Спосіб і каталізатор прямого окислення в сірку н2s, що міститься в газі
Номер патенту: 49944
Опубліковано: 15.10.2002
Автори: Келлєр Ніколя, Савен-Понсе Сабін, Крузе Клод, Фам-Хуу Куонг, Нугайред Жан, Леду Марк
Формула / Реферат
1. Регенеративний спосіб прямого окислення у сірку каталітичним шляхом H2S, що міститься в низькій концентрації у газі, який передбачає приведення в контакт названого вище газу, що містить H2S, і газу, який містить вільний кисень, в кількості, здатній забезпечити молярне відношення О2:Н2S в діапазоні від 0,05 до 15, з каталізатором селективного окислення Н2S у сірку, який утворений каталітично активною фазою, зв'язаною з носієм з карбіду кремнію і яка складається з сполуки принаймні одного перехідного металу, діючи при температурах нижче точки роси сірки, що утворюється в результаті окислення H2S, яка осаджується на каталізаторі, потім каталізатор окислення, наповнений сіркою, періодично піддають регенерації шляхом продування за допомогою неокислювального газу, діючи при температурах, що становлять від 200°С до 500°С, для випаровування сірки, що утримується на каталізаторі, і потім охолоджують регенерований каталізатор до температури нижче точки роси сірки, яка вимагається для нового здійснення окислення H2S, здійснюючи це охолоджування за допомогою газу, що має температуру нижче 180°С, який відрізняється тим, що активна фаза каталізатора містить принаймні один оксисульфід принаймні одного металу, що вибирається з-поміж нікелю, заліза, кобальту, міді, хрому, молібдену і вольфраму.
2. Спосіб за п. 1, який відрізняється тим, що реакцію окислення H2S у сірку здійснюють при температурах, що становлять від 30°С до 180°С.
3. Спосіб за п. 1, який відрізняється тим, що реакцію окислення H2S у сірку здійснюють при температурах від 35°С до 70°С і, зокрема, від 40°С до 65°С.
4. Спосіб за п. 3, який відрізняється тим, що газ, який містить H2S, приводять в контакт з каталізатором окислення з температурою, що становить від 35°С до 70°С і, зокрема, від 40°С до 65°С, при цьому названа вище температура нижча або дорівнює температурі, що вибирається для реакції окислення H2S у сірку.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що регенерований каталізатор потім приводять в контакт при температурах нижче 250°С і протягом часу, що становить від 0,2 години до 3 годин, з кисневмісним газовим потоком, утвореним інертним газом-носієм, який містить за об'ємом від 0,1% до 3% кисню і від 0% до 50% води для відновлення фази оксисульфіду металу каталізатора.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що активна фаза, зв'язана з носієм з карбіду кремнію для утворення каталізатора окислення, складається з принаймні одного оксисульфіду перехідного металу, вибраного з-поміж нікелю, кобальту, заліза і міді.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що носій з карбіду кремнію каталізатора окислення складає принаймні 40% і, більш конкретно, принаймні 50% від маси названого вище каталізатора.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що активна фаза каталізатора окислення в розрахунку на масу металу складає від 0,1% до 20%, більш конкретно від 0,2% до 15% і, більш конкретно, від 0,2% до 7% від маси каталізатора.
9. Спосіб будь-яким з пп. 1-8, який відрізняється тим, що питома поверхня каталізатора, визначена методом БЕТ по адсорбції азоту, набуває значень в інтервалі від 0,1 м2/г до 600 м2/г.
10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що газ, який містить вільний кисень, використовують в кількості, здатній забезпечити молярне відношення О2:Н2S, що змінюється в інтервалі від 0,1 до 10 і, більш конкретно, від 0,1 до 4.
11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що час контакту газоподібного реакційного середовища з каталізатором окислення за нормальних умов тиску і температури сягає від 0,5 секунди до 20 секунд і, більш прийнятне, від 1 секунди до 12 секунд.
12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що регенерацію каталізатора окислення, наповненого сіркою, здійснюють при температурах, що становлять від 230°С до 450°С.
13. Спосіб будь-яким з пп. 1-12, який відрізняється тим, що вміст H2S в оброблюваному газі становить від 0,001% об. до 25% об. та, більш конкретно, від 0,01% об. до 20% об.
14. Спосіб за п. 3, який відрізняється тим, що оброблюваний газ має температуру вище 70°С і містить від 10% об. до 50% об. води, причому названий вище газ до приведення його в контакт з каталізатором окислення H2S у сірку охолоджують до температури, що становить від 35°С до 70°С і, більш конкретно, від 40°С до 65°С, вибраної для окислення, при цьому частина цієї води конденсується під час названого вище охолоджування і її відділяють або не відділяють від охолодженого очищуваного газу перед контактуванням цього останнього з каталізатором окислення H2S.
15. Спосіб за п. 14, який відрізняється тим, що охолоджування оброблюваного газу проводять таким чином, що охолоджений газ має вміст водяної пари менше, приблизно, 10% об., при цьому воду, яка сконденсувалась, відділяють від охолодженого газу перед контактуванням останнього з каталізатором окислення H2S.
16. Спосіб за п. 14, який відрізняється тим, що воду, яка сконденсувалась під час охолоджування оброблюваного газу, не відділяють від охолодженого газу, і змішану фазу газ/конденсована вода приводять в контакт з каталізатором окислення H2S, підтримують температуру в зоні окислення на значенні, вибраному в інтервалі від 35°С до 70°С і, зокрема, від 40°С до 65°С шляхом інжектування в названу вище зону потоку охолодженої води, яка безперервно циркулює в протитечії з оброблюваним газом, з верхньої частини зони окислення вилучають очищений газ, по суті вивільнений від сірковмісних сполук, а з нижньої частини названої вище зони добувають потік води, наповненої твердими частинками сірки, і рециркулюють частину названого вище потоку води після виділення сірки, яку він містить, і охолоджування, щоб утворити потік охолоджувальної води, що інжектується в зону окислення.
17. Спосіб за п. 14, який відрізняється тим, що воду, яка сконденсувалась під час охолоджування газу, що обробляється, не відділяють від охолодженого газу, і змішану фазу газ/конденсована вода приводять в контакт з каталізатором окислення H2S, підтримують температуру в зоні окислення на значенні, вибраному в інтервалі від 35°С до 70°С і, зокрема, від 40°С до 65°С шляхом інжектування в названу вище зону потоку охолодженої води, що безперервно циркулює в збіжному потоці з оброблюваним газом, з нижньої частини зони окислення добувають суміш очищений газ/конденсована вода, наповнену твердими частинками сірки, поділяють названу вище суміш на потік очищеного газу, який вилучають, і водну фазу та рециркулюють частину цієї водної фази після відділення сірки, яку вона містить, і охолоджування для утворення потоку охолоджувальної води, що інжектується в зону окислення.
18. Каталізатор для прямого селективного каталітичного окислення H2S у сірку, утворений каталітично активною фазою, зв'язаною з носієм з карбіду кремнію і яка складається з сполуки принаймні одного перехідного металу, причому носій складає принаймні 40% і, більш конкретно, принаймні 50% від маси названого вище каталізатора, який відрізняється тим, що його активна фаза утворена принаймні одним оксисульфідом принаймні одного металу, що вибирається з-поміж нікелю, заліза, кобальту, міді, хрому, молібдену та вольфраму.
19. Каталізатор за п. 18, який відрізняється тим, що активна фаза, зв'язана з носієм, складається з принаймні одного оксисульфіду перехідного металу, що вибирається з-поміж нікелю, кобальту, заліза і міді.
20. Каталізатор за п. 18 або п. 19, який відрізняється тим, що активна фаза каталізатора окислення в розрахунку на масу металу складає від 0,1% до 20%, більш конкретно від 0,2% до 15%, зокрема від 0,2% до 7% від маси каталізатора.
21. Каталізатор за будь-яким з пп. 18-20, який відрізняється тим, що він має питому поверхню, визначену методом БЕТ по адсорбції азоту, що змінюється в інтервалі від 0,1 м2/г до 600 м2/г.
22. Регенеративний спосіб прямого окислення у сірку каталітичним шляхом H2S, що міститься в низькій концентрації в газі, який містить від 10% об. до 50% об. води, який передбачає приведення в контакт названого вище газу, що містить H2S, і газу, який містить вільний кисень, в кількості, здатній забезпечити молярне відношення О2:Н2S в інтервалі від 0,05 до 15, з каталізатором селективного окислення H2S у сірку, наприклад каталізатором, утвореним каталітично активною фазою, зв'язаною з носієм, зокрема носієм з карбіду кремнію, і яка складається з сполуки принаймні одного перехідного металу, діючи при температурах нижче точки роси сірки, що утворюється в результаті окислення H2S, яка осаджується на каталізаторі, потім каталізатор окислення, наповнений сіркою, періодично піддають регенерації шляхом продування за допомогою неокислювального газу, діючи при температурах від 200°С до 500°С для випаровування сірки, що утримується на каталізаторі, і потім охолоджують регенерований каталізатор до температури нижче точки роси сірки, необхідної для нового здійснення окислення H2S, причому це охолоджування здійснюють за допомогою газу, який має температуру нижче 180°С, який відрізняється тим, що оброблюваний газ вводять в контакт з каталізатором окислення при температурі від 35°С до 70°С і, більш конкретно від 40°С до 65°С, при якій частина води, що міститься в газі, перебуває в конденсованій формі, і оброблюваний газ знаходиться у формі змішаної фази газ/конденсована вода, причому зону окислення підтримують при температурі від 35°С до 70°С і, більш конкретно, від 40°С до 65°С шляхом інжектування в названу вище зону потоку охолодженої води, яка безперервно циркулює в протитечії або в збіжному потоці з очищуваним газом.
23. Спосіб за п. 22, який відрізняється тим, що оброблюваний газ, який приводять в контакт з каталізатором окислення Н2S, циркулює в протитечії з потоком охолодженої води, що інжектується в зону окислення, причому з верхньої частини названої вище зони окислення вилучають очищений газ, по суті вивільнений від сірковмісних сполук, а з нижньої частини цієї зони добувають потік води, наповненої твердими частинками сірки, і рециркулюють частину названого вище потоку води після відділення сірки, яку він містить, і охолоджування для утворення потоку охолоджувальної води, що інжектується в зону окислення.
24. Спосіб за п. 22, який відрізняється тим, що оброблюваний газ, який приводиться в контакт з каталізатором окислення H2S, циркулює в збіжному напрямку з потоком охолодженої води, що інжектується в зону окислення, причому з нижньої частини зони окислення добувають суміш очищений газ/конденсована вода, наповнену твердими частинками сірки, поділяють названу вище суміш на потік очищеного газу, який вилучають, і водну фазу та рециркулюють частину цієї водної фази після відділення сірки, яку вона містить, та охолоджування для утворення потоку охолоджувальної води, що інжектується в зону окислення.
