Спосіб багатопрохідного автоматичного зварювання неплавким електродом з подаванням присадкового дроту та пристрій для його реалізації
Номер патенту: 108508
Опубліковано: 12.05.2015
Автори: Лобанов Леонід Михайлович, Буряк Владислав Юр'євич, Водолазський Валерій Євгенович, Полосков Сєргєй Іосіфовіч, Скопюк Михайло Іванович, Сипаренко Олександр Григорович, Шолохов Міхаіл Алєксандровіч, Махлін Наум Мордухович, Коротинський Олександр Євтихієвич
Формула / Реферат
1. Спосіб багатопрохідного автоматичного зварювання неплавким електродом з подаванням присадкового дроту, за яким виконання "гарячого" проходу та зварювання заповнюючих і лицювальних швів стиків з розкриттям крайок здійснюють з коливаннями неплавкого електрода впоперек шва за допомогою електромеханічного коливача, до складу якого входить виконавчий двигун з енкодером, що генерує незмінну кількість імпульсів, які припадають на один повний оберт осі електродвигуна, при цьому перед виконанням "гарячого" проходу і кожного з заповнюючих і лицювальних швів визначають просторове розташування крайок розкриття стику відносно одна однієї по траєкторії поперечних переміщень неплавкого електрода і за результатами цього визначення програмують алгоритми та значення параметрів коливань неплавкого електрода, який відрізняється тим, що визначення просторового розташування крайок розкриття стику здійснюють за рахунок того, що перед виконанням "гарячого" проходу та кожного з заповнюючих і лицювального швів вмикають допоміжне низьковольтне джерело живлення малої потужності, забезпечують прямолінійний і рівномірний рух неплавкого електрода у напрямку однієї з крайок розкриття стику і автоматично припиняють цей рух у момент торкання неплавкого електрода до крайки розкриття стику, який визначають за виникненням тестового короткого замикання зварювального контуру при появі в ньому тестового струму від низьковольтного джерела живлення, після чого здійснюють рух неплавкого електрода у зворотному напрямку і припиняють цей рух у момент торкання неплавкого електрода до іншої крайки розкриття стику, який визначають за моментом повторної появи в зварювальному контурі тестового струму, за допомогою програмно-обчислювального пристрою підраховують та запам'ятовують кількість імпульсів ![]() , які генеруються енкодером електродвигуна коливача неплавкого електрода за час його переміщення від однієї крайки розкриття до іншої, і визначають:
, які генеруються енкодером електродвигуна коливача неплавкого електрода за час його переміщення від однієї крайки розкриття до іншої, і визначають:
координату ![]() поздовжньої осі кожного проходу відносно однієї крайки розкриття стику за виразом:
поздовжньої осі кожного проходу відносно однієї крайки розкриття стику за виразом:
![]() ,
,
де ![]() - кінематична постійна коливача, яка характеризує значення лінійного переміщення неплавкого електрода, що припадає на один імпульс енкодера,
- кінематична постійна коливача, яка характеризує значення лінійного переміщення неплавкого електрода, що припадає на один імпульс енкодера, ![]() - кількість проходів неплавкого електрода, а
- кількість проходів неплавкого електрода, а ![]() - порядковий номер проходу неплавкого електрода відносно однієї з крайок розкриття стику
- порядковий номер проходу неплавкого електрода відносно однієї з крайок розкриття стику ![]() ;
;
амплітуду ![]() коливань неплавкого електрода відносно поздовжньої осі кожного з проходів, прилеглих до крайок розкриття стику, - за співідношенням:
коливань неплавкого електрода відносно поздовжньої осі кожного з проходів, прилеглих до крайок розкриття стику, - за співідношенням:
![]() ,
,
де ![]() - коефіцієнт, який при зварюванні визначає відстань між електродом і крайкою розкриття стику в момент зупинки електрода для його затримки біля цієї крайки при зварюванні;
- коефіцієнт, який при зварюванні визначає відстань між електродом і крайкою розкриття стику в момент зупинки електрода для його затримки біля цієї крайки при зварюванні;
амплітуду ![]() коливань неплавкого електрода відносно поздовжніх осей інших проходів - за виразом:
коливань неплавкого електрода відносно поздовжніх осей інших проходів - за виразом:
![]() ,
,
де ![]() - коефіцієнт, який характеризує перекриття попереднього зварювального проходу при виконанні наступного.
- коефіцієнт, який характеризує перекриття попереднього зварювального проходу при виконанні наступного.
2. Пристрій для багатопрохідного автоматичного зварювання неплавким електродом з подаванням присадкового дроту, до складу якого входять зварювальне джерело живлення, виконане у вигляді стабілізатора зварювального струму, блок керування автомата для зварювання неплавким електродом, контролер циклу зварювання, контролер приводу коливача неплавкого електрода, виконавчий електродвигун з енкодером і редуктором, механізм поперечного переміщення пальника з неплавким електродом, допоміжне низьковольтне джерело живлення, давач тестового струму та обчислювально-програмний пристрій, при цьому один з вихідних полюсів зварювального джерела живлення з'єднано з неплавким електродом і через давач тестового струму з однойменним вихідним полюсом допоміжного низьковольтного джерела живлення, інший вихідний полюс зварювального джерела живлення - з виробом, що зварюється, і з іншим вихідним полюсом допоміжного низьковольтного джерела живлення, виходи керування блока керування автомата для зварювання неплавким електродом з'єднано з входами керування контролера циклу зварювання, один вихід якого під'єднано до входу керування зварювального джерела живлення, другий вихід контролера циклу зварювання - до входу керування допоміжного низьковольтного джерела живлення, третій вихід контролера циклу зварювання - до входу керування контролера приводу коливача неплавкого електрода, вихід якого під'єднано до виконавчого електродвигуна з енкодером і редуктором, кінематично з'єднаним з механізмом поперечного переміщення пальника з неплавким електродом, який відрізняється тим, що до його складу додатково введені багатоканальні блок первинної обробки інформаційних сигналів і блок вводу/виводу інформаційних та керуючих сигналів, а обчислювально-програмний пристрій виконано в вигляді цифрового блока що містить принаймні процесор, вузол збереження інформації та шину даних, при цьому один вхід блока первинної обробки інформаційних сигналів з'єднано з виходом допоміжного низьковольтного джерела живлення, другий вхід блока первинної обробки інформаційних сигналів - з інформаційним виходом давача тестового струму, третій вхід блока первинної обробки інформаційних сигналів - з інформаційним виходом енкодера виконавчого електродвигуна коливача неплавкого електрода і з входом зворотного зв′язку контролера приводу коливача неплавкого електрода, виходи блока первинної обробки інформаційних сигналів з'єднані з аналоговими входами блока вводу/виводу інформаційних та керуючих сигналів, інші входи якого з'єднані з відповідними виходами контролера циклу зварювання, цифрові виходи блока вводу/виводу інформаційних та керуючих сигналів під'єднані до шини даних обчислювально-програмного пристрою, яка через цифрові лінії блока вводу/виводу інформаційних та керуючих сигналів під'єднана до цифрових входів контролера циклу зварювання.
Текст
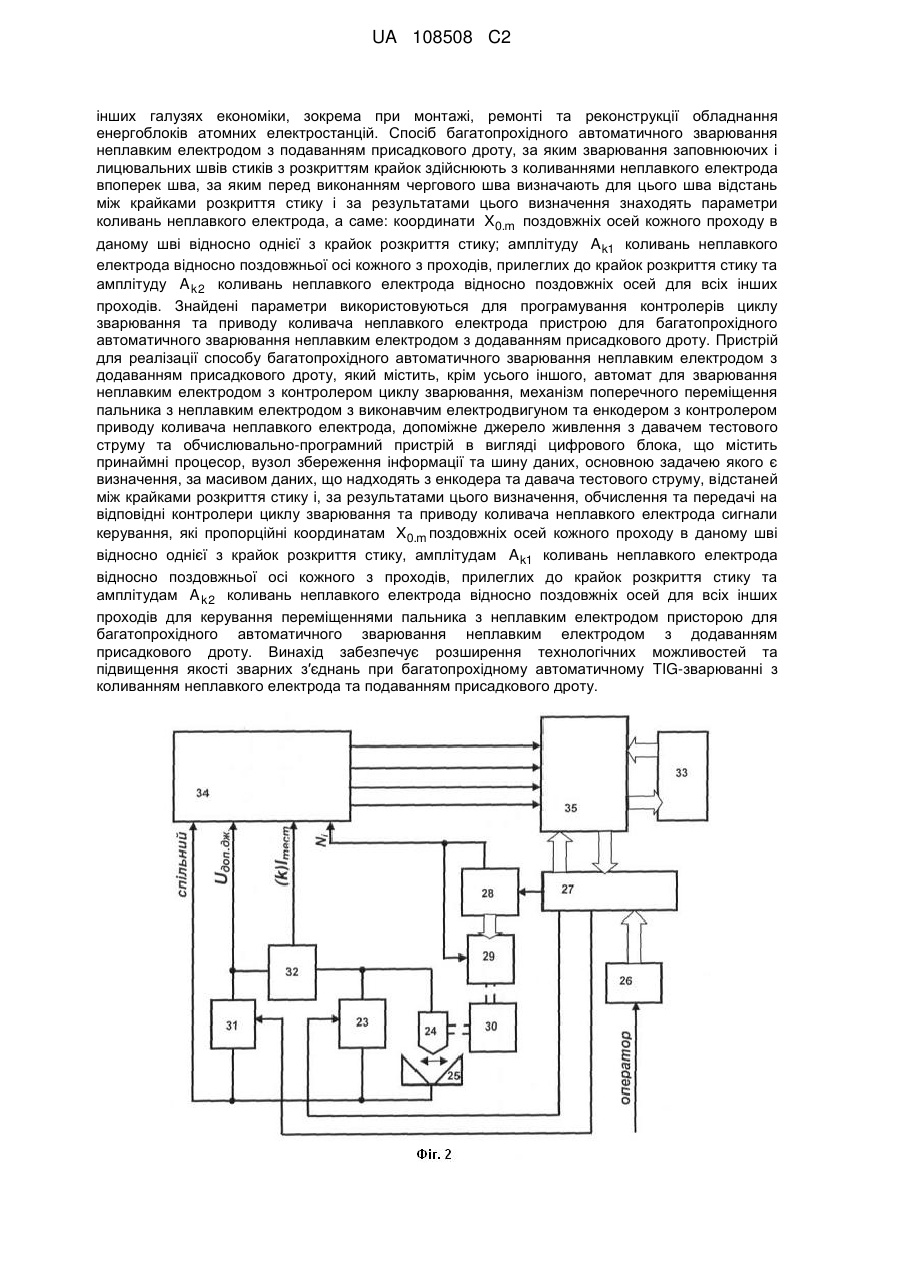
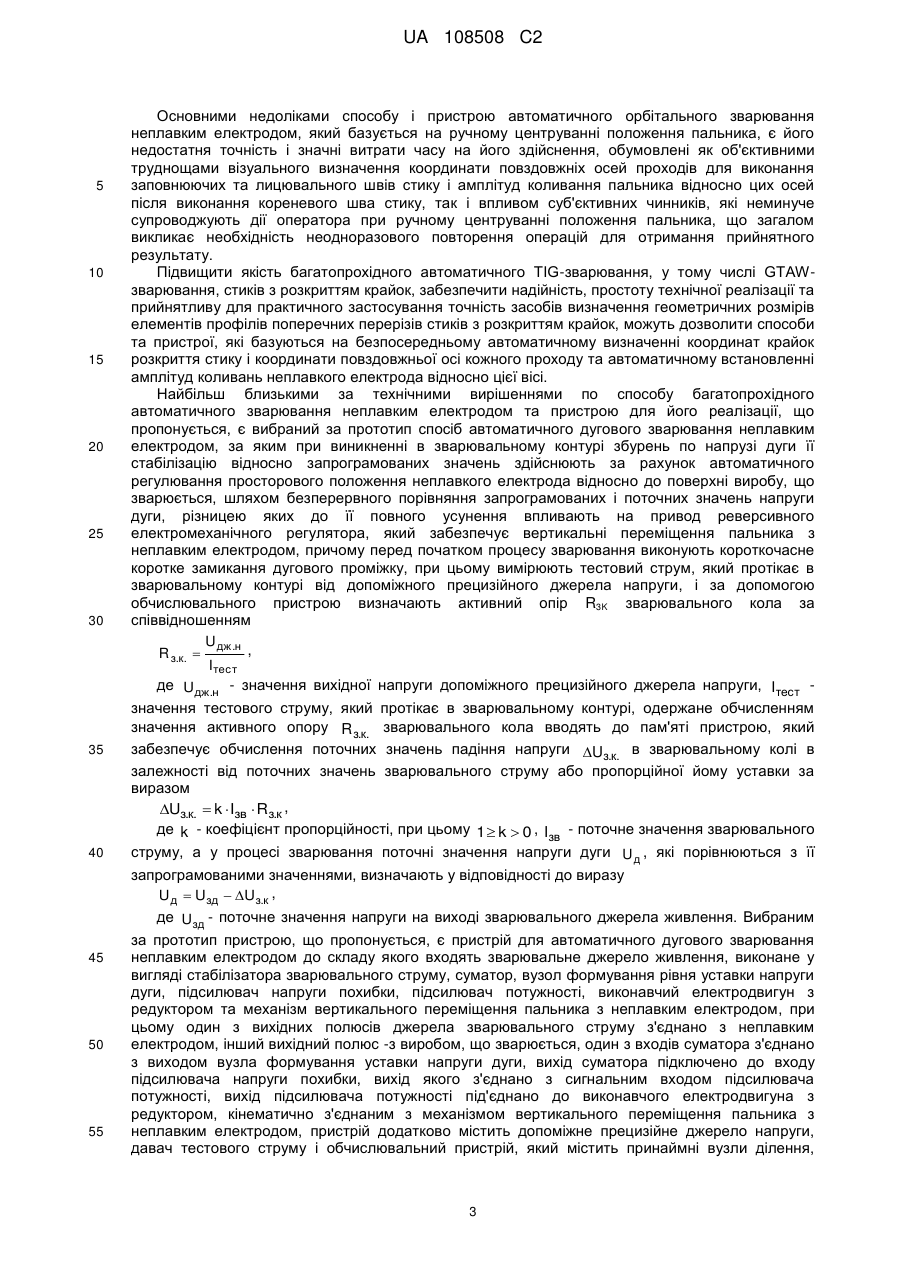
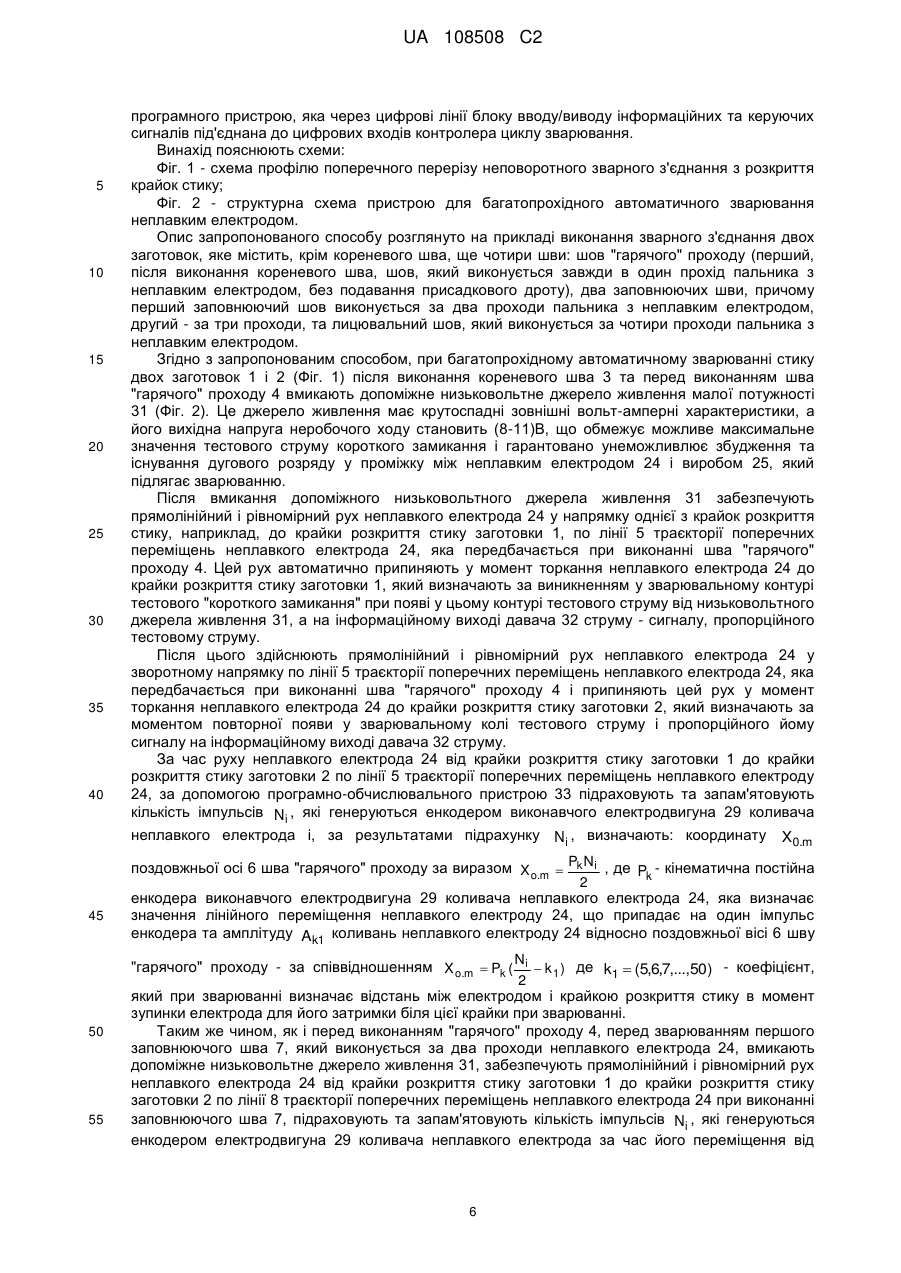
Реферат: Винахід належить до автоматичного дугового зварювання, а саме до автоматичного зварювання неплавким електродом з додаванням присадкового дроту у середовищі інертних газів, переважно до орбітального зварювання неповоротних стиків трубопроводів, яке застосовується при монтажі і ремонті об'єктів енергетики, нафтогазохімічного комплексу, у суднобудівній та аерокосмічній промисловості, енергетичному та хімічному машинобудуванні, UA 108508 C2 (12) UA 108508 C2 інших галузях економіки, зокрема при монтажі, ремонті та реконструкції обладнання енергоблоків атомних електростанцій. Спосіб багатопрохідного автоматичного зварювання неплавким електродом з подаванням присадкового дроту, за яким зварювання заповнюючих і лицювальних швів стиків з розкриттям крайок здійснюють з коливаннями неплавкого електрода впоперек шва, за яким перед виконанням чергового шва визначають для цього шва відстань між крайками розкриття стику і за результатами цього визначення знаходять параметри коливань неплавкого електрода, а саме: координати X0.m поздовжніх осей кожного проходу в даному шві відносно однієї з крайок розкриття стику; амплітуду A k1 коливань неплавкого електрода відносно поздовжньої осі кожного з проходів, прилеглих до крайок розкриття стику та амплітуду A k 2 коливань неплавкого електрода відносно поздовжніх осей для всіх інших проходів. Знайдені параметри використовуються для програмування контролерів циклу зварювання та приводу коливача неплавкого електрода пристрою для багатопрохідного автоматичного