Спосіб промивки деталей
Номер патенту: 11199
Опубліковано: 25.12.1996
Автори: Іванов Іван Іванович, Кулик Олег Прокопович, Буличов Володимир Вікторович, Лавриненко Олег Миколайович, Білоус Володимир Парфентійович

Формула / Реферат
(57) 1. Автомат для сборки картонных коробок, содержащий смонтированные на наклонной плите магазин для удержания стопы заготовок, устройство для поштучного отделения заготовок, устройства для фиксации положения заготовок, приемный стол, установленный с возможностью вертикального перемещения, и загибатели отличающийся тем, что автомат снабжен смонтированными на наклонной плите двумя парами противоположно расположенных продольных и парой поперечных линеек для формирования коробки, установленных с возможностью перемещения на приемный стол параллельно наклонной плите, устройством для формирования вкладыша с перегородками из плоской заготовки и установленным над приемным столом на одном уровне с устройством для формирования вкладыша устройством для укладки вкладыша в коробку, а загибатели выполнены в виде скоб, установленных по периметру приемного стола с возможностью перемещения по П-образной траектории, огибающей соответствующие линейки
2. Автомат поп 1,отличающийся тем, что устройство для формирования вкладыша с перегородками из плоской заготовки содержит бруски, смонтированные на наклонной плите с возможностью горизонтального перемещения относительно друг друга, расположенные на торцах брусков штифты и взаимодействующие со штифтами крючки для ограничения максимального расстояния между брусками, при этом на каждом бруске смонтирован подпружиненный прижим, а над брусками расположена планка для одновременного воздействия на прижимы и сталкиватель, выполненный в виде гребенки, смонтированной с возможностью горизонтального перемещения для воздействия зубьев гребенки на торцы перегородок.
3. Автомат по пп 1и2, отличающийся тем, что устройство для укладки вкладыша в коробку содержит ряд параллельных пластин, каждая из которых оборудована пружиной для удержания вкладыша.
Текст
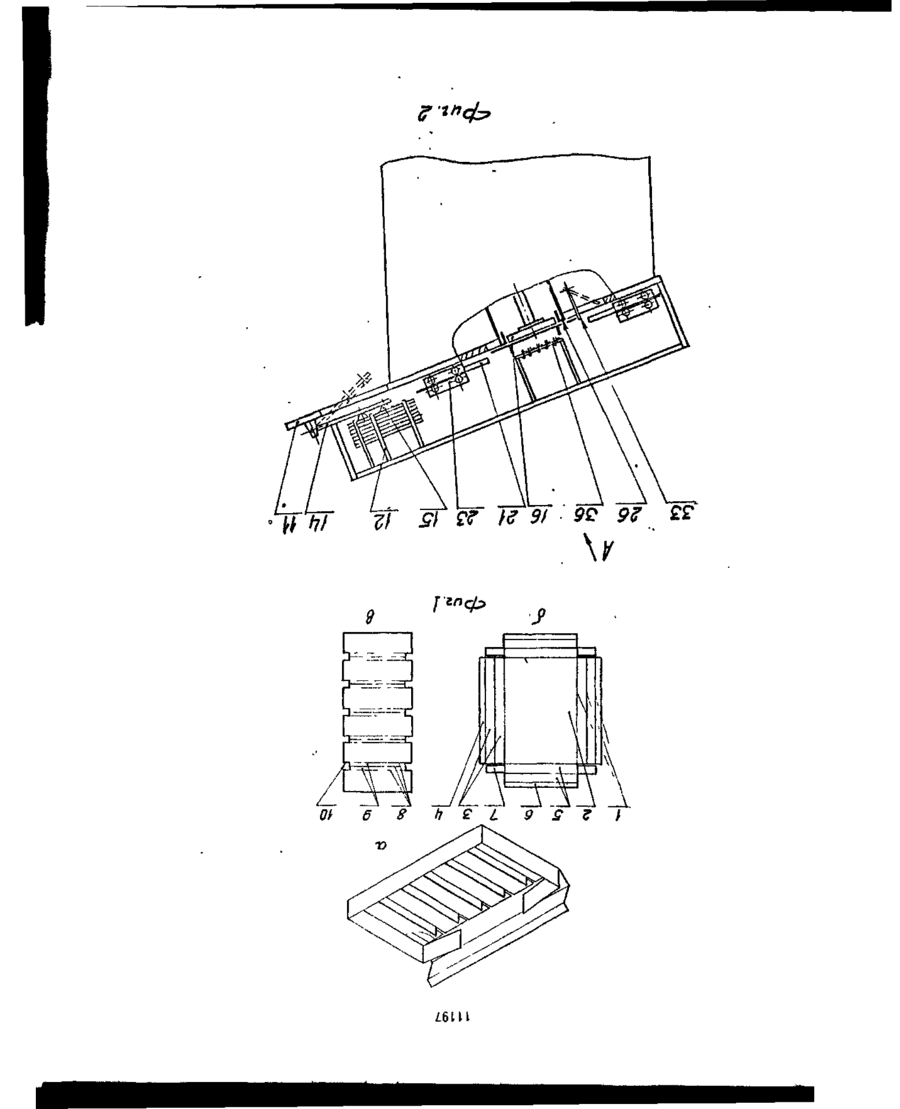
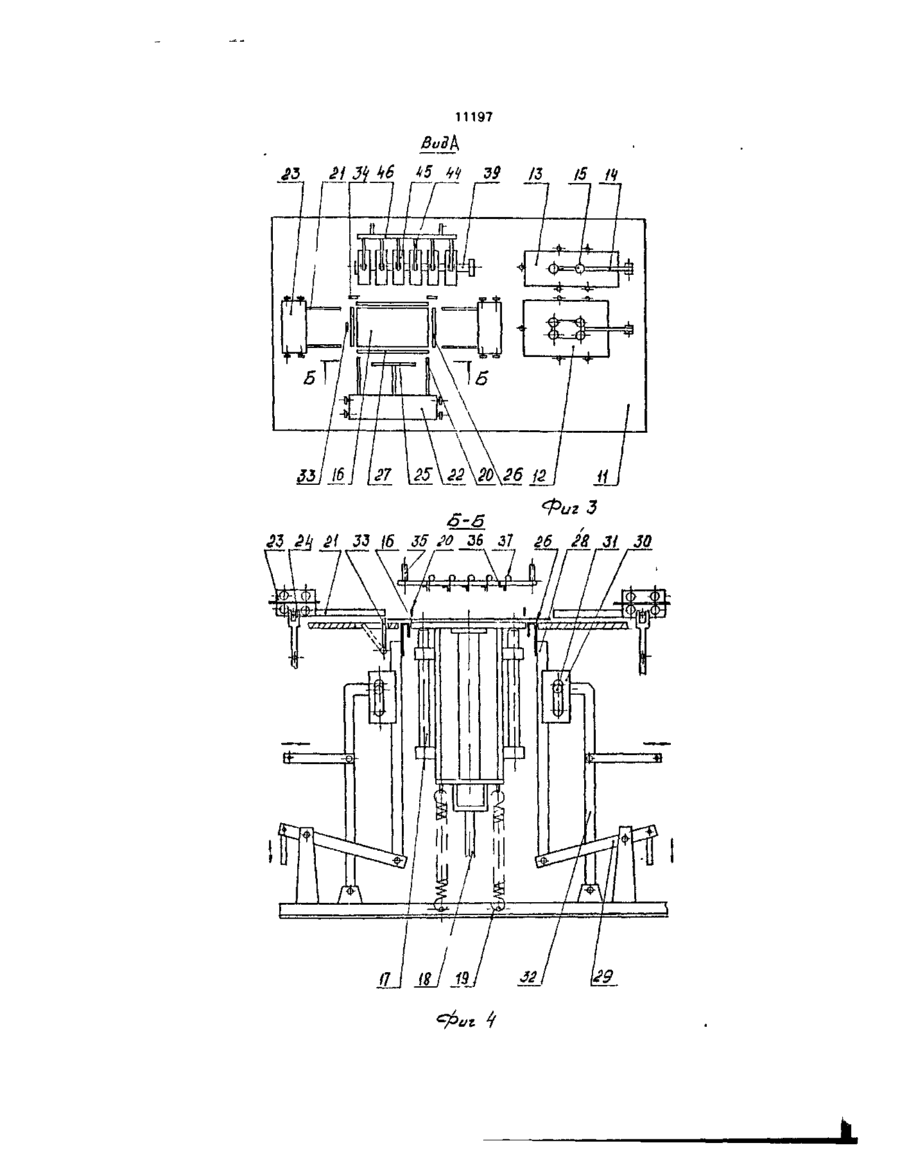
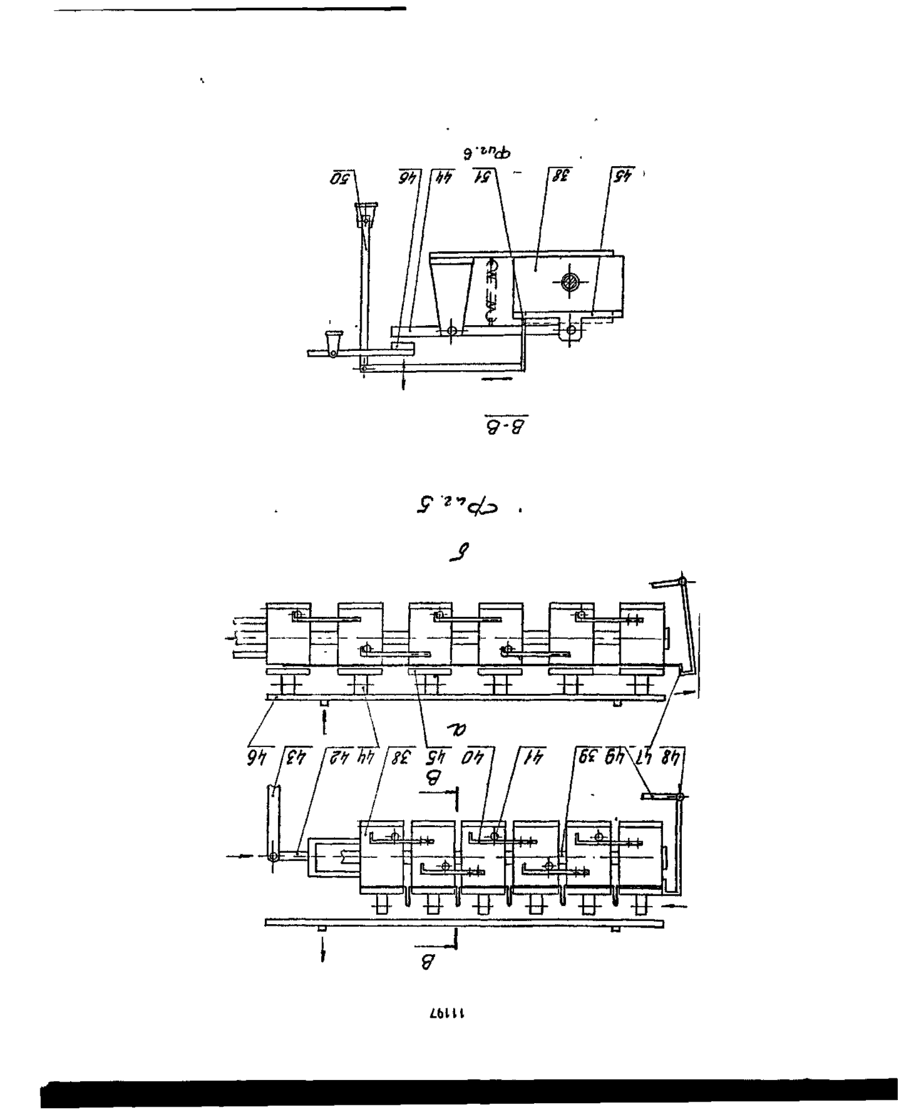
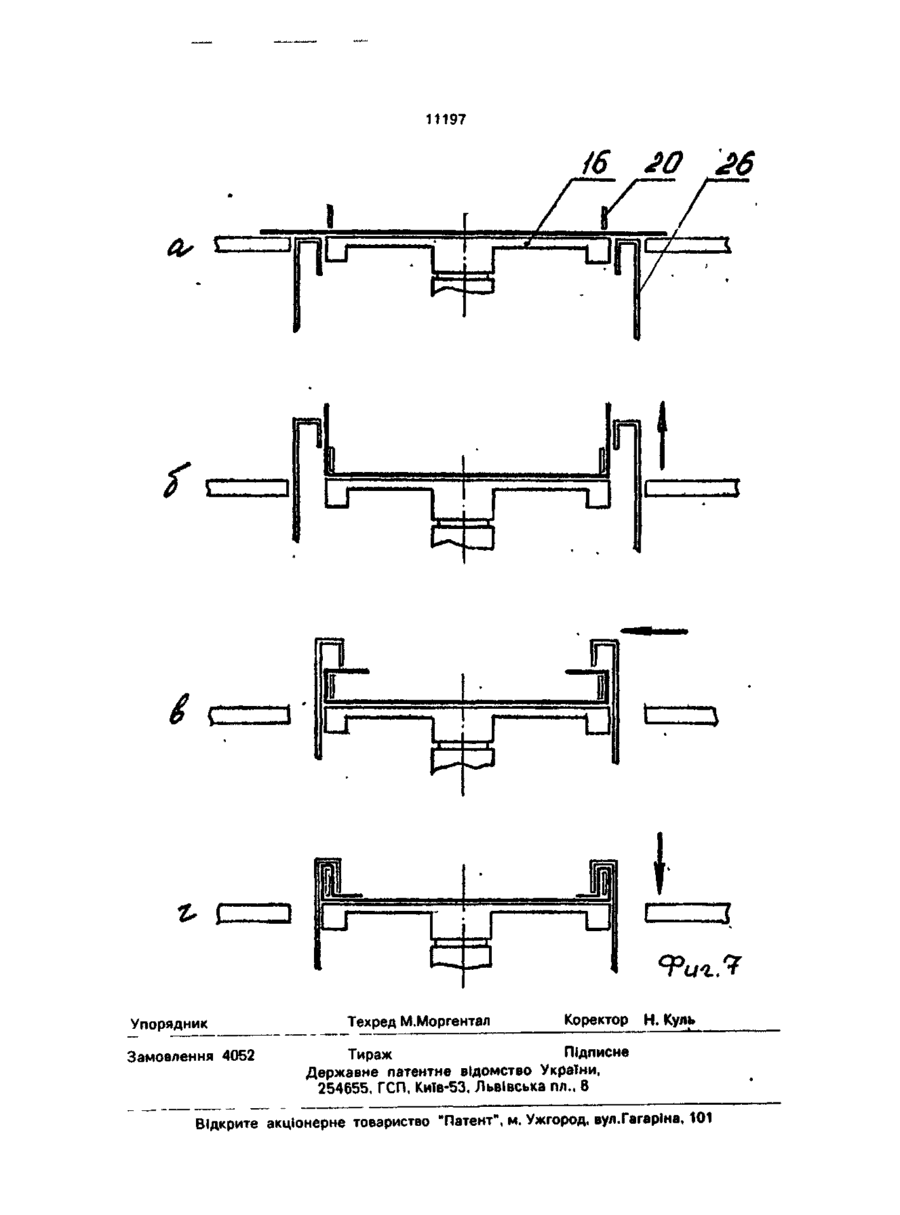
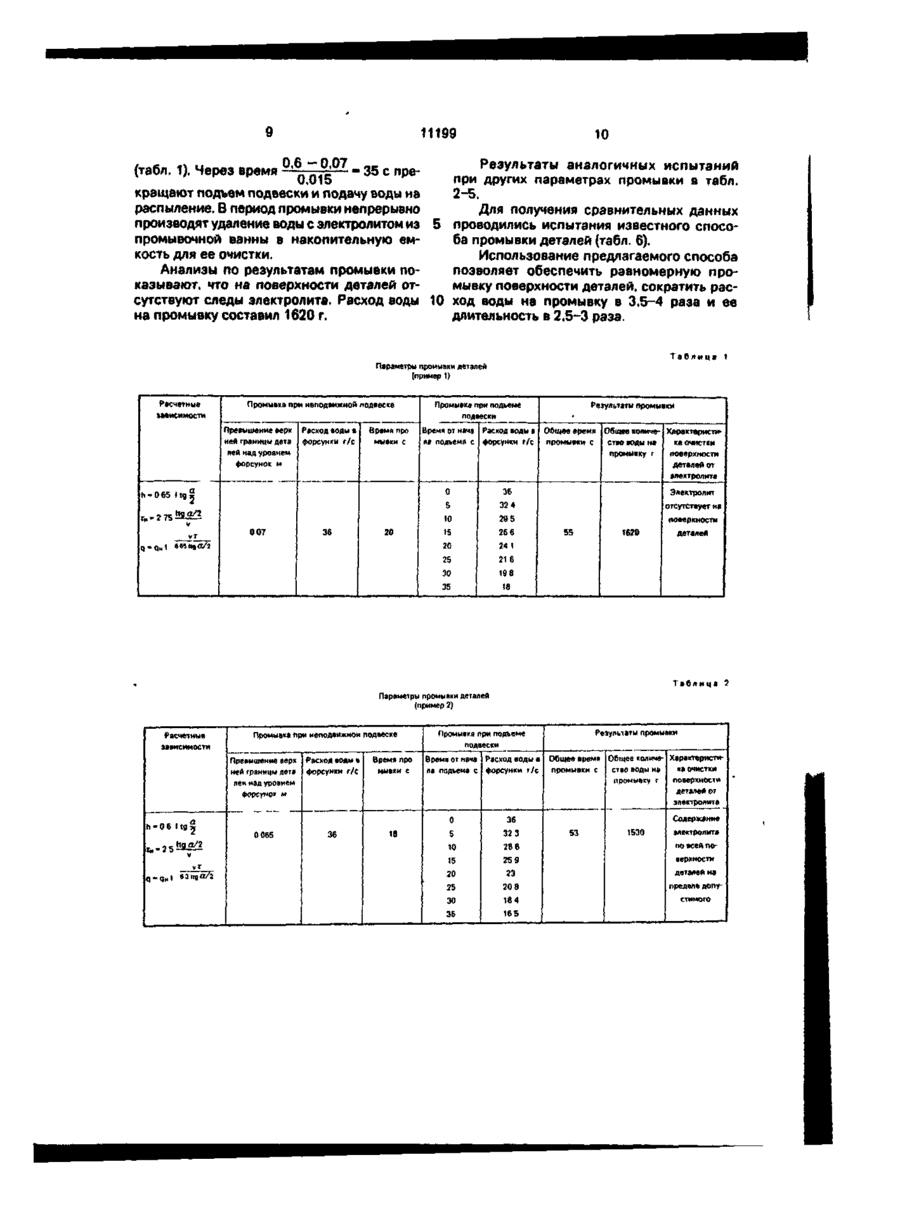
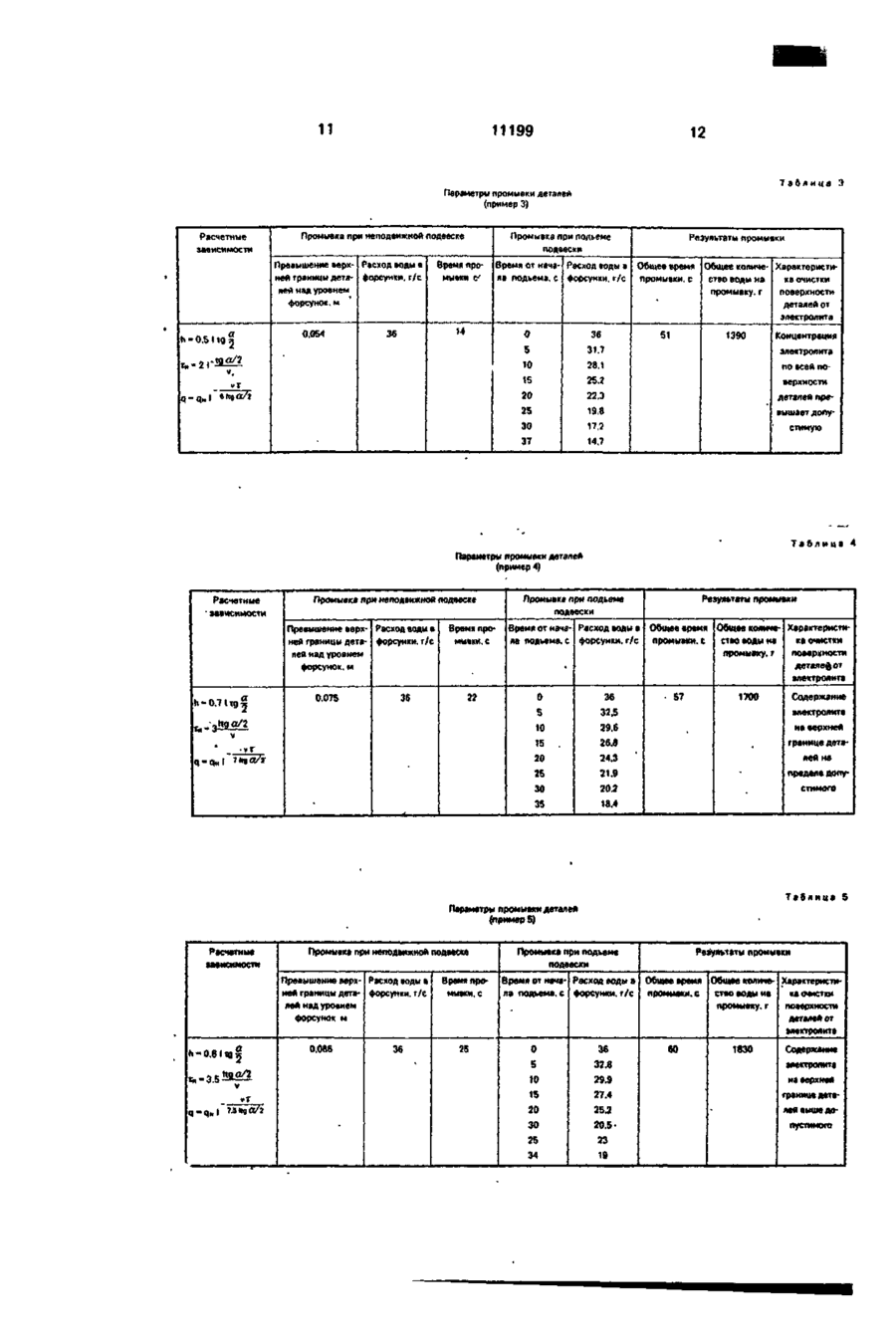
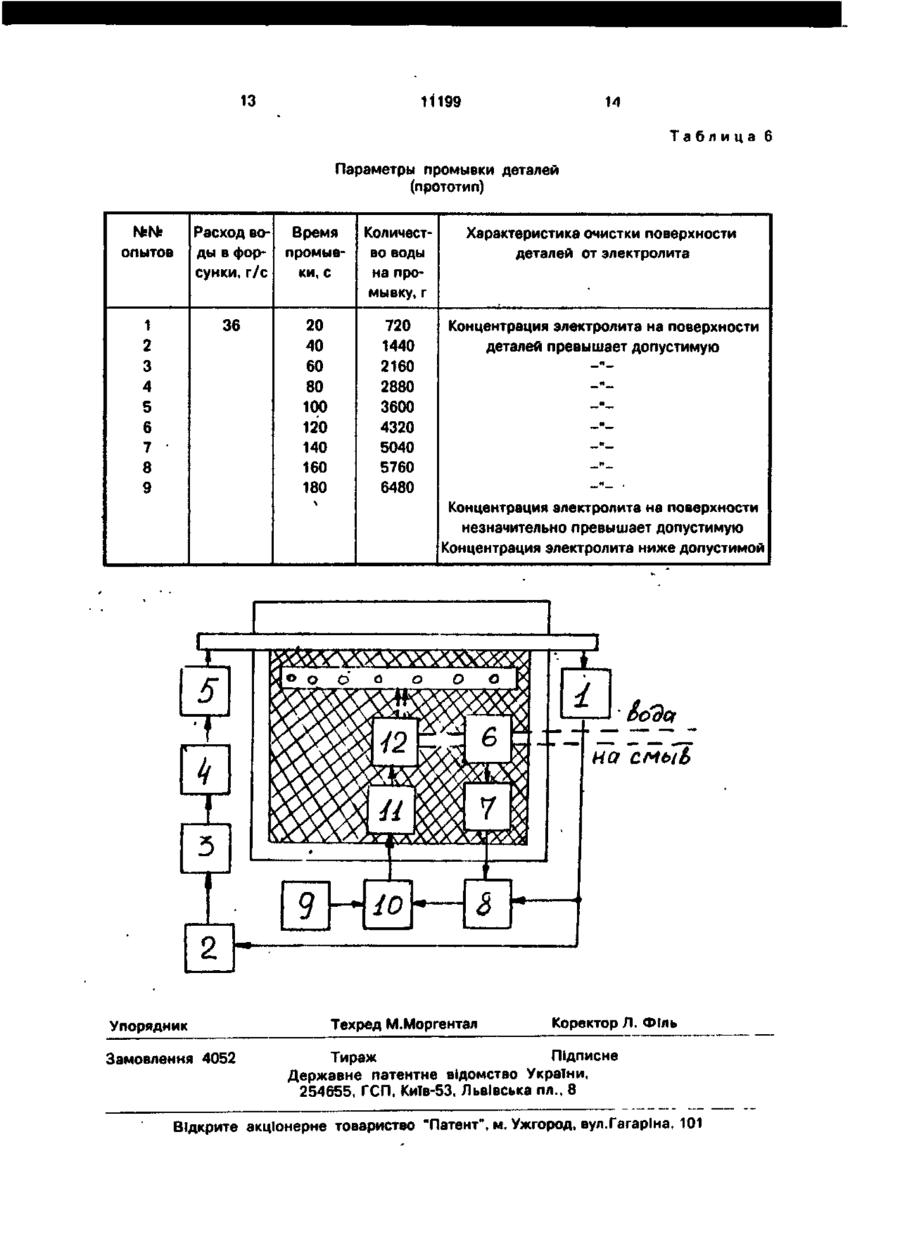
1. Автомат для сборки картонных коробок, содержащий смонтированные на наклонной плите магазин для удержания стопы заготовок, устройство для поштучного отделения заготовок, устройства для фиксации положения заготовок, приемный стол, установленный с возможностью вертикального перемещения, и загибатели о тл и ч а ю щ и й с я тем, что автомат снабжен смонтированными на наклонной плите двумя парами противоположно расположенных продольных и парой поперечных линеек для формирования коробки, установленных с возможностью перемещения на приемный стол параллельно наклонной плите, устройством для формирования вкла дыша с перегородками из плоской заготовки и установленным над приемным столом на одном уровне с устройством для формирования вкладыша устройством для укладки вкладыша в коробку, а загибатели выполнены в виде скоб, установленных по периметру приемного стола с возможностью перемещения по П-образной траектории, огибающей соответствующие линейки 2. Автомат поп 1 , о т л и ч а ю щ и й с я тем, что устройство для формирования вкладыша с перегородками из плоской заготовки содержит бруски, смонтированные на наклонной плите с возможностью горизонтального перемещения относительно друг друга, расположенные на торцах брусков штифты и взаимодействующие со штифтами крючки для ограничения максимального расстояния между брусками, при этом на каждом бруске смонтирован подпружиненный прижим, а над брусками расположена планка для одновременного воздействия на прижимы и сталкиватель, выполненный в виде гребенки, смонтированной с возможностью горизонтального перемещения для воздействия зубьев гребенки на торцы перегородок. Изобретение относится к упаковочной технике и предназначено для сборки картонных коробок из плоских заготовок. Известен автомат для сборки картонных коробок из плоских заготовок [1] Автомат содержит магазин, удерживающий стопу 3. Автомат попп 1и2, о т л и ч а ю щ и й с я тем, что устройство для укладки вкладыша в коробку содержит ряд параллельных пластин, каждая из которых оборудована пружиной для удержания вкладыша. С > ю О 11197 плоских заготовок, качающиеся рычаги со смонтированными на них присосками, которые захватывают нижнюю заготовку из штабеля, устройство для фиксации и переноса заготовок, приемный стол с возможностью вертикального перемещения и имеющий отверстие для присасывания укладываемой на него заготовки, ограничители, загибатели и устройство для выдачи готовой коробки. Недостатком этого автомата является сложность конструкции в связи с необходимостью транспортировки заготовок из магазина на приемный стол. Наиболее близким к заявляемому является автомат для складывания коробок из плоских заготовок типа ХС-1, содержащий: магазин, удерживающий стопу заготовок, устройство для поштучного отделения заготовок с присосками, приемный стол с возможностью вертикального перемещения, ограничители, загибатели