Лопать несучого гвинта вертольота кт-112 “кадет”

Формула / Реферат
1. Лопать несучого гвинта вертольота, яка містить лонжерон, вузол кріплення лопаті до втулки несучого гвинта, окоренковий обтічник, кінцевий обтічник, протифлатерний вантаж, балансувальний вантаж, розміщений у кінцевому обтічнику, хвостовий відсік, обшивку, гумову і металеву антиабразивні накладки та гримерну пластину, розміщену на хвостовому відсіку, при цьому вузол кріплення лопаті до втулки несучого гвинта виконаний жорстко з'єднаним з лонжероном, кінцева частина лопаті виконана або закругленої форми в плані, або прямої, або скошеної під кутом у ту чи іншу сторону по ходу обертання лопаті, або будь-якої іншої форми в плані, лопать виконана у вигляді набору аеродинамічних профілів, розміщених уздовж поздовжньої осі лопаті, аеродинамічний профіль лопаті утворений опуклим верхнім і плоским нижнім контурами і має плавно обтічний закруглений носок і загострену задню крайку кінцевої товщини, лопать виконана із прямою віссю, аеродинамічні профілі лопаті встановлені уздовж осі згаданої лопаті за законом, що оптимізує аеродинамічні характеристики лопаті, а товщина лопаті виконана зі зменшенням від окоренка до закінцівки лопаті, яка відрізняється тим, що вона додатково містить елемент жорсткості, розміщений у хвостовій частині лопаті за хвостовим відсіком, додатковий балансувальний вантаж, розміщений в окоренковій частині лопаті, і елементи кріплення основних і додаткового балансувальних вантажів, при цьому в окоренковій частині лопаті виконаний вузол навішування, протифлатерний вантаж розміщений уздовж передньої крайки лопаті перед лонжероном, протифлатерний вантаж розміщений по довжині лопаті на ділянці не менше 60 % довжини лопаті від її закінцівки, елементи кріплення основного і додаткового балансувальних вантажів закріплені до закінцівок лонжерона, основний і додатковий балансувальні вантажі закріплені до згаданих елементів кріплення, гумова антиабразивна накладка розміщена по всій довжині лопаті, металева антиабразивна накладка виконана у вигляді тонкостінної пластини, що зігнута за формою носка лопаті, металеві антиабразивні накладки закріплені з проміжком між собою зверху гумової антиабразивної накладки на ділянці 0,6 довжини передньої крайки лопаті від її закінцівки, елемент жорсткості виконаний клинчастої форми в поперечному перерізі, елемент жорсткості закріплений до закінцівки хвостового відсіку з напрямком вістря клина у бік задньої крайки лопаті, кінцевий обтічник виконаний у вигляді двох частин - передньої та задньої, які зістиковані по осі лопаті, передня частина кінцевого обтічника виконана знімною, задня частина кінцевого обтічника жорстко закріплена до торця хвостового відсіку лопаті, основний балансувальний вантаж розміщений у внутрішній порожнині знімної частини кінцевого обтічника, додатковий балансувальний вантаж розміщений у закінцівці окоренка лопаті перед вузлом навішування на максимальному віддаленні від закінцівки зазначеної лопаті, кінцевий обтічник виконаний або симетричної, або несиметричної форми в поперечному перерізі відносно осі лопаті, гримерна пластина виконана у вигляді жорстко з'єднаних між собою пластин з утворенням двошарової конструкції Y-подібної форми в поперечному перерізі, елементи частини тримірної пластини, що розширюються, виконані по довжині більше, ніж ті, що з'єднані між собою, хвостовий відсік лопаті виконаний трапецієподібної форми в плані і шириною не більше 70 % відносно довжини хорди лопаті, причому хвостова частина лопаті виконана монолітною зі склопластику, лонжерон виконаний із шарів склотканини з наступним полімеризуванням і утворенням квазімоноліту, лонжерон виконаний з двох пакетів, жорстко з'єднаних між собою шляхом формування, згадані балансувальні вантажі виконані переважно у вигляді сталевих пластин різної товщини, обшивка виконана із тканини типу кевлар, елемент жорсткості виконаний переважно зі склопластику або з будь-якого іншого аналогічного матеріалу, протифлатерний вантаж виконаний із свинцю, а елементи кріплення основних і додаткового балансувальних вантажів виконано краще з дуралюміну.
2. Лопать за п. 1, яка відрізняється тим, що лопать виконана зі співвідношенням довжини і хорди не менше 20:1.
3. Лопать за п. 1, яка відрізняється тим, що тримірна пластина розміщена на віддаленні від закінцівки лопаті не менше 1/3 довжини лопаті.
4. Лопать за п. 1, яка відрізняється тим, що тримірна пластина виконана довжиною не менше 1/100 довжини лопаті.
5. Лопать за п. 1, яка відрізняється тим, що тримірна пластина виконана товщиною не більше 1 мм.
6. Лопать за п. 1, яка відрізняється тим, що кожна металева антиабразивна накладка виконана з нержавіючої сталі товщиною 0,4 мм.
7. Лопать за п. 1, яка відрізняється тим, що лонжерон виконаний замкнутої форми в поперечному перерізі та із внутрішньою порожниною.
8. Лопать за п. 1, яка відрізняється тим, що зовнішня поверхня лопаті покрита емаллю або аналогічною за фізико-механічними властивостями речовиною, що не допускає всмоктування вологи.
9. Лопать за п. 1, яка відрізняється тим, що протифлатерний вантаж виконаний у вигляді окремих конструктивних елементів, що затиснуті між шарами склотканини.
10. Лопать за п. 1, яка відрізняється тим, що хвостовий відсік з'єднаний з лонжероном та з елементом жорсткості за допомогою клею.
11. Лопать за п. 1, яка відрізняється тим, що балансувальний вантаж виконаний з можливістю зміни своєї сумарної маси.
12. Лопать за п. 1, яка відрізняється тим, що тримірна пластина закріплена із щільним приляганням частини, що розширюється, до поверхні профілю лопаті з перекриттям елемента жорсткості не менше, ніж у два рази.
13. Лопать за п. 1, яка відрізняється тим, що профіль лопаті виконаний таким, що його товщина змінюється від 15,5 % у окоренку до 9,6 % на кінці лопаті.
14. Лопать за п. 1, яка відрізняється тим, що лопать виконана з геометричною круткою 8°.
Текст
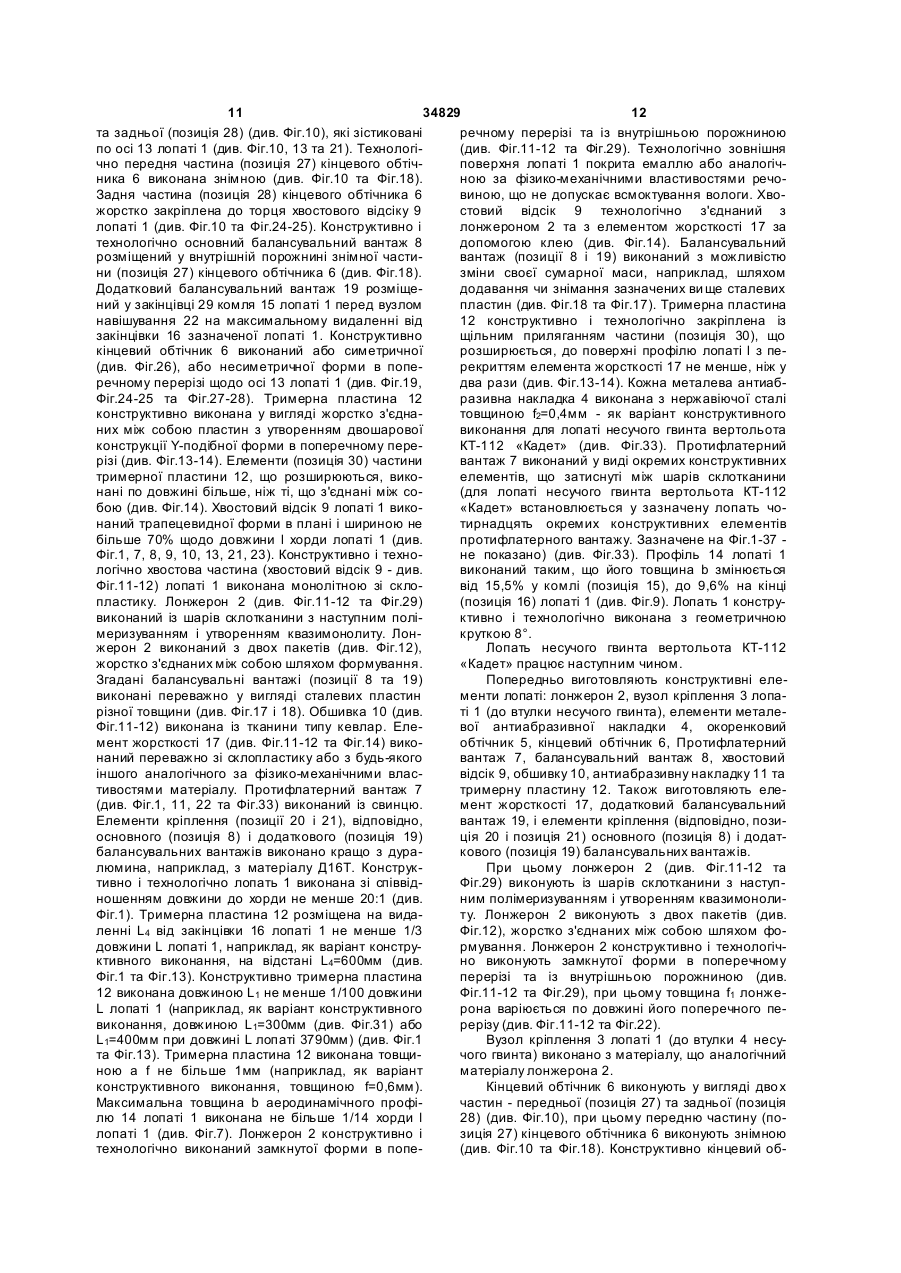
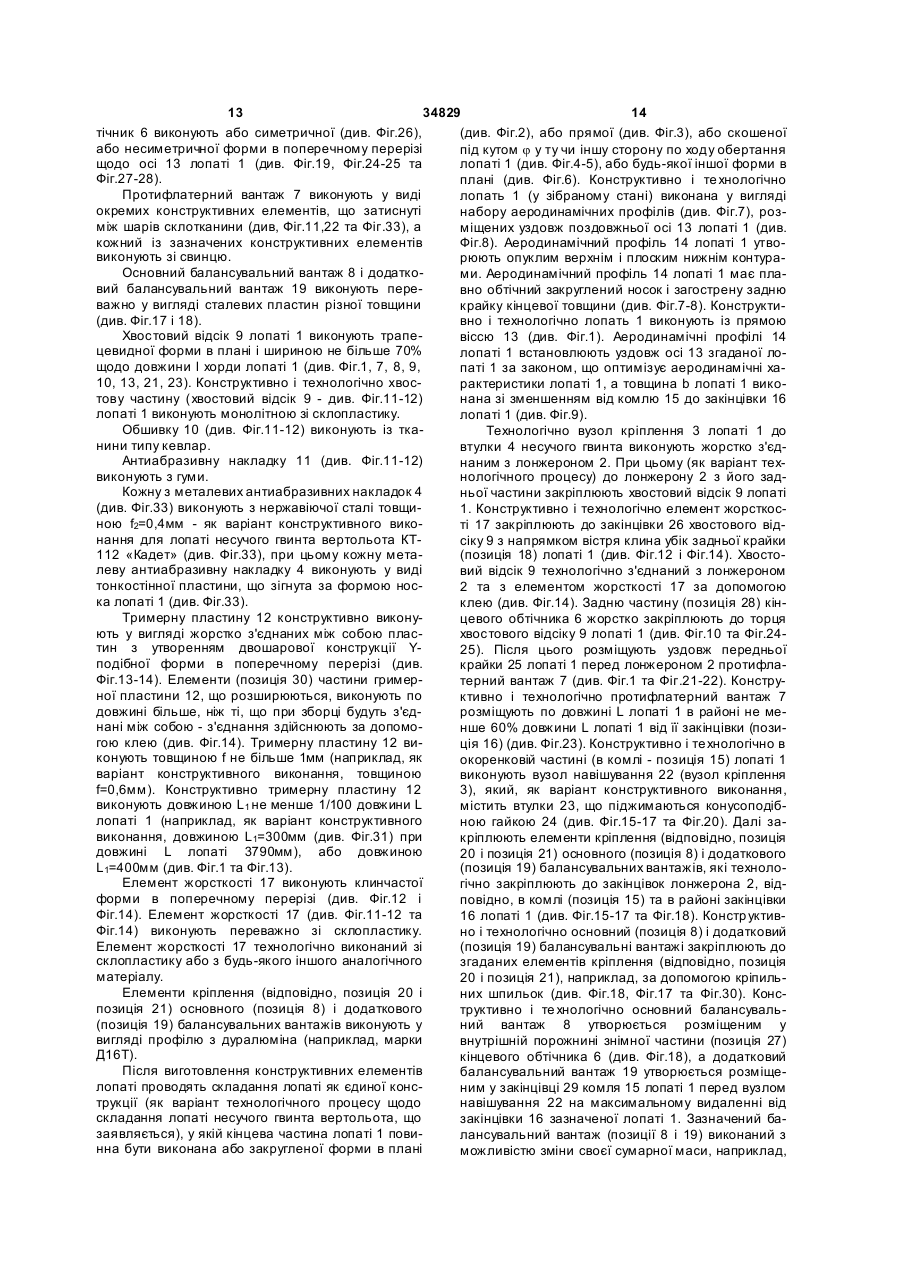
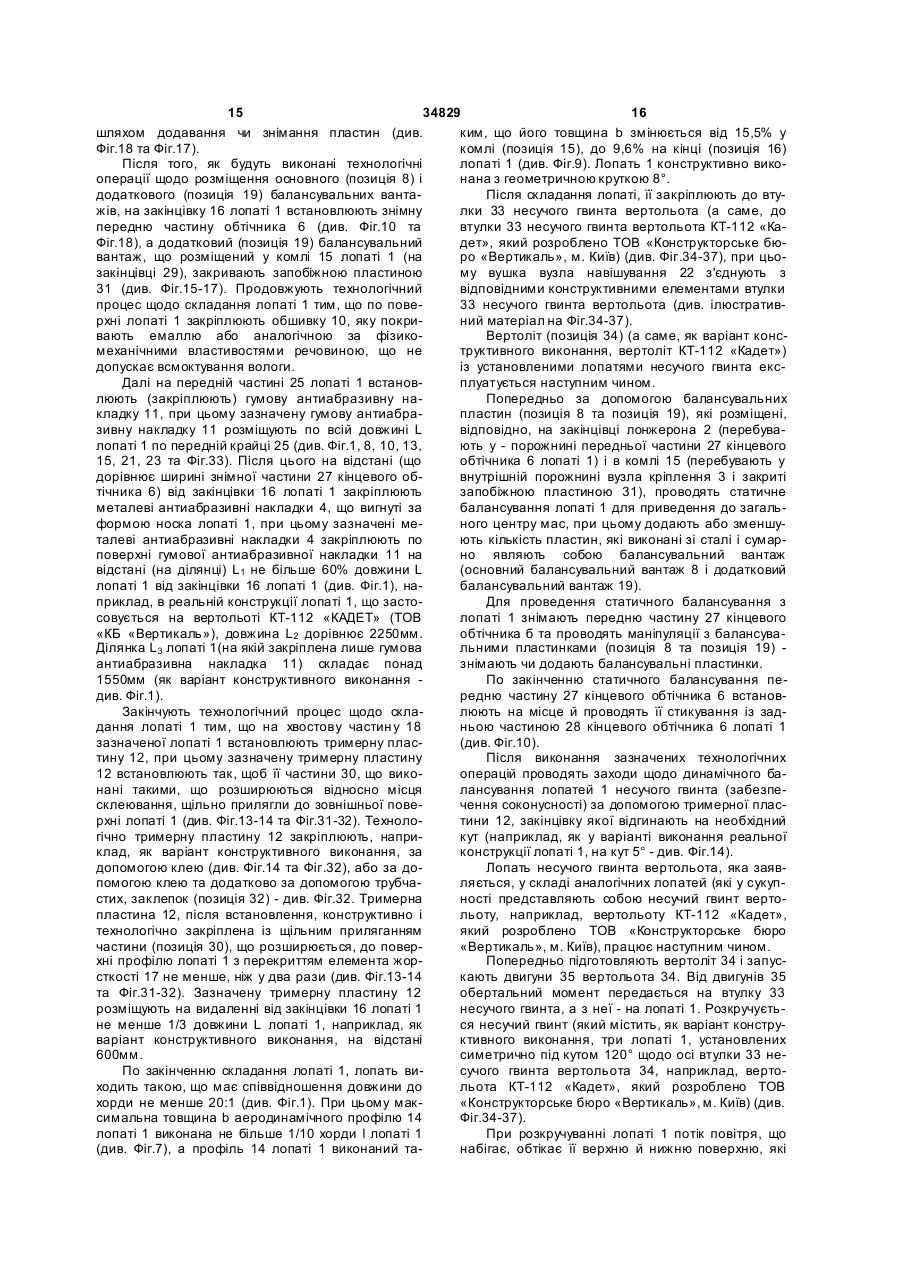
