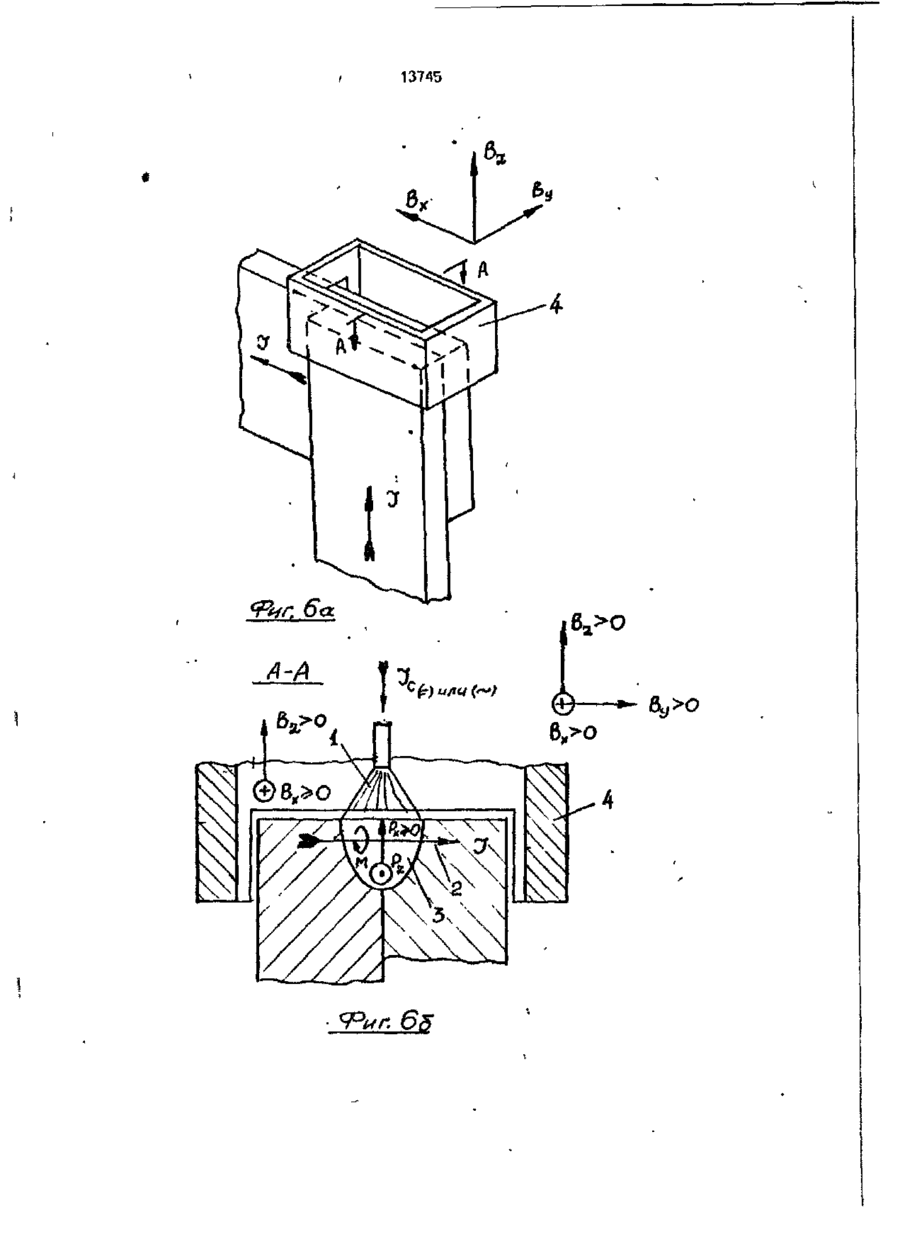
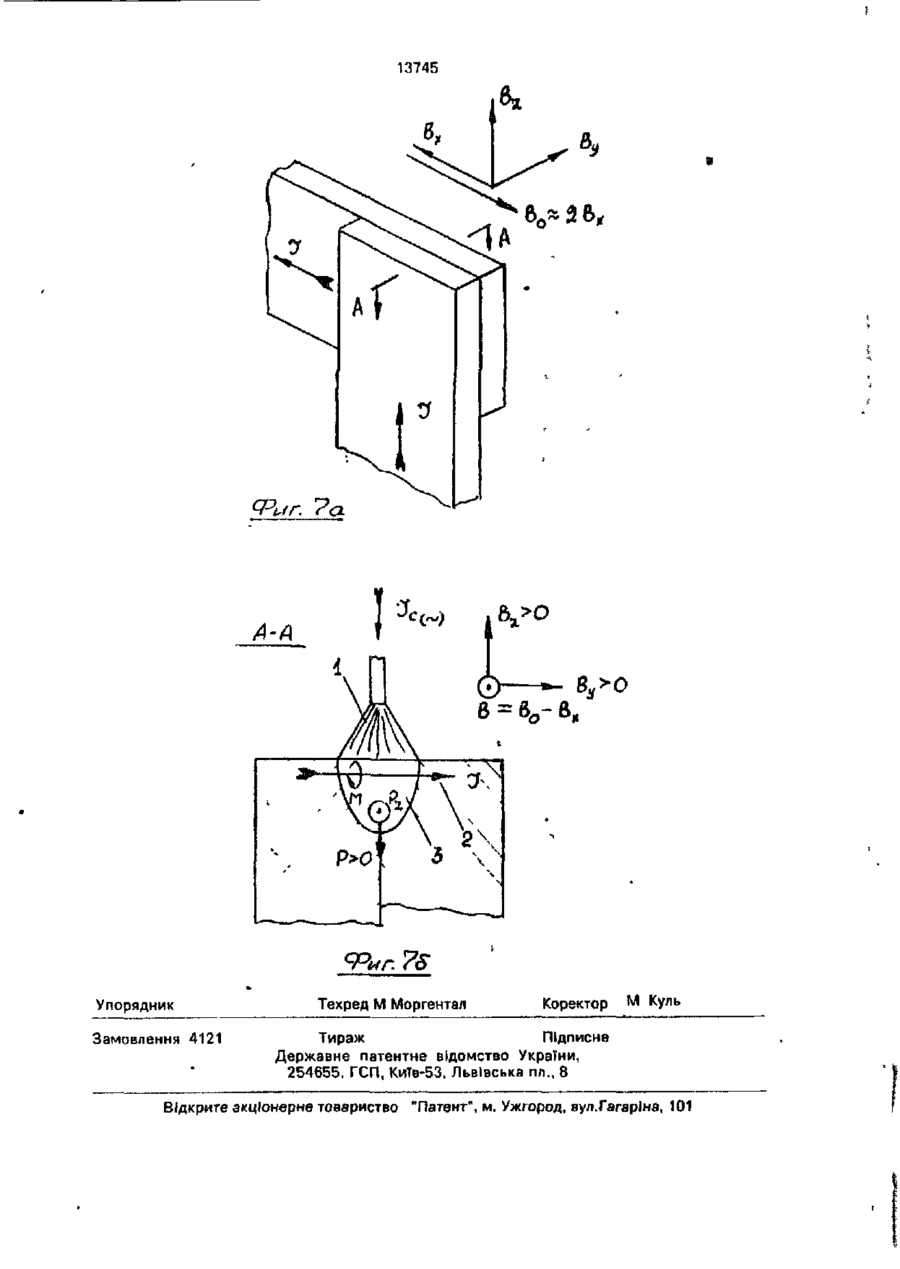
1. Способ соединения токопроводов электролизеров для получения алюминия, находящихся под потенциалом во внешнем магнитном поле, включающий сварку плавлением, о т л и ч а ю щ и й с я тем, что сварку осуществляют переменным током повышенной частоты с созданием дополнительного магнитного поля в зоне сварки. 2. Способ по п.1, о т л и ч а ю щ и й с я тем. что используют переменный ток частотой до 20000 Гц. не всегда удается устранить без отключения тока серии. Наличие этого потенциала приводит к тому, что при выполнении соединения через расплавленный металл (сварочную ванну), соединяющий шины, протекает часть технологического тока электролиза, взаимодействие магнитного поля которого определенно направленными поперечными составляющими внешнего магнитного поля в ряде случаев образует силу выбрасывающую жидкий металл из зоны соединения (магнитогидродинамический эффект). Из известных наиболее близким по технической сущности является, принятый за прототип, способ, при котором шины соединены сваркой плавлением дугой постоянного тока с применением стальных магнитных экранов и поочередным замыканием-рэзмыканием шунтов ремонтируемого электролизера. Способ заключается в уменьшении магнитного поля в экранируемом пространстве до величины, при которой обеспечивается С > U1 о 13745 стабильное горение сварочной дуги необходимое для образования сварочной ванны и соединения шин и уменьшения до минимально возможных значений величины части технологического тока, в любом случае протекающего через соединяемые шины при определенном переключении шунтов. Основным недостатком прототипа являются значительные затруднения при реализации рекомендаций, так как условия, при которых необходимо выполнять соединения (сварку) шин, т.