Прокатний стан для магнію
Формула / Реферат
1. Прокатний стан для магнію, який включає:
реверсивний прокатний стан, який має принаймні два робочі валки для прокатування магнієвого листа;
моталку гарячої стрічки, розташовану на кожній стороні прокатного стана для нагрівання та підтримання потрібної температури магнієвого листа, який прокатується у прокатному стані;
причому моталка гарячої стрічки являє собою нагрівач конвекційного типу, що має ізольований корпус та форсунки для повітря всередині корпусу для спрямування гарячого повітря на магнієвий лист.
2. Прокатний стан за п. 1, у якому моталка гарячої стрічки включає витяжний вентилятор.
3. Прокатний стан за п. 1, який додатково включає подовження нагрівальної камери поблизу від моталки гарячої стрічки для нагрівання кінця магнієвого листа за межами моталки гарячої стрічки.
4. Прокатний стан за п. 1, який додатково включає активний термічний роликовий стіл для нагрівання магнієвого листа або магнієвої пластини.
5. Прокатний стан за п. 4, у якому роликовий стіл має інжектори гарячого повітря для нагрівання магнієвого листа або магнієвої пластини.
6. Прокатний стан за п. 1, який додатково включає привідну систему стана, в якій робочі валки незалежно приводяться в дію для асиметричного прокатування магнієвого листа.
7. Прокатний стан за п. 6, у якому кожен робочий валок приводиться в дію незалежним двигуном.
8. Прокатний стан за п. 6, у якому один робочий валок приводиться в дію головним незалежним двигуном, а інший робочий валок приводиться в дію системою диференціальної передачі та допоміжним двигуном.
9. Прокатний стан за п. 1, у якому робочі валки нагріваються ззовні зонними індукторами для забезпечення різниці температур по ширині валка, завдяки чому стає можливим температурний контроль бочки валка для корекції форми або профілю магнієвого листа або стрічки.
10. Прокатний стан за п. 1, у якому робочі валки мають внутрішні нагрівні елементи у тілі робочих валків.
11. Прокатний стан за п. 1, який додатково включає принаймні один подавальний транспортер та трайбапарат.
12. Прокатний стан за п. 1, який додатково включає ділянку завантаження та розмотування теплого рулону.
13. Прокатний стан за п. 1, який додатково включає охолоджувальну систему для остаточного намотування магнієвого листа.
14. Прокатний стан за п. 1, який додатково включає двофункціональний розмотувальний барабан та перемотувальну ділянку.
15. Прокатний стан за п. 1, який додатково включає:
відхильний ролик моталки гарячої стрічки подвійного ходу для ущільнення моталки гарячої стрічки, та
протяжний настил моталки гарячої стрічки з інтегрованими форсунками для гарячого повітря, що подається інжекторами гарячого повітря, при цьому
моталка гарячої стрічки додатково включає фланець у повітропроводі, який живить ізольований корпус, для доступу всередину ізольованого корпусу.
Текст
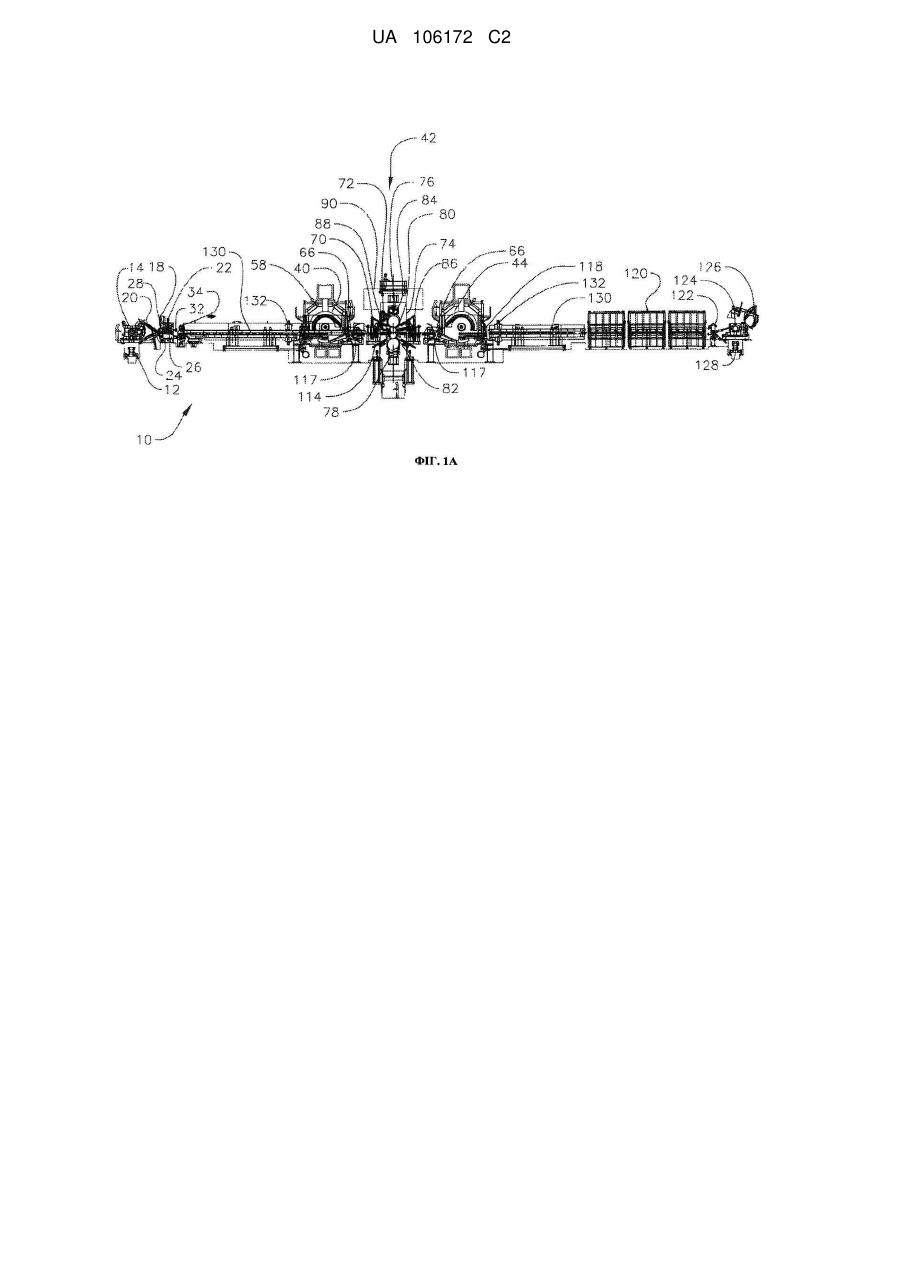
Реферат: Система стана для гарячої прокатки магнію, яка включає прокатний стан, який має принаймні два робочі валки для прокатування магнієвого листа або пластини, моталку гарячої стрічки, розташовану на кожній стороні прокатного стана для нагрівання та підтримання потрібної температури магнієвого листа або пластини, активні термічні роликові столи, привідну систему стана для незалежного приведення в дію робочих валків для асиметричного прокатування магнієвого листа та ділянку завантаження та розмотування теплого рулону. UA 106172 C2 (12) UA 106172 C2 UA 106172 C2 5 10 15 20 25 30 35 40 45 50 55 60 РІВЕНЬ ТЕХНІКИ Даний винахід стосується магнієвого листа, зокрема, пристрою та способу виготовлення магнієвого листа шляхом вальцювання. Потреба у персональній електроніці, паливозберігаючих легких транспортних засобах та інших споживчих продуктах викликала потребу у легких матеріалах за конкурентоспроможними цінами з високою питомою міцністю та питомою жорсткістю. В останні роки лиття магнієвих сплавів під тиском успішно застосовують у багатьох випадках, але подальше зменшення ваги вимагає застосування катаного магнієвого листа. Магній є металом, який має кристалічну структуру з гексагональною щільною упаковкою (HCP), що має дуже обмежену пластичність при кімнатній температурі. До нещодавнього часу всі магнієві листи виготовляли шляхом гарячої прокатки малих зливків, і витрати, пов'язані з операцією повторного нагрівання для підтримання металу при температурі прокатки та малі розміри рулонів роблять готовий лист неприпустимо дорогим для споживчих цілей. У разі магнію та листів з магнієвих сплавів кристалічна структура HCP металу обмежує його деформаційні властивості при низьких температурах. Це вимагає частого повторного нагрівання в автономних печах для підтримання температури від 250˚C до 450˚C. При температурах, нижчих за зазначені, метал має схильність до розтріскування під час прокатки. Обмеження, пов'язані з експлуатацією та повторним нагріванням печі, обмежували максимальний розмір сляба і традиційно робили виготовлення магнієвого листа фактично переривчастою операцією. Вона є дуже трудомістким і енергомістким, неефективним способом виготовлення і зумовлює високу вартість магнієвого листа. Нещодавні досягнення у галузі виготовлення зливків для двовалкової прокатки дозволили відливати магнієві сплави безпосередньо у рулони матеріалу у межах від 4 мм до 7 мм завтовшки, однак доступними є лише малі рулони катаного магнієвого листа. Традиційні процеси прокатки дозволяють створювати лише рулони малих розмірів, оскільки при прокатуванні зливка він стає довшим і тоншим, що збільшує площу поверхні, а отже, швидко втрачає теплоту й стає надто холодним для подальшого прокатування. Автономне повторне нагрівання довгих відрізків прокатаного сляба є неекономічним. Таким чином, існує потреба у прокатному стані для магнію, який забезпечував би промисловий процес прокатування, який не лише економічно зменшує відлиті рулони до кінцевого розміру, який вимагається для споживчих продуктів, але й має здатність модифікувати мікроструктуру відлитого магнію для поліпшення придатності до формування прокатаного листа при збереженні належної якості поверхні, що потребує мінімальної обробки після прокатування. КОРОТКИЙ ОПИС ВИНАХОДУ Прокатний стан для магнію згідно з даним винаходом забезпечує промисловий процес прокатування, який не лише економічно зменшує відлиті рулони до кінцевого розміру, який вимагається для споживчих продуктів, але й змінює мікроструктуру відлитого магнію для поліпшення придатності до формування прокатаного листа при підтриманні доброї якості поверхні, що потребує мінімальної обробки після прокатування. Лиття для двовалкової прокатки забезпечує велику перевагу виготовлення дуже великих рулонів такого самого розміру, як розмір рулону з реверсивного стана. Прокатний стан для магнію згідно з даним винаходом складається з реверсивного стана, дві протилежні бокові моталки гарячої стрічки у можливій комбінації столів для гарячої прокатки, обладнання для обробки матеріалу та аксесуарів. Магнієвий продукт у формі пластин або рулонів здійснюють зворотнопоступальне переміщення через стан до досягнення належної температури та належної кінцевої товщини без зашкодження якості конфігурації кінцевого продукту з магнієвого сплаву. Прокатний стан для магнію згідно з даним винаходом забезпечує багатопрохідну прокатку магнієвого листа після доведення листа до підвищеної температури, зазвичай від 250˚C до 350˚C. Стан забезпечує проміжний випал для повторного пом'якшення структури матеріалу. Стан має здатність до прокатування з асиметричною швидкістю робочих валків для більш механізованої роботи та подачі теплоти у міжвалковий зазор, а отже, зменшення текстури базисної площини кристалічної структури HCP магнію, таким чином, поліпшуючи ковкість та придатність до низькотемпературного формування прокатаної стрічки. Стан згідно з даним винаходом здатен підвищувати швидкість прокатки для загальної продуктивності і забезпечувати більшу швидкість деформації. Стан має діаметр робочого валка, який врівноважує потребу у мінімізації довжини контакту з магнієвою стрічкою, яка піддається деформації, з одночасним забезпеченням достатньої жорсткості при крутінні та міцності для витримування навантажень, які створюються через умови асиметричної прокатки. Стан має 1 UA 106172 C2 5 10 15 20 25 30 35 40 45 50 55 60 високошвидкісну гідравлічну систему корекції зазору, здатну працювати з регулюванням тиску або позиції для точного регулювання розміру магнієвого сплаву після прокатування. Стан забезпечує більше обтискання за одне проходження для досягнення кращого подрібнення зерен та поліпшення загальних механічних властивостей прокатаної стрічки. Стан включає високопотужні силові приводи для забезпечення механічного згинання робочого валка для корекції форми стрічки і включає обробку "рулонрулон", а також "пластина-пластина" або "пластина-рулон". Прокатний стан для магнію згідно з даним винаходом оснащено нагрівними намотувальними пристроями з достатньою нагрівною здатністю для нагрівання рулону до оптимальної температури прокатки і для підтримання температури під час прокатування. Стан також включає додаткову гарячу камеру для додаткового миттєвого нагрівання кінця магнієвої стрічки, що пропускається у зворотному напрямку у намотувальному пристрої. Стан також може включати комбінацію подавального-розмотувального барабана для початкового завантаження та подачі холодного або попередньо нагрітого рулону і для перемотування готового продукту. Стан може включати необов'язковий автономний перемотувач для остаточного намотування обробленого рулону. Крім датчиків, які вимагаються для функціонування нормального прокатного стана, стан також обладнано товщиномірами, профілометром прокатаної стрічки та засобами спостереження та контролю температури стрічки. Стан включає щітки робочих валків для приймання та видалення магнію. Включено систему змащування для застосування за відсутності прокатування в асиметричному режимі. Стан також може включати систему спрямування та нагрівання стрічки для прокатування листів / пластин, а не рулонів. У цьому режимі роботи застосовують напрямні для стрічок для з'єднання з коробками розмотувачів. Система охолодження стрічки перед остаточним намотуванням при зворотному перемотуванні включається для запобігання збільшенню посилення під час повільного охолодження рулону. Стан включає систему приводу великої потужності з можливим перемиканням передач для високого крутного моменту для асиметричного прокатування. Стан включає нагріті робочі валки для мінімізації втрат температури стрічки при контакті з валками під час лиття. Спосіб валкового лиття магнієвого листа включає холодний або попередньо нагрітий магнієвий сплав у формі рулону, який завантажують на подавальний барабан або на двофункціональний подавальний / розмотувальний барабан. Перший виток рулону знімається й подається до стана. Головна частина стрічки затискається й випрямляється вхідним тягнучим роликом та правильною машиною. Після цього головна частина стрічки у разі необхідності підготовляється вхідними ножицями. Головна частина стрічки проштовхується через моталку гарячої стрічки до захоплювача стана і намотується на протилежний бік моталки гарячої стрічки. Якщо рулон перебуває при температурі прокатування, прокатний стан застосовують для зменшення товщини стрічки. Якщо рулон перебуває при температурі, нижчій за температуру прокатування, прокатний стан застосовують як протяжний валок для сприяння подачі стрічки. Після цього стрічка може розмотуватися й повторно намотуватися між двома моталками гарячої стрічки до досягнення потрібної температури стрічки та рівномірності температури. Щойно стрічка набуває температури прокатування, вона пропускається у кілька пропускань до досягнення кінцевої товщини. Потім стрічку протягують з виконанням подвійної функції подачі / зворотного перемотування або, необов'язково, спеціально призначеного зворотного перемотування, коли вона намотується й знімається з лінії як готовий продукт. Під час процесу лінія контролюється автоматизованою системою, яка визначає кількість пропускань, температуру, обтискання та товщину, швидкість, профіль та форму потрібного готового продукту. У разі прокатки листового матеріалу застосовують нагріті роликові столи на вхідній та вихідній сторонах стана для зворотно-поступального переміщення пластин з магнієвого сплаву доки не досягається