Текст
1 Регенеративний спосіб прямого окислення у сірку каталітичним шляхом b^S, що міститься в низькій концентрації у газі, який передбачає приведення в контакт названого вище газу, що містить bbS, і газу, який містить вільний кисень, в КІЛЬКОСТІ, здатній забезпечити молярне відношення О2 FbS в діапазоні від 0,05 до 15, з каталізатором селективного окислення bbS у сірку, який утворений каталітично активною фазою, зв'язаною з носієм з карбіду кремнію і яка складається з сполуки принаймні одного перехідного металу, діючи при температурах нижче точки роси сірки, що утворюється в результаті окислення H2S, яка осаджується на каталізаторі, потім каталізатор окислення, наповнений сіркою, періодично піддають регенерації шляхом продування за допомогою неокислювального газу, діючи при температурах, що становлять від 200°С до 500°С, для випаровування сірки, що утримується на каталізаторі, і потім охолоджують регенерований каталізатор до температури нижче точки роси сірки, яка вимагається для нового здійснення окислення bbS, здійснюючи це охолоджування за допомогою газу, що має температуру нижче 180°С, який відрізняється тим, що активна фаза каталізатора містить принаймні один оксисульфід принаймні одного металу, що вибирається з-поміж нікелю, заліза, кобальту, МІДІ, хрому, молібдену і вольфраму 2 Спосіб за п 1, який відрізняється тим, що реакцію окислення bbS у сірку здійснюють при температурах, що становлять від 30°С до 180°С 3 Спосіб за п 1, який відрізняється тим, що реакцію окислення bbS у сірку здійснюють при температурах від 35°С до 70°С і, зокрема, від 40°С до 65°С 4 Спосіб за п 3, який відрізняється тим, що газ, який містить bbS, приводять в контакт з каталізатором окислення з температурою, що становить від 35°С до 70°С і, зокрема, від 40°С до 65°С, при цьому названа вище температура нижча або дорівнює температурі, що вибирається для реакції окислення bbS у сірку 5 Спосіб за будь-яким з пп 1-4, який відрізняється тим, що регенерований каталізатор потім приводять в контакт при температурах нижче 250°С і протягом часу, що становить від 0,2 години до З годин, з кисневмісним газовим потоком, утвореним інертним газом-носієм, який містить за об'ємом від 0,1% до 3% кисню і від 0% до 50% води для відновлення фази оксисульфіду металу каталізатора 6 Спосіб за будь-яким з пп 1-5, який відрізняється тим, що активна фаза, зв'язана з носієм з карбіду кремнію для утворення каталізатора окислення, складається з принаймні одного оксисульфіду перехідного металу, вибраного з-поміж нікелю, кобальту, заліза і МІДІ 7 Спосіб за будь-яким з пп 1-6, який відрізняється тим, що носій з карбіду кремнію каталізатора окислення складає принаймні 40% і, більш конкретно, принаймні 50% від маси названого вище каталізатора 8 Спосіб за будь-яким з пп 1-7, який відрізняється тим, що активна фаза каталізатора окислення в розрахунку на масу металу складає від 0,1% до 20%, більш конкретно від 0,2% до 15% і, більш конкретно, від 0,2% до 7% від маси каталізатора 9 Спосіб будь-яким з пп 1-8, який відрізняється тим, що питома поверхня каталізатора, визначена методом БЕТ по адсорбції азоту, набуває значень в інтервалі від 0,1 м2/г до 600 м2/г 10 Спосіб за будь-яким з пп 1-9, який відрізняється тим, що газ, який містить вільний кисень, використовують в КІЛЬКОСТІ, здатній забезпечити молярне відношення О2 H2S, що змінюється в інтервалі від 0,1 до 10 і, більш конкретно, від 0,1 до 4 о 49944 11 Спосіб за будь-яким з пп 1-10, який відрізняється тим, що час контакту газоподібного реакційного середовища з каталізатором окислення за нормальних умов тиску і температури сягає від 0,5 секунди до 20 секунд і, більш прийнятне, від 1 секунди до 12 секунд 12 Спосіб за будь-яким з пп 1-11, який відрізняється тим, що регенерацію каталізатора окислення, наповненого сіркою, здійснюють при температурах, що становлять від 230°С до 450°С 13 Спосіб будь-яким з пп 1-12, який відрізняється тим, що вміст H2S в оброблюваному газі становить від 0,001% об до 25% об та, більш конкретно, від 0,01% об до 20% об 14 Спосіб за п 3, який відрізняється тим, що оброблюваний газ має температуру вище 70°С і містить від 10% об до 50% об води, причому названий вище газ до приведення його в контакт з каталізатором окислення b^S у сірку охолоджують до температури, що становить від 35°С до 70°С і, більш конкретно, від 40°С до 65°С, вибраної для окислення, при цьому частина цієї води конденсується під час названого вище охолоджування і її ВІДДІЛЯЮТЬ або не ВІДДІЛЯЮТЬ ВІД охолодженого очищуваного газу перед контактуванням цього останнього з каталізатором окислення b^S 15 Спосіб за п 14, який відрізняється тим, що охолоджування оброблюваного газу проводять таким чином, що охолоджений газ має вміст водяної пари менше, приблизно, 10% о б , при цьому воду, яка сконденсувалась, ВІДДІЛЯЮТЬ ВІД охолодженого газу перед контактуванням останнього з каталізатором окислення b^S 16 Спосіб за п 14, який відрізняється тим, що воду, яка сконденсувалась під час охолоджування оброблюваного газу, не ВІДДІЛЯЮТЬ ВІД охолодженого газу, і змішану фазу газ/конденсована вода приводять в контакт з каталізатором окислення bbS, підтримують температуру в зоні окислення на значенні, вибраному в інтервалі від 35°С до 70°С і, зокрема, від 40°С до 65°С шляхом інжектування в названу вище зону потоку охолодженої води, яка безперервно циркулює в протитечії з оброблюваним газом, з верхньої частини зони окислення вилучають очищений газ, по суті вивільнений від сірковмісних сполук, а з нижньої частини названої вище зони добувають потік води, наповненої твердими частинками сірки, і рециркулюють частину названого вище потоку води після виділення сірки, яку він містить, і охолоджування, щоб утворити потік охолоджувальної води, що інжектується в зону окислення 17 Спосіб за п 14, який відрізняється тим, що воду, яка сконденсувалась під час охолоджування газу, що обробляється, не ВІДДІЛЯЮТЬ ВІД охолодженого газу, і змішану фазу газ/конденсована вода приводять в контакт з каталізатором окислення bbS, підтримують температуру в зоні окислення на значенні, вибраному в інтервалі від 35°С до 70°С і, зокрема, від 40°С до 65°С шляхом інжектування в названу вище зону потоку охолодженої води, що безперервно циркулює в збіжному потоці з оброблюваним газом, з нижньої частини зони окислення добувають суміш очищений газ/конденсована вода, наповнену твердими частинками сірки, поділяють названу вище суміш на потік очищеного газу, який вилучають, і водну фазу та рециркулюють частину цієї водної фази після відділення сірки, яку вона містить, і охолоджування для утворення потоку охолоджувальної води, що інжектується в зону окислення 18 Каталізатор для прямого селективного каталітичного окислення H2S у сірку, утворений каталітично активною фазою, зв'язаною з носієм з карбіду кремнію і яка складається з сполуки принаймні одного перехідного металу, причому носій складає принаймні 40% і, більш конкретно, принаймні 50% від маси названого вище каталізатора, який відрізняється тим, що його активна фаза утворена принаймні одним оксисульфідом принаймні одного металу, що вибирається з-поміж нікелю, заліза, кобальту, МІДІ, хрому, молібдену та вольфраму 19 Каталізатор за п 18, який відрізняється тим, що активна фаза, зв'язана з носієм, складається з принаймні одного оксисульфіду перехідного металу, що вибирається з-поміж нікелю, кобальту, заліза і МІДІ 20 Каталізатор за п 18 або п 19, який відрізняється тим, що активна фаза каталізатора окислення в розрахунку на масу металу складає від 0,1% до 20%, більш конкретно від 0,2% до 15%, зокрема від 0,2% до 7% від маси каталізатора 21 Каталізатор за будь-яким з пп 18-20, який відрізняється тим, що він має питому поверхню, визначену методом БЕТ по адсорбції азоту, що змінюється в інтервалі від 0,1 м2/г до 600 м2/г 22 Регенеративний спосіб прямого окислення у сірку каталітичним шляхом b^S, що міститься в низькій концентрації в газі, який містить від 10% об до 50% об води, який передбачає приведення в контакт названого вище газу, що містить b^S, і газу, який містить вільний кисень, в КІЛЬКОСТІ, здатній забезпечити молярне відношення О2 H2S в інтервалі від 0,05 до 15, з каталізатором селективного окислення bbS у сірку, наприклад каталізатором, утвореним каталітично активною фазою, зв'язаною з носієм, зокрема носієм з карбіду кремнію, і яка складається з сполуки принаймні одного перехідного металу, діючи при температурах нижче точки роси сірки, що утворюється в результаті окислення bbS, яка осаджується на каталізаторі, потім каталізатор окислення, наповнений сіркою, періодично піддають регенерації шляхом продування за допомогою неокислювального газу, діючи при температурах від 200°С до 500°С для випаровування сірки, що утримується на каталізаторі, і потім охолоджують регенерований каталізатор до температури нижче точки роси сірки, необхідної для нового здійснення окислення H2S, причому це охолоджування здійснюють за допомогою газу, який має температуру нижче 180°С, який відрізняється тим, що оброблюваний газ вводять в контакт з каталізатором окислення при температурі від 35°С до 70°С і, більш конкретно від 40°С до 65°С, при якій частина води, що міститься в газі, перебуває в конденсованій формі, і оброблюваний газ знаходиться у формі змішаної фази газ/конденсована вода, причому зону окислення підтримують при температурі від 35°С до 70°С і, більш конкретно, від 40°С до 65°С шляхом інжектування в названу вище зону потоку охолодженої води, яка безперервно циркулює в протитечії або в 49944 збіжному потоці з очищуваним газом 23 Спосіб за п 22, який відрізняється тим, що оброблюваний газ, який приводять в контакт з каталізатором окислення H2S, циркулює в протитечії з потоком охолодженої води, що інжектується в зону окислення, причому з верхньої частини названої вище зони окислення вилучають очищений газ, по суті вивільнений від сірковмісних сполук, а з нижньої частини цієї зони добувають потік води, наповненої твердими частинками сірки, і рециркулюють частину названого вище потоку води після відділення сірки, яку він містить, і охолоджування для утворення потоку охолоджувальної води, що інжектується в зону окислення Винахід стосується каталітичного способу прямого окислення в сірку при низькій температурі H2S, що міститься у низькій концентрації в газі Він стосується також каталізатора для здійснення цього способу Для добування H2S, що міститься в низькій концентрації, а саме, у концентрації менше 20% об і, більш конкретно, що становить від 0,001% до 20% і, зокрема, що змінюється від 0,001% об до 10% об , в газах різного походження, можна застосовувати саме способи, в яких здійснюють пряме каталітичне окислення H2S у сірку по реакції H2S + 1/2О2 -» S + Н2О В таких способах очищуваний газ, що містить H2S, у суміші з ВІДПОВІДНОЮ КІЛЬКІСТЮ газу, який містить вільний кисень, наприклад повітря, кисню або повітря, збагаченого киснем, піддають контакту з каталізатором окислення H2S в сірку, здійснюючи цей контакт або при температурах вище точки роси сірки, що утворюється, у цьому випадку сірка, що утворюється, перебуває у вигляді пари в реакційній суміші, яка утворюється в результаті реакції, або при температурах, нижче точки роси сірки, що утворюється, в цьому випадку зазначена вище сірка осаджується на каталізатор, що примушує періодично регенерувати каталізатор, наповнений сіркою, шляхом продування за допомогою неокислювального газу, що має температуру від 200°С до500°С Зокрема, окислення H2S у сірку при температурах вище точки роси сірки, тобто при температурах вище приблизно 180°С, може здійснюватись при контактуванні з каталізатором, що складається з оксиду титану (ЕР-А-0078690), з оксиду титану, що містить сульфат лужноземельного металу (WO-A-8302068), з оксиду титану, що містить оксид нікелю і, у разі необхідності, оксид алюмінію (ЕР-А-0140045), з оксиду, типу оксиду титану, оксиду цирконію або оксиду кремнію в поєднанні з однією чи кількома сполуками перехідних металів, що вибираються з Fe, Cu, Zn, Cd, Cr, Mo, W, Co і Ni, більш прийнятно Fe і, у разі необхідності, з однією чи кількома сполуками благородних металів, що вибираються з Pd, Pt, Ігта Rh, більш прийнятно Pd (FR-A-2511663), або ще з термостабілізованого оксиду алюмінію в поєднанні з однією чи кількома сполуками перехідних металів, таких як названі 6 24 Спосіб за п 22, який відрізняється тим, що оброблюваний газ, який приводиться в контакт з каталізатором окислення H2S, циркулює в збіжному напрямку з потоком охолодженої води, що інжектується в зону окислення, причому з нижньої частини зони окислення добувають суміш очищений газ/конденсована вода, наповнену твердими частинками сірки, поділяють названу вище суміш на потік очищеного газу, який вилучають, і водну фазу та рециркулюють частину цієї водної фази після відділення сірки, яку вона містить, та охолоджування для утворення потоку охолоджувальної води, що інжектується в зону окислення вище, особливо Fe, і, у разі необхідності, однією чи кількома сполуками благородних металів, які вибираються з-поміж Pd, Pt, Ir та Rh (FR-A2540092) Щодо окислення H2S у сірку, діючи за таких температур, що сірка, яка утворюється, осаджується на каталізатор, його може бути здійснено при контактуванні з каталізатором, який складається, наприклад, з однієї чи кількох сполук, таких як солі, оксиди або сульфіди перехідних металів, наприклад Fe, Cu, Cr, Mo, W, V, Co, Ni, Ag і Mh, в поєднанні з носієм типу активованого оксиду алюмінію, бокситу, оксиду кремнію/оксиду алюмінію або цеоліту (FR-A-2277877) Можна також здійснити це окислення H2S з осадженням сірки на каталізатор при контактуванні з каталізатором, який складається з каталітичної фази, що вибирається серед оксидів, солей або сульфідів металів V, Мо, W, Ni І CO, зв'язаної з носієм з активованого вугілля (FR-A-9302996 від 16 03 1993) Каталізатори, такі як названі вище, які складаються з каталітичної фази на основі принаймні одного оксиду, солі або сульфіду перехідного металу, зв'язаної з носієм, який складається принаймні з одного матеріалу, що вибирається з-поміж оксиду алюмінію, оксиду титану, оксиду цирконію, оксиду кремнію, цеолітів, сумішей оксид кремнію/оксид титану і активованого вугілля, які використовують для каталітичного окислення H2S у сірку, мають ще й деякі недоліки при тривалому використанні Зокрема, каталізатори, носій яких виготовлений на основі оксиду алюмінію, здатні змінюватися в часі внаслідок сульфатування У тому, що стосується каталізаторів, носій яких складається з активованого вугілля, при їх використанні потрібно вживати застережних заходів, щоб уникнути вигорання носія Крім того, для цих різних каталізаторів каталітична фаза, що просочує носій, має тенденцію мігрувати в решітку носія, що робить тяжким і часто навіть неможливим діставання металу каталітичної фази з використовуваного каталізатора Нарешті, зазначені вище каталізатори мають незначну теплопровідність, що не дає змогу здійснювати ефективний контроль температури всередині каталітичних шарів, що їх містять, за рахунок теплообміну з охолоджувальною рідиною 49944 Щоб усунути недоліки каталізаторів названого вище типу, які використовують в процесах каталітичного окислення bbS в сірку, і таким чином отримати спосіб одержання сірки з покращеною селективністю, який залишається дієздатним протягом тривалого часу, заявник у FR-A-2727101 і в WO-A-9719019 запропонував здійснювати пряме окислення bbS у сірку при контактуванні з каталізатором, одержаним на основі носія з карбіду кремнію, зв'язаного з каталітичне активною фазою, що містить принаймні один перехідний метал, зокрема Ni, Co, Fe, Cu, Ag, Mn, Mo, Cr, Ті, W та V, у формі оксиду або солі або/і в елементарному стані Зокрема, в FR-A-2727101 і в WO-A-9719019 описано здійснення способу прямого окислення H2S в сірку при контактуванні з каталізатором з носієм з карбіду кремнію, в якому згадане вище окислення здійснюють при температурах нижче точки роси сірки, що утворюється при цьому окисленні, яка осаджується на каталізатор, потім каталізатор окислення, наповнений сіркою, періодично піддають регенерації шляхом продування за допомогою неокислювального газу, діючи при температурах, що становлять від 200°С до 500°С і, більш прийнятне, від 230°С до 450°С, щоб випарити сірку, що утримується на каталізаторі, і потім охолоджують регенерований каталізатор до температури нижче точки роси сірки, що потрібна для нового здійснення окислення H2S, це охолодження здійснюють за допомогою газу, що має температуру нижче 180°С Продовжуючи ці дослідження, заявник виявив, що можна також покращити десульфівну активність і селективність перетворення у сірку каталізатора з носієм з карбіду кремнію, що використовується у названому вище регенеративному способі при температурах нижче точки роси сірки, що утворюється, здійснюючи окислення H2S у сірку з активною фазою згаданого вище каталізатора, що містить один чи кілька оксисульфідів деяких з перехідних металів, названих вище, і яку в більш прийнятній формі здійснення регенерують за допомогою особливої обробки перед кожною новою стадією окислення b^S Отже, предметом винаходу є регенеративний спосіб прямого каталітичного окислення в сірку bbS, що міститься в низькій концентрації в газі, при цьому згаданий вище спосіб належить до типу, в якому зазначений вище газ, що містить b^S, і газ, який містить вільний кисень у КІЛЬКОСТІ, здатній забезпечити молярне відношення О2 FbS в діапазоні від 0,05 до 15, піддають контактуванню з каталізатором селективного окислення bbS в сірку, який утворений каталітичне активною фазою, яка зв'язана з носієм з карбіду кремнію і складається з сполуки принаймні одного перехідного металу, діючи при температурах нижче точки роси сірки, що утворюється внаслідок окислення bbS, яка осаджується на каталізатор, потім каталізатор окислення, наповнений сіркою, періодичні піддають регенерації шляхом продування за допомогою неокислювального газу, діючи при температурах, що становлять від 200°С до 500°С і, більш прийнятне, від 230°С до 450°С, щоб випарити сірку, яка утримується на каталізаторі, і потім охолоджують 8 регенерований каталізатор до температури нижче точки роси сірки, що потрібно для нового здійснення окислення H2S, виконуючи це охолодження за допомогою газу, що має температуру нижче 180°С, який відрізняється тим, що активна фаза каталізатора містить принаймні один оксисульфід принаймні одного металу, що вибирається з-поміж нікелю, заліза, кобальту, МІДІ, хрому, молібдену та вольфраму Як вказано вище, реакцію окислення b^S у сірку здійснюють при температурах нижче точки роси сірки, що утворюється, і, більш конкретно, між 30°С і 180°С Згідно З більш прийнятною формою здійснення, реакцію окислення b^S у сірку здійснюють при температурах, які знаходяться між 35°С і 70°С і, більш конкретно, що змінюються в інтервалі від 40°С до 65°С В цій більш прийнятній формі здійснення газ, що містить bbS, вводять у контакт з каталізатором окислення з температурою, яка знаходиться між 35°С і 70°С і, більш конкретно, між 40°С до 65°С, при цьому зазначена вище температура сприятливо нижча або дорівнює температурі, що вибирається для реакції окислення b^S у сірку ВІДПОВІДНО ДО ІНШОЇ більш прийнятної форми втілення, регенерований каталізатор потім контактують при температурах нижче 250°С і протягом часу, що становить від 0,2 години до 3 годин, з кисневмісним газовим потоком, утвореним інертним газом-носієм, що містить за об'ємом від 0,1% до 3% кисню і від 0% до 50% води, щоб відновити фазу оксисульфіду металу каталізатора Активна фаза каталізатора окислення, в розрахунку на масу металу, найбільш часто складає від 0,1 до 20%, більш конкретно від 0,2 до 15% і, зокрема, від 0,2 до 7% від маси названого вище каталізатора Носій З карбіду кремнію складає більш прийнятно принаймні 40% і, більш конкретно, принаймні 50% від маси каталізатора окислення Питома поверхня каталізатора окислення b^S у сірку може змінюватися в достатньо широких межах ВІДПОВІДНО до умов здійснення способу окислення Здебільшого, зазначена вище питома поверхня, визначена методом БЕТ за поглинанням азоту при температурі рідкого азоту (стандарт NF X 11-621), може становити від 0,1м2/г до 600м2/г і більш конкретно від 2м2/г до 300м2/г Каталізатор окислення на носи з карбіду кремнію можна приготувати, діючи, наприклад, так Спочатку здійснюють просочування носія, що перебуває у формі порошку, таблеток, гранул, продуктів екструзії або інших агломерованих формах, за допомогою розчину або золю бажаного металу або бажаних металів у формі солей в такому розчиннику як вода, потім сушать носій, просочений таким чином, і висушений продукт прожарюють при температурах, що можуть змінюватися від 250°С до 500°С, діючи, у разі необхідності, в інертній атмосфері Прожарений каталізатор потім піддають сульфуванню шляхом контактування з сульфівним агентом, що являє собою елементарну сірку або газоподібну суміш b^S та інертного газу, діючи при температурах, що знаходяться між 250°С і 400°С, і протягом часу, достатнього для здійснення максимального сульфування металу 49944 10 температури Газ, що містить b^S в низькій концентрації, який обробляють у спосіб ВІДПОВІДНО до винаходу, може бути різного походження Зокрема, такий газ може бути природним газом з низьким вмістом bbS або газом, що утворюється при газифікації кам'яного вугілля або важких масел, і газом, що утворюється внаслідок гідрування залишкових газів, наприклад залишкового газу установки для виробництва сірки, що містить сірковмісні сполуки, такі якБОг, меркаптани, COS, CS2, які конвертуються у bbS під дією водню або водяної пари, або газом, що утворюється в результаті обробки в контакті з каталізатором Клауса, здатним здійснювати реакцію утворення сірки між bbS і SO2, газового потоку, що містить H2S і SO2 в молярному співвідношенні, більшому ніж 2 1,1 такого, що названий вище газ, що утворюється, завжди містить H2S 1 не містить або містить дуже мало SO2 в якості сірковмісних сполук Спосіб ВІДПОВІДНО до винаходу може застосовуватися для обробки газу, що містить H2S в концентрації, яка становить від 0,001% об до 25% об і, зокрема, яка змінюється від 0,01% об до Тривалість сульфівної обробки газоподібною 20% об Оброблюваний газ може також містити сумішшю, що містить H2S, становить як правило органічні сполуки сірки, такі як меркаптани, COS, від 0,5 години до 15 годин CS2, загальна концентрація яких може сягати 1% Карбід кремнію, що використовується для об Використовуючи спосіб ВІДПОВІДНО до винахоутворення носія каталізатора окислення b^S у сірду, можна очищати гази, що містять H2S в конценку, може складатися з будь-якого з відомих карбітрації понад 25% об , однак в цьому випадку більш дів кремнію за умови, що він має потрібні величиприйнятне використовують звичайні способи одени питомої поверхні, а саме питому поверхню, ржання сірки, які передбачають стадію термічної визначену методом БЕТ за адсорбцією азоту, що реакції 2 2 становить від 0,1 м /г до 600м /г Зокрема, названий вище карбід кремнію можГаз, що містить H2S, який піддають окисленню на одержати у будь-який з способів, описаних в в контакті з каталізатором на носи з карбіду кремпосиланнях ЕР-А-0313480 (відповідає US-Aнію, може бути вільним від води або по суті віль4914070), ЕР-А-0440569, 0511919, 0543751 і ним від води або, навпроти, містити більш-менш 0543752 значну КІЛЬКІСТЬ води Так, ВІДПОВІДНО ДО винаходу можна очищати газ, що містить H2S, вміст води в Газ, що містить вільний кисень, який викорисякому може змінюватися від 0% об до приблизно товується для окислення у сірку H2S, що міститься 50% об Сприятливою є, особливо, коли активна в оброблюваному газі, зазвичай являє собою повіфаза каталізатора на носи з карбіду кремнію являє тря, хоча можливим є застосування чистого кисню, собою оксисульфід нікелю, присутність в обробповітря, збагаченого киснем, а також сумішей в люваному газі, що містить H2S, КІЛЬКОСТІ ВОДИ, яка різних співвідношеннях кисню та інертного газу, складає від 10% об до 50% об і, зокрема, від 15% що не є азотом об до 30% об , дозволяє істотно збільшити триваГаз, що містить вільний кисень, і оброблювалість часу, протягом якого ефективність каталізаний газ, який містить b^S, можуть приводитись в тора зберігається на оптимальному рівні контакт з каталізатором окислення роздільно Однак, з метою одержання дуже однорідного газопоЯкщо температура реакційного середовища на дібного реакційного середовища при контакті з виході з окислення не в змозі перевищити верхню каталізатором, більш прийнятне спочатку змішати межу інтервалу температур окислення, окислення оброблюваний газ, що містить b^S, з газом, що H2S у сірку може здійснюватись адіабатично В містить вільний кисень, та привести одержану тапротивному випадку, тепло, що виділяється в реким чином суміш в контакт з каталізатором окисзультаті реакції окислення, відводять, піддаючи лення каталізатор охолоджуванню у будь-який відомий спосіб для підтримання температури окислення на Як зазначено вище, газ, що містить вільний вибраному значенні або у вибраному інтервалі кисень, використовують в КІЛЬКОСТІ, здатній забезМожна, наприклад, здійснити охолоджування за печити молярне відношення О2 H2S в реакційному допомогою холодної рідини, що циркулює в умосередовищі, що приходить в контакт з каталізатовах прямого теплообміну з каталізатором або в ром окислення bbS у сірку, в діапазоні від 0,05 до умовах непрямого теплообміну з названим вище 15, більш конкретно від 0,1 до 10 і, зокрема, від 0,1 каталізатором всередині цього останнього Можна до 4 також діяти, приміщуючи каталізатор в трубчастий Час контакту газоподібного реакційного серереактор, утворений з труб, розташованих в пародовища з каталізатором окислення може змінювавій камері, наприклад з каталізатором, який знахотися від 0,5 секунди до 20 секунд і більш прийнятдиться в трубах, і холодною рідиною, що циркулює не від 1 секунди до 12 секунд, причому ці між трубами і стінками парової камери або навпавеличини наведені для нормальних умов тиску і або металів активної фази каталізатора Щоб одержати фазу оксисульфіду металу, сульфований каталізатор потім приводять в контакт при температурах нижче 250°С і, особливо, які знаходяться між 30°С і 200°С, та протягом часу, що становить від 0,2 години до 3 годин і, цілком особливо, від 0,5 години до 2 годин, з кисневмісним газовим потоком, утвореним інертним газом-носієм, що містить за об'ємом від 0,1% до 3%, здебільшого від 0,3% до 1,5% кисню і від 0% до 50%, зокрема від 0,5% до 30% води КІЛЬКІСТЬ елементарної сірки, що використовується для сульфування прожареного просоченого носія, складає здебільшого невеликий надлишок, наприклад надлишок, що доходить до 300% мол відносно до стехіометричної КІЛЬКОСТІ, яка відповідає максимальному сульфуванню металу чи металів активної фази каталізатора Тривалість сульфівної обробки