зварювання неплавким електродом з додаванням присадкового дроту. Пристрій для реалізації способу багатопрохідного автоматичного зварювання неплавким електродом з додаванням присадкового дроту, який містить, крім усього іншого, автомат для зварювання неплавким електродом з контролером циклу зварювання, механізм поперечного переміщення пальника з неплавким електродом з виконавчим електродвигуном та енкодером з контролером приводу коливача неплавкого електрода, допоміжне джерело живлення з давачем тестового струму та обчислювально-програмний пристрій в вигляді цифрового блока, що містить принаймні процесор, вузол збереження інформації та шину даних, основною задачею якого є визначення, за масивом даних, що надходять з енкодера та давача тестового струму, відстаней між крайками розкриття стику і, за результатами цього визначення, обчислення та передачі на відповідні контролери циклу зварювання та приводу коливача неплавкого електрода сигнали керування, які пропорційні координатам X0.m поздовжніх осей кожного проходу в даному шві відносно однієї з крайок розкриття стику, амплітудам A k1 коливань неплавкого електрода відносно поздовжньої осі кожного з проходів, прилеглих до крайок розкриття стику та амплітудам A k 2 коливань неплавкого електрода відносно поздовжніх осей для всіх інших проходів для керування переміщеннями пальника з неплавким електродом присторою для багатопрохідного автоматичного зварювання неплавким електродом з додаванням присадкового дроту. Винахід забезпечує розширення технологічних можливостей та підвищення якості зварних з′єднань при багатопрохідному автоматичному TIG-зварюванні з коливанням неплавкого електрода та подаванням присадкового дроту. UA 108508 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до сфери автоматичного дугового зварювання у середовищі захисних газів, а саме до автоматичного зварювання неплавким електродом у середовищі інертних газів, переважно до орбітального зварювання неповоротних стиків трубопроводів (GTAWзварювання), яке застосовується при монтажі і ремонті об'єктів енергетики, нафтогазохімічного комплексу, у суднобудівній та аерокосмічній промисловості, енергетичному та хімічному машинобудуванні, інших галузях економіки, зокрема при монтажі, ремонті та реконструкції обладнання енергоблоків атомних електростанцій. Зварювання неплавким електродом у середовищі інертних газів (TIG-зварювання) при товщині виробу, зокрема стінки трубопроводу, що перевищує 3,5 мм, виконують з розкриттям крайок стику за декілька проходів пальника з подаванням присадкового дроту. При цьому якість зварного з'єднання визначається якістю формування як кореневого, так і заповнюючих та лицювального швів. Численними дослідженнями та практикою зварювального виробництва беззаперечно доведено, що досягнення якісного формування заповнюючих та лицювального швів стиків з розкриттям крайок при автоматичному TIG-зварюванні з подаванням присадкового дроту, у тому числі при GTAW-зварюванні, можливе лише у разі виконання низки умов, серед яких необхідними умовами є контроль профілів зварних з'єднань та здійснення в процесі зварювання коливних переміщень неплавкого електрода впоперек шва з регулюванням частоти та амплітуди цих коливань. Пристрої, які забезпечують коливні переміщення неплавкого електрода впоперек шву можуть бути самими різноманітними, але в обладнанні для автоматичного TIG-зварювання, особливо для GTAW-зварювання, найпоширеніше застосування отримали пристрої, в яких коливні переміщення пальника з жорстко зафіксованим у ньому неплавким електродом здійснюються за допомогою реверсивного електродвигуна. Така система забезпечення коливних переміщень неплавкого електрода найбільш гнучка, бо вона надає можливість забезпечувати будь-яку форму коливань, затримку руху електрода біля крайок розкриття стику на будь-який інтервал часу, плавне або дискретне регулювання амплітуди коливань, в тому числі і автоматичне регулювання параметрів коливань за наявності інформації про профіль крайок розкриття стику (при наявності системи стеження за стиком). Відомо декілька способів контролю профілів крайок розкриття стику зварних з'єднань, зокрема способів, в яких використовується електромагнітні випромінювання різноманітних спектральних діапазонів. Є відомим спосіб діагностики та керування якістю зварювання, за яким здійснюють вимірювання просторово-часових сигналів інфрачервоного випромінювання теплових слідів на поверхні деталей, які формуються в зонах впливу зварювального інструмента (неплавкого електрода), а саме: попереду зварювального інструмента по траєкторії центральної лінії руху зварювального інструмента та з кожного боку зварного шва відносно його повздовжньої лінії. Відмінною рисою цього способу є те, що спостереження теплових слідів на поверхні деталей, що зварюються, здійснюється матричним детектором з точковими термочутливими елементами, кожний з яких виробляє окремий сигнал, пропорційний температурі поверхні деталі в межах своєї апертури. На наступному етапі обробки масиву сигналів виконують перетворення часових та просторових змін амплітуди сигналів кожного з елементів у масиви градієнтно-екстремальних сигналів за допомогою модельних диференціальних рівнянь теплопровідності. Навігаційні характеристики руху зварювального інструмента визначають порівнюючи поточні часові та просторові масиви градієнтно-екстремальних сигналів з попередніми. [Патент RU № 2258589 от 30.12.2004. Керемжанов А.Ф. и др. Способ и устройство диагностики и управления качеством лазерной сварки. Опубликован: 20.08.2005]. Основними недоліками цього способу діагностики та керування якістю зварювання є їх недостатня достовірність відстеження крайок деталей, що зварюються, значні апаратні витрати та складність обчислювальних процедур, що практично унеможливлює застосування способу в реальних умовах процесу автоматичного TIG-зварювання (GTAW-зварювання). Є відомим спосіб відстеження крайок перед зварюванням і контролю геометричних розмірів зварного шва після зварювання, за яким електромагнітне випромінювання оптичного діапазону проектують упоперек зварного шва і оцінюють параметри крайок по зображенню, яке реєструється відеокамерою. Відмінною рисою даного способу є те, що для його реалізацій необхідно мати засоби, які дозволяють сформувати необхідні просторово-часові параметри світлового потоку, який проектується упоперек зварного з'єднання, а також засоби виділення інформаційних сигналів керування рухом зварювального інструмента з інтегрального сигналу відеокамери. [Патент RU № 2138374 от 28.07.1997. Даниель Вильдманн, Криста Бухманн. 1 UA 108508 C2 5 10 15 20 25 30 35 40 45 50 55 Способ отслеживания кромок перед сваркой и контроля кромок (варианты) и апарат для его осуществления (варианты). Опубликован: 27.09.1999]. Основним недоліком цього способу відстеження крайок перед зварюванням і контролю геометричних розмірів зварювального шва після зварювання є конструктивні труднощі та складність апаратно-програмної реалізації способу, що обмежує можливості його застосування при автоматичному TIG-зварювання і практично виключає його застосування при GTAWзварюванні. Є відомим спосіб зварювання за допомогою енергетичного променя, що забезпечує формування зварного з'єднання між крайками двох заготовок, між якими наявна шпарина змінної ширини, згідно з яким колімований пучок гамма-випромінювання від джерела, яке розташоване під шпариною, що утворена крайками заготовок, проектують на зону шпарини перед зварювальним інструментом. В залежності від ширини шпарини та чи інша частина пучку гамма-випромінювання через цю шпарину потрапляє до гамма-детектора, який генерує сигнал, пропорційний ширині шпарини. Параметри цього сигналу використовується для керування величиною амплітуди поперечних коливань зварювального інструменту. [Патент US № 4 272 665 от 30.11.1978. Karl H.Steigerwald. Energy Beam Welding a Cap of Varying Width. Опубликован: 09.07.1981.] Недоліком цього способу формування зварного з'єднання проміж крайками двох заготовок є обов'язковість і пов'язана з цим складність розміщення під стиком джерела гаммавипромінювання з коліматором та засобами біологічного захисту оператора, а у випадку трубних заготовок - всередині цих заготовок, що у багатьох випадках (при GTAW - зварюванні практично повністю) робить цей спосіб непридатним для практичного використання в реальних умовах зварювального виробництва. Таким чином, відомі способи контролю профілів зварних з'єднань з розкриттям крайок стиків, які базуються на використанні електромагнітного випромінювання різноманітних спектральних діапазонів є або недостатньо достовірними, або пов'язаними з конструктивними труднощами застосування, складністю та високою вартістю апаратно-програмної їх реалізації і в більшості випадків практично непридатні для автоматичного TIG-зварювання, зокрема GTAWзварювання, в реальних умовах зварювального виробництва. Відомі способи автоматичного стеження за стиком, які базуються на використанні акустичних коливань, що збуджуються газовими потоками, які витікають під тиском зі спеціальних сопел у напрямку твердих поверхонь стику. Первинні газові потоки в результаті взаємодії з поверхнями стику зазнають певних змін (модуляції), які залежать від форми стику. В результаті амплітудно-частотні характеристики (АЧХ) збуджених акустичних сигналів містять інформацію про профіль поперечного перерізу стику. Скануючи профіль поперечного перерізу стику і реєструючи відповідні акустичні сигнали, можна отримати інформацію про профіль поперечного перерізу стику та використати цю інформацію для здійснення автоматичного стеження за стиком. [Давиденко В.