е. величина и направление внешнего магнитного поля, а также величина неустраняемой части технологического тока отличаются друг от друга не только у различных типов электролизеров, но даже у однотипных электролизеров одной серии. Это приводит к необходимости индивидуального изготовления или подгонки оснастки (стальных магнитных экранов) для сварки в конкретных условиях, а одностороннее, как рекомендуется, размыкание шунтов ремонтируемого электролизера приводит к перекосу токораспределения в смежных электролизерах и нарушению их работы. В совокупности перечисленные затруднения приводят, как правило, к снижению качества соединения и повышенному расходу электроэнергии при эксплуатации. АДМП (Во) и магнитного поля"(М) технологического тока (I) - относительно сварного соединения; на фиг.2а и 26 - схемы взаимодействия 5 поперечных составляющих векторов: ОВМП (Вх, Bz), АДМП (Во) и магнитного поля (М) технологического тока (J), - относительно направления технологического тока (І), в случае когда В о Вх. т.е. расплавленный металл сварочной ванны вжимается в корень сварного шва, не нарушая его целостности. 20 Нафигурэх показанысвариваемыетокоаедущие шины 1 и 2, формирующие-бруски 3 и 4 и подкладка 5, элемент расплавленного металла сварочной ванны 6, векторы ОВМП (В х , By, B z ) и АДМП (Во), магнитное поле (М) 25^ технологического тока (J) электролиза, век* торы усилий Рх, Ро и Pz, воздействующие на расплавленный металл сварочной ванны. На этих фигурах с индексом "а" показаны разрезы поперек сварного соединения, а с инЦелью предлагаемого изобретения яв- 30 дексом "б" - вдоль. ляется снижение расхода электроэнергии за Пример конкретного осуществления счет уменьшения электросопротивления предлагаемого способа соединения тококонтакта соединяемых токопроводов. проводов электролизеров рассмотрим для варианта, когда при сварке узла соединения Поставленная Цель достигается соединением токопроводов электролизеров для 35 "стояк-анодная ошиновка" часть технологиполучения алюминия, находящихся под поческого тока (I) электролиза будет протекать тенциалом во внешнем магнитном поле, по соединению, как показано на фиг.