Уніфікована упаковка і спосіб її виготовлення
Формула / Реферат
1. Уніфікована упаковка, що містить:
(a) надруковану опорну картку; і
(b) резервуар для текучого середовища, який містить (і) перший ламінований бар'єрний шар, що містить щонайменше один шар двовісно орієнтованого термопластичного полімеру, (іі) матеріал продукту, і (ііі) другий ламінований бар'єрний шар,
при цьому ділянка першого ламінованого бар'єрного шару є плоскою, при цьому перший і другий ламіновані бар'єрні шари з'єднані разом по їх периметрах з утворенням вологонепроникної оболонки, що містить матеріал продукту,
яка відрізняється тим, що ділянку першого ламінованого бар'єрного шару відформовано в модифіковану монолітну куполоподібну форму за допомогою двовісного подовження першого ламінованого бар'єрного шару, причому модифікована монолітна куполоподібна форма має певний об'єм, який по суті заповнений матеріалом продукту, причому перший ламінований бар'єрний шар відформований до заповнення зазначеного певного об'єму матеріалом продукту, при цьому другий ламінований бар'єрний шар є плоским,
причому другий ламінований бар'єрний шар постійно прикріплений до ділянки надрукованої опорної картки.
2. Уніфікована упаковка за п. 1, в якій в запечатаному стані резервуара для текучого середовища перший ламінований бар'єрний шар пружно підтримує зазначену модифіковану куполоподібну форму.
3. Уніфікована упаковка за п. 1, в якій двовісно орієнтований термопластичний полімер включає одне або більше з поліетилену, поліпропілену, поліефіру, поліаміду, поліакрилату або їх суміші.
4. Уніфікована упаковка за п. 3, в якій двовісно орієнтований термопластичний полімер включає поліетилентерефталат.
5. Уніфікована упаковка за п. 1, в якій один або обидва з першого і другого ламінованих бар'єрних шарів містять шар алюмінієвої фольги.
6. Уніфікована упаковка за п. 5, в якій алюмінієва фольга має товщину меншу, ніж близько 0,0254 мм (0,001 дюйма).
7. Уніфікована упаковка за п. 1, в якій матеріал продукту є рідиною.
8. Уніфікована упаковка за п. 1, в якій резервуар для текучого середовища містить видавальний кінчик.
9. Уніфікована упаковка за п. 8, в якій опорна картка містить смужку для відкривання.
10. Уніфікована упаковка за п. 9, в якій смужка для відкривання утворена першою лінією перфорації, що перетинає видавальний кінчик.
11. Уніфікована упаковка за п. 9, в якій резервуар для текучого середовища додатково містить плоский видовжений язичок, утворений першим і другим ламінованими бар'єрними шарами, причому плоский видовжений язичок закриває видавальний кінчик і лежить зверху смужки для відкривання.
12. Уніфікована упаковка за п. 8, в якій видавальний кінчик є таким видавальним кінчиком, що повторно закривається.
13. Уніфікована упаковка за п. 1, в якій опорна картка містить матеріал, який є менш гнучким, ніж перший ламінований бар'єрний шар.
14. Уніфікована упаковка за п. 1, в якій опорна картка містить паперову масу.
15. Уніфікована упаковка за п. 10, в якій опорна картка містить другу лінію перфорації, що перетинає видавальний кінчик, причому друга лінія перфорації визначає складний клапан.
16. Уніфікована упаковка за п. 15, в якій опорна картка містить один або більше закриваючих язичків, під які може бути вставлений складний клапан.
17. Спосіб виготовлення уніфікованої упаковки за п. 1, що включає:
(a) забезпечення надрукованої опорної картки;
(b) утворення резервуара для текучого середовища та його заповнення матеріалом продукту,
який відрізняється тим, що резервуар для текучого середовища утворюють і заповнюють шляхом:
(і) формування ділянки першого ламінованого бар'єрного шару резервуара для текучого середовища в модифіковану куполоподібну форму з певним об'ємом за допомогою двовісного подовження першого ламінованого бар'єрного шару, при цьому перший ламінований бар'єрний шар містить щонайменше один шар двовісно орієнтованого термопластичного полімеру і ділянку, яка є плоскою;
(іі) вміщення матеріалу продукту на перший ламінований бар'єрний шар таким чином, що матеріал продукту по суті заповнює вказаний об'єм;
(ііі) розміщення другого ламінованого бар'єрного шару резервуара для текучого середовища на першому ламінованому бар'єрному шарі, причому другий ламінований бар'єрний шар є плоским;
(iv) з'єднання першого і другого ламінованих бар'єрних шарів разом по їх периметрах для утворення вологонепроникної оболонки, що містить матеріал продукту; і
(c) другий ламінований бар'єрний шар резервуара для текучого середовища постійно прикріплюють до ділянки надрукованої опорної картки.
18. Спосіб за п. 17, в якому в запечатаному стані резервуара для текучого середовища перший ламінований бар'єрний шар пружно підтримує вказану модифіковану куполоподібну форму.
19. Спосіб за п. 17, в якому двовісно орієнтований термопластичний полімер включає одне або більше з поліетилену, поліпропілену, поліефіру, поліаміду, поліакрилату або їх суміші.
20. Спосіб за п. 17, в якому двовісно орієнтований термопластичний полімер включає поліетилентерефталат.
21. Спосіб за п. 17, в якому один або обидва з першого і другого ламінованих бар'єрних шарів містять шар алюмінієвої фольги.
22. Спосіб за п. 21, в якій алюмінієва фольга має товщину меншу, ніж близько 0,0254 мм (0,001 дюйма).
23. Спосіб за п. 17, в якому перший і другий ламіновані бар'єрні шари з'єднують разом за допомогою термозварювання.
24. Спосіб за п. 17, в якому перший і другий ламіновані бар'єрні шари з'єднують разом за допомогою клею.
25. Спосіб за п. 17, в якому етап (і) включає прикладання тиску газу до першого ламінованого бар'єрного шару для надання йому модифікованої куполоподібної форми.
26. Спосіб за п. 25, в якому тиск газу становить від близько 68947,5 Па (10 фунтів/кв.дюйм) до близько 965265 Па (140 фунтів/кв.дюйм).
27. Спосіб за п. 25, в якому тиск газу прикладають протягом періоду часу від близько 0,01 секунди до близько 1 секунди.
28. Спосіб за п. 17, в якому резервуар для текучого середовища містить видавальний кінчик.
29. Спосіб за п. 28, що додатково включає вирубку опорної картки для утворення смужки для відкривання, обмежену першою лінією перфорації, причому лінія перфорації перетинає видавальний кінчик.
30. Спосіб за п. 29, в якому перший і другий ламіновані бар'єрні шари з'єднують разом по їх периметрах для утворення вологонепроникної оболонки і плоского видовженого язичка, при цьому плоский видовжений язичок закриває видавальний кінчик і лежить зверху смужки для відкривання.
31. Спосіб за п. 29, в якому опорна картка містить другу лінію перфорації, що перетинає видавальний кінчик, причому друга лінія перфорації визначає складний клапан.
32. Спосіб за п. 31, в якому опорна картка містить один або більше закриваючих язичків, під які може бути вставлений складний клапан.
33. Спосіб за п. 28, в якому видавальний кінчик є таким, що повторно закривається.
34. Спосіб за п. 17, в якому опорна картка є менш гнучкою, ніж перший ламінований бар'єрний шар.
35. Спосіб за п. 17, в якому опорна картка містить паперову масу.
Текст
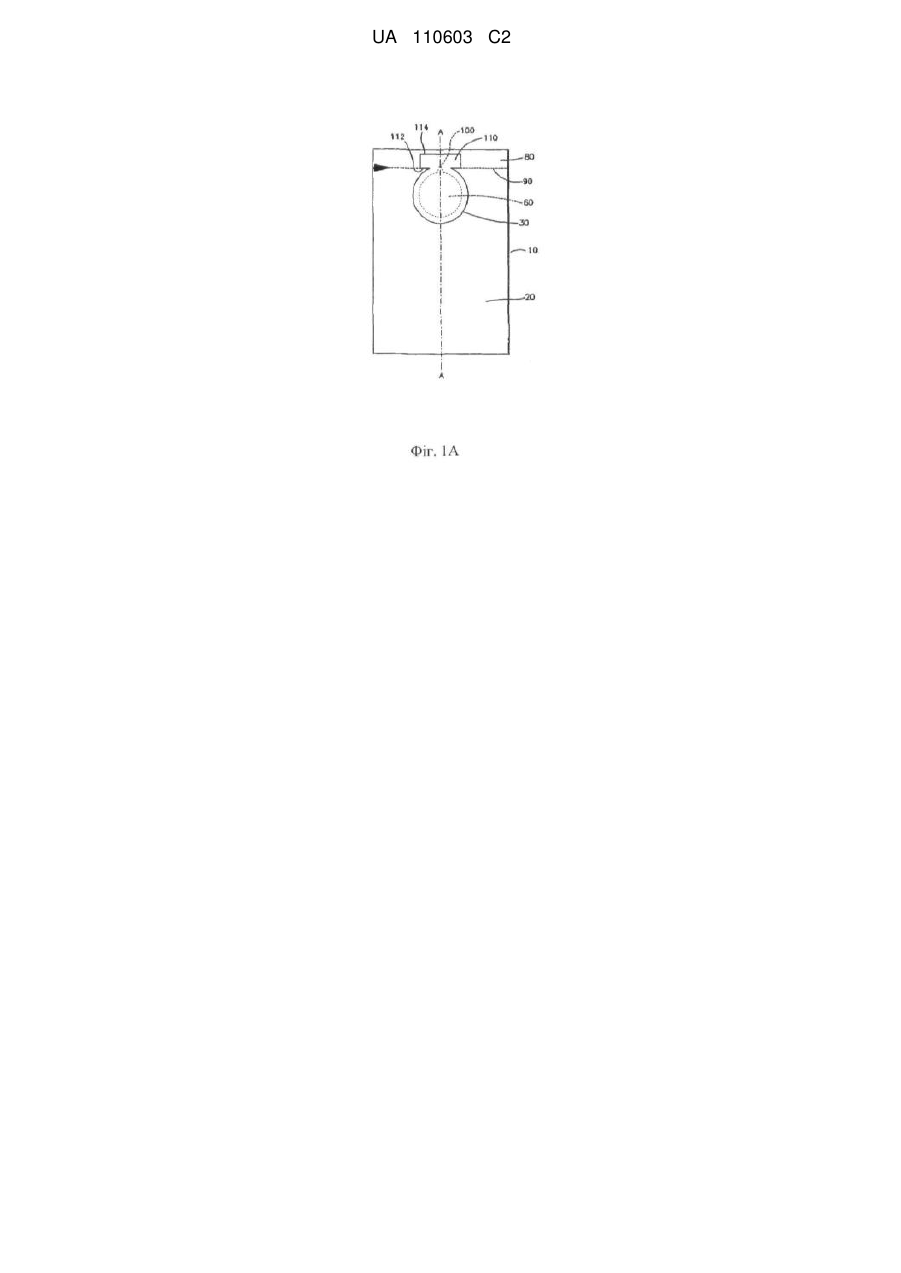
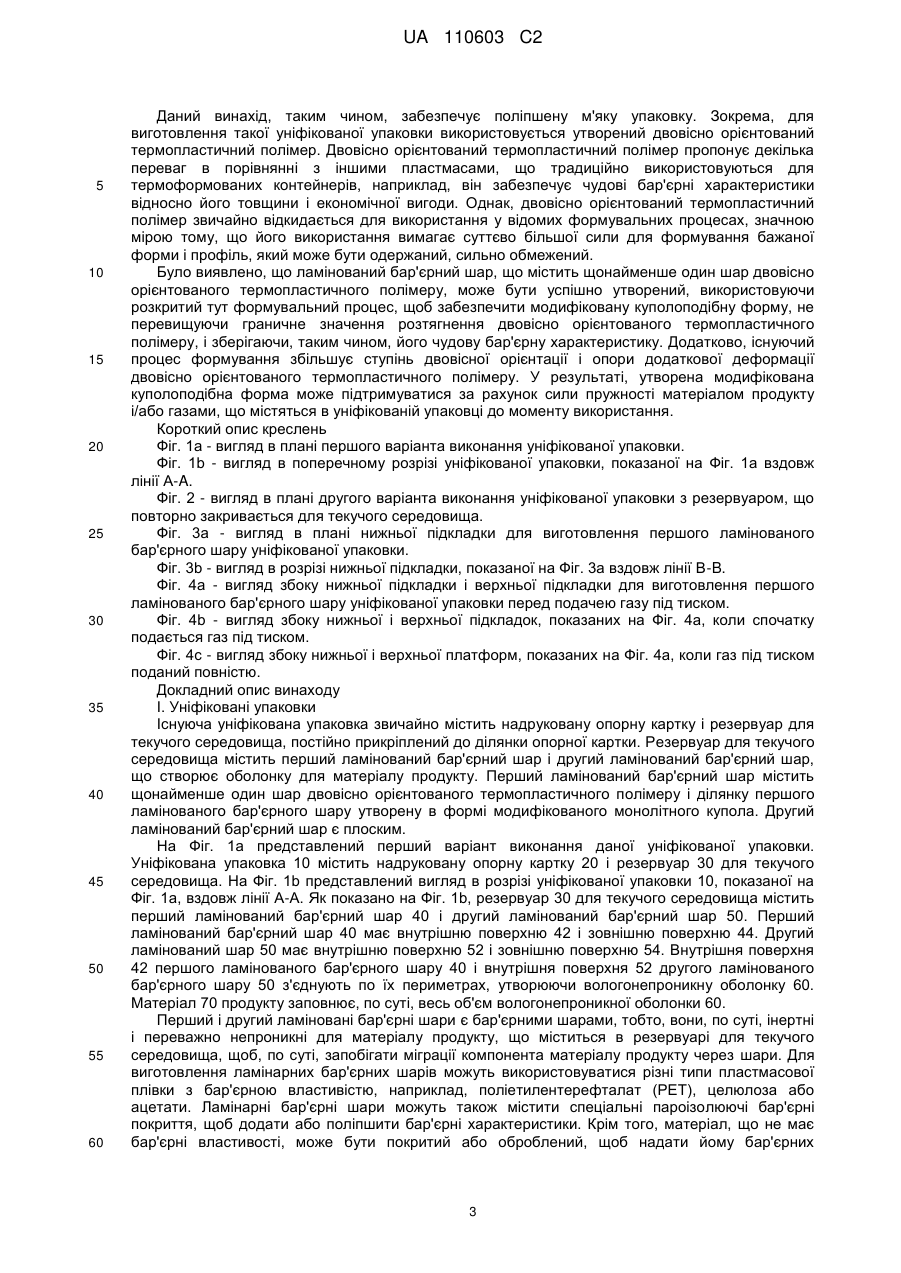
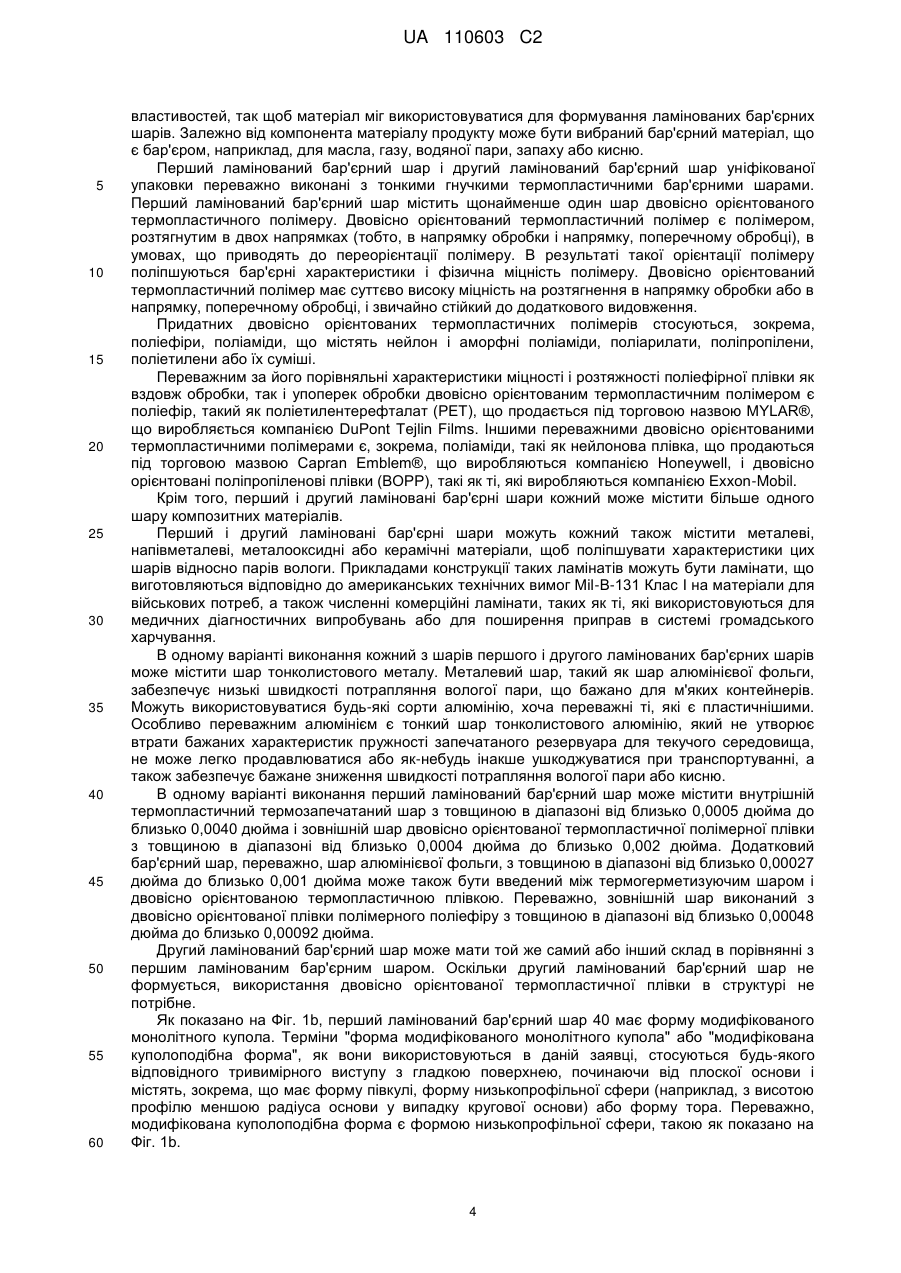
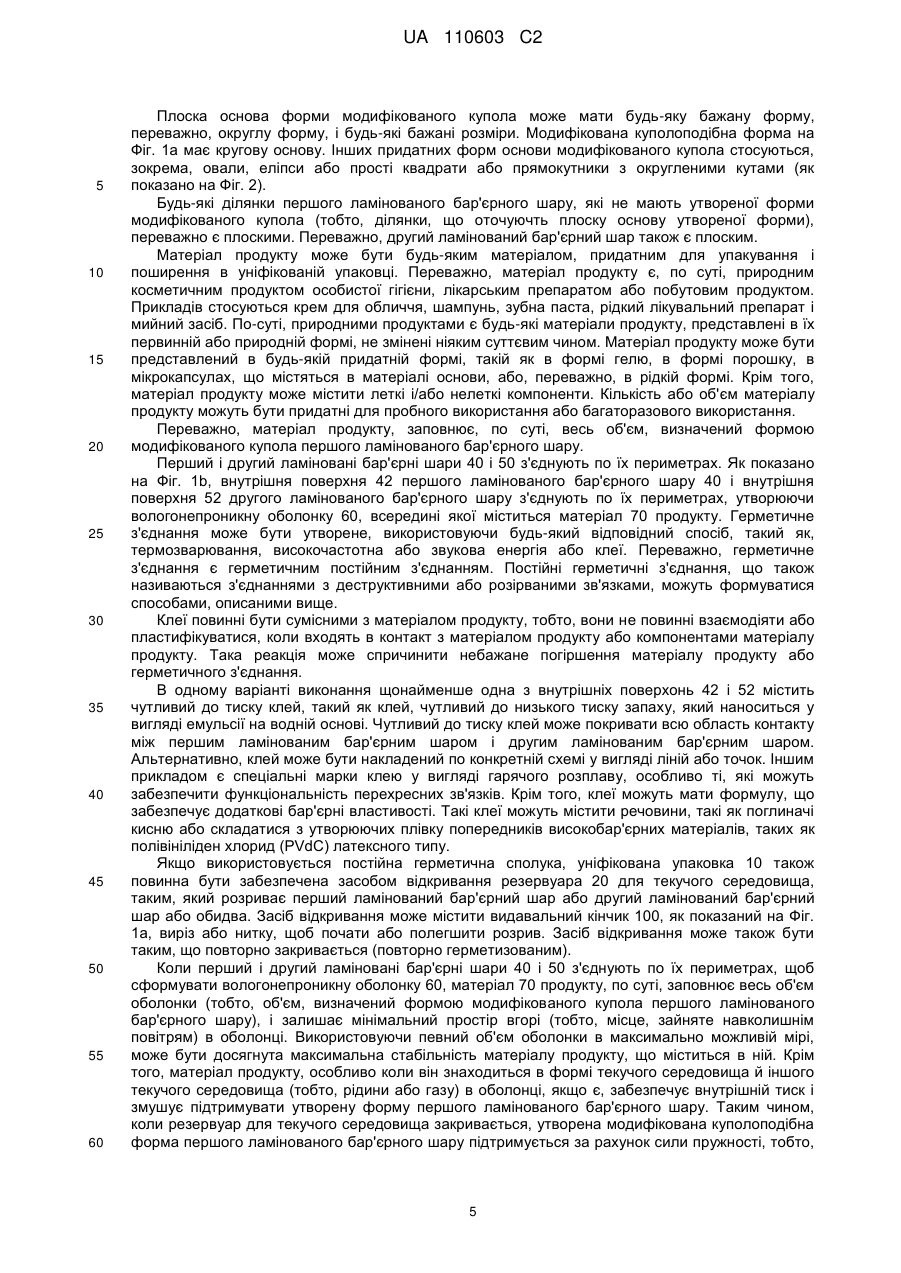
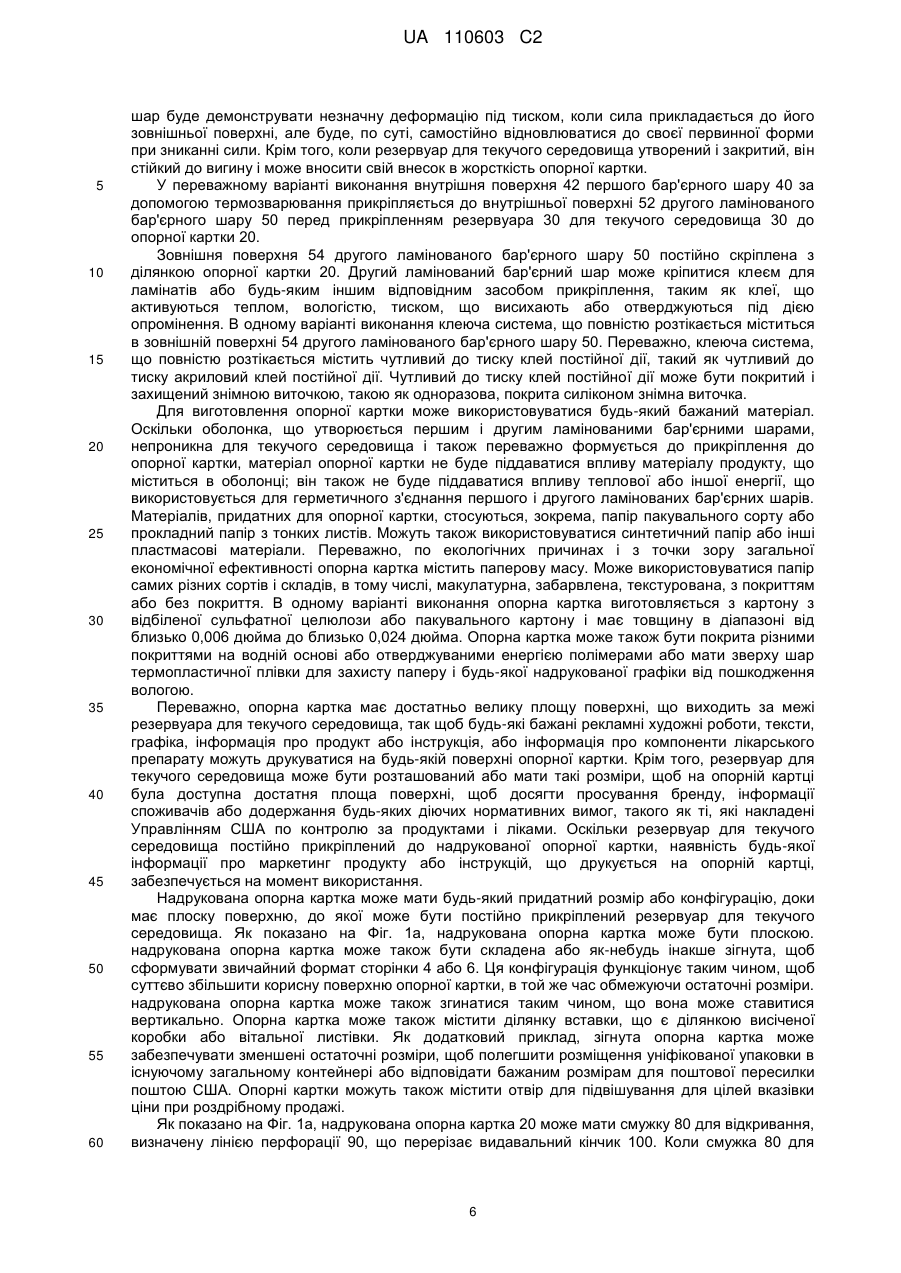
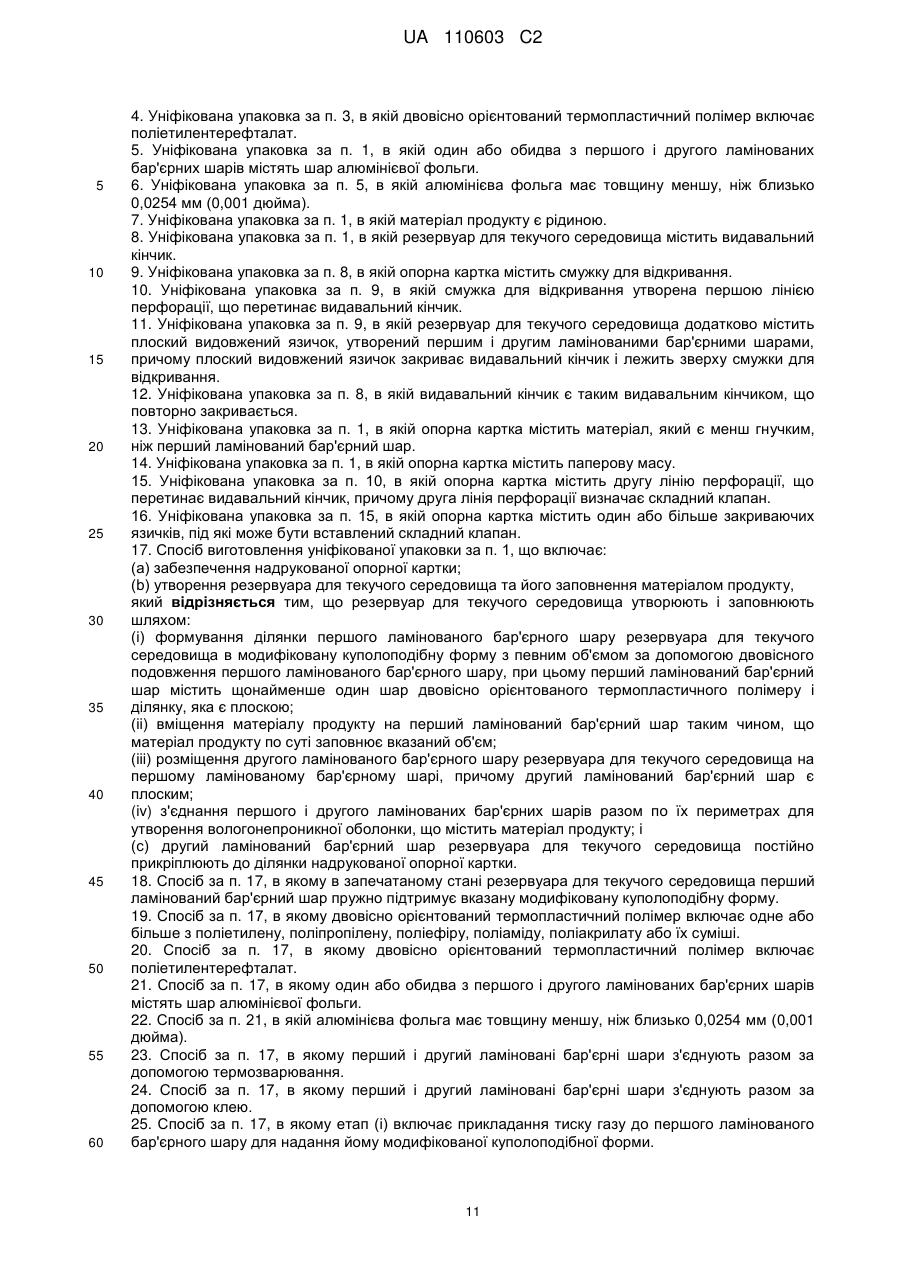
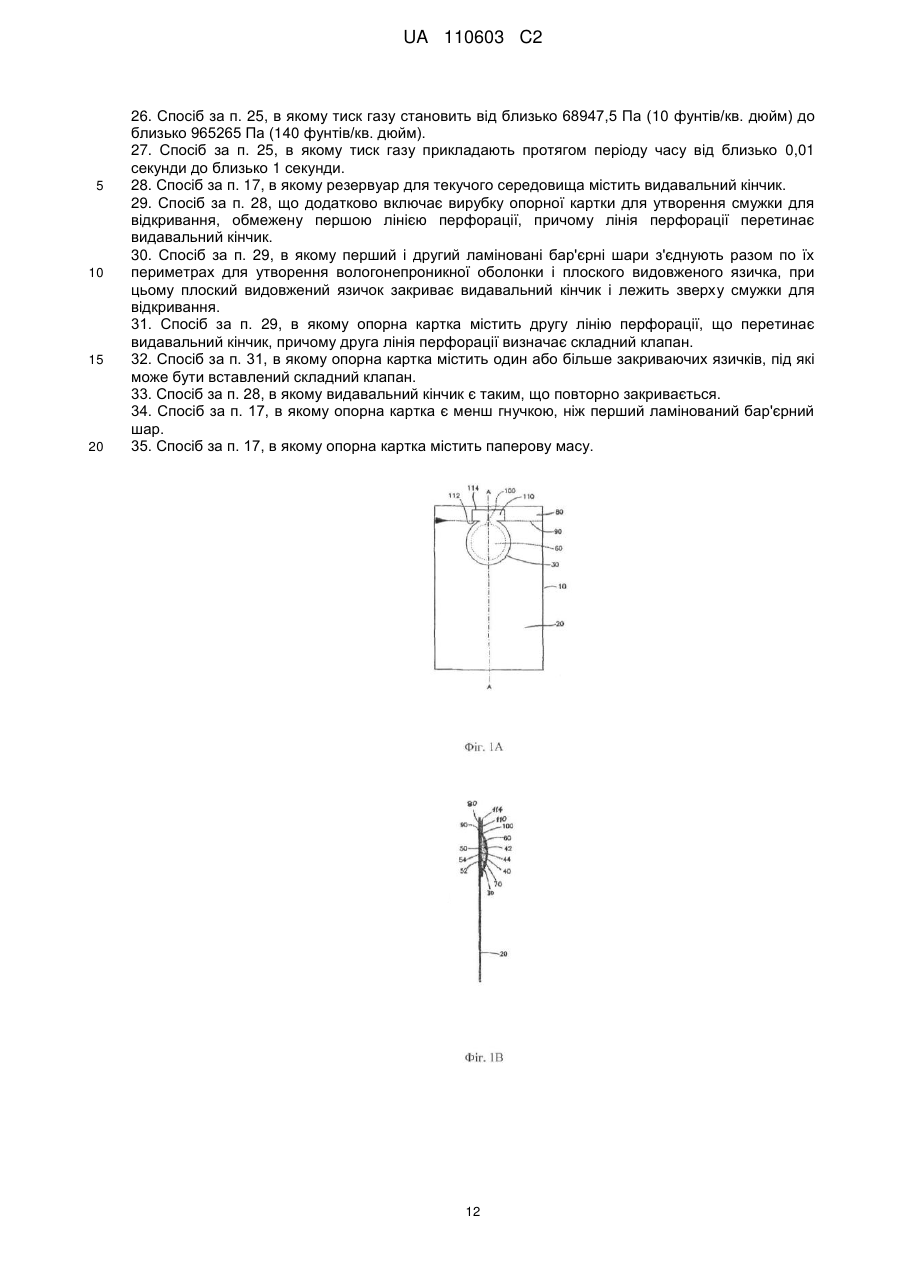
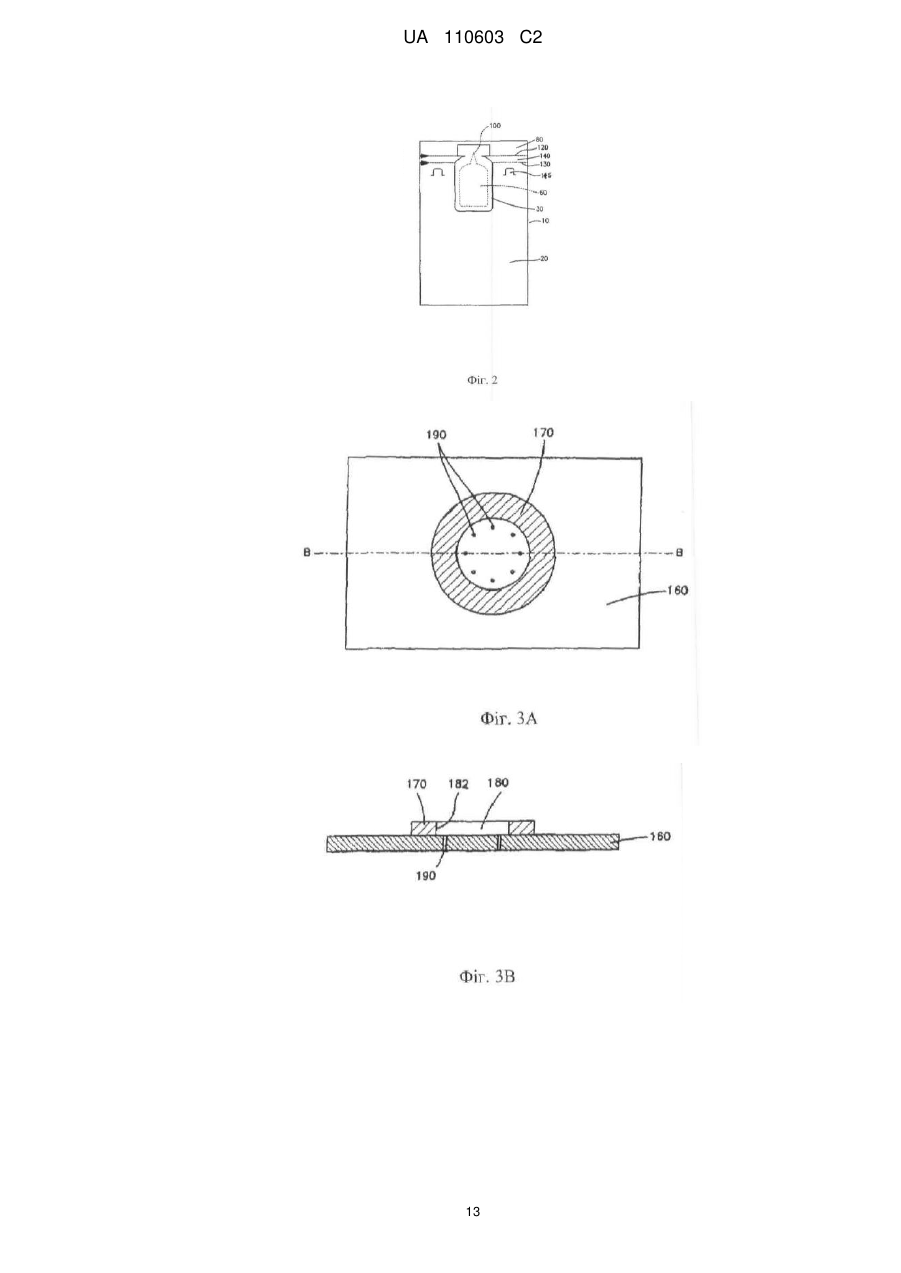
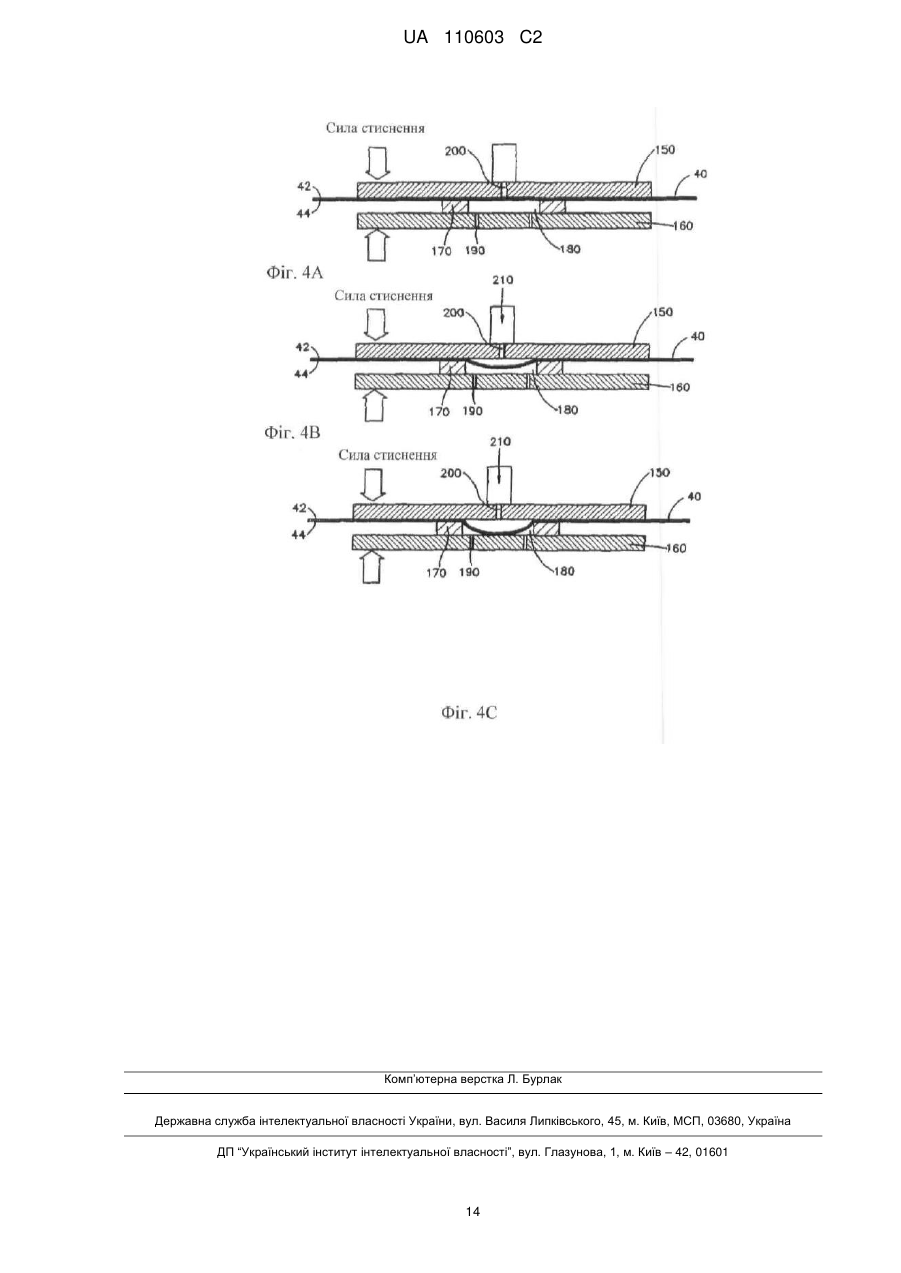