Ф. Новый тип датчика информации о положении, конфигурации и размерах стиков свариваемых элементов для систем управления ориентацией и режимом дугових сварочных аппаратов/ Институт электросварки им. Е.О. Патона АН УССР. Информ. письмо. - № 4. - 1975]. Основними недоліками струменево-акустичних способів стеження за стиком є низька достовірність інформації стосовно профілю поперечного перерізу розкриття стику, необхідність використання для реалізації цих способів пневмомереж або мікрокомпресорів, неминучість ускладнень як конструкції обладнання, зокрема зварювальних головок, так і обчислювальних процедур для отримання інформації про профіль поперечного перерізу розкриття стику, з чого випливає обмеженість застосування цих способів при автоматичному TIG-зварюванні та їх непридатність для GTAW-зварювання. Відомий також спосіб автоматичного орбітального зварювання неплавким електродом, використаний в зварювальному пристрої, згідно з яким, для кожного повнокругового проходу пальника до початку зварювання виконують ручне центрування положення пальника на половині відстані між крайками стику, а також встановлення меж коливання пальника відносно центральної лінії зварювального шва вздовж якої буде рухатися пальник з електродом з метою отримання сигналу керування реверсивним двигуном пальника, який забезпечує виконання попередньо заданої циклограми переміщень пальника упоперек (перпендикулярно до) центральної лінії зварювального шва в межах часу, витраченого на виконання одного повнокругового проходу пальника при зварюванні неплавким електродом у середовищі інертних газів (GTAW) неповоротних стиків трубопроводів. [Патент US № 4 019 016 от 07.04.1975. Robert Friedman, Howard D. Lesher. Welding Control Systems. Опубликован: 19.04.1977]. 2 UA 108508 C2 5 10 15 20 25 30 35 40 Основними недоліками способу і пристрою автоматичного орбітального зварювання неплавким електродом, який базується на ручному центруванні положення пальника, є його недостатня точність і значні витрати часу на його здійснення, обумовлені як об'єктивними труднощами візуального визначення координати повздовжніх осей проходів для виконання заповнюючих та лицювального швів стику і амплітуд коливання пальника відносно цих осей після виконання кореневого шва стику, так і впливом суб'єктивних чинників, які неминуче супроводжують дії оператора при ручному центруванні положення пальника, що загалом викликає необхідність неодноразового повторення операцій для отримання прийнятного результату. Підвищити якість багатопрохідного автоматичного TIG-зварювання, у тому числі GTAWзварювання, стиків з розкриттям крайок, забезпечити надійність, простоту технічної реалізації та прийнятливу для практичного застосування точність засобів визначення геометричних розмірів елементів профілів поперечних перерізів стиків з розкриттям крайок, можуть дозволити способи та пристрої, які базуються на безпосередньому автоматичному визначенні координат крайок розкриття стику і координати повздовжньої осі кожного проходу та автоматичному встановленні амплітуд коливань неплавкого електрода відносно цієї вісі. Найбільш близькими за технічними вирішеннями по способу багатопрохідного автоматичного зварювання неплавким електродом та пристрою для його реалізації, що пропонується, є вибраний за прототип спосіб автоматичного дугового зварювання неплавким електродом, за яким при виникненні в зварювальному контурі збурень по напрузі дуги її стабілізацію відносно запрограмованих значень здійснюють за рахунок автоматичного регулювання просторового положення неплавкого електрода відносно до поверхні виробу, що зварюється, шляхом безперервного порівняння запрограмованих і поточних значень напруги дуги, різницею яких до її повного усунення впливають на привод реверсивного електромеханічного регулятора, який забезпечує вертикальні переміщення пальника з неплавким електродом, причому перед початком процесу зварювання виконують короткочасне коротке замикання дугового проміжку, при цьому вимірюють тестовий струм, який протікає в зварювальному контурі від допоміжного прецизійного джерела напруги, і за допомогою обчислювального пристрою визначають активний опір R3K зварювального кола за співвідношенням U дж .н , R з.к. Iтест де Uдж.н - значення вихідної напруги допоміжного прецизійного джерела напруги, Ітест значення тестового струму, який протікає в зварювальному контурі, одержане обчисленням значення активного опору R з.к. зварювального кола вводять до пам'яті пристрою, який забезпечує обчислення поточних значень падіння напруги Uз.к. в зварювальному колі в залежності від поточних значень зварювального струму або пропорційної йому уставки за виразом Uз.к. k Iзв R з.к , де k - коефіцієнт пропорційності, при цьому 1 k 0 , Iзв - поточне значення зварювального струму, а у процесі зварювання поточні значення напруги дуги U д , які порівнюються з її запрограмованими значеннями, визначають у відповідності до виразу Uд Uзд Uз.к , де Uзд - поточне значення напруги на виході зварювального джерела живлення. Вибраним 45 50 55 за прототип пристрою, що пропонується, є пристрій для автоматичного дугового зварювання неплавким електродом до складу якого входять зварювальне джерело живлення, виконане у вигляді стабілізатора зварювального струму, суматор, вузол формування рівня уставки напруги дуги, підсилювач напруги похибки, підсилювач потужності, виконавчий електродвигун з редуктором та механізм вертикального переміщення пальника з неплавким електродом, при цьому один з вихідних полюсів джерела зварювального струму з'єднано з неплавким електродом, інший вихідний полюс -з виробом, що зварюється, один з входів суматора з'єднано з виходом вузла формування уставки напруги дуги, вихід суматора підключено до входу підсилювача напруги похибки, вихід якого з'єднано з сигнальним входом підсилювача потужності, вихід підсилювача потужності під'єднано до виконавчого електродвигуна з редуктором, кінематично з'єднаним з механізмом вертикального переміщення пальника з неплавким електродом, пристрій додатково містить допоміжне прецизійне джерело напруги, давач тестового струму і обчислювальний пристрій, який містить принаймні вузли ділення, 3 UA 108508 C2 5 10 15 20 25 30 35 40 45 50 55 пам'яті частки, множення та віднімання двох величин, при цьому один вихідний полюс допоміжного прецизійного джерела напруги через давач тестового струму під'єднано до однойменного вихідного полюса зварювального джерела живлення, інший вихідний полюс допоміжного прецизійного джерела напруги - до іншого однойменного вихідного полюса зварювального джерела живлення один інформаційний вхід обчислювального пристрою з'єднано з виходом допоміжного прецизійного джерела напруги, другий інформаційний вхід - з інформаційним виходом давача тестового струму, третій інформаційний вхід - з виходом вузла формування пропорційного зварювальному струму сигналу блоку керування зварювального джерела живлення, четвертий інформаційний вхід - з виходом зварювального джерела живлення, аналоговий вихід обчислювального пристрою з'єднано з другим входом суматора [Позитивне рішення від 24 грудня 2012 р. щодо заявки на видачу патенту UA № 2011 07427 від 14.06.2011. Патон Б.Є., Махлин Н.М., Коротинський О.Є., Богдановський В.О., Скопюк М.І., Буряк В.