и устройство для сталкивания готовой коробки, смонтированы на наклонной плите, благодаря чему заготовка, отделенная от стопы, под собственным весом перемещается на приемный стол [2]. Сборка коробки осуществляется следующим образом Приемный стол поднимается вверх до контакта с ограничителями, загибающими боковые и торцевые стенки на 90°. Окончательное формование торцевых стенок и канта производится после опускания стола поворотом на 180° двух з^агибателей, смонтированных на валу. Общим недостатком известных конструкций автоматов является то, что при окончательном формовании торцевых стенок заготовка не имеет жесткой опоры. Из-за этого возможен изгиб заготовки не по линиям перегиба, что снижает качество сборки. Кроме этого, эти автоматы предназначены для сборки коробки из заготовки, у которой предварительно согнуты и приклеены канты боковых стенок, что значительно сужает технологические возможности этих автоматов. Целью изобретения является повышение качества сборки и расширение технологических возможностей автомата. Поставленная цель достигается тем, что, согласно изобретению автомат снабжен смонтированными на наклонной плите двумя парами противоположно расположенных продольных линеек и парой поперечных линеек, установленных с возможностью перемещения на приемный стол параллельно наклонной плите, загибателями, выполненными в виде скоб, установленных по периметру приемного стола с возможностью перемещения по П-образной траектории, 5 10 15 20 25 30 35 40 45 50 55 огибающей соответствующие линейки. Автомат снабжен также устройством для формования из плоской картонной заготовки вкладыша с перегородками и устройством для укладки вкладыша в коробку, установленным над приемным столом на одном уровне с устройством для формования вкладыша. Устройство для формования вкладыша содержит набор брусков, смонтированных на наклонной плите с возможностью горизонтального перемещения относительно друг друга. На торцах брусков расположены штифты и взаимодействующие со штиф ами крючки, ограничивающие максимальное расстояние между брусками, при этом на каждом бруске смонтирован подпружиненный прижим, а над брусками расположена планка для одновременного воздействия на прижимы и сталкиватель, выполненный в виде гребенки, смонтированной с возможностью горизонтального перемещения для воздействия зубьев гребенки на торцы перегородок. Устройство для укладки вкладыша в коробку содержит ряд параллельных пластин, количество которых р?*вно числу перегородок вкладыша, при этом каждая пластина оборудована пружиной для удержания вкладыша. Сущность изобретения поясняется чертежами, где: на фиг. 1 изображена коробка: а) - общий вид; б) - заготовка коробки; в) - заготовка вкладыша; на фиг. 2 - общий вид автомата; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - устройство для формования вкладыша: а) - в сомкнутом состоянии; б) - в разомкнутом состоянии; на фиг. 6 - разрез В-В на фиг. 5; на фиг. 7 - схема формования стенок коробки. На заготовке коробки выполнены линии перегиба 1 для образования дна 2, двойных боковых стенок 3 с кантом 4 и двойных торцевых стенок 5 с кантом 6 и удлиненными клапанами 7. На заготовке вкладыша выполнены линии перегиба 8 для образования перегородок 9, перпендикулярных днищу коробки, и прямоугольные вырезы 10. В собранной коробке вкладыш уста но влен на канты б торцевых стенок 5, удлиненные клапаны 7 замыкаются боковыми стенками 3, а канты 4 боковых стенок 3 упираются в торцы перегородок 9 вкладыша. Плита 11 смонтирована на корпусе автомата под углом 20° к горизонтальной плоскости. На плите 11 установлены все основные рабочие органы. Магазины 12 и 13 расположены в верхней части плиты и предназначены для накопления и удержания плоских заготовок соответственно коробки 11197 и вкладыша. Под каждым из магазинов 12 и 13 расположено устройство для поштучного отделения заготовок, представляющее собой качающийся рычаг 14 со смонтированными на нем присосками 15. В верхнем 5 положении рычага 14 - присоски 15 касаются нижней заготовки в стопе. В нижнем положении рычаг 14 входит в пазы, имеющиеся на плите 11 таким образом, что присоски 15 находятся ниже поверхности плиты 11. Для 10 периодического создания вакуума в присосках 15 автомат снабжен пневмоцилиндром (на чертеже не показан). Приемный стол 16, размеры которого в плане равны размерам дна коробки, расположен в нижней части 15 плиты 11 и установлен на колонках 17. Привод стола 16 в вертикальном направлении осуществляется тягой 18 с пружиной 19. В нижнем положении поверхность приемного стола 16 находится на одном уровне с повер- 20 хностью наклонной плиты 11, а в верхнем контактирует с парой поперечных линеек 20 и двумя парами продольных Линеек 21. Линейки 20 и 21, смонтированные на подвижных каретках 22 и 23, обеспечивающих их 25 горизонтальное перемещение на приемный стол 16, служат опорой для загибания элементов стенок коробки Поперечные линейки 20 имеют рабочую длину, равную длине торцевых стенок, а продольные линейки 21 30 имеют рабочую длину, равную половине длины боковых стенок. Ширина линеек равна высоте стенок коробки. Каретки 22 и 23 приводятся в движение при помощи рычагов 24. На каретке 22 рас- 35 положен толкатель 