температура прокатування, і товщина пластини не зменшується до значення, яке дозволяє здійснювати обробку з застосування моталок гарячої стрічки. Потім нагріті роликові столи з вхідної та вихідної сторін проходяться в автономному режимі, і запускається описане зворотно-поступальне прокатування між моталками гарячої стрічки. КОРОТКИЙ ОПИС ФІГУР Фіг. 1A є фронтальною проекцією прокатного стана для магнію згідно з даним винаходом; Фіг. 1B є горизонтальною проекцією прокатного стана з Фіг. 1A; Фіг. 2А є фронтальною проекцією альтернативного варіанта втілення прокатного стана згідно з даним винаходом; Фіг. 2В є горизонтальною проекцією прокатного стана з Фіг. 2А; 2 UA 106172 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 3А є другим альтернативним варіантом втілення прокатного стана для магнію згідно з даним винаходом; Фіг. 3В є горизонтальною проекцією прокатного стана з Фіг. 3А; Фіг. 4А є детальною фронтальною проекцією привідної системи стана з Фіг. 1A; Фіг. 4В є горизонтальною проекцією привідної системи з Фіг. 4А; Фіг. 4С є горизонтальною проекцією альтернативної привідної системи стана; і Фіг. 5 є детальним видом у поперечному розрізі моталки гарячої стрічки прокатного стана з Фіг. 1A. ДЕТАЛЬНИЙ ОПИС ВИНАХОДУ На Фігура 1A та 1B показано приклад прокатного стана для магнію 10 згідно з даним винаходом. Прокатний стан для магнію 10 є прокатним станом для пластин або рулонів, який має незалежний подавальний барабан і розвантажувальні або розмотувальні барабани. Стан 10 включає вхідний візок 12 для рулонів для приймання теплого або холодного магнієвого рулону з місця зберігання, який завантажує його на подавальний барабан 14. З зони зберігання та охолодження рулони, що підлягають прокатуванню, завантажуються на сідла для рулонів за допомогою мостового крана. Сідла для рулонів охоплюють з двох боків канал візка для рулонів. Візок 12 для рулонів переміщується перпендикулярно напрямкові прокатування для забирання рулону з сідел для рулонів. Рулон підбирається візком для рулонів і переміщується до подавального барабана 14. Візок для рулонів переміщується гідравлічним двигуном і піднімає рулон гідравлічним циліндром. Лазерні датчики застосовують для спостереження за підніманням та позицією переміщення візка для рулонів з метою автоматизації циклу обробки рулонів. Візок для рулонів рухається по рейках. Подавальний барабан 14 має розтискну оправку 16, яку застосовують для захоплення та підтримання рулону і його подачі до обладнання для центральної обробки та забезпечення достатнього натягу для щільного намотування у моталці гарячої стрічки. Подавальний барабан також забезпечує боковий зсув рулону для контролю над центром стрічки під час роботи стана. Розтискна оправка розмотувача є оправкою консольного типу з зовнішнім опорним елементом. Оправка має чотирисегментну взаємоблоковану конструкцію з клиноподібним розширенням. Розширення оправки відбувається гідравлічно для визначення кінцевого внутрішнього діаметра (ID) рулону і для захоплення внутрішнього діаметра рулону, що надходить. Система вимірювання діаметра та ширини рулону подавального барабана ґрунтується на датчику лазерного типу, який вимірює діаметр рулону, і один фотоелемент вимірює ширину рулону. Сигнал від датчика використовується для виконання функцій уповільнення та компенсації натягу. Подавальний барабан контролює переміщення та піднімання візка для рулонів з метою центрування рулону на подавальній оправці. Подавальний барабан включає пристрій для центрування стрічки, який має детектор, який виявляє позицію стрічки, та процесори для обробки сигналів для контролювання позиції шляхом переміщення подавального барабана на кожному боці центральної лінії стана під час операції прокатування. Комбінований подавальний барабан також включає знімач рулонів, закріплений на верхній частині редуктора, для уникнення телескопічності під час видалення рулону. Знімальна плита підтримується сталевими напрямними штангами і має гідравлічний привід. Після подавального барабана стан включає установку 18 для підготування рулону. Установка для підготування рулону складається з обдирача 20 стрічки, протяжного валка 22 з відхильним роликом 24 та правильною машиною 26. Протяжний валок 22 сприяє подачі першого витка нерозмотаного рулону та утриманню останнього витка останнього рулону після прокатування. Протяжний валок складається з суцільного сталевого валка, який є закріпленим на роликових підшипниках і приводиться в дію електродвигуном змінного струму. Гідравлічний циліндр 28 притискає валок до рулону. Нахилений і розсувний подавальний транспортер ЗО розташовується між подавальним барабаном 14 та відхильним роликом 24. Після проходження стрічки між протяжним валком та відхильним роликом вона проходить через правильну машину 26, яка має п'ятивалкову конфігурацію і приводиться в дію електричним двигуном, який має два верхні валки з електричним домкратним приводом для незалежного встановлення проникнення валка. Засіб контролю над центром стрічки, яким є оптичний датчик 32, розташовується на установці для підготування рулону, коли стрічка рулону виходить з правильної машини 26. Датчик 32 являє собою EMG оптичного типу або його еквівалент і виконує подвійну функцію оперативного центрування стрічки під час операції розмотування та центрування стрічки або вирівнювання країв рулону під час операції перемотування. Стрічка після проходження оптичного датчика, надходить до ножиців 34 для стрічки для підготування головної частини стрічки перед надходженням на протягувальний стіл 36 та 3 UA 106172 C2 5 10 15 20 25 30 35 40 45 50 55 60 подавальний протяжний валок 38, як можна найкраще побачити на Фігурах 2А та 2В. Фігури IA та IB показують активний термічний роликовий стіл, який детально обговорюватиметься нижче, розташований між ножицями для стрічки та протяжним валком. Протягувальний стіл та подавальний протяжний валок подають рулон через ліву моталку гарячої стрічки 40. Протяжний валок та подавальний транспортер є закріпленими на рамі, яка перетинається двигуном та системою рейково-шестеренчастої передачі для простягання всередині лівої моталки гарячої стрічки у разі необхідності, і відводиться назад під