Ба. На сваркой плавлением переменным током поэтой же фигуре показано направление веквышенной частоты и созданием дополниторов Вх. By и Bz составляющих ОВМП, прительного магнитного поля в зоне сварки, 40 чем составляющая Вх направлена поперек причем для сварки используется переменоси столбы дуги (I) и возможному направленый ток частотой до 20000 Гц. нию протекания технологического тока (2) Сущность изобретения заключается в через расплавленный металл сварочной вантом, что при сварке переменным током часны (3). При данных направлениях векторов тотой до 20000 Гц на основное внешнее маг- 45 ОВМП и направлении технологического тонитное поле (О В МП), создаваемое ка при сварке на постоянном токе происхотоковедущими элементами соседних рабодит взаимодействие составляющей В х с тающих электролизеров, накладывают в зомагнитным полем М с тока сварочной дуги 1С, не сварки автономное дополнительное которое приведет к появлению силы Рс отмагнитное поле (АДМП), которое направле- 50 клоняющей или даже разрывающей дугу, т.е. но встречно горизонтальной поперечной сок существенным затруднениям или полной ставляющей ОВМП, при этом поведение невозможности выполнения сварки. Примерасплавленного металла сварочной ванны, нение сварочного тока повышенной частоты по которой протекает часть технологическо(фиг.5б) позволит стабилизировать дугу (I) и го тока электролиза различно при различных 55 образовать расплавленную сварочную ваннаправлениях горизонтальных составляюну (3), однако технологический ток (2) электщих ОВМП. ролиза, который тут же потечет через Сущность изобретения поясняется черрасплавленный металл, приведет к взаимотежом, где на фиг.1 показана схема взаимодействию его магнитного поля М с составлярасположения векторов: ОВМП (В х , By. Bz). ющей В* и появлению силы Рх 13745 выбрасывающей металл из зоны сварки, т.