Ю. Спосіб та пристрій для автоматичного дугового зварювання неплавким електродом.] Найбільш суттєвий недолік способу та пристрою, які вибрані за прототип полягає у їх обмежених технологічних можливостях, причиною чого є те, що реальною сферою застосування способу та пристрою, які вибрані за прототип, є автоматичне TIG-зварювання без коливань неплавкого електрода і подавання присадкового дроту, зокрема GTAW-варювання методом автопресування або послідовного проплавлення стиків без розкриття крайок виробів, товщина яких (наприклад стінок труб) не перевищує 3,5 мм. Крім цього, цей спосіб та пристрій можуть застосовуватися при автоматичному TIG-зварюванні, у тому числі, при GTAWзварюванні кореневих швів стиків з розкриттям крайок виробів завтовшки більшою за 3,5 мм. Разом з цим застосування способу та пристрою, які вибрані за прототип, для виконання заповнюючих чи лицювального швів стиків з розкриттям крайок виробів завтовшки більше ніж 3,5 мм. при багатопрохідному автоматичному TIG-зварюванні з подаванням присадкового дроту практично унеможливлює утворення зварного з'єднання за відсутністю можливості здійснення коливань неплавкого електрода впоперек зварного шва з програмуванням для кожного проходу амплітуди та частоти цих коливань, а також тривалості затримок неплавкого електрода біля крайок розкриття стику. В основу способу, що пропонується, поставлена задача розширення технологічних можливостей та підвищення якості зварного з'єднання при багатопрохідному автоматичному TIG-зварюванні з коливанням неплавкого електрода та подаванням присадкового дроту заповнюючих та лицювального швів стиків з розкриттям крайок виробів завтовшки більше ніж 3,5 мм за рахунок спрощення та підвищення точності безпосереднього автоматичного відстеження просторового положення крайок розкриття стику для кожного з його заповнюючих та лицювального швів, математичної обробки цієї інформації і наступних автоматичного визначення координати поздовжньої осі кожного проходу, відносно якої здійснюють коливання неплавкого електрода, та автоматичного встановлення технологічно вмотивованих амплітуд цих коливань. Задача, що поставлена, вирішується тим, що у способі багатопрохідного автоматичного зварювання неплавким електродом з подаванням присадкового дроту, за яким виконання "гарячого" проходу та зварювання заповнюючих і лицювального швів стиків з розкриттям крайок здійснюють з коливанням неплавкого електрода впоперек шва за допомогою електромеханічного коливача, до складу якого входить виконавчий двигун з енкодером, що генерує незмінну кількість імпульсів, які припадають на один повний оберт осі електродвигуна, при цьому перед виконанням "гарячого" проходу і кожного з заповнюючих і лицювального швів визначають просторове розташування крайок розкриття стику відносно одна однієї по траєкторії поперечних переміщень неплавкого електрода і за результатами цього визначення програмують алгоритми та значення параметрів коливань неплавкого електрода, згідно з винаходом, визначення просторового розташування крайок розкриття стику здійснюють за рахунок того, що перед виконанням "гарячого" проходу та кожного з заповнюючих і лицювального швів вмикають допоміжне низьковольтне джерело живлення малої потужності, забезпечують прямолінійний і рівномірний рух неплавкого електрода у напрямку однієї з крайок розкриття стику і автоматично припиняють цей рух у момент торкання неплавкого електроду до крайки розкриття стику, який визначають за виникненням тестового короткого замикання зварювального контуру при появі в ньому тестового струму від низьковольтного джерела живлення, після чого здійснюють рух неплавкого електрода у зворотному напрямку і припиняють цей рух у момент торкання неплавкого електрода до іншої крайки розкриття стику, який визначають за моментом повторної появи в зварювальному контурі тестового струму, за допомогою програмно-обчислювального пристрою підраховують та запам'ятовують кількість 4 UA 108508 C2 5 10 15 20 25 30 35 40 45 50 імпульсів Ni , які генеруються енкодером електродвигуна коливача неплавкого електрода за час його переміщення від однієї крайки розкриття стику до іншої, і визначають: координату X0.m .т поздовжньої осі кожного проходу відносно однієї крайки розкриття стику за виразом: (2nnp 1)Pk Ni , X o.m nnp 1,2,3,...,m 2m де Pk - кінематична постійна коливача, яка характеризує значення лінійного переміщення неплавкого електрода, що припадає на один імпульс енкодера, m - кількість проходів неплавкого електрода, а n - порядковий номер проходу неплавкого електрода відносно однієї з крайок розкриття стику (n 12...m) ; , амплітуду A k1 коливань неплавкого електрода відносно поздовжньої осі кожного з проходів, прилеглих до крайок розкриття стику, - за співвідношенням: N A k1 Pk ( i k 1 ) 2m де k1 (5,6,7,...,50) - коефіцієнт, який при зварюванні визначає відстань між електродом і крайкою розкриття стику в момент зупинки електрода для його затримки біля цієї крайки при зварюванні; амплітуду A k 2 коливань неплавкого електрода відносно поздовжніх осей інших проходів - за виразом: PN A k2 k 2 k i 2m де k 2 (0,8,...,2,6) - коефіцієнт, який характеризує перекриття попереднього зварювального проходу при виконанні наступного проходу. Технічна реалізація способу багатопрохідного автоматичного зварювання неплавким електродом з подаванням присадкового дроту, що пропонується, забезпечується тим, що у пристрій для багатопрохідного автоматичного зварювання неплавким електродом з подаванням присадкового дроту, до складу якого входять зварювальне джерело живлення, виконане у вигляді стабілізатора зварювального струму, блок керування автомату для зварювання неплавким електродом, контролер циклу зварювання, контролер приводу коливача неплавкого електроду, виконавчий електродвигун з енкодером і редуктором, механізм поперечного переміщення пальника з неплавким електродом, допоміжне низьковольтне джерело живлення, давач тестового струму та обчислювально-програмний пристрій, при цьому один з вихідних полюсів зварювального джерела живлення з'єднано з неплавким електродом і через давач тестового струму з однойменним вихідним полюсом допоміжного низьковольтного джерела живлення, інший вихідний полюс зварювального джерела живлення - з виробом, що зварюється, і з іншим вихідним полюсом допоміжного низьковольтного джерела живлення, інформаційні виходи блока керування автомата для зварювання неплавким електродом з'єднано з інформаційними входами контролера циклу зварювання, один вихід якого під'єднано до входу керування зварювального джерела живлення, другий вихід контролера циклу зварювання - до входу керування допоміжного низьковольтного джерела живлення, третій вихід контролера циклу зварювання - до входу керування контролера приводу коливача неплавкого електрода, вихід якого під'єднано до виконавчого електродвигуна з енкодером і редуктором, кінематично з'єднаним з механізмом поперечного переміщення пальника з неплавким електродом згідно з винаходом, додатково введені багатоканальні блок первинної обробки інформаційних сигналів і блок вводу/виводу інформаційних та керуючих сигналів, а обчислювально-програмний пристрій виконано в вигляді цифрового блока, що містить принаймні процесор, вузол збереження інформації та шину даних, при цьому один вхід блока первинної обробки інформаційних сигналів з'єднано з виходом допоміжного низьковольтного джерела живлення, другий вхід блока первинної обробки інформаційних сигналів - з інформаційним виходом давача тестового струму, третій вхід блоку первинної обробки інформаційних сигналів - з інформаційним виходом енкодера виконавчого електродвигуна коливача неплавкого електрода і з виходом зворотнього зв'язку контролера приводу коливача неплавкого електрода, виходи блока первинної обробки інформаційних сигналів з'єднані з аналоговими входами блоку вводу/виводу інформаційних та керуючих сигналів, інші входи якого з'єднані з відповідними виходами контролера циклу зварювання, цифрові виходи блоку вводу / виводу інформаційних та керуючих сигналів під'єднані до шини даних обчислювально 5 UA 108508 C2 5 10 15 20 25 30 35 40 програмного пристрою, яка через цифрові лінії блоку вводу/виводу інформаційних та керуючих сигналів під'єднана до цифрових входів контролера циклу зварювання. Винахід пояснюють схеми: Фіг. 1 - схема профілю поперечного перерізу неповоротного зварного з'єднання з розкриття крайок стику; Фіг. 2 - структурна схема пристрою для багатопрохідного автоматичного зварювання неплавким електродом. Опис запропонованого способу розглянуто на прикладі виконання зварного з'єднання двох заготовок, яке містить, крім кореневого шва, ще чотири шви: шов "гарячого" проходу (перший, після виконання кореневого шва, шов, який виконується завжди в один прохід пальника з неплавким електродом, без подавання присадкового дроту), два заповнюючих шви, причому перший заповнюючий шов виконується за два проходи пальника з неплавким електродом, другий - за три проходи, та лицювальний шов, який виконується за чотири проходи пальника з неплавким електродом. Згідно з запропонованим способом, при багатопрохідному автоматичному зварюванні стику двох заготовок 1 і 2 (Фіг. 1) після виконання кореневого шва 3 та перед виконанням шва "гарячого" проходу 4 вмикають допоміжне низьковольтне джерело живлення малої потужності 31 (Фіг. 2). Це джерело живлення має крутоспадні зовнішні вольт-амперні характеристики, а його вихідна напруга неробочого ходу становить (8-11)В, що обмежує можливе максимальне значення тестового струму короткого замикання і гарантовано унеможливлює збудження та існування дугового розряду у проміжку між неплавким електродом 24 і виробом 25, який підлягає зварюванню. Після вмикання допоміжного низьковольтного джерела живлення 31 забезпечують прямолінійний і рівномірний рух неплавкого електрода 24 у напрямку однієї з крайок розкриття стику, наприклад, до