1. Лопать несучого гвинта вертольота, яка містить лонжерон, вузол кріплення лопаті до втулки несучого гвинта, окоренковий обтічник, кінцевий обтічник, протифлатерний вантаж, балансувальний вантаж, розміщений у кінцевому обтічнику, хвостовий відсік, обшивку, гумову і металеву антиабразивні накладки та гримерну пластину, розміщену на хвостовому відсіку, при цьому вузол кріплення лопаті до втулки несучого гвинта виконаний жорстко з'єднаним з лонжероном, кінцева частина лопаті виконана або закругленої форми в плані, або прямої, або скошеної під кутом у ту чи іншу сторону по ходу обертання лопаті, або будь-якої іншої форми в плані, лопать виконана у вигляді набору аеродинамічних профілів, розміщених уздовж поздовжньої осі лопаті, аеродинамічний профіль лопаті утворений опуклим верхнім і плоским нижнім контурами і має плавно обтічний закруглений носок і загострену задню крайку кінцевої товщини, лопать виконана із прямою віссю, аеродинамічні профілі лопаті встановлені уздовж осі згаданої лопаті за законом, що оптимізує аеродинамічні характеристики лопаті, а товщина лопаті виконана зі зменшенням від окоренка до закінцівки лопаті, яка відрізняється тим, що вона додатково містить елемент жорсткості, розміщений у хвостовій частині лопаті за хвостовим відсіком, додатковий балансувальний вантаж, розміщений в окоренковій частині лопаті, і елементи кріплення основних і додаткового балансувальних вантажів, при цьому в окоренковій частині лопаті виконаний вузол навішування, протифлатерний вантаж розміщений уздовж передньої крайки лопаті перед лонжероном, протифлатерний вантаж розміщений по довжині лопаті на ділянці не менше 60 % довжини лопаті від її закінцівки, елементи кріплення основного і додаткового балансувальних вантажів закріплені до закінцівок лонжерона, основний і додатковий балансувальні вантажі закріплені до 2 (19) 1 3 34829 4 2. Лопать за п. 1, яка відрізняється тим, що ло9. Лопать за п. 1, яка відрізняє ться тим, що пропать виконана зі співвідношенням довжини і хорди тифлатерний вантаж виконаний у вигляді окремих не менше 20:1. конструктивних елементів, що затиснуті між шара3. Лопать за п. 1, яка відрізняється тим, що трими склотканини. мірна пластина розміщена на віддаленні від закін10. Лопать за п. 1, яка відрізняється тим, що хвоцівки лопаті не менше 1/3 довжини лопаті. стовий відсік з'єднаний з лонжероном та з елемен4. Лопать за п. 1, яка відрізняється тим, що тритом жорсткості за допомогою клею. мірна пластина виконана довжиною не менше 11. Лопать за п. 1, яка відрізняється тим, що ба1/100 довжини лопаті. лансувальний вантаж виконаний з можливістю 5. Лопать за п. 1, яка відрізняється тим, що тризміни своєї сумарної маси. мірна пластина виконана товщиною не більше 1 12. Лопать за п. 1, яка відрізняється тим, що тримм. мірна пластина закріплена із щільним приляган6. Лопать за п. 1, яка відрізняється тим, що кожна ням частини, що розширюється, до поверхні прометалева антиабразивна накладка виконана з нефілю лопаті з перекриттям елемента жорсткості не ржавіючої сталі товщиною 0,4 мм. менше, ніж у два рази. 7. Лопать за п. 1, яка відрізняється тим, що лон13. Лопать за п. 1, яка відрізняється тим, що жерон виконаний замкнутої форми в поперечному профіль лопаті виконаний таким, що його товщина перерізі та із внутрішньою порожниною. змінюється від 15,5 % у окоренку до 9,6 % на кінці 8. Лопать за п. 1, яка відрізняється тим, що зовлопаті. нішня поверхня лопаті покрита емаллю або анало14. Лопать за п. 1, яка відрізняється тим, що логічною за фізико-механічними властивостями репать виконана з геометричною круткою 8°. човиною, що не допускає всмоктування вологи. Корисна модель відноситься до галузі авіації, зокрема, до авіаційної техніки, а саме, до конструкцій лопатей несучих гвинтів вертольотів. Відома лопать несучого гвинта вертольота, що містить окоренкову частин у, центральну частину і наконечник, при цьому в центральній частині лопаті на радіусі обертання лопаті R=0,65-0,8 виконаний наплив у вигляді рівнобедреного трикутника, а на задній крайці відповідно виконаний прямокутний стрингер, що виступає назад на величину, пропорційну середньому збільшенню хорди лопаті в місці напливу, причому передня крайка наконечника на ділянці R=0,92 радіуса обертання лопаті постачена виступом, який збільшує хорду лопаті на 33% під кутом 75°, передня крайка наконечника має пряму стріловидність під кутом 33° до передньої крайки центральної частини, а кінцева та задня крайки наконечника мають кути стріловидності не більше 10° [1]. До недоліків відомої лопаті несучого гвинта вертольота відноситься те, що конструктивні та аеродинамічні характеристики лопаті не дають можливості забезпечити обтікання лопаті набігаючим потоком повітря з одержанням максимального коефіцієнта корисної дії гвинта вертольота та аеродинамічної якості. Відома лопать несучого гвинта вертольота, що містить лонжерон і обшивку, які виконані з композиційних матеріалів, при цьому окоренкова частина лонжерона виконана із шаруватого армованого пластику і постачена встановленими в ній втулками під кріпильні елементи, причому обшивка та лонжерон виконані із пластику із тканинним переплетенням армируючих волокон і постачені додатковими шарами, виконаними зі стрічок з високомодульного матеріалу, які покладені між шарами пластику під кутами від 0 до 90° щодо поздовжньої осі лопаті, бкоренкова частина лопаті армована фольгою, що розміщена між шарами пластику із тканинним переплетенням волокон [2]. До недоліків відомої лопаті несучого гвинта вертольота відноситься те, що під дією змінних навантажень і згинальних моментів у конструктивних елементах лопаті виникають напруги, які приводять до руйнування матеріалу та до порушення з'єднань. Найбільш близьким технічним рішенням, як по суті, так і по задачах, які вирішуються, що обрано за найближчий аналог (прототип), є лопать несучого гвинта вертольота КТ-112 «Кадет», яка містить лонжерон, вузол кріплення лопаті до втулки несучого гвинта, окоренковий обтічник, кінцевий обтічник, протифлатерний вантаж, балансувальний вантаж, розміщений у кінцевому обтічнику, хвостовий відсік, обшивку, гумову і металеву антиабразивні накладки та тримерну пластину, розміщену на хвостовому відсіку, при цьому вузол кріплення лопаті до втулки несучого гвинта виконаний жорстко з'єднаним з лонжероном, кінцева частина лопаті виконана або закругленої форми в плані, або прямої, або скошеної під кутом у ту чи іншу сторону по ходу обертання лопаті, або будь-якої іншої форми в плані, лопать виконана у вигляді набору аеродинамічних профілів, розміщених уздовж поздовжньої осі лопаті, аеродинамічний профіль лопаті утворений опуклим верхнім і плоским нижнім контурами і має плавно обтічний закруглений носок і загострену задню крайку кінцевої товщини, лопать виконана із прямою віссю, аеродинамічні профілі лопаті встановлені уздовж осі згаданої лопаті за законом, що оптимізує аеродинамічні характеристики лопаті, а товщина лопаті виконана зі зменшенням від комлю до закінцівки лопаті [3]. До недоліків відомої лопаті несучого гвинта вертольота КТ-112 «Кадет», що обрана за найближчий аналог (прототип), відноситься те, що 5 34829 6 конструктивні та аеродинамічні характеристики жорсткості виконаний клинчастої форми в попелопаті не дають можливості забезпечити обтікання речному перерізі, елемент жорсткості закріплений лопаті набігаючим потоком повітря з одержанням до закінцівки хвостового відсіку з напрямком вістря максимального коефіцієнта корисної дії гвинта клина убік задньої крайки лопаті, кінцевий обтічник вертольота, аеродинамічної якості та несучої здавиконаний у вигляді двох частин - передньої та задньої, які зістиковані по осі лопаті, передня частності в діапазоні чисел Маху 0,2£М£0,7. Виготовтина кінцевого обтічника виконана знімною, задня лення лопаті з різних матеріалів не забезпечує безресурсності експлуатації лопатей, покращення частина кінцевого обтічника жорстко закріплена до торця хвостового відсіку лопаті, основний баланексплуатаційної