Реферат: Винахід, загалом, стосується уніфікованих упаковок для упакування в них і розподілу матеріалу продукту. Зокрема, уніфіковані упаковки містять надруковану опорну картку (20) і резервуар (30) для текучого середовища, постійно прикріплений до надрукованої опорної картки. Резервуар для текучого середовища містить перший ламінований бар'єрний шар (40), що містить щонайменше один шар двовісно орієнтованого термопластичного полімеру, ділянці якого надана модифікована куполоподібна форма, і плоский другий ламінований бар'єрний шар (50). Перший і другий ламіновані бар'єрні шари з'єднують разом один з одним, щоб сформувати непроникну для текучого середовища оболонку (60), в якій матеріал (70) продукту, по суті, заповнює всю оболонку і модифікована куполоподібна форма є пружно підтримуваною. Також забезпечується спосіб виготовлення уніфікованих упаковок, як описано вище. Зокрема, спосіб містить формування першого ламінованого бар'єрного шару, що містить двовісно орієнтований полімер, в модифіковану куполоподібну форму, використовуючи силу, таку як газ під тиском. UA 110603 C2 (12) UA 110603 C2 UA 110603 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Винахід, загалом, стосується уніфікованих упаковок для утримування і видачі матеріалу продукції. Зокрема, уніфіковані контейнери містять надруковану опорну картку і резервуар для текучого середовища, скріплений з ділянкою опорної картки. Резервуар для текучого середовища містить перший ламінований бар'єрний шар, що містить щонайменше один шар двовісно орієнтованого термопластичного полімеру, ділянка якого формується в модифіковану куполоподібну форму, і плоский другий ламінований бар'єрний шар. Винахід також стосується способів виготовлення таких пакувальних контейнерів. Рівень техніки М'які контейнери використовуються при впакуванні і видачі різних рецептур косметичних, гігієнічних і побутових продуктів. Прикладом таких контейнерів є металеві туби. Металеві туби повітронепроникні і тому дають захист матеріалам продукції, що містяться в тубах, протягом тривалих періодів зберігання. Однак, метал, такий як алюмінієва фольга, важко формувати і виробництво металевих туб часто обходиться дорого. М'які контейнери також виготовлялися з пластмаси. Будучи відносно недорогими для виробництва, через проникність пластмаси пластмасові контейнери не забезпечують такий же рівень захисту матеріалу продукту, який забезпечують металеві туби. У результаті термін придатності матеріалів продукту, що містяться в пластмасових контейнерах, часто буває коротшим. Гнучкі упаковки або мішечки, такі як ті, які використовуються для приправ, є іншим прикладом м'якого пластмасового контейнера. З недавнього часу стали виготовлятися мішечки невеликого об'єму, які містять секцію етикетки, яка є плоскою і не заповнюється матеріалами продукту, щоб візуально привернути до нього увагу і надати графічну інформацію. Однак, такі гнучкі мішечки мають багато недоліків. Наприклад, секція етикетки гнучких мішечків не має достатню жорсткість і викликає теплову деформацію. Додатково, оскільки матеріали продукту звичайно розподіляються значною мірою по двомірній площі, важко створити бажаний потік текучого середовища матеріалу продукту в напрямку отвору мішечків. Розподіл текучих середовищ з високою в'язкістю особливо проблематичний. Через відсутність будь-якої певної тривимірної форми гнучкі мішечки вимагають більшої площі поверхні для зберігання заданого об'єму матеріалу продукту, що часто супроводжується великим проходженням парів через площу поверхні, більшою тенденцією до розділення фаз (зокрема, якщо матеріал продукту є емульсією) і більшою потенційною можливістю втрати матеріалу продукту через обдирання поверхневого шару термопластичними пакетами. Крім того, м'які контейнери невеликого об'єму часто не мають візуальної привабливості і мають труднощі з розміщенням при роздрібній торгівлі. Зокрема, такі м'які контейнери мають недостатню площу поверхні, щоб поміщувати на них текстові або графічні повідомлення для цілей реклами або представлення інструкцій. У результаті, вони повинні упаковуватися у вторинний контейнер, такий як коробка з надрукованими написами або блістерна упаковка, яка несе на собі необхідні текстові або графічні повідомлення. Однак, оскільки такі м'які контейнери перед використанням повинні бути вийняті з вторинного контейнера, рекламні повідомлення або інструкції, надруковані на вторинному контейнері, часто не помічаються або втрачаються ще до моменту використання. Тому існує потреба в поліпшеній м'якій упаковці, що забезпечує відповідні характеристики пароізоляції і терміну придатності, здатної до підтримки заданої форми з достатньою жорсткістю до використання, що дозволяє витягувати матеріал продукту керованим способом і що гарантує присутність рекламних повідомлень або інструкцій під час використання. Також необхідним є економічний і ефективний процес виробництва такої м'якої упаковки. Суть винаходу Даний винахід забезпечує уніфіковану упаковку, що містить опорну картку і резервуар для текучого середовища, постійно прикріплений до частини опорної картки. В одному варіанті виконання уніфікована упаковка містить надруковану опорну картку і резервуар для текучого середовища. Резервуар для текучого середовища містить перший ламінований бар'єрний шар, що містить щонайменше один шар двовісно орієнтованого термопластичного полімеру, матеріалу продукту, і другий ламінований бар'єрний шар. Ділянці першого ламінованого бар'єрного шару надають модифіковану куполоподібну форму з певним об'ємом. Матеріал продукту, по суті, повністю заповнює певний об'єм. Перший ламінований бар'єрний шар і другий ламінований бар'єрний шар з'єднують по їх периметрах, щоб сформувати непроникну для текучого середовища оболонку для утримування в ній матеріалу продукту. Другий ламінований бар'єрний шар резервуара для текучого середовища постійно прикріплюється до частини надрукованої опорної картки. 1 UA 110603 C2 5 10 15 20 25 30 35 40 45 50 55 Переважно, модифікована куполоподібна форма першого ламінованого бар'єрного шару є такою, що зберігається за рахунок сили пружності, коли резервуар для текучого середовища закритий. Двовісно орієнтований термопластичний полімер може бути поліетиленом, поліпропіленом, поліефіром, поліамідом, поліарилатом або їх сумішшю. У переважному варіанті виконання двовісно орієнтований термопластичний полімер є поліетилентерефталатом. В одному варіанті виконання один або обидва перший і другий ламіновані бар'єрні шари містять шар алюмінієвої фольги. Переважно, алюмінієва фольга має товщину меншу близько 0,001 дюйма. Матеріалом продукту переважно є рідина. В іншому варіанті виконання резервуар для текучого середовища додатково містить дозуючий кінчик. Опорна картка містить смужку для відкривання, визначену лінією перфорації, яка перерізає дозуючий кінчик. Як тільки смужка для відкривання видалена, матеріал продукту може випускатися через дозуючий кінчик. У переважному варіанті виконання резервуар для текучого середовища також містить плоский видовжений язичок, що утворюється першим і другим ламінованими бар'єрними шарами. Видовжений язичок закриває видавальний кінчик і виступає на смужку для відкривання. Видавальний кінчик також може бути придатний для повторного герметичного закривання. Переважно, опорна картка є менш гнучкою, ніж перший ламінований бар'єрний шар резервуара для текучого середовища. Опорна картка може містити паперову масу. Крім того, на одній або обох поверхнях опорної картки можуть друкуватися будь-які рекламні повідомлення або інструкції для цілей маркетингу або додержання встановлених вимог. Також забезпечується економічно ефективний спосіб створення уніфікованої упаковки, описаної вище. В одному варіанті виконання спосіб містить етапи, на яких забезпечують надруковану опорну картку, виготовлення резервуара для текучого середовища, що містить перший ламінований бар'єрний шар і другий ламінований бар'єрний шар, і постійне кріплення резервуара для текучого середовища до надрукованої опорної картки. Резервуар для текучого середовища виготовляється за допомогою наступних етапів, на яких: (i) формують частину першого ламінованого бар'єрного шару, який містить щонайменше один шар двовісно орієнтованого термопластичного полімеру, в модифікованій куполоподібній формі з певним об'ємом; (ii) закладають матеріал продукту на перший ламінований бар'єрний шар таким чином, що матеріал продукту, по суті, заповнює певний об'єм; (iii) накладають другий ламінований бар'єрний шар, що є плоским, на перший ламінований бар'єрний шар; і (iv) з'єднують перший і другий бар'єрні шари разом по їх периметрах, щоб сформувати вологонепроникну оболонку, що містить матеріал продукту. Переважно, коли резервуар для текучого середовища запечатаний (герметично закритий), модифікована куполоподібна форма першого ламінованого бар'єрного шару зберігається за рахунок сили пружності. Двовісно орієнтований термопластичний полімер може бути поліетиленом, поліпропіленом, поліефіром, поліамідом, поліарилатом або їх сумішшю. Переважно, двовісно орієнтований термопластичний полімер є поліетилентерефталатом. В одному варіанті виконання один або обидва перший і другий ламіновані бар'єрні шари містять шар алюмінієвої фольги. Переважно, алюмінієва фольга має товщину меншу близько 0,001 дюйма. В одному варіанті виконання перший і другий ламіновані бар'єрні шари з'єднують за допомогою термозварювання. В іншому варіанті виконання перший і другий ламіновані бар'єрні шари з'єднують один з одним, використовуючи високочастотну енергію, звукову енергію або клей. У переважному варіанті виконання модифікована куполоподібна форма першого ламінованого бар'єрного шару формується, прикладаючи тиск газу до ділянки першого ламінованого бар'єрного шару. Тиск газу може становити близько від 15 фунтів/кв.