крайки розкриття стику заготовки 1, по лінії 5 траєкторії поперечних переміщень неплавкого електрода 24, яка передбачається при виконанні шва "гарячого" проходу 4. Цей рух автоматично припиняють у момент торкання неплавкого електрода 24 до крайки розкриття стику заготовки 1, який визначають за виникненням у зварювальному контурі тестового "короткого замикання" при появі у цьому контурі тестового струму від низьковольтного джерела живлення 31, а на інформаційному виході давача 32 струму - сигналу, пропорційного тестовому струму. Після цього здійснюють прямолінійний і рівномірний рух неплавкого електрода 24 у зворотному напрямку по лінії 5 траєкторії поперечних переміщень неплавкого електрода 24, яка передбачається при виконанні шва "гарячого" проходу 4 і припиняють цей рух у момент торкання неплавкого електрода 24 до крайки розкриття стику заготовки 2, який визначають за моментом повторної появи у зварювальному колі тестового струму і пропорційного йому сигналу на інформаційному виході давача 32 струму. За час руху неплавкого електрода 24 від крайки розкриття стику заготовки 1 до крайки розкриття стику заготовки 2 по лінії 5 траєкторії поперечних переміщень неплавкого електроду 24, за допомогою програмно-обчислювального пристрою 33 підраховують та запам'ятовують кількість імпульсів Ni , які генеруються енкодером виконавчого електродвигуна 29 коливача неплавкого електрода і, за результатами підрахунку Ni , визначають: координату X0.m Pk Ni , де Pk - кінематична постійна 2 енкодера виконавчого електродвигуна 29 коливача неплавкого електрода 24, яка визначає значення лінійного переміщення неплавкого електроду 24, що припадає на один імпульс енкодера та амплітуду A k1 коливань неплавкого електроду 24 відносно поздовжньої вісі 6 шву поздовжньої осі 6 шва "гарячого" проходу за виразом X o.m 45 Ni k 1 ) де k1 (5,6,7,...,50) - коефіцієнт, 2 який при зварюванні визначає відстань між електродом і крайкою розкриття стику в момент зупинки електрода для його затримки біля цієї крайки при зварюванні. Таким же чином, як і перед виконанням "гарячого" проходу 4, перед зварюванням першого заповнюючого шва 7, який виконується за два проходи неплавкого електрода 24, вмикають допоміжне низьковольтне джерело живлення 31, забезпечують прямолінійний і рівномірний рух неплавкого електрода 24 від крайки розкриття стику заготовки 1 до крайки розкриття стику заготовки 2 по лінії 8 траєкторії поперечних переміщень неплавкого електрода 24 при виконанні заповнюючого шва 7, підраховують та запам'ятовують кількість імпульсів Ni , які генеруються енкодером електродвигуна 29 коливача неплавкого електрода за час його переміщення від "гарячого" проходу - за співвідношенням X o.m Pk ( 50 55 6 UA 108508 C2 крайки розкриття стику заготовки 1 до крайки розкриття стику заготовки 2 по лінії 8, і за результатами підрахунку Ni визначають, відносно крайки розкриття стику заготовки 1 по лінії 8, координати X0.m для поздовжніх осей 9 і 10 заповнюючого шву 7 та амплітуди A k1 коливань неплавкого електроду 24 відносно цих осей. Таким чином, координату X0.m повздовжньої вісі 9 5 проходу 7 визначають за виразом X проходу 7 - за виразом X o.m nnp 2 PN k i 4 o.m nnp 1 координату X0.m повздовжньої вісі 10 3(Pk Ni ) , а амплітуду А коливань неплавкого електроду к1 4 Ni k1) . 4 За такою ж послідовністю здійснюють визначення координат X0.m поздовжніх осей проходів і амплітуд A k1 та A k 2 коливань неплавкого електрода відносно цих повздовжніх осей для другого заповнюючого шва 11, зварювання якого передбачається виконати за три проходи. Координати X0.m повздовжньої осі 12 другого заповнюючого шва 11 відносно крайки розкриття відносно повздовжніх осей 9 і 10 - за виразом A k1 Pk ( 10 стику заготовки 1 визначають за виразом: X заповнюючого шва 11 - за виразом X 20 25 30 X o.m nnp 1 3Pk Ni , координати X0.m осі 14 другого 6 X o.m nnp 4 o.m nnp 3 PN k i , для другого (повздовжня вісь 20) 8 (повздовжня вісь 21) 35 o.m nnp 2 PN k i , координати X0.m осі 13 другого 6 5Pk Ni , причому для другого 11 заповнюючого 6 шва підраховують та запам'ятовують кількість імпульсів Ni від крайки розкриття стику заготовки 1 до крайки розкриття стику заготовки 2 по лінії 15. Амплітуди A k1 коливань неплавкого електрода відносно повздовжніх осей 12 і 14, що прилягають до крайок розкриття стику N визначають за виразом A k1 Pk ( i k 1 ) . Амплітуду A k 2 коливань неплавкого електрода 6 PN відносно повздовжньої осі 13 визначають за виразом A k 2 k 2 k i де k 2 (0,8,...,2,6) 6 коефіцієнт, який характеризує перекриття попереднього 6 проходу при виконанні наступного проходу. Особливістю виконання лицювального шва 16 є те, що для визначення координат X0.m поздовжніх осей проходів і амплітуд A k 2 коливань неплавкого електрода 24 відносно цих повздовжніх осей підраховують та запам'ятовують кількість імпульсів Ni , які генеруються енкодером електродвигуна коливача 29 неплавкого електрода за час його переміщення від однієї крайки розкриття до іншої по лінії 17, яка ззовні обмежує профіль поперечного перерізу розкриття стику, а траєкторії поперечних переміщень неплавкого електрода 24 при виконанні лицювального шва 16 розташовують по ліній 18, яка розташовується вище лінії 17. В результаті, зварювання лицювального шва 16, яке виконують за чотири проходи, здійснюється при наступних значеннях координат X0.m повздовжніх осей проходів і амплітуд A k1 коливань неплавкого електрода відносно цих повздовжніх осей, а саме: для першого проходу координату X0.m повздовжньої осі 19 відносно крайки розкриття стику заготовки 1 визначають за виразом: заповнюючого шва 11 - за виразом X 15 o.m nnp 1 X o.m nnp 3 5(Pk Ni ) 8 X o.m nnp 2 3(Pk Ni ) , для третього 8 та для четвертого (повздовжня вісь 22) 7(Pk Ni ) , причому амплітуди A k 2 коливань неплавкого електрода відносно всіх цих 8 Pk Ni де k 2 (0,8,...,2,6) - коефіцієнт, який 8 характеризує перекриття попереднього проходу при виконанні наступного проходу. повздовжніх осей визначаються за виразом A k 2 k 2 7 UA 108508 C2 5 Таким чином, якщо заповнюючий шов виконується за m проходів неплавкого електрода, то координата X0.m повздовжньої осі будь-якого проходу відносно однієї з крайок крайки розкриття стику визначається по кількості імпульсів Ni , які генеруються енкодером електродвигуна коливача неплавкого електрода за час кожного його переміщення від однієї крайки розкриття до іншої по траєкторії поперечних переміщень неплавкого електрода 24 в даному шві, за виразом: (2nnp 1)Pk Ni , де Pk - кінематична постійна енкодера виконавчого X o.m nnp 1,2,3,...,m 2m електродвигуна 29 коливача неплавкого електрода 24, яка визначає значення лінійного переміщення неплавкого електрода 24, що припадає на один імпульс енкодера, m -кількість проходів неплавкого електрода в шві, а nпр - порядковий номер проходу неплавкого електроду 10 відносно однієї з крайок розкриття стику (nпр 1 2...т ) , амплітуда A k1 коливань неплавкого , електроду відносно повздовжньої осі проходів, прилеглих до крайок розкриття стоку, - за N співвідношенням: A k1 Pk ( i k 1 ) , де k1 (5,6,7,...,50) - коефіцієнт, який при зварюванні 6 визначає відстань між електродом і крайкою розкриття стику в момент зупинки електрода для його затримки біля цієї крайки при зварюванні; амплітуда A k 2 коливань неплавкого електрода 15 відносно осей всіх інших проходів - за виразом A k 2 k 2 20 25 30 35 40 45 50 Pk Ni , де k 2 (0,8,...,2,6) - коефіцієнт, 2m який характеризує перекриття попереднього проходу при виконанні наступного проходу. При виконанні лицювального шва визначають тільки координати X0.m поздовжніх осей проходів та амплітуди A k 2 коливань неплавкого електрода, причому вирази, які зв'язують кількість проходів електрода m , координати повздовжніх осей X0.m амплітуди A k 2 коливань неплавкого електроду відносно цих осей та кількістю імпульсів Ni аналогічні вищенаведеним. Пристрій для багатопрохідного автоматичного зварювання неплавким електродом з подаванням присадкового дроту, що пропонується, складається (Фіг. 2.) зі зварювального джерела живлення 23, виконаного у вигляді стабілізатора зварювального струму, один вихідний полюс якого з'єднано з неплавким електродом 24, а інший вихідний полюс - з виробом 25, що зварюється, блока 26 керування автомата для зварювання неплавким електродом, контролера 27 циклу зварювання, контролеру 28 приводу коливача неплавкого електроду, виконавчого електродвигуна 29 з енкодером і редуктором, механізму 30 поперечного переміщення пальника з неплавким електродом 24, допоміжного низьковольтного джерела живлення 31, давача 32 тестового струму, обчислювально-програмного пристрою 33, багатоканальних блока 34 первинної обробки інформаційних сигналів та блока 35 вводу/виводу інформаційних та керуючих сигналів. Виходи блока 26 керування автомата для зварювання неплавким електродом з'єднано з входами керування контролера 27 циклу зварювання. Один вихід контролера 27 