час проміжних проходів реверсивного стана. Протяжний валок приводиться в дію електричним двигуном і вертикально приводиться в дію гідравлічним циліндром. Подавальний транспортер складається з певної кількості V-подібних опорних роликів з нержавіючої сталі. Ліва моталка гарячої стрічки 40 розташовується з лівого боку прокатного стана 42, а права моталка гарячої стрічки 44 розташовується з правого боку прокатного стана 42. Ліва моталка гарячої стрічки 40 та права моталка гарячої стрічки 44 є дзеркальними відображеннями одна одної. І ліва моталка гарячої стрічки, і права моталка гарячої стрічки оточуються ізоляційним кожухом 46. У межах цього кожуха система труб 48 зі щілинними наконечниками 50 оточує приблизно сімдесят п'ять відсотків окружності рулону. Ізольований циркуляційний вентилятор 52 з повітропроводом 54 з'єднується з кожним кожухом для подачі гарячого повітря до наконечників. Зіткнення гарячого повітря з поверхнею стрічки забезпечує конвективну теплопередачу для нагрівання стрічки. При конвективному нагріванні жодна частина рулону не нагрівається до температури, яка перевищує температуру повітря, що запобігає займанню будь-якої частини магнієвої стрічки. Займання може трапитися через променеве нагрівання, а отже, виключається. Ізольована нагрівальна камера у трубопроводі циркуляційного вентилятора забезпечує простір для закріплення газового пальника або електронагрівальних елементів 56 для нагрівання повітря перед доставлениям попередньо нагрітого повітря до наконечників у межах кожуха. Термопара 58 розташовується у трубопроводі перед наконечниками і забезпечує необхідний зворотний зв'язок для плавного регулювання температури повітря. Передбачено додатковий витяжний вентилятор 60 для забезпечення негативного тиску на намотувальний пристрій для захисту робочого середовища від витікання теплоти. Відпрацьоване гаряче повітря виштовхується з будинку через витяжну трубу 62. Трубопровід всередині моталки гарячої стрічки є виконаним з нержавіючої сталі і має опори для підтримання точної позиції наконечника. Магістральні трубопроводи мають знімні дверні пластини для доступу всередину труби з метою чищення. Кожухи намотувального пристрою є виконаними з м'якої листової сталі, зміцненої каналами та кутами на зовнішній стороні з приблизно вісьмома дюймами ізоляції з керамічного волокна на внутрішній поверхні. Керамічне волокно закріплюється на листі з м'якої сталі. Усі з'єднання між секціями та дверцята для обслуговування мають прокладки для мінімізації витоку теплоти. Утворені по периметру канали мають прорізи для мінімізації теплопередачі до зовнішньої поверхні. Передбачено порти для випробувальних цілей та встановлення термопар. Передбачено дверцята для доступу людей з метою обслуговування та чищення. Кожухи є фланцьованими, що дозволяє ділити їх на частини по горизонталі для капітального ремонту. Для отримання доступу всередину моталок гарячої стрічки у трубопроводі, який живить верхню частину кожуха, розташовується сорокап'ятиградусний фланець 64. Кожух у робочій позиції притискає прокладку до фланця. Для отримання доступу всередину кожуха намотувального пристрою фланець піднімають прямо вгору для автоматичного від'єднання трубопроводу у місці сорокап'ятиградусного фланця. В альтернативному варіанті доступ може бути отриманий через поперечне ковзання нижньої половини кожуха по рейках. Стрічка виходить з першої або лівої моталки гарячої стрічки до прокатного стана 42 через комплект протяжного валка 66 та відхильного ролика 68. Відхильний ролик та протяжний валок зменшують отвір моталки гарячої стрічки й мінімізують втрати теплоти, тримають хвіст стрічки, коли він звільнюється захоплювачем прокатного стана і подають нову головну частину стрічки у міжвалковий зазор. Стрічка після проходження через відхильний ролик та протяжний валок проходить через датчик 70 товщини, який є висувним і відкидним і може являти собою ізотопний або рентгенівський датчик, який вимагається для вимірювання товщини стрічки. Датчик також може виконувати функцію сканування для вимірювання розміру або багатофункціональні вимірювальні прилади з метою вимірювання профілю стрічки. Передбачено один вхідний і один вихідний датчик товщини, кожен з яких має корпус джерела, корпус детектора та сталеву Сподібну раму. Натяжний та пневматичний привідний механізм підтримує корпуси датчика. Напрямна для стрічки та захист від "гармошки" 72 розташовується на прокатному стані перед 4 UA 106172 C2 5 10 15 20 25 30 35 40 45 50 55 60 міжвалковим зазором для спрямування стрічки до міжвалкового зазору і для запобігання можливому виникненню "гармошки" при прокатуванні в екстремальних умовах. Прокатний стан 42 має корпус 74 стана, який є виконаним з литої сталі й піддається верстатній обробці з чотирьох сторін і закріплюється на опорних балках. При виготовленні сталеві верхні та нижні розпірки з'єднують корпуси з кожного боку. Корпуси тримаються на двох виготовлених сталевих опорах. Передбачено сталеву плиту для вирівнювання та встановлення за допомогою анкерних болтів. Конструкція забезпечує високу жорсткість кліті стана для одержання жорсткого допуску готового продукту під час усіх прокатувань. Міжвалковий зазор регулюється двома циліндрами навантаження, закріпленими у верхній частині кожного корпусу. Лінія прокатки підтримується незмінною за допомогою закріпленої внизу клинової системи. А піддон для збирання рідини є привареним до опорних плит під кліттю стана. Під станом і над піддоном для збирання охолоджувальної рідини передбачено решітчасту тарілку зі сталевого дроту для збирання шматків брухту. Корпус стана являє собою замкнене кільце високої жорсткості для двовалкової, чотиривалкової або шестивалкової конфігурацій. Корпус стана також було сконструйовано з можливістю включення поперечно зміщуваних валків. Циліндри навантаження є закріпленими вгорі або внизу гідравлічними циліндрами зусилля прокатки 76 для регулювання зусилля прокатки та позиції валків. Ця система лінії прокатки може бути закріпленою вгорі або внизу безперервною або ступеневою системою для компенсації коливань у діаметрі валків і є такою, як показана на фігурах закріплена внизу клинова система 78. Прокатний стан