дюйм до 140 фунтів/кв.дюйм і тиск газу може прикладатися протягом від близько 0,01 секунди до близько 1,0 секунди. В іншому варіанті виконання резервуар для текучого середовища містить видавальний кінчик. В опорній картці робиться вирубка, щоб сформувати смужку для відкривання, визначену лінією перфорації. Смужка для відкривання, після того, як вона видалена, дозволяє матеріалу продукту виходити з видавального кінчика. У переважному варіанті виконання перший і другий ламіновані бар'єрні шари з'єднують разом по їх периметрах, щоб утворити вологонепроникну оболонку і плоский видовжений язичок. Видовжений язичок закриває видавальний кінчик і виступає на смужку для відкривання. Видавальний кінчик може також повторно закриватися. 2 UA 110603 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід, таким чином, забезпечує поліпшену м'яку упаковку. Зокрема, для виготовлення такої уніфікованої упаковки використовується утворений двовісно орієнтований термопластичний полімер. Двовісно орієнтований термопластичний полімер пропонує декілька переваг в порівнянні з іншими пластмасами, що традиційно використовуються для термоформованих контейнерів, наприклад, він забезпечує чудові бар'єрні характеристики відносно його товщини і економічної вигоди. Однак, двовісно орієнтований термопластичний полімер звичайно відкидається для використання у відомих формувальних процесах, значною мірою тому, що його використання вимагає суттєво більшої сили для формування бажаної форми і профіль, який може бути одержаний, сильно обмежений. Було виявлено, що ламінований бар'єрний шар, що містить щонайменше один шар двовісно орієнтованого термопластичного полімеру, може бути успішно утворений, використовуючи розкритий тут формувальний процес, щоб забезпечити модифіковану куполоподібну форму, не перевищуючи граничне значення розтягнення двовісно орієнтованого термопластичного полімеру, і зберігаючи, таким чином, його чудову бар'єрну характеристику. Додатково, існуючий процес формування збільшує ступінь двовісної орієнтації і опори додаткової деформації двовісно орієнтованого термопластичного полімеру. У результаті, утворена модифікована куполоподібна форма може підтримуватися за рахунок сили пружності матеріалом продукту і/або газами, що містяться в уніфікованій упаковці до моменту використання. Короткий опис креслень Фіг. 1а - вигляд в плані першого варіанта виконання уніфікованої упаковки. Фіг. 1b - вигляд в поперечному розрізі уніфікованої упаковки, показаної на Фіг. 1a вздовж лінії A-A. Фіг. 2 - вигляд в плані другого варіанта виконання уніфікованої упаковки з резервуаром, що повторно закривається для текучого середовища. Фіг. 3a - вигляд в плані нижньої підкладки для виготовлення першого ламінованого бар'єрного шару уніфікованої упаковки. Фіг. 3b - вигляд в розрізі нижньої підкладки, показаної на Фіг. 3a вздовж лінії B-B. Фіг. 4a - вигляд збоку нижньої підкладки і верхньої підкладки для виготовлення першого ламінованого бар'єрного шару уніфікованої упаковки перед подачею газу під тиском. Фіг. 4b - вигляд збоку нижньої і верхньої підкладок, показаних на Фіг. 4a, коли спочатку подається газ під тиском. Фіг. 4c - вигляд збоку нижньої і верхньої платформ, показаних на Фіг. 4a, коли газ під тиском поданий повністю. Докладний опис винаходу I. Уніфіковані упаковки Існуюча уніфікована упаковка звичайно містить надруковану опорну картку і резервуар для текучого середовища, постійно прикріплений до ділянки опорної картки. Резервуар для текучого середовища містить перший ламінований бар'єрний шар і другий ламінований бар'єрний шар, що створює оболонку для матеріалу продукту. Перший ламінований бар'єрний шар містить щонайменше один шар двовісно орієнтованого термопластичного полімеру і ділянку першого ламінованого бар'єрного шару утворену в формі модифікованого монолітного купола. Другий ламінований бар'єрний шар є плоским. На Фіг. 1а представлений перший варіант виконання даної уніфікованої упаковки. Уніфікована упаковка 10 містить надруковану опорну картку 20 і резервуар 30 для текучого середовища. На Фіг. 1b представлений вигляд в розрізі уніфікованої упаковки 10, показаної на Фіг. 1a, вздовж лінії A-A. Як показано на Фіг. 1b, резервуар 30 для текучого середовища містить перший ламінований бар'єрний шар 40 і другий ламінований бар'єрний шар 50. Перший ламінований бар'єрний шар 40 має внутрішню поверхню 42 і зовнішню поверхню 44. Другий ламінований шар 50 має внутрішню поверхню 52 і зовнішню поверхню 54. Внутрішня поверхня 42 першого ламінованого бар'єрного шару 40 і внутрішня поверхня 52 другого ламінованого бар'єрного шару 50 з'єднують по їх периметрах, утворюючи вологонепроникну оболонку 60. Матеріал 70 продукту заповнює, по суті, весь об'єм вологонепроникної оболонки 60. Перший і другий ламіновані бар'єрні шари є бар'єрними шарами, тобто, вони, по суті, інертні і переважно непроникні для матеріалу продукту, що міститься в резервуарі для текучого середовища, щоб, по суті, запобігати міграції компонента матеріалу продукту через шари. Для виготовлення ламінарних бар'єрних шарів можуть використовуватися різні типи пластмасової плівки з бар'єрною властивістю, наприклад, поліетилентерефталат (PET), целюлоза або ацетати. Ламінарні бар'єрні шари можуть також містити спеціальні пароізолюючі бар'єрні покриття, щоб додати або поліпшити бар'єрні характеристики. Крім того, матеріал, що не має бар'єрні властивості, може бути покритий або оброблений, щоб надати йому бар'єрних 3 UA 110603 C2 5 10 15 20 25 30 35 40 45 50 55 60 властивостей, так щоб матеріал міг використовуватися для формування ламінованих бар'єрних шарів. Залежно від компонента матеріалу продукту може бути вибраний бар'єрний матеріал, що є бар'єром, наприклад, для масла, газу, водяної пари, запаху або кисню. Перший ламінований бар'єрний шар і другий ламінований бар'єрний шар уніфікованої упаковки переважно виконані з тонкими гнучкими термопластичними бар'єрними шарами. Перший ламінований бар'єрний шар містить щонайменше один шар двовісно орієнтованого термопластичного полімеру. Двовісно орієнтований термопластичний полімер є полімером, розтягнутим в двох напрямках (тобто, в напрямку обробки і напрямку, поперечному обробці), в умовах, що приводять до переорієнтації полімеру. В результаті такої орієнтації полімеру поліпшуються бар'єрні характеристики і фізична міцність полімеру. Двовісно орієнтований термопластичний полімер має суттєво високу міцність на розтягнення в напрямку обробки або в напрямку, поперечному обробці, і звичайно стійкий до додаткового видовження. Придатних двовісно орієнтованих термопластичних полімерів стосуються, зокрема, поліефіри, поліаміди, що містять нейлон і аморфні поліаміди, поліарилати, поліпропілени, поліетилени або їх суміші. Переважним за його порівняльні характеристики міцності і розтяжності поліефірної плівки як вздовж обробки, так і упоперек обробки двовісно орієнтованим термопластичним полімером є поліефір, такий як поліетилентерефталат (РЕТ), що продається під торговою назвою MYLAR®, що виробляється компанією DuPont Tejlin Films. Іншими переважними двовісно орієнтованими термопластичними полімерами є, зокрема, поліаміди, такі як нейлонова плівка, що продаються під торговою мазвою Capran Emblem®, що виробляються компанією Honeywell, і двовісно орієнтовані поліпропіленові плівки (BOPP), такі як ті, які виробляються компанією Exxon-Mobil. Крім того, перший і другий ламіновані бар'єрні шари кожний може містити більше одного шару композитних матеріалів. Перший і другий ламіновані бар'єрні шари можуть кожний також містити металеві, напівметалеві, металооксидні або керамічні матеріали, щоб поліпшувати характеристики цих шарів відносно парів вологи. Прикладами конструкції таких ламінатів можуть бути ламінати, що виготовляються відповідно до американських технічних вимог Mil-В-131 Клас I на матеріали для військових потреб, а також численні комерційні ламінати, таких як ті, які використовуються для медичних діагностичних випробувань або для поширення приправ в системі громадського харчування. В одному варіанті виконання кожний з шарів першого і другого ламінованих бар'єрних шарів може містити шар тонколистового металу. Металевий шар, такий як шар алюмінієвої фольги, забезпечує низькі швидкості потрапляння вологої пари, що бажано для м'яких контейнерів. Можуть використовуватися будь-які сорти алюмінію, хоча переважні ті, які є пластичнішими. Особливо переважним алюмінієм є тонкий шар тонколистового алюмінію, який не утворює втрати бажаних характеристик пружності запечатаного резервуара для текучого середовища, не може легко продавлюватися або як-небудь інакше ушкоджуватися при транспортуванні, а також забезпечує бажане зниження швидкості потрапляння вологої пари або кисню. В одному варіанті виконання перший ламінований бар'єрний шар може містити внутрішній термопластичний термозапечатаний шар з товщиною в діапазоні від близько 0,0005 дюйма до близько 0,0040 дюйма і зовнішній шар двовісно орієнтованої термопластичної полімерної плівки з товщиною в діапазоні від близько 0,0004 дюйма до близько 0,002 дюйма. Додатковий бар'єрний шар, переважно, шар алюмінієвої фольги, з товщиною в діапазоні від близько 0,00027 дюйма до близько 0,001 дюйма може також бути введений між термогерметизуючим шаром і двовісно орієнтованою термопластичною плівкою. Переважно, зовнішній шар виконаний з двовісно орієнтованої плівки полімерного поліефіру з товщиною в діапазоні від близько 0,00048 дюйма до близько 0,00092 дюйма. Другий ламінований бар'єрний шар може мати той же самий або інший склад в порівнянні з першим ламінованим бар'єрним шаром. Оскільки другий ламінований бар'єрний шар не формується, використання двовісно орієнтованої термопластичної плівки в структурі не потрібне. Як показано на Фіг. 1b, перший ламінований бар'єрний шар 40 має форму модифікованого монолітного купола. Терміни "форма модифікованого монолітного купола" або "модифікована куполоподібна форма", як вони використовуються в даній заявці, стосуються будь-якого відповідного тривимірного виступу з гладкою поверхнею, починаючи від плоскої основи і містять, зокрема, що має форму півкулі, форму низькопрофільної сфери (наприклад, з висотою профілю меншою радіуса основи у випадку кругової основи) або форму тора. Переважно, модифікована куполоподібна форма є формою низькопрофільної сфери, такою як показано на Фіг. 1b. 4 UA 110603 C2 5 10 15 20 25 30 35 40 45 50 55 60 Плоска основа форми модифікованого купола може мати будь-яку бажану форму, переважно, округлу форму, і будь-які бажані розміри. Модифікована куполоподібна форма на Фіг. 1a має кругову основу. Інших придатних форм основи модифікованого купола стосуються, зокрема, овали, еліпси або прості квадрати або прямокутники з округленими кутами (як показано на Фіг. 2). Будь-які ділянки першого ламінованого бар'єрного шару, які не мають утвореної форми модифікованого купола (тобто, ділянки, що оточуючть плоску основу утвореної форми), переважно є плоскими. Переважно, другий ламінований бар'єрний шар також є плоским. Матеріал продукту може бути будь-яким матеріалом, придатним для упакування і поширення в уніфікованій упаковці. Переважно, матеріал продукту є, по суті, природним косметичним продуктом особистої гігієни, лікарським препаратом або побутовим продуктом. Прикладів стосуються крем для обличчя, шампунь, зубна паста, рідкий лікувальний препарат і мийний засіб. По-суті, природними продуктами є будь-які матеріали продукту, представлені в їх первинній або природній формі, не змінені ніяким суттєвим чином. Матеріал продукту може бути представлений в будь-якій придатній формі, такій як в формі гелю, в формі порошку, в мікрокапсулах, що містяться в матеріалі основи, або, переважно, в рідкій формі. Крім того, матеріал продукту може містити леткі і/або нелеткі компоненти. Кількість або об'єм матеріалу продукту можуть бути придатні для пробного використання або багаторазового використання. Переважно, матеріал продукту, заповнює, по суті, весь об'єм, визначений формою модифікованого купола першого ламінованого бар'єрного шару. Перший і другий ламіновані бар'єрні шари 40 і 50 з'єднують по їх периметрах. Як показано на Фіг. 1b, внутрішня поверхня 42 першого ламінованого бар'єрного шару 40 і внутрішня поверхня 52 другого ламінованого бар'єрного шару з'єднують по їх периметрах, утворюючи вологонепроникну оболонку 60, всередині якої міститься матеріал 70 продукту. Герметичне з'єднання може бути утворене, використовуючи будь-який відповідний спосіб, такий як, термозварювання, високочастотна або звукова енергія або клеї. Переважно, герметичне з'єднання є герметичним постійним з'єднанням. Постійні герметичні з'єднання, що також називаються з'єднаннями з деструктивними або розірваними зв'язками, можуть формуватися способами, описаними вище. Клеї повинні бути сумісними з матеріалом продукту, тобто, вони не повинні взаємодіяти або пластифікуватися, коли входять в контакт з матеріалом продукту або компонентами матеріалу продукту. Така реакція може спричинити небажане погіршення матеріалу продукту або герметичного з'єднання. В одному варіанті виконання щонайменше одна з внутрішніх поверхонь 42 і 52 містить чутливий до тиску клей, такий як клей, чутливий до низького тиску запаху, який наноситься у вигляді емульсії на водній основі. Чутливий до тиску клей може покривати всю область контакту між першим ламінованим бар'єрним шаром і другим ламінованим бар'єрним шаром. Альтернативно, клей може бути накладений по конкретній схемі у вигляді ліній або точок. Іншим прикладом є спеціальні марки клею у вигляді гарячого розплаву, особливо ті, які можуть забезпечити функціональність перехресних зв'язків. Крім того, клеї можуть мати формулу, що забезпечує додаткові бар'єрні властивості. Такі клеї можуть містити речовини, такі як поглиначі кисню або складатися з утворюючих плівку попередників високобар'єрних матеріалів, таких як полівініліден хлорид (PVdC) латексного типу. Якщо використовується постійна герметична сполука, уніфікована упаковка 10 також повинна бути забезпечена засобом відкривання резервуара 20 для текучого середовища, таким, який розриває перший ламінований бар'єрний шар або другий ламінований бар'єрний шар або обидва. Засіб відкривання може містити видавальний кінчик 100, як показаний на Фіг. 1a, виріз або нитку, щоб почати або полегшити розрив. Засіб відкривання може також бути таким, що повторно закривається (повторно герметизованим). Коли перший і другий ламіновані бар'єрні шари 40 і 50 з'єднують по їх периметрах, щоб сформувати вологонепроникну оболонку 60, матеріал 70 продукту, по суті, заповнює весь об'єм оболонки (тобто, об'єм, визначений формою модифікованого купола першого ламінованого бар'єрного шару), і залишає мінімальний простір вгорі (тобто, місце, зайняте навколишнім повітрям) в оболонці. Використовуючи певний об'єм оболонки в максимально можливій мірі, може бути досягнута максимальна стабільність матеріалу продукту, що міститься в ній. Крім того, матеріал продукту, особливо коли він знаходиться в формі текучого середовища й іншого текучого середовища (тобто, рідини або газу) в оболонці, якщо є, забезпечує внутрішній тиск і змушує підтримувати утворену форму першого ламінованого бар'єрного шару. Таким чином, коли резервуар для текучого середовища закривається, утворена модифікована куполоподібна форма першого ламінованого бар'єрного шару підтримується за рахунок сили пружності, тобто, 5 UA 110603 C2 5 10 15 20 25 30 35 40 45 50 55 60 шар буде демонструвати незначну деформацію під тиском, коли сила прикладається до його зовнішньої поверхні, але буде, по суті, самостійно відновлюватися до своєї первинної форми при зниканні сили. Крім того, коли резервуар для текучого середовища утворений і закритий, він стійкий до вигину і може вносити свій внесок в жорсткість опорної картки. У переважному варіанті виконання внутрішня поверхня 42 першого бар'єрного шару 40 за допомогою термозварювання прикріпляється до внутрішньої поверхні 52 другого ламінованого бар'єрного шару 50 перед прикріпленням резервуара 30 для текучого середовища 30 до опорної картки 20. Зовнішня поверхня 54 другого ламінованого бар'єрного шару 50 постійно скріплена з ділянкою опорної картки 20. Другий ламінований бар'єрний шар може кріпитися клеєм для ламінатів або будь-яким іншим відповідним засобом прикріплення, таким як клеї, що активуються теплом, вологістю, тиском, що висихають або отверджуються