технологічності, зниження собівасувальний вантаж розміщений у вн утрішній порортості польотної години тощо. жнині знімної частини кінцевого обтічника, додатВ основу корисної моделі покладена задача ковий балансувальний вантаж розміщений у шляхом зміни конструкції лопаті і виконання її повністю зі склопластику, забезпечити безресурсзакінцівці комля лопаті перед вузлом навішування на максимальному видаленні від закінцівки зазнаність експлуатації лопатей, покращити експлуатаченої лопаті, кінцевий обтічник виконаний або сиційну те хнологічність, знизити собівартість метричної, або несиметричної форми в поперечпольотної години, а також забезпечити підвищенному перерізі щодо осі лопаті, гримерна пластина ня аеродинамічної якості при підвищенні міцності та жорсткості лопаті. виконана у вигляді жорстко з'єднаних між собою пластин з утворенням двошарової конструкції YСуть корисної моделі в лопаті несучого гвинта подібної форми в поперечному перерізі, елементи вертольота КТ-112 «Кадет», яка містить лонжерон, частини гримерної пластини, що розширюються, вузол кріплення лопаті до втулки несучого гвинта, виконані по довжині більше, ніж ті, що з'єднані між окоренковий обтічник, кінцевий обтічник, протифлатерний вантаж, балансувальний вантаж, розмісобою, хвостовий відсік лопаті виконаний трапецевидної форми в плані і шириною не більше 70% щений у кінцевому обтічнику, хвостовий відсік, щодо довжини хорди лопаті. Суть корисної моделі обшивку, гумову і металеву антиабразивні накладполягає також і в тому, що хвостова частина лопаки та тримерну пластину, розміщену на хвостовоті виконана монолітною зі склопластику, лонжерон му відсіку, при цьому вузол кріплення лопаті до втулки несучого гвинта виконаний жорстко з'єднавиконаний із шарів склотканини з наступним полімеризуванням і утворенням квазимонолиту, лонним з лонжероном, кінцева частина лопаті виконажерон виконаний з двох пакетів, жорстко з'єднаних на або закругленої форми в плані, або прямої, або між собою шляхом формування, згадані балансускошеної під кутом у ту чи іншу сторону по ходу вальні вантажі виконані переважно у вигляді стаобертання лопаті, або будь-якої іншої форми в плані, лопать виконана у вигляді набору аеродилевих пластин різної товщини, обшивка виконана із тканини типу кевлар, антиабразивна накладка намічних профілів, розміщених уздовж поздовжвиконана з гуми, елемент жорсткості виконаний ньої осі лопаті, аеродинамічний профіль лопаті переважно зі склопластику або з будь-якого іншого утворений опуклим верхнім і плоским нижнім конаналогічного матеріалу, протифлатерний вантаж турами і має плавно обтічний закруглений носок і загострену задню крайку кінцевої товщини, лопать виконаний, із свинцю, а елементи кріплення основних і додаткового балансувальних вантажів виковиконана із прямою віссю, аеродинамічні профілі нано кращо з дуралюмина. Новим у корисній молопаті встановлені уздовж осі згаданої лопаті за делі є й те, що лопать виконана зі законом, що оптимізує аеродинамічні характерисспіввідношенням довжини до хорди не менше тики лопаті, а товщина лопаті виконана зі зменшенням від комлю до закінцівки лопаті, полягає в 20:1, гримерна пластина розміщена на видаленні від закінцівки лопаті не менше 1/3 довжини лопаті, тому, що вона додатково містить елемент жорсттримерна пластина виконана довжиною не менше кості, розміщений у хвостовій частині лопаті за 1/100 довжини лопаті, тримерна пластина виконахвостовим відсіком, додатковий балансувальний на товщиною не більше 1мм, кожна металева анвантаж, розміщений в окоренковій частині лопаті, і елементи кріплення основних і додаткового балатиабразивна накладка виконана з нержавіючої сталі товщиною 0,4мм, лонжерон виконаний зансувальних вантажів. Суть корисної моделі полямкнутої форми в поперечному перерізі та із внутгає і в тому, що в окоренковій частині лопаті викорішньою порожниною, зовнішня поверхня лопаті наний вузол навішування, протифлатерний вантаж покрита емаллю або аналогічною за фізикорозміщений уздовж передньої крайки лопаті перед лонжероном, протифлатерний вантаж розміщений механічними властивостями речовиною, що не допускає всмоктування вологи, протифлатерний по довжині лопаті на ділянці не менше 60% доввантаж виконаний у виді окремих конструктивних жини лопаті від її закінцівки, елементи кріплення елементів, що затиснуті між шарів склотканини, основного і додаткового балансувальних вантажів хвостовий відсік з'єднаний з лонжероном та з елезакріплені до закінцівок лонжерона, основний і додатковий балансувальні вантажі закріплені до ментом жорсткості за допомогою клею, балансувальний вантаж виконаний з можливістю зміни згаданих елементів кріплення, гумова антиабразисвоєї сумарної маси, тримерна пластина закріплевна накладка розміщена по всій довжині лопаті, на із щільним приляганням частини, що розширюметалева антиабразивна накладка виконана у виді ється, до поверхні профілю лопаті з перекриттям тонкостінної пластини, що зігнута за формою носка лопаті, металеві антиабразивні накладки закріелемента жорсткості не менше, ніж у два рази, профіль лопаті виконаний таким, що його товщина плені з проміжком між собою зверху гумової антизмінюється від 15,5% у комлі, до 9,6% на кінці лоабразивної накладки на ділянці 0,6 довжини передньої крайки лопаті від її закінцівки, елемент 7 34829 8 паті, а зазначена лопать виконана з геометричною лопать виконана зі співвідношенням довжини до круткою 8°. хорди не менше 20:1, тримерна пластина розміПорівняльний аналіз технічного рішення із щена на видаленні від закінцівки лопаті не менше прототипом, дозволяє зробити висновок, що ло1/3 довжини лопаті, тримерна пластина виконана пать несучого гвинта вертольота КТ-112 «Кадет», довжиною не менше 1/100 довжини лопаті, тримеяка заявляється, відрізняється тим, що вона додарна пластина виконана товщиною не більше 1мм, тково містить елемент жорсткості, розміщений у кожна металева антиабразивна накладка виконахвостовій частині лопаті за хвостовим відсіком, на з нержавіючої сталі товщиною 0,4мм, лонжерон додатковий балансувальний вантаж, розміщений в виконаний замкнутої форми в поперечному переокоренковій частині лопаті, і елементи кріплення різі та із внутрішньою порожниною, зовнішня повеосновних і додаткового балансувальних вантажів, рхня лопаті покрита емаллю або аналогічною за при цьому в окоренковій частині лопаті виконаний фізико-механічними властивостями речовиною, вузол навішування, протифлатерний вантаж розщо не допускає всмоктування вологи, протифламіщений уздовж передньої крайки лопаті перед терний вантаж виконаний у виді окремих конструклонжероном, протифлатерний вантаж розміщений тивних елементів, що затиснуті між шарів склоткапо довжині лопаті в районі не менше 60% довжини нини, хвостовий відсік з'єднаний з лонжероном та лопаті від її закінцівки, елементи кріплення основз елементом жорсткості за допомогою клею, баланого і додаткового балансувальних вантажів закрінсувальний вантаж виконаний з можливістю зміни плені до закінцівок лонжерона, основний і додатсвоєї сумарної