елементарної сірки складає здебільшого від 0,5 години до 4 годин Газоподібна суміш b^S і інертного газу, що використовується в якості сульфівного агента, містить більш прийнятне від 0,2% об до 30% об b^S 12 11 49944 ки Рівнозначно, каталітичне окислення можна фазу, і частину цієї водної фази після діставання здійснювати в реакторі з кількома ярусами каталісірки, яку вона містить, і охолоджування рециркузатора з охолоджуванням реакційного середовища люють для утворення потоку охолоджувальної між послідовними ярусами каталізатора шляхом води, що інжектується в зону окислення непрямого теплообміну з холодною рідиною, при Продувальний газ, що використовується для цьому теплообмін здійснюється всередині або регенерації каталізатора, наповненого сіркою, моззовні реактора окислення же бути таким, як метан, азот, ССЬ або суміші таких газів, або може ще складатися з частини газоУ разі здійсненні окислення при температурах, вого потоку, що виходить з стадії окислення, або з що становлять від 35°С до 70°С і, більш конкретчастини оброблюваного газу Продувальний газ, но, що змінюються в інтервалі від 40°С до 65°С, що використовується для названої вище регенеколи газ, який містить b^S, що обробляється ВІДрації, може у відомих випадках містити деяку КІЛЬПОВІДНО до винаходу, знаходиться при температуКІСТЬ газоподібної сполуки з відновними властиворах вище 70°С, його, отже, треба охолодити до стями, такої як, наприклад, ЬЬ, CO або b^S, температури, вибраної в діапазоні від 35°С до принаймні протягом кінцевої фази регенерації, 70°С, перед тим, як приводити його в контакт з тобто після випаровування найбільшої частини каталізатором окислення b^S у сірку Якщо обробсірки, осадженої на каталізатор окислення люваний газ містить, окрім b^S, більш-менш значну КІЛЬКІСТЬ води, наприклад яка складає від 10% Здійснення реакції окислення ВІДПОВІДНО ДО об до 50% об , більш-менш значна частина цієї винаходу при температурах нижче точки роси сірводи сконденсується під час згаданого вище охоки, що утворюється, може реалізовуватись в єдилоджування і, у разі необхідності, може ВІДДІЛЯній зоні окислення, що містить каталізатор окисТИСЬ ВІД охолодженого газу, що очищається, перед лення на носи з карбіду кремнію, яка функціонує контактуванням цього останнього з каталізатором по черзі в фазі окислення і в фазі регенераокислення ція/охолоджування Таке здійснення зберігають, коли очищуваний газ містить невелику КІЛЬКІСТЬ Згідно З першим варіантом здійснення, охолоbbS, і, завдяки цьому, регенерація каталізатора є дження газу, що очищається, проводять таким не частою Переважне здійснення каталітичної чином, що вміст водяної пари в охолодженому газі реакції реалізують в множині зон окислення, кожна менший від, приблизно, 10% об, при цьому воду, з яких містить каталізатор окислення на носи з яка сконденсувалась, ВІДДІЛЯЮТЬ ВІД охолодженого карбіду кремнію, які функціонують таким чином, газу перед контактуванням цього останнього з кащо принаймні одна з згаданих вище зон функціоталізатором окислення bbS нує в фазі регенерація/охолоджування, в той час Згідно З другим варіантом здійснення, воду, як ІНШІ зони перебувають в фазі каталітичного що сконденсувалась, під час охолоджування очиокислення Можна також діяти, маючи одну або щуваного газу, не ВІДДІЛЯЮТЬ від охолодженого кілька зон в фазі реакції окислення, принаймні одгазу і приводять змішану фазу газ/конденсована ну зону в фазі регенерації і принаймні одну зону в вода в контакт з каталізатором окислення b^S, фазі охолоджування підтримують температуру в зоні окислення на величині, вибраній в інтервалі від 35°С до 70°С і, Газ, що використовується для регенерації казокрема, що змінюється в інтервалі від 40°С до талізатора окислення, циркулює, більш прийнятне, 65°С, шляхом інжектування в названу вище зону по замкнутому контуру, починаючи з зони нагріпотоку охолодженої води, який безперервно цирвання, послідовно проходячи через каталітичну кулює в протитечії з очищуваним газом, з верхньої зону під час регенерації і зону охолоджування, в частини зони окислення відводять очищений газ, якій більша частина сірки, наявної в названому по суті вільний від сірковмісних сполук, а з нижньої вище газі, добувається в результаті конденсації частини зазначеної вище зони відбирають потік для повернення в зону нагрівання Зрозуміло, реводи, що містить тверді частинки сірки, і частину генеруючий газ, рівнозначно, може циркулювати у названого вище потоку води, після діставання сірвідкритому контурі ки, яку вона містить, і охолоджування, рециркулюГаз, що використовується для охолоджування ють, щоб утворити потік охолоджувальної води, регенерованого каталізатора окислення, належить що інжектується в зону окислення до того ж самого типу, що і газ, який використовується для регенерації каталізатора, наповненого Згідно З третім варіантом здійснення, який явсіркою Цикл регенеруючого газу і охолоджувальляє собою варіант другого варіанту, воду, що ного газу можуть бути незалежними один від односконденсувалась під час охолоджування очищуваго Однак, ВІДПОВІДНО до способу здійснення, цикл ного газу, не ВІДДІЛЯЮТЬ від охолодженого газу і регенеруючого газу, визначений вище, може, рівприводять змішану фазу газ/конденсована вода в нозначно, містити відгалуження, що з'єднує вихід з контакт з каталізатором окислення b^S, підтримуйого зони охолоджування з входом зони під час ють температуру в зоні окислення на величині, регенерації, обходячи його зону нагрівання, що вибраній в інтервалі від 35°С до 70°С і, зокрема, дозволяє обійти зазначену вище зону нагрівання і що змінюється в інтервалі від 40°С до 65°С, шлятаким чином використати регенеруючий газ в якохом інжектування в названу вище зону потоку охості охолоджувального газу лодженої води, що безперервно циркулює в тому самому напрямку, що і газ, який очищається, з Відновлення активної фази каталізатора після нижньої частини зони окислення добувають суміш кожної регенерації каталізатора, наповненого сірочищений газ/конденсована вода, що містить твекою, здійснюють шляхом контактування регенерорді частинки сірки, поділяють згадану вище суміш ваного каталізатора при температурах нижче на потік очищеного газу, який виводять, і водну 250°С і, особливо, які знаходяться між 30°С і 14 13 49944 200°С, протягом часу, що становить від 0,2 години дом 20а, що має вентиль 21а, з трубопроводом 22, до 3 годин, і, більш конкретно, від 0,5 години до 2 який сам з'єднаний з всмоктувальним отвором годин, з кисневмісним газовим потоком, утвореним повітродувки 23 і на якому змонтований конденсаінертним газом-носієм, що містить за об'ємом від тор сірки 24 Також, патрубок 156 реактора 36 0,1% до 3%, зокрема від 0,3% до 1,5% кисню і від з'єднаний, з одного боку, трубопроводом 176, що 0% до 50%, зокрема, від 0,5% до 30% води Замає вентиль 186, з трубопроводом 19 нижче з'єдзначене вище відновлення активної фази оксисунання трубопроводу 17а з названим вище трубольфіду регенерованого каталізатора може здійспроводом 19 і, з іншого боку, трубопроводом 206, нюватись в КІНЦІ охолоджування регенерованого що має вентиль 216, з трубопроводом 22 в точці каталізатора або під час охолоджування згаданого цього останнього, розташованій між трубопрововище регенерованого каталізатора дом 20а і конденсатором сірки 24 Вище його з'єднання з трубопроводом 17а трубопровід 19 має Інші переваги й характеристики будуть покавідгалуження у вигляді патрубка 25 для додання зані при читанні наведеного нижче опису трьох газу, який містить вільний кисень варіантів втілення способу ВІДПОВІДНО ДО винаходу, що адаптовані для обробки залишкових газів Трубопровід 16а реактора За з'єднаний, з одзаводів з виробництва сірки і здійснені в установного боку, трубопроводом 26а, що має вентиль ках, які схематично зображено на фігурах 1-3 ма27а, з трубопроводом 28 для відводу очищеного люнку, що додається, при цьому окислення bbS у залишкового газу в реактор зпалювання, не зосірку здійснюється при температурах від 35°С до бражений, і звідти в атмосферу та, з іншого боку, 70°С трубопроводом 29а, що має вентиль 30а, з трубопроводом 31, який йде до нагнітального отвору Фігура 1 зображає установку, в якій окислення повітродувки 23 Трубопровід 31 має при собі наbbS у сірку здійснюється в реакторі, що функціонує грівач 32 і відгалуження 33, яке має вентиль 34 і в адіабатичному режимі дає змогу обійти нагрівач, і, рівнозначно, воно місФігури 2 і 3 зображують два варіанти установтить вентиль 35 між нагрівачем і частиною відгаки, в якій окислення bbS у сірку здійснюється в луження 33 вище цього останнього Також, трубореакторі, типу реактора з струменевою течією ріпровід 166 реактора 36 з'єднаний трубопроводом дини в каталітичному шарі (англійською "trickle 266, що має вентиль 276, з трубопроводом 28 для bed") відводу очищеного залишкового газу і, з іншого На цих фігурах елементи, ідентичні для однієї боку, трубопроводом 296, що має вентиль 306, з та іншої фігури, позначені одними і тими ж нометрубопроводом 31 в точці цього останнього, розрами ташованій між відгалуженням 33 і трубопроводом Установка, зображена на фігурі 1, включає в 29а Трубопровід 36, що має вентиль 37 з регусебе реактор 1 гідрування та гідролізу, промивальованою витратою, вмонтований у відгалуження льну колону 2 і два реактори каталітичного окисна трубопроводі 22 між конденсатором сірки 24 і лення За і 36, при цьому згадані вище реактори повітродувкою 23 і являє собою трубопровід для каталітичного окислення змонтовані паралельно і подачі додаткового газу, в той час, як трубопровід кожний містить шар каталізатора окислення b^S у 38, що має вентиль 39 з регульованою витратою сірку Реактор 1 має, з одного боку, трубопровід 4 вмонтований у відгалуження на трубопроводі 31 для подачі оброблюваного залишкового газу, що між повітродувкою 23 і з'єднанням відгалуження 33 утворюється на заводі з виробництва сірки або в з трубопроводом 31 вище вентиля 35 і являє соустановці для обробки, наприклад в установці бою трубопровід для продування SULFREEN, яка продукує залишковий газ порівняного складу, в який вмонтований підігрівник 5, і, з Установка, зображена на фігурі 2, включає в іншого боку, трубопровід 6 для відводу газів, з'єдсебе реактор 1 гідрування і гідролізу, два реактори наний через непрямий теплообмінник 7, працююкаталітичного окислення За та 36, при цьому згачий як холодильник, з входом 8, розташованим в дані вище реактори каталітичного окислення змонижній частині промивальної колони 2 Ця колона нтовані паралельно і кожен містить шар каталізамістить трубопровід для розпилення води 9, що тора окислення bbS у сірку і систему охолодження виходить в її верхню половину і в який вмонтовашляхом інжектування води, що має в своєму скланий холодильник 10, крім того, в нижній частині ді резервуар 40, який виконує функції відстійника і вона має трубопровід 11 для відкачки рідини, а в сепаратора газ/рідина Реактор 1 має, з одного верхній частині трубопровід 12 для відводу газу боку, трубопровід 4 для подачі оброблюваного Трубопровід 11 з'єднаний з всмоктувальним вхозалишкового газу, що утворюється на заводі з видом насосу 13, нагнітальний вихід якого продовробництва сірки або в установці для обробки, нажується трубопроводом 14 для вилучення рідини, приклад, в установці SULFREEN, що виробляє на якому трубопровід 9 змонтований у вигляді відзалишковий газ порівняного складу, в який вмонгалуження тований підігрівник 5 і, з іншого боку, трубопровід 6 для відводу газів, з'єднаний з входом непрямого Реактори каталітичного окислення За та 36 теплообмінника 7, працюючого як холодильник забезпечені першим трубопроводом, ВІДПОВІДНО 15а І 156, І другим трубопроводом, ВІДПОВІДНО 16а і 166, розташованими обабіч від каталітичного шару, що знаходиться в кожному з названих вище реакторів Трубопровід 15а реактора За з'єднаний, з одного боку, трубопроводом 17а, що має вентиль 18а, з трубопроводом 19, який сам з'єднаний з трубопроводом 12, і, з іншого боку, трубопрово Реактори каталітичного окислення За та 36 забезпечені першим трубопроводом, ВІДПОВІДНО 15а і 156, та другим трубопроводом, ВІДПОВІДНО 16а і 166, розташованими обабіч від каталітичного шару, що знаходиться в кожному з названих вище реакторів Трубопровід 15а реактора За з'єднаний, з одного боку, трубопроводом 17а, що має вен 16 15 49944 тиль 18а, з трубопроводом 19, який з'єднаний з єднаний до відгалуження на трубопроводі 52 і в виходом непрямого теплообмінника 7, і, з іншого який вмонтований непрямий теплообмінник 54, що боку, трубопроводом 20а, що має вентиль 21а, з функціонує як холодильник, з'єднаний з трубопротрубопроводом 22, який сам з'єднаний з всмоктуводом для інжектування рідини, ВІДПОВІДНО 44а і вальним отвором повітродувки 23 і на якому змон446, який має кожен з реакторів каталітичного окитований конденсатор сірки 24 Також, патрубок слення За та 36 Трубопровід 55, приєднаний до 156 реактора 36 з'єднаний, з одного боку, трубовідгалуження на трубопроводі 53 між теплообмінпроводом 176, що має вентиль 186, з трубопровоником 54 і з'єднанням трубопроводу 53 з трубодом 19 нижче сполуки трубопроводу 17а з згадапроводом 44а і 446, з'єднує також названий вище ним вище трубопроводом 19 і, з іншого боку, трубопровід 53 з зоною декантації 46 резервуару трубопроводом 206, що має вентиль 216, з трубо40 проводом 22 в точці цього останнього, розташоваУстановка, зображена на фігурі 3, включає в ній між трубопроводом 20а і