під дією опромінення. В одному варіанті виконання клеюча система, що повністю розтікається міститься в зовнішній поверхні 54 другого ламінованого бар'єрного шару 50. Переважно, клеюча система, що повністю розтікається містить чутливий до тиску клей постійної дії, такий як чутливий до тиску акриловий клей постійної дії. Чутливий до тиску клей постійної дії може бути покритий і захищений знімною виточкою, такою як одноразова, покрита силіконом знімна виточка. Для виготовлення опорної картки може використовуватися будь-який бажаний матеріал. Оскільки оболонка, що утворюється першим і другим ламінованими бар'єрними шарами, непроникна для текучого середовища і також переважно формується до прикріплення до опорної картки, матеріал опорної картки не буде піддаватися впливу матеріалу продукту, що міститься в оболонці; він також не будепіддаватися впливу теплової або іншої енергії, що використовується для герметичного з'єднання першого і другого ламінованих бар'єрних шарів. Матеріалів, придатних для опорної картки, стосуються, зокрема, папір пакувального сорту або прокладний папір з тонких листів. Можуть також використовуватися синтетичний папір або інші пластмасові матеріали. Переважно, по екологічних причинах і з точки зору загальної економічної ефективності опорна картка містить паперову масу. Може використовуватися папір самих різних сортів і складів, в тому числі, макулатурна, забарвлена, текстурована, з покриттям або без покриття. В одному варіанті виконання опорна картка виготовляється з картону з відбіленої сульфатної целюлози або пакувального картону і має товщину в діапазоні від близько 0,006 дюйма до близько 0,024 дюйма. Опорна картка може також бути покрита різними покриттями на водній основі або отверджуваними енергією полімерами або мати зверху шар термопластичної плівки для захисту паперу і будь-якої надрукованої графіки від пошкодження вологою. Переважно, опорна картка має достатньо велику площу поверхні, що виходить за межі резервуара для текучого середовища, так щоб будь-які бажані рекламні художні роботи, тексти, графіка, інформація про продукт або інструкція, або інформація про компоненти лікарського препарату можуть друкуватися на будь-якій поверхні опорної картки. Крім того, резервуар для текучого середовища може бути розташований або мати такі розміри, щоб на опорній картці була доступна достатня площа поверхні, щоб досягти просування бренду, інформації споживачів або додержання будь-яких діючих нормативних вимог, такого як ті, які накладені Управлінням США по контролю за продуктами і ліками. Оскільки резервуар для текучого середовища постійно прикріплений до надрукованої опорної картки, наявність будь-якої інформації про маркетинг продукту або інструкцій, що друкується на опорній картці, забезпечується на момент використання. Надрукована опорна картка може мати будь-який придатний розмір або конфігурацію, доки має плоску поверхню, до якої може бути постійно прикріплений резервуар для текучого середовища. Як показано на Фіг. 1a, надрукована опорна картка може бути плоскою. надрукована опорна картка може також бути складена або як-небудь інакше зігнута, щоб сформувати звичайний формат сторінки 4 або 6. Ця конфігурація функціонує таким чином, щоб суттєво збільшити корисну поверхню опорної картки, в той же час обмежуючи остаточні розміри. надрукована опорна картка може також згинатися таким чином, що вона може ставитися вертикально. Опорна картка може також містити ділянку вставки, що є ділянкою висіченої коробки або вітальної листівки. Як додатковий приклад, зігнута опорна картка може забезпечувати зменшені остаточні розміри, щоб полегшити розміщення уніфікованої упаковки в існуючому загальному контейнері або відповідати бажаним розмірам для поштової пересилки поштою США. Опорні картки можуть також містити отвір для підвішування для цілей вказівки ціни при роздрібному продажі. Як показано на Фіг. 1a, надрукована опорна картка 20 може мати смужку 80 для відкривання, визначену лінією перфорації 90, що перерізає видавальний кінчик 100. Коли смужка 80 для 6 UA 110603 C2 5 10 15 20 25 30 35 40 45 50 55 60 відкривання видаляється при відриванні або відрізанні по лінії перфорації 90, резервуар 30 для текучого середовища буде відкриватися, забезпечуючи, таким чином, доступ до матеріалу 70 продукту. Резервуар 30 для текучого середовища може також містити плоский видовжений язичок 110, який постійно з'єднаний з надрукованою опорною карткою 20. Як показано на Фіг. 1a, видовжений язичок 110 виконаний з першого ламінованого бар'єрного шару 40 і другого ламінованого бар'єрного шару 50. Видавальний кінчик 100 закривається між нижнім краєм 112 і верхнім краєм 114 видовженого язичка 110. Видовжений язичок 110 виступає зверху смужки 80 для відкривання так, що його нижній край 112 і лінія перфорації 90 на надрукованій опорній картці 20 накладаються одне на одного. Таким чином, коли опорна картка розривається або обрізається вздовж лінії перфорації 90, видовжений язичок 110 і смужка 80 для відкривання будуть разом видалятися, даючи доступ до матеріалу 70 продукту. Надрукована опорна картка може також містити ознаку придатності для повторного закривання або повторної герметизації резервуара для текучого середовища. Наприклад, як показано на Фіг. 2, надрукована опорна картка має дві лінії перфорації 120 і 130, що перерізають видавальний кінчик 100. Перша лінія перфорації 120 визначає смужку 80 для відкривання, а друга лінія перфорації 130 визначає складаний клапан 140. В одному варіанті виконання відстань між двома перфорованими лініями може бути будь-якою бажаною відстанню, але переважно становить щонайменше близько 0,5 дюйма. Опорна картка додатково містить щонайменше один закриваючий язичок 145. Коли відкрита уніфікована упаковка не використовується, складаний клапан 140 може бути зігнутий вздовж другої лінії перфорації 130 і вставлений під закриваючі язички 145, запобігаючи, таким чином, випусканню матеріалу 70 продукту з оболонки 60. II. Спосіб виробництва уніфікованих упаковок Такі уніфіковані упаковки можуть виготовлятися, використовуючи різні способи. Способи, загалом, містять наступні виробничі етапи, на яких: забезпечують надруковану опорну картку; формують резервуар для текучого середовища; і постійно прикріплюють резервуар для текучого середовища до ділянки надрукованої опорної картки. Загалом, резервуар для текучого середовища виготовляється за допомогою формування ділянки першого ламінованого бар'єрного шару в модифіковану куполоподібну форму; закладають матеріал в об'єм, визначений формою модифікованого купола; вміщують другий ламінований бар'єрний шар на утвореному першому ламінарному бар'єрному шарі; і з'єднують перший ламінований бар'єрний шар і другий ламінований бар'єрний шар разом по їх периметрах, щоб сформувати вологонепроникну оболонку, в яку вміщується матеріал продукту. Матеріали, описані вище в розділі I для уніфікованої упаковки, можуть також використовуватися в способі. Надрукована опорна картка може бути виготовлена до або після виготовлення резервуара для текучого середовища. Переважно, надрукована опорна картка виготовляється до виготовлення резервуара для текучого середовища. Як описано вище, опорна картка може бути виготовлена з множини речовин, переважно з сортів твердого картону з відбіленої сульфатної целюлози або клеєного картону. Тексти або графіка, які стосуються інформації про продукт, можуть друкуватися або як-небудь інакше наноситися на будь-якій поверхні опорної картки, використовуючи будь-який відповідний спосіб. Переважними способами друку є, зокрема, офсетний друк з полісною подачею, рулонний офсетний друк, флексографічне і цифрове нанесення зображень. Поверхня надрукованої опорної картки може додатково покриватися полімерним покриттям з ультрафіолетовим отвердженням, плівковим ламінатом або альтернативними покриттями, щоб додати матеріалу опорної картки водостійкість і поліпшену площинність поверхні. В одному варіанті виконання, опорна картка додатково піддається прецезійному висіканню, щоб сформувати лінію перфорації або іншу лінію розрізу, що визначає смужку для відкривання, що полегшує акуратне відкривання резервуара для текучого середовища. Для виготовлення резервуара для текучого середовища такої уніфікованої упаковки може використовуватися будь-який придатний спосіб. Різні етапи виготовлення резервуара для текучого середовища можуть виконуватися безперервно на різних ділянках послідовності виробництва. Резервуар для текучого середовища може виготовлятися індивідуально або, більш переважно, у великих кількостях. Приклад способу виготовлення численних резервуарів для текучого середовища описаний нижче. Перший ламінований бар'єрний шар 40 резервуари для текучого середовища може формуватися холодним штампуванням на першій ділянці послідовності виготовлення. У процесі холодного штампування може використовуватися будь-яка відповідна сила впливу, наприклад, гідростатичний тиск або вакуум. Переважно, силою впливу є газ під тиском. 