25, предназначенный для сталкивания готовой коробки. По периметру приемного стола 16 расположены загибатели 26 для загибания боковых 40 стенок. Загибатели 26 и 27 выполнены в виде скоб, которые закреплены на стойках 28, шарнирно соединенных с рычагами 29, обеспечивающими их вертикальное перемещение На стойках 28 установлены копиры 30, взаимодействующие с роликами 31, рас- 45 положенными на рычагах 32, сообщающих загибателям 26 и 27 горизонтальное перемещение. Торцевой 33 и боковые 34 равнители, выполненные в виде поворотных стержней, служат для точной ориентации 50 заготовки на столе 16 Над приемным столом 16 расположено устройство для установки вкладыша в коробку. Устройство смонтировано на качающемся рычаге 35 и представляет собой закрепленный 55 на общем основании ряд параллельных пластин 36, число которых равно числу перегородок вкладыша. Пластины 36 снабжены пружинами 37 для захвата и удержания вкладыша. На одном уровне с устройством для установки вкладыша в коробку расположено устройство для формования вкладыша. Устройство для формования вкладыша представляет собой набор брусков 38, количество которых на один больше числа перегородок вкладыша, а их ширина равна ширине ячеек между перегородками. Бруски 38 смонтированы на направляющей 39 с возможностью горизонтального перемещения относительно друг друга, кроме первого бруска, который закреплен неподвижно. Максимальное расстояние между брусками 38 ограничено расположенными на торцах брусков 38 крючками 40, сцепляющимися со штифтами 41, расположенными на торцах соседних брусков 38. Последний брусок соединен тягой 42 с рычагом 43, который обеспечивает перемещение всей цепочки брусков. На каждом бруске 38 смонтирован прижим, состоящий из подпружиненного балансира 44, на одном конце которого шарнирно закреплена пластина 45. размеры которой равны размеру верхней грани бруска 38. Над балансирами 44 расположена закрепленная на качающихся рычагах планка 46 для одновременного воздействия на свободные концы балансиров 44. За первым бруском 38 установлен качающийся равнитель 47, шарнирно закрепленный на оси 48 и приводимый в движение рычагом 49. Равнитель 47 служит для точной установки заготовки вкладыша в устройстве. Устройство для формования вкладыша содержит также сталкиватель, выполненный в виде шарнир* но подвешенной на рычаге 50 гребенки 51 с зубьями, число которых равно количеству перегородок вкладыша. Сталкиватель служит для передачи сформованного вкладыша в устройство для установки вкладыша в коробку. Движение исполнительных механизмов всех рабочих органов осуществляется от привода через соответствующие кулачковые механизмы (на чертеже не показаны). Кулачки расположены на одном валу и обеспечивают последовательность работы исполнительных механизмов в соответствии с технологическим процессом. Автомат работает следующим образом. Подача заготовок. Заготовки коробки и заготовки вкладыша подаются одновременно соответственно из магазинов 12 и 13. Рычаги 14 перемещаются вверх и присоски 15 касаются нижней заготовки в стопе. В этот момент поршень в пневмоцилиндре (на фиг. не показан) перемещается, в системе создается вакуум и присоски 15 захватывают заготовки. Затем рычаги 14 опускаются вниз и отделяют заготовки от стопы Когда верхний край присосок 15 оказывается на 11197 одном уровне с поверхностью плиты 11 поршень в пневмоцилиндре начинает двигаться в обратном направлении, заготовка освобождается от присосок и остается на наклонной плите 11. Рычаг 14 с присосками 5 15 перемещаются за поверхность наклонной плиты 11, не мешая перемещению заготовки. Под собственным весом заготовка коробки перемещается на приемный стол 16, а заготовка вкладыша - на бруски 38 10 устройства для формования вкладыша. Формование вкладыша. До приема заготовки рабочие органы устройства для формования вкладыша занимают исходное положение (фиг. 5 б) ,при котором планка 46 15 нажимает на концы балансиров 44, в результате чего между пластинами 45 и брусками 38 образуется зазор, необходимый для свободного перемещения заготовки. Равнитель 47 удерживается рычагом 49 в крайнем 20 левом положении. Бруски 38 раздвинуты на максимальное расстояние между ними, ограниченное крючками 40. Заготовка скользит по брускам 38 до упора в равнитель 47. Рычаг 49, воздействуя 25 на равнитель 47, перемещает его вместе с заготовкой до упора в кромку бруска 38 и устанавливает заготовку в рабочее положение. Затем планка 46 поднимается в верхнее положение, освобождая балансиры 44 и. 30 под действием пружин 37 пластины 45 прижимают заготовку к брускам 38, фиксируя ее в рабочем положении. Рычаг 43, воздействуя через тягу 42 на последний брусок 38, Перемещает бруски один за другим до со- 35 прикосновения. При этом заготовка вкладыша изгибается по линиям перегиба, образуя перегородки (фиг. 5 а). Затем планка 46 перемещается в нижнее положение и.нажимая балансиры 44, образует зазор между пласти- 40 нами 45 и брусками 38, освобождая готовый вкладыш. Сталкиватель, нажимая зубьями гребенки 51 на торцы перегородок вкладыша 9, перемещает его в устройство для установки вкладыша в коробку. Затем сталкиватель 45 возвращается назад. Под воздействием рычага 43 бруски 38 раздвигаются. Равнитель 47 рычагом 49 перемещается в крайнее левое положение. Таким образом, устройство занимает исходное положение и после 50 подачи очередной заготовки цикл повторяется. Складывание коробки. Из магазина 12 заготовка поступает на приемный стол 16. В этот момент стол 16 и загибатели 26 и 27 55 находятся в нижнем положении, а поперечные линейки 20 расположены над столом 16. 