маси, тримерна пластина закріплековий балансувальні вантажі закріплені до на із щільним приляганням частини, що розширюзгаданих елементів кріплення, гумова антиабразиється, до поверхні профілю лопаті з перекриттям вна накладка розміщена по всій довжині лопаті, елемента жорсткості не менше, ніж у два рази, металева антиабразивна накладка виконана у виді профіль лопаті виконаний таким, що його товщина тонкостінної пластини, що зігнута за формою носзмінюється від 15,5% у комлі, до 9,6% на кінці лока лопаті, металеві антиабразивні накладки закріпаті, а зазначена лопать виконана з геометричною плені з проміжком між собою зверху гумової антикруткою 8°. абразивної накладки на ділянці 0,6 довжини Таким чином, лопать несучого гвинта вертопередньої крайки лопаті від її закінцівки, елемент льота КТ-112 «Кадет», яка заявляється, відповідає жорсткості виконаний клинчастої форми в попекритерію корисної моделі «новизна». речному перерізі, елемент жорсткості закріплений Суть корисної моделі пояснюється за допомодо закінцівки хвостового відсіку з напрямком вістря гою ілюстрацій, де на Фіг.1 представлена конструклина убік задньої крайки лопаті, кінцевий обтічник ктивно-компонувальна схема лопаті несучого гвивиконаний у вигляді двох частин - передньої та нта вертольота КТ-112 «Кадет», що заявляється, задньої, які зістиковані по осі лопаті, передня часна Фіг.2-6 показані варіанти конструктивного викотина кінцевого обтічника виконана знімною, задня нання закінцівки лопаті несучого гвинта вертольочастина кінцевого обтічника жорстко закріплена до та, що заявляється, на Фіг.7 показаний аеродинаторця хвостового відсіку лопаті, основний баланмічний профіль лопаті несучого гвинта сувальний вантаж розміщений у вн утрішній поровертольота, що заявляється, на Фіг.8-9 показані жнині знімної частини кінцевого обтічника, додатсхеми аеродинамічного виконання лопаті по її доковий балансувальний вантаж розміщений у вжині, на Фіг.10 представлена конструктивнозакінцівці комля лопаті перед вузлом навішування компонувальна схема лопаті несучого гвинта верна максимальному видаленні від закінцівки зазнатольота, що заявляється, в районі кінцевого обтічченої лопаті, кінцевий обтічник виконаний або синика, на Фіг.11 показана схема лопаті несучого метричної, або несиметричної форми в поперечгвинта вертольота, що заявляється, в перетині Аному перерізі щодо осі лопаті, тримерна пластина А, на Фіг.12 показана схема лопаті несучого гвинта виконана у вигляді жорстко з'єднаних між собою вертольота, що заявляється, в перетині Б-Б, на пластин з утворенням двошарової конструкції YФіг.13 представлена конструктивноподібної форми в поперечному перерізі, елементи компонувальна схема лопаті несучого гвинта верчастини гримерної пластини, що розширюються, тольота, що заявляється, з розташованою на ній виконані по довжині більше, ніж ті, що з'єднані між гримерною пластиною, на Фіг.14 представлена собою, хвостовий відсік лопаті виконаний трапеконструктивно-компонувальна схема тримерної цевидної форми в плані і шириною не більше 70% пластини (в перетині В-В), на Фіг.15 представлена щодо довжини хорди лопаті, причому хвостова конструктивно-компонувальна схема окоренкової частина лопаті виконана монолітною зі склопласчастини (комля) лопаті несучого гвинта вертольотику, лонжерон виконаний із шарів склотканини з та, що заявляється, з показом конструктивного наступним полімеризуванням і утворенням квазивиконання вузла навішування, на Фіг.16 показана монолиту, лонжерон виконаний з двох пакетів, торцева частина комля лопаті несучого гвинта жорстко з'єднаних між собою шляхом формування, вертольота, що заявляється, на Фіг.17 показана згадані балансувальні вантажі виконані переважно схема розміщення додаткового балансувального у вигляді сталевих пластин різної товщини, обшивантажу, що розміщений в окоренковій частині (в вка виконана із тканини типу кевлар, елемент жоркомлі) лопаті несучого гвинта вертольота, що засткості виконаний переважно зі склопластику або з являється (з показом реальних параметрів визнабудь-якого іншого аналогічного матеріалу, протичених конструктивних елементів лопаті), на Фіг.18 флатерний вантаж виконаний із свинцю, а елемепоказана схема розміщення основного балансуванти кріплення основних і додаткового балансувального вантажу, що розміщений в закінцівці лопаті льних вантажів виконано кращо з дуралюміну, під передньою (знімною) частиною кінцевого обті 9 34829 10 чника лопаті несучого гвинта вертольота, що заФіг.2), або прямої (див. Фіг.3), або скошеної під являється, на Фіг.19 показана схема розміщення кутом j у ту чи іншу сторону по ходу обертання основного балансувального вантажу, що розміщелопаті 1 (див. Фіг.4-5), або будь-якої іншої форми в ний в закінцівці лопаті під передньою (знімною) плані (див. Фіг.6). Конструктивно і те хнологічно частиною кінцевого обтічника лопаті несучого гвилопать 1 виконана у вигляді набору аеродинамічнта вертольота, що заявляється, в перетині Г-Г, на них профілів (див. Фіг.7), розміщених уздовж поФіг.20 представлена конструктивноздовжньої осі 13 лопаті 1 (див. Фіг.8). Аеродинамікомпонувальна схема окоренкової частини (комля) чний профіль 14 лопаті 1 утворений опуклим лопаті несучого гвинта вертольота, що заявляєтьверхнім і плоским нижнім контурами і має плавно ся, з показом конструктивного виконання вузла обтічний закруглений носок і загострену задню навішування і реальних параметрів визначених крайку кінцевої товщини (див. Фіг.7-8). Конструктиконструктивних елементів втулки та конусоподібвно і технологічно лопать 1 виконана із прямою ної гайки, на Фіг.21-22 показані схеми розміщення віссю 13 (див. Фіг.1). Аеродинамічні профілі 14 протифлатерного вантажу уздовж передньої крайлопаті 1 встановлені уздовж осі 13 згаданої лопаті ки лопаті перед лонжероном, на Фіг.23 показана 1 за законом, що оптимізує аеродинамічні хараксхема розміщення протифлатерного вантажу по теристики лопаті 1, а товщина b лопаті 1 виконана довжині L лопаті несучого гвинта вертольота, що зі зменшенням від комлю 15 до закінцівки 16 лопазаявляється, на Фіг.24 показана конструктивноті 1 (див. Фіг.9). Лопать 1 несучого гвинта вертокомпонувальна схема лопаті несучого гвинта верльота КТ-112 «Кадет» додатково містить елемент тольота, що заявляється, в перетині Е-Е з розжорсткості 17, розміщений у хвостовій (позиція 18) криттям конструкції лопаті в районі знімної (передчастині лопаті 1 за хвостовим відсіком 9 (див. ньої) частини кінцевого обтічника, на Фіг.25 Фіг.10-14), додатковий балансувальний вантаж 19, показана конструктивно-компонувальна схема розміщений в окоренковій частині (в комлі - позилопаті несучого гвинта вертольота, що заявляєтьція 15) лопаті 1 (див. Фіг.16-17), і елементи кріпся, в перетині Ж-Ж з розкриттям конструкції лопаті лення (відповідно, позиція 20 і позиція 21) основв районі задньої частини кінцевого обтічника, на них (позиція 8) і додаткового (позиція 19) Фіг.26-28 показані варіанти конструктивного викобалансувальних вантажів (див., відповідно, Фіг.18нання закінцівки лопаті