включає загинальне подовження 80 корпусу, яке включає гідравлічний циліндр високого тиску для забезпечення механічного загинання валків для компенсації форми стрічки. Загинальне подовження корпусу може зсуватися для приведення у відповідність позиції валків, що вимагається конфігурацією стана, і може застосовуватися для робочих валків та проміжних валків у відповідних випадках. Прокатувальне зусилля прикладається двома гідравлічними циліндрами, закріпленими у вікнах кліті прокатного стана через верхні подушки опорного валка, по одному циліндру з кожного боку. Циліндри належать до типу подвійної дії, з закріпленим у центрі позиційним датчиком, який має ущільнення з низьким коефіцієнтом тертя. Хід циліндрів є достатнім для підтримання висоти осі прокатки шляхом компенсації всього діапазону зміни діаметра верхнього робочого валка та верхнього опорного валка через вальцешліфування. Додатковий хід забезпечує можливість знімання робочого валка та опорного валка. Цифровий датчик позиції високої роздільної здатності є закріпленим у центрі кожного циліндра навантаження. Датчики тиску, закріплені на гідравлічній лінії високого тиску, забезпечують значення прокатувального зусилля. Циліндри застосовують для утримання лінії прокатки верхньої половини каландра при зменшенні діаметра валків через стирання, для забезпечення прокатувального зусилля, для підтримання контролю зазору і для забезпечення контролю керування станом. Прокатувальне зусилля, яке справляється циліндрами, викликає пружну деформацію валків, яка компенсується механічною бочкоподібністю валків через стирання. Нижня половина каландра валків підводиться до лінії прокатки за допомогою клинової системи, розташованої у нижній частині корпусу. Клини мають достатній хід для пристосування до всього діапазону стирання валків для нижньої половини каландра валків. Прокатний стан включає комплект 82 робочих валків, який являє собою два валки у двовалковій або чотиривалковій конфігурації. Опорні валки 84 розташовуються суміжно з двома робочими валками. У шестивалковій конфігурації проміжний валок має розташовуватися між робочими валками та опорними валками. Робочі валки, проміжні валки та опорні валки мають охолоджені підшипники і можуть нагріватися внутрішніми або зовнішніми нагрівальними елементами. Обертальні щітки валка 86 розташовуються над робочими валками для видалення налиплого металу з верхнього та нижнього робочих валків. Щітки валків контролюються за тиском або позицією для регульованого чищення робочих валків. Щітки валка можуть коливатися й можуть бути оснащені вакуумною системою для видалення пилу. Розбризкувальні сопла 88 розташовуються уздовж верху та низу і з обох сторін стана для забезпечення можливості прокатування з сухого стану до вологого або змащеного стану до більш затопленого стану. Стосовно розбризкувальних сопел може застосовуватися зонний контроль для кількох регульованих значень ширини. Прокатний стан може включати кожух з вихлопною системою 90 для повністю закритої системи для забезпечення чистого робочого середовища оператора. Робочі валки виготовляють з одержаної шляхом електрошлакового переплаву (ESR) кованої легованої сталі. Підшипники робочих валків являють собою чотирирядні конічні роликові підшипники і мають чотири сталеві подушки, у комплекті з розпірними втулками, контргайками, 5 UA 106172 C2 5 10 15 20 25 30 35 40 45 50 55 стопорними кільцями, ущільнювачами та торцевими кришками. Бокові поверхні подушок оснащено змінними бронзовими зносостійкими вкладишами. Подушки охолоджуються для контролю над температурою підшипника з метою оптимізації змащення. Засоби контролю згинання являють собою Е-блоки, закріплені болтами на кожному боці вікна стана, приблизно 120 тонн на подушку. Робочі валки можуть внутрішньо нагріватися резистивними нагрівачами на 68 кВт, розташованими на центральній осі валків. Нагрівачі є поміщеними у гільзи зі сплаву на основі міді для належної провідності та рівномірного розподілу теплоти по бочці валка. Живлення для нагрівачів подається за допомогою обертального електричного розподільника, який приєднується до кінці валка з боку оператора. Нагрівачі забезпечують базовий тепловий компонент, який потім змінюється системою індукційного нагріву для контролю профілю при досягненні кінцевої робочої температури валків. Опорні валки виготовляють з кованої легованої сталі, і вони мають чотири чотирирядні конічні роликові підшипники та чотири подушки з литої сталі. Подушки нижніх опорних валків оснащено сталевими шарнірними подушками для ідеального контакту з нижніми клинами системи регулювання лінії прокатки. Подушки нижнього опорного валка мають колеса, які ходять по рейках, закріплених всередині корпусу стана. Подушки робочого валка та опорного валка утримуються у корпусах стана гідравлічно керованими притискними планками подушок, прикріпленими до корпусу. Лінія прокатки автоматично тримається на незмінній висоті незалежно від змін діаметра валків за допомогою клиноподібного механізму з приводом від двигуна, закріпленому у нижній частині стана. Два виконані з легованої сталі загартовані й відшліфовані клини є закріпленими між подушками нижнього опорного валка та вікнами корпусу стана. Загартовані й відшліфовані сталеві шарнірні пластини кріпляться до подушок нижнього опорного валка. Клини регулюються ходовим гвинтом, який приводиться в дію гідравлічним двигуном. Фактична позиція клинів контролюється позиційним датчиком. Контроль надлишкового ходу клинів здійснюють за допомогою безконтактних перемикачів. Контроль є включеним до центральної системи керування станом і є повністю автоматичним. Після заміни валка оператор вводить у систему нове значення діаметра валка, система розраховує нову позицію клинів і забезпечує необхідний привід для гідравлічного двигуна. Як можна побачити на Фігурах 4А та 4В, прокатний стан має привідну систему 92. Робочі валки незалежно приводяться в дію електричними двигунами 94 та 96. Привідна система включає редуктор 102 та привідні шпинделі 104 та 106. Привідні шпинделі окремо регулюються для забезпечення асиметричного зсувного прокатування, коли крутні моменти двигуна регулюються для максимальної внутрішньої деформації