8 Торцевой 32 и боковые 33 равнители, поворачиваясь, воздействуют на кромки заготовки и производят точную ориентацию заготовки на столе в рабочем положении. Затем приемный стол 16 поднимается вверх и фиксирует заготовку в этом положении, прижимая ее к поперечным линейкам 20. Складывание коробки начинается с формования торцевых стенок 5 и осуществляется движением загибателей 26 по П-образной траектории в три такта, как показано на фиг. 7 б, в и г. 1-й такт - движение загибателей 26 вверх; 2-й такт - движение загибателей 26 к центру заготовки; 3-й такт - движение загибателей 26 вниз до контакта с приемным столом 16. После этого под воздействием рычага 35 опускается вниз устройство для установки вкладыша и устанавливает вкладыш на дно 2 коробки, прижимая при этом торцевые канты 6. Загибатели 26 возвращаются в исходное положение по той же траектории в обратной последовательности, а поперечные линейки 20 возвращаются за пределы приемного стола 16. Затем с двух противоположных сторон на приемный стол 16 выдвигаются продольные линейки 21, загибая при этом удлиненные торцевые клапаны 7. Движением загибателей 27, аналогично формованию торцевых стенок 5 формуются боковые стенки 3. При этом боковые канты 4 накладываются на вкладыш, упираясь в торцы перегородок 9. После того, как коробка сформована и продольные линейки 21 возвращаются за пределы приемного стола 16, а загибатели 27 и стол 10 - в исходное нижнее положение, выдвигаются поперечные линейки 20 и толкатели 25 выталкивают готовую коробку. Затем после подачи очередной заготовки цикл работы устройства повторяется. Из описания конструкции автомата и принципа его работы видно, что загибание всех четырех бортов коробки выполняется с опорой на линейки, которые играют роль каркаса, что исключает возможность деформации картона не по линиям изгиба и обеспечивает высокое качество изготовления коробок, Заготовки, предназначенные для сборки на автомате, не требуют какой-либо предварительной подготовки (загибания или склейки). Это преимущество, наряду с наличием в автомате устройства для формования и установки в коробки вкладыша, расширяет технологические возможности автомата. \ h £ І6Ш L 9 S ? / 11197 д9 33 16 Я /J /5 \25\22\20\26 12 6-6 J3 16 35 20 36 37 26 J8 Зі JO к 9-9 У"' J 6£ 6h\lh 8h і \ • Lbiil * • іГ*г V~ ' 11197 /S 10 о си п J і U..J Упорядник Замовлення 4052 Техред М.Моргентал Коректор Н. Куль Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101 UA,.,, 11199 УКРАЇНА (19) jV-f_/_*> ( I I ) (13) C1 (5D5 С 25 D 21/08 ОПИС ДО ПАТЕНТУ ДЕРЖАВКЕ ПАТЕНТНЕ ВІДОМСТВО НА ВИНАХІД (54) СПОСІБ ПРОМИВКИ ДЕТАЛЕЙ 1 (20)94321767,09.04.93 ' (21)5012324/SU (22)05.08.91 (24)25.12.96 (46)25.12.96. Бюл. N° 4 (56) 1. Авторское свидетельство СССР Ns 694561,кл. С 25 D 17/02, 1978. 2. Патент США ІМг4781806,кл.С02Р 1/46, С 25 D 21/08, опублик. 1988. 3. Патент США № 4561956, кл. С 25 D 5/48, С 25 D 21/08, опублик. 1985. (72) Білоус Володимир Парфентійович, Буличов Володимир Вікторович, Іванов Іван Іванович, Кулик Олег Прокопович, Лавриненко Олег Миколайович (73) Дніпропетровський хіміко-технологічний інститут (UA) (57) Способ промывки деталей, включающий установку деталей на подвеске в промывочную ванну, подачу на поверхность деталей и удаление воды с электролитом из промывочной ванны в накопительную емкость, о т л и ч а ю щ и й с я тем, что при установке подвески верхнюю границу деталей размещают на расстоянии (0,6 - 0,7) х . . а х ltd 2 выше уровня форсунок, а подачу Изобретение относится к области химической технологии, в частности к способам очистки поверхности деталей после электрического осаждения металлов, и может быть'использовано в машиностроении и других отраслях промышленности. Известен способ промывки деталей, реализуемый в ванне для каскадной и обычной промывки, включающий установку деталей в заполненную водой ванну, удаление электролита с их поверхности при подаче свежей воды в ванну и сливе отработанной воды из нее [1]. Недостатком способа является большой удельный расход воды на промывку деталей. Известен также способ промывки деталей, реализуемый в системе электролитического осаждения покрытий. Способ включает подачу воды к промываемой поверхности путем разбрызгивания через специальные форсунки, удаление воды в отстойные зоны промывочной ванны, причем, в зависимости от вида процесса воду из промывочной ванны подают в рабочую ванну или нейтрализуют до рН 7 - 8, упаривают, воды осуществляют в течение времени г = (2,5-3) —при неподвижной подвеске, после чего одновременно поднимают подвеску со скоростью v и уменьшают расход воды в функции V Г (6.3 - 7) Itg ~ где g и g H ~ расход воды в форсунки в начале подъема подвески и через время г; v - скорость стекания воды по поверхности деталей; I - расстояние от среза сопла форсунки до подвески; а - угол раскрытия струи распыленной воды. С > О 11199 