циклу зварювання під'єднано до входу керування зварювального джерела живлення 23, другий вихід контролера 27 циклу зварювання - до входу керування допоміжного низьковольтного джерела живлення 31, третій вихід контролера 27 циклу зварювання - до входу керування контролера 28 приводу коливача неплавкого електрода, вихід якого під'єднано до виконавчого електродвигуна 29 з енкодером і редуктором, кінематично з'єднаним з механізмом 30 поперечного переміщення пальника з неплавким електродом 24. Інформаційний вихід енкодера виконавчого електродвигуна 29 з'єднано з входом зворотного зв'язку контролера 28 приводу коливача неплавкого електрода та з третім входом блока 34 первинної обробки інформаційних сигналів. Один вихідний полюс зварювального джерела живлення 23 через давач 32 тестового струму з'єднано з однойменним вихідним полюсом допоміжного низьковольтного джерела живлення 31, інший вихідний полюс зварювального джерела живлення 23-з іншим однойменним вихідним полюсом допоміжного низьковольтного джерела живлення 31. Вихід допоміжного низьковольтного джерела живлення 31 з'єднано з одним входом блока 34 первинної обробки інформаційних сигналів, інформаційний вихід давача 32 тестового струму - з другим входом блока 34 первинної обробки інформаційних сигналів, виходи якого з'єднані з аналоговими входами блока 35 вводу/виводу інформаційних та керуючих сигналів. Інші входи блока 35 вводу/виводу інформаційних та керуючих сигналів з'єднані з відповідними виходами контролера 27 циклу зварювання. Цифрові виходи блока 35 вводу/виводу інформаційних та керуючих сигналів під'єднані до шини даних обчислювальнопрограмного пристрою 33, яка через цифрові лінії блока 35 вводу/виводу інформаційних та керуючих сигналів під'єднана до цифрових входів контролера 27 циклу зварювання. 8 UA 108508 C2 5 10 15 20 25 30 35 40 45 50 55 Обчислювально-програмний пристрій 33 містить принаймні процесор, вузол збереження інформації та шину даних і може бути побудований на основі застосування мікроЕОМ або персонального комп'ютера. Запропонований пристрій, структурна схема якого наведена на Фіг.2, працює наступним чином. У налагоджувальному режимі функціонування автомата для зварювання неплавким електродом перед виконанням "гарячого" проходу і кожного з заповнюючих і лицювального швів розкриття стику неплавкий електрод 24 шляхом його вертикального переміщення встановлюється на рівень лінії між крайкам розкриття стику по траєкторії, що передбачається для поперечних переміщень неплавкого електроду в межах конкретного заповнюючого або лицювального шва. За командою оператора блок 26 керування автомата для зварювання неплавким електродом 24 формує сигнал "Пуск", який надходить до одного з входів керування контролера 27 циклу зварювання, внаслідок чого контролер 27 циклу зварювання виробляє сигнали дозволу вмикання, що спрямовуються до входів керування контролера 28 приводу коливача неплавкого електрода та допоміжного низьковольтного джерела живлення 31, а також сигнал активації обчислювально-програмного пристрою 33, який до цього пристрою надходить через блок 35 вводу/виводу інформаційних та керуючих сигналів. У результаті вмикання контролера 28 приводу коливача неплавкого електрода та допоміжного низьковольтного джерела живлення 31 починається обертання вала виконавчого електродвигуна 29 з енкодером і редуктором, що обумовлює початок лінійного руху неплавкого електрода за допомогою механізму 30 поперечного переміщення пальника з неплавким електродом 24 у напрямку однієї з крайок розкриття стику, а також появу на виході допоміжного низьковольтного джерела живлення 31 напруги неробочого ходу, при цьому рівномірність руху пальника з неплавким електродом 24 забезпечується за допомогою дії зворотнього зв'язку, який здійснюється за рахунок надходження до входу зворотного зв'язку контролера 28 приводу коливача неплавкого електрода імпульсів з інформаційного виходу енкодера виконавчого електродвигуна 29 з редуктором, кінематично з'єднаних з механізмом 30 поперечного переміщення пальника з неплавким електродом 24. Одночасно з цим вихідна напруга U доп.дж допоміжного низьковольтного джерела живлення 31 надходить до одного входу блоку 34 первинної обробки інформаційних сигналів, де сигнал U доп.дж зазнає частотної фільтрації, лінійного масштабування та нормування за рівнем. В остаточному вигляді сигнал, пропорційний поточному значенню вихідної напруги допоміжного низьковольтного джерела живлення 31, з відповідного виходу блоку 34 первинної обробки інформаційних сигналів надходить до одного з аналогових входів блоку 35 вводу/виводу інформаційних та керуючих сигналів, де цей аналоговий сигнал перетворюється в цифровий і з відповідного цифрового виходу блоку 35 вводу/виводу інформаційних та керуючих сигналів спрямовується до шини даних обчислювально-програмного пристрою 33, в якому здійснюється цифрова обробка та збереження інформації щодо поточних значень вихідної напруги допоміжного низьковольтного джерела живлення 31. Аналогічним чином будуть виконуватися первинна обробка, перетворення в цифрову форму, цифрова обробка та збереження інформації при надходженні аналогових сигналів з інформаційних виходів давача 32 тестового струму і енкодера виконавчого електродвигуна 29 приводу коливача неплавкого електрода до відповідних входів блока 34 первинної обробки інформаційних сигналів. Рух неплавкого електрода 24 у напрямку однієї з крайок розкриття стику виробу 25 триватиме до моменту утворення у зварювальному контурі короткого замикання проміжку "електрод-виріб", яке відбудеться в момент торкання неплавкого електрода 24 до крайки розкриття стику, при цьому момент початку короткого замикання проміжку "електрод-виріб" визначається за моментом появи у зварювальному контурі тестового струму Ітест від допоміжного низьковольтного джерела живлення 31 і пропорційного тестовому струму сигналу (k)Ітест на інформаційному виході давача 32 тестового струму. Сигнал (k )Ітест після його частотної фільтрації, лінійного масштабування та нормування за рівнем в блоці 34 первинної обробки інформаційних сигналі і перетворення з аналогової форми в цифрову в блоці 35 вводу/виводу інформаційних та керуючих сигналів надходить до шини даних обчислювально-програмного пристрою 33, внаслідок чого з обчислювально-програмного пристрою 33 через відповідну цифрову лінію блока 35 вводу/виводу інформаційних та керуючих сигналів до відповідного цифрового входу контролера 27 циклу зварювання надходить сигнал припинення руху неплавкого електроду 24, що обумовлює надходження з контролера 27 циклу зварювання до входу керування контролера 28 приводу коливача неплавкого електроду сигналу 9 UA 108508 C2 5 10 15 20 25 30 35 40 45 50 55 вимикання цього контролера і, відповідно, зупинку обертання валу виконавчого електродвигуна 29 з енкодером і редуктором, кінематично з'єднаного з механізмом 30 поперечного переміщення пальника з неплавким електродом 24. Через сформований обчислювально-програмним пристроєм 33 інтервал часу тривалістю (0,1…0,5)с після появи на інформаційному виході давача 32 тестового струму сигналу (k )Ітест з шини даних обчислювально-програмного пристрою 33 через відповідну цифрову лінію блока 35 вводу/виводу інформаційних та керуючих сигналів до відповідного цифрового входу контролеру 27 циклу зварювання надійде сигнал заборони, згідно з яким в контролері 27 циклу зварювання сформується сигнал зупинки, який при його надходженні до входу керування допоміжного низьковольтного джерела живлення 31 викличе вимикання цього джерела. Після цього через сформований обчислювально-програмним пристроєм 33 інтервал часу тривалістю (0,05…0,10)с з шини даних обчислювально-програмного пристрою 33 через відповідні цифрові лінії блока 35 вводу/виводу інформаційних та керуючих сигналів до відповідних цифрових входів контролеру 27 циклу зварювання надійдуть сигнали, що визначають початок відновлення та напрямок руху неплавкого електрода 24, і - з затримкою тривалістю (0,02…0,10) с відносно до моменту надходження цих сигналів - сигнал активації допоміжного низьковольтного джерела живлення 31. Внаслідок цього сигнали дозволу вмикання, які вироблені контролером 27 циклу зварювання, надійдуть до входів керування контролера 28 приводу коливача неплавкого електрода та допоміжного низьковольтного джерела живлення 31, що обумовить початок зворотного лінійного руху пальника з неплавким електродом 24 у напрямку іншої крайки розкриття стику виробу 25 і вмикання допоміжного низьковольтного джерела живлення 31 через (0,02…0,10) с після моменту відновлення руху неплавкого електрода 24, який буде тривати до моменту утворення у зварювальному контурі повторного короткого замикання проміжку "електрод-виріб", що виникне у момент торкання неплавкого електроду 24 до іншої крайки розкриття стику виробу 25. При цьому момент початку короткого замикання проміжку "електрод-виріб" визначається за моментом повторної появи у зварювальному контурі тестового струму Ітест і пропорційного тестовому струму сигналу (k)Ітест на інформаційному виході давача 32 тестового струму. У результаті надходження сигналів U доп.