конденсатором сірки себе реактор 1 гідрування і гідролізу, два реактори каталітичного окислення За та 36, при цьому на24 Вище його з'єднання з трубопроводом 17а трузвані вище реактори каталітичного окислення змобопровід 19 має відгалуження у вигляді патрубка нтовані паралельно і кожен містить шар каталіза25 для додання газу, що містить вільний кисень тора окислення bbS у сірку, і систему охолодження Трубопровід 16а реактора За з'єднаний, з одшляхом інжектування води, що має в своєму скланого боку, трубопроводом 26а, що має вентиль ді резервуар 40, який виконує функції відстійника і 27а, з трубопроводом 28 для відводу очищеного сепаратора газ/рідина Реактор 1 має, з одного залишкового газу в реактор спалювання, який не боку, трубопровід 4 для подачі очищуваного зализображено, і звідти в атмосферу та, з іншого боку, шкового газу, що утворюється на заводі з виробтрубопроводом 29а, що має вентиль 30а, з трубоництва сірки або в установці для обробки, наприпроводом 31, що продовжується до нагнітального клад, в установці SULFREEN, яка продукує отвору повітродувки 23 Трубопровід 31 має при залишковий газ порівняного складу, в який вмонсобі нагрівач 32 і відгалуження 33, яке має вентиль тований підігрівник 5 і, з іншого боку, трубопровід 6 34 і дає змогу обійти нагрівач і, рівнозначно, воно для відводу газів, з'єднаний з входом непрямого містить вентиль 35 між нагрівачем і частиною відтеплообмінника 7, працюючого як холодильник галуження 33 вище цього останнього Також, трубопровід 166 реактора 36 з'єднаний трубопровоРеактори каталітичного окислення За та 36 дом 266, що має вентиль 276, з трубопроводом 28 забезпечені першим трубопроводом, ВІДПОВІДНО для відводу очищеного залишкового газу і, з іншо15а І 156, І другим трубопроводом, ВІДПОВІДНО 16а і го боку, трубопроводом 296, що має вентиль 306, 166, розташованими обабіч від каталітичного шаз трубопроводом 31 в точці цього останнього, розру, що знаходиться в кожному з названих вище ташованій між відгалуженням 33 і трубопроводом реакторів Трубопровід 15а реактора За з'єднаний 29а Трубопровід 36, що має вентиль 37 з регутрубопроводом 20а, що має вентиль 21а, з трубольованою витратою, вмонтований у відгалуження проводом 22, який сам з'єднаний з всмоктувальна трубопроводі 22 між конденсатором сірки 24 і ним отвором повітродувки 23 і на якому змонтоваповітродувкою 23 та являє собою трубопровід для ний конденсатор сірки 24 Також, патрубок 156 подачі додаткового газу, в той час як трубопровід реактора 36 з'єднаний трубопроводом 206, що має 38, що має вентиль 39 з регульованою витратою, вентиль 216, з трубопроводом 22 в точці цього вмонтований у відгалуження на трубопроводі 31 останнього, розташованій між трубопроводом 20а і між повітродувкою 23 і з'єднанням відгалуження 33 конденсатором сірки 24 з трубопроводом 31 вище вентиля 35 і являє соТрубопровід 16а реактора За з'єднаний, з одбою трубопровід для продування ного боку, трубопроводом 26а, що має вентиль 27а, з трубопроводом 56 для подачі газу і, з іншого Аналогічно, реактори каталітичного окислення боку, трубопроводом 29а, що має вентиль 30а, з За та 36 забезпечені в нижній частині трубопровотрубопроводом 31, який продовжується до нагнідом для відкачки, ВІДПОВІДНО 41а і 416, що має тального отвору повітродувки 23 Трубопровід 31 вентиль, ВІДПОВІДНО 42а і 426, який з'єднаний трумає при собі нагрівач 32 і відгалуження 33, що має бопроводом 43 для вилучення рідини з входом вентиль 34 і дозволяє обійти нагрівач, і, аналогічрезервуару 40, який є ВІДСТІЙНИКОМ І сепаратором но, воно містить вентиль 35 між нагрівачем і часгаз/рідина, і в їх верхній частині трубопроводом тиною відгалуження 33 вище цього останнього для інжектування рідини, ВІДПОВІДНО 44а і 446, що Також, трубопровід 166 реактора 36 з'єднаний має вентиль, ВІДПОВІДНО 45а і 456 Трубопровід трубопроводом 266, що має вентиль 276, з трубодля відкачки і трубопровід для інжектування рідипроводом 56 для подачі газу і, з іншого боку, труни, якими оснащені кожен з реакторів каталітичнобопроводом 296, що має вентиль 306, з трубопрого окислення За та 36, розміщені однаково обабіч водом 31 в точці цього останнього, розташованій від каталітичного шару, що знаходиться в розгляміж відгалуженням 33 і трубопроводом 29а Трудуваному реакторі Резервуар 40 складається з бопровід 36, що має вентиль 37 з регульованою зони 46 декантації, яка має в и нижній частині сисвитратою, вмонтований у відгалуження на труботему 47 для добування твердих речовин, і зони 48 проводі 22 між конденсатором сірки 24 і повітроподілу газ/рідина, що має в своїй нижній частині дувкою 23 і являє собою трубопровід для подачі вихід 49 для рідини і в своїй верхній частині вихід додаткового газу, в той час, як трубопровід 38, що 50 для газів Вихід 49 резервуару 40 з'єднаний з має вентиль 39 з регульованою витратою, вмонтовсмоктувальним отвором насосу 51, нагнітальний ваний в відгалуження на трубопроводі 31 між повітрубопровід якого продовжується трубопроводом тродувкою 23 і з'єднанням відгалуження 33 з трудля вилучення рідини 52 Трубопровід 53, що при 17 49944 бопроводом 31 вище вентиля 35 та являє собою трубопровід для продування Аналогічно, реактори каталітичного окислення За та 36 мають в нижній частині трубопровід для відкачки, ВІДПОВІДНО 41а і 416, що має вентиль, ВІДПОВІДНО 42а і 426, що з'єднаний трубопроводом 43 для вилучення рідини з входом резервуару 40, який є ВІДСТІЙНИКОМ і сепаратором газ/рідина, та в їх верхній частині трубопровід для інжектування рідини, ВІДПОВІДНО 44а і 446, що має вентиль, ВІДПОВІДНО 45а і 456 Трубопровід для відкачки і трубопровід для інжектування рідини, якими оснащені кожен з реакторів каталітичного окислення За та 36, розміщені однаково обабіч від каталітичного шару, що знаходиться в розглядуваному реакторі Резервуар 40 складається з зони 46 декантації, яка забезпечена в її нижній частині системою 47 для добування твердих речовин, і зони 48 поділу газ/рідина, що має в своїй нижній частині вихід 49 для рідини і в своїй верхній частині випускний трубопровід 50 для вилучення очищеного залишкового газу в реактор спалювання, не зображений, і звідти в атмосферу Вихід 49 резервуару 40 з'єднаний з всмоктувальним отвором насосу 5 1 , нагнітальний трубопровід якого продовжується трубопроводом для вилучення рідини 52 Трубопровід 53, який приєднано до відгалуження на трубопроводі 52 і в який вмонтовано непрямий теплообмінник 54, що функціонує як холодильник, з'єднаний з трубопроводом для інжектування рідини, ВІДПОВІДНО 44а і 446, яким забезпечений кожен з реакторів каталітичного окислення За та 36 Трубопровід 55, приєднаний до відгалуження на трубопроводі 53 між теплообмінником 54 і з'єднанням трубопроводу 53 з трубопроводом 44а і 446, з'єднує також названий вище трубопровід 53 з зоною декантації 46 резервуару 40 Трубопровід 56 для подачі газу з'єднаний трубопроводом 19 з виходом теплообмінника 7 Крім того, названий вище теплообмінник має вихід для рідин, які сконденсувались, що з'єднаний трубопроводом 57 з зоною декантації 46 резервуару 40 Вище його з'єднання з трубопроводом 57 трубопровід 19 має відгалуження у вигляді патрубка 25 для додання газу, що містить вільний кисень Хід обробки залишкового газу в установках, які було щойно описано, можна схематично подати так Посилаючись на установку фігури 1, вважають, що реактор За перебуває в фазі каталітичного окислення, тоді як реактор 36 знаходиться в фазі регенерації, при цьому вентилі 18а, 216, 27а, 306 і 35 відкриті, тоді як вентилі 186, 21а, 276, 30а і 34 закриті Залишковий газ, що надходить з заводу по виготовленню сірки трубопроводом 4, проходить в теплообмінник 5, в якому його доводять до температури, необхідної для гідрування, наприклад між 200°С і 400°С Гарячий залишковий газ, що виходить з названого вище теплообмінника 5, проходить в реактор гідрування і гідролізу, що містить відповідну КІЛЬКІСТЬ каталізатора, здатного здійснювати гідрування SO2 і елементарної сірки в b^S, а також гідроліз сполук COS і CS2 в b^S, при цьому названий вище каталізатор є, наприклад, каталізатором на основі кобальту та молібдену Для одер 18 жання більш докладного опису здійснення фази гідрування і гідролізу сірковмісних сполук, присутніх в залишковому газі, можна посилатися на ВІДОМОСТІ, що містяться у WO-A-94/21359 В реакторі 1 сірковмісні сполуки, ВІДМІННІ від bbS, присутні в залишковому газі, практично повністю перетворюються на bbS Газоподібний ефлюєнт, що виходить з реактора 1 через трубопровід 6, температура якого становить, приблизно, від 280°С до 450°С, проходить потім в теплообмінник 7 з метою охолоджування, перш ніж проникнути в промивальну колону 2 через отвір 8 В цій колоні охолоджений гідрований газоподібний ефлюєнт промивають шляхом безперервного диспергування води, здійснюваного через трубопровід 9, для конденсації найбільшої частини водяної пари, яку він містить Через трубопровід 11 відбирають потік води, яку, після відгалуження в трубопровід 9 частини названого вище потоку води, яка вимагається для здійснення, після охолоджування в теплообміннику 10, диспергування води, що вводиться в промивальну колону, відкачують за допомогою насосу 13 і трубопроводу 14 в сховище кислих вод У верхню частину промивальної колони 2 виходить охолоджений газоподібний ефлюєнт, що містить приблизно менше 10% об водяної пари і що має температуру від 35°С до 70°С, який після одержання через трубопровід 25 контрольованої КІЛЬКОСТІ газу, що містить вільний кисень, особливо повітря, подають в реактор окислення За через трубопроводи 12 і 19, трубопровід 17а, через вентиль 18а і трубопровід 15а для здійснення окислення b^S у сірку В реакторі За, який, як і реактор 36, містить каталізатор окислення bbS у сірку ВІДПОВІДНО ДО винаходу, bbS селективно окисляється у сірку киснем в контакті з каталізатором окислення згідно з реакцією H 2 S + 1 / 2 О 2 -» S + Н 2 О Окислення здійснюється адіабатичне між 35°С і 70°С і, зокрема в інтервалі від 40°С до 65°С, при цьому сірка, що утворюється внаслідок окислення, осаджується на каталізатор окислення Через трубопровід 16а з реактора За виходить очищений залишковий газ з гранично низьким залишковим вмістом bbS, який по трубопроводу 26а через вентиль 21а спрямовують у випускний трубопровід 28, який підводить названий вище очищений залишковий газ до не зображеного реактору термічного або каталітичного спалювання Потік неокислювального продувального газу спрямовується повітродувкою 23 в трубопровід 31 через вентиль 35 і нагрівач 32, в якому цей газовий потік нагрівається до температури, що застосовується для регенерації, яка, зазвичай, становить від 200°С до 500°С і, зокрема, від 230°С до 400°С Потік нагрітого газу, що циркулює в трубопроводі 3 1 , вводять в реактор 36 по трубопроводу 296 через вентиль 306 і трубопровід 166 та продувають наповнений сіркою каталізатор окислення, що знаходиться у названому вище реакторі Потік продувального газу, який захоплює сірку, що випарилася, виходить з реактора 36 через трубопровід 156 і проходить по трубопроводу 206 через вентиль 216 і трубопровід 22 до конденсатора сірки 24, в якому більша частина сірки виділяється в результаті конденсації На виході з конденсатора 19 49944 сірки 24 потік продувального газу знову захоплюється повітродувкою 23 і нагнітається в трубопровід 31, як вказано вище Після продування каталізатора, що знаходиться в реакторі 36, продувальним газом, який проходить через нагрівач 32, протягом часу, достатнього для повного вилучення сірки, осадженої на каталізатор, відкривають вентиль 34 і закривають вентиль 35 таким чином, щоб обійти нагрівач 32 і понизити температуру продувального газу, та продовжують продування протягом ВІДПОВІДНОГО часу, щоб охолодити регенерований каталізатор, який знаходиться в реакторі 36, до належної температури, що дозволяє контактувати каталізатор з двофазним потоком, який проходить по трубопроводу 19 нижче патрубка 25 Під час охолоджування регенерованого каталізатора, коли температура названого вище каталізатора досягає значень нижче 250°С і, зокрема, тих, що знаходяться між 30°С і 200°С, в продувальний газ по трубопроводу 36 через вентиль 37 вводять кисневмісний газовий потік, утворений інертним газом-носієм, що містить за об'ємом, від 0,1% до 3%, зокрема, від 0,3% до 1,5% кисню і від 0% до 50%, зокрема, від 0,5% до 30% води, причому названий вище газ має температуру нижче 250°С і, зокрема, що складає від 30°С до 200°С, і підтримують інжектування названого вище кисневмісного газового потоку протягом часу, що складає від 0,2 години до 3 годин і, зокрема, від 0,5 години до 2 годин таким чином, щоб відновити активну фазу оксисульфіду каталізатора окислення Коли названий вище каталізатор буде охолоджено до необхідної температури і його активну фазу буде відновлено, міняють функції, що виконуються реакторами За та 36, тобто реактор 36 переводять в фазу реакції окислення, а реактор За в фазу регенерація/охолоджування Для цього закривають вентилі 306 і 216, потім відкривають вентилі 186 і 276 та потім закривають вентилі 18а і 27а, в результаті чого реактор 36 переходить в фазу реакції Нарешті, відкривають вентилі 30а та 21а, щоб ввести циркуляцію гарячого регенеруючого газу в реакторі За, який діє в такому випадку в фазі регенерації По закінченні часу, достатнього для регенерації, реактор За переводять в фазу охолоджування з відновленням активної фази каталізатора, як вказано вище щодо реактора 36 