а твердый осадок высушивают для переработки или захоронения [2]. Недостатком этого способа является необходимость поддержания высокого расхода воды на душирование деталей, низкая 5 эффективность ее использования, а также различная степень удаления электролита с поверхности деталей. Наиболее близким по технической сущности и достигаемому эффекту к заявляемо- 10 му изобретению является способ промывки деталей, реализуемый в устройстве для промывки деталей, включающий установку деталей на подвеске в промывочную ванну, подачу распыленной в форсунках воды на 15 поверхность деталей и удаление воды с электролитом из промывочной ванны в накопительную емкость. Промывочная ванна представляет собой открытый карман на внешней стороне стенки гальванической 20 ванны [3]. Недостатками известного устройства являются большой расход воды на промывку и неравномерность промывки поверхности деталей. 25 Это объясняется следующим. Распыленная вода, попадая на детали, смывает электролит с поверхности и стекает по ней. При подаче распыленной в форсунках воды на верхнюю часть деталей эта область наи- 30 более интенсивно промывается. Смыв электролита с нижерасположенных частей деталей происходит за счет стекающей по деталям воды. При этом концентрация электролита в стекающей воде по мере удаления 35 от форсунок возрастает, что замедляет процесс промывки деталей. При достижении требуемого качества удаления электролита с поверхности деталей в верхней их части, в нижерасположенных частях концентрация 40 его на поверхности превышает допустимую. Требуется значительное время и расход воды для качественного смыва электролита с этих частей поверхности деталей. Учитывая, что вода из форсунок продолжает при этом 45 поступать на верхнюю, уже очищенную часть деталей, эффект ее распыления на остальную поверхность практически отсутствует. Помимо увеличения длительности процесса промывки и перерасхода воды, 50 указанные факторы являются причиной неравномерности остаточной концентрации электролита на поверхности деталей после промывки: сверху она минимальна, внизу максимальна. 55 Задачей изобретения является усовершенствование способа промывки деталей путем размещения деталей на расстоянии (0,6-0,7)xltd 2 выше уровня форсунок с по дачей постоянного расхода распыленной Itri /"у/О воды q H в течение (2,5-3) 9 , с на неподвижную подвеску, а затем подъем ее со скоростью с одновременным уменьшением расхода воды в функции q = q H l x Х ЧТ (Ю-1)Ьда/2' ° п о з в о л я е т сократить расход воды на промывку и обеспечить равномерную промывку деталей. Предлагается способ промывки деталей, включающий установку деталей на подвеске в промывочную ванну, подачу на поверхность деталей и удаление воды с электролитом из промывочной ванны в накопительную емкость, в котором, согласно изобретению, при установке подвески верхнюю границу деталей размещают на расстоянии (0,6-0,7)ltd S выше уровня форсунок, а подачу воды осуществляют в течение времени х - (2.5 - 3) при неподвижной подвеске, после чего одновременно поднимают подвеску со скоростью v и уменьшают расход воды в функции: q = qH (6,3~7)ltga/2 ' где q H и q - расход воды в форсунки в начале подъема подвески и через время г н ; v - скорость стекания воды по поверхности деталей; I - расстояние от среза сопла форсунки до подвески; а - угол раскрытия струи распыленной воды. Сокращение расхода воды на промывку обусловлено смещением промываемых деталей относительно форсунок при противоточном движении стекающей воды с очищаемой поверхности. Очищенная от электролита до требуемых пределов поверхность деталей при этом в любой момент времени располагается выше уровня установки форсунок. Воздействию струй распыленной воды подвергаются последовательно нижерасположенн-ые за очищенной поверхностью участки деталей. Равномерность промывки поверхности деталей обеспечивается изменением расхода воды в форсунки по мере подъема деталей. Количество воды, стекающей по участку поверхности деталей за период промывки, тем больше, чем ниже он расположен. В этом же направлении увеличивается количество электролита, унесенного со стекающей водой и, соответственно, снижается начальная концентрация его на поверхности при подходе этих участков к форсункам. 11199 Изменение подачи воды в предложенной функции позволяет в этих условиях при пониженном ее расходе обеспечить одинаковую чистоту поверхности деталей по высоте, соответствующую техническим требованиям. Способ осуществляется следующим образом. Перед промывкой детали устанавливают на подвеске в промывочную ванну. Исходя из известного расстояния от форсунок до по- 10 верхности деталей и угла раскрытия струи а ность остаточной концентрации электролига по ширине подвески около верхней границы деталей. При длительности подачи распыленной воды на неподвижную подвеску г н = (2,5 - 3 ) Itg а/2 обеспечивается качественное v удаление электролита с деталей в верхней части подвески. При длительности, меньше 2,5— v оценивают величину: (0,6 - 0,7)ltg ^ и верхостаточная концентрация электролита на этих деталях превышает допустимые норнюю границу деталей размещают с превышением на это расстояние над уровнем 15 мы. Длительность, больше 3 не прифорсунок. Затем определяют длительность