дж та (k )Ітест до відповідних входів блоку 34 первинної обробки інформаційних сигналів в обчислювально-програмному пристрої 33 сформуються сигнали припинення руху неплавкого електрода 24 та тестування стану проміжку "електрод-виріб", які з шини даних обчислювально-програмного пристрою 33 через відповідні цифрові лінії блока 35 вводу/виводу інформаційних та керуючих сигналів спрямовуються до відповідних цифрових входів контролера 27 циклу зварювання. Згідно з цим контролер 27 циклу зварювання виробляє сигнали зупинки, один з яких надходить до входу керування контролера 28 приводу коливача неплавкого електрода, другий - до входу керування допоміжного низьковольтного джерела живлення 31, а третій - до відповідного входу блока 35 вводу/виводу інформаційних та керуючих сигналів, що викликає вимкнення контролеру 28 приводу коливача неплавкого електрода і допоміжного низьковольтного джерела живлення 31, а також остаточну фіксацію в обчислювально-програмному пристрої 33 моменту припинення руху неплавкого електроду 24 і початку виконання обчислювальних операцій по визначенню координати X0.m поздовжньої осі кожного проходу та амплітуд A k1 та A k 2 коливань неплавкого електрода 24 відносно повздовжніх осей цих проходів. Для виконання цих обчислень використовуються попередньо введені до вузла збереження інформації обчислювально-програмного пристрою 33 значення кінематичної постійної Pk коливача неплавкого електроду, яка характеризує протяжність лінійного переміщення неплавкого електрода 24, що припадає на один імпульс енкодера виконавчого електродвигуна 29, кількості m проходів у кожному шві, номера nnp проходу відносно однієї з крайок розкриття стику, а також коефіцієнту k 1 , який для проходів, прилеглих до крайок розкриття стику, характеризує довжину проміжку між крайкою і неплавким електродом в момент його зупинки біля крайки, та коефіцієнту k 2 , який для проходів, що є неприлеглими до крайок розкриття стику, визначає ступінь їх перекриття. Виконання необхідних обчислень забезпечується ще і тим, що обертання валу виконавчого електродвигуна 29 приводу механізму 30 поперечного переміщення пальника з неплавким електродом 24 супроводжується формуванням на інформаційному виході енкодера цього електродвигуна сигналів у вигляді прямокутних імпульсів, при цьому кількість таких імпульсів, що припадає на один повний оберт валу електродвигуна, є незмінною та незалежною від швидкості обертання валу електродвигуна, що 10 UA 108508 C2 5 надає можливість здійснення та запам'ятовування підрахунку за допомогою обчислювальнопрограмного пристрою 33 кількості Ni імпульсів які надходять з енкодера виконавчого електродвигуна 29 протягом інтервалу часу, за який неплавкий електрод 24 здійснює лінійний рух від однієї крайки розкриття стику до іншої. (2nnp 1)Pk Ni Завдяки цьому за результатами обчислень згідно з виразами X , o.m nnp 1,2,3,...,m 2m Ni PN k 1 ) та A k 2 k 2 k i визначають і запам'ятовують значення координати 2m 2m повздовжньої осі кожного з проходів, амплітуди коливань неплавкого електрода 24 для проходів, прилеглих до крайок розкриття стику, та амплітуди коливань неплавкого електроду 24 для інших проходів відповідно. Після виконання обчислень значень параметрів коливань неплавкого електрода 24 з урахуванням попередньо введених до вузла зберігання інформації обчислювально-програмного пристрою 33 значень частоти цих коливань та тривалості зупинок неплавкого електроду 24 біля крайок розкриття стику з шини даних обчислювально-програмного пристрою 33 через відповідну цифрову лінію блока 35 вводу/виводу інформаційних та керуючих сигналів до відповідного цифрового входу контролера 27 циклу зварювання надійде сигнал просторового встановлення неплавкого електроду 24, внаслідок чого з контролера 27 циклу зварювання до входу керування контролера 28 приводу коливача неплавкого електроду надійде сигнал вмикання, а пальник з неплавким електродом 24 розпочне свій рух у напрямку до повздовжньої вісі проходу, що при зварювання має бути першим. При досягненні неплавким електродом 24 координати X0.m повздовжньої осі проходу рух неплавкого електрода 24 припиниться у результаті надходження сигналу зупинки електрода з шини даних обчислювально-програмного пристрою 33 через відповідну цифрову лінію блока 35 вводу/виводу інформаційних та керуючих сигналів до відповідного цифрового входу контролера 27 циклу зварювання, внаслідок чого контролер 28 приводу коливача неплавкого електрода вимкнеться. Запропонована побудова пристрою для багатопрохідного автоматичного зварювання неплавким електродом з подаванням присадкового дроту за допомогою наявних у ньому апаратно - програмних засобів забезпечує можливість визначення перед виконанням "гарячого" проходу та зварюванням кожного з заповнюючих і лицювального швів стиків з розкриттям крайок просторового розташування цих крайок відносно одна одної, координат повздовжніх осей проходів і параметрів коливань неплавкого електрода відносно цих осей, за результатами такого визначення програмувати алгоритми коливань неплавкого електроду упоперек зварних швів і реалізовувати ці запрограмовані алгоритми в процесі зварювання стиків з розкриттям крайок. Ознаки, які відрізняють спосіб багатопрохідного автоматичного зварювання неплавким електродом з подаванням присадкового дроту та пристрій для його реалізації, що пропонуються, від їх прототипів та інших способів та пристроїв аналогічного призначення, існуючих згідно відомого рівня техніки, обумовлюють технічний результат, за яким досягається розширення технологічних можливостей та підвищення якості зварних з'єднань при багатопрохідному автоматичному TIG-зварюванні з коливанням неплавкого електрода та подаванням присадкового дроту за рахунок спрощення та підвищення точності безпосереднього автоматичного відстеження просторового розташування крайок розкриття стику для "гарячого" проходу та кожного з заповнюючих і лицювального швів і визначення координат повздовжніх осей проходів, скорочення часу і кількості налагоджувальних операцій перед початком процесу зварювання, виключення необхідності застосування додаткової контрольно-вимірювальної апаратури, усунення суттєвого впливу суб'єктивних чинників. A k1 Pk ( 10 15 20 25 30 35 40 45 ФОРМУЛА ВИНАХОДУ 50 55 1. Спосіб багатопрохідного автоматичного зварювання неплавким електродом з подаванням присадкового дроту, за яким виконання "гарячого" проходу та зварювання заповнюючих і лицювальних швів стиків з розкриттям крайок здійснюють з коливаннями неплавкого електрода впоперек шва за допомогою електромеханічного коливача, до складу якого входить виконавчий двигун з енкодером, що генерує незмінну кількість імпульсів, які припадають на один повний оберт осі електродвигуна, при цьому перед виконанням "гарячого" проходу і кожного з заповнюючих і лицювальних швів визначають просторове розташування крайок розкриття стику відносно одна однієї по траєкторії поперечних переміщень неплавкого електрода і за результатами цього визначення програмують алгоритми та значення параметрів коливань 11 UA 108508 C2 5 10 15 20 неплавкого електрода, який відрізняється тим, що визначення просторового розташування крайок розкриття стику здійснюють за рахунок того, що перед виконанням "гарячого" проходу та кожного з заповнюючих і лицювального швів вмикають допоміжне низьковольтне джерело живлення малої потужності, забезпечують прямолінійний і рівномірний рух неплавкого електрода у напрямку однієї з крайок розкриття стику і автоматично припиняють цей рух у момент торкання неплавкого електрода до крайки розкриття стику, який визначають за виникненням тестового короткого замикання зварювального контуру при появі в ньому тестового струму від низьковольтного джерела живлення, після чого здійснюють рух неплавкого електрода у зворотному напрямку і припиняють цей рух у момент торкання неплавкого електрода до іншої крайки розкриття стику, який визначають за моментом повторної появи в зварювальному контурі тестового струму, за допомогою програмно-обчислювального пристрою підраховують та запам'ятовують кількість імпульсів Ni , які генеруються енкодером електродвигуна коливача неплавкого електрода за час його переміщення від однієї крайки розкриття до іншої, і визначають: координату X0.m поздовжньої осі кожного проходу відносно однієї крайки розкриття стику за виразом: (2nnp 1)PkNi , X 0.m nnp 1,2,3,..., m 2m де Pk - кінематична постійна коливача, яка характеризує значення лінійного переміщення неплавкого електрода, що припадає на один імпульс енкодера, m - кількість проходів неплавкого електрода, а nnp - порядковий номер проходу неплавкого електрода відносно однієї , з крайок розкриття стику (nnp 1 2...m) ; 25 30 35 40 45 50 амплітуду A k1 коливань неплавкого електрода відносно поздовжньої осі кожного з проходів, прилеглих до крайок розкриття стику, - за співідношенням: N A k1 Pk ( i k 1 ) , 2m де k1 (5, 6, 7, ..., 50) - коефіцієнт, який при зварюванні визначає відстань між електродом і крайкою розкриття стику в момент зупинки електрода для його затримки біля цієї крайки при зварюванні; амплітуду A k 2 коливань неплавкого електрода відносно поздовжніх осей інших проходів - за виразом: P N A k2 k 2 k i , 2m де k 2 (0,8,...,2,6) - коефіцієнт, який характеризує перекриття попереднього зварювального проходу при виконанні наступного. 