е. соединение шин также будет невозможно. Если (фиг.ба) зону сварки защитить стальным магнитным экраном (4) соответствующим именно этой конструкции узла соединения, то возможен вариант, при котором экран (1) полностью нейтрализует составляющую Вх и обеспечит стабильное горение сварочной дуги. Соединение шин в этом случае возможно, однако гарантировать качество нельзя, так как незначительные изменения технологического режима электролиза (например технологическая вспышка на любом из электролизеров серии) приведут к изменению ОВМП и его составляющей В*, которая может оказаться нескомпенсированной примененным магнитным экраном. 8 этом случае (фиг.бб) наиболее вероятен выброс расплавленного металла силой Р х возникающей от взаимодействия магнитных полей В х и М (см. пояснения выше к фиг.5). Согласно предлагаемому способу сварка производится переменным током часто 5 10 15 20 той 17000 Гц в сочетании с создаваемым АДМП с индукцией Во. которое направлено встречно составляющей Вх и по величине гарантированно, например в 2 раза, превышает его (фиг.7а). В этом случае образуется результирующий вектор магнитного поля В « Во - Вх, взаимодействие которого с магнитным полем М технологического тока J. протекающего по расплавленному металлу сварочной ванны (3), всегда гарантированно создает силу Р (см. фиг.7б), которая будет вжимать расплавленный металл в корень сварного соединения, не нарушая целостности соединения, обеспечивая его качество и снижая потери электроэнергии при последующей эксплуатации. Реализация автономного дополнительного магнитного поля (АДМП) может быть осуществлена при помощи известных злектромагнитов постоянного тока с полюсными наконечниками необходимой конструкции, между которыми будет располагаться зона сварки. Фиг.1 Фиг.36 13745 55 -. 