несучого гвинта вертольо19 та Фіг.17). Конструктивно і технологічно в окота, що заявляється, на Фіг.29 показана конструкренковій частині (в комлі - позиція 15) лопаті 1 витивно-компонувальна схема лопаті несучого конаний вузол навішування 22, який, як варіант гвинта вертольота, що заявляється, в перетині 3-3 конструктивного виконання, містить втулки 23, що (з показом реальних параметрів конструктивних піджимаються конусоподібною гайкою 24 (див. елементів лопаті), на Фіг.30 показана конструктивФіг.15-17 та Фіг.20). Конструктивно і технологічно но-компонувальна схема лопаті несучого гвинта протифлатерний вантаж 7 розміщений уздовж вертольота, що заявляється, з розкриттям конспередньої крайки 25 лопаті 1 перед лонжероном 2 трукції в районі закінцівки лопаті, на Фіг.31 показа(див. Фіг.1 та Фіг.21-22). Конструктивно і технологіна конструктивно-компонувальна схема гримерної чно протифлатерний вантаж 7 розміщений по допластини (з показом реальних параметрів конструвжині L лопаті 1 на ділянці не менше 60% довжини ктивних елементів тримерної пластини), на Фіг.32 L лопаті 1 від її закінцівки (позиція 16) (див. Фіг.23). показана схема розміщення тримерної пластини Елементи кріплення (відповідно, позиція 20 і позина хвостовій частині (задній крайці) лопаті несучоція 21) основного (позиція 8) і додаткового (позиція го гвинта вертольота, що заявляється, з розкрит19) балансувальних вантажів закріплені до закінцітям конструкції, на Фіг.33 показана схема розмівок лонжерона 2, відповідно, в комлі (позиція 15) щення на носку лопаті металевих антиабразивних та в районі закінцівки 16 лопаті 1 (див. Фіг.15-17 та накладок та протифлатерного вантажу у зазначеФіг.18). Конструктивно і технологічно основний ній лопаті, на Фіг.34-37 показаний вертоліт КТ-112 (позиція 8) і додатковий (позиція 19) балансуваль«Кадет», який створено в ТОВ «Конструкторське ні вантажі закріплені до згаданих елементів кріпбюро «Вертикаль», на якому застосовані лопаті, лення (відповідно, позиція 20 і позиція 21) (див. конструкція яких заявляється. Фіг.18 та Фіг.17). Гумова антиабразивна накладка Лопать (позиція 1) несучого гвинта вертольота 11 розміщена по всій довжині L лопаті 1 (див. КТ-112 «Кадет», яка заявляється, містить (див. Фіг.1). Металева антиабразивна накладка 4 викоФіг.1 - як варіант конструктивного виконання і винана у виді тонкостінної пластини (див. Фіг.11-12, готовлення в ТОВ «Конструкторське бюро «ВертиФіг.22 та Фіг.33), що конструктивно зігнута за форкаль» для вертольота КТ-112 «Кадет») лонжерон мою носка лопаті 1 (див. Фіг.33). Конструктивно і 2, вузол кріплення 3 лопаті 1 до втулки несучого технологічно металеві антиабразивні накладки 4 гвинта вертольота, металеву антиабразивну назакріплені з проміжком h між собою зверху гумової кладку 4, окоренковий обтічник 5, кінцевий обтічантиабразивної накладки 11 на ділянці 0,6 довжиник 6, протифлатерний вантаж 7, балансувальний ни L передньої крайки 25 лопаті 1 від її закінцівки вантаж 8, розміщений у кінцевому обтічнику 6, 16 (див. Фіг.1 та Фіг.23). Елемент жорсткості 17 хвостовий відсік 9, обшивку 10, гумову антиабравиконаний клинчастої форми в поперечному перезивну накладку 11 та тримерну пластину 12, розрізі (див. Фіг.12 і Фіг.14). Конструктивно і технологіміщену на хвостовому відсіку 9 (див. Фіг.1). Консчно елемент жорсткості 17 закріплений до закінцітруктивно і технологічно вузол кріплення 3 лопаті вки 26 хвостового відсіку 9 з напрямком вістря 1 до втулки несучого гвинта виконаний жорстко клина убік задньої крайки (позиція 18) лопаті 1 з'єднаним з лонжероном 2. Кінцева частина лопаті (див. Фіг.12 і Фіг.14). Кінцевий обтічник 6 викона1 виконана або закругленої форми в плані (див. ний у вигляді двох частин - передньої (позиція 27) 11 34829 12 та задньої (позиція 28) (див. Фіг.10), які зістиковані речному перерізі та із внутрішньою порожниною по осі 13 лопаті 1 (див. Фіг.10, 13 та 21). Технологі(див. Фіг.11-12 та Фіг.29). Технологічно зовнішня чно передня частина (позиція 27) кінцевого обтічповерхня лопаті 1 покрита емаллю або аналогічника 6 виконана знімною (див. Фіг.10 та Фіг.18). ною за фізико-механічними властивостями речоЗадня частина (позиція 28) кінцевого обтічника 6 виною, що не допускає всмоктування вологи. Хвожорстко закріплена до торця хвостового відсіку 9 стовий відсік 9 технологічно з'єднаний з лопаті 1 (див. Фіг.10 та Фіг.24-25). Конструктивно і лонжероном 2 та з елементом жорсткості 17 за технологічно основний балансувальний вантаж 8 допомогою клею (див. Фіг.14). Балансувальний розміщений у внутрішній порожнині знімної частивантаж (позиції 8 і 19) виконаний з можливістю ни (позиція 27) кінцевого обтічника 6 (див. Фіг.18). зміни своєї сумарної маси, наприклад, шляхом Додатковий балансувальний вантаж 19 розміщедодавання чи знімання зазначених ви ще сталевих ний у закінцівці 29 комля 15 лопаті 1 перед вузлом пластин (див. Фіг.18 та Фіг.17). Тримерна пластина навішування 22 на максимальному видаленні від 12 конструктивно і технологічно закріплена із закінцівки 16 зазначеної лопаті 1. Конструктивно щільним приляганням частини (позиція 30), що кінцевий обтічник 6 виконаний або симетричної розширюється, до поверхні профілю лопаті l з пе(див. Фіг.26), або несиметричної форми в поперекриттям елемента жорсткості 17 не менше, ніж у речному перерізі щодо осі 13 лопаті 1 (див. Фіг.19, два рази (див. Фіг.13-14). Кожна металева антиабФіг.24-25 та Фіг.27-28). Тримерна пластина 12 разивна накладка 4 виконана з нержавіючої сталі конструктивно виконана у вигляді жорстко з'єднатовщиною f2=0,4мм - як варіант конструктивного них між собою пластин з утворенням двошарової виконання для лопаті несучого гвинта вертольота конструкції Y-подібної форми в поперечному переКТ-112 «Кадет» (див. Фіг.33). Протифлатерний різі (див. Фіг.13-14). Елементи (позиція 30) частини вантаж 7 виконаний у виді окремих конструктивних тримерної пластини 12, що розширюються, викоелементів, що затиснуті між шарів склотканини нані по довжині більше, ніж ті, що з'єднані між со(для лопаті несучого гвинта вертольота КТ-112 бою (див. Фіг.14). Хвостовий відсік 9 лопаті 1 вико«Кадет» встановлюється у зазначену лопать чонаний трапецевидної форми в плані і шириною не тирнадцять окремих конструктивних елементів більше 70% щодо довжини l хорди лопаті 1 (див. протифлатерного вантажу. Зазначене на Фіг.1-37 Фіг.1, 7, 8, 9, 10, 13, 21, 23). Конструктивно і техноне показано) (див. Фіг.33). Профіль 14 лопаті 1 логічно хвостова частина (хвостовий відсік 9 - див. виконаний таким, що його товщина b змінюється Фіг.11-12) лопаті 1 виконана монолітною зі скловід 15,5% у комлі (позиція 15), до 9,6% на кінці пластику. Лонжерон 2 (див. Фіг.11-12 та Фіг.29) (позиція 16) лопаті 1 (див. Фіг.9). Лопать 1 конструвиконаний із шарів склотканини з наступним поліктивно і технологічно виконана з геометричною меризуванням і утворенням квазимонолиту. Лонкруткою 8°. жерон 2 виконаний з двох пакетів (див. Фіг.12), Лопать несучого гвинта вертольота КТ-112 жорстко з'єднаних між собою шляхом формування. «Кадет» працює