7 UA 110603 C2 5 10 15 20 25 30 35 40 45 50 55 60 На Фіг. 3a-4c представлений приклад складального вузла на першій виробничій ділянці, яка може використовуватися для формування форми модифікованого купола в першому ламінованому бар'єрному шарі. Як показано на Фіг. 4a, перша виробнича ділянка складається зі столу високого тиску з двома протилежними поверхнями, тобто, верхньою плитою 150 і нижньою плитою 160. Переважно, забезпечується вертикальний рух щонайменше однієї верхньої або нижньої плити. Верхня поверхня нижньої плити 160 містить численні виточки 170 з однорідним профілем. Кожна з виточок містить порожнину 180. На Фіг. 3a-4c показана така виточка 170. Виточка може бути виготовлена з будь-якого придатного пружного матеріалу, використовуючи будь-який відповідний спосіб. Переважно, виточка виготовляється з силіконової гуми з величиною, виміряною дюрометром, в діапазоні від близько 40 до близько 80 і з товщиною в діапазоні від близько 0,125 дюйма до близько 0,250 дюйма. Виточка з силіконової гуми може використовуватися у виточці для нижньої плити або додатково ламінується або як-небудь інакше прикріплюється до стійкого до тиску і придатного для механічної обробки матеріалу, наприклад, деревно-волокнистій плиті середньої щільності (MDF), щоб сформувати виточку 170 нижньої плити. Товщина виточки 170 нижньої плити може регулюватися відповідно до конкретної конструкції резервуара для текучого середовища. Наприклад, вона знаходиться в діапазоні від близько 0,125 дюйма до близько 1,0 дюйма. Виточка 170 нижньої плити може вирізатися або як-небудь інакше механічно оброблятися, щоб сформувати в ній множину порожнин. На Фіг. 3a-4c показана одна така порожнина 180. Плоска форма порожнини 180 визначає форму основи формованої форми модифікованого купола першого ламінованого бар'єрного шару, яка може бути, зокрема, колами, овалами, еліпсами або квадратами або прямокутниками з округленими кутами. Бічна стінка 182 порожнини 180 звичайно просто вирізається перпендикулярно до плоскої поверхні нижньої плити 160, не контактує з утвореною формою першого ламінованого бар'єрного шару і тому не потребує полірування. Порожнина у виточці нижньої плити діє замість фасонного штампу, що використовується для таких цілей в традиційних процесах гарячого штампування. Нижня поверхня виточки 170 нижньої плити виконана з можливістю полегшення протікання обмеженого потоку повітря між виточкою 170 нижньої плити і нижньою поверхнею нижньої плити 160. Як показано на Фіг. 3a і 3b, кожна виточка 170 нижньої плити може містити один або більше вентиляційних отворів 190. Як показано на Фіг. 4a, верхня плита 150 забезпечена каналами 200 подачі повітря, які відповідають кожній порожнині 180 у виточках 170 нижньої плити. Переважний виробничий процес використовує переривчастий рух полотна. Перший ламінований бар'єрний шар 40 тягнеться уперед до першої ділянки як плоске полотно в горизонтальній орієнтації. Зовнішня поверхня 44 першого ламінованого бар'єрного шару 40 повернута вниз і знаходиться в зачепленні з нижньою плитою 160, а внутрішня поверхня 42 знаходиться в зачепленні з верхньою плитою 150. Верхня плита 150 і нижня плита 160 потім входять в зачеплення за рахунок зусилля стиснення і перший ламінований бар'єрний шар 40 закріпляється по периметру порожнини 180 виточки 170 нижньої плити. Газ 210 під тиском вводиться у верхню плиту 150 через канали 200 подачі повітря. Як показано на Фіг. 4b, по мірі того, як наростає тиск газу або текучого середовища, прикладений до внутрішньої поверхні 42 першого ламінованого бар'єрного шару 40 (присутність вентиляційних отворів 190 на виточці 170 нижньої плити скидає або знижує будь-який протидіючий тиск), ділянка першого ламінованого бар'єрного шару 40 всередині бічної стінки 182 порожнини 180 починає деформуватися під дією сили і утворює опуклість всередину порожнини 180, щоб сформувати модифіковану куполоподібну форму. Тиск газу керується таким чином, що відповідне зусилля при тиску не перевищує межу міцності на розрив двовісно орієнтованого термопластичного полімеру. По суті, деформація не змінює значно бажані фізичні властивості первинного двовісно орієнтованого термопластичного полімеру; замість цього, вона збільшує ступінь орієнтації полімеру. Відповідний тиск газу знаходиться в діапазоні від близько 10 фунтів/кв. дюйм до близько 140 фунтів/кв. дюйм, переважно, в діапазоні від близько 40 фунтів/кв. дюйм до близько 100 фунтів/кв. дюйм. Під дією такого тиску перший ламінований бар'єрний шар, що містить шар двовісно орієнтованого термопластичного полімеру, може піддаватися додатковому двовісному розтягненню звичайно в діапазоні від близько 10 % до близько 25 %, перш ніж досягне точки розриву. На Фіг. 4c тиск газу прикладений повністю. Після того, як тиск досягає бажаного рівня, газ 210 під тиском вимикається і тиск скидається. Незначна усадка освіченого профілю резервуара для текучого середовища може надалі відбуватися через часткове пружне відновлення 8 UA 110603 C2 5 10 15 20 25 30 35 40 45 50 55 60 двовісно орієнтованого термопластичного полімеру. Таке часткове відновлення не заподіює збитку результуючому профілю. Модифікована куполоподібна форма, утворена при такому процесі, має великий радіус кривизни, що починається з плоскої основи, де перший ламінований бар'єрний шар розташований до процесу формування. На максимальну глибину витягу сильно впливає геометрична форма первинної плоскої області, що піддається процесу формування (тобто, плоска форма порожнини 180). Тому, утворена форма штампованого першого ламінованого бар'єрного шару є результатом реакції у відповідь плоскої ламінованої плівки на внутрішній тиск. Крім того, ця утворена форма є пружно підтримуваною до моменту використання за рахунок внутрішнього наповнення газом або текучим середовищем, продукту, що забезпечується матеріалами і навколишнім повітрям, вміщеним в резервуарі для текучого середовища, без необхідності в будь-яких жорстких вертикально орієнтованих бічних стінках для надання конструктивної міцності. Інші ділянки першого ламінованого бар'єрного шару, які не були піддані процесу формування, залишаються плоскими. Використання двовісно орієнтованого термопластичного полімеру і газу під тиском дозволяє здійснення керованого перерозподілу сили напруження за допомогою прогресивного прослизання ланцюга полімеру і забороняє механічні "гарячі місця", які в іншому випадку могли б послабити плівку або викликати невідновлювані пошкодження. Крім того, оскільки двовісно орієнтований термопластичний полімер стає довшим під дією розтягуючого напруження, опір додатковому видовженню збільшується. Збільшений ступінь орієнтації і опору додатковому видовженню є також двовісними за вдачею. У результаті підданий напруженню полімер рівномірно перерозподіляє деформацію розтягнення і запобігає потоншенню полімеру, яке могло б статися в іншому випадку. Двовісно орієнтований PET з його у великій мірі порівнянними механічними значеннями в напрямку обробки і в напрямку, поперечному напрямку обробки, є переважним двовісно орієнтованим полімером. Використання пружної гуми, повернутої до нижньої плити, також запобігає механічним гарячим плямам або точкам напруження на периметрі порожнини 180, які в іншому випадку можуть привести до руйнування, викликаного напруженням. Даний процес виключає ускладнення і проблеми якості, такі як подовжній вигин, усадку або розрив, звичайно пов'язані зі способами розтягнення, що звичайно використовуються в процесах формування. Як описано вище, тонкий шар тонколистового металу, такий як алюмінієвий шар, може також бути введений в перший шаруватий бар'єрний шар. Присутність двовісно орієнтованого термопластичного полімеру в тому ж самому ламінованому бар'єрному шарі, що і алюмінієвий шар, також запобігає розтріскуванню або руйнуванню