меняется с точки зрения очистки поверхноподачи максимального расхода воды в форсти деталей, а ведет лишь к перерасходу сунки Тн - (2,5 -3) ™ , используя для воды, на промывку. При подьеме подвески расчета полученную в предварительных экс- 20 со скоростью, большей скорости стекания периментах величину скорости стекания воводы по поверхности деталей v, часть отрады на поверхности деталей v. Подают на ботанной воды с электролитом оказывается верхнюю часть поверхности Деталей максина деталях выше уровня форсунок,Загрязмальный расход распыленной воды q H в теняет их поверхность, что требует повторной чение Ти при неподвижной подвеске, после 25 промывки. чего начинают подъем подвески с деталями При подъеме подоески со скоростью, с постоянной скоростью v, уменьшая подачу меньшей скорости стекания воды v, нерациводы на форсунки в функции времени онально возрастает время промывки и количество расходуемой воды. 30 Изменение расхода распыленной воды six 4 ЧНІ в период подъема подвески в функции (6,3 - 7 ) Itg a/1' При нижней границе деталей на уровне \It форсунок подачу распыленной воды пре(6,3 - 7) Itg a/2 кращают и промывку деталей заканчивают. 35 Отработанную воду с электролитом из пропозволяет получить остаточную концентрамывочной ванны удаляют в накопительную цию электролита на поверхности деталей по емкость для ее дальнейшей очистки. всей высоте, удовлетворяющую техничеРабочий диапазон превышения уровня - ским требованиям. установки деталей над уровнем форсунки в 40 При уменьшении расхода воды в функции начале промывки (0,6 - 0,7))tg к обеспечиваq ет равномерную промывку верхней части " q B l 6,3 lxga/2 деталей по ширине подвески. При расстоянии, большем 0,7)tg «. струи распыленной 45 количество распыленной воды, поступающей на нижние детали, оказывается недоводы от смежных форсунок в верхней части статочным для их качественной промывки образуют зазоры, интенсивность удаления и остаточная концентрация для-электролиэлектролита с этих участков поверхности сута на их поверхности превышает допустищественно ниже, чем в области прямого 50 vr действия струй. Это приводит к неудовлетмую, а при q < qHl =-: -pz наблюдается ворительному качеству промывки деталей перерасход воды на промывку нижних детаоколо верхней их границы. лей. н а Блок-схема устройства для реализации При расстоянии, меньшем 0,6ltg «, 55 предлагаемого способа представлена на верхней границе деталей происходит налочертеже. жение струй распыленной воды от смежных Устройство включает конечный выклюфорсунок. Из-за более высокой скорости чатель 1, элемент запаздывания 2, реле с смыва поверхности деталей в этих зонах самоблокировкой 3, исполнительный мехатакже появляется конечная неравномер 11199 низм постоянной скорости 4, механическую передачу 5, датчик расхода воды на форсунки 6, вторичный прибор 7, переключатель 8, программный задатчик расхода воды на форсунки 9, регулятор 10, исполнительный 5 механизм 11, регулирующий клапан 12. Блоки 1, 2, 3,4, 5 соединены последовательно. Выход конечного выключателя 1 связан со входом переключателя 8. Программный задатчик 9 подключен ко входу 10 регулятора 10. Блоки 6, 7, 8, 10, 11, 12 соединены последовательно. Устройство работает следующим образом. При установке подвески с деталями в 15 промывочную ванну на заданном уровне (верхняя граница деталей на расстоянии 8 программой по истечении времени т н с начала подачи воды в форсунки предусмотрено постепенное снижение выходного его сигнала в функции времени: U = Unl (6.3-7)ltgO/2 , где U H И U сигналы с программного задатчика в период времени и через время т после начала подъема, пропорциональные соответственно максимальному Цн и текущему q расходу воды. По окончании подъема подвески с деталями отключается программный задатчик 9 от входа регулятора 10. При этом регулятор 10 отрабатывает сигнал через исполнительный механизм 11 на регулирующий клапан (0,6 - 0,7)ltg ту выше уровня форсунок) срабатывает конечный выключатель 1 и подает 20 12 до полного его закрытия и прекращения подачи воды в форсунки. сигнал на элемент запаздывания 2 и переП р и м е р . Испытания способа выполключатель 8. В элементе запаздывания 2 нялись в лабораторных условиях кафедры задано время запаздывания т и = (2,5 - 3) х энергетики Днепропетровского химико-техх — , поэтому сигнал от конечного вы- __. нологического института. В ванне длиной 1,2 м, шириной 0,56 м, v 25 высотой 0,8 м производят промывку печатключателя 1 на реле 3 в течение этого вреных плат после травления. Детали крепят на мени не проходит, подвеска с деталями 1 м по длине подвески в четыре яруса общей находится в стационарном положении. В высотой 0,6 м. По длине ванны на расстояпрограммном задатчике 9 на время т и установлено задание максимального расхода 30 нии 0,2 м друг от друга размещают форсунки по 9 штук с каждой стороны на высоте 0,07 м воды на распыление q H и с его выхода на от ее верхнего края. Максимальный расход вход регулятора 10 поступает в течение этоводы, на распыление в форсунку - 2 г/с, на го времени постоянный сигнал, пропорциопромывку q H = 2 х 18 = 36 г/с. Угол раскрытия нальный. В этот период сигналом от блока 1 пере- 35 струи а - 42°. Поданным предварительных экспериментов