магнієвої катаної стрічки для створення більш рівномірної мікроструктури з текстурою, що має кращу ковкість під час наступних операцій формування. Перемикання передач забезпечує можливість переміщення з низькою швидкістю при надзвичайно високому крутному моменті для кращого виконання процесу асиметричного прокатування. Як видно на Фіг. 4С, в альтернативному варіанті привідна система стана може включати конфігурацію, в якій привідна система верхнього та нижнього робочих валків механічно з'єднується через систему 108 диференціальної передачі. Система диференціальної передачі може належати до планетарного самохідного типу для забезпечення можливості відновлення крутного моменту від натискного валка стану асиметричного прокатування привідного валка. Головний двигун ПО застосовують для приведення стана в дію, а допоміжний менший двигун 112 застосовують для корекції диференціальної швидкості. В альтернативному варіанті система диференціальної передачі може бути епіциклічною. Наприклад, асиметрична прокатка згідно з даним винаходом створює різницю у швидкості 3:1 між робочими валками, в результаті чого помітно поліпшується мікроструктура стрічки безпосередньо після прокатування. Зовнішні елементи 114 нагрівання валка розташовуються як для верхнього, так і для нижнього робочих валків. Зовнішні нагрівні елементи валка мають нагрівну здатність 350˚C. Зовнішні нагрівні елементи валка належать до індукційного типу повної ширини з сегментами, які забезпечують можливість індивідуального контролю по ширині валка, забезпечуючи здатність до контролювання термопрофілю / бочки валка. Внутрішні нагрівні елементи 116 також передбачено для верхнього та нижнього робочих валків. Нагрівна здатність внутрішніх нагрівних елементів становить приблизно 150˚C як самостійних елементів. Внутрішні нагрівні елементи є електричними і розташовуються у подовжньому каналі в центральній осі валка. Внутрішні нагрівні елементи мають конструкцію розтяжного захисного чохла, що забезпечує щільний контакт з бочкою робочого валка для забезпечення відмінної теплопровідності та оптимізації вхідної потужності. Внутрішні нагрівні елементи є оснащеними електричними контактами з високою швидкістю обертання. 6 UA 106172 C2 5 10 15 20 25 30 35 40 45 50 55 60 Профільовані валки 117 розташовуються суміжно з моталками гарячої стрічки і вимірюють форму стрічки під час кожного пропускання і забезпечують контроль замкненого циклу для приводів. Профільований валок може витримувати підвищені температури, які застосовують для прокатки магнію, і серійно виробляються компанією ABB під фірмовою назвою Stressometer Roll. Профільований валок забезпечує вимірювання натягу стрічки я поперек, так і уздовж прокатуваної магнієвої стрічки. Регулювання подачі на протягувальному столі 118 розташовується на вихідній стороні правої моталки гарячої стрічки для перетинання магнієвої стрічки трайбапаратом для обходження правої моталки гарячої стрічки під час кінцевої подачі стрічки для зворотного перемотування. Система охолодження стрічки 120 включає насадку для примусового повітряного охолодження для зниження температури стрічки перед остаточним намотуванням у перемотувальному пристрої. Система охолодження стрічки може включати охолодження туманом або водяне охолодження з наступним застосуванням повітряного шабера для висушування стрічки у випадках, коли наступний етап обробки допускає певне незначне окиснення поверхні стрічки. Вихідний відхильний ролик 122 розташовується суміжно з системою охолодження стрічки для затискання та відхилення магнієвої стрічки у напрямку перемотувача і для забезпечення належного кута охоплення для стійкості охолодження. Перемотувач 124 межує з профілометричним роликом для щільного намотування готової стрічки для належного розміру внутрішнього діаметра, що вимагається у конкретному випадку застосування магнієвої стрічки. Ремінний захльостувач 126 є частиною перемотувача для започаткування першого намотування на перемотувальній оправці. Вихідний візок 128 для рулонів вивантажує готову стрічку рулону для переміщення до місця за межами стана. Система 10 прокатного стана для магнію згідно з даним винаходом може включати активний термічний роликовий стіл 130, який застосовують для зворотного прокатування магнієвого листа або пластини. Роликовий стіл оснащено інжекторами 132 гарячого повітря, які є здатним забезпечувати нагрівання від навколишньої температури до приблизно 500˚C. Термічний роликовий стіл може розташовуватися на кожній стороні системи прокатного стана поблизу від моталок гарячої стрічки, і моталки гарячої стрічки можуть не застосовуватися для пластин або застосовуватися лише частково за потребою. Активні термічні роликові столи можуть проходитися в автономному режимі, коли магнієва стрічка намотується між моталками гарячої стрічки. Система прокатного стана для магнію з Фігур 1A та 1B має незалежний завантажувальний, розмотувальний барабан та розвантажувальний перемотувач і може застосовуватися для прокатки магнієвого листа та магнієвого рулону. Система прокатного стана для магнію з Фігур 2А та 2В має незалежний завантажувальний розмотувальний барабан та розвантажувальний перемотувач, але має конфігурацію для прокатки лише магнієвого рулону, оскільки вона не включає активного термічного роликового стола. Фігури 3А та 3В показують систему прокатного стана для магнію для прокатки магнієвого рулону, в якій поєднується завантаження та вивантаження магнієвого рулону через наявність двофункціонального подавального і розмотувального барабана 134. двофункціональний подавальний і розмотувальний барабан являє собою альтернативний єдиний агрегат, який виконує подвійну функцію подавального барабана та розмотувального барабана, який застосовується спочатку для розмотування нового рулону та остаточного намотування готового рулону. Як можна побачити на ФІГ. 5, моталка гарячої стрічки може мати протяжний настил з включеними насадками 136 для гарячого повітря, які живляться від інжекторів 138 гарячого повітря. До особливостей та переваг даного винаходу належать система прокатного стана для магнію, яка включає моталки гарячої стрічки для обробки магнієвого сплаву, призначені для забезпечення