при розтягненні тонколистового металу під час процесу формування, оскільки воно розподіляє силу напруження під час процесу формування і запобігає локалізованому видовженню металу до точки руйнування. Інші відповідні способи можуть використовуватися для прикладання тиску до першого ламінованого бар'єрного шару, щоб сформувати з нього модифіковану куполоподібну форму. Услід за формуванням, верхня плита 150 підіймається і утворений перший ламінований бар'єрний шар 40 переміщується на другу ділянку виробництва, на якій відбувається заповнення матеріалом 70 продукту. Наприклад, матеріал 70 продукту може відмірюватися і випускатися з кінчиків для текучого середовища, встановлених безпосередньо зверху об'єму, визначеного кожною з форм модифікованого купола. Вимірювання і накачування можуть мати місце в той час, коли переривчастий рух полотна зупиняється і може здійснюватися за допомогою множини відповідних накачуючих і вимірювальних систем. Матеріал продукту переважно розподіляється так, щоб він заповнив, по суті, весь об'єм утвореної форми модифікованого купола. Вирівнювання матеріалу продукту не потрібно і матеріал продукту з підвищеною в'язкістю може тимчасово стояти вище площини внутрішньої поверхні 42 першого ламінованого бар'єрного шару 40. Крім того, розташування матеріалу продукту в утвореній формі модифікованого купола може запобігати небажаному виходу назовні матеріалу продукту, що відбувається в іншому випадку внаслідок моменту, пов'язаного з переважним переривчастим процесом руху полотна. Потім на наступній виробничій ділянці плоский другий ламінований бар'єрний шар 50 розташовується на внутрішній поверхні 42 першого ламінованого бар'єрного шару 40. Переважно, другий ламінований бар'єрний шар 50 на своїй внутрішній поверхні 52 містить чутливий до тиску клей, який покривається і захищається покритою силіконом одноразовою прокладкою, що видаляється (не показана). Перший і другий ламіновані бар'єрні шари 40 і 50 потім поєднуються і просуваються уперед до нагрітої плити, де ці два шари з'єднують по їх периметрах, щоб сформувати вологонепроникну оболонку 60. Матеріал 70 продукту автоматично вирівнюється і перерозподіляється всередині оболонки 60 за допомогою плоскої 9 UA 110603 C2 5 10 15 20 25 30 35 внутрішньої поверхні 52 другого ламінованого бар'єрного шару 50 безпосередньо перед або під час процесу термозварювання. У переважному варіанті виконання видавальний кінчик 100 формується за допомогою простого механічно обробленого рельєфу на нижній поверхні нагрітої верхньої плити. Інше герметичне з'єднання має місце таким способом, що з'єднується тільки плоска ділянка ламінованого бар'єрного шару і модифікована куполоподібна форма не зачіплюється. З'єднані перший і другий ламіновані бар'єрні шари потім піддаються прецезійному штампуванню, щоб сформувати індивідуальні резервуари для текучого середовища. У переважному способі перший і другий ламіновані бар'єрні шари стикаються і штампуються разом з прокладкою, що видаляється, повністю змазаною постійним чутливим до тиску клеєм, таким як чутливий до тиску акриловий клей постійної дії, такий як одноразова покрита силіконом прокладка, що видаляється. Індивідуальні резервуари для текучого середовища встановлюються по попередньо визначеному шаблону на одноразовій покритій силіконом прокладці, що видаляється. Резервуари для текучого середовища після герметичного з'єднання звичайно стають негнучкими. Резервуар для текучого середовища тепер постійно з'єднується з надрукованою опорною карткою. Цей етап може здійснюватися будь-яким відповідним способом. У переважному варіанті виконання одноразова покрита силіконом прокладка, що видаляється, видаляється і другий ламінований бар'єрний шар прикріплюється до опорної картки чутливим до тиску акриловим клеєм постійної дії, що змазується по всій поверхні. Дана уніфікована упаковка може використовуватися як продукт для однократного або для багаторазового використання. Вона може також використовуватися як пробна упаковка. Споживач може відкрити резервуар для текучого середовища, наприклад, відриваючи смужку для відкривання вздовж лінії перфорації на опорній картці. Матеріал продукту може потім витягуватися, прикладаючи невеликий тиск до зовнішньої поверхні першого ламінованого бар'єрного шару. Оскільки лінія перфорації забезпечує виразну точку відкривання резервуара для текучого середовища, матеріал продукту може розподілятися керованим способом. Альтернативні способи відкривання резервуара для текучого середовища містять, зокрема: нитку для розриву, язички для зняття, здирання одного або обох ламінованих бар'єрних шарів, наприклад, за допомогою лазерів, зняття смужок в головній частині або печатки, які ламаються або здираються по периметру. Додатково, оскільки резервуар для текучого середовища постійно прикріплений до надрукованої опорної картки, будь-яка інформація про маркетинг або продукт, надрукована на опорній картці, легко доступна під час використання. Даний опис служить для ілюстрації, але не для обмеження винаходу. Можливі різні зміни і модифікації в описаних варіантах виконання, в межах об'єму винаходу. Крім того, всі цитовані вище документи потрібно вважати повністю включеними в даний опис шляхом посилання. ФОРМУЛА ВИНАХОДУ 40 45 50 55 60 1. Уніфікована упаковка, що містить: (a) надруковану опорну картку; і (b) резервуар для текучого середовища, який містить (і) перший ламінований бар'єрний шар, що містить щонайменше один шар двовісно орієнтованого термопластичного полімеру, (іі) матеріал продукту, і (ііі) другий ламінований бар'єрний шар, при цьому ділянка першого ламінованого бар'єрного шару є плоскою, при цьому перший і другий ламіновані бар'єрні шари з'єднані разом по їх периметрах з утворенням вологонепроникної оболонки, що містить матеріал продукту, яка відрізняється тим, що ділянку першого ламінованого бар'єрного шару відформовано в модифіковану монолітну куполоподібну форму за допомогою двовісного подовження першого ламінованого бар'єрного шару, причому модифікована монолітна куполоподібна форма має певний об'єм, який по суті заповнений матеріалом продукту, причому перший ламінований бар'єрний шар відформований до заповнення зазначеного певного об'єму матеріалом продукту, при цьому другий ламінований бар'єрний шар є плоским, причому другий ламінований бар'єрний шар постійно прикріплений до ділянки надрукованої опорної картки. 2. Уніфікована упаковка за п. 1, в якій в запечатаному стані резервуара для текучого середовища перший ламінований бар'єрний шар пружно підтримує зазначену модифіковану куполоподібну форму. 3. Уніфікована упаковка за п. 1, в якій двовісно орієнтований термопластичний полімер включає одне або більше з поліетилену, поліпропілену, поліефіру, поліаміду, поліакрилату або їх суміші. 10 UA 110603 C2 5 10 15 20 25 30 35 40 45 50 55 60 4. Уніфікована упаковка за п. 3, в якій двовісно орієнтований термопластичний полімер включає поліетилентерефталат. 5. Уніфікована упаковка за п. 1, в якій один або обидва з першого і другого ламінованих бар'єрних шарів містять шар алюмінієвої фольги. 6. Уніфікована упаковка за п. 5, в якій алюмінієва фольга має товщину меншу, ніж близько 0,0254 мм (0,001 дюйма). 7. Уніфікована упаковка за п. 1, в якій матеріал продукту є рідиною. 8. Уніфікована упаковка за п. 1, в якій резервуар для текучого середовища містить видавальний кінчик. 9. Уніфікована упаковка за п. 8, в якій опорна картка містить смужку для відкривання. 10. Уніфікована упаковка за п. 9, в якій смужка для відкривання утворена першою лінією перфорації, що перетинає видавальний кінчик. 11. Уніфікована упаковка за п. 9, в якій резервуар для текучого середовища додатково містить плоский видовжений язичок, утворений першим і другим ламінованими бар'єрними шарами, причому плоский видовжений язичок закриває видавальний кінчик і лежить зверху смужки для відкривання. 12. Уніфікована упаковка за п. 8, в якій видавальний кінчик є таким видавальним кінчиком, що повторно закривається. 13. Уніфікована упаковка за п. 1, в якій опорна картка містить матеріал, який є менш гнучким, ніж перший ламінований бар'єрний шар. 14. Уніфікована упаковка за п. 1, в якій опорна картка містить паперову масу. 15. Уніфікована упаковка за п. 10, в якій опорна картка містить другу лінію перфорації, що перетинає видавальний кінчик, причому друга лінія перфорації визначає складний клапан. 