установлено, что средняя ключатель 8 отключает вход регулятора 10, скорость стекания воды по поверхности прона который подается сигнал, пропорциомываемых деталей составляет v = 0,015 м/с. нальный фактическому расходу воды, от П р и м е р 1. Устанавливают детали на датчика 6 и вторичного прибора 7. Поэтому регулятор 10 в период Гн выдает сигнал 40 подвеске в промывочную ванну с размещением верхней границы деталей на расстояисполнительному механизму 11 на полное открытие регулирующего клапана 12 на поднии 0,65kg | = 0,65 х 0,28tg 0,07 м водящей магистрали воды к форсункам. По окончании периода г и сигнал от ковыше уровня форсунок. В течение времени нечного выключателя 1 проходит через блок 45 42 0,28 t g T запаздывания 2 на реле 3. Это реле сраба2 2 75 20 е о д тывает и самоблокируется, включает исполх 2 75 нительный механизм 4, который через ают распыленную воду на неподвижные демеханическую передачу начинает поднитали, затем начинают подъем подвески со мать подвеску с деталями со скоростью v = 50 скоростью v - 0,015 м/с и изменяют расход * = const. воды во время подъема в функции Конечный выключатель 1 освобождается, прекращается поступление сигнала от него на переключатель 8. Сигнал от датчика = q H | 6.65 itg а/г « расхода воды 6 через вторичный прибор 7 и 55 0.015 X переключатель 8 поступает на вход регу36 I 6,65 *0,28 tg42°/2 лятора 10. Одновременно на второй вход -0,021 Т регулятора 10 подается сигнал от програм361 г/с. много задатчика 9. Заложенной в блоке 9 =, , „ . 9 11199 10 Результаты аналогичных испытаний (табл. 1). Через время • '• ' — - 35 с препри других параметрах промывки в табл. 0,015 2-5. кращают подъем подвески и подачу воды на Для получения сравнительных данных распыление. В период промывки непрерывно проводились испытания известного спосопроизводят удаление воды с электролитом из ба промывки деталей (табл. 6). промывочной ванны в накопительную емИспользование предлагаемого способа кость для ее очистки. позволяет обеспечить равномерную проАнализы по результатам промывки помывку поверхности деталей, сократить расказывают, что на поверхности деталей отсутствуют следы электролита. Расход воды 10 ход воды на промывку в 3,5-4 раза и ее длительность в 2,5-3 раза. на промывку составил 1620 г. Таблиц* 1 Параметры промывки деталей (пример 1) Расчетные зависимости Промывка при неподвижной подвеске Превышение верх ней границы дета лей над уровнем форсунок м Расход воды в форсунки г/с Время про мыаки с О,~ЦиІ Расход воды в Общее время Общее количе- Характеристифорсунки г/с промывки с ство воды на ка очистки промывку г поверхности деталей от электролита 20 665(t9d/j отсутствует на 29 5 15 26 6 20 36 Электролит 32 4 10 007 36 5 і. vT Время от нача пз подьема с Результаты промывки • 0 h-0 65 H9S Тщ ' 2 75 —* V Промывка при подъеме подвески 24 1 25 деталей 19 8 35 1620 216 30 поверхности 55 18 Таблица 2 Параметры промывки деталей (пример 2) Расчетные зависимости Промывка при неподвижной подвеске Превышение верх ней границы дета леи над уровнем форсуно* Расход воды в форсунки г/с Время про мыаки с 36 18 Промывка при подъеме подвески Результаты промывки время от нача Расходводы в ла подьема с Форсунки г/с Общее время Общее количе- Характеристиство воды на ка очистки промывки с промывку г поверхности деталей от электролита м Содержание 0 I W " 2 5 —" V q » q* I * з tig а/т. 36 5 32 3 10 0 065 28 6 15 25 9 верхности 20 23 деталей на 25 20 8 пределе допу 30 18 4 стимого 36 165 53 1530 электролита по всей по 11 11199 12 Таблица Э Параметры промывки деталей (пример 3) Расчетные зависимости Промывка при неподвижной подвеске Превышение верх- Расход воды в ней границы дета- форсуим», г/с лей над уровнем форсунок, м Промывка при подъеме подвески Время промывки с Результаты промывки Время от нача- Расход воды в Общее время ла подъема, с форсунки, г/с промывки, с 14 Общее количе- Характеристиство воды на ка очистки промывку, г поверхности деталей от электролита электролита 28.1 по всей по 25,2 верхности 20 22.3 деталей пре 25 19,8 вышает допу 30 17.2 стимую 37 q-q.,1 вічо/г 31.7 15 36 0 5 10 0.054 h - 0.5 1 to. f 14.7 36 51 1390 Концентрация Таблица 4 Параметры промывки деталей (пример 4) Расчетные ' зависимости Промывка лри неподвижкой подвеске Превышение верх- Расход воды в ней границы дета- форсунки, г/с лей над уровнем форсунок, м Время промывки, с Промывка при подъеме подвески Результаты промывки Время от нача- Расход воды в Общее время Общее количе- Характеристика очистки ство воды на ла подъема, с форсунки, г/с промывки, с поверхности промывку, г деталей от электролита 22 36 1 • 57 Содержание * 36 5 0,075 0 325 10 a h-07lt 29.6 на верхней 26,8 границе дета 15 -vГ . 