щільного намотування та протинатягу для намотуваної стрічки при підтриманні належної температури прокатування. Моталки гарячої стрічки належать до конвекційного типу для швидшого нагрівання, який складається з рециркуляційного вентилятора, теплообмінника, ізольованого трубопроводу, модульованих повітряних клапанів і верхньої, нижньої та бокових повітряних насадок для штовхання гарячого повітря на поверхню намотуваного рулону. Додатковий витяжний вентилятор забезпечує негативний тиск для моталки гарячої стрічки для уникнення розсіювання тепла у робочому середовищі. Окреме подовження нагрівальної камери швидко підвищує температуру кінців стрічки. Камера розташовується над хвостом рулону, що залишається за межами кожуха моталки гарячої стрічки, коли рулон є повністю намотаним на одну з моталок гарячої стрічки. Хвіст має залишатися за межами кожуха для сприяння перезарядженню стана для наступного 7 UA 106172 C2 5 10 15 20 25 30 35 40 45 50 пропускання. Нагрівальна камера спрямовується на площину повороту відхильного ролика. Ця конструкція поміщує камеру поблизу від хвоста, коли відхильний ролик є закритим, і оптимізує теплопередачу. Камера є оснащеною ежекторами гарячого повітря, здатними нагрівати навколишнє повітря до 500˚C. Система прокатного стана для магнію згідно з даним винаходом передбачає моталку гарячої стрічки, яка має обходитися через перетинання подавальних транспортерів. Роликовий стіл з протяжним валком захоплює стрічку, яка подається до стана або до зворотного перемотування для обходження зонимоталки гарячої стрічки. Потім роликовий стіл повертається у вихідну позицію, коли магнієвий сплав проходить через моталки гарячої стрічки. Іншою перевагою системи прокатного стана згідно з даним винаходом є двошвидкісна незалежна головна привідна система для асиметричного прокатування для обробки магнію з застосуванням двох незалежних головних двигунів. Низьку швидкість застосовують для забезпечення високого крутного моменту, як вимагається для асиметричного прокатування, коли стрічка у міжвалковому зазорі проштовхується й протягується двома робочими валками для поліпшення мікроструктури шляхом збільшення зсуву та вироблення теплоти. Одержана в результаті мікроструктура є менш схильною до розтріскування під час наступних операцій формування. В альтернативному варіанті у двошвидкісній незалежній головній привідній системі для асиметричного прокатування для обробки магнію застосовується механічна система регенерації з єдиним головним двигуном та диференціальним приводом. Ще одна перевага даного винаходу полягає у внутрішньому та зовнішньому нагріванні робочого валка для прокатки магнію. Зовнішнє нагрівання здійснюють через індукційне нагрівання для поверхні валка. Індуктори належать до зонного типу для забезпечення різниці температур на різних сторонах валка, завдяки чому стає можливим температурний контроль бочки валка для корекції форми/профілю стрічки. Внутрішнє нагрівання забезпечується електронагрівними елементами, розташованими у тілі валка, які забезпечують належний термічний контакт з бочкою валка для швидкої теплопередачі. Температура валка становить приблизно 300˚C для уникнення відведення теплоти від прокатуваної стрічки, коли вона контактує з робочими валками. Для поліпшення продуктивності стана попередньо нагріті рулони можуть завантажуватися на розмотувальний барабан і прямо подаватися до стана. Це зменшує або усуває потребу у будь-якому нагріванні на стані перед першим прокатуванням. Для забезпечення можливості прискореного охолодження з метою стримання будь-якої схильності до росту зерен при перемотуванні після охолодження система прокатного стана для магнію включає охолоджувальну систему, яка підтримує поліпшені фізичні властивості дрібнозернистого листа, виготовленого на стані. Ізольовані й нагріті роликові столи з покриттям можуть розташовуватися на обох сторонах прокатного стана для нагрівання магнієвої пластини до температури, яка вимагається для прокатування, і можуть бути розташовані за межами моталок гарячої стрічки та/або між моталками гарячої стрічки та прокатним станом. У внутрішній позиції вони мають підвищувати температуру стрічки, яка прокатується між моталками гарячої стрічки. Ще одна перевага системи прокатного стана для магнію згідно з даним винаходом полягає у застосуванні двофункціонального розмотувального барабана та перемотувального пристрою, що зменшує загальну довжину лінії та капітальні витрати на систему. Розширення оправки агрегату може регулюватися до двох діаметрів, при чому більший діаметр призначається для обробки відкритих рулонів, які зазвичай виготовляються з застосуванням двовалкової ливарної машини, а другий, менший діаметр призначається для пристосування до котушки, таким чином, щоб матеріал більш тонкої прокатки міг намотуватися на ці котушки для наступних операцій обробки. Хоча даний винахід було описано й показано з посиланням на кілька варіантів його втілення, слід розуміти, що існує можливість його змін та модифікацій, які охоплюються обсягом винаходу, який визначається представленою нижче формулою винаходу. ФОРМУЛА ВИНАХОДУ 55 1. Прокатний стан для магнію, який включає: реверсивний прокатний стан, який має принаймні два робочі валки для прокатування магнієвого листа; моталку гарячої стрічки, розташовану на кожній стороні прокатного стана для нагрівання та підтримання потрібної температури магнієвого листа, який прокатується у прокатному стані; 8 UA 106172 C2 5 10 15 20 25 30 35 причому моталка гарячої стрічки являє собою нагрівач конвекційного типу, що має ізольований корпус та форсунки для повітря всередині корпусу для спрямування гарячого повітря на магнієвий лист. 2. Прокатний стан за п. 1, у якому моталка гарячої стрічки включає витяжний вентилятор. 3. Прокатний стан за п. 1, який додатково включає подовження нагрівальної камери поблизу від моталки гарячої стрічки для нагрівання кінця магнієвого листа за межами моталки гарячої стрічки. 4. Прокатний стан за п. 1, який додатково включаєактивний термічний роликовий стіл для нагрівання магнієвого листа або магнієвої пластини. 5. Прокатний стан за п. 4, у якому роликовий стіл має інжектори гарячого повітря для нагрівання магнієвого листа або магнієвої пластини. 