2. Пристрій для багатопрохідного автоматичного зварювання неплавким електродом з подаванням присадкового дроту, до складу якого входять зварювальне джерело живлення, виконане у вигляді стабілізатора зварювального струму, блок керування автомата для зварювання неплавким електродом, контролер циклу зварювання, контролер приводу коливача неплавкого електрода, виконавчий електродвигун з енкодером і редуктором, механізм поперечного переміщення пальника з неплавким електродом, допоміжне низьковольтне джерело живлення, давач тестового струму та обчислювально-програмний пристрій, при цьому один з вихідних полюсів зварювального джерела живлення з'єднано з неплавким електродом і через давач тестового струму з однойменним вихідним полюсом допоміжного низьковольтного джерела живлення, інший вихідний полюс зварювального джерела живлення - з виробом, що зварюється, і з іншим вихідним полюсом допоміжного низьковольтного джерела живлення, виходи керування блока керування автомата для зварювання неплавким електродом з'єднано з входами керування контролера циклу зварювання, один вихід якого під'єднано до входу керування зварювального джерела живлення, другий вихід контролера циклу зварювання - до входу керування допоміжного низьковольтного джерела живлення, третій вихід контролера циклу зварювання - до входу керування контролера приводу коливача неплавкого електрода, вихід якого під'єднано до виконавчого електродвигуна з енкодером і редуктором, кінематично з'єднаним з механізмом поперечного переміщення пальника з неплавким електродом, який відрізняється тим, що до його складу додатково введені багатоканальні блок первинної обробки інформаційних сигналів і блок вводу/виводу інформаційних та керуючих сигналів, а обчислювально-програмний пристрій виконано в вигляді цифрового блока, що містить 12 UA 108508 C2 5 10 принаймні процесор, вузол збереження інформації та шину даних, при цьому один вхід блока первинної обробки інформаційних сигналів з'єднано з виходом допоміжного низьковольтного джерела живлення, другий вхід блока первинної обробки інформаційних сигналів - з інформаційним виходом давача тестового струму, третій вхід блока первинної обробки інформаційних сигналів - з інформаційним виходом енкодера виконавчого електродвигуна коливача неплавкого електрода і з входом зворотного зв′язку контролера приводу коливача неплавкого електрода, виходи блока первинної обробки інформаційних сигналів з'єднані з аналоговими входами блока вводу/виводу інформаційних та керуючих сигналів, інші входи якого з'єднані з відповідними виходами контролера циклу зварювання, цифрові виходи блока вводу/виводу інформаційних та керуючих сигналів під'єднані до шини даних обчислювальнопрограмного пристрою, яка через цифрові лінії блока вводу/виводу інформаційних та керуючих сигналів під'єднана до цифрових входів контролера циклу зварювання. 13 UA 108508 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 15
ДивитисяДодаткова інформація
Автори англійськоюLobanov Leonid Mykhailovych, Makhlin Naum Mordukhovych, Korotynskyi Oleksandr Yevtykhievych, Skopiuk Mykhailo Ivanovych, Buriak Vladyslav Yurievych
Автори російськоюЛобанов Леонид Михайлович, Махлин Наум Мордухович, Коротинский Александр Евтихиевич, Полосков Сергей Иосифович, Скопюк Михаил Иванович, Буряк Владислав Юрьевич, Шолохов Михаил Александрович
МПК / Мітки
МПК: B23K 9/10
Мітки: неплавким, реалізації, дроту, електродом, зварювання, автоматичного, подаванням, присадкового, багатопрохідного, пристрій, спосіб
Код посилання
<a href="https://ua.patents.su/16-108508-sposib-bagatoprokhidnogo-avtomatichnogo-zvaryuvannya-neplavkim-elektrodom-z-podavannyam-prisadkovogo-drotu-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатопрохідного автоматичного зварювання неплавким електродом з подаванням присадкового дроту та пристрій для його реалізації</a>
Спосіб наплавлення неплавким електродом з подачею присадкового дроту
Номер патенту: 62941
Опубліковано: 26.09.2011
Автори: Кузнецов Валерій Дмитрович, Пащенко Валерій Миколайович, Степанов Денис Володимирович
МПК: B23K 9/16
Мітки: електродом, присадкового, дроту, неплавким, подачею, наплавлення, спосіб
Формула / Реферат:
Спосіб наплавлення неплавким електродом з подачею присадкового дроту під кутом до неплавкого електрода, при якому один полюс джерела живлення з'єднують з електродом, а інший - з виробом та присадковим дротом, через регулятори струму, який відрізняється тим, що струми в колах "електрод - присадковий дріт" та "електрод - виріб" встановлюють у співвідношенні, яке знаходиться у межах
Спосіб дугового багатопрохідного зварювання неплавким електродом
Номер патенту: 81053
Опубліковано: 26.11.2007
Автори: Савицький Михайло Михайлович, Черторильський Леонід Олексійович, ЛУПАН Аркадій Пилипович, Кулик Віктор Михайлович
МПК: B23K 9/167
Мітки: багатопрохідного, зварювання, спосіб, дугового, електродом, неплавким
Формула / Реферат:
1. Спосіб дугового багатопрохідного зварювання неплавким електродом у захисних газах стиків, при якому виконують зварювальний прохід з повним проплавленнямпісля нанесення на поверхню активуючого флюсу і наступні проходи з неповним проплавленням, зокрема при зменшенні зварювального струму, який відрізняється тим, що при зварюванні гартівних сталей зменшують швидкість зварювання на останньому проході.2. Спосіб за п. 1, який відрізняється...
Спосіб автоматичного дугового зварювання неплавким електродом та пристрій для його здійснення
Номер патенту: 101534
Опубліковано: 10.04.2013
Автори: Патон Борис Євгеньєвич, Скопюк Михайло Іванович, Богдановський Валентин Олександрович, Махлін Наум Мордухович, Буряк Владислав Юр'євич, Коротинський Олександр Євтихієвич
МПК: B23K 9/10
Мітки: здійснення, спосіб, зварювання, електродом, неплавким, дугового, пристрій, автоматичного
Формула / Реферат:
1. Спосіб автоматичного дугового зварювання неплавким електродом, за яким при виникненні в зварювальному контурі збурень по напрузі дуги її стабілізацію відносно запрограмованих значень здійснюють за рахунок автоматичного регулювання просторового положення неплавкого електрода відносно до поверхні виробу, що зварюється, шляхом безперервного порівняння запрограмованих і поточних значень напруги дуги, різницею яких до її повного усунення...
Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів і пристрій для його реалізації
Номер патенту: 50430
Опубліковано: 15.10.2002
Автори: Малишев Олександр Віталійович, Тітов Артем Олександрович, Рижов Роман Миколайович
МПК: B23K 9/08
Мітки: спосіб, пристрій, комбінованих, зварювання, використанням, реалізації, магнітних, дугового, полів, зовнішніх, керуючих, неплавким, електродом
Формула / Реферат:
1. Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів, що включає створення в зоні зварювання аксіальних та радіальних магнітних полів, які взаємодіють зі струмом в розплаві зварювальної ванни, який відрізняється тим, що час зварювання шва розділяють на періоди, які чергуються, протягом одного із них за допомогою електромагнітної системи, в зоні зварювання створюють реверсивне...
Спосіб оцінки стійкості і стану неплавкого електрода та пристрій для його реалізації при автоматичному дуговому зварюванні неплавким електродом
Номер патенту: 102714
Опубліковано: 12.08.2013
Автори: Махлін Наум Мордухович, Буряк Владислав Юр'євич, Лобанов Леонід Михайлович, Полосков Сергій Йосипович, Коротинський Олександр Євтихієвич, Скопюк Михайло Іванович
МПК: B23K 9/167, B23K 9/10
Мітки: зварюванні, неплавким, оцінки, пристрій, автоматичному, реалізації, електрода, спосіб, стану, стійкості, неплавкого, електродом, дуговому
Формула / Реферат:
1. Спосіб оцінки стійкості і стану неплавкого електрода при автоматичному дуговому зварюванні, за яким в процесі зварювання вимірюють значення щонайменше одного параметра, який свідчить про зношення неплавкого електрода, порівнюють отримані вимірюваннями значення цього або цих параметрів з їх заздалегідь запрограмованими значеннями і в разі перевищення отриманих вимірюваннями значень над рівнем запрограмованих здійснюють заміну неплавкого...
Попередній патент: Пристрій для буріння свердловин в змерзлих насипних вантажах в залізничних піввагонах
Наступний патент: Спосіб визначення відхилення біологічного репродуктивного віку жінки від паспортного
Випадковий патент: Комплексний інфузійний препарат "сорбілакт"