Посилаючись на установку фігури 2, вважають, що реактор За перебуває в фазі каталітичного окислення, тоді як реактор 36 перебуває в фазі регенерації, при цьому вентилі 18а, 216, 27а, 306, 35, 42а і 45а відкриті, тоді як вентилі 186, 21а, 276, 30а, 34, 426 і 456 закриті Залишковий газ, що надходить з заводу по виготовленню сірки по трубопроводу 4, проходить в теплообмінник 5, реактор 1 гідрування і гідролізу та теплообмінник 7, де його обробляють, як вказано в посиланні на фігуру 1 Названий вище теплообмінник виробляє двофазний ефлюєнт газ/конденсована вода, температура якого становить від 35°С до 70°С і який після одержання через трубопровід 25 контрольованої КІЛЬКОСТІ газу, що містить вільний кисень, особливо повітря, подають в реактор окислення За по трубопроводу 19, 20 трубопроводу 17а, через вентиль 18а і трубопровід 15а для здійснення окислення H2S у сірку Потік охолоджувальної води, що подається, по трубопроводу 53, безперервно вводять в реактор За по трубопроводу 44а через вентиль 45а, при цьому названий вище потік води циркулює в реакторі За в протитечії з газом, що міститься в двофазному ефлюєнті, що інжектується в названий вище реактор через трубопровід 15а, і виходить з цього реактора по трубопроводу 41а через вентиль 42а, наповнений твердими частинками сірки, після чого його по трубопроводу 43 вводять в зону декантації резервуару 40 В цій зоні 46 тверді частинки сірки, що містяться в потоці води, який подається через трубопровід 43, збираються в нижній частині названої вище зони, звідки їх вилучають у формі водної суспензії через систему діставання 47 Вода, вивільнена від частинок сірки, проходить в такому випадку в зону поділу газ/рідина резервуару 40, в якій вона дегазується, при цьому відділений газ вилучають через трубопровід 50 3 нижньої частини зони 48 через трубопровід 49 безперервно відбирають потік води і після відводу частки названого вище потоку, що відбирається, в трубопровід 53 відкачують його за допомогою насосу 51 через трубопровід 52 в сховище кислих вод Відведену таким чином частку води охолоджують в теплообміннику 54 і частину частки охолодженої води використовують для утворення потоку охолоджувальної води, що вводиться в реактор За з метою контролю температури в названому вище реакторі, тоді як залишок названої вище частки води по трубопроводу 55 вертають в зону 46 резервуару 40 В реакторі За, який як і реактор 36 містить каталізатор окислення H2S у сірку ВІДПОВІДНО до винаходу, H2S селективно окисляється у сірку киснем в контакті з каталізатором окислення ВІДПОВІДНО до реакції H2S + V2O2 -^ S + НгО При температурах, що підтримуються між 35°С і 70°С і, зокрема, в інтервалі від 40°С до 65°С за допомогою названого вище інжектування води, що використовують для здійснення окислення, сірка, яка утворюється внаслідок окислення, осаджується на названий вище каталізатор Через трубопровід 16а з реактора За виходить очищений залишковий газ з гранично низьким залишковим вмістом H2S, який по трубопроводу 26а через вентиль 27а спрямовують в випускний трубопровід 28, який підводить названий вище очищений залишковий газ до не зображеного реактору термічного або каталітичного спалювання Потік неокислювального продувального газу спрямовується повітродувкою 23 в трубопровід 31 через вентиль 35 і нагрівач 32, в якому цей газовий потік нагрівається до температури, що застосовується для регенерації, як вказано в посиланні на фігуру 1 Потік нагрітого газу, що циркулює в трубопроводі 31, вводять в реактор 36 по трубопроводу 296 через вентиль 306 і трубопровід 166 та продувають наповнений сіркою каталізатор окислення, що знаходиться в названому вище реакторі Потік продувального газу, який захоплює сірку, що випарилася, виходить з реактора 36 через трубопровід 156 і проходить по трубопроводу 206 через вентиль 216 та трубопровід 22 до кон 21 49944 денсатора сірки 24, в якому більша частина сірки виділяється внаслідок конденсації На виході з конденсатора сірки 24 потік продувального газу знову захоплюється повітродувкою 23 та нагнітається в трубопровід 31, як вказано вище Після продування каталізатора, який знаходиться в реакторі 36, продувальним газом, що проходить через нагрівач 32, протягом часу, достатнього для повного вилучення сірки, осадженої на каталізатор, відкривають вентиль 34 і закривають вентиль 35 таким чином, щоб обійти нагрівач 32 і понизити температуру продувального газу, та продовжують продування протягом ВІДПОВІДНОГО часу, щоб охолодити регенерований каталізатор, який знаходиться в реакторі 36 до належної температури, що дозволить контактувати каталізатор з двофазним потоком, що проходить по трубопроводу 19 нижче патрубка 25 Під час охолоджування регенерованого каталізатора, коли температура названого вище каталізатора сягає значень нижче 250°С і, зокрема, тих, що знаходяться між 30°С і 200°С, здійснюють відновлення каталітичної фази оксисульфіду регенерованого каталізатора, діючи як описано в посиланні на фігуру 1 Коли названий вище каталізатор буде охолоджено до необхідної температури, і його активну фазу буде відновлено, міняють функції, що виконуються реакторами За та 36, тобто реактор 36 переводять в фазу реакції окислення, а реактор За в фазу регенерація/охолоджування Для цього закривають вентилі 306 і 216, потім відкривають вентилі 186, 276, 426 і 456 та потім закривають вентилі 18а, 27а, 42а і 45а, в результаті чого реактор 36 переходить в фазу реакції Нарешті, відкривають вентилі 30а і 21а, щоб ввести циркуляцію гарячого регенеруючого газу в реакторі За, який діє в такому випадку в фазі регенерації По закінченні часу, достатнього для регенерації, реактор За переводять в фазу охолоджування з відновленням активної фази каталізатора, як вказано вище для реактора 36 Посилаючись на установку фігури 3, вважають, що реактор За перебуває в фазі каталітичного окислення, тоді як реактор 36 знаходиться в фазі регенерації, при цьому вентилі 216, 27а, 306, 35, 42а і 45а відкриті, тоді як вентилі 21а, 276, 30а, 34, 426 і 456 закриті Залишковий газ, що надходить з заводу по виготовленню сірки по трубопроводу 4, проходить в теплообмінник 5, реактор 1 гідрування та гідролізу і теплообмінник 7, де його очищають, як вказано у посиланні на фігуру 1 Названий вище теплообмінник виробляє конденсовану воду, яку по трубопроводу 57 подають в зону 46 декантації резервуару 40, і двофазний ефлюєнт газ/конденсована вода, температура якого становить від 35°С до 70°С і який після одержання через трубопровід 25 контрольованої КІЛЬКОСТІ газу, що містить вільний кисень, особливо повітря, подають в реактор окислення За по трубопроводу 19, трубопроводу 56, трубопроводу 26а, через вентиль 27а і трубопровід 16а для здійснення окислення H2S у сірку Потік охолоджувальної води, що подається по трубопроводу 53, безперервно вводять в реактор За по трубопроводу 44а через вентиль 45а, при 22 цьому названий вище потік води циркулює в реакторі За в збіжному потоці з газом, що міститься в двофазному ефлюєнте, що інжектується в названий вище реактор через трубопровід 16а В реакторі За, який, як і реактор 36, містить каталізатор окислення H2S у сірку ВІДПОВІДНО до винаходу, H2S селективно окисляється у сірку киснем в контакті з каталізатором окислення ВІДПОВІДНО до реакції H2S + V2O2 -^ S + НгО При температурах, що підтримуються між 35°С і 70°С і, зокрема, в інтервалі від 40°С до 65°С за допомогою названого вище інжектування води, що використовують для здійснення окислення, сірка, яка утворюється в результаті окислення, осаджується на названий вище каталізатор Двофазна суміш вода/очищений газ, наповнена твердими частинками сірки, виходить з реактора За по трубопроводу 41а через вентиль 42а, після чого його по трубопроводу 43 вводять в зону 46 декантації резервуару 40 В цій зоні 46 тверді частинки сірки, що містяться в двофазній суміші вода/очищений газ, що подається через трубопровід 43, збираються в нижній частині названої вище зони, звідки їх вилучають у формі водної суспензії через систему діставання 47 Названа вище двофазна суміш, вивільнена від частинок сірки, проходить в такому випадку в зону 48 поділу газ/рідина резервуару 40, в якій вода ВІДДІЛЯЄТЬСЯ ВІД очищеного газу, при цьому названий вище очищений газ вилучають через трубопровід 50 в не зображений реактор термічного або каталітичного спалювання 3 нижньої частини зони 48 через трубопровід 49 безперервно відбирають потік води та після відводу частки названого вище потоку, що відбирається, в трубопровід 53 відкачують його за допомогою насосу 51 через трубопровід 52 в сховище кислих вод Відведену таким чином частку води охолоджують в теплообміннику 54 і частину частки охолодженої води використовують для утворення потоку охолоджувальної води, що вводиться в реактор За з метою контролю температури в названому вище реакторі, тоді як залишок названої вище частки води по трубопроводу 55 вертають в зону 46 резервуару 40 Потік неокислювального продувального газу спрямовується повітродувкою 23 в трубопровід 31 через вентиль 35 і нагрівач 32, в якому цей газовий потік нагрівається до температури, що застосовується для регенерації, як вказано в посиланні на фігуру 1 Потік нагрітого газу, що циркулює в трубопроводі 31, вводять в реактор 36 по трубопроводу 296 через вентиль 306 і трубопровід 166 та продувають наповнений сіркою каталізатор окислення, що знаходиться в названому вище реакторі Потік продувального газу, який захоплює сірку, що випарилася, виходить з реактора 36 через трубопровід 156 і проходить по трубопроводу 206 через вентиль 216 та трубопровід 22 до конденсатора сірки 24, в якому більша частина сірки виділяється внаслідок конденсації На виході з конденсатора сірки 24 потік продувального газу знову захоплюється повітродувкою 23 і нагнітається в трубопровід 31, як вказано вище Після продування каталізатора, що знаходиться в реакторі 36, продувальним газом, який проходить через нагрівач 32, протягом часу, достатньо 23 49944 го для повного вилучення сірки, осадженої на каталізатор, відкривають вентиль 34 і закривають вентиль 35 таким чином, щоб обійти нагрівач 32 і понизити температуру продувального газу, та продовжують продування протягом ВІДПОВІДНОГО часу, щоб охолодити регенерований каталізатор, який знаходиться в реакторі 36, до належної температури, що дозволить контактувати каталізатор з двофазним потоком, який проходить по трубопроводу 19 і потім по трубопроводу 56 нижче патрубка 25 Під час охолодження регенерованого каталізатора, коли температура названого вище каталізатора сягає значень нижче 250°С і, зокрема, тих, що знаходяться між 30°С і 200°С, здійснюють відновлення каталітичної фази оксисульфіду регенерованого каталізатора, діючи, як описано в посиланні на фігуру 1 Коли названий вище каталізатор буде охолоджено до необхідної температури і його активну фазу буде відновлено, міняють функції, що виконуються реакторами За та 36, тобто реактор 36 переводять в фазу реакції окислення, а реактор За в фазу регенерація/охолоджування Для цього закривають вентилі 296 і 216, потім відкривають вентилі 276, 426 і 456 і потім закривають вентилі 27а, 42а і 45а, в результаті чого реактор 36 переходить в фазу реакції Нарешті, відкривають вентилі 30а і 21а, щоб ввести циркуляцію гарячого регенеруючого газу в реакторі За, який діє в такому випадку в фазі регенерації По закінченні часу, достатнього для регенерації, реактор За переводять в фазу охолоджування з відновленням активної фази каталізатора, як вказано вище відносно реактора 36 Щоб завершити опис, що передує, нижче, в якості таких, що не обмежують обсяг охорони винаходу, наводять ряд прикладів, які ілюструють винахід Приклад 1 Очищають залишковий газовий ефлюєнт, що містить 0,8% об bbS в якості єдиної сірковмісної сполуки, одержаний гідруванням/гідролізом залишкового газу заводу, що продукує сірку за процесом Клауса, на якому переробляють кислий газ, що містить 70% об bbS Обробку названого вище газового ефлюєнта здійснюють при температурі нижче точки роси сірки, що утворюється в результаті окислення названого вище bbS, застосовуючи каталізатор, який складається з карбіду кремнію, на який нанесено активну фазу, що містить нікель у формі оксисульфіду, при цьому названий вище каталізатор має питому поверхню, визначену методом БЕТ, 23м2/г і містить 5% мас нікелю Названий вище каталізатор одержують, діючи як описано нижче Мікропористі зерна карбіду кремнію, що мають середній діаметр 1мм і які мають питому поверхню, визначену методом БЕТ, 25м2/г, просочують за допомогою відповідної КІЛЬКОСТІ водного розчину нітрату нікелю, потім сушать просочений продукт при 100°С і прожарюють висушений продукт при 300°С протягом 3 годин Прожарений продукт потім сульфують шляхом контактування при температурі 300°С протягом 1 години з потоком азоту, що містить 0,8% об H2S, і 24 нарешті піддають сульфований продукт окислювальній обробці шляхом контактування при температурі 150°С протягом 1 години з газоподібним потоком, утвореним, за об'ємом, 94,2% азоту, 0,8% кисню і 5% водяної пари, щоб одержати каталізатор з активною фазою оксисульфіду нікелю Обробку залишкового газу здійснюють в установці, складеній з двох реакторів окислення, змонтованих паралельно, причому кожен реактор має вхід і вихід, поділені нерухомим шаром названого вище каталізатора Названі вище реактори, крім того, побудовані таким чином, що по черзі один з реакторів діє в фазі реакції, тобто його вхід з'єднаний з