1700 электролита 20 24.3 лей на 25 30 21.9 пределе допу 20.2 стимого 35 itita/z q » qH I 18.4 Таблица 5 Параметры промывки деталей (пример 5) Расчетные зависимости Промывка при неподвижной подвеске Превышение верх- Расход воды а ней границы дета- форсунки, г/с лей над уровнем форсунок м 0.086 Время промывки, с Результаты промывки Время от нача- Расход воды в Обще* время Общее количе- Характеристила подъема, с форсунки, г/с промывки, с ство воды на ка очистки промывку, г поверхности деталей от электролита V q-q*f 7 п а/г Д о 36 0 36 5 h-0,8tta| 25 Промывка при подъеме подвески 32.8 «0 29.9 на верхней 15 27.4 границе дета 60 1830 Содержание электролита 20 25.2 лей выше до 30 20.5 пустимого 25 23 34 19 13 11199 Таблица 6 Параметры промывки деталей (прототип) опытов Расход во- Время ды в фор- промывсунки, г/с ки, с 36 1 2 3 4 5 6 7 8 20 40 60 80 100 120 140 160 180 9 Количество воды на промывку, г Характеристика очистки поверхности деталей от электролита 720 Концентрация электролита на поверхности деталей превышает допустимую 1440 2160 2880 3600 4320 5040 5760 6480 _ п _ _ н _ _ » _ _ и _ - " _ " _ Концентрация электролита на поверхности незначительно превышает допустимую Концентрация электролита ниже допустимой родя насмыЬ Упорядник Замовлення 4052 Техред М.Моргентал Коректор Л. ФІль Тираж Підписне Державне патентне відомство України, 254655, ГСП. КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for washing of details
Автори англійськоюBilous Volodymyr Parfentiiovych, Bulychov Volodymyr Viktorovych, Ivanov Ivan Ivanovych, Kulik Oleh Prokopovych, Lavrynenko Oleh Mykolaiovych
Назва патенту російськоюСпособ промывки деталей
Автори російськоюБилоус Владимир Парфентьевич, Буличов Владимир Викторович, Иванов Иван Иванович, Кулик Олег Прокопович, Лавриненко Олег Николаевич
МПК / Мітки
МПК: C25D 21/00
Мітки: промивки, спосіб, деталей
Код посилання
<a href="https://ua.patents.su/16-11199-sposib-promivki-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб промивки деталей</a>
Спосіб промивки горна доменої печі
Номер патенту: 137
Опубліковано: 30.04.1993
Автори: Гордієнко Володимир Артемьєвич, Первушин Сергій Іванович, Слободянюк Євген Володимирович, Михайлюк Геннадій Дмитрович, Ніколаєв Клім Анатолійович, Новохатський Олександр Михайлович, Васюра Геннадій Григорович, Дорофєєв Володимир Миколайович
МПК: C21B 5/00
Мітки: спосіб, горна, печі, промивки, доменої
Формула / Реферат:
Формула изобретенияСпособ промывки горна доменной печи, включающий сокращение расхода природного газа, отличающийся тем, что, с целью уменьшения расхода кокса, повышения производительности печи и срока службы воздушных фурм за счет газификации коксовой мечочи и графитовой спели в горне, сокращение расхода природного газа осуществляют поочередно в группах воздушных фурм с периодом 0,1-0,2 времени между выпусками продуктов плавки, при...
Засіб промивки целюлози
Номер патенту: 1945
Опубліковано: 20.12.1994
Автори: Ерккі Йулі-Ваккурі, Енсіо Коскінен
МПК: D21C 9/00
Мітки: целюлози, промивки, засіб
Формула / Реферат:
1. Способ промывки целлюлозы, включающий подачу слоя целлюлозного волокна в суспензионной жидкости на промывочный барабан, проводку осажденного слоя через множество отделенных одна от другой промывных ступеней, подвода чистой промывной жидкости в последнюю по ходу движения слоя промывочную ступень для замещения суспензионной жидкости и подачу вытесненной суспензионной жидкости через дренажную систему трубопроводов на предшествующую ей...
Пристрій для промивки фільтрів

Номер патенту: 5865
Опубліковано: 29.12.1994
Автори: Прокопенко Віктор Григорович, Куценко Віктор Савич, Бейль Вячеслав Костянтинович
МПК: B01D 41/00
Мітки: фільтрів, пристрій, промивки
Формула / Реферат:
1. Устройство для промывки фильтров, содержащее моечную камеру, фильтры, блок реверсирования потока промывочной жидкости и систему трубопроводов, отличающееся тем, что, с целью повышения эффективности промывки фильтров и упрощения конструкции устройства, моечная камера выполнена в виде двух имеющих сливное отверстие отсеков, в каждом из которых размещен фильтр, а блок реверсирования потока промывочной жидкости снабжен баком для...
Спосіб виготовлення деталей типу відводів і пристрій для його втілення
Номер патенту: 9463
Опубліковано: 30.09.1996
Автори: Венцьковський Олександр Віталійович, Павлов Ігор Васільович, Кохан Леонід Тимофійович
МПК: B21C 37/15
Мітки: втілення, деталей, відводів, виготовлення, пристрій, типу, спосіб
Формула / Реферат:
1. Способ изготовления деталей типа отводов путём выполнения в трубчатой заготовке отверстия, формообразования в зоне, прилегающей к отверстию выступа, формования на его торцовом участке вогнутой поверхности, а также отбортовки отверстия и калибровки детали, отличающийся тем, что, с целью повышения качества получаемых деталей, формообразование выступа осуществляют в две стадии, первую из которых производят одновременно с оформлением на его...
Пристрій для промивки целюлози
Номер патенту: 2566
Опубліковано: 26.12.1994
Автор: Ерккі Йулі-Ваккурі
МПК: D21C 9/00
Мітки: пристрій, целюлози, промивки
Формула / Реферат:
Формула изобретения1. Устройство для промывки целлюлозы, содержащее установленный на горизонтальной оси барабан с открытыми торцами, камеры для приема потоков жидкости из суспензии целлюлозы со сливными трубками, образованные внутренней оболочкой барабана, его наружной оболочкой, несущей фильтрующую проволочную ткань для слоя целлюлозы, и радиальными пластинами, смонтированными между его оболочками вдоль образующей барабана,...
Попередній патент: Автомат для складання картонних коробок
Наступний патент: Перевантажувальний пристрій
Випадковий патент: Вузол кріплення стійки робочого органа культиватора