56 13745 . 65 13745 * 2 6* ьх>о А-А Упорядник Замовлення 4121 Техред М Моргентал Коректор м к Уль Тираж Підписне Державне патентне відомство України, 254655. ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connecting of current cords of electrolytic cell for obtaining of aluminium
Автори англійськоюKnihel Vladimir Avhustovich, Sydiakin Viacheslav Fedorovych
Назва патенту російськоюСпособ соединения токoпроводов электролизера для получения алюминия
Автори російськоюКнигель Владимир Августович, Сидякин Вячеслав Федорович
МПК / Мітки
МПК: C25C 3/16
Мітки: з'єднання, електролізерів, одержання, спосіб, струмопроводів, алюмінію
Код посилання
<a href="https://ua.patents.su/6-13745-sposib-zehdnannya-strumoprovodiv-elektrolizeriv-dlya-oderzhannya-alyuminiyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання струмопроводів електролізерів для одержання алюмінію</a>
Пристрій струмопідводу і спосіб живлення електролізерів для отримання алюмінію
Номер патенту: 4751
Опубліковано: 28.12.1994
Автори: Жозеф Шаффі, Мішель Леруа, Бернар Лангон
МПК: C25C 3/16
Мітки: струмопідводу, спосіб, отримання, алюмінію, живлення, електролізерів, пристрій
Формула / Реферат:
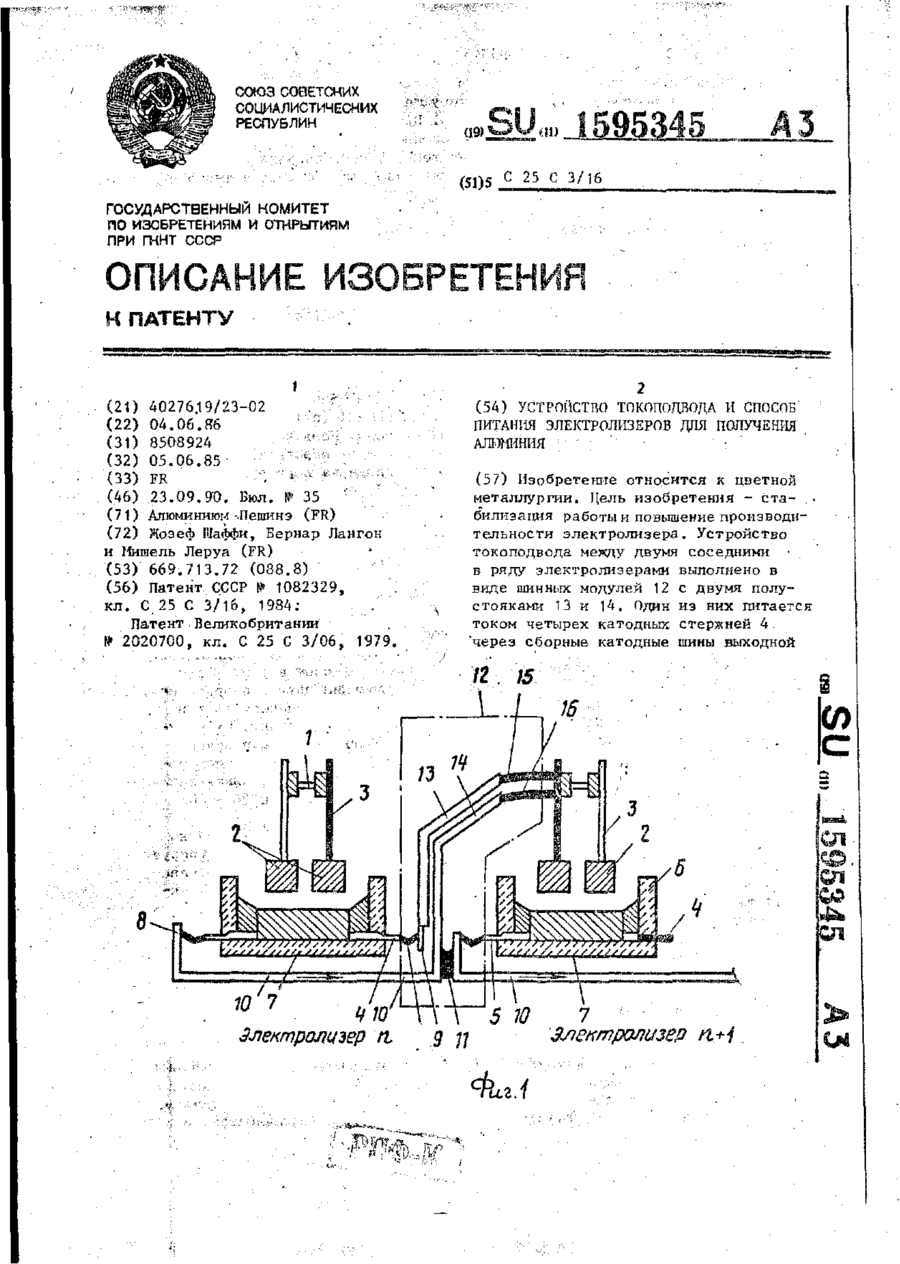
1.Устройство токоподвода к электролизерам для получения алюминия с двухрядным поперечным расположением их в ряду, содержащее анодную ошиновку, соединенную с анодами посредством анодных штырей, катодную ошиновку из катодных стержней с гибкими пакетами, выступающими по обе стороны катодного кожуха электролизера с днищем, сборные катодные шины на входной и выходной сторонах катодного кожуха электролизера, соединительные шины, шунтирующий...