6. Прокатний стан за п. 1, який додатково включає привідну систему стана, в якій робочі валки незалежно приводяться в дію для асиметричного прокатування магнієвого листа. 7. Прокатний стан за п. 6, у якому кожен робочий валок приводиться в дію незалежним двигуном. 8. Прокатний стан за п. 6, у якому один робочий валок приводиться в дію головним незалежним двигуном, а інший робочий валок приводиться в дію системою диференціальної передачі та допоміжним двигуном. 9. Прокатний стан за п. 1, у якому робочі валки нагріваються ззовні зонними індукторами для забезпечення різниці температур по ширині валка, завдяки чому стає можливим температурний контроль бочки валка для корекції форми або профілю магнієвого листа або стрічки. 10. Прокатний стан за п. 1, у якому робочі валки мають внутрішні нагрівні елементи у тілі робочих валків. 11. Прокатний стан за п. 1, який додатково включає принаймні один подавальний транспортер та трайбапарат. 12. Прокатний стан за п. 1, який додатково включає ділянку завантаження та розмотування теплого рулону. 13. Прокатний стан за п. 1, який додатково включає охолоджувальну систему для остаточного намотування магнієвого листа. 14. Прокатний стан за п. 1, який додатково включає двофункціональний розмотувальний барабан та перемотувальну ділянку. 15. Прокатний стан за п. 1, який додатково включає: відхильний ролик моталки гарячої стрічки подвійного ходу для ущільнення моталки гарячої стрічки, та протяжний настил моталки гарячої стрічки з інтегрованими форсунками для гарячого повітря, що подається інжекторами гарячого повітря, при цьому моталка гарячої стрічки додатково включає фланець у повітропроводі, який живить ізольований корпус, для доступу всередину ізольованого корпусу. 9 UA 106172 C2 10 UA 106172 C2 11 UA 106172 C2 12 UA 106172 C2 Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 13
ДивитисяДодаткова інформація
Назва патенту англійськоюMagnesium roll mill
Автори англійськоюPassoni, Roberto, Romanowski, Christopher, A.
Автори російськоюПассони Роберто, Романовски Кристофер А.
МПК / Мітки
МПК: B21B 3/00, B21B 47/00, C22C 23/00, C22F 1/06
Мітки: стан, прокатній, магнію
Код посилання
<a href="https://ua.patents.su/15-106172-prokatnijj-stan-dlya-magniyu.html" target="_blank" rel="follow" title="База патентів України">Прокатний стан для магнію</a>
Прокатний стан з регулюванням валків по двох напрямках
Номер патенту: 66804
Опубліковано: 15.06.2004
Автори: Женг Хонгжуан, Жао Лінжен
МПК: B21B 31/16, B21B 13/14
Мітки: прокатній, регулюванням, двох, стан, валків, напрямках
Формула / Реферат:
1. Прокатний стан з регулюванням валків по двох напрямках для прокатки листа і штаби, який складається з таких основних елементів, як кліть стана, яка має форму рами (10), верхня система валків і нижня система валків, верхній люнет і нижній люнет, який відрізняється тим, що верхня і нижня системи валків сконструйовані таким чином, що мають вежоподібну конфігурацію, а рама, люнети і проміжний опорний механізм між рамою і люнетами прокатного...
Прокатний стан з регулюванням валків по двом напрямкам
Номер патенту: 66910
Опубліковано: 15.06.2004
Автори: Жао Лінжен, Женг Хонгжуан
МПК: B21B 29/00, B21B 1/22
Мітки: двом, прокатній, напрямкам, стан, валків, регулюванням
Формула / Реферат:
1. Прокатний стан для прокатки листа і штаби, що складається з рами стана (10), верхньої системи валків і нижньої системи валків, верхнього люнета і нижнього люнета та притискних пристроїв (9) для регулювання величини проміжку між валками, в якому згадані верхня і нижня системи валків виконані таким чином, що мають вежоподібну конфігурацію, який відрізняється тим, що один з люнетів складається з першого середнього люнета, перших бокових...
Багатовалковий прокатний стан
Номер патенту: 2018
Опубліковано: 15.09.2003
Автор: Женг Хонгжуан
МПК: B21B 31/00
Мітки: прокатній, стан, багатовалковій
Формула / Реферат:
1. Прокатний стан, що містить кліть стана, верхню систему валків, нижню систему валків, причому до складу кожної з них входить робочий валок, та пристрій регулювання величини зазору між двома робочими валками, який відрізняється тим, що кожна з вищезгаданих систем валків включає кілька рядів зовнішніх опорних валків, розташованих з зовнішнього боку відповідного робочого валка, причому робочий валок і зовнішні опорні валки розміщені таким...
Неперервний прокатний штабовий стан

Номер патенту: 58129
Опубліковано: 15.07.2003
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: прокатній, штабовий, неперервний, стан
Формула / Реферат:
Неперервний прокатний штабовий стан, який включає багатовалкові кліті, кожна з яких має два опорних валки і два привідних робочих валки, розмотувач і моталку, який відрізняється тим, що як першу кліть встановлено п‘ятивалкову кліть з двома опорними валками, двома привідними робочими валкамита одним непривідним робочим валком, а розмотувач розташовано між першою та другою робочими клітями.
Універсальний стан плющильно-волочильно-прокатний
Номер патенту: 73277
Опубліковано: 15.07.2005
Автори: Саєнко Віктор Олександрович, Мірошніченко Сергій Павлович, Іванченко Василь Яковлевич, Брєзін Олександр Олександрович, Іоффе Ірина Анатолівна, Чистяков Олександр Вікторович, Работніков Микола Олександрович, Шрамко Микола Карпович, Близнюк Олексій Анатолієвич, Донченко Анатолій Григорович, Рудь Віктор Володимирович, Карєєв Сергій Михайлович, Гуртовой Микола Іванович, Рудь Володимир Павлович, Ткаченко Олександр Павлович, Гребе Олександр Константинович
МПК: B21B 1/00
Мітки: універсальний, стан, плющильно-волочильно-прокатний
Формула / Реферат:
1. Універсальний стан плющильно-волочильно-прокатний, який містить установлені в технологічній послідовності розмотувач вхідної заготівки, ролики опорні міряльні, горизонтальну правильну машину, волочильну роликову головку, робочу кліть, правий та лівий намотувально-розмотувальні пристрої, в залежності від напрямку подання вхідної заготівки дроту, з пристроями механічної настройки рядного укладання металопрокату, що намотується на шпулю або...
Попередній патент: Секція радіатора водяного опалення
Наступний патент: Резонатор коріолісового вібраційного гіроскопа