наступним чином. Згадані балансувальні вантажі (позиції 8 та 19) Попередньо виготовляють конструктивні елевиконані переважно у вигляді сталевих пластин менти лопаті: лонжерон 2, вузол кріплення 3 лопарізної товщини (див. Фіг.17 і 18). Обшивка 10 (див. ті 1 (до втулки несучого гвинта), елементи металеФіг.11-12) виконана із тканини типу кевлар. Елевої антиабразивної накладки 4, окоренковий мент жорсткості 17 (див. Фіг.11-12 та Фіг.14) викообтічник 5, кінцевий обтічник 6, Протифлатерний наний переважно зі склопластику або з будь-якого вантаж 7, балансувальний вантаж 8, хвостовий іншого аналогічного за фізико-механічними власвідсік 9, обшивку 10, антиабразивну накладку 11 та тивостями матеріалу. Протифлатерний вантаж 7 тримерну пластину 12. Також виготовляють еле(див. Фіг.1, 11, 22 та Фіг.33) виконаний із свинцю. мент жорсткості 17, додатковий балансувальний Елементи кріплення (позиції 20 і 21), відповідно, вантаж 19, і елементи кріплення (відповідно, позиосновного (позиція 8) і додаткового (позиція 19) ція 20 і позиція 21) основного (позиція 8) і додатбалансувальних вантажів виконано кращо з дуракового (позиція 19) балансувальних вантажів. люмина, наприклад, з матеріалу Д16Т. КонструкПри цьому лонжерон 2 (див. Фіг.11-12 та тивно і технологічно лопать 1 виконана зі співвідФіг.29) виконують із шарів склотканини з наступношенням довжини до хорди не менше 20:1 (див. ним полімеризуванням і утворенням квазимонолиФіг.1). Тримерна пластина 12 розміщена на видату. Лонжерон 2 виконують з двох пакетів (див. ленні L4 від закінцівки 16 лопаті 1 не менше 1/3 Фіг.12), жорстко з'єднаних між собою шляхом фодовжини L лопаті 1, наприклад, як варіант конструрмування. Лонжерон 2 конструктивно і технологічктивного виконання, на відстані L4=600мм (див. но виконують замкнутої форми в поперечному Фіг.1 та Фіг.13). Конструктивно тримерна пластина перерізі та із внутрішньою порожниною (див. 12 виконана довжиною L1 не менше 1/100 довжини Фіг.11-12 та Фіг.29), при цьому товщина f1 лонжеL лопаті 1 (наприклад, як варіант конструктивного рона варіюється по довжині його поперечного певиконання, довжиною L1=300мм (див. Фіг.31) або рерізу (див. Фіг.11-12 та Фіг.22). L1=400мм при довжині L лопаті 3790мм) (див. Фіг.1 Вузол кріплення 3 лопаті 1 (до втулки 4 несута Фіг.13). Тримерна пластина 12 виконана товщичого гвинта) виконано з матеріалу, що аналогічний ною а f не більше 1мм (наприклад, як варіант матеріалу лонжерона 2. конструктивного виконання, товщиною f=0,6мм). Кінцевий обтічник 6 виконують у вигляді дво х Максимальна товщина b аеродинамічного профічастин - передньої (позиція 27) та задньої (позиція лю 14 лопаті 1 виконана не більше 1/14 хорди l 28) (див. Фіг.10), при цьому передню частину (полопаті 1 (див. Фіг.7). Лонжерон 2 конструктивно і зиція 27) кінцевого обтічника 6 виконують знімною технологічно виконаний замкнутої форми в попе(див. Фіг.10 та Фіг.18). Конструктивно кінцевий об 13 34829 14 тічник 6 виконують або симетричної (див. Фіг.26), (див. Фіг.2), або прямої (див. Фіг.3), або скошеної або несиметричної форми в поперечному перерізі під кутом j у ту чи іншу сторону по ходу обертання щодо осі 13 лопаті 1 (див. Фіг.19, Фіг.24-25 та лопаті 1 (див. Фіг.4-5), або будь-якої іншої форми в Фіг.27-28). плані (див. Фіг.6). Конструктивно і те хнологічно Протифлатерний вантаж 7 виконують у виді лопать 1 (у зібраному стані) виконана у вигляді окремих конструктивних елементів, що затиснуті набору аеродинамічних профілів (див. Фіг.7), розміж шарів склотканини (див, Фіг.11,22 та Фіг.33), а міщених уздовж поздовжньої осі 13 лопаті 1 (див. кожний із зазначених конструктивних елементів Фіг.8). Аеродинамічний профіль 14 лопаті 1 утвовиконують зі свинцю. рюють опуклим верхнім і плоским нижнім контураОсновний балансувальний вантаж 8 і додаткоми. Аеродинамічний профіль 14 лопаті 1 має плавий балансувальний вантаж 19 виконують перевно обтічний закруглений носок і загострену задню важно у вигляді сталевих пластин різної товщини крайку кінцевої товщини (див. Фіг.7-8). Конструкти(див. Фіг.17 і 18). вно і технологічно лопать 1 виконують із прямою Хвостовий відсік 9 лопаті 1 виконують трапевіссю 13 (див. Фіг.1). Аеродинамічні профілі 14 цевидної форми в плані і шириною не більше 70% лопаті 1 встановлюють уздовж осі 13 згаданої лощодо довжини l хорди лопаті 1 (див. Фіг.1, 7, 8, 9, паті 1 за законом, що оптимізує аеродинамічні ха10, 13, 21, 23). Конструктивно і технологічно хвосрактеристики лопаті 1, а товщина b лопаті 1 викотову частину (хвостовий відсік 9 - див. Фіг.11-12) нана зі зменшенням від комлю 15 до закінцівки 16 лопаті 1 виконують монолітною зі склопластику. лопаті 1 (див. Фіг.9). Обшивку 10 (див. Фіг.11-12) виконують із ткаТехнологічно вузол кріплення 3 лопаті 1 до нини типу кевлар. втулки 4 несучого гвинта виконують жорстко з'єдАнтиабразивну накладку 11 (див. Фіг.11-12) наним з лонжероном 2. При цьому (як варіант техвиконують з гуми. нологічного процесу) до лонжерону 2 з його задКожну з металевих антиабразивних накладок 4 ньої частини закріплюють хвостовий відсік 9 лопаті (див. Фіг.33) виконують з нержавіючої сталі товщи1. Конструктивно і технологічно елемент жорсткосною f2=0,4мм - як варіант конструктивного викоті 17 закріплюють до закінцівки 26 хвостового віднання для лопаті несучого гвинта вертольота КТсіку 9 з напрямком вістря клина убік задньої крайки 112 «Кадет» (див. Фіг.33), при цьому кожну мета(позиція 18) лопаті 1 (див. Фіг.12 і Фіг.14). Хвостолеву антиабразивну накладку 4 виконують у виді вий відсік 9 технологічно з'єднаний з лонжероном тонкостінної пластини, що зігнута за формою нос2 та з елементом жорсткості 17 за допомогою ка лопаті 1 (див. Фіг.33). клею (див. Фіг.14). Задню частину (позиція 28) кінТримерну пластину 12 конструктивно виконуцевого обтічника 6 жорстко закріплюють до торця ють у вигляді жорстко з'єднаних між собою пласхвостового відсіку 9 лопаті 1 (див. Фіг.10 та Фіг.24тин з утворенням двошарової конструкції Y25). Після цього розміщують уздовж передньої подібної форми в поперечному перерізі (див. крайки 25 лопаті 1 перед лонжероном 2 протифлаФіг.13-14). Елементи (позиція 30) частини гримертерний вантаж 7 (див. Фіг.1 та Фіг.21-22). Конструної пластини 12, що розширюються, виконують по ктивно і технологічно протифлатерний вантаж 7 довжині більше, ніж ті, що при зборці будуть з'єдрозміщують по довжині L лопаті 1 в районі не менані між собою - з'єднання здійснюють за допомонше 60% довжини L лопаті 1 від її закінцівки (позигою клею (див. Фіг.14). Тримерну пластину 12 виція 16) (див. Фіг.23). Конструктивно і технологічно в конують товщиною f не більше 1мм (наприклад, як окоренковій частині (в комлі - позиція 15) лопаті 1 варіант конструктивного виконання, товщиною виконують вузол навішування 22 (вузол кріплення f=0,6мм). Конструктивно тримерну пластину 12 3), який, як варіант конструктивного виконання, виконують довжиною L1 не менше 1/100 довжини L містить втулки 23, що піджимаються конусоподіблопаті 1 (наприклад, як варіант конструктивного ною гайкою 24 (див. Фіг.15-17 та Фіг.20). Далі завиконання, довжиною L1=300мм (див. Фіг.31) при кріплюють елементи кріплення (відповідно, позиція довжині L лопаті 3790мм), або довжиною 20 і позиція 21) основного (позиція 8) і додаткового L1=400мм (див. Фіг.1 та Фіг.13). (позиція 19) балансувальних вантажів, які технолоЕлемент жорсткості 17 виконують клинчастої гічно закріплюють до закінцівок лонжерона 2, відформи в поперечному перерізі (див. Фіг.12 і повідно, в комлі (позиція 15) та в районі закінцівки Фіг.14). Елемент жорсткості 17 (див. Фіг.11-12 та 16 лопаті 1 (див. Фіг.15-17 та Фіг.18). Констр уктивФіг.14) виконують переважно зі склопластику. но і технологічно основний (позиція 8) і додатковий Елемент жорсткості 17 технологічно виконаний зі (позиція 19) балансувальні вантажі закріплюють до склопластику або з будь-якого іншого аналогічного згаданих елементів кріплення (відповідно, позиція матеріалу. 