Пристрій для з’єднання блюмсів електролізерів для виробництва алюмінію з катодними спусками
Номер патенту: 13355
Опубліковано: 28.02.1997
Автори: Кнігель Владімір Павловіч, Барсов Алєксєй Лук'яновіч, Скалубо Гєнадій Лєвковіч
МПК: C25C 3/16
Мітки: з'єднання, спусками, пристрій, катодними, виробництва, електролізерів, алюмінію, блюмсів
Формула / Реферат:
(57) 1. Устройство для соединения блюмсов электролизеров для производства алюминия с катодными спусками, включающее пакет лент, переходный элемент, блюмс, сваренные между собой, отличающееся тем, что переходный элемент выполнен в виде набора пластин, сечение каждой из которых не превышает 5000 кв.мм, а пластины приварены к блюмсу и пакету лент встык. 2. Устройство по п.1. отличающееся тем, что отношение сечения пакета лент к сечению...
Прилад для компенсації магнитного поля у серії алюмінієвих електролізерів
Номер патенту: 3618
Опубліковано: 27.12.1994
Автори: Жан-П'єр Дюгуа, Поль Морель
МПК: C25C 3/16
Мітки: електролізерів, магнітного, компенсації, алюмінієвих, серії, прилад, поля
Формула / Реферат:
Устройство для компенсации магнитного поля в серии алюминиевых электролизеров, содержащее катодные шины и не менее двух сборных пакетов катодных шин у каждого торца электролизера, отличающееся тем, что, с целью снижения вредного воздействия на расплав магнитного поля, создаваемого соседним рядом электролизеров, под днищем электролизера, параллельно его торцу, наиболее удаленному от соседнего ряда электролизеров в плоскости, составляющей...
Спосіб забеспечення симетрічності вертикальної складної магнітного поля у електролізерах для отримання алюмінію
Номер патенту: 3575
Опубліковано: 27.12.1994
Автори: Поль Морель, Жан-П'єр Дюгуа
МПК: C25C 3/16
Мітки: поля, забеспечення, складної, симетричності, вертикальної, електролізерах, магнітного, алюмінію, отримання, спосіб
Формула / Реферат:
Способ обеспечения симметричности вертикальной составляющей магнитного поля в электролизерах для получения алюминия, расположенных поперечно оси серии, включающий создание корректирующего магнитного поля током замкнутого контура, образованного боковой катодной шиной и шиной, проходящей под днищем катодного кожуха, отличающийся тем, что, с целью повышения выхода алюминия по току, замкнутые контуры располагают у каждого из двух торцов...
Ошинковка потужних алюмінієвих електролізерів
Номер патенту: 4756
Опубліковано: 28.12.1994
Автори: Бернар Лангон, Жан-П'єр Дюгуа, Поль Морель
МПК: C25C 3/16
Мітки: ошинковка, електролізерів, потужних, алюмінієвих
Формула / Реферат:
1. Ошиновка мощных алюминиевых электролизеров при их продольном расположении в корпусе, содержащая анодные шины, стояки, расположенные у входного и выходного торцов катодного кожуха, и катодные стержни, разделенные на группы, каждая из которых соединена с самостоятельным пакетом катодных шин, отличающаяся тем, что, с целью увеличения производительности электролизера, пакеты катодных шин групп стержней, ближайших к входному торцу...
Попередній патент: Система живлення газодизеля криогенним паливом
Наступний патент: Спосіб одержання неперервного злитку і пристрій для його одержання
Випадковий патент: Пінцет для видалення тромбів з аорти