16. Уніфікована упаковка за п. 15, в якій опорна картка містить один або більше закриваючих язичків, під які може бути вставлений складний клапан. 17. Спосіб виготовлення уніфікованої упаковки за п. 1, що включає: (a) забезпечення надрукованої опорної картки; (b) утворення резервуара для текучого середовища та його заповнення матеріалом продукту, який відрізняється тим, що резервуар для текучого середовища утворюють і заповнюють шляхом: (і) формування ділянки першого ламінованого бар'єрного шару резервуара для текучого середовища в модифіковану куполоподібну форму з певним об'ємом за допомогою двовісного подовження першого ламінованого бар'єрного шару, при цьому перший ламінований бар'єрний шар містить щонайменше один шар двовісно орієнтованого термопластичного полімеру і ділянку, яка є плоскою; (іі) вміщення матеріалу продукту на перший ламінований бар'єрний шар таким чином, що матеріал продукту по суті заповнює вказаний об'єм; (ііі) розміщення другого ламінованого бар'єрного шару резервуара для текучого середовища на першому ламінованому бар'єрному шарі, причому другий ламінований бар'єрний шар є плоским; (iv) з'єднання першого і другого ламінованих бар'єрних шарів разом по їх периметрах для утворення вологонепроникної оболонки, що містить матеріал продукту; і (c) другий ламінований бар'єрний шар резервуара для текучого середовища постійно прикріплюють до ділянки надрукованої опорної картки. 18. Спосіб за п. 17, в якому в запечатаному стані резервуара для текучого середовища перший ламінований бар'єрний шар пружно підтримує вказану модифіковану куполоподібну форму. 19. Спосіб за п. 17, в якому двовісно орієнтований термопластичний полімер включає одне або більше з поліетилену, поліпропілену, поліефіру, поліаміду, поліакрилату або їх суміші. 20. Спосіб за п. 17, в якому двовісно орієнтований термопластичний полімер включає поліетилентерефталат. 21. Спосіб за п. 17, в якому один або обидва з першого і другого ламінованих бар'єрних шарів містять шар алюмінієвої фольги. 22. Спосіб за п. 21, в якій алюмінієва фольга має товщину меншу, ніж близько 0,0254 мм (0,001 дюйма). 23. Спосіб за п. 17, в якому перший і другий ламіновані бар'єрні шари з'єднують разом за допомогою термозварювання. 24. Спосіб за п. 17, в якому перший і другий ламіновані бар'єрні шари з'єднують разом за допомогою клею. 25. Спосіб за п. 17, в якому етап (і) включає прикладання тиску газу до першого ламінованого бар'єрного шару для надання йому модифікованої куполоподібної форми. 11 UA 110603 C2 5 10 15 20 26. Спосіб за п. 25, в якому тиск газу становить від близько 68947,5 Па (10 фунтів/кв. дюйм) до близько 965265 Па (140 фунтів/кв. дюйм). 27. Спосіб за п. 25, в якому тиск газу прикладають протягом періоду часу від близько 0,01 секунди до близько 1 секунди. 28. Спосіб за п. 17, в якому резервуар для текучого середовища містить видавальний кінчик. 29. Спосіб за п. 28, що додатково включає вирубку опорної картки для утворення смужки для відкривання, обмежену першою лінією перфорації, причому лінія перфорації перетинає видавальний кінчик. 30. Спосіб за п. 29, в якому перший і другий ламіновані бар'єрні шари з'єднують разом по їх периметрах для утворення вологонепроникної оболонки і плоского видовженого язичка, при цьому плоский видовжений язичок закриває видавальний кінчик і лежить зверху смужки для відкривання. 31. Спосіб за п. 29, в якому опорна картка містить другу лінію перфорації, що перетинає видавальний кінчик, причому друга лінія перфорації визначає складний клапан. 32. Спосіб за п. 31, в якому опорна картка містить один або більше закриваючих язичків, під які може бути вставлений складний клапан. 33. Спосіб за п. 28, в якому видавальний кінчик є таким, що повторно закривається. 34. Спосіб за п. 17, в якому опорна картка є менш гнучкою, ніж перший ламінований бар'єрний шар. 35. Спосіб за п. 17, в якому опорна картка містить паперову масу. 12 UA 110603 C2 13 UA 110603 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 14
ДивитисяДодаткова інформація
Назва патенту англійськоюUnitized package and method of making same
Автори англійськоюGreenland, Steven, J.
Автори російськоюГринлэнд Стивен Дж.
МПК / Мітки
МПК: B65D 73/00, B65D 75/58
Мітки: упаковка, спосіб, виготовлення, уніфікована
Код посилання
<a href="https://ua.patents.su/16-110603-unifikovana-upakovka-i-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Уніфікована упаковка і спосіб її виготовлення</a>
Сигаретна упаковка і спосіб її виготовлення
Номер патенту: 89799
Опубліковано: 10.03.2010
Автори: Касімура Рюіті, Танбо Хітосі
МПК: B65D 85/08, A24F 15/00
Мітки: спосіб, упаковка, виготовлення, сигаретна
Формула / Реферат:
1. Сигаретна упаковка, яка містить:внутрішню пачку, одержану за допомогою обгортання групи сигарет у внутрішню обгортку,внутрішню коробку, що герметично містить внутрішню пачку і включає корпус коробки з відкритим кінцем і кришку для відкривання/закривання відкритого кінця корпусу коробки, при цьому корпус коробки і кришка виконані з внутрішньої заготовки, причому внутрішня заготовка виконана термозварюваною і має екрануючий шар...
Гостроверха упаковка для розливних харчових продуктів, спосіб її виготовлення та листовий пакувальний матеріал для виготовлення цієї упаковки
Номер патенту: 80807
Опубліковано: 12.11.2007
Автор: Палм Ларс-Ерік
МПК: B65D 5/02
Мітки: гостроверха, харчових, виготовлення, упаковки, продуктів, матеріал, листовий, спосіб, пакувальний, цієї, розливних, упаковка
Формула / Реферат:
1. Гостроверха упаковка (1, 1', 1") для розливних харчових продуктів, що має призматичну головну частину (3, 3', 3") та гребенеподібну верхню частину (4), яка зверху обмежує згадану головну частину (3, 3', 3") і складається з передньої похилої верхньої стінки (10) і задньої похилої верхньої стінки (11), котрі з'єднані між собою верхнім поперечним зварним швом (12), яка відрізняється тим, що згадана гребенеподібна верхня частина...
Блістерна упаковка, форма для виготовлення плівки-підкладки з блістерами, спосіб і пристрій для виготовлення блістерної упаковки
Номер патенту: 44739
Опубліковано: 15.03.2002
Автор: Келльгрен Ева
МПК: B65D 75/28, A61J 1/03
Мітки: спосіб, упаковки, блістерами, плівки-підкладки, форма, пристрій, виготовлення, блістерної, упаковка, блістерна
Формула / Реферат:
1. Блистерная упаковка, содержащая по меньшей мере два параллельных ряда блистеров, и такого типа, в котором пленка-подложка, образованная с блистерами, присоединена к фактически плоской пленке-накладке, отличающаяся тем, что между рядами блистеров образована промежуточная часть, имеющая по меньшей мере две линии сгиба, параллельные упомянутым рядам, при этом упомянутая упаковка выполнена с возможностью складывания вдоль упомянутых линий...
Складана упаковка для харчового продукту, поділеного на порції, та спосіб виготовлення такої упаковки
Номер патенту: 104783
Опубліковано: 11.03.2014
Автори: Боннєн Ів, Равлє Себастьєн
МПК: B65D 85/76, B65D 25/10
Мітки: виготовлення, такої, упаковка, складана, продукту, харчового, порції, поділеного, спосіб, упаковки
Формула / Реферат:
1. Складана упаковка для харчового продукту, поділеного на порції, яка у зібраному вигляді містить: бокову смужку (400, 410, 420, 430, 700, 710, 800, 1100, 1200) з двома поздовжніми пружками (401-402, 431-432, 704-705, 711-712, 1101-1102, 1201-1202), які з'єднані двома торцевими пружками (403-404, 433-434, 702-703, 713-714, 1104-1105, 1204-1205) та з, принаймні, одним вигином та/або згином (411, 424, 706-707) для утворення об'єму для...
Упаковка для бездимного тютюну та спосіб її виготовлення
Номер патенту: 108481
Опубліковано: 12.05.2015
Автори: Вудсон Беверлі К., Ховжецкі Стівен Дж., Кєррол Ендрю Натан
МПК: B65D 85/10, A24F 23/00
Мітки: спосіб, упаковка, виготовлення, тютюну, бездимного
Формула / Реферат:
1. Упаковка для бездимного тютюну, яка включає в себе:- упаковку кишенькового розміру, що включає в себе плоску циліндричну баночку, яка не закривається герметично;- бездимний тютюн усередині упаковки; та- щонайменше одну ароматизовану вкладку всередині упаковки, причому згадана щонайменше одна ароматизована вкладка включає в себе адсорбент та смакоароматичну речовину, з можливістю вивільнення адсорбовану в цей адсорбент,...
Попередній патент: Двозонний газогенератор вологих органічних відходів
Наступний патент: Кристалічна форма поліциклічної сполуки
Випадковий патент: Закруточний механізм для загортання виробів у перекрутку