20 і позиція 21), наприклад, за допомогою кріпильЕлементи кріплення (відповідно, позиція 20 і них шпильок (див. Фіг.18, Фіг.17 та Фіг.30). Конспозиція 21) основного (позиція 8) і додаткового труктивно і те хнологічно основний балансуваль(позиція 19) балансувальних вантажів виконують у ний вантаж 8 утворюється розміщеним у вигляді профілю з дуралюміна (наприклад, марки внутрішній порожнині знімної частини (позиція 27) Д16Т). кінцевого обтічника 6 (див. Фіг.18), а додатковий Після виготовлення конструктивних елементів балансувальний вантаж 19 утворюється розміщелопаті проводять складання лопаті як єдиної консним у закінцівці 29 комля 15 лопаті 1 перед вузлом трукції (як варіант технологічного процесу щодо навішування 22 на максимальному видаленні від складання лопаті несучого гвинта вертольота, що закінцівки 16 зазначеної лопаті 1. Зазначений базаявляється), у якій кінцева частина лопаті 1 повилансувальний вантаж (позиції 8 і 19) виконаний з нна бути виконана або закругленої форми в плані можливістю зміни своєї сумарної маси, наприклад, 15 34829 16 шляхом додавання чи знімання пластин (див. ким, що його товщина b змінюється від 15,5% у Фіг.18 та Фіг.17). комлі (позиція 15), до 9,6% на кінці (позиція 16) Після того, як будуть виконані технологічні лопаті 1 (див. Фіг.9). Лопать 1 конструктивно викооперації щодо розміщення основного (позиція 8) і нана з геометричною круткою 8°. додаткового (позиція 19) балансувальних вантаПісля складання лопаті, її закріплюють до втужів, на закінцівку 16 лопаті 1 встановлюють знімну лки 33 несучого гвинта вертольота (а саме, до передню частину обтічника 6 (див. Фіг.10 та втулки 33 несучого гвинта вертольота КТ-112 «КаФіг.18), а додатковий (позиція 19) балансувальний дет», який розроблено ТОВ «Конструкторське бювантаж, що розміщений у комлі 15 лопаті 1 (на ро «Вертикаль», м. Київ) (див. Фіг.34-37), при цьозакінцівці 29), закривають запобіжною пластиною му вушка вузла навішування 22 з'єднують з 31 (див. Фіг.15-17). Продовжують технологічний відповідними конструктивними елементами втулки процес щодо складання лопаті 1 тим, що по пове33 несучого гвинта вертольота (див. ілюстративрхні лопаті 1 закріплюють обшивку 10, яку покриний матеріал на Фіг.34-37). вають емаллю або аналогічною за фізикоВертоліт (позиція 34) (а саме, як варіант консмеханічними властивостями речовиною, що не труктивного виконання, вертоліт КТ-112 «Кадет») допускає всмоктування вологи. із установленими лопатями несучого гвинта ексДалі на передній частині 25 лопаті 1 встановплуатується наступним чином. люють (закріплюють) гумову антиабразивну наПопередньо за допомогою балансувальних кладку 11, при цьому зазначену гумову антиабрапластин (позиція 8 та позиція 19), які розміщені, зивну накладку 11 розміщують по всій довжині L відповідно, на закінцівці лонжерона 2 (перебувалопаті 1 по передній крайці 25 (див. Фіг.1, 8, 10, 13, ють у - порожнині передньої частини 27 кінцевого 15, 21, 23 та Фіг.33). Після цього на відстані (що обтічника 6 лопаті 1) і в комлі 15 (перебувають у дорівнює ширині знімної частини 27 кінцевого обвнутрішній порожнині вузла кріплення 3 і закриті тічника 6) від закінцівки 16 лопаті 1 закріплюють запобіжною пластиною 31), проводять статичне металеві антиабразивні накладки 4, що вигнуті за балансування лопаті 1 для приведення до загальформою носка лопаті 1, при цьому зазначені меного центру мас, при цьому додають або зменшуталеві антиабразивні накладки 4 закріплюють по ють кількість пластин, які виконані зі сталі і сумарповерхні гумової антиабразивної накладки 11 на но являють собою балансувальний вантаж відстані (на ділянці) L1 не більше 60% довжини L (основний балансувальний вантаж 8 і додатковий лопаті 1 від закінцівки 16 лопаті 1 (див. Фіг.1), набалансувальний вантаж 19). приклад, в реальній конструкції лопаті 1, що застоДля проведення статичного балансування з совується на вертольоті КТ-112 «КАДЕТ» (ТОВ лопаті 1 знімають передню частину 27 кінцевого «КБ «Вертикаль»), довжина L2 дорівнює 2250мм. обтічника б та проводять маніпуляції з балансуваДілянка L3 лопаті 1(на якій закріплена лише гумова льними пластинками (позиція 8 та позиція 19) антиабразивна накладка 11) складає понад знімають чи додають балансувальні пластинки. 1550мм (як варіант конструктивного виконання По закінченню статичного балансування педив. Фіг.1). редню частину 27 кінцевого обтічника 6 встановЗакінчують технологічний процес щодо склалюють на місце й проводять її стикування із заддання лопаті 1 тим, що на хвостову частин у 18 ньою частиною 28 кінцевого обтічника 6 лопаті 1 зазначеної лопаті 1 встановлюють тримерну плас(див. Фіг.10). тину 12, при цьому зазначену тримерну пластину Після виконання зазначених технологічних 12 встановлюють так, щоб її частини 30, що викооперацій проводять заходи щодо динамічного банані такими, що розширюються відносно місця лансування лопатей 1 несучого гвинта (забезпесклеювання, щільно прилягли до зовнішньої повечення соконусності) за допомогою тримерної пласрхні лопаті 1 (див. Фіг.13-14 та Фіг.31-32). Технолотини 12, закінцівку якої відгинають на необхідний гічно тримерну пластину 12 закріплюють, наприкут (наприклад, як у варіанті виконання реальної клад, як варіант конструктивного виконання, за конструкції лопаті 1, на кут 5° - див. Фіг.14). допомогою клею (див. Фіг.14 та Фіг.32), або за доЛопать несучого гвинта вертольота, яка заявпомогою клею та додатково за допомогою трубчаляється, у складі аналогічних лопатей (які у сукупстих, заклепок (позиція 32) - див. Фіг.32. Тримерна ності представляють собою несучий гвинт вертопластина 12, після встановлення, конструктивно і льоту, наприклад, вертольоту КТ-112 «Кадет», технологічно закріплена із щільним приляганням який розроблено ТОВ «Конструкторське бюро частини (позиція 30), що розширюється, до повер«Вертикаль», м. Київ), працює наступним чином. хні профілю лопаті 1 з перекриттям елемента жорПопередньо підготовляють вертоліт 34 і запуссткості 17 не менше, ніж у два рази (див. Фіг.13-14 кають двигуни 35 вертольота 34. Від двигунів 35 та Фіг.31-32). Зазначену тримерну пластину 12 обертальний