трубопроводом для подачі газів, на якому змонтована насадка для інжектування повітря, і його вихід з'єднаний з трубопроводом для вилучення газів, а інший реактор діє в фазі регенерації/охолоджування, тобто розміщений в контурі регенерації/охолоджування, що має засоби для забезпечення циркуляції продувального газу через реактор окислення від нагрівача до конденсатора сірки і повернення в названий вище нагрівач і для того, щоб потім змусити циркулювати охолоджувальний газ через реактор, який підданий регенерації Така установка аналогічна частині установки, зображеної на фігурі 1, нижче трубопроводу 12 Оброблюваний газовий ефлюєнт, що має температуру 120°С, надходить по трубопроводу для подачі газів з продуктивністю ЮОкмоль/год і до нього шляхом шприцювання додають 8,4кмоль навколишнього повітря Одержана суміш, в якій молярне відношення О2 H2S дорівнює 2,1 1 (в 4,2 рази вище від стехіометричного), проникає в реактор в фазі окислення з температурою, що чутливо дорівнює 120°С Реакцію окислення в реакторі в фазі реакції здійснюють при 120°С, підтримуючи названий вище реактор при цій температурі за допомогою непрямого теплообміну з рідиною з ВІДПОВІДНОЮ температурою Час контакту газоподібної суміші, що надходить в реактор в фазі реакції, з шаром каталізатора, який міститься в названому вище реакторі, дорівнює 4,3 секунди Міра конверсії H2S в реакторі в фазі реакції окислення дорівнює 100% На виході з названого вище реактора добувають газоподібний потік, що має температуру 120°С і який містить менше 1,5-10 2% об SO2 В реактор, що діє в фазі регенерації/охолоджування, з метою регенерації каталізатора окислення, наповненого сіркою, інжектують продувальний газ, при цьому названий вище продувальний газ складається з азоту і інжектується в названий вище реактор з температурою приблизно 300°С і продуктивністю, яка дорівнює 1000м3/год за нормальних умов В момент закінчення фази регенерації каталізатора, під час якої збирають всю сукупність сірки, осадженої на каталізаторі, температуру продувального газу понижають до 120°С і продовжують продування з охолодженим каталізатором, аж доки каталітичний шар не досягне названої вище температури Націй стадії регенерований і охолоджений каталізатор піддають окислювальній обробці, яка полягає втому, що в контакті з регенерованим і охолодженим каталізатором протягом 1 години змушують проходити газоподібний потік, що має продуктивність 1000м3/год за нормальних умов, температури 25 49944 120°С і утворений, за об'ємом, 94,2% азоту, 0,8% кисню і 5% водяної пари, щоб одержати каталізатор з активною фазою оксисульфіду азоту, що містить, за об'ємом, 0,5% кисню і 5% водяної пари, щоб відновити фазу оксисульфіду нікелю каталізатора Реактори окислення діють по черзі протягом 24 годин в фазі реакції і протягом 24 годин, з яких 9 годин охолоджування і 1 година окислювальна обробка, в фазі регенерації/охолоджування Міра конверсії bbS в реакторі в фазі реакції окислення дорівнює 100% з моменту початку і протягом кожного циклу обробки протягом кількох МІСЯЦІВ Газовий потік, що виходить з реактора в фазі реакції окислення має вміст SO2, який залишається менше 1,5 - 10 2 % об протягом кожного циклу обробки, і практично не містить b^S, що відповідає селективності перетворення на сірку каталізатора більше 98% в кожному циклі обробки Приклад 2 Очищають кислий газ з низьким вмістом b^S, який складається, за об'ємом, з 95,5% ССЬ, 4% Н2О і 0,5% H2S Обробку названого вище кислого газу здійснюють при температурі нижче точки роси сірки, що утворюється в результаті окислення bbS цього кислого газу, діючи в установці, аналогічній тій, що використовувалась в прикладі 1 і застосовуючи каталізатор, який складається з карбіду кремнію, на який нанесена активна фаза, що містить нікель у формі оксисульфіду, при цьому названий вище каталізатор має питому поверхню, визначену методом БЕТ, 22м2/г і містить 3,6% мас нікелю Названий вище каталізатор одержують, діючи як описано нижче Продукти екструзії карбіду кремнію, що мають середній діаметр 2мм і довжину від 4 до 6мм і які мають питому поверхню, визначену методом БЕТ, 25м2/г, просочують за допомогою відповідної КІЛЬКОСТІ водного розчину нітрату нікелю, потім сушать просочений продукт при 100°С і прожарюють висушений продукт при 300°С протягом 3 годин Прожарений продукт потім сульфують шляхом контактування при температурі 300°С протягом 1 години з потоком азоту, що містить 0,8% об bbS, і, нарешті, контактують сульфований продукт при температурі 40°С протягом 1 години з газоподібним потоком, утвореним за об'ємом 80,2% азоту, 19% водяної пари і 0,8% кисню, щоб одержати каталізатор з активною фазою оксисульфіду нікелю Оброблюваний газовий ефлюєнт, що має температуру 40°С, надходить по трубопроводу для подачі газів з продуктивністю ЮОкмоль/год і до нього шляхом шприцювання додають 3,5кмоль навколишнього повітря Одержана суміш, в якій молярне відношення О2 H2S дорівнює 1,4 1 (в 2,8 рази вище від стехіометричного), проникає в реактор в фазі окислення з температурою майже на рівні 40°С Реакцію окислення в реакторі в фазі реакції здійснюють при 40°С, підтримуючи названий вище реактор при цій температурі, за допомогою непрямого теплообміну з рідиною з ВІДПОВІДНОЮ температурою Час контакту газоподібної суміші, що надходить в реактор в фазі реакції, з шаром каталізатора, який міститься в названому вище реакторі, дорівнює 4,0 секундам Міра кон 26 версії H2S в реакторі в фазі реакції окислення дорівнює 100% На виході з названого вище реактора добувають газоподібний потік, який має температуру 120°С і не містить H2S і SO2 В реактор, діючий в фазі регенерації/охолоджування, з метою регенерації каталізатора окислення, наповненого сіркою, інжектують продувальний газ, при цьому названий вище продувальний газ складається з азоту та інжектується в названий вище реактор з температурою приблизно 300°С і продуктивністю, що дорівнює 1000м3/год за нормальних умов В момент закінчення фази регенерації каталізатора, під час якої збирають всю сукупність сірки, осадженої на каталізаторі, температуру продувального газу понижають до 40°С і продовжують продування з охолодженим каталізатором, доки каталітичний шар не досягне названої вище температури На цій стадії регенерований і охолоджений каталізатор піддають тоді окислювальній обробці, яка полягає втому, що в контакті з регенерованим і охолодженим каталізатором протягом 1 години змушують проходити газоподібний потік, що має температуру 40°С і складається за об'ємом з 80,2% азоту, 19% водяної пари і 0,8% кисню, для відновлення фази оксисульфіду нікелю каталізатора Реактори окислення діють по черзі протягом 60 годин в фазі реакції і протягом 24 годин, з яких 9 годин охолоджування і 1 година окислювальна обробка, в фазі регенерації/охолоджування Міра конверсії H2S в реакторі в фазі реакції окислення дорівнює 100% з моменту початку і протягом кожного циклу обробки і це протягом кількох МІСЯЦІВ Газовий потік, що виходить з реактора в фазі реакції окислення протягом кожного циклу обробки, не містить H2S і SO2, що відповідає селективності перетворення на сірку каталізатора 100% в кожному циклі обробки Здійснення способу ВІДПОВІДНО до винаходу, описане вище, в якому обробляють газ, що містить, окрім H2S, більш-менш значну КІЛЬКІСТЬ ВОДИ, наприклад, що становить від 10% об до 50% об , здійснюючи каталітичне окислення на каталізаторі типу оксисульфіду при температурах, які дорівнюють від 35°С до 70°С і, більш конкретно, що змінюються в інтервалі від 40°С до 65°С, з підтриманням температури в зоні окислення шляхом інжектування в названу вище зону потоку охолодженої води, що циркулює в збіжному потоці або в протитечії з очищуваним газом, може бути узагальнене на використання будь-якого каталізатора окислення, здатного здійснювати селективне окислення H2S у сірку при температурах, що становлять від 35°С до 70°С Це узагальнене здійснення може бути визначене як регенеративний спосіб прямого окислення у сірку, каталітичним шляхом, H2S, що міститься в низькій концентрації в газі, який містить, рівним образом, від 10% об до 50% об води, причому названий вище спосіб належить до типу, в якому названий вище газ, що містить H2S, і газ, який містить вільний кисень в КІЛЬКОСТІ, здатній забезпечити молярне відношення О2 H2S в інтервалі від 0,05 до 15, вводять в контакт з каталізатором селективного окислення H2S у сірку, наприклад каталізатором, утвореним каталітичне активною фазою, 27 49944 28 зв'язаною з носієм, а саме носієм з карбіду кремнію, і який складається з сполуки принаймні одного перехідного металу, діючи при температурах нижче точки роси сірки, що утворюється внаслідок окислення H2S, що осаджується на каталізатор, потім каталізатор окислення, наповнений сіркою, періодично піддають регенерації шляхом продування за допомогою неокислювального газу, діючи при температурах, що становлять від 200°С до 500°С, для випаровування сірки, яка утримується на каталізаторі, і потім охолоджують регенерований каталізатор до температури нижче точки роси сірки, необхідної для нового здійснення окислення H2S, причому це охолоджування здійснюють за допомогою газу, що має температуру нижче 180°С, який відрізняється тим, що оброблюваний газ вводять в контакт з каталізатором окислення при температурі, що становить від 35°С до 70°С і, більш конкретно, що змінюється в інтервалі від 40°С до 65°С, при якій частина води, що міститься в газі, перебуває в конденсованій формі і очищуваний газ перебуває в такому випадку у формі змішаної фази газ/конденсована вода, і тим, що зону окислення підтримують при температурі від 35°С до 70°С і, більш конкретно, що змінюється в інтервалі від 40°С до 65°С, шляхом інжектування в названу вище зону потоку охолодженої води, яка безперервно циркулює в протитечії або в збіжному потоці з очищуваним газом з нижньої частини цієї зони одержують потік води, наповненої твердими частинками сірки, і рециркулюють частину названого вище потоку води після відділення сірки, яку він містить, та охолоджування, щоб утворити потік охолоджувальної води, що інжектується в зону окислення Коли очищуваний газ, що приводиться в контакт з каталізатором окислення H2S, циркулює в збіжному напрямку з потоком охолодженої води, яка інжектується в зону окислення, з нижньої частини зони окислення одержують суміш очищений газ/конденсована вода, наповнену твердими частинками сірки, поділяють названу вище суміш на потік очищеного газу, який вилучають, і водну фазу та рециркулюють частину цієї водної фази, після відділення сірки, яку вона містить, і охолоджування, для утворення потоку охолоджувальної води, що інжектується в зону окислення Інші робочі умови для цих узагальнених здійснень, такі як природа і КІЛЬКІСТЬ газу, що містить вільний кисень, час контакту газоподібного реакційного середовища з каталізатором окислення, умови, які стосуються регенерації каталізатора, наповненого сіркою, і охолоджування регенерованого каталізатора, ті ж самі, що визначені перед цим у випадку каталізатора типу оксисульфіду Також, опис, що передує, варіантів здійснення способу ВІДПОВІДНО до винаходу для обробки газу з Коли оброблюваний газ, який приводять в контакт з каталізатором окислення H2S, циркулює в протитечії з потоком охолодженої води, що інжектується в зону окислення, з верхньої частини названої вище зони окислення вилучають очищений газ/ по суті вивільнений від сірковмісних сполук, а установках, схематично зображених на фігурах 2 і З малюнку, що додається, з використанням каталізатора окислення H2S у сірку типу оксисульфіду, є застосовним так само, коли каталізатор селективного окислення H2S у сірку не є каталізатором типу оксисульфіду ФІГ.1 НИЗЬКИМ ВМІСТОМ H 2 S І З ВИСОКИМ ВМІСТОМ ВОДИ В 29 ЗО 49944 40 Ж •7 4 Фіг.2 53 -55 5 4 0 /5 4 8 -x" 5 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and catalyze of direct oxidation into sulfur н2s, contained in a gas
Автори англійськоюLedoux Marc, Nougayrede Jean, Savin-Poncet Sabine, Crouset Claude
Назва патенту російськоюСпособ и катализатор прямого окисления в серу н2s, которая содержится в газе
Автори російськоюЛеду Марк, Нугайред Жан, Савен-Понсэ Сабин, Крузе Клод
МПК / Мітки
МПК: B01J 27/28, B01J 38/00, C01B 17/04, B01J 27/04, B01J 27/20, B01D 53/86
Мітки: газі, каталізатор, окислення, сірку, спосіб, н2s, міститься, прямого
Код посилання
<a href="https://ua.patents.su/15-49944-sposib-i-katalizator-pryamogo-okislennya-v-sirku-n2s-shho-mistitsya-v-gazi.html" target="_blank" rel="follow" title="База патентів України">Спосіб і каталізатор прямого окислення в сірку н2s, що міститься в газі</a>
Спосіб каталітичного окислення до сірки h2s, що міститься у невеликій концентрації в газі
Номер патенту: 42821
Опубліковано: 15.11.2001
Автори: Нугайред Жан, Філіпп Андре, Леду Марк, Фам-Хуу Куонг, Крузе Клод, Савен-Понсе Сабін
МПК: C01B 17/04, B01J 27/20, B01J 37/20
Мітки: невеликій, сірки, концентрації, газі, каталітичного, спосіб, окислення, міститься
Формула / Реферат:
1. Способ каталитического окисления до серы H2S, содержащегося в небольшой концентрации в газе, по которому вышеуказанный газ, содержащий H2S, обрабатывают газом, содержащим свободный кислород, при контакте с катализатором селективного окисления Н2S до серы, образованным из каталитически активной фазы, соединённой с носителем, при этом активная фаза содержит по меньшей мере металл, отличающийся тем, что газ содержит свободный кислород, в...