момент передається на втулку 33 розміщують на видаленні від закінцівки 16 лопаті 1 несучого гвинта, а з неї - на лопаті 1. Розкручуєтьне менше 1/3 довжини L лопаті 1, наприклад, як ся несучий гвинт (який містить, як варіант конструваріант конструктивного виконання, на відстані ктивного виконання, три лопаті 1, установлених 600мм. симетрично під кутом 120° щодо осі втулки 33 неПо закінченню складання лопаті 1, лопать висучого гвинта вертольота 34, наприклад, вертоходить такою, що має співвідношення довжини до льота КТ-112 «Кадет», який розроблено ТОВ хорди не менше 20:1 (див. Фіг.1). При цьому мак«Конструкторське бюро «Вертикаль», м. Київ) (див. симальна товщина b аеродинамічного профілю 14 Фіг.34-37). лопаті 1 виконана не більше 1/10 хорди l лопаті 1 При розкручуванні лопаті 1 потік повітря, що (див. Фіг.7), а профіль 14 лопаті 1 виконаний танабігає, обтікає її верхню й нижню поверхню, які 17 34829 18 конструктивно є відповідними поверхнями аеродиДжерела інформації: намічного профілю 14 (з параметрами l і b) (див. 1. Авторське свідоцтво СРСР №1338260 А Фіг.7 та Фіг.8-9). При цьому створюється підніма«Лопасть несущего винта вертолета» від льна сила. При створенні піднімальної сили, нава02.01.1985, МПК 8 В64С11/16 - аналог. нтаження, які діють на лопать 1 несучого гвинта 2. Авторське свідоцтво СРСР №1116656 А вертольота 34, сприймаються лонжероном 2, хво«Лопасть несущего винта» від 24.12.1982, МПК 8 стовим відсіком 9 і елементом жорсткості 17 (в В64С11/28 - аналог. тому числі й обшивкою 10) і передаються на ко3. Конструкция и эксплуатация вертолетов и мель 15. двигателей. Под редакцией кандидата техничесПідвищення ефективності застосування лопаті ких наук В.Я. Судакова. Утвержден главнокоманнесучого гвинта вертольота КТ-112 «Кадет», яка дующим ВВС в качестве учебника для курсантов заявляється, у порівнянні із прототипом, досягавысших военных авиационных училищ летчиков. ється шляхом зміни конструкції лопаті і її геометВоенное издательство. М., 1987, Глава 3. Несуричних параметрів, а також виготовлення її повнісщие системы вертолетов. Раздел 3.1 Несущие тю зі склопластику, що, у свою чергу, дозволяє винты. Стр.29-38, рис.3.4-3.6 - прототип. забезпечити підвищення технічних і аеродинаміч4. Ушаков Б.А. и др. Атлас аэродинамических них характеристик лопаті, а основне, зробити її характеристик профилей крыльев. Издание БНТ безресурсною, поліпшити експлуатаційну технолоНКАП, ЦАГИ, 1940. гічність, знизити собівартість польотної години. 19 34829 20 21 34829 22 23 34829 24 25 34829 26 27 34829 28 29 Комп’ютерна в ерстка В. Мацело 34829 Підписне 30 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRotor blade of helicopter kt-112 "kadet"
Автори англійськоюBarinov Oleksii Borysovych
Назва патенту російськоюЛопасть несущего винта вертолета кт-112 "кадет"
Автори російськоюБаринов Алексей Борисович
МПК / Мітки
МПК: B64C 27/00, B64C 11/00
Мітки: лопать, кт-112, несучого, вертольота, кадет, гвинта
Код посилання
<a href="https://ua.patents.su/15-34829-lopat-nesuchogo-gvinta-vertolota-kt-112-kadet.html" target="_blank" rel="follow" title="База патентів України">Лопать несучого гвинта вертольота кт-112 “кадет”</a>
Лопатева система несучого гвинта вертольота
Номер патенту: 17310
Опубліковано: 15.09.2006
Автори: Казакевіч Аліна Вячеслав, Гончарук Володимир Степанович, Чорний Анатолій Петрович, Казакевіч Андрєй Вячеслав
МПК: B64C 27/32
Мітки: несучого, вертольота, система, гвинта, лопатева
Формула / Реферат:
1. Лопатева система несучого гвинта вертольота, що містить лопаті з пристроєм зниження напружень в них та прогину при роботі і величини звисання їх кінців при стоянні, яка відрізняється тим, що цей пристрій виконують у вигляді плоского кругового ободу, до якого закріплюють зовнішні кінці лопатей і який площиною розташовують у площині розташування лопатей.2. Лопатева система за п. 1, яка відрізняється тим, що зовнішні кінці лопатей...
Лопать гвинта
Номер патенту: 14892
Опубліковано: 15.06.2006
Автори: Хільський В'ячеслав Петрович, Петросов Валерій Альбертович, Казакевіч Андрєй Вячеслав, Чорний Анатолій Петрович
МПК: B64C 11/00, B64C 27/00, B63H 1/26
Формула / Реферат:
1. Лопать гвинта, що має крилоподібний профіль та пристрій додаткового підвищення тяги, яка відрізняється тим, що останній виконують у вигляді крізних отворів у профілі, якими сполучають її нагнітальну та всмоктувальну поверхні.2. Лопать гвинта за п. 1, яка відрізняється тим, що при виконанні декількох отворів по ширині лопаті їх розташовують в різних поперечних перерізах, перпендикулярних осі лопаті, для мінімального зменшення її...
Лопать гвинта
Номер патенту: 14077
Опубліковано: 15.05.2006
Автори: Чорний Анатолій Петрович, Петросов Валерій Альбертович, Хільський В'ячеслав Петрович, Казакевіч Андрєй Вячеслав
МПК: B64C 27/32, B64C 11/00, B63H 1/26
Формула / Реферат:
1. Лопать гвинта, що має крилоподібний профіль та пристрій додаткового підвищення тяги, яка відрізняється тим, що останній виконують у вигляді крізних поздовжніх щілин у профілі, якими сполучають його нагнітальну та всмоктувальну поверхні і розділяють профіль на окремі частини, роблячи його поліпланним.2. Лопать гвинта за п. 1, яка відрізняється тим, що окремі частини поліпланної лопаті по зовнішнім крайкам або також і на заданих...
Несуча система вертольота
Номер патенту: 76882
Опубліковано: 15.09.2006
Автори: Чорний Анатолій Петрович, Петросов Валерій Альбертович, Казакевіч Андрєй Вячеслав, Гончарук Володимир Степанович
МПК: B64C 27/32, B64C 27/00, B64C 29/00
Мітки: несуча, вертольота, система
Формула / Реферат:
1. Несуча система вертольота, що має несучий гвинт з лопатями та додатковий пристрій збільшення її підіймальної сили, яка відрізняється тим, що додатковий пристрій виконаний у вигляді плоского набору розташованих радіально відрізків крил або виправляючих лопаток, який розміщений під лопатями несучого гвинта і закріплений на корпусі вертольота опорами. 2. Несуча система за п. 1, яка відрізняється тим, що набір відрізків крил або...
Спосіб керування гвинтом-носієм вертольота
Номер патенту: 24474
Опубліковано: 10.07.2007
Автори: Онищенко Володимир Михайлович, Шлапацький Вячеслав Олександрович, Миргород Юрій Іванович
МПК: B64C 27/32
Мітки: спосіб, гвинтом-носієм, керування, вертольота
Формула / Реферат:
Спосіб керування гвинтом-носієм вертольота, в основу якого покладено застосування автоматів перекосу різних типів для зміни місцевих кутів атаки лопатей гвинта-носія, який відрізняється тим, що в процесі керування вертольотом в повздовжньому та поперечному каналі використовують властивість поведінки гвинта-носія як механічної системи, що знаходиться під дією періодичного навантаження, а саме зі зміною швидкості польоту вертольота за допомогою...
Попередній патент: Екструдер
Наступний патент: Спосіб диференційної діагностики циклоспорин-асоційованої нефропатії та хронічного відторгнення ниркового алотрансплантата
Випадковий патент: Вироби із волоконних джгутів з високим деньє елементарної нитки і низьким загальним деньє