Каталізатор для вибіркового окислення сполук, що містять сірку
Номер патенту: 11072
Опубліковано: 25.12.1996
Автори: Пітер Хільдегардус Бербен, Джон Вільхельмус Гес
МПК: B01J 35/00, B01J 23/86, C01B 17/04, C10K 1/00, B01J 23/745, B01D 53/86
Мітки: вибіркового, сірку, окислення, містять, каталізатор, сполук
Формула / Реферат:
(57)1. Катализатор для избирательного окисления серусодержащих соединений, в частности сероводорода, с образованием элементарной серы, включающей носитель, поверхность которого, доступная для контакта с газовой фазой, не обладает щелочными свойствами в условиях реакции, и каталитически активный компонент - окись железа или окись железа и хрома, нанесенный на поверхность носителя, причем величина удельной поверхности катализатора составляет...
Каталізатор для окислення аміаку

Номер патенту: 33014
Опубліковано: 15.02.2001
Автори: Носенко Олександр Васильович, Челпанов Ігор Павлович, Сердюк Анатолій Іванович, Жигайло Борис Данилович, Трет'яков Олександр Сергійович, Голеус Віктор Іванович, Ільченко Наталія Юріївна
МПК: B01J 23/76
Мітки: каталізатор, аміаку, окислення
Текст:
...стійкість»; він володіє оптимальними реологічними влас тивостями» що дозволяє вяготавляти відомими способами каталізатори афективної формі (чарукшваті, стільникові та інші) та різних роз -змір їв. Запропонований носій рівномірно змішується з тонкодисперсною активною складовою , т позитивно відбивається на ефективності ка талізатора та процесі окисляння аміакз в цілому . -^-сподумен отримують шляхом реакційного формування структури в...
Каталізатор окислення трет.бутилового спирту до метакролеїну
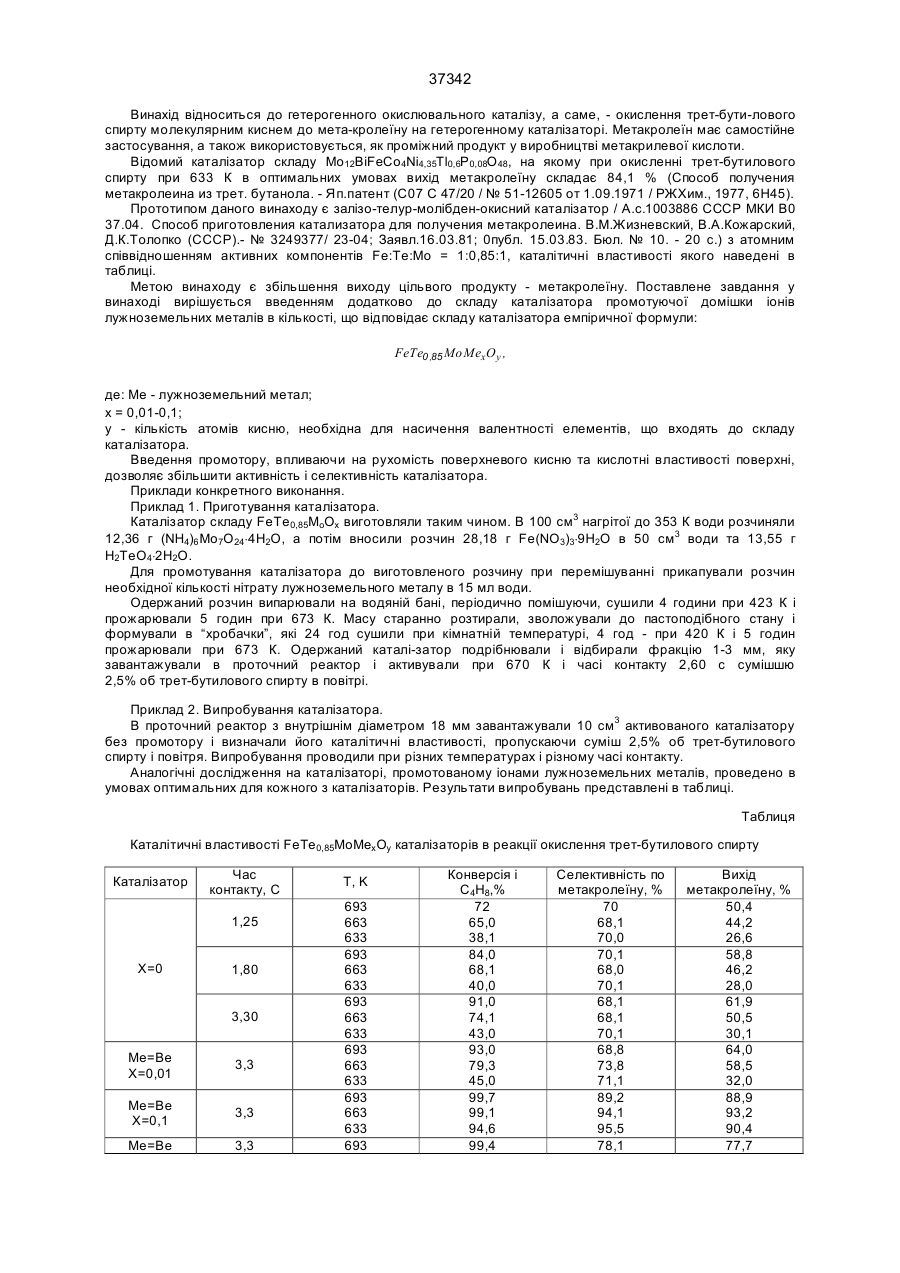
Номер патенту: 37342
Опубліковано: 15.05.2001
Автори: Федевич Євген Васильович, Кхан Мц.Максудур Рахман, Гуменецький Володимир Васильович, Жизневський Вячеслав Михайлович
МПК: C07C 47/20, B01J 27/02, B01J 23/745, B01J 23/88
Мітки: каталізатор, трет.бутилового, спирту, окислення, метакролеїну
Формула / Реферат:
Каталізатор окислення трет-бутилового спирту до метакролеїну, який складається з заліза, телуру, молібдену і кисню, який відрізняється тим, що він додатково містить лужноземельний метал і його склад відповідає емпіричній формулі Fe Те0,85 Мо Мех Оу, де:Ме - лужноземельний метал (Be, Mg, Ca, Sr, Ba);х = 0,01- 0,05; у - кількість атомів кисню, необхідна для насичення валентності елементів, що входять до складу...
Каталізатор окислення трет.бутилового спирту до метакролеїну
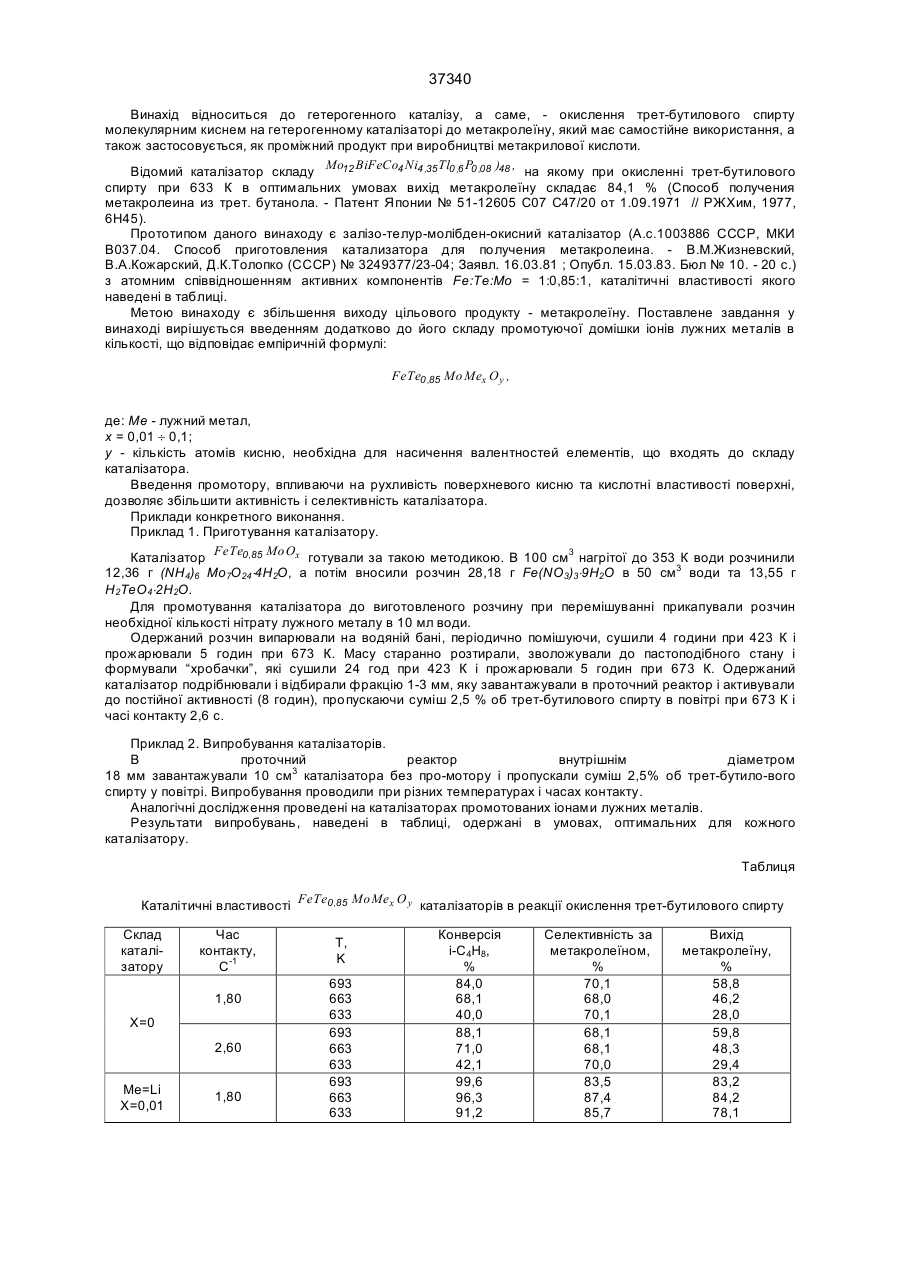
Номер патенту: 37340
Опубліковано: 15.05.2001
Автори: Федевич Євген Васильович, Гуменецький Володимир Васильович, Кхан Мд.Максудур Рахман, Жизневський Вячеслав Михайлович
МПК: B01J 23/745, B01J 27/02, B01J 23/04, C07C 47/20
Мітки: спирту, трет.бутилового, метакролеїну, каталізатор, окислення
Формула / Реферат:
Каталізатор окислення трет-бутилового спирту до метакролеїну, який складається з заліза, телуру, мелібдену і кисню, який відрізняється тим, що він додатково містить домішки лужних металів і при цьому склад каталізатора відповідає емпіричній формулі:Fe Te0,85 Mo Mex Oy ,де Me - лужний метал /Li,Na,K /; х = 0.01÷ 0,1,у - кількість атомів кисню, необхідна для насичення валентності елементів, що входять де складу...
Попередній патент: Лікарський засіб “атусин”
Наступний патент: Пристрій для герметизації міжтрубного